Каталог РОКТЭС 2013
DESCRIPTION
Новый каталог компании РОКТЭСTRANSCRIPT
Содержание

3
СОДЕРЖАНИЕ
Информация о компании
Заготовительное оборудование Машина термической резки
Машина гидроабразивной резки
Ленточнопильный станок
Ножницы гильотинные
Станок для резки проволокой
Установка стыковой сварки
Листоправильный стан
Линия резки рулонированного проката
Оборудование для производства балки
Линия для изготовления двутавровых балок
Механизированная сборочно-сварочная линия
Стан для сборки двутавровой балки
Портально-сварочная установка
Сварочная консоль
Стан для правки полок двутавровой балки
Стан для скругления кромок
Горизонтально-правильный пресс
Линия для изготовления балок коробчатого сечения
Стан для сборки балки коробчатого сечения
Стан для сборки гофробалки
Линия для изготовления гофробалки
Металлообрабатывающее оборудование Торцефрезерный станок
Торцефрезерный комплекс
Кромкофрезерный станок
Кромкогибочный станок
Вальцы
Сортоправильный стан
Профилегибочный станок
Пресс-ножницы
Станок для пробивки отверстий в угловом прокате
Станок для обработки углового проката
Станок для пробивки и сверления отверстий в листовом прокате
Станок вертикально-сверлильный
Станок для сверления отверстий, маркировки и резки листового проката
Трехкоординатный сверлильный станок
Станок портально-сверлильный
Сверлильно-пильный комплекс
Станок для термической резки труб
Станок для термической резки профилей
Консольно-сварочная установка
Станок для сварки трением
Вспомогательное оборудование
Оборудование для очистки и покраски Дробеметная установка
Дробеструйная камера
Производство многогранных опор
Сварочная установка
Стан правильно-сборочный
Трубосварочное производство
Линия для производства сварных прямошовных труб
Профилировочное оборудование Линия для изготовления профилей
Линия для производства профилированного листа
Станок для производства стальных каркасов
Производство сэндвич-панелей Линия изготовления сэндвич-панелей
Переработка отходов
Оборудование для переработки металлической обрези
Линия для сортировки и утилизации твёрдых бытовых отходов
Алфавитный указатель
4
6
8
9
10
11
12
13
14
18
20
22
23
24
25
26
27
28
30
31
32
34
35
36
37
38
39
40
42
43
44
46
47
48
50
51
52
54
55
56
57
58
60
61
64
65
66
68
70
72
74
76
77
78
4
О КОМПАНИИ
ИсТОрИя кОМПанИИКомпания РОКТЭС была создана 15 октября 2003 года в городе Челябинске. С начала своей деятельности компания специализируется на поставках качественного оборудования с наи-более выгодным для потребителя соотношением «цена-качество». 2004 год Начало регулярных поставок оборудования из Китая.2005 год Первые поставки оборудования в Казахстан и Украину.В город Актобэ Поставлено оборудование для производства сварной Н балки, производитель-ностью 350 тонн / мес. В город Днепропетровск Поставлены две автоматизированные линии, позволившие создать новое производство сварной двутавровой балки объемом 1500 тн/мес с последующей дро-беметной очисткой, покраской и сушкой.2008 год Начало поставок оборудования из Южной Кореи. Поставлена автоматизированная линия по изготовлению сэндвич-панелей, производительно-стью до 1 млн. кв.м. в год. Данная линия послужила основой создания в Челябинске «Ураль-ского завода строительной индустрии».2009 год В условиях экономического кризиса в России резко снизились объемы, закупаемого машиностроительными предприятиями, оборудования. Компания РОКТЭС, несмотря на снижение объемов, продолжала стабильно работать, благо-даря своевременному расширению номенклатуры за счет оборудования, востребованного даже в условиях кризиса.2010 год Выход на докризисный уровень.2011 год Реализован проект по новому для компании направлению - создано трубосвароч-ное производство в Нижнем Тагиле.2011 год Начало поставок из Новой Зеландии станков с ЧПУ, позволяющих проектировать и изготавливать металлокаркас для зданий из оцинкованного профиля.2012 год Успешно реализован крупнейший для компании проект - создано новое производ-ство строительных металлоконструкций в Челябинске, мощностью до 2000 тонн в месяц.
«Опыт работы с китайскими поставщи-ками научил нас, что за достаточно ка-чественным красочным рекламным про-спектом может оказаться оборудование, изготовленное кустарным, «гаражным» способом, низкого качества, не отвечаю-щее действующим в РФ стандартам. Поэ-тому в нашей компании действует принцип – покупай, если видел оборудование в рабо-те, побывал в цехах завода изготовителя, оценил оснащенность завода, уровень куль-туры производства, наличие испытатель-ных стендов на покупные комплектующие изделия, т.е. посмотрел и «пощупал» все стадии производства» -
Генеральный директор и основатель компании РОКТЭС Красюк А.Д.
Компания РОКТЭС является официальным представителем заводов-изготовителей Китая, Южной Кореи и Новой Зеландии.
5
О КОМПАНИИ
кОМПеТенцИИ кОМПанИИ:• Подбор оборудования, полностью отвечающего потребностям заказчика• Разработка технологической схемы и внутрицеховой планировки• Решение всех сложностей переговорного процесса с производителями оборудования• Обеспечение своевременной доставки оборудования• Таможенное оформление• Проведение квалифицированного шефмонтажа и пуско-наладочных работ, а при необхо-
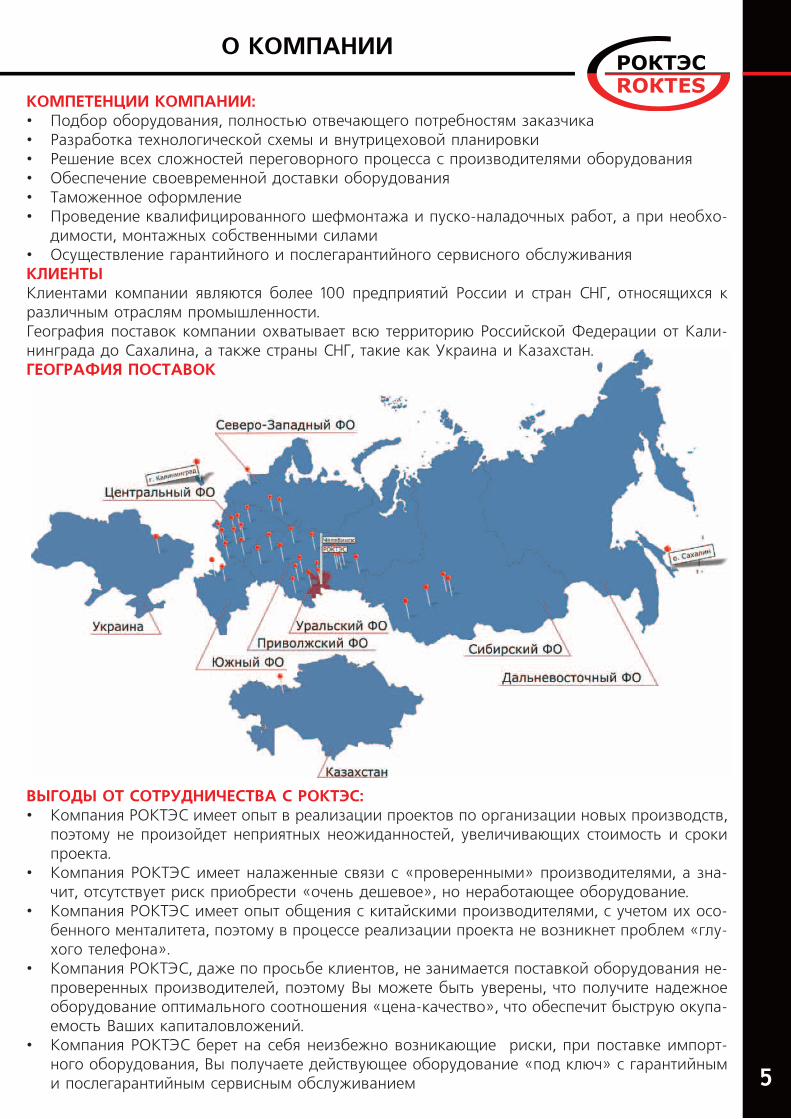
димости, монтажных собственными силами• Осуществление гарантийного и послегарантийного сервисного обслуживанияклИенТы Клиентами компании являются более 100 предприятий России и стран СНГ, относящихся к различным отраслям промышленности. География поставок компании охватывает всю территорию Российской Федерации от Кали-нинграда до Сахалина, а также страны СНГ, такие как Украина и Казахстан.ГеОГрафИя ПОсТавОк
выГОды ОТ сОТруднИчесТва с рОкТЭс:• Компания РОКТЭС имеет опыт в реализации проектов по организации новых производств,
поэтому не произойдет неприятных неожиданностей, увеличивающих стоимость и сроки проекта.
• Компания РОКТЭС имеет налаженные связи с «проверенными» производителями, а зна-чит, отсутствует риск приобрести «очень дешевое», но неработающее оборудование.
• Компания РОКТЭС имеет опыт общения с китайскими производителями, с учетом их осо-бенного менталитета, поэтому в процессе реализации проекта не возникнет проблем «глу-хого телефона».
• Компания РОКТЭС, даже по просьбе клиентов, не занимается поставкой оборудования не-проверенных производителей, поэтому Вы можете быть уверены, что получите надежное оборудование оптимального соотношения «цена-качество», что обеспечит быструю окупа-емость Ваших капиталовложений.
• Компания РОКТЭС берет на себя неизбежно возникающие риски, при поставке импорт-ного оборудования, Вы получаете действующее оборудование «под ключ» с гарантийным и послегарантийным сервисным обслуживанием

6
МАШИНА ТЕРМИЧЕСКОЙ РЕЗКИЗа
гото
вите
льное
оборуд
ова
ние
ОПИсанИе кОнсТрукцИИ
Машина, главным образом, состоит из портала (станины), приводов продольного и попереч-ного перемещения, суппортов поддержки резаков, газовой системы, электрической системы и пр.
наЗначенИе
Оборудование предназначено для термиче-ского раскроя листового проката.В зависимости от требований технологи-ческого процесса и условий производства, может использоваться два метода резки – газопламенный и/или плазменный.
Колея рельсового пути, мм 3000 - 5000Длина рельсового пути, мм 6000 - 30000Рабочая ширина резки, мм 2200 - 4200Рабочая длина резки, мм 4000 - 28000Количество плазменных резаков фигурного раскроя, шт 1 - 4Количество газопламенных резаков фигурного раскроя, шт 1 - 4Количество газопламенных резаков прямолинейного раскроя, шт 2 - 16Точность позиционирования, мм/м ± 0,5/10Точность повторного позиционирования, мм/м ± 0,3/10
Система приводаСерводвигатели
переменного тока
ТехнИческИе харакТерИсТИкИ
варИанТы кОМПлекТацИИ
Для решения различных технологических задач, машины могут иметь различные особенности конструкции, например:• без системы ЧПУ (для простого раскроя на полосы) или оснащенные ЧПУ (для вырезки
деталей сложной формы);• машины плазменной или газопламенной резки (или машины с совмещенным типом рез-
ки). Система плазменной резки сама может быть дополнена различными опциями – это и различные по принципу действия системы контроля за высотой горелки, аппаратура для резки True Hole, позволяющая получать отверстия с низким отклонением от цилиндрич-ности и др.;
• машины, оснащенные специальными приспособлениями – ротационная головка (3-d), трехрезаковая головка – это оборудование позволяет производить раскрой заготовок с одновременным выполнением фасок на кромках резов.
Также, по желанию заказчика, машины термической резки могут оснащаться системой вы-тяжной вентиляции.

7
МАШИНА ТЕРМИЧЕСКОЙ РЕЗКИ
Заго
тови
тель
ное
оборуд
ова
ниеОПцИИ МашИн ТерМИческОй реЗкИ
СИСТеМА ЧПУ
Для раскроя заготовок по сложному контуру (отличному от прямолинейного), требуется комплектовать оборудование си-стемой ЧПУ, которая автоматизирует процесс резки. В поставляемых нашей компанией машинах термической рез-ки используется система ЧПУ EDGE PRO, производства извест-ной американской фирмы Hypertherm.
Для более удобной работы и реализации всех возможностей системы ЧПУ, машина термической резки может дополнитель-но комплектоваться программным обеспечением для оптими-зации процесса раскроя, таким как ТеХТРАН, FastCAM и пр.
СИСТеМА ПЛАЗМеННОй РеЗКИ
В зависимости от технологических задач применяют воздушно-плазменные и кислородно-плазменные системы резки.
Воздушно-плазменная резка – используется для резки проката небольшой толщины, в каче-стве плазмообразующего и защитного газа используется воздух. Примерами систем воздуш-но-плазменной резки являются – Powermax45, Powermax1000, Powermax1650.
Кислородно-плазменная резка – используется для резки заготовок значительных толщин – до 80 мм, в качестве плазмообразующего газа обычно используется кислород, в качестве за-щитного – кислород, азот, аргон или их смеси. Примерами систем кислородно-плазменной резки являются – HPR130xd, HPR260xd, HySpeed HSD130 и пр.
РОТАцИОННАя (3-D) ГОЛОВКА
Это специализированное приспособление, которое позволяет направлять, закреплен-ный в нем плазменный резак, под различ-ными от нормали углами к поверхности за-готовки. Управление движением и поворотом голов-ки производится системой ЧПУ.

8
Заго
тови
тель
ное
оборуд
ова
ние
МАШИНА ГИДРОАБРАЗИВНОЙ РЕЗКИ
наЗначенИе
Оборудование предназначено для резки различных материалов с помощью воды, смеси воды и абразива, подаваемых под большим давлением в зону резки.Высокое давление машины гидроабразивной резки позволяет с легкостью разрезать любой мягкий материал, например: бумагу, пористые материалы, волокнистые материалы и т.д.; если дополнительно подавать абразив (песок), то можно увеличить силу резки, что позволяет ре-зать почти все: стекло, строительные и отделочные материалы, керамику, металл и т.д. Машины гидроабразивной резки широко применяются в самых различных отраслях промыш-ленности, в том числе при производстве деталей, при резке которых необходимо избежать нагрева заготовки.
Диапазон рабочих размеров стола, мм 1300х1300 - 4000х2000Вертикальный ход режущей головки, мм 120 - 250Скорость резки, мм/мин 0 - 10000Точность управления, мм 0,01Точность реза, мм 0,1Серводвигатели Mitsubishi, Panasonic (япония)Давление, развиваемое насосом, МПа 220 - 420Ширина реза, мм 1 - 1,2Коэффициент давления 20:1Диаметр сопла, мм 0,15 - 0,3Расход воды, л/мин 2,7 - 3,8Потребляемая мощность , кВт 22 - 37
ТехнИческИе харакТерИсТИкИ
ОПИсанИе кОнсТрукцИИ
Машина состоит из: рабочего стола, портала (консоли) с приводами перемещения по осям, установки высокого давления, управляющего блока.
варИанТы кОМПлекТацИИ
Машины могут оснащаться:• Системой водоохлаждения;• Устройством подачи абразива;
• Устройством очистки абразива.

9
Заго
тови
тель
ное
оборуд
ова
ние
ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК
наЗначенИе
Станок предназначен для пиления полосо-вого и сортового металлопроката – дву-тавр, швеллер, труба, круг, полоса и др.Преимуществами использования ленточ-нопильных станков являются: высокая точ-ность резки, низкий процент отходов, ши-рокая номенклатура материалов заготовки и т.д.Ленточнопильные станки применяются в производстве строительных конструкций, судостроении, химической промышленно-сти и других отраслях.
Максимальное сечение прямоугольной заготовки, мм до 1250х600Максимальный диаметр круглой заготовки, мм до 1000Максимальная длина заготовки, мм до 15000Диапазон регулирования угла пила, град. до 45о
ТехнИческИе харакТерИсТИкИ
Ленточнопильный станок включает в себя ста-нину в сборе, включая пильную раму, механизм фиксации заготовки, рольганг, устройство пози-ционирования заготовки, электрическую систе-му и пр.Пильная рама может иметь возможность пово-рота на угол до 45о. Угол поворота отобража-ется на табло, расположенном на пульте управ-ления.Также пильная рама оснащается устройством натяжения пилы, устройством очистки пилы от стружки, системой освещения рабочего места и пр.
варИанТы кОМПлекТацИИ
Ленточнопильные станки, в зависимости от условий и требований производства имеют сле-дующие конструктивные особенности:
• автоматический или полуавтоматический;• маятникового типа;• колонного типа;• станки с поворотной пильной рамой (угол поворота до ±45о).

10
Заго
тови
тель
ное
оборуд
ова
ние
НОЖНИцЫ ГИЛЬОТИННЫЕ
наЗначенИе
Ножницы предназначены для резки листового проката различной толщины. Они имеют высокую производительность и широко используется при изготовлении металло-конструкций, автомобилестроении, судостроении, машиностроении и т.д.Предел прочности стального листа максимальной толщины ≤380MПа. Листы с более высоким пределом прочности, низколегированная сталь, нержавеющая сталь и т.д. также можно резать при уменьшенной толщине или при замене материала ножей.Ножницы по типу привода подвижных ножей могут быть подразделены на гидравлические и механические.
Толщина резки, мм 0,1 - 30Ширина резки, мм 1500 - 8000Прочность материала, МПа ≤450Угол реза, град 0,5° - 3,5°Регулировка заднего упора, мм 20 - 1000Количество ходов, мин-1 4 - 20Высота рабочего стола , мм 800
ТехнИческИе харакТерИсТИкИ
ОПИсанИе кОнсТрукцИИ
Ножницы состоят из рамы, подвижной балки верхних ножей, привода подвижных ножей, управляющего электрического блока, механизма регулировки зазора между ножами, меха-низма регулировки упора с цифровой индикацией позиции упора, стола с шаровыми опора-ми, гидравлических или пневматических прижимов листа, ножной рабочей педали, подсветки линии реза.
варИанТы кОМПлекТацИИ
Ножницы гидравлические могут оснащаться:• Системой подогрева гидравлического масла перед работой при эксплуатации в условиях
пониженных температур;• Механизмом регулировки наклона ножа;• Электромеханическим приводом регулировки зазора между ножами, контролируемым
ПЛК.

11
Заго
тови
тель
ное
оборуд
ова
ние
СТАНОК ДЛя РЕЗКИ ПРОВОЛОКОЙ
наЗначенИе
Станок предназначен для изготовления изделий из пористых материалов: минеральная вата, по-ливинилстирол, полиуретан и другие.Станок применяется при производстве утеплите-лей и изоляции труб, кабелей и других изделий.
Допустимые размеры заготовки, мм 2500х1200х700Диаметр проволоки, мм 1,3 - 1,5Скорость резания, м/мин до 6Потребляемая мощность, кВт 11,5Вес, кг 2200
ТехнИческИе харакТерИсТИкИ
ОПИсанИе кОнсТрукцИИ
Станок состоит из рамы с закреплённой в ней режущей проволокой, стола, на котором кре-пится обрабатываемая заготовка, системы вентиляции рабочего пространства и оснащён си-стемой ЧПУ, которая обеспечивает точное управление и контроль процесса резки. Режущим инструментом станка является проволока, посредством которой осуществляется вырезка де-тали из блочной заготовки.

12
Заго
тови
тель
ное
оборуд
ова
ние
УСТАНОВКА СТЫКОВОЙ СВАРКИ
ОПИсанИе кОнсТрукцИИ
Установка состоит из: системы газопламенной резки (включая трёхрезаковую головку) для резки торца листа, подвижного портала, скользящих секций, одностороннего сварочного устройства, двустороннего прижимного устройства, системы рециркуляции флюса, системы электрического регулирования, загрузочного конвейера, толкающее устройство и пр.
наЗначенИе
Станок предназначен для изготовления сварных «карт» из листового проката методом авто-матической дуговой сварки под слоем флюса.«Карта» представляет собой два или более металлических листа сваренных встык. В дальней-шем карты используются для вырезки из них листовых деталей протяженной формы.
Допустимая ширина листа, мм 1000 - 3000Допустимая толщина листа, мм 6 - 40Длина входящего листа, мм 3000 - 6000Maкс. длина сваренной карты, мм 6000 - 18000Метод разделки кромок газопламенная кислородная резкаГазовое оборудование трёхрезаковая головкаМетод сварки сварка под слоем флюса
Сварочное оборудованиеLincoln Electric (США), КНР
(по выбору заказчика)
ТехнИческИе харакТерИсТИкИ
13
Заго
тови
тель
ное
оборуд
ова
ние
ЛИСТОПРАВИЛЬНЫЙ СТАН
наЗначенИе
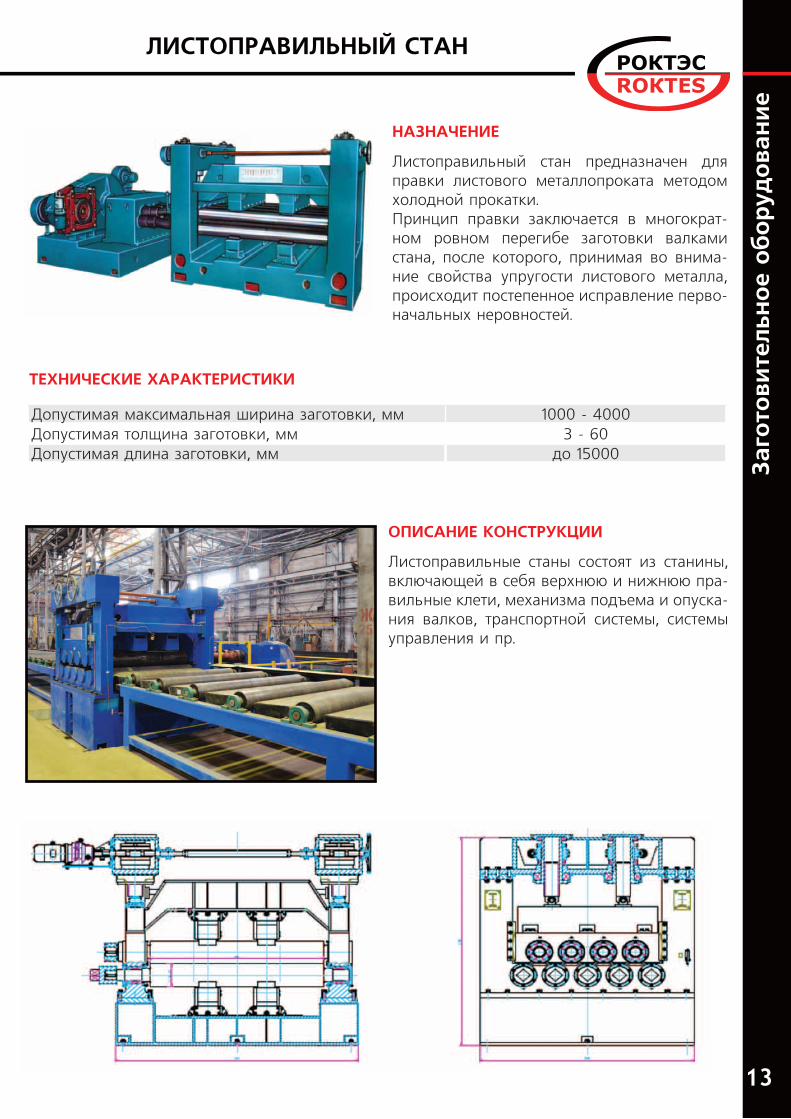
Листоправильный стан предназначен для правки листового металлопроката методом холодной прокатки.Принцип правки заключается в многократ-ном ровном перегибе заготовки валками стана, после которого, принимая во внима-ние свойства упругости листового металла, происходит постепенное исправление перво-начальных неровностей.
Допустимая максимальная ширина заготовки, мм 1000 - 4000Допустимая толщина заготовки, мм 3 - 60Допустимая длина заготовки, мм до 15000
ТехнИческИе харакТерИсТИкИ
ОПИсанИе кОнсТрукцИИ
Листоправильные станы состоят из станины, включающей в себя верхнюю и нижнюю пра-вильные клети, механизма подъема и опуска-ния валков, транспортной системы, системы управления и пр.
14
ЛИНИя РЕЗКИ РУЛОНИРОВАННОГО ПРОКАТА
Заго
тови
тель
ное
оборуд
ова
ние
наЗначенИе
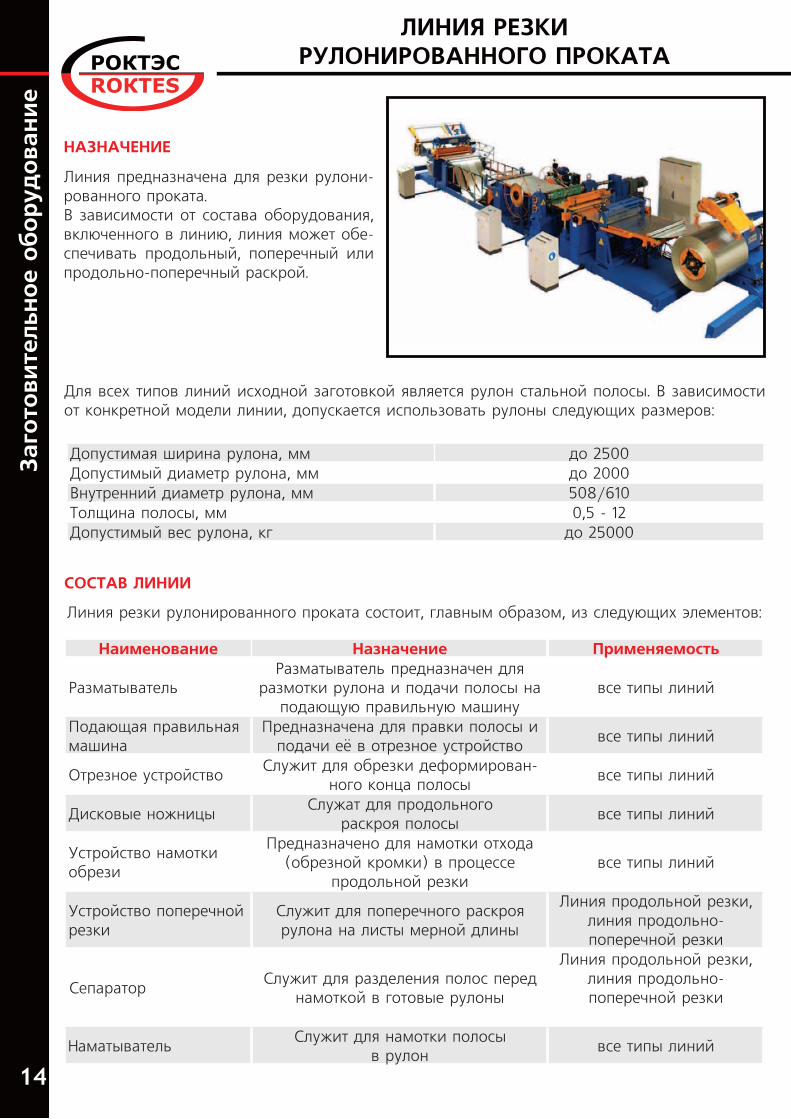
Линия предназначена для резки рулони-рованного проката.В зависимости от состава оборудования, включенного в линию, линия может обе-спечивать продольный, поперечный или продольно-поперечный раскрой.
Наименование Назначение Применяемость
РазматывательРазматыватель предназначен для
размотки рулона и подачи полосы на подающую правильную машину
все типы линий
Подающая правильная машина
Предназначена для правки полосы и подачи её в отрезное устройство
все типы линий
Отрезное устройствоСлужит для обрезки деформирован-
ного конца полосывсе типы линий
Дисковые ножницыСлужат для продольного
раскроя полосывсе типы линий
Устройство намотки обрези
Предназначено для намотки отхода (обрезной кромки) в процессе
продольной резкивсе типы линий
Устройство поперечной резки
Служит для поперечного раскроя рулона на листы мерной длины
Линия продольной резки,линия продольно-поперечной резки
СепараторСлужит для разделения полос перед
намоткой в готовые рулоны
Линия продольной резки,линия продольно-поперечной резки
НаматывательСлужит для намотки полосы
в рулонвсе типы линий
Для всех типов линий исходной заготовкой является рулон стальной полосы. В зависимости от конкретной модели линии, допускается использовать рулоны следующих размеров:
Допустимая ширина рулона, мм до 2500Допустимый диаметр рулона, мм до 2000Внутренний диаметр рулона, мм 508/610Толщина полосы, мм 0,5 - 12Допустимый вес рулона, кг до 25000
Линия резки рулонированного проката состоит, главным образом, из следующих элементов:
сОсТав лИнИИ
15
ЛИНИя РЕЗКИ РУЛОНИРОВАННОГО ПРОКАТА
Заго
тови
тель
ное
оборуд
ова
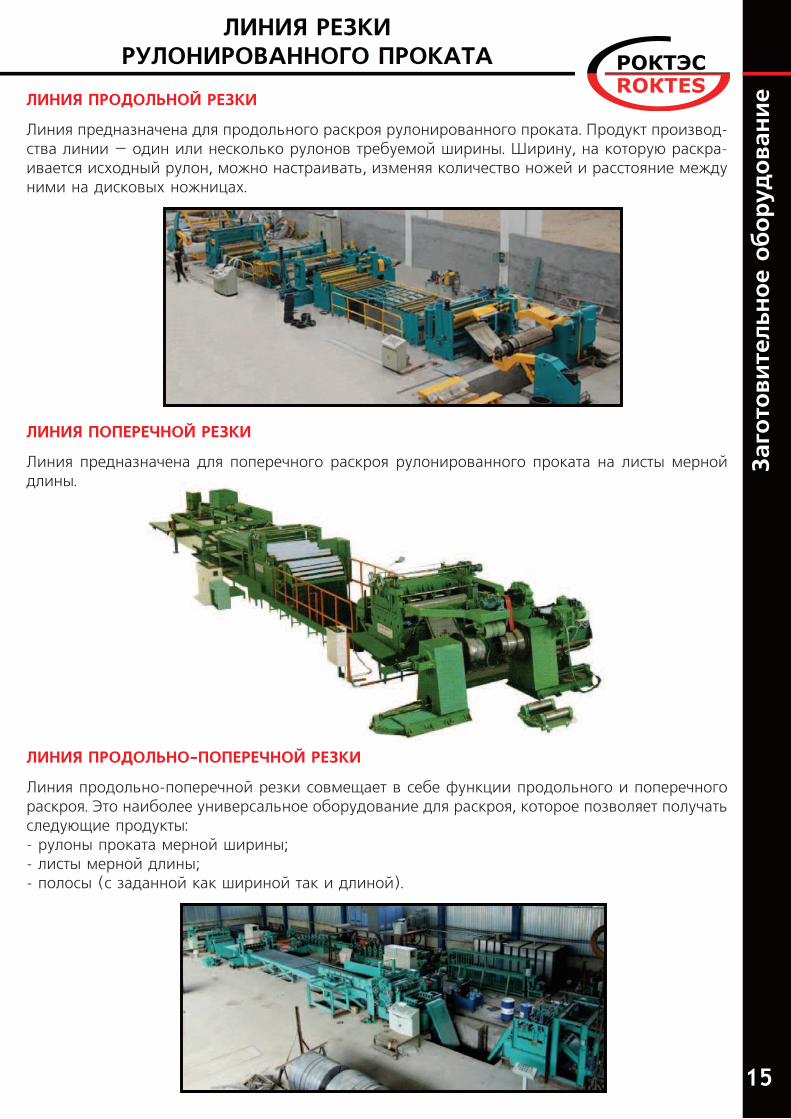
ниелИнИя ПрОдОльнОй реЗкИ
Линия предназначена для продольного раскроя рулонированного проката. Продукт производ-ства линии – один или несколько рулонов требуемой ширины. Ширину, на которую раскра-ивается исходный рулон, можно настраивать, изменяя количество ножей и расстояние между ними на дисковых ножницах.
лИнИя ПОПеречнОй реЗкИ
Линия предназначена для поперечного раскроя рулонированного проката на листы мерной длины.
лИнИя ПрОдОльнО-ПОПеречнОй реЗкИ
Линия продольно-поперечной резки совмещает в себе функции продольного и поперечного раскроя. Это наиболее универсальное оборудование для раскроя, которое позволяет получать следующие продукты:- рулоны проката мерной ширины;- листы мерной длины;- полосы (с заданной как шириной так и длиной).
16
ОБОРУДОВАНИЕ ДЛя ПРОИЗВОДСТВА БАЛКИО
боруд
ова
ние
для
произв
одст
ва б
алки
Современная жизнь немыслима без стальных металлоконструкций. Металлоконструкции лег-ки, хорошо сохраняются, непроницаемы для воды, снега и ветров, а также удобно ремонти-руются.Основой большинства металлоконструкций в конструкциях зданий, мостов, эстакад и т.д. яв-ляется балка – это основной несущий элемент конструкции, по отношению к которому осталь-ные части играют лишь вспомогательную роль.
Балка - конструктивный элемент, работающий, главным образом, на изгиб. Изготовляются балки, в основном, из железобетона и металла.В зависимости от числа опор и характера опорных закреплений различают балки: однопро-лётные, многопролётные, консольные, с заделанными концами, разрезные, неразрезные и др.По форме поперечного сечения различают: прямоугольные, тавровые, двутавровые, короб-чатые и др. балки. Наиболее выгодные (по несущей способности и по расходу материала) двутавровые и коробчатые балки характеризуются концентрацией материала у верхнего и нижнего краев сечения, где действуют максимально нормальные напряжения при изгибе.
Ниже приводятся основные типы балок, которые широко применяются в строительстве в на-стоящее время:
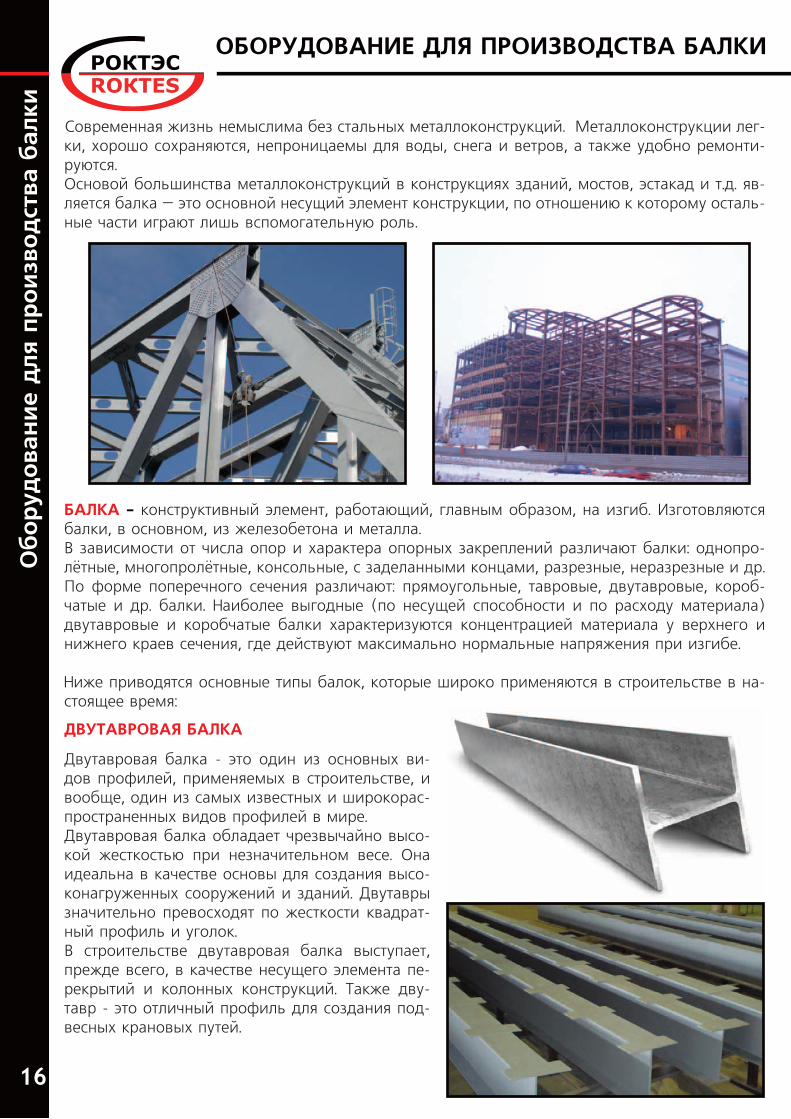
двуТаврОвая Балка
Двутавровая балка - это один из основных ви-дов профилей, применяемых в строительстве, и вообще, один из самых известных и широкорас-пространенных видов профилей в мире.Двутавровая балка обладает чрезвычайно высо-кой жесткостью при незначительном весе. Она идеальна в качестве основы для создания высо-конагруженных сооружений и зданий. Двутавры значительно превосходят по жесткости квадрат-ный профиль и уголок.В строительстве двутавровая балка выступает, прежде всего, в качестве несущего элемента пе-рекрытий и колонных конструкций. Также дву-тавр - это отличный профиль для создания под-весных крановых путей.

17
ОБОРУДОВАНИЕ ДЛя ПРОИЗВОДСТВА БАЛКИ
Оборуд
ова
ние
для
произв
одст
ва б
алки
БалкИ с ГОфрИрОваннОй сТенкОй
Балка с гофрированной стенкой (гофробалка) – это новый продукт современных технологий.Гофробалка представляет собой вид двутавровой балки с тонкой гофрированной стенкой волнистой формы.Преимущества применения гофробалок:• благодаря гофрированной стенке, конструкция балки эффективно воспринимает изгиба-
ющий момент; • материалоемкость гофробалок на 10-30% меньше в сравнении с обычными сварными
балками и 40-60% в сравнении с горячекатаными балками; • благодаря максимальной несущей способности гофрированной балки, при оптимальном
собственном весе, вес несущих конструкций уменьшается на 10-60% по сравнению с ана-логичными горячекатаными балками;
• отпадает необходимость в поперечных ребрах жесткости, за исключением опорных мест и мест сосредоточения значительных сил;
• облегчённый фундамент для зданий на основе каркасов из гофрированных балок; • быстрый монтаж благодаря идеальной точности изготовления и удобным болтовым со-
единениям балок с гофрированной стенкой;• экономия на грузоподъёмной технике при монтаже гофробалок; • благодаря оригинальному внешнему виду гофробалки могут стать характерным элемен-
том дизайна.
ОБОРУДОВАНИЕ ДЛя ПРОИЗВОДСТВА БАЛКИ
Балка кОрОБчаТОГО сеченИя
Балки коробчатого сечения, наряду с двутавровыми балками, давно используются в строи-тельстве и до сих пор не потеряли своей актуальности.Широкое распространение балки коробчатого сечения получили в производстве ответствен-ных изделий, требующих большой жесткости, например для изготовления мостовых кранов.

18
ЛИНИя ДЛя ИЗГОТОВЛЕНИя ДВУТАВРОВЫх БАЛОК
Оборуд
ова
ние
для
произв
одст
ва б
алки
Линия предназначена для изготовления сварных двутав-ровых балок постоянного и переменного сечения, а также неравнополочных балок. Благодаря значительной доле механизированных операций, линия обеспечивает высо-кую производительность.
ТехнОлОГИческИй МаршруТ • Укладка полки и стенки балки на входной рольганг сбо-
рочного стана, центрирование и фиксация в рабочем положении;
• Сварка тавра на прихватках;• Укладка второй полки и сваренного тавра на входной
рольганг сборочного стана, центрирование и фиксация в рабочем положении;
• Сварка двутавра на прихватках;• Кантование двутавра на центральный рольганг линии;• Автоматическая сварка «под флюсом» последовательно
двух поясных швов. Для перемещения заготовки между консольными сварочными установками используются гидравлические транспортные те-лежки. Перед сваркой балка кантуется на 45о, для обеспечения оптимального положения;
• Кантование балки на 180о;• Сварка последовательно оставшихся двух поясных швов. Для перемещения заготовки
между консольными сварочными установками используются гидравлические транспорт-ные тележки. Перед сваркой балка кантуется на 45о, для обеспечения оптимального по-ложения;
• Кантование балки на 90о;• Правка первой полки;• Возврат балки по реверсивному рольгангу и кантование на 180о;• Правка второй полки.
Высота балки, мм 200 - 2000Толщина стенки, мм 6 - 32Ширина полки, мм 200 - 800Толщина полки, мм 6 - 40Длина балки, мм 4000 - 15000
ТехнИческИе харакТерИсТИкИ
наЗначенИе

19
ЛИНИя ДЛя ИЗГОТОВЛЕНИя ДВУТАВРОВЫх БАЛОК
Оборуд
ова
ние
для
произв
одст
ва б
алки
сОсТав лИнИИ
В состав линии входит несколько станков, которые также можно использовать и по-отдельности.
сТан для сБОркИ двуТаврОвых БалОк
Стан предназначен для сборки и сварки «на прихватках» заготовки балки таврового или двутаврового сечения. Стан обеспечивает сварку балок постоянного сечения и балок с углом наклона полки до 10о, а также неравнополочных симметричных балок.
сТан для ПравкИ ПОлОк БалкИ
В процессе сборки и сварки двутавровой балки не-избежно происходит нагревание полок балки и, как следствие, их деформация («грибовидность»). Стан для правки полок является оборудованием, специ-ально предназначенным для исправления данной де-формации.
кОнсОльная сварОчная усТанОвка
Установка предназначена для проварки поясных швов балки методом автоматической дуговой сварки под сло-ем флюса.Для обеспечения оптимального положения свариваемой балки «в лодочку» используется кантователь.
всПОМОГаТельнОе ОБОрудОванИе
Для обеспечения механизации процесса изготовления балки, в линии применя-ется целый набор различных вспомога-тельных устройств:- кантователь на 60о;- кантователь на 90о;- кантователь на 180о;- гидравлическая транспортная тележка.
Все оборудование механизировано и управляется с пульта оператора.

20
Оборуд
ова
ние
для
произв
одст
ва б
алки
МЕхАНИЗИРОВАННАя СБОРОЧНО-СВАРОЧНАя ЛИНИя
Линия предназначена для изготовления двутавровой балки методом сварки под слоем флю-са. Конструкция линии позволяет выполнять на ней все технологические операции изготов-ления балки – сборку, сварку и правку, что обеспечивает высокую производительность обо-рудования. Преимуществами сварных балок перед прокатными являются, в первую очередь, возмож-ность получения балки с любыми размерами полок и стенок, а также любой удобной для данного технологического процесса длиной.
ОПИсанИе кОнсТрукцИИ
Линия, главным образом, состоит из двух станов для сборки, сварки и правки двутавровой балки, которые выполняют операции сварки поясных швов и исправления деформации по-лок балки. Вспомогательные действия по перемещению заготовок между операциями в дан-ной линии механизированы и выполняются кантователями, захватами, системой продольных рольгангов и поперечных конвейеров, благодаря чему, по производительности линия превос-ходит два отдельно взятых стана.
Высота двутавровой балки, мм 200 - 1800Толщина стенки, мм 5 - 30Ширина полки, мм 200 - 800Толщина полки, мм 6 - 40Длина балки, мм 6000-12000
Сварочное оборудование4 комплекта производства Lincoln Electric (США): ис-точник питания DC-1000, сварочная головка NA-3S
Потребляемая мощность сварочного оборудования, кВА
4х100
Вид сваркиАвтоматизированная дуговая сварка под слоем
флюса «расщепленной дугой»Максимальный сварочный катет – 8 мм
ТехнИческИе харакТерИсТИкИ
наЗначенИе
21
Оборуд
ова
ние
для
произв
одст
ва б
алки
МЕхАНИЗИРОВАННАя СБОРОЧНО-СВАРОЧНАя ЛИНИя
сОсТав лИнИИ
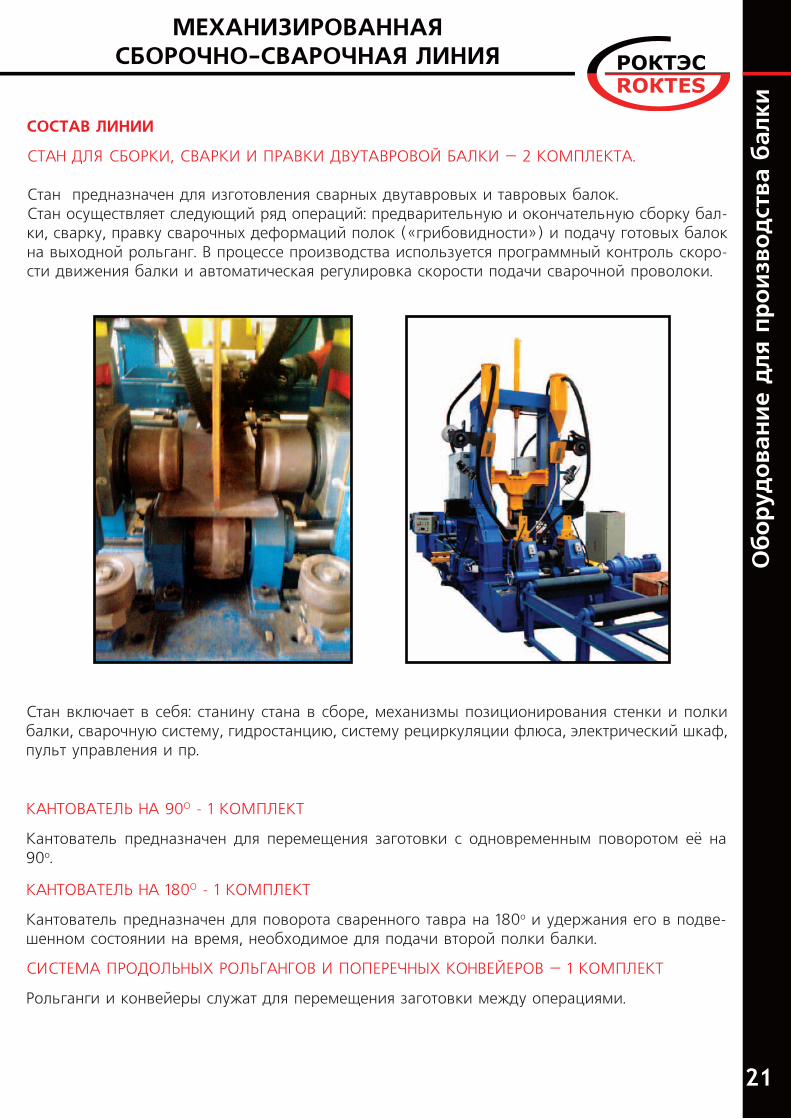
СТАН ДЛя СБОРКИ, СВАРКИ И ПРАВКИ ДВУТАВРОВОй БАЛКИ – 2 КОМПЛеКТА.
Стан предназначен для изготовления сварных двутавровых и тавровых балок.Стан осуществляет следующий ряд операций: предварительную и окончательную сборку бал-ки, сварку, правку сварочных деформаций полок («грибовидности») и подачу готовых балок на выходной рольганг. В процессе производства используется программный контроль скоро-сти движения балки и автоматическая регулировка скорости подачи сварочной проволоки.
Стан включает в себя: станину стана в сборе, механизмы позиционирования стенки и полки балки, сварочную систему, гидростанцию, систему рециркуляции флюса, электрический шкаф, пульт управления и пр.
КАНТОВАТеЛь НА 90О - 1 КОМПЛеКТ
Кантователь предназначен для перемещения заготовки с одновременным поворотом её на 90о.
КАНТОВАТеЛь НА 180О - 1 КОМПЛеКТ
Кантователь предназначен для поворота сваренного тавра на 180о и удержания его в подве-шенном состоянии на время, необходимое для подачи второй полки балки.
СИСТеМА ПРОДОЛьНыХ РОЛьГАНГОВ И ПОПеРеЧНыХ КОНВейеРОВ – 1 КОМПЛеКТ
Рольганги и конвейеры служат для перемещения заготовки между операциями.

22
Оборуд
ова
ние
для
произв
одст
ва б
алки
СТАН ДЛя СБОРКИ ДВУТАВРОВОЙ БАЛКИ
Стан для сборки двутавровой балки – это современное, механизированное оборудование, предназначенное для сборки балок, посредством прихваток дуговой сваркой в среде углекислого газа.Стан позволяет собирать тавровые, двутавровые равно-полочные и не равнополочные симметричные балки, а также балки переменного сечения с углом наклона пол-ки до 100.
варИанТы кОМПлекТацИИ
Стан для сборки двутавровой балки может быть модифицирован для непрерывной сварки, вместо прерывистой сварки «на прихватках», что позволит выполнять сварку балок небольшого размера, не ис-пользуя дополнительное сварочное оборудование.
ОПИсанИе кОнсТрукцИИ
Стан состоит из портала, сварочной системы, системы главной тяги, входного и выходного конвейера, гидравлической системы, а также электрической системы управления.
Ширина полки, мм 200 - 800Толщина полки, мм 6 - 40Толщина стенки, мм 6 - 32Высота стенки, мм 200 - 2000Длина балки, мм 4000 - 15000Линейная скорость сборки, м/мин 0,5 - 6,0Входной конвейер, мм 2600х3 или 4
(один приводной)Выходной конвейер, мм
Сварочное оборудование2 комплекта для
механизированной сварки в среде углекислого газа
Потребляемая мощность сварочного оборудования, кВт 40х2
ТехнИческИе харакТерИсТИкИ
наЗначенИе

23
Оборуд
ова
ние
для
произв
одст
ва б
алки
СТАН ДЛя СБОРКИ ДВУТАВРОВОЙ БАЛКИ ПОРТАЛЬНО-СВАРОЧНАя УСТАНОВКА
Установка предназначена для автоматической дуговой сварки под слоем флюса тавровых и двутавровых, равнополочных и неравнопо-лочных балок, балок переменного сечения с углом наклона полки до 100.
ОПИсанИе кОнсТрукцИИ
Портально-сварочная установка состоит из портала, сварочного оборудования, системы ре-циркуляции флюса, электрической системы и пр.
Ширина полки, мм 200 - 800Толщина полки, мм 6 - 40Толщина стенки, мм 6 - 32Высота стенки, мм 200 - 2000Длина балки, мм 4000 - 15000Колея рельсового пути, мм 4000 - 5000Скорость сварки, м/мин 0,24 - 1
Сварочное оборудование2 комплекта производства Lincoln Electric (США):
источник питания DC-1000, сварочная головка NA-3S
ТехнИческИе харакТерИсТИкИ
наЗначенИе

24
Оборуд
ова
ние
для
произв
одст
ва б
алки
СВАРОЧНАя КОНСОЛЬ
ОПИсанИе кОнсТрукцИИ
Сварочная консоль состоит из тележки, стойки, консоли, при-вода тележки, механической системы слежения за сварным швом, сварочного оборудования, системы рециркуляции флю-са, электрической системы с пультом управления.Во время работы, установка перемещается по рельсовому пути вдоль кантователей (или стапеля), на которых размещается свариваемая балка. Перемещение консоли осуществляется от электродвигателя. Регулировка скорости осуществляется ин-вертором. Механизм слежения за сварным швом имеет 3 оси, из кото-рых в вертикальной оси работает пневматический цилиндр, осуществляющий прижим сварочной головки к изделию, а го-ризонтальная ось и вращение относительно вертикальной оси – плавающего типа, таким образом, обеспечивается точное позиционирование сварочной головки относительно места сварки (разделки) и устраняется возможность возникновения отклонений шва.
сварОчнОе ОБОрудОванИе
Консоль комплектуется сварочным источником питания и сва-рочной головкой с пультом управления производства Lincoln Electric (США).
Сварочная консоль предназначена для сварки большинства применяемых в данный момент равнополочных симметрич-ных двутавровых балок и колонн методом автоматической сварки под слоем флюса.Сварочная консоль может быть использована как самостоя-тельное оборудование, так и в составе линии изготовления балок.
Ширина полки, мм 200 - 800Толщина полки, мм 6 - 40Толщина стенки, мм 6 - 32Высота стенки, мм 200 - 2000Длина балки, мм 4000 - 15000Скорость сварки, м/мин 0,1 - 1
ТехнИческИе харакТерИсТИкИ
наЗначенИе

25
Оборуд
ова
ние
для
произв
одст
ва б
алки
СВАРОЧНАя КОНСОЛЬСТАН ДЛя ПРАВКИ ПОЛОК
ДВУТАВРОВОЙ БАЛКИ
ОПИсанИе кОнсТрукцИИ
1 - главный двигатель (мотор-редуктор), 2 - компенсационная муфта, 3 - винт позиционирования стойки, 4 - привод подъема прижимного ролика (мотор-редуктор), 5 - левая стойка, 6 - упор, 7 - правая стойка, 8 - прижимной ролик, 9 - главный ролик, 10 - станина, 11 - винт позиционирования упора.
варИанТы кОМПлекТацИИ
Механический привод прижимных роликов: - это наиболее распространенный тип станов. Такое оборудование более низкой стоимо-сти, более надежно и обеспечивает обработку большинства типоразмеров используемых в производстве балок.Гидравлический привод прижимных роликов: - такое оборудование создает значительно большее усилие правки, чем станы с меха-ническим приводом, что позволяет обраба-тывать крупногабаритные балки с толщиной полки до 80 мм.
В процессе сборки и сварки двутавровых ба-лок неизбежно происходит нагревание полок, и как следствие, их деформация («грибовид-ность»).Стан для правки полок двутавровой балки яв-ляется оборудованием, специально предназна-ченным для исправления данной деформации.
Толщина полки, мм. 6 - 40Ширина полки, мм. 200 - 800Мин. высота стенки, мм. 160 Скорость правки, м/мин. 17
ПРИНцИП ПРАВКИПри помощи левого и правого прижимных роликов (поз.8) и главного ролика (поз.9) соз-дается усилие, действующее на полку балки. Имеющаяся деформация обрабатываемой за-готовки устраняется, и таким образом осуществляется процесс правки полки.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

26
Оборуд
ова
ние
для
произв
одст
ва б
алки
СТАН ДЛя СКРУГЛЕНИя КРОМОК
Стан предназначен для скругления кромок полосового проката, а также кромок полок двутав-ровых балок методом холодной прокатки.Скругление кромок ликвидирует концентратор напряжений (острый угол), а также придает детали форму благоприятную для последующей окраски.
ОПИсанИе кОнсТрукцИИ
Стан состоит из станины с главным механиз-мом, входного рольганга, выходного рольган-га, центрирующего (выравнивающего) устрой-ства, системы электрического управления и гидравлической системы.
Допустимая ширина листа, мм 120 - 1500Допустимая длина заготовки, мм 3000 - 15000Допустимая толщина листа, мм 10 - 40Минимальная высота стенки двутавровой балки, мм 330Радиус скругления кромки после обработки, мм R 2,5Скорость обработки, мм/мин 9000Диаметр прокатных роликов, мм 300
ТехнИческИе харакТерИсТИкИ
наЗначенИе

27
Оборуд
ова
ние
для
произв
одст
ва б
алки
ГОРИЗОНТАЛЬНО-ПРАВИЛЬНЫЙ ПРЕСС
В производстве металлоконструкций часто возникает проблема исправления продольного из-гиба длинномерных заготовок («саблевидность»). Часто такой изгиб возникает в процессе сварки протяженных деталей.Правильный пресс специально разработан для исправления дефекта «саблевидности» и от-лично зарекомендовал себя в работе на российских предприятиях. Конструкция пресса проста в освоении и обеспечивает высокую производительность.
ОПИсанИе кОнсТрукцИИ
Горизонтально-правильный пресс состоит из основной станины, входного и выходного роль-гангов, гидравлической и электрической системы.
варИанТы кОМПлекТацИИ
Правильные прессы, в зависимости от условий и требований производства, могут быть следую-щих типов – горизонтальные или вертикальные. Прессы горизонтального типа более удобны в плане подачи/выгрузки заготовки, которая дви-жется по приводным рольгангам.Прессы вертикального типа более удобны при правке деталей круглого сечения (или прибли-женного к круглому), ярким примером таких де-талей являются мачты опор освещения или мач-ты опор ЛЭП.
Заготовка
Ширина полки балки, мм до 600Толщина полки балки, мм до 40Высота стенки балки, мм до 800Толщина стенки балки, мм до 30
Усилие давления гидроцилиндра, т 300
ТехнИческИе харакТерИсТИкИ
наЗначенИе
СТАН ДЛя СКРУГЛЕНИя КРОМОК
28
Оборуд
ова
ние
для
произв
одст
ва б
алки
ЛИНИя ДЛя ИЗГОТОВЛЕНИя БАЛОК КОРОБЧАТОГО СЕЧЕНИя
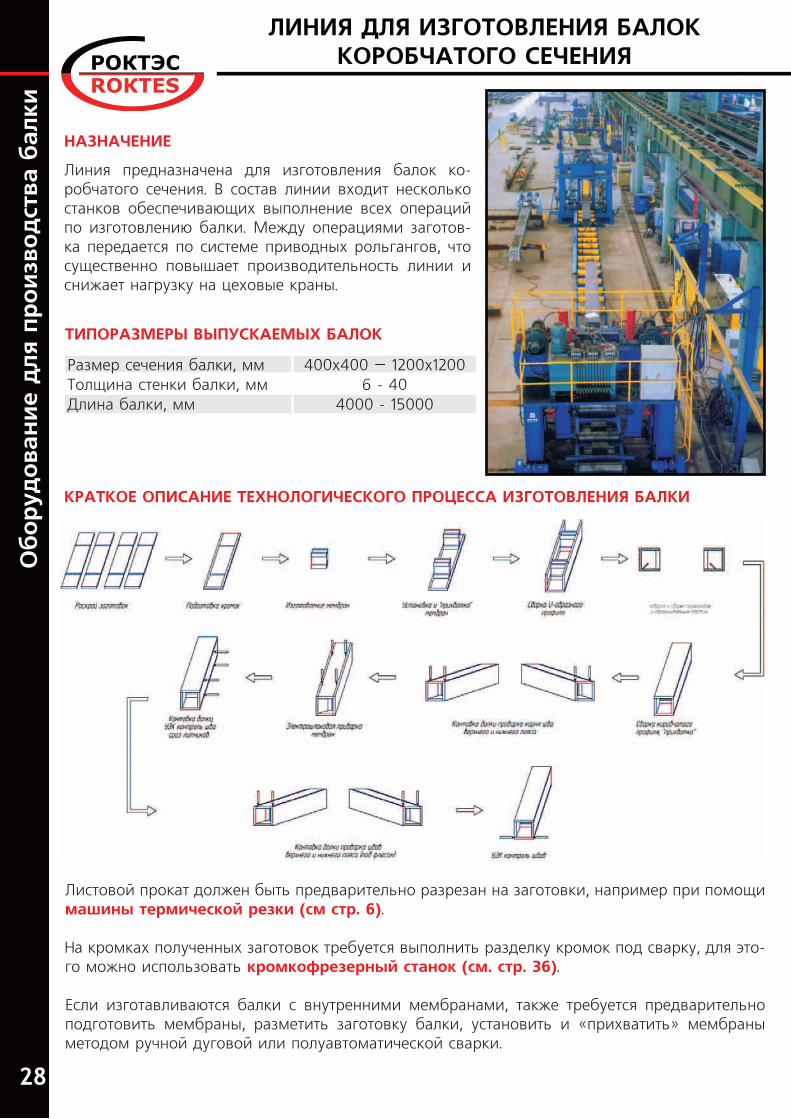
Линия предназначена для изготовления балок ко-робчатого сечения. В состав линии входит несколько станков обеспечивающих выполнение всех операций по изготовлению балки. Между операциями заготов-ка передается по системе приводных рольгангов, что существенно повышает производительность линии и снижает нагрузку на цеховые краны.
Листовой прокат должен быть предварительно разрезан на заготовки, например при помощи машины термической резки (см стр. 6).
На кромках полученных заготовок требуется выполнить разделку кромок под сварку, для это-го можно использовать кромкофрезерный станок (см. стр. 36).
если изготавливаются балки с внутренними мембранами, также требуется предварительно подготовить мембраны, разметить заготовку балки, установить и «прихватить» мембраны методом ручной дуговой или полуавтоматической сварки.
Размер сечения балки, мм 400х400 – 1200х1200Толщина стенки балки, мм 6 - 40Длина балки, мм 4000 - 15000
ТИПОраЗМеры выПускаеМых БалОк
краТкОе ОПИсанИе ТехнОлОГИческОГО ПрОцесса ИЗГОТОвленИя БалкИ
наЗначенИе

29
Оборуд
ова
ние
для
произв
одст
ва б
алки
ЛИНИя ДЛя ИЗГОТОВЛЕНИя БАЛОК КОРОБЧАТОГО СЕЧЕНИя
сТан для сБОркИ МеМБран
Служит для изготовления внутренних перегородок – мембран.
сТан для сБОркИ
Служит для сборки и сварки «на прихватках» заготовки балки, а также «прихватки» мембран.
усТанОвка ЭлекТрОшлакОвОй сваркИ
Служит для вварки мембран методом электрошлаковой сварки.
кОнсОльная сварОчная усТанОвка
Служит для проварки поясных швов балки методом ав-томатической дуговой сварки под слоем флюса.
сОсТав лИнИИ
30
Оборуд
ова
ние
для
произв
одст
ва б
алки
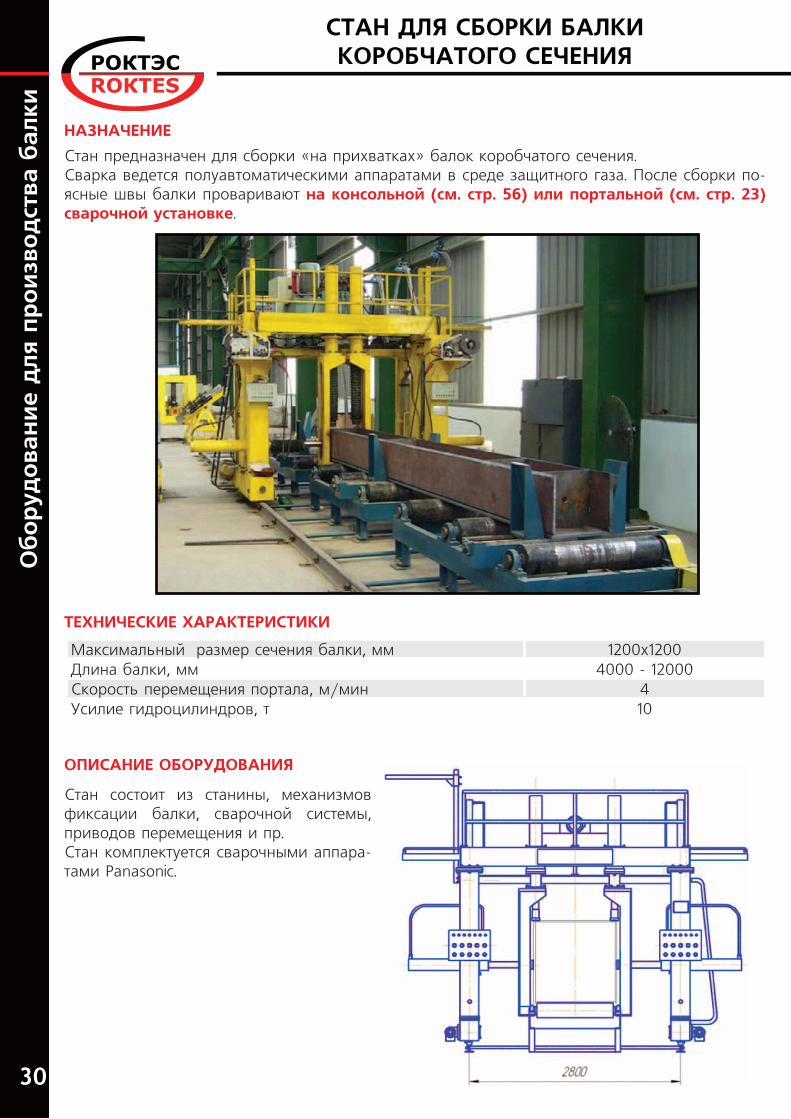
СТАН ДЛя СБОРКИ БАЛКИ КОРОБЧАТОГО СЕЧЕНИя
Стан предназначен для сборки «на прихватках» балок коробчатого сечения.Сварка ведется полуавтоматическими аппаратами в среде защитного газа. После сборки по-ясные швы балки проваривают на консольной (см. стр. 56) или портальной (см. стр. 23) сварочной установке.
ОПИсанИе ОБОрудОванИя
Стан состоит из станины, механизмов фиксации балки, сварочной системы, приводов перемещения и пр.Стан комплектуется сварочными аппара-тами Panasonic.
Максимальный размер сечения балки, мм 1200х1200Длина балки, мм 4000 - 12000Скорость перемещения портала, м/мин 4Усилие гидроцилиндров, т 10
ТехнИческИе харакТерИсТИкИ
наЗначенИе

31
Оборуд
ова
ние
для
произв
одст
ва б
алки
СТАН ДЛя СБОРКИ ГОфРОБАЛКИ
ОПИсанИе кОнсТрукцИИ
Стан состоит из механизма перемещения стенки и полок балки, устройств зажима полок, сва-рочных роботов, гидравлической, пневматической и электрических систем.Сварочный робот (Италия) автоматически производит лазерное сканирование заготовки, двухпозиционную сварку, смену рабочих инструментов (сканирующий датчик и сварочная горелка).
Стан предназначен для изготовления двутавровых балок с гофрированной стенкой – гофро-балок – методом автоматической сварки в среде защитного газа.Оборудование может использоваться как отдельно, так и в составе линии изготовления гоф-робалки.
Размеры заготовки
Длина, мм 4000 - 15000Толщина стенки, мм 2 - 5Высота стенки, мм 500 - 1500Толщина полки, мм 10 - 30Ширина полки, мм 150 - 500
Вид сварки Двухпозиционная роботизированная сварка в среде СО2Сканирование Лазерное сканирование по всей длине свариваемой деталиТип управления Автоматическое управление под контролем системы ЧПУСкорость сканирования, мм/с ≥ 900Скорость сварки, мм/мин ≥ 700
ОПИсанИе ПрОцесса раБОТы
Заготовки (стенка и полки балки) подаются в рабочее положение и надежно фиксируются. Перемещение заготовок контролируется фотоэлектрическим датчиком.Далее сварочные роботы производят лазерное сканирование заготовок, определяя их взаим-ное расположение, положение гофр и прочие параметры, необходимые для качественного выполнения сварочных работ.Затем, на сварочных роботах происходит автоматическая смена сканирующего устройства на сварочные горелки и производится проварка швов балки (одновременно с двух сторон).Сварка осуществляется методом автоматической сварки в среде СО2.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

32
ЛИНИя ДЛя ИЗГОТОВЛЕНИя ГОфРОБАЛКИО
боруд
ова
ние
для
произв
одст
ва б
алки
Двутавровая балка с гофрированной стенкой является новым конструкционным материалом, который широко используется при возведении мостовых, строительных, однопролетных и многопролетных рамных конструкций. Стенка балки рифленая (гофрированная), что при оди-наковом пределе текучести материала позволяет экономить 20-60% стали по сравнению с балкой из обычной гладкой стенки.
сОсТав лИнИИ
В состав линии входят: линия продольно-поперечной резки рулонированного проката, листо-гибочный станок, станок для подачи стенок и полок балки, стан для сборки и сварки гофро-балки и выходное устройство. В стане применяется сварочный робот итальянского производства, который осуществляет сварку балки в автоматическом режиме, включая операцию предварительного сканирования места сварного шва для учета формы гофрированной стенки балки.
ЛИНИя ПРОДОЛьНО-ПОПеРеЧНОй РеЗКИ РУЛОНИРОВАННОГО ПРОКАТА (см. стр. 14-15)Линия используется для изготовления заготовок – полок и стенок балки.
ЛИСТОГИБОЧНый СТАНОКСтанок служит для выполнения гофр на стенке балки.В состав станка входят – устройство центрирова-ния, формующее устройство, зажимное устрой-ство и устройство слежения.Управление станком производится програмно-логическим контроллером (PLC), скорость фор-мовки регулируется инвертором.
Высота гофрированной стенки, мм 500 - 1500Ширина полок балки, мм 150 - 500Толщина стенки, мм 2 - 5Толщина полок, мм 10 - 30Длина балки, мм до 15000
ТИПОраЗМеры выПускаеМых БалОк
наЗначенИе

33
ЛИНИя ДЛя ИЗГОТОВЛЕНИя ГОфРОБАЛКИ
Оборуд
ова
ние
для
произв
одст
ва б
алки
СТАНОК ДЛя ПОДАЧИ СТеНОК И ПОЛОК БАЛКИСтанок используется для транспортировки гофрированных панелей к сварочному по-сту, а также обеспечивает боковое переме-щение полок.Станок состоит из устройств транспорти-ровки гофрированных стенок и полок бал-ки, системы управления и пр.
СТАН ДЛя СБОРКИ И СВАРКИ ГОФРОБАЛКИСтан является основным элементом комплекса. Он состоит из механизма перемещения стенки и полок балки, устройств зажима полок, сварочных роботов, гидравлической, пневматической и электрических систем.Сварочный робот (Италия) автоматически производит лазерное сканирование заготовки, двухпозиционную сварку, смену рабочих инструментов (сканирующий датчик и сварочная горелка).
ВыХОДНОе УСТРОйСТВООборудование состоит из устройства про-дольного перемещения, устройства боково-го перемещения, устройства поперечного перемещения, системы управления и пр.Выходное устройство используется для вы-вода готовой двутавровой балки. Устройство продольного перемещения имеет возмож-ность регулировки в зависимости от разме-ров полок балки и служит для перемещения балки к выходу, наклоняя ее на боковой стол.

34
ТОРцЕфРЕЗЕРНЫЙ СТАНОКф
рез
ерное
оборуд
ова
ние
Рабочая зона обработкиВертикальный ход, мм 1200 - 2000Горизонтальный ход, мм 1500 - 3000
Скорость горизонтальной подачи, мм/мин 100 - 800Скорость ускоренного горизонтального перемещения, мм/мин 1200Скорость вертикальной подачи, мм/мин 100 - 800Мощность фрезерной головки, кВт 7,5Модель фрезерной головки MU4 Elong, ТайваньДопустимый диаметр фрезы, мм Ø125 - 320Регулировка хода пиноли, мм 100
Скорость вращения шпинделя, об/мин65-715 (ступенчатая
регулировка)Угол поворота фрезерной головки в вертикальной плоскости, град 0о - 45о
Данный станок предназначен для фрезерова-ния торцов сварных или горячекатаных дву-тавровых балок, балок коробчатого сечения или других видов стального профиля.
ОПИсанИе кОнсТрукцИИ
Торцефрезерный станок состоит из следую-щих основных узлов: станина, горизонталь-ный скользящий стол, колонна, вертикальная каретка, фрезерная головка, система подачи, электрическая система и два опорных стола, снабженные гидравлическими прижимами для фиксации заготовки.Фрезерная головка имеет возможность пово-рота в вертикальной плоскости на угол до 45о, что позволяет получать фаски на фрезеруемых кромках.Управление станком производится при по-мощи выносного пульта, расположенного на поворотной стойке, что позволяет оператору управлять станком, находясь с любой его сто-роны.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

35
ТОРцЕфРЕЗЕРНЫЙ КОМПЛЕКС
фрез
ерное
оборуд
ова
ние
Торцефрезерный комплекс предназначен для одновременной фрезерной обработки обоих концов сварных, прокатных двутавровых ба-лок или балок коробчатого сечения.Торцефрезерный комплекс используется в том числе, для фрезерования торцов конус-ных двутавровых балок (с углом наклона од-ной полки до 15о).Комплекс применяется в технологическом процессе изготовления стальных конструк-ций различного назначения.
Максимальный размер сечения детали для поворотного станка, мм 1500х2100Длина обрабатываемого изделия, мм 5000 - 15000Максимальный угол поворота поворотного станка, град 60°Максимальная погрешность поворота, минута 2’’Угол поворота фрезерных головок в вертикальной плоскости, град до 45°Скорость подачи подвижного станка, м/мин 150 - 600Скорость обратного хода подвижного станка, м/мин 2 000Диаметр фрезы, мм 160 - 250
ОПИсанИе кОнсТрукцИИ
Комплекс состоит из двух торцефрезерных станков, установленных на одной общей плат-форме с линейными и поворотными направ-ляющими, опорных столов, гидравлической и электрической системы.Один станок двигается вдоль платформы и обеспечивает фрезеровку торца заготовок различной длины.Другой станок поворачивается на угол для фрезерования ответного торца.Опорные столы могут так же перемещаться по платформе и устанавливаться в нужном месте в зависимости от типа и длины обрабатывае-мой заготовки.
Опорные столы предназначены для фикса-ции и позиционирования заготовки относи-тельно торцефрезерных станков.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

36
КРОМКОфРЕЗЕРНЫЙ СТАНОКф
рез
ерное
оборуд
ова
ние
Станок предназначен для обработки торцов стального листа после термической резки, а также для создания разделки кромок под сварку. В зависимости от типа и установки фрезы можно делать V-образную, X-образную или U-образную одно- или двух стороннюю раз-делку кромки листа.
Толщина обрабатываемого листа, мм 6-50Длина обрабатываемого листа, мм 1000 - 9000Угол фрезерования, град 0° - 45°Модель фрезерной головки MU4 Elong, ТайваньМощность фрезерной головки, кВт 7,5Количество фрезерных головок, шт 1 - 2Допустимый диаметр фрезы, мм Ø125 - 320Скорость вращения шпинделя, об/мин 65-715 (ступенчатая регулировка)Скорость фрезерования , м/мин 0,13 - 0,5Скорость холостого хода, м/мин 5
ОПИсанИе кОнсТрукцИИ
Кромкофрезерный станок состоит из: основной станины, прижимной балки, опорных столов, каретки с фрезерной головкой, направляющих, гидравлической системой с гидроприжимами, электрического шкафа и пульта управления.
ОСНОВНАя СТАНИНАПредставляет собой сварную конструкцию коробчатого типа. Внутри станины расположена гидравлическая станция и электрический шкаф.ПРИжИМНАя БАЛКАНа нижней поверхности балки смонтированы гидравлические прижимы. ОПОРНые СТОЛыПредназначены для укладки и подачи листа в зону фрезерования. Для удобства переме-щения листа в опорные столы вмонтированы шаровые опоры.КАРеТКАПеремещается по направляющим расположен-ным на боковой поверхности станины. Имеет механизмы продольного, поперечного, вер-тикального перемещения фрезерной головки. Фрезерная головка имеет функцию наклона для формирования фаски или разделки кром-ки заготовки. На каретке расположен пульт управления.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

37
КРОМКОГИБОЧНЫЙ СТАНОК
Гибка
Станок предназначен для гибки листового проката методом прессования.На кромкогибочных прессах может быть изготовлен целый ряд деталей – уголки, швеллеры, различные уплотняющие элементы и пр. Также кромкогибочные пресса применяют в производстве столбов освещения и мачт многогранных опор.Благодаря возможности установки матриц и пуансонов различной конфигурации, можно производить изделия как с простой формой гиба, так и с гибом по сложной траектории.
Усилие гибки, кН 300 - 4000Допустимая толщина заготовки, мм 2 - 30Длина рабочего стола, мм 1300 - 6000
ОПИсанИе кОнсТрукцИИ
Станок состоит из станины, ползуна, механизма синхронизации давления, механизма регули-ровки заднего упора, гидравлической и электрической систем.
варИанТы кОМПлекТацИИ
Кромкогибочные станки могут иметь следующие варианты конструктивного исполнения:
- Станок с системой ЧПУ. Система ЧПУ в основном отвечает за ту же функцию, что и механизм синхронизации, т.е. за точность хода ползуна и его параллельность рабоче-му столу. Кроме того система ЧПУ необхо-дима при работе сдвоенных станков (тан-дем), для синхронизации их работы. Такие тандемы используют при гибке протяжен-ных изделий, к примеру, столбы освещения и мачты многогранных опор.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

38
Допустимая толщина заготовки, мм 6 - 60Допустимая ширина заготовки, мм 1500 - 4000Минимальный диаметр гибки, мм 380 - 2000Скорость гибки, м/мин 2 - 7
ВАЛЬцЫГи
бка
Вальцы предназначены для гибки листового проката – т.е. получения из плоского листа заго-товок кольцеобразной и дугообразной формы. Станки применяются как в процессе подготовки производства, так и для получения уже готовых изделий, в том числе и конических обечаек.
ВАРИАНТЫ КОМПЛЕКТАцИИ
ТрехвалкОвые вальцы
Трехвалковые вальцы позволяют произво-дить предварительный подгиб и конический изгиб заготовки, а также двойной предизгиб на обоих концах листа. Электрические и ги-дравлические системы станка имеют большой запас прочности и требуют минимального об-служивания.
чеТырехвалкОвые вальцы
Четырехвалковые вальцы позволяют, при до-статочной мощности, осуществлять вальцов-ку за один проход, включая подгибку обоих краев. При этом не требуется предваритель-ная подгибка обоих краев, как это требуется при использовании трехвалковых вальцев, а подгибка проходит в автоматическом ре-жиме и не требует перезаправки листа. Лист формуется сразу без дополнительной под-гонки краев готового изделия.
Опционально вальцы (как трех- так и четырехвалковые) могут комплектоваться следующими приспособлениями:
• Входной и/или выходной рольганг;• Устройство боковой поддержки;
• Устройство конической гибки;• Устройство для гибки профилей.
вальцы верТИкальные
Вальцы с вертикальным расположением валков используют в основном, для гибки крупнога-баритных обечаек.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

39
СОРТОПРАВИЛЬНЫЙ СТАН
Гибка
Стан предназначен для правки сортового про-ката методом холодной прокатки.В зависимости от установленного инструмента стан обеспечивает правку различной номен-клатуры профилей – угловой прокат, швеллер, двутавр, круг, квадрат и пр.
Размер сечения углового проката, мм 30х30 - 250х250Размер полки Н-балки, мм 55 - 450Размер швеллера, мм 50 - 450Количество валков, шт 10Скорость правки, м/с 1 - 3Диапазон вертикальной регулировки валков, мм 100 - 250Диапазон горизонтальной регулировки валков, мм 20 - 50
ОПИсанИе кОнсТрукцИИ
Стан состоит из станины, с установленными на ней правильными валками, системы привода валков, механизма прижима, электрической и гидравлической систем.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

40
ПРОфИЛЕГИБОЧНЫЙ СТАНОКГи
бка
Станок предназначен для гибки профиля в хо-лодном состоянии.В зависимости от установленного инструмента, станок обеспечивает обработку различного по размерам и номенклатуре профильного про-ката: углового проката, швеллеров, двутавров, профильных и круглых труб, круглого, квадрат-ного и полосового проката.
Максимально допустимый момент сопротивления изгибу сечения заготовки, см3 до 500
Количество гибочных роликов, шт 3Скорость ролика, мм/мин 100 - 120Скорость гибки, м/мин 2 - 7
ОПИсанИе кОнсТрукцИИ
Станок состоит из станины, включая гибочные валки, приводы их перемещения и пр., гидрав-лической системы, электрической системы и пульта управления.
ТехнИческИе харакТерИсТИкИ
наЗначенИе
41
ПРОфИЛЕГИБОЧНЫЙ СТАНОК
Гибка
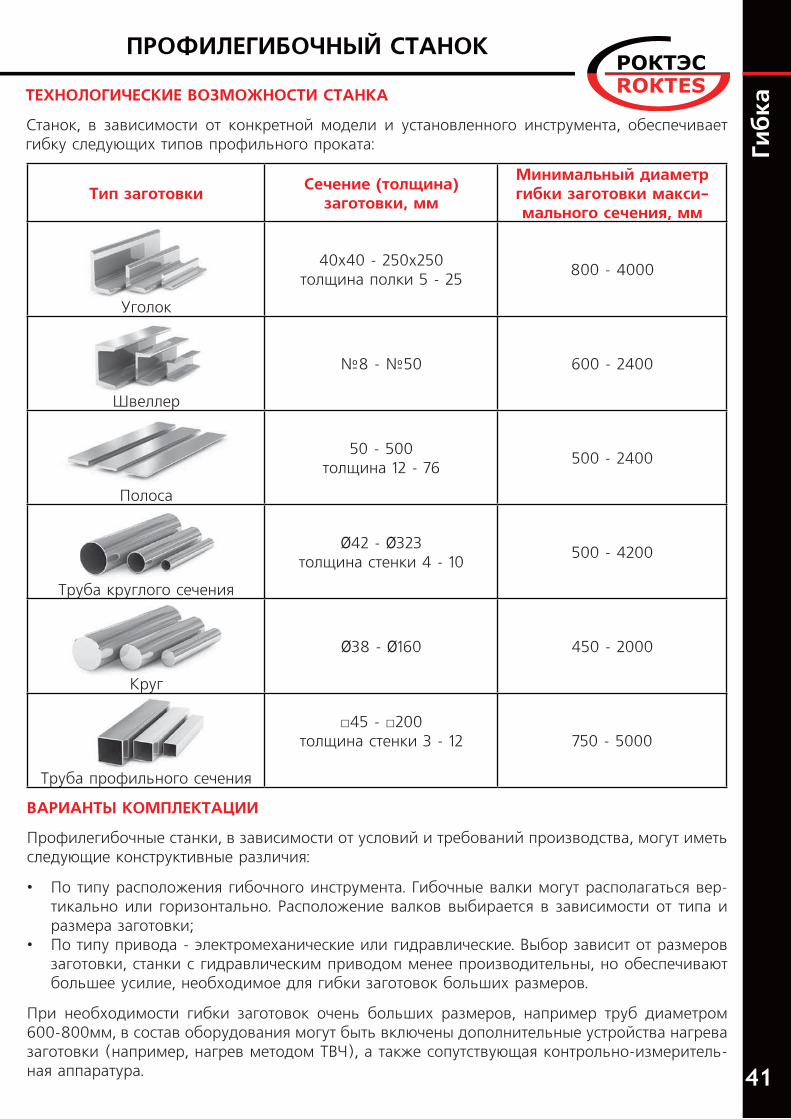
ТехнОлОГИческИе вОЗМОжнОсТИ сТанка
Станок, в зависимости от конкретной модели и установленного инструмента, обеспечивает гибку следующих типов профильного проката:
Тип заготовки сечение (толщина) заготовки, мм
Минимальный диаметр гибки заготовки макси-мального сечения, мм
Уголок
40х40 - 250х250толщина полки 5 - 25
800 - 4000
Швеллер
№8 - №50 600 - 2400
Полоса
50 - 500толщина 12 - 76
500 - 2400
Труба круглого сечения
Ø42 - Ø323толщина стенки 4 - 10
500 - 4200
Круг
Ø38 - Ø160 450 - 2000
Труба профильного сечения
□45 - □200толщина стенки 3 - 12 750 - 5000
варИанТы кОМПлекТацИИ
Профилегибочные станки, в зависимости от условий и требований производства, могут иметь следующие конструктивные различия:
• По типу расположения гибочного инструмента. Гибочные валки могут располагаться вер-тикально или горизонтально. Расположение валков выбирается в зависимости от типа и размера заготовки;
• По типу привода - электромеханические или гидравлические. Выбор зависит от размеров заготовки, станки с гидравлическим приводом менее производительны, но обеспечивают большее усилие, необходимое для гибки заготовок больших размеров.
При необходимости гибки заготовок очень больших размеров, например труб диаметром 600-800мм, в состав оборудования могут быть включены дополнительные устройства нагрева заготовки (например, нагрев методом ТВЧ), а также сопутствующая контрольно-измеритель-ная аппаратура.

42
ПРЕСС-НОЖНИцЫСве
рле
ние
и п
робивк
а
Пресс-ножницы – это универсальное метал-лообрабатывающее оборудование, сочетаю-щее в себе три функции: резка, пробивка и вырубка, за что и получило название «ком-бинированные пресс-ножницы».
Угловой прокат до 160х160х20Швеллер №5 - №30Двутавр №10 - №30Круг Ø40 - 70Квадрат 40х40 - 70х70Полоса 150х16 - 200х28
В зависимости от конкретной модели и установленного инструмента, пресс-ножницы обеспе-чивают обработку проката следующих типоразмеров:
ПрИМеры ОПерацИй выПОлняеМых Пресс-нОжнИцаМИ:
• Отрезка швеллера, двутавра, круга, угол-ка и других видов профиля.
• Отрезка полосы под различными углами.• Пробивка пазов прямоугольной формы и
открытых пазов.• Пробивка пазов круглой, треугольной,
квадратной и другой формы в листовом и фасонном прокате.
наЗначенИе

43
СТАНОК ДЛя ПРОБИВКИ ОТВЕРСТИЙВ УГЛОВОМ ПРОКАТЕ
Све
рле
ние
и п
робивк
а
Станок предназначен для пробивки отверстий в угловом прокате.Станок оснащен системой ЧПУ, которая управ-ляет всеми процессами – позиционирование детали, пробивка.Станок имеет возможность принимать к испол-нению файлы, выполненные в формате *.dwg, *.dxf
Допустимое сечение углового проката, мм 40x40-160х160Допустимая толщина заготовки, мм 3-12Допустимая длина углового проката, мм 300-12000Максимальный диаметр отверстия, мм 25,5Минимальное расстояние между отверстием и торцом заготовки, мм
25
схеМа раБОТы
Установка заготовки – пробивка отверстий в 1-ой полке – возврат заготовки – пробивка от-верстий во 2-ой полке.
ОПИсанИе кОнсТрукцИИ
Станок состоит из пресса, входного рольганга с системой позиционирования заготовки, выход-ного рольганга, электрической системы и пр.
Кривошипный пресс является основой станка, на прессе установлен специализированный проби-вочный штамп. Конструкция штампа допускает установку двух пуансонов различного диаметра, что позволяет пробивать отверстия двух разных размеров за один проход. Операция пробивки автоматизирована и контролируется системой ЧПУ.
Система позиционирования заготовки представ-ляет собой каретку с захватом. Движение каретки производится посредством сервопривода и кон-тролируется системой ЧПУ.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

44
СТАНОК ДЛя ОБРАБОТКИ УГЛОВОГО ПРОКАТА
СТАНОК ДЛя ОБРАБОТКИ УГЛОВОГО ПРОКАТА
Све
рле
ние
и п
робивк
а
В производстве, использующем угловой прокат, всегда есть потребность в многофункцио-нальном станке по его обработке.
ОснОвные функцИИ
• сверление отверстий;• пробивка отверстий;
• резка на заданную длину;• маркировка деталей.
Станок для обработки углового проката оснащён системой ЧПУ, которая управляет всеми процессами – позиционирование детали, сверление, пробивка отверстий, маркировка и рез-ка деталей на заданную длину. На данном оборудовании имеется возможность принимать к исполнению файлы, выполненные в формате *.dwg, *.dxf.
ТехнИческИе харакТерИсТИкИ И варИанТы кОМПлекТацИИ
ФУНКцИИ СТАНКА:
• пробивка отверстий;• маркировка деталей;• резка деталей.
ДОПУСТИМые РАЗМеРы ПРОКАТА:
Сечение – 40х40 – 200х200 ммТолщина полки – 4 - 20 ммДлина проката – до 14 000 мм
Дополнительно станок может включать модуль сверления, что значительно расширяет область его применения.
ФУНКцИИ СТАНКА:
• сверление отверстий;• маркировка деталей;• резка деталей.
ДОПУСТИМые РАЗМеРы ПРОКАТА:
Сечение – 40х40 – 250х250 ммТолщина полки – 4-32 ммДлина проката – до 14 000 мм
наЗначенИе

45
СТАНОК ДЛя ОБРАБОТКИ УГЛОВОГО ПРОКАТА
СТАНОК ДЛя ОБРАБОТКИ УГЛОВОГО ПРОКАТА
Све
рле
ние
и п
робивк
а
СТАНИНА
Станина станка представляет собой сварную конструк-цию, на которой смонтированы основные элементы станка – модуль пробивки, модуль сверления, модуль резки, модуль маркировки и пр.
МОДУЛь ПРОБИВКИ
Включает в себя механизм пробивки, узел крепления матриц, узел крепления пуансонов и пр. Конструкция выполнена таким образом, что матрицы и пуансоны мо-гут быть легко заменены.
МОДУЛь СВеРЛеНИя
Включает в себя сверлильные шпиндели с сервомотора-ми, узел крепления свёрл и пр. Конструкция выполнена таким образом, что свёрла могут быть легко заменены.
ОПИсанИе кОнсТрукцИИ
МОДУЛь РеЗКИ
Для резки углового проката используется нож с двойным лезвием, приводимый в движение гидроцилиндром. Конструкция ножа обеспечивает точную резку заготовки без образования заусенца на месте резки.
МОДУЛь МАРКИРОВКИ
Модуль включает в себя четыре блока, каждый из которых может содержать до 10 символов. Смена маркировочных блоков производится в автоматическом режиме.
СИСТеМА ПОДАЧИ ЗАГОТОВКИ
Для облегчения процесса работы и увеличения производительности, станок оснащен входным накопителем и устройством загрузки уголка на входной рольганг. После укладки уголка, его конец зажимается механизмом подач, который представляет собой каретку с захватом, пере-мещающуюся по направляющей вдоль роль-ганга. Движение каретки производится при по-мощи сервопривода и контролируется ЧПУ.
МеХАНИЗМ СъеМА ГОТОВОй ПРОДУКцИИ
Для съема готовой детали с выходного рольганга применяется пневматический толкатель.

46
СТАНОК ДЛя ПРОБИВКИ И СВЕРЛЕНИя ОТВЕРСТИЙ В ЛИСТОВОМ ПРОКАТЕ
Све
рле
ние
и п
робивк
а
Станок предназначен для сверления и пробив-ки отверстий в листовых деталях по заданной программе.
ОснОвные функцИИ
• пробивка отверстий;• сверление отверстий;• маркировка деталей.
Станок имеет возможность принимать к исполнению файлы, выполненные в формате *.dwg, *.dxf.
Максимальный размер заготовки, мм 1500х775Толщина заготовки, мм 5 - 25Диаметр отверстия при сверлении, мм 16 - 50Скорость вращения сверла (бесступенчатая), мм/мин 120 - 560Максимальный диаметр при пробивке, мм 25,5Усилие пробивки, кН 1000Размер символа при маркировке, мм 14х10Число символов, шт 10Усилие при маркировке, кН 800
ОПИсанИе кОнсТрукцИИ
Станок, главным образом, состоит из станины, рабочего стола с механизмом фиксации заго-товки, системы позиционирования заготовки, модуля сверления, модуля пробивки, маркиро-вочной головки, гидравлической системы, элек-трического шкафа и пульта управления с сите-мой ЧПУ. Рабочий стол оснащен шариковыми направля-ющими и служит для поддержки заготовки во время ее обработки. По рабочему столу также происходит перемещение заготовки.Фиксация и позиционирование заготовки осу-ществляется специальным приспособлением и контролируется системой ЧПУ.
варИанТы кОМПлекТацИИ
Станок для пробивки отверстий, без модуля сверления.Данный вариант комплектации при снижении стоимости сохраняет главное достоинство стан-ка - высокая производительность при пробивке отверстий.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

47
Све
рле
ние
и п
робивк
а
СТАНОК ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ
Станок предназначен для выполнения отвер-стий в листовых заготовках.Станок удобен и прост в управлении, обеспе-чивает высокое качество обработки.Сверление отверстий производится в автома-тическом режиме и контролируется системой ЧПУ.
варИанТы кОМПлекТацИИ
Станки такого типа, в зависимости от назначения, условий производста и прочих факторов, могут иметь следующие варианты конструктивного исполнения:
• Различный метод подачи шпинделя по оси Z – гидравлический или сероводвигателем. Второй вариант более функционален, так как помимо сквозных отверстий, он позволяет получать и «глухие» отверстия.
• Одно- или многошпиндельные, в зависимости от размеров рабочей зоны на станок можно установить до четырех сверлильных головок (в некоторых случаях на одной сверлильной головке может располагаться до трех шпинделей).
Допустимая ширина заготовки, мм 1200 - 4000Допустимая длина заготовки, мм 2000 - 12000Максимальная толщина заготовки, мм до 100Количество сверлильных головок, шт 1 - 4Скорость вращения шпинделя, об./мин 200 - 3000Максимальный диаметр отверстия, мм 50Привод подачи шпинделя гидравлический или сервопривод
• Укомплектование высокоскоростными сверлильными головками. Высокоскорост-ное сверление применяется в основном для массового производства тонколисто-вых деталей.
• В некоторых видах производста может быть целесообразным использование спе-циализированного зажима заготовки. На-пример при преимущественной обработке круглых в плане деталей используется че-тырехкулачковый самоцентирирующийся зажим.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

48
Све
рле
ние
и п
робивк
а
Станок предназначен для изготовления ши-рокого спектра деталей из листового проката.Благодаря диапазону своих функций, ста-нок может заменить собой несколько, более простых, единиц оборудования. Все опера-ции выполняются в автоматическом режиме и контролируются системой ЧПУ.
ОснОвные функцИИ
• высокоскоростное сверление;• плазменная резка;
• газопламенная резки;• маркировка.
Допустимая ширина заготовки, мм 400 - 3100Допустимая длина заготовки, мм 2500 - 6000Допустимая толщина заготовки, мм 10 - 130Максимальный вес заготовки, кг 7500
СверлениеМаксимальный диаметр, мм 40Количество шпинделей, шт 1Скорость вращения шпинделя, об/мин до 3000
Термическая резка
Система плазменной резки Hypertherm Количество плазменных резаков, шт 1Система слежения за высотой резака ArcGlide THC
Количество газопламенных резаков, шт 1
Устройство авторозжига, комплект 1
Магазин инструмента Количество инструмента, шт 6
Система ЧПУ FAGOR 8055 CNC
СТАНОК ДЛя СВЕРЛЕНИя ОТВЕРСТИЙ, МАРКИРОВКИ И РЕЗКИ ЛИСТОВОГО ПРОКАТА
ОПИсанИе кОнсТрукцИИ
СТАНИНА Станина станка представляет собой сварную конструкцию.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

49
СТАНОК ДЛя СВЕРЛЕНИя ОТВЕРСТИЙ, МАРКИРОВКИ И РЕЗКИ ЛИСТОВОГО ПРОКАТА
Све
рле
ние
и п
робивк
а
СИСТеМА СВеРЛеНИяСистема снабжена магазином инструмента, который обеспечи-вает высокую производительность сверления. Для охлаждения сверла предусмотрена система подачи СОж. Также в систему сверления входит прижим, который осуществляет фиксацию заготовки во время сверления.
ТАКже В КОМПЛеКТ СТАНКА ВХОДяТ:• система ЧПУ;• система смазки;• поворотный рабочий стол;
• пневматическая система;• гидравлическая система;• электрическая система.
СТАНОК ДЛя СВЕРЛЕНИя ОТВЕРСТИЙ, МАРКИРОВКИ И РЕЗКИ ЛИСТОВОГО ПРОКАТА
СИСТеМА ПОЗИцИОНИРОВАНИя ЗАГОТОВКИЛист укладывается на рольганг и зажимается захватом по-зиционера по переднему и заднему краям. Подача осущест-вляется от сервопривода и контролируется системой ЧПУ.
СИСТеМА МАРКИРОВКИ
СИСТеМА РеЗКИИспользуется для термического рас-кроя листа. Система включает в себя газопламенную горелку, для раскроя толстолистового проката, и плазмен-ную, использование которой позво-ляет увеличить производительность оборудования при резке заготовок толщиной до 30 мм. Обе горелки снабжены механизмами автоматиче-ского контроля высоты.

50
ТРЕхКООРДИНАТНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК
Све
рле
ние
и п
робивк
а
Трёхкоординатный сверлильный станок пред-назначен для сверления двутавровых балок, швеллеров и профильных труб.
Допустимое сечение заготовки, мм от 150 - 75 до 1250х600Допустимая длина заготовки, мм до 15000Количество сверлильных головок, шт 3Максимальный диаметр отверстия, мм 40Скорость вращения шпинделя, об./мин 200 - 3000Количество осей под управлением ЧПУ 7
ОснОвные функцИИ
• Обеспечивает сверление отверстий в двутавровых балках, профильных трубах, швеллерах по заданной программе в автоматическом режиме под управлением системы ЧПУ;
• Станок имеет возможность принимать к исполнению файлы, выполненные в формате *.dwg, *.dxf;
• Интерфейс системы ЧПУ и пульт управления русифицированы;• Возможность дополнительной установки модуля для маркировки изделий.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

51
Све
рле
ние
и п
робивк
а
СТАНОК ПОРТАЛЬНО-СВЕРЛИЛЬНЫЙ
Станок предназначен для сверления отвер-стий в двутавровых балках и другом про-фильном прокате.Благодаря своей конструкции, станок иде-ально подходит для сверления крупногаба-ритных, неравнополочных балок и даже це-лых, собранных металлоконструкций.
Допустимая ширина заготовки, мм 500-2000Допустимая высота заготовки, мм 200-1000Допустимая длина заготовки, мм до 15000
Рабочий столВысота над полом цеха, мм 900Ширина Т-образных пазов, мм 28
Сверлильные головки
Количество, шт 3Диаметр сверления, мм 12-50Скорость вращения шпинделя, об/мин 120-400*Конус Морзе №4
Электрическая системаСистема управления ЧПУКоличество осей под управлением ЧПУ 8
*Возможна установка высокоскоростных сверлильных головок со скоростью вращения до 3000 об/мин
ОПИсанИе кОнсТрукцИИ
Перемещение сверлильных головок осуществляется по высокоточным направляющим, причем в верти-кальном направлении головки перемещаются с по-мощью гидроцилиндров, а в горизонтальном – с по-мощью сервоприводов, через червячную пару.
Продольное перемещение портала осуществляется по высокопрочным направляющим, установленным с обеих сторон рабочего стола. С каждой стороны машины установлены серводвигатели, высокоточные редукторы и двойные зубчатые передачи «шестерня-рейка» с гидравлической блокировкой.
Регулировочные механизмы и лазерная линейка обе-спечивают точное расположение двутавровых и ко-робчатых балок на рабочем столе.
Пульт управления установлен на левой стороне пор-тала и перемещается вместе с ним, что обеспечивает оперативную и удобную работу.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

52
СВЕРЛИЛЬНО-ПИЛЬНЫЙ КОМПЛЕКССве
рле
ние
и п
робивк
а
Сверлильно-пильный комплекс предназначен для сверления и пиления двутавровых балок, швеллеров и профильных труб.Комплекс состоит из трёхкоординатного сверлильного и ленточнопильного станков.
ОснОвные функцИИ
• Обеспечивает сверление отверстий в двутавровых балках, профильных трубах, швеллерах по заданной программе в автоматическом режиме под управлением системы ЧПУ;
• Комплекс имеет возможность принимать к исполнению файлы, выполненные в формате *.dwg, *.dxf;
• Отпил детали может производиться под углом до 45о;• Опционально, комплекс может быть оснащен системой маркировки обрабатываемых
деталей.
Допустимое сечение заготовки, мм от 150 - 75 до 1250х600Допустимая длина заготовки, мм до 15000Количество сверлильных головок, шт 3Максимальный диаметр отверстия, мм 40Скорость вращения шпинделя, об/мин 200 - 3000Количество осей под управлением ЧПУ 7
Размер полотна пилыТолщина – 1,6 ммШирина – 67 мм
Линейная скорость полотна пилы, м/мин до 2 (плавная регулировка)Угол поворота пильной рамы до 45о
ТехнИческИе харакТерИсТИкИ
наЗначенИе

53
Све
рле
ние
и п
робивк
аварИанТы кОМПлекТацИИ
В зависимости от технологических задач, состав оборудования в комплексе, расположение оборудования и технологическая цепочка обработки могут быть изменены. Ниже представле-но три различных варианта, каждый из которых обладает своими преимуществами:
сверлИльнО-ПИльный кОМПлекс
Оба станка комплекса связаны в единую систему и обеспечивают полностью автоматическое выполнение операций пиления, сверления и маркировки по заданной программе.
сверлИльнО-ПИльная лИнИя
В данном варианте станки работают по-отдельности (каждый станок управляется своим опе-ратором), а между станками располагаются промежуточные рольганги, которые могут быть использованы для накопления задела заготовки, что обеспечивает возможность одновремен-ной работы каждого из станков.
ВАРИАНТ 1Используется при небольших объемах производства.
ВАРИАНТ 2Используется при значительных объемах производства. Особенно целесообразно применение данного варианта в случае преимущественной обработки заготовок крупных размеров, так как в таких случаях операции отпила торцов заготовки требуют значительно большего вре-мени, чем операции сверления отверстий. Наличие второго ленточнопильного станка, а также поперечного конвейера, с накопителем между станками, нивелирует эту разницу.
СВЕРЛИЛЬНО-ПИЛЬНЫЙ КОМПЛЕКС

54
СТАНОК ДЛя ТЕРМИЧЕСКОЙ РЕЗКИ ТРУБТе
рм
иче
ская
обраб
отк
а
Станок предназначен для термической резки металлических труб и выполняет их разделку под сварку для соединений под различными углами.Станок применяется в технологическом про-цессе изготовления стальных конструкций различного назначения.
Диаметр обрабатываемой трубы, мм 60 - 1450Толщина стенки трубы, мм*для плазменной резки толщина определяется в зависимости от типа и мощности источника
5 - 25
Длина трубы, мм 6000-12000Минимальный угол пересечения, град 300
Количество вращающихся опор трубы, шт 4 - 6Скорость резки, м/мин 70 - 700
вОЗМОжнОсТИ сТанка
• Термическая резка отверстий в трубе для её соединения с трубами различного диаметра под разными углами, с возможностью несоосного пересечения труб под контролем систе-мы ЧПУ;
• Обработка торцов для стыковых соединений и резки отводов к ним;• Разделка кромок под сварку.
ОПИсанИе кОнсТрукцИИ
Станок для резки труб состоит из: основной ста-нины, по направляющим которой перемещается рабочая консоль, опорных роликов, установлен-ных на рельсовом пути, шпиндельного узла с трёх- или четырёхкулачковым патроном, газовой системы, пульта управления с системой ЧПУ, электрического шкафа управления.
вОЗМОжнОсТИ сТанка
• Кислородная газопламенная резака;• Воздушно-плазменная резка. Системы
Hypertherm Powermax45, Powermax1000, Powermax1650;
• Автоматическая система слежения за кривизной трубы.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

55
СТАНОК ДЛя ТЕРМИЧЕСКОЙ РЕЗКИ ПРОфИЛЕЙ
Терм
иче
ская
обраб
отк
а
Станок для термической резки профилей предназначен для резки листового и про-фильного проката (двутавровая балка, швел-лер, угловой прокат).Станок обеспечивает прямолинейную и фи-гурную обрезку профиля, вырезку отверстий и пр.Рабочий процесс автоматизирован и управ-ляется системой ЧПУ.
Размеры заготовки
Н-балкаВысота балки, мм 200 - 1250Ширина полки, мм 100 - 600
ШвеллерВысота швеллера, мм 200 - 1250Высота боковых граней швеллера, мм
73 - 400
Толщина резки, мм 6 - 60Количество газопламенных резаков, шт 3Скорость резки, мм/мин 450 - 360
ОПИсанИе кОнсТрукцИИ
Станок состоит из станины в сборе, входного и выходного рольгангов, системы позициониро-вания заготовки, электрической, гидравлической и газовой систем.
СТАНИНАСтанина представляет собой сварную конструкцию, на которой смонтированы режущие го-ловки, приводы перемещения головой, механизм фиксации заготовки и пр.
РежУщАя ГОЛОВКАМашина укомплектована тремя газопламенными режущими головками. Одна головка уста-новлена на верхней балке, а две головки установлены по бокам станины. Процесс резки ав-томатизирован и управляется системой ЧПУ.
СИСТеМА ПОЗИцИОНИРОВАНИя ЗАГОТОВКИСистема позиционирования представляет собой каретку с захватом. Перемещение каретки производится по направляющим, установленным вдоль рольганга, и контролируется системой ЧПУ.
варИанТы кОМПлекТацИИ
Станок для термической резки профилей может быть укомплектован системой плазменной резки.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

56
КОНСОЛЬНО-СВАРОЧНАя УСТАНОВКАСва
рка
Консольно-сварочная установка может ис-пользоваться для сварки металлоконструк-ций различного типа, но больше всего она получила распространение в производстве цилиндрических конструкций.В зависимости от требований технологиче-ского процесса, установку можно оснастить системой автоматической сварки под флю-сом, либо системой сварки в среде защит-ного газа.Установка позволяет производить сварку продольных и кольцевых швов.
Вертикальный ход консоли, мм 2000 - 5000Рабочая длина консоли, мм 2000 - 6000Допустимый диаметр заготовки, мм 700 - 5000Скорость перемещения консоли, м/мин 0,12 - 1,2Угол поворота колонны ± 180о, опционально
ОПИсанИе кОнсТрукцИИ
Консольно-сварочная установка состоит из колонны, консоли, опорной плиты, устройства подъема консоли, устройства перемещения консоли, системы сварки, системы слежения, электрической системы с пультом управления.
варИанТы кОМПлекТацИИ
Консольно-сварочные установки, в зависимости от условий и требований производства, могут иметь следующие конструктивные особенности:
• По типу системы сварки – сварка под сло-ем флюса или сварка в среде защитного газа. Система сварки выбирается в зависимости от толщины и/или материала заготовки;
• По степени подвижности консоли – непод-вижная, с возможностью только вращения ко-лонны, либо, дополнительно, с возможностью линейного перемещения установки;
• По типу системы контроля за сварным швом – контактного типа или лазерного. Система сле-жения контактного типа подходит для сварки большинства металлоконструкций. Лазерная система слежения обеспечивает повышенную точность и может применяться при сварке от-ветственных конструкций, однако требует бо-лее качественной подготовки свариваемых кромок и имеет большую стоимость.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

57
СТАНОК ДЛя СВАРКИ ТРЕНИЕМ
Сва
рка
Станок используется для сварки металло-изделий различного назначения: буровые штанги, - металлорежущий инструмент и пр. методом сварки трением.При сварке детали закрепляются в патронах станка, прижимаются друг к другу под уси-лием и приводятся во вращение с высокой скоростью.Вращение может быть как одной детали, так и двух сразу. Торцы деталей, при вращении, быстро разогреваются, после чего следует быстрая осадка.
дОсТОИнсТва сваркИ ТренИеМ
• Высокая производительность;• Высокое качество сварного соединения;• Стабильность качества сварных соединений;• Независимость качества сварных соединений от
чистоты их поверхности;• Возможность сварки металлов и сплавов в различ-
ных сочетаниях.
Материал заготовки Низколегированная, легированная стальМаксимальное усилие осадки, т до 250Допустимый диаметр заготовки, мм 40 - 300Длина поворотного зажима, мм 150 - 500Длина подвижного зажима, мм до 6000Скорость вращения заготовки, об/мин до 1800
варИанТы кОМПлекТацИИ
Дополнительно станок может комплектоваться:• Системой удаления наружного и внутреннего грата;• Пирометром для автоматического определения времени нагрева.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

58
СВАРОЧНЫЙ ВРАщАТЕЛЬ | РОЛИКООПОРЫ | СВАРОЧНЫЙ КАНТОВАТЕЛЬ
Всп
ом
ога
тель
ное
оборуд
ова
ние
В любом производстве имеется множество операций по перемещению деталей и заготовок, для выполнения которых обычно используют мостовые краны, кран-балки, тельферы и дру-гие грузоподъемные механизмы.Предлагаемые средства механизации успешно решают подобные задачи, снижая при этом нагрузку на цеховые ГПМ, облегчая работу персонала на сборо-сварочных участках, что при-водит к повышению общей производительности.
сварОчный вращаТель
Сварочные вращатели подобной конструкции применяются при сборке и сварке конструкций цилиндрической формы.
сварОчный канТОваТель
Кантователи подобной конструкции применяются при сборке и сварке металлоконструкций различной формы и назначения.
рОлИкООПОры
Роликоопоры используются в сварочных операциях при производстве цилиндрических кон-струкций и служат для вращения заготовок со сварочной скоростью.Дополнительно, роликоопоры могут комплектоваться устройством компенсации смещения заготовки, которое может возникнуть при её вращении.
наЗначенИе
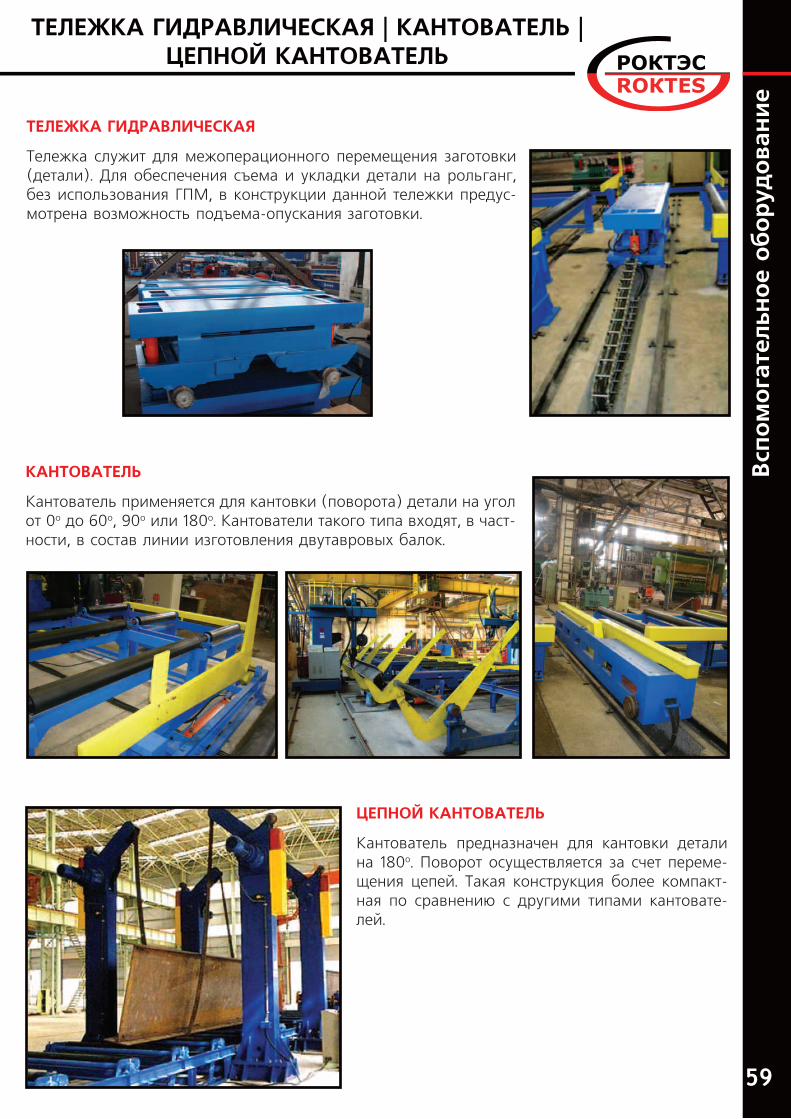
59
ТЕЛЕЖКА ГИДРАВЛИЧЕСКАя | КАНТОВАТЕЛЬ | цЕПНОЙ КАНТОВАТЕЛЬ
Всп
ом
ога
тель
ное
оборуд
ова
ние
Тележка ГИдравлИческая
Тележка служит для межоперационного перемещения заготовки (детали). Для обеспечения съема и укладки детали на рольганг, без использования ГПМ, в конструкции данной тележки предус-мотрена возможность подъема-опускания заготовки.
канТОваТель
Кантователь применяется для кантовки (поворота) детали на угол от 0о до 60о, 90о или 180о. Кантователи такого типа входят, в част-ности, в состав линии изготовления двутавровых балок.
цеПнОй канТОваТель
Кантователь предназначен для кантовки детали на 180о. Поворот осуществляется за счет переме-щения цепей. Такая конструкция более компакт-ная по сравнению с другими типами кантовате-лей.

60
ДРОБЕМЕТНАя УСТАНОВКАО
боруд
ова
ние
для
очи
стки
и п
окр
аски
Дробемётная установка предназначена для очистки металлоконструкций, металлопроката и других металлических изделий от окалины, ржавчины, пригара, старого лакокрасочного по-крытия, а также для подготовки поверхности изделия к грунтовке и покраске. В качестве очи-щающего материала в установке используется чугунная или стальная дробь.Дробь попадает в дробемётные головки, откуда на высокой скорости вылетает на обрабаты-ваемую поверхность. Очистка изделия осуществляется за счёт абразивного истирания поверх-ности заготовки при попадании на её дроби.
ОПИсанИе кОнсТрукцИИ
Дробемётная установка состоит из рабочей камеры, транспортной системы подачи заготовки, системы подачи дроби, включая дробемётные головки, системы автоматической сборки и ре-генерации дроби, системы вентиляции и пылеулавливания, пневматической и электрической системы с пультом управления.
Тип камерыс горизонтальным рабочим окном
с вертикальным рабочим окном
Размеры профильной заготовки, ммширина до 800 до 1000высота до 700 до 2500длина 6000 - 12000
Размеры листовой заготовки, ммтолщина 5 - 80 -ширина до 2000 -длина 6000 - 12000
Рабочая скорость, м/мин 0,5 - 1,5 0,8 - 1,5Количество метательных головок, шт 6 12
По типу транспортной системыподача заготовки по рольгангамподача заготовки на подвесах
По движению заготовкипроходнаятупиковая
варИанТы кОМПлекТацИИ
ТехнИческИе харакТерИсТИкИ
наЗначенИе
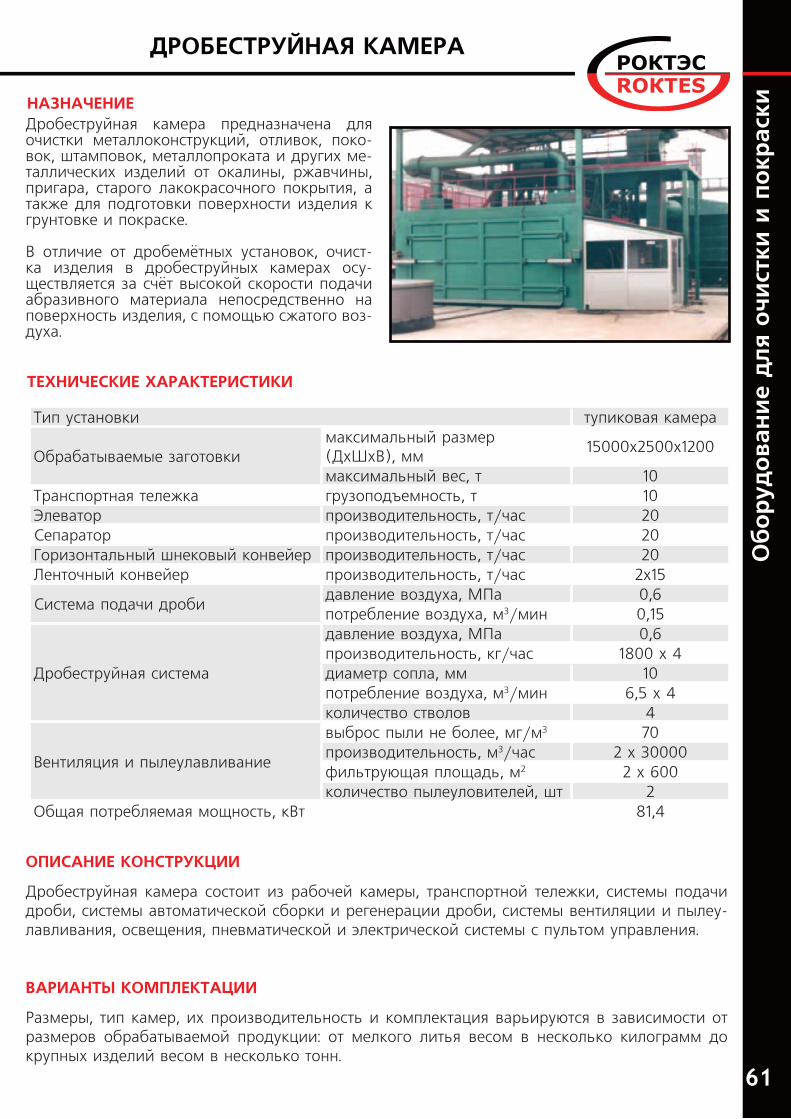
61
ДРОБЕСТРУЙНАя КАМЕРА
Оборуд
ова
ние
для
очи
стки
и п
окр
аски
Дробеструйная камера предназначена для очистки металлоконструкций, отливок, поко-вок, штамповок, металлопроката и других ме-таллических изделий от окалины, ржавчины, пригара, старого лакокрасочного покрытия, а также для подготовки поверхности изделия к грунтовке и покраске.
В отличие от дробемётных установок, очист-ка изделия в дробеструйных камерах осу-ществляется за счёт высокой скорости подачи абразивного материала непосредственно на поверхность изделия, с помощью сжатого воз-духа.
варИанТы кОМПлекТацИИ
Размеры, тип камер, их производительность и комплектация варьируются в зависимости от размеров обрабатываемой продукции: от мелкого литья весом в несколько килограмм до крупных изделий весом в несколько тонн.
ОПИсанИе кОнсТрукцИИ
Дробеструйная камера состоит из рабочей камеры, транспортной тележки, системы подачи дроби, системы автоматической сборки и регенерации дроби, системы вентиляции и пылеу-лавливания, освещения, пневматической и электрической системы с пультом управления.
Тип установки тупиковая камера
Обрабатываемые заготовкимаксимальный размер(ДхШхВ), мм
15000х2500х1200
максимальный вес, т 10Транспортная тележка грузоподъемность, т 10Элеватор производительность, т/час 20Сепаратор производительность, т/час 20Горизонтальный шнековый конвейер производительность, т/час 20Ленточный конвейер производительность, т/час 2х15
Система подачи дробидавление воздуха, МПа 0,6потребление воздуха, м3/мин 0,15
Дробеструйная система
давление воздуха, МПа 0,6производительность, кг/час 1800 х 4диаметр сопла, мм 10потребление воздуха, м3/мин 6,5 х 4количество стволов 4
Вентиляция и пылеулавливание
выброс пыли не более, мг/м3 70производительность, м3/час 2 х 30000фильтрующая площадь, м2 2 х 600количество пылеуловителей, шт 2
Общая потребляемая мощность, кВт 81,4
ТехнИческИе харакТерИсТИкИ
наЗначенИе
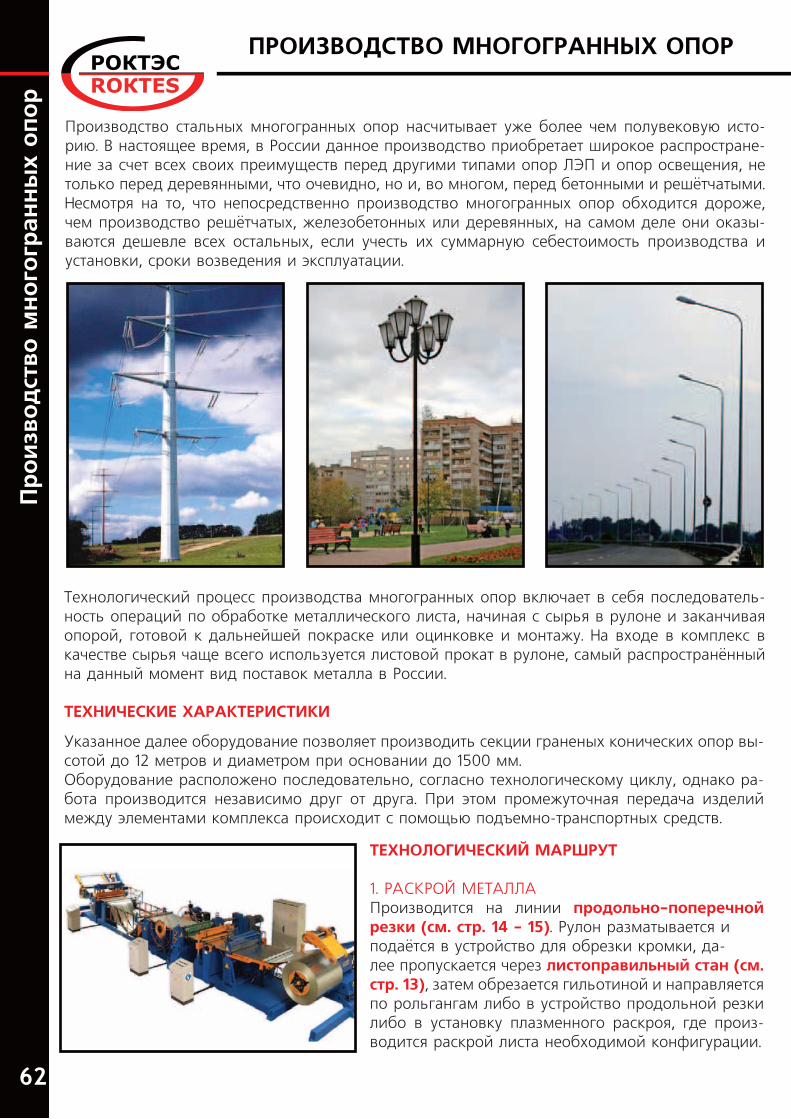
62
ПРОИЗВОДСТВО МНОГОГРАННЫх ОПОРПроизв
одст
во м
ного
гран
ны
х опор
Производство стальных многогранных опор насчитывает уже более чем полувековую исто-рию. В настоящее время, в России данное производство приобретает широкое распростране-ние за счет всех своих преимуществ перед другими типами опор ЛЭП и опор освещения, не только перед деревянными, что очевидно, но и, во многом, перед бетонными и решётчатыми.Несмотря на то, что непосредственно производство многогранных опор обходится дороже, чем производство решётчатых, железобетонных или деревянных, на самом деле они оказы-ваются дешевле всех остальных, если учесть их суммарную себестоимость производства и установки, сроки возведения и эксплуатации.
ТехнИческИе харакТерИсТИкИ
Указанное далее оборудование позволяет производить секции граненых конических опор вы-сотой до 12 метров и диаметром при основании до 1500 мм.Оборудование расположено последовательно, согласно технологическому циклу, однако ра-бота производится независимо друг от друга. При этом промежуточная передача изделий между элементами комплекса происходит с помощью подъемно-транспортных средств.
Технологический процесс производства многогранных опор включает в себя последователь-ность операций по обработке металлического листа, начиная с сырья в рулоне и заканчивая опорой, готовой к дальнейшей покраске или оцинковке и монтажу. На входе в комплекс в качестве сырья чаще всего используется листовой прокат в рулоне, самый распространённый на данный момент вид поставок металла в России.
ТехнОлОГИческИй МаршруТ
1. РАСКРОй МеТАЛЛАПроизводится на линии продольно-поперечной резки (см. стр. 14 - 15). Рулон разматывается и подаётся в устройство для обрезки кромки, да-лее пропускается через листоправильный стан (см. стр. 13), затем обрезается гильотиной и направляется по рольгангам либо в устройство продольной резки либо в установку плазменного раскроя, где произ-водится раскрой листа необходимой конфигурации.

63
ПРОИЗВОДСТВО МНОГОГРАННЫх ОПОРПРОИЗВОДСТВО МНОГОГРАННЫх ОПОР
Произв
одст
во м
ного
гран
ны
х опор
2. ГИБКА ЛИСТAПо размеченным линиям осуществляется гибка листа в определённой последовательности на тандемном кромкогибочном комплексе (см. стр. 37) длиной до 12 м, при этом из листа получается разомкнутая гранёная труба, конусно сужающаяся от основания к вершине.
3. СВАРКАСразу за тандемным кромкогибочном комплексом расположена сварочная установка, которая обе-спечивает расположение трубы в фиксирующей ос-настке, сжатие трубы для смыкания по шву и про-дольную проварку шва с наружной стороны.В зависимости от типа и конструкции опор по толщи-не стенки и диаметру, сборку опор, изготовленных из двух или трёх секторных заготовок, производят на правильно-сборочном станке, а затем сваривают на портальной сварочной установке.
4. РИХТОВКА И ПРАВКАПо причине термических деформаций после операции сварки опора принимает слегка изо-гнутую форму («саблевидность»).Для правки опоры используется вертикально-правильный пресс (см. стр. 27), а, при необ-ходимости правки геометрии торцов, опоры повторно отправляют на правильно-сборочный станок.

64
СВАРОЧНАя УСТАНОВКАПроизв
одст
во м
ного
гран
ны
х опор
Сварочная установка предназначена для сведения кромок и проварки продольно-го шва круглых и многогранных кониче-ских опор освещения и линий электро-передач.
ОПИсанИе кОнсТрукцИИ
Установка состоит из основной станины, тянущей тележки для вытягивания опоры, направля-ющего стола с рейкой, гидравлической системы с механизмом зажима опоры, системы дуго-вой сварки под слоем флюса и в среде CO2, системы рециркуляции флюса, электрического шкафа с пультом управления.
Диаметр опоры, мм 60 - 500Длина опоры, мм 2000 - 14000
Толщина стенки опоры, ммØ 60 - 500 2,8 - 4
Ø 250 - 500 2,8 - 6Ø 400 - 500 2,8 - 8
Диаметр сварочной проволоки, мм 1,2; 1,6; 2,0Рабочая скорость при сварке под слоем флюса, м/мин 1,1 - 2,0Рабочая скорость при сварке в среде СО2, м/мин 0,5 - 1,0
ТехнИческИе харакТерИсТИкИ
наЗначенИе

65
СТАН ПРАВИЛЬНО-СБОРОЧНЫЙ
Произв
одст
во м
ного
гран
ны
х опор
Станок используется для предварительной сборки и сварки опоры на «прихватках», а также для правки её концов после сварки.Для получения формы опоры с требуемым для окончательной сварки зазором между со-единяемыми кромками, предварительно под-готовленные к сборке заготовки зажимаются в рабочих органах станка, где производится их предварительная сборка и сварка «на при-хватках». Сварка производится вручную ап-паратом полуавтоматической сварки в среде CO2.Далее собранная опора отправляется на сва-рочную установку, а затем после проварки всех швов, возвращается на станок, где произ-водят правку её концов.
варИанТы кОМПлекТацИИ
Станок может быть дополнительно укомплектован аппаратом полуавтоматической сварки в среде СО2.
ОПИсанИе кОнсТрукцИИ
Правильно-сборочный станок состоит из рабочей станины, оснащённой гидравлическими прижимами, гидравлической системы, опорных рольгангов, электрической системы с пультом управления.
Рабочее усилие вертикального прижима, кН 1000Максимальный ход вертикального прижима, мм 1000Рабочее усилие боковых прижимов, кН 300Максимальный ход боковых прижимов, мм 400Максимальный диаметр опоры, мм 1500Давление в гидросистеме, МПа 20Потребляемая мощность, кВт 7,5
ТехнИческИе харакТерИсТИкИ
наЗначенИе
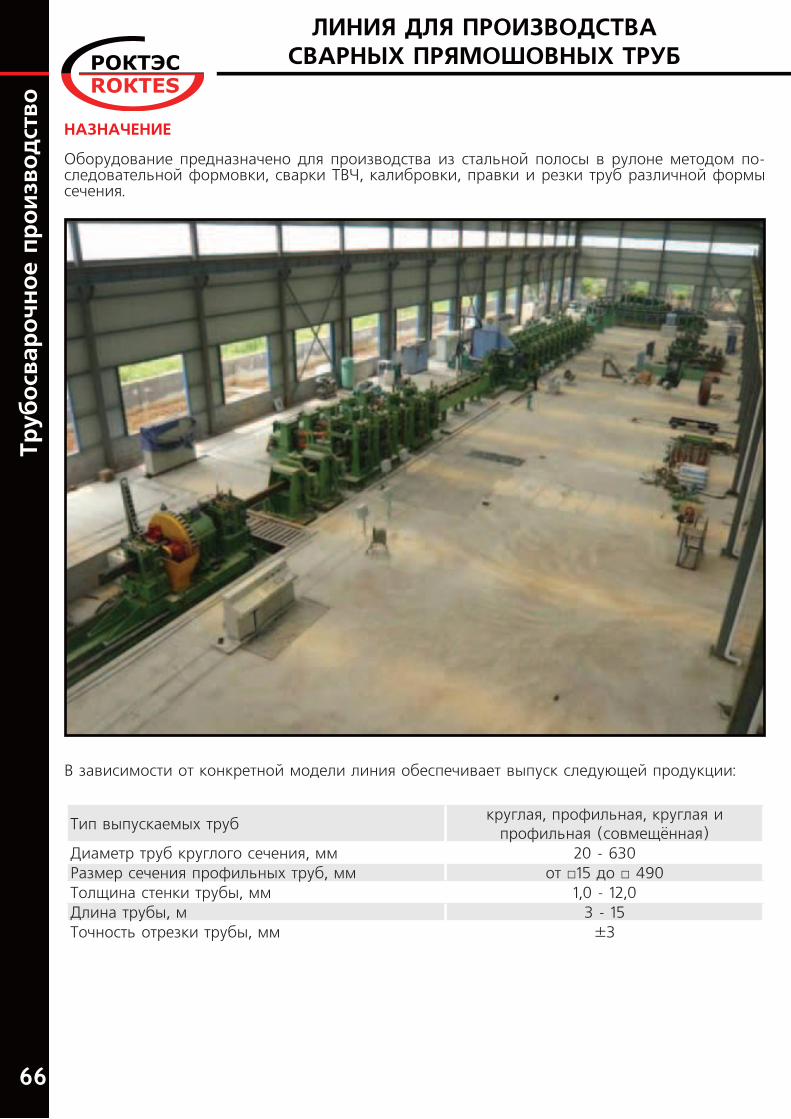
66
Труб
осв
арочн
ое
произв
одст
воЛИНИя ДЛя ПРОИЗВОДСТВА
СВАРНЫх ПРяМОШОВНЫх ТРУБ
Оборудование предназначено для производства из стальной полосы в рулоне методом по-следовательной формовки, сварки ТВЧ, калибровки, правки и резки труб различной формы сечения.
Тип выпускаемых трубкруглая, профильная, круглая и
профильная (совмещённая)Диаметр труб круглого сечения, мм 20 - 630Размер сечения профильных труб, мм от □15 до □ 490Толщина стенки трубы, мм 1,0 - 12,0Длина трубы, м 3 - 15Точность отрезки трубы, мм ±3
В зависимости от конкретной модели линия обеспечивает выпуск следующей продукции:
наЗначенИе
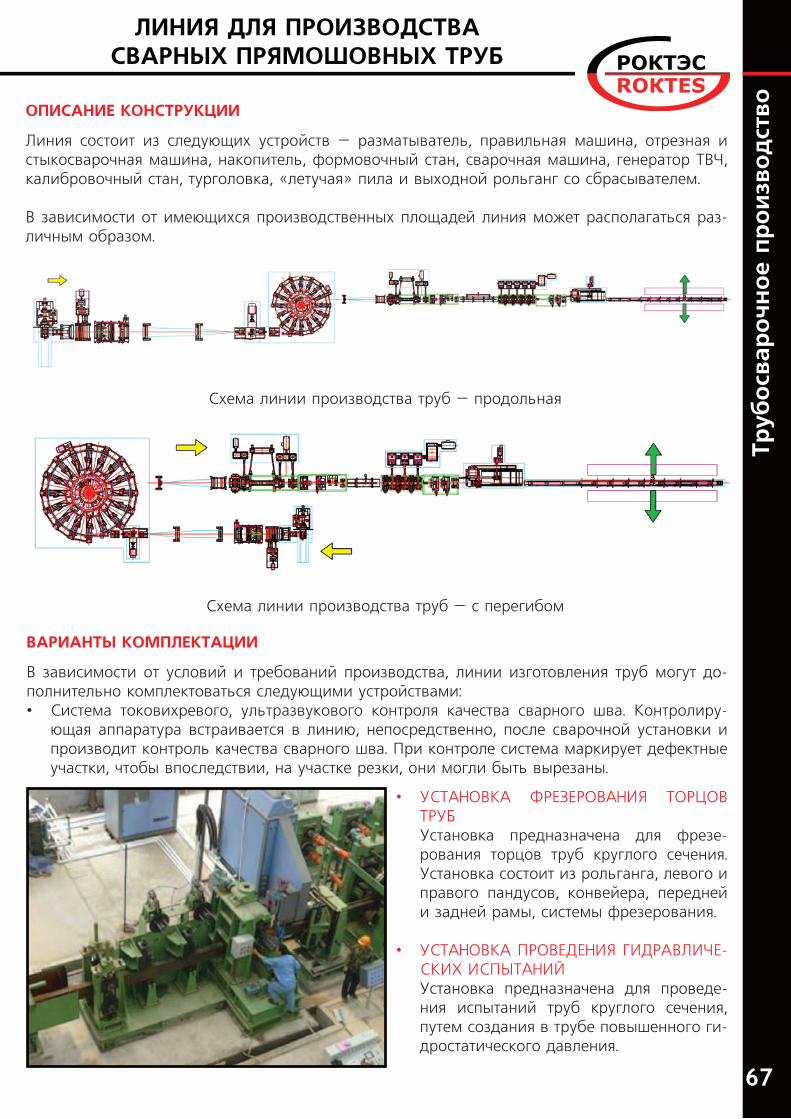
67
Труб
осв
арочн
ое
произв
одст
во
ЛИНИя ДЛя ПРОИЗВОДСТВА СВАРНЫх ПРяМОШОВНЫх ТРУБ
ОПИсанИе кОнсТрукцИИ
Линия состоит из следующих устройств – разматыватель, правильная машина, отрезная и стыкосварочная машина, накопитель, формовочный стан, сварочная машина, генератор ТВЧ, калибровочный стан, турголовка, «летучая» пила и выходной рольганг со сбрасывателем.
В зависимости от имеющихся производственных площадей линия может располагаться раз-личным образом.
Схема линии производства труб – продольная
Схема линии производства труб – с перегибом
варИанТы кОМПлекТацИИ
В зависимости от условий и требований производства, линии изготовления труб могут до-полнительно комплектоваться следующими устройствами:• Система токовихревого, ультразвукового контроля качества сварного шва. Контролиру-
ющая аппаратура встраивается в линию, непосредственно, после сварочной установки и производит контроль качества сварного шва. При контроле система маркирует дефектные участки, чтобы впоследствии, на участке резки, они могли быть вырезаны.
• УСТАНОВКА ФРеЗеРОВАНИя ТОРцОВ ТРУБУстановка предназначена для фрезе-рования торцов труб круглого сечения. Установка состоит из рольганга, левого и правого пандусов, конвейера, передней и задней рамы, системы фрезерования.
• УСТАНОВКА ПРОВеДеНИя ГИДРАВЛИЧе-СКИХ ИСПыТАНИйУстановка предназначена для проведе-ния испытаний труб круглого сечения, путем создания в трубе повышенного ги-дростатического давления.
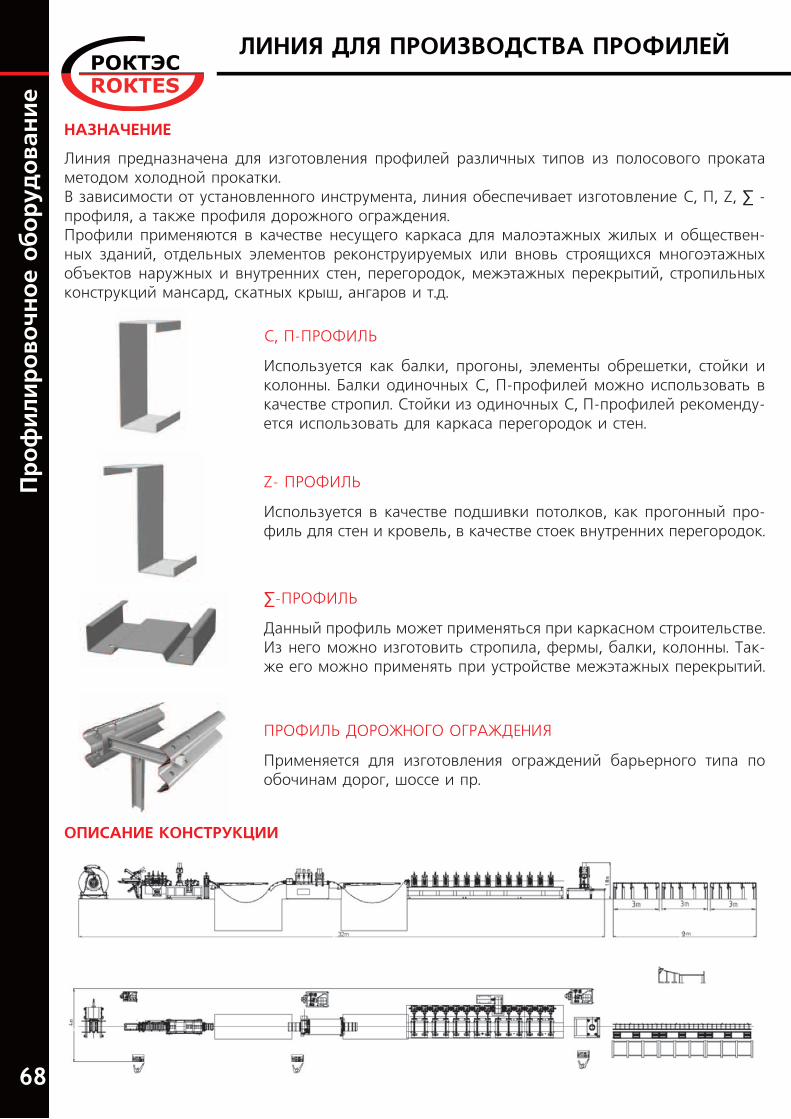
68
Проф
или
рово
чное
оборуд
ова
ние
ЛИНИя ДЛя ПРОИЗВОДСТВА ПРОфИЛЕЙ
ОПИсанИе кОнсТрукцИИ
Линия предназначена для изготовления профилей различных типов из полосового проката методом холодной прокатки.В зависимости от установленного инструмента, линия обеспечивает изготовление С, П, Z, ∑ - профиля, а также профиля дорожного ограждения.Профили применяются в качестве несущего каркаса для малоэтажных жилых и обществен-ных зданий, отдельных элементов реконструируемых или вновь строящихся многоэтажных объектов наружных и внутренних стен, перегородок, межэтажных перекрытий, стропильных конструкций мансард, скатных крыш, ангаров и т.д.
C, П-ПРОФИЛь
Используется как балки, прогоны, элементы обрешетки, стойки и колонны. Балки одиночных С, П-профилей можно использовать в качестве стропил. Стойки из одиночных С, П-профилей рекоменду-ется использовать для каркаса перегородок и стен.
Z- ПРОФИЛь
Используется в качестве подшивки потолков, как прогонный про-филь для стен и кровель, в качестве стоек внутренних перегородок.
∑-ПРОФИЛь
Данный профиль может применяться при каркасном строительстве. Из него можно изготовить стропила, фермы, балки, колонны. Так-же его можно применять при устройстве межэтажных перекрытий.
ПРОФИЛь ДОРОжНОГО ОГРАжДеНИя
Применяется для изготовления ограждений барьерного типа по обочинам дорог, шоссе и пр.
наЗначенИе

69
Проф
или
рово
чное
оборуд
ова
ние
Линия для производства профилей состоит из следующих элементов:
РАЗМАТыВАТеЛь
Служит для размотки исходной полосы и подачи ее в работу.
ЛИНИя ДЛя ПРОИЗВОДСТВА ПРОфИЛЕЙ
ПРАВИЛьНОе УСТРОйСТВО
Служит для исправления деформаций исходного про-ката.
УСТРОйСТВО ПРОБИВКИ ОТВеРСТИй
Служит для пробивки отверстий в полосе перед фор-мированием волны профиля.(Опционально).
ПРОФИЛИРУЮщее УСТРОйСТВО
Служит для профилирования полосы в профиль.
УСТРОйСТВО ОТРеЗКИ
Служит для отрезки профиля на детали требуемой длины.Во время отрезки подача профиля приостанавливается.

70
Проф
или
рово
чное
оборуд
ова
ние
ЛИНИя ДЛя ПРОИЗВОДСТВА ПРОфИЛИРОВАННОГО ЛИСТА
Линия предназначена для обработки полосового рулонированного проката методом холод-ной прокатки. В зависимости от конкретной модели и комплектации линии, продуктом может являться профилированный стальной настил (профнастил) или металлочерепица.
ПрОфнасТИлСТеНОВОй
(С10, С18, С21, НС35, С44). Такой профнастил исполь-зуется для сооружения заборов, перегородок, ограж-дающих конструкций и т.д.
НеСУщИй
(НС35, Н60, Н75, Н114). Данный профнастил, обладает повышенной прочностью, изготовлен из стали боль-шей толщины и имеет самый высокий профиль.
МеТаллОчереПИца
Как и профнастил, металлочерепица имеет выражен-ный рельефный профиль, но в отличие от простого регулярного рельефа профнастила металлочерепица имитирует натуральную керамическую черепицу.
ОПИсанИе кОнсТрукцИИ
Линия состоит из разматывателя, профилировочного стана, отрезного устройства, электриче-ской системы и пр.Профилировочные валки – основной инструмент линии – изготавливаются из высококаче-ственных холодно-штамповых сталей и подвергаются термообработке. Твердость поверхности валков достигает 56-62 HRC.
наЗначенИе

71
Проф
или
рово
чное
оборуд
ова
ние
ЛИНИя ДЛя ПРОИЗВОДСТВА ПРОфИЛИРОВАННОГО ЛИСТА
РАЗМАТыВАТеЛь
Предназначен для размотки исходного рулона и подачи полосы в работу.
ПРОФИЛИРУЮщее УСТРОйСТВО
Служит для профилирования полосы.
УСТРОйСТВО ОТРеЗКИ
Предназначено для отрезки профиля на детали требуемой длины.Во время отрезки подача профилированного листа приостанавливается.

72
Проф
или
рово
чное
оборуд
ова
ние
СТАНОК ДЛя ПРОИЗВОДСТВА СТАЛЬНЫх КАРКАСОВ
Станок предназначен для изготовления элементов каркаса жилых домов, общественных зданий, жи-вотноводческих сооружений, производственных, складских и других видов помещений.Все необходимые для возведения каркаса эле-менты производятся одним станком.Весь процесс производства автоматизирован и происходит под управлением ЧПУ.
* - выбор требуемого размера производит Заказчик. Следут принимать во внимание, что для конкретного станка выбирается один профиль, в дальнейшем перенастройка станка не возможна.
Толщина профиля, мм 1,2 - 1,6Тип профиля С и П профильРазмер стенки, мм 100-160*Размер полки, мм 41Кромка, мм 12Минимальный внутренний радиус формовки, мм 1,5Размер отверстий в полке, мм 3,5Размер отверстий под хозяйственные отводы, мм 34Размер отверстий с углублениями, мм 3,5
внешнИй вИд ПрОфИля
ТехнИческИе харакТерИсТИкИ
наЗначенИе

73
Проф
или
рово
чное
оборуд
ова
ние
СТАНОК ДЛя ПРОИЗВОДСТВА СТАЛЬНЫх КАРКАСОВ
1. Тип управленияСенсорный экран с ПО.
2. смазочный узелСмазывает обе стороны полос и инструментов.
3. направляющая полос и устройство подачи Перемещение полосы обеспечивается направляющими блоками с роликовой цепью.
4. система подгибкиУстройство для пробивки сервисных отверстий, облицовочного паза, центрального паза, отверстия в стенке.
5. вальцовка и профилировкаСекция профилировки для изготовления одинарного профиля и обжима.
6. валки для кромкиТрёх уровневая гидравлическая система контроля; закаленная сталь HRC58, стальные ролики.
7. Пробивка отверстий с углублениемОтверстие с пазом.
8. ПринтерДве отдельных головки; определитель, помечающий каждую часть с обеих сторон на каж-дой установке.
9. Обжимной штампОбжим сжимает конструкцию для того, чтобы она легко проходила в пластину или рас-порку при коррекции внешних размеров.
10. ножницы на выходеНожницы с обжимным лезвием.
11. ПриводDC постоянный электродвигатель с различными скоростными режимами, 75 кВт.
12. Гидравлический узелМощность гидравлического узла 4 кВт, электромагнитные клапаны для управления резкой и пробивкой, аккумулятор и вентилятор.
13. Защитное устройство
ОПИсанИе кОнсТрукцИИ

74
Произв
одст
во с
эндви
ч-пан
елей
ЛИНИя ДЛя ИЗГОТОВЛЕНИя СэНДВИЧ-ПАНЕЛЕЙ
Линия предназначена для изготовления сэндвич-панелей различного типа и назна-чения (стеновые и кровельные).Сэндвич-панель (от англ. sandwich много-слойный бутерброд) это строительный материал, который имеет трёхслойную структуру, состоит из двух листов жёсткого материала (металл) с утеплителем между ними. Слои сэндвич-панелей «склеиваются» между собой посредством горячего или холодного прессования.С помощью сэндвич-панелей возможно экономично в сжатые сроки смонтировать самую сложную конструкцию.
Тип панели стеновая, кровельнаяМинимальная длина панели, мм 300Максимальная длина панели, мм 15000Ширина панели, мм до 1200Толщина слоя наполнителя, мм 50; 75; 100; 150; 200; 250Толщина нижнего стального листа, мм 0,4 - 0,6Толщина верхнего стального листа, мм 0,5 - 0,8Максимальная ширина рулона стали, мм 1250 ± 2Производительность, м/мин до 7Система управления программно-логический контроллер
варИанТы кОМПлекТацИИ
Линии в зависимости от условий и требований производства могут различаться по следую-щим параметрам:• По степени автоматизации процесса.
В минимальной комплектации механизированы только отдельные процессы, например размотка полосы и профилирование, нанесение клея и обжим панели.Остальные операции, включая передачу элементов панели (ламели, профилированные листы и пр.), выполняются при помощи цехового крана.
• По типу наполнителя – минеральная вата, пенополистирол, пенополиуретан. В настоящее время, в РФ наиболее распространены панели с наполнителем из минеральной ваты, од-нако уже намечается тенденция к переходу на панели из пенополиуретана. Такие панели, при меньшей толщине, обеспечивают аналогичные теплоизоляционные свойства.
ТехнИческИе харакТерИсТИкИ
наЗначенИе

75
Произв
одст
во с
эндви
ч-пан
елей
ЛИНИя ДЛя ИЗГОТОВЛЕНИя СэНДВИЧ-ПАНЕЛЕЙ
ОПИсанИе кОнсТрукцИИ
В состав линии входит разматыватель, механизм правки полосы, узел профилирования, узел резки и подачи наполнителя, система нагрева, двухленточный конвейер, отрезное устройство, узел штабелирования и упаковки, электрическая система и система вентиляции.
УЗеЛ ПРОФИЛИРОВАНИяУзел профилирования используется для создания гофр на полосе и состоит из верхней и нижней профилировочных машин.
УЗеЛ РеЗКИ НАПОЛНИТеЛя, ПОДАЧИ ЛАМеЛей И НАНеСеНИя КЛеяДанный узел предназначен для раскроя листа минеральной ваты на ламели, подачи их в со-бираемую сэндвич-панель и нанесения клея в автоматическом режиме.
ДВУХЛеНТОЧНый КОНВейеРПредназначен для сборки панелей, обжатия и допол-нительного прогрева, который обеспечивает более ка-чественное соединение элементов панели.
ОТРеЗНОе УСТРОйСТВОПредставляет собой «летучую» пилу и предназначен для резки панели на детали требуемой длины.
ТехнИческИе харакТерИсТИкИ

76
Пер
ераб
отк
а отх
одов
ОБОРУДОВАНИЕ ДЛя ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКОЙ ОБРЕЗИ
Проблема рационального использования металла важна для любого предприятия, произ-водящего металлопрокат и изделия из него. При производстве изделий из металлической полосы в рулонах, после линий продольной резки образуется неликвидная обрезь, которая в настоящее время не находит дальнейшего использования и попросту утилизируется в ме-таллолом.Данное оборудование позволяет переработать обрезь в полезный продукт - стальную прово-локу.
ТехнИческИе харакТерИсТИкИ
В соответствии с индивидуальными требованиями заказчика подбирается оптимальный со-став оборудования по номенклатуре и техническим характеристикам, достаточным для обе-спечения процесса производства проволоки.
ОПИсанИе кОнсТрукцИИ
Оборудование включает в себя следующие элементы:• Устройство продольной резки ленты отходов производства - обрези*;• Разматывающее устройство;• Стыкосварочный аппарат;• Устройства очистки от окалины• Устройство для острения проволоки;• Станы многократного волочения в роликовых и монолитных волоках;• Рычажные роликовые волоки двух типов;• Намоточное устройство.* - это устройство может потребоваться для раскроя широкой ленты (обрези) на более узкие полосы для полу-чения проволоки определенных (заданных заказчиком) размеров.
наЗначенИе

77
Пер
ераб
отк
а отх
одов
ЛИНИя ДЛя СОРТИРОВКИ И УТИЛИЗАцИИ ТВЕРДЫх БЫТОВЫх ОТхОДОВ
Линия предназначена для приёма, сортировки и паке-тирования твердых бытовых отходов с целью защиты окружающей среды от вредного влияния накапливае-мых бытовых отходов и возвращения в производство различных вторичных материалов.
сОсТав лИнИИ
• устройство подачи бытовых отходов;
• устройство для вскрытия пакетов с отходами;
• ленточный конвейер;
• сортировочная площадка;
• конвейер подачи отходов после сортировки;
• сепаратор магнитный;
• сепаратор двух барабанный;
• конвейеры просеивания крупных и мелких отходов;
• конвейер для возврата крупных частей;
• устройство для ветрового просеивания;
• конвейер после ветрового просеивания;
• сортировочный конвейер и сортировочный зал с
кондиционером;
• ленточный конвейер для сортировки остатков
отходов;
• конвейер для подачи в пресс;
• гидравлический брикетировочный пресс;
• система вентиляции с трубопроводом;
• весы;
• система управления.
наЗначенИе
78
АЛфАВИТНЫЙ УКАЗАТЕЛЬ
Вальцы 38
Горизонтально-правильный пресс 27
Дробеметная установка 60
Дробеструйная камера 61
Кантователь 41
Консольно-сварочная установка 56
Кромкогибочный станок 37
Кромкофрезерный станок 36
Ленточнопильный станок 9
Линия для изготовления балок коробчатого сечения 28
Линия для изготовления гофробалки 32
Линия для изготовления двутавровых балок 18
Линия для изготовления профилей 68
Линия для производства профилированного листа 70
Линия для производства сварных прямошовных труб 66
Линия для сортировки и утилизации твёрдых бытовых отходов 77
Линия изготовления сэндвич-панелей 74
Линия резки рулонированного проката 14
Листоправильный стан 13
Машина гидроабразивной резки 8
Машина термической резки 6
Механизированная сборочно-сварочная линия 20
Ножницы гильотинные 10
Оборудование для переработки металлической обрези 76
Портально-сварочная установка 23
Пресс-ножницы 42
Профилегибочный станок 40
Роликоопоры 40
Сварочная консоль 24
Сварочная установка 64
Сварочный вращатель 40
Сварочный кантователь 40
Сверлильно-пильный комплекс 52
Сортоправильный стан 39
Стан для правки полок двутавровой балки 25
Стан для сборки балки коробчатого сечения 30
Стан для сборки гофробалки 31
Стан для сборки двутавровой балки 22
Стан для скругления кромок 26
Стан правильно-сборочный 65
Станок вертикально-сверлильный 47
Станок для обработки углового проката 44
Станок для пробивки и сверления отверстий в листовом прокате 46
Станок для пробивки отверстий в угловом прокате 43
Станок для производства стальных каркасов 72
Станок для резки проволокой 11
Станок для сварки трением 57
Станок для сверления отверстий, маркировки и резки листового проката 48
Станок для термической резки профилей 55
Станок для термической резки труб 54
Станок портально-сверлильный 51
Тележка гидравлическая 41
Торцефрезерный комплекс 35
Торцефрезерный станок 34
Трехкоординатный сверлильный станок 50
Установка стыковой сварки 12
цепной кантователь 41

