تقنية اللحام نظري
TRANSCRIPT
אאאאאא
אא
174174
174 א
אאא אFE
،،אא،אW
אאאאאאאאאאאא،אאאאאא
אאאאאאאאאאא؛אא
אK אאאאאאא
א ،א אאאאאאאא،אא
א א ،א אא א א א א א א אא א א א
אא،אאאא،אK
אא?אFE??אאא?אאאאאאאK
אאאאאאא،א،אאאא
אאאאאK
אאאא؛אK
אאאא
174 א
אאא אFE
א
אאאאאאאW
אאאא،אאאאאאאאאאא
אאאאאאאאאKא؛אאאאאא
אאאאאאאאאאאKאאאאאא
אאאאאאאאאK
אאאאאאאא،אאא،א
אאאFEאאאאאאאאאאאאK
אאא،אאאאא،א،אW
אאWאאW אאאאאאא
אKאאאKאאאאאאא،אאאא
אK
אאWאאאW אאאאK
אאאאKאK
174 א
אאא אFE
א
אאWאאW אאאKא
אK
אאאWאאW אאאאאFאKE
אאאאאאFאKEאאאאאFאKE
אאWאאאW
אאאאאאKאאאאאK
אאWאאW אאאאאאאאK
אאאK אאWאאW
אאאאK،אאא
אKאK אאאאאא
אאאאאאאאאאאאאאא
אK אאאאאאא
אאאאאK אאאאאאא
אאאאאK
אא
אא
א
א
1

174 א אא אאא א א
1
KאאW אא א א א א א א
אאK
אאW אאאאW
אאK
אאאK אאK
אאאK
אאאאאK אאאאאK אאאאK
אאאWאאא100٪
אאW
אאW
אאאאאK
אאW אK
174 א אא אאא א א
2
אא א Welding fundamentals
LאDefinition אאא،אאא
،K
LאאWelding types אאאW
1E אאאFusion weldingF،א،אא،אאE 2E אאPressure weldingF،אKE
3E אאאFא،א،אאE
אאאאאאאא،אאאאאאאאאK
LאאאApplications of welding אאW
1E F،אאאאE 2E אFאאאE
3E אאFאאא،אאאאE
4E אF،א،אאאאאE
5E אFאE
6E אאאFאE

174 א אא אאא א א
3
אLאWeld joints אאאאא،אא،K
אאאאאW אButtאאאאK אאLapאאאאK אCornerאאאאK אEdgeאאאאK FTET- jointאאאFTEאאK
אF1.1EאאKאK
אF1.1EאאK
174 א אא אאא א א
4
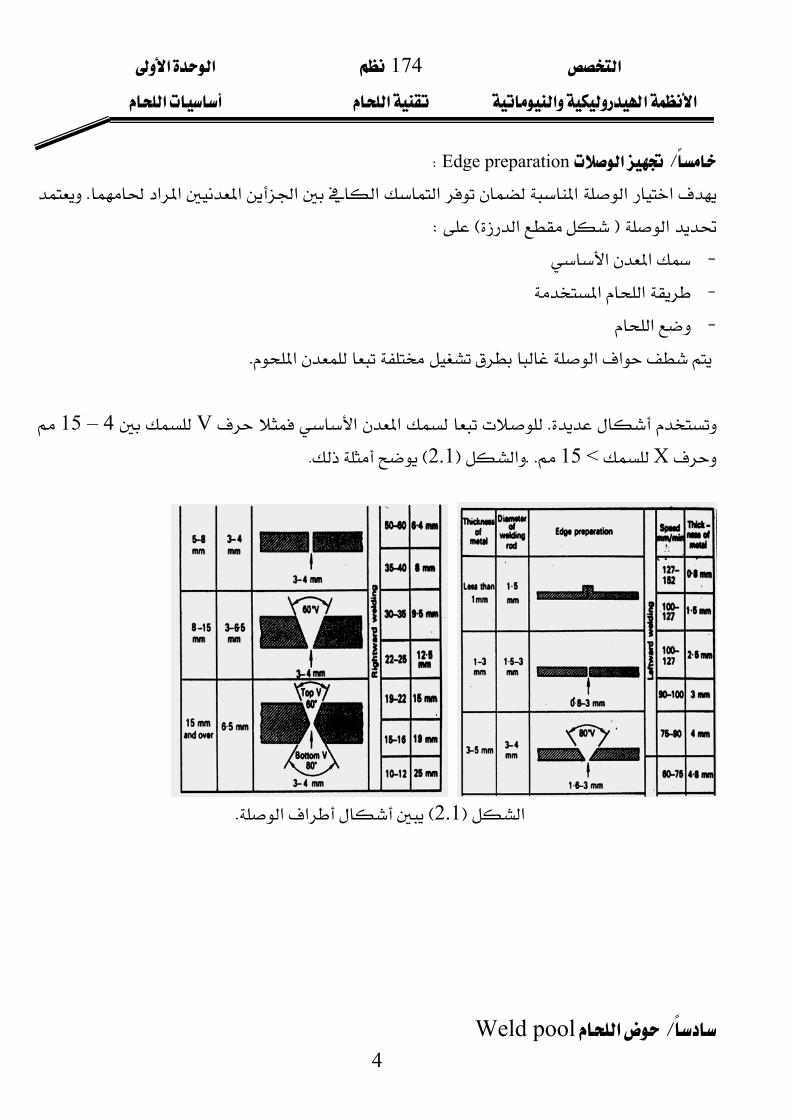
LאEdge preparationW אאאאאאאאאK
אFאEW Jאא Jאא Jא
אאאK
KאאV4–15X<15KKאF2.1EK
אF2.1EאאK
LאWeld pool

174 א אא אאא א א
5
אאאKאאא א א א F<10 E א א K
אF3.1EאאK
אRoot run
אאFilling runs
אCapping run
אF3.1Eאא
LאWelding positionsW
174 א אא אאא א א
6
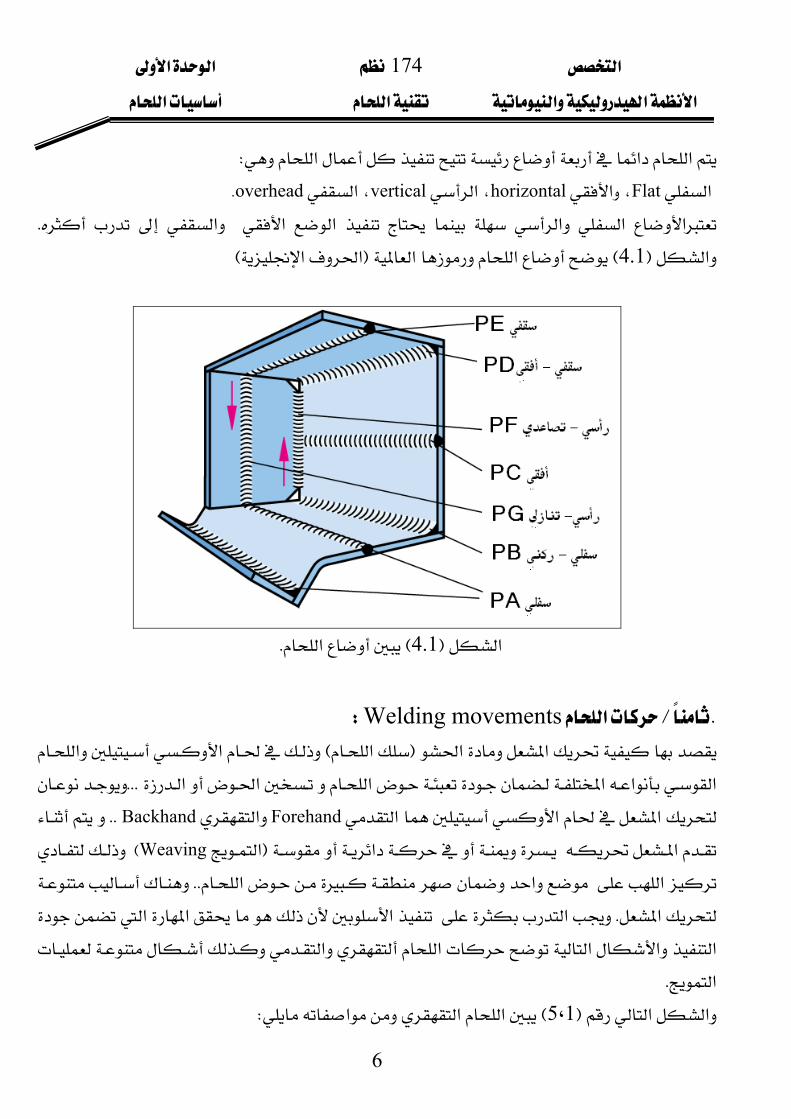
אאאW אFlat،אhorizontal،אvertical،אoverheadK
א א א א א א KאF4.1EאאFאאE
אF4.1EאK
KLאWelding movementsW
אאFאEאאאאאאאאKKK
אאאForehandאBackhandKKאאFאWeavingE
אאאKKאKאאאא
אאאאאאK
אאF5،1EאאאW

174 א אא אאא א א
7
J אא
J אאאא J אאא
אF5،1Eאא
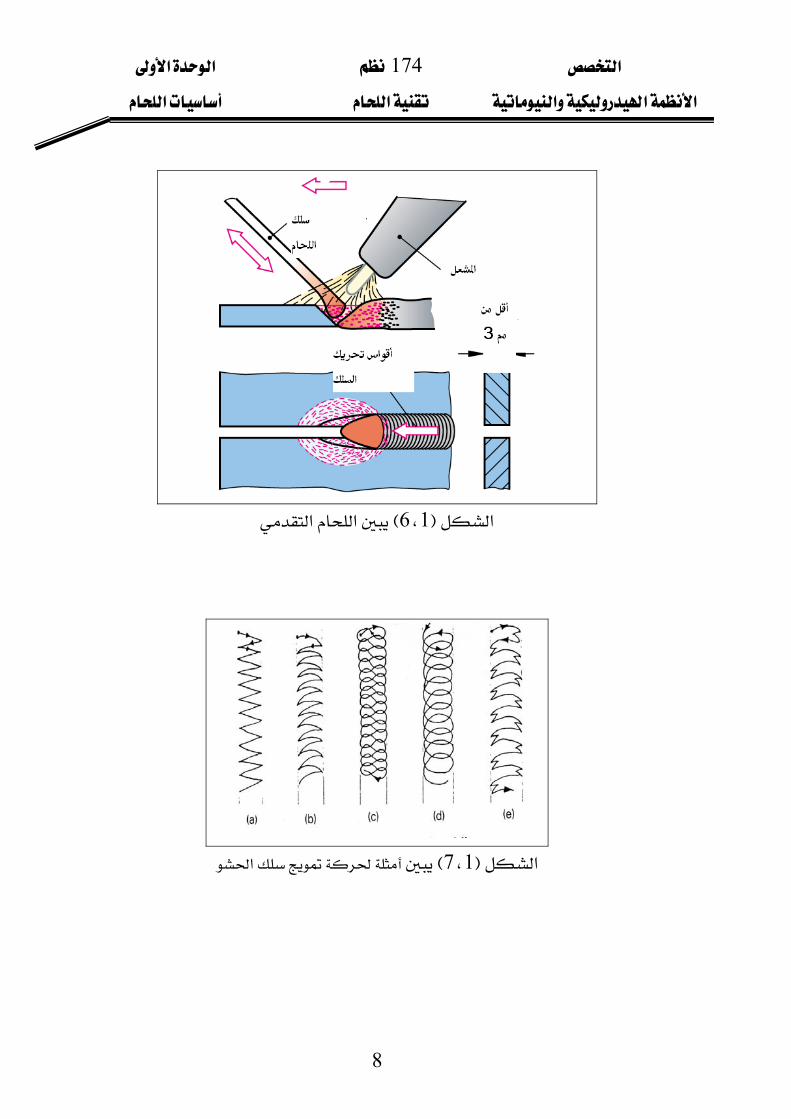
אאF1،6EאאאW
J אא J אF>3E J J F30E٪א
174 א אא אאא א א
8
אF1،6Eאא
אF1،7Eא
174 א אא אאא א א
9
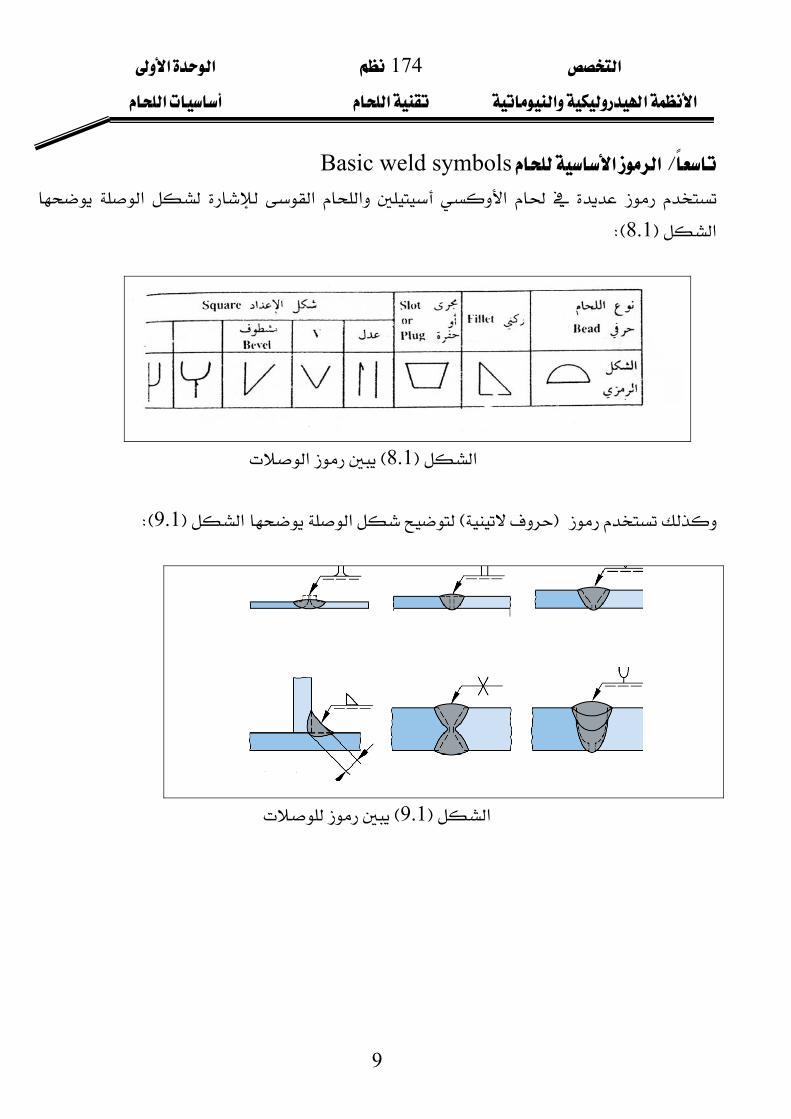
LאאBasic weld symbols א א א א
אF8.1WE
אF8.1Eא
FEאאF9.1WE
אF9.1E
174 א אא אאא א א
10
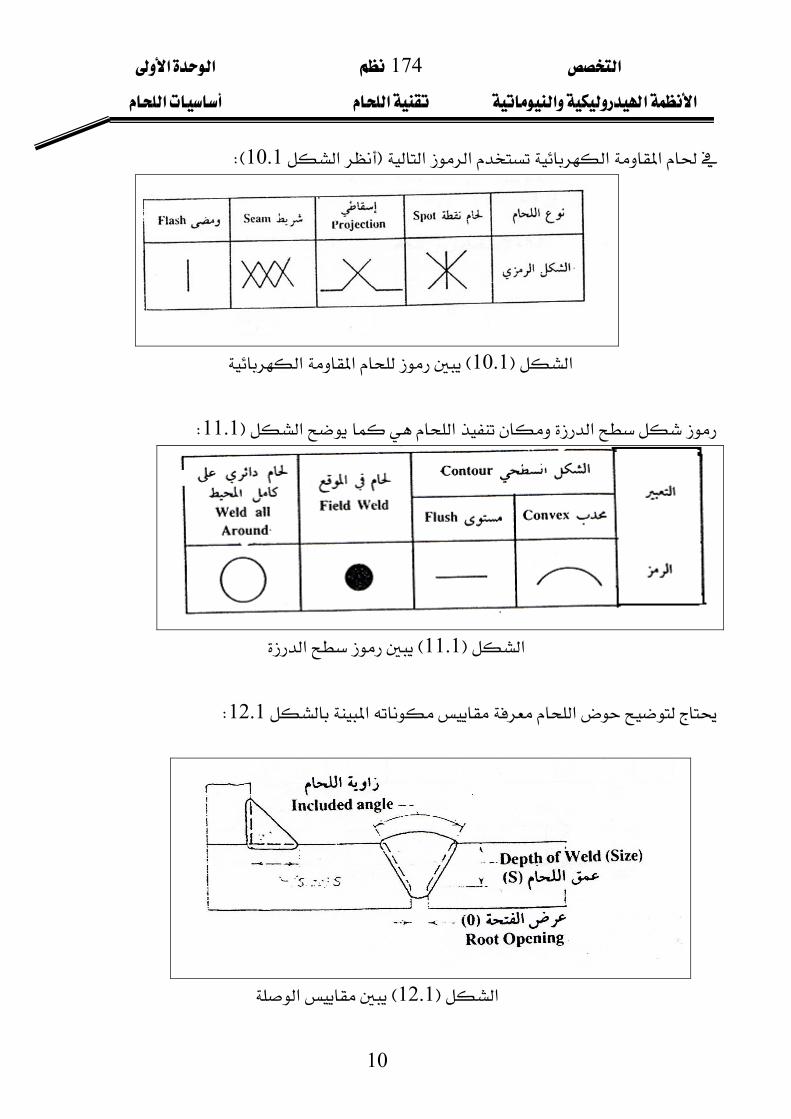
אאאאFא10.1WE
אF10.1Eאא
אאאF11.1W
אF11.1Eא
אא12.1W
אF12.1Eא
174 א אא אאא א א
11
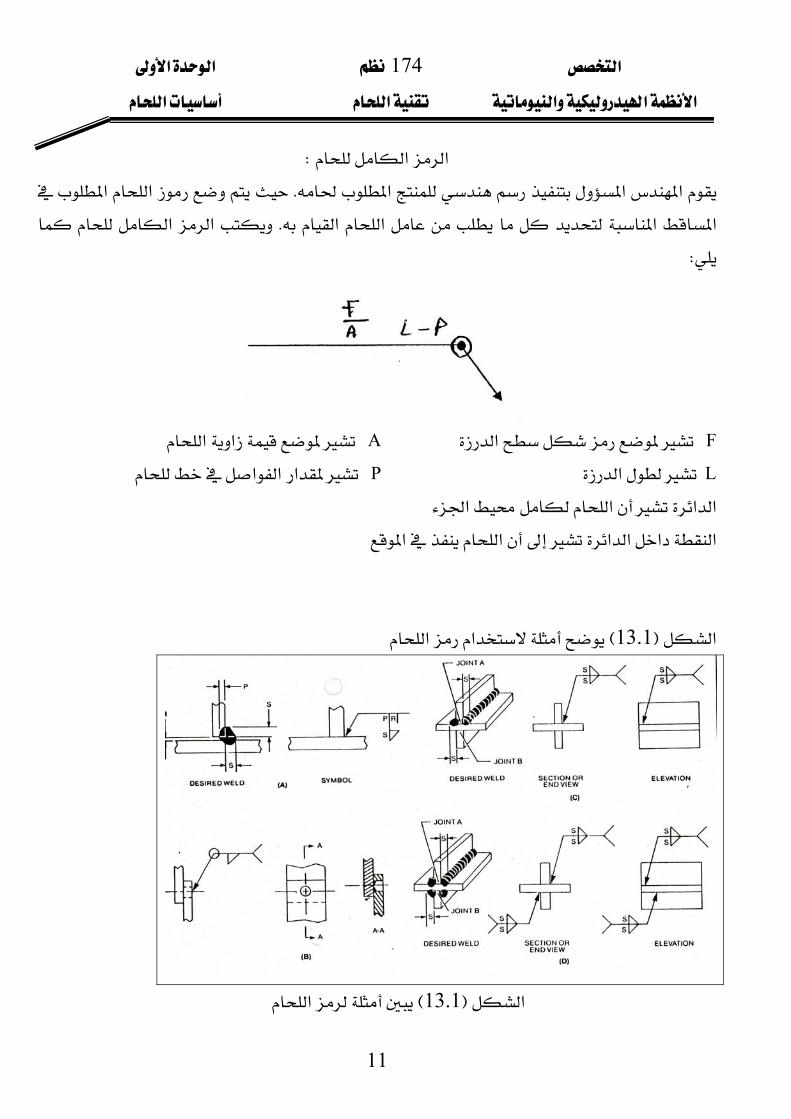
אאW אאאKאא
א אאא KאאW
Fא Aאא Lא Pאאא
אאאא אאאאאא
אF13.1Eאא
אF13.1Eא

174 א אא אאא א א
12
אא
אאSafety rules
1 J אW אHot part K אאDry and hole – free GlovesK אאK אK א،א ،אאאK אאK אאK אאאאאK אאאאאאK אאאאK אאאאאאK אאאא(hot work permit)K
2 J אVentilation
אא،אאאאאK אאאאאאK א،א
אא،א،אאאPhosgene)Eאhighly toxic
174 א אא אאא א א
13
3 Jאא
אאאאא،אאאאאK אfliter plateאcover plate K אאK אK K אK
4 JאאW אאאK אאK
אאאאK
אאא10אK
אאאK
אאאאאK
אאK
אאאאאK
אאאאK
א(reducing valve)אאאK
אאאK،אאא،אאK
א،אאK
אאK
אאאK
אאK
174 א אא אאא א א
14
אאא
5 JאW
אאאאא10K
אK
אאK
אאאK
6 JאW אאאאK
אאאאאאK
אאאאK
7 JאאW
אאK
אאFCO2KE אאאK אK אאאא،Kא
אאK ،אאא،
אאאאא،KאאאK
אא،אK
א،אK אK אאאאK
174 א אא אאא א א
15
אאאאאאאאK אאאK אאא،אא،אK אאא،א،אK
א،K
אאאK
אאאK
8 JאאאאW אאאאאאא،אאK
،אאאWאK א،אאאאK
א،אאאWאאאאאאK
א،אאK
174 א אא אאא א א
16
אא
אאא 1EאאW
אW10،30،50K אאאאאKאאאK
2EאאW ، א K،א
אאאK
3EאאאW אאאאאFאאKE
אאאאאאאK 4EאW
، אא אא ،א א אK
5EאFאWE אאאאF60EK
6EאאאW ،אאאאאK
7EאאאW אאאא،אאא،K
8EאאW ،אאאא
אאK 9EאW
،א،אא
174 א אא אאא א א
17
אK 10EאW
אא א א אא אאאאאK
אאאאW o אWאאאFאאKE o אWאאאאאK o אWאאK o אWאאK
אW אאFאKEאאאK
אאKאאאאאא،אאאאK אאKאאאאאא،אאאאK
אאאKאאאאאאאאאK אאאKאאאK
11EאW אאאא
אאאאאK אאW
אאK אאK אאK אאאK

174 א אא אאא א א
18
אאא אאאאא
o אאאאאאK o אאאאאאאK o אאאאאאK
אא
אא אא
1אא
אאאא،
אאאאK
o אאKo אאK
o אאאאאאK
o אאK
o אאאK
2א א
FE
אאא
K
o אאאאאK
o אאאאאאK
o אאאאאאאאאK
o אאאK
3אאא
K
o אK
o אאא

174 א אא אאא א א
19
FאE
אK
o אאאאK
o אאאאאK
o אאאאאאK
4אא
FאE
K
o אאאאאK
o אאאאK
o אאאאK
o אאאאאK
5אא
אאאאאא
K
o אK
o אאK
o אK
o אאאאK
6אא
אאא
אאאא
o אאK
o אאאאK

174 א אא אאא א א
20
o אK
7
אא
אFאE
א א
אאא א
אK
o אFאEאK
o אאא.
o אאאK o אאא
אK o אFאE
אאK 8
אא
אFאE
א
אK
o אFאEאK
o אא.
o אאאאאK
o אאאאK
o אFאE،אאK
21
אאאא
אא
א
א
א
א
2
174 א אא אאא א אא
21
אאW אאאאאאאK
אאW
אאאאW o אאאK o אאאאK
o אK
o אאאאK
אאאWאאא85٪
אאW3
אאW
אאאאאK
אאW אK
174 א אא אאא א אא
22
אא אא
،א א ، א א אא א
א،אא،אאאאאאאאאאאKאאאאK
LאאElectric arc welding
אאאאאאFאEאאאאאאאאא
אאאK אאאאאא
אאאKאאKאאא
אKאKאאאאאאאאאא
אאK
LאאW אFאאBase metalEא
FאKEאאאאאאאFאאE
אאאאאאאאKאאאאא
אאאאאאאK
174 א אא אאא א אא
23
אאאKאאאאאK
אאאאא،FאEאאאאא،א
אאאK
LאאW אאאW
אאאאK אאאאאאK
אאאאאK
אאאאאK
אאאאאאאK אאאאאW
EאאDip or short circuiting – transfer אאאK
EאSpray transfer
אאאאאאאK
Eאא Pulsed transfer
אאKאאאK
אLאאאTypes of Arc welding W אאאאW
174 א אא אאא א אא
24
1EאBare electrodeKאאK
2E אאאW
אאShielded arc welding
אאSubmerged arc welding
- אאאאאW FאEאFTIGKE
אאאF(MIGK
LאאאAdvantages of arc welding W אאאאאK
אאאאKK אאאK
אאאאאאאK
אאאאאאאאאא
K
אK
174 א אא אאא א אא
25
אא אאא
WאאאאאW
אא،אאאאאאאאאאאאW
1K אאLFDC-KE
2K אאLFDC+KE
3K אאFACKE
אאLאא)DC-(:
)DC-(אאאאאאFאEאאK
אאLHFDCEK
)DC+(אאאא،אא،אאאK
אאFACKE
)AC( אאאאא،אאאאאאK
Wאאא
אאאאFאEאK

174 א אא אאא א אא
26
1K אW אאאא
א،אאאאאאאאאא،אK
אאאאFAC - DCEאאאK
אF2 J1Eאא
1K אW ،אאאאאאא
،אאאאאKאאF2 J2EK
אF2 J2Eא

174 א אא אאא א אא
27
2K אאW אאאאא
،אKאאF2 J3KE
אF2 J3Eאא
3K אFאWE ،אאאא،
אאאא،אאKאאF2 J4KE
אF2 J4Eאא
4K אW אאאאא
אאאאאאKאאF2 J5KE
174 א אא אאא א אא
28
אF2 J5Eאא
WאאW
1K אאאאאW
אאאאאאאאאאאאאאW
J אאW אאאאאאK
J FאEW
אאאאאאKאאF2 J6KE
אF2 J6Eא

174 א אא אאא א אא
29
J אW אאאאK
אאF2 J7KE
אF2 J7Eאא J אW
אאאאא،אKאאF2 J8KE
אF2 J8Eאא
JאW אאאאאK
אאF2 J9E
אF2 J9Eאא

174 א אא אאא א אא
30
2K אאאאW אאאאאאא
אאאאאאאאK J אW
אאאא،אאא،אKאאF2 J10KE
אF2 J10Eאאא
J אאFאWE
א א א א א ، אKאאF2 J11EK
אF2 J11Eאאא
174 א אא אאא א אא
31
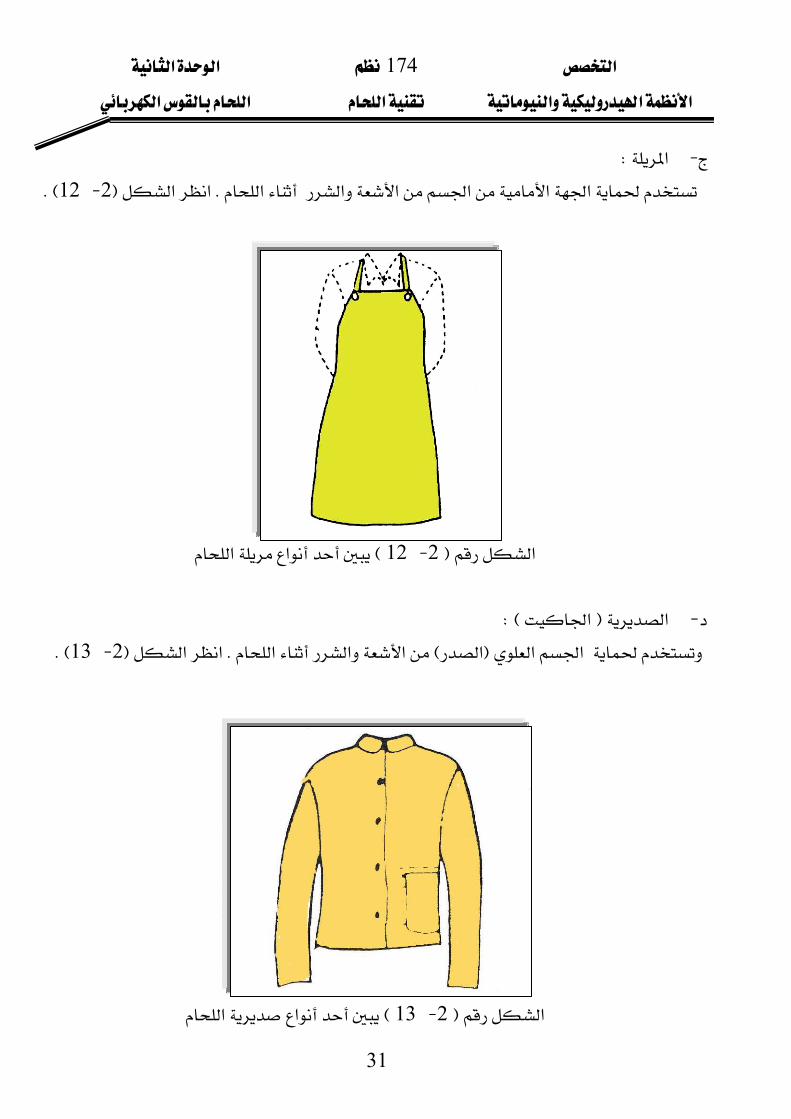
J אW
אאאאאאKאאF2 J12KE
אF2 J12Eאא
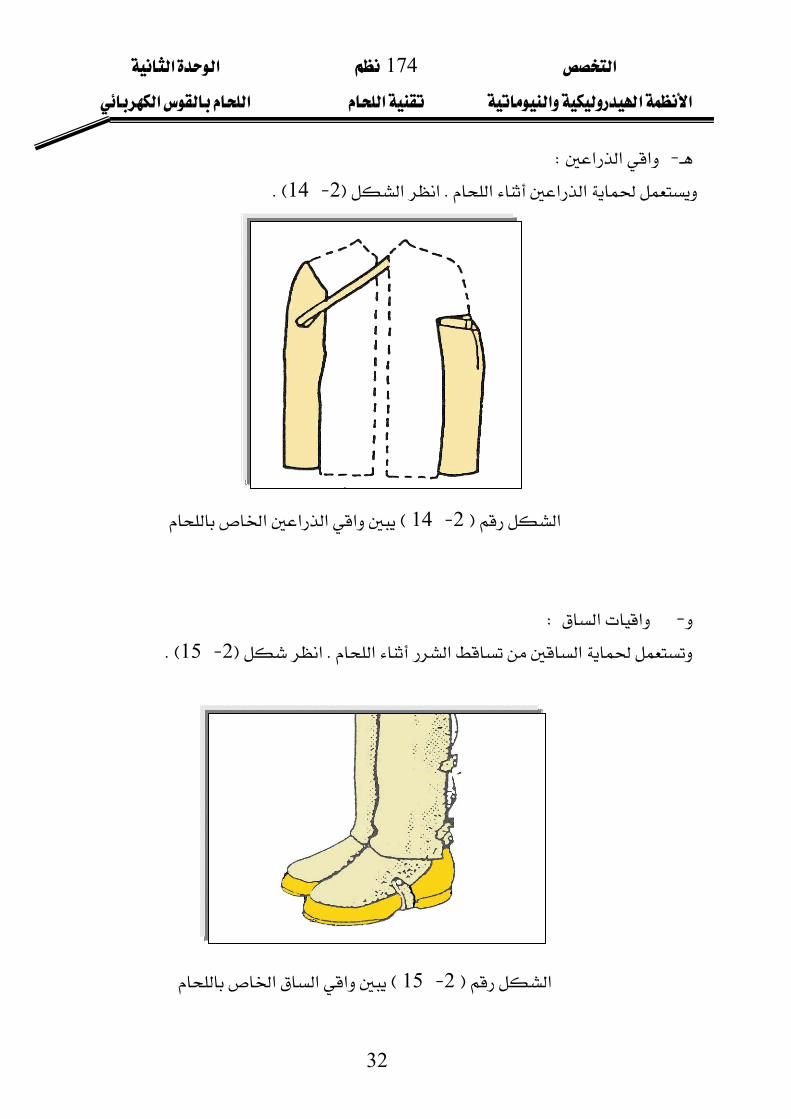
J אFאWE
אאFאEאאאKאאF2 J13KE
אF2 J13Eאא
174 א אא אאא א אא
32
JאאאW
אאאKאאF2 J14KE
אF2 J14Eאאאא
JאאW
אאאKאF2 J15KE
אF2 J15Eאאא
174 א אא אאא א אא
33
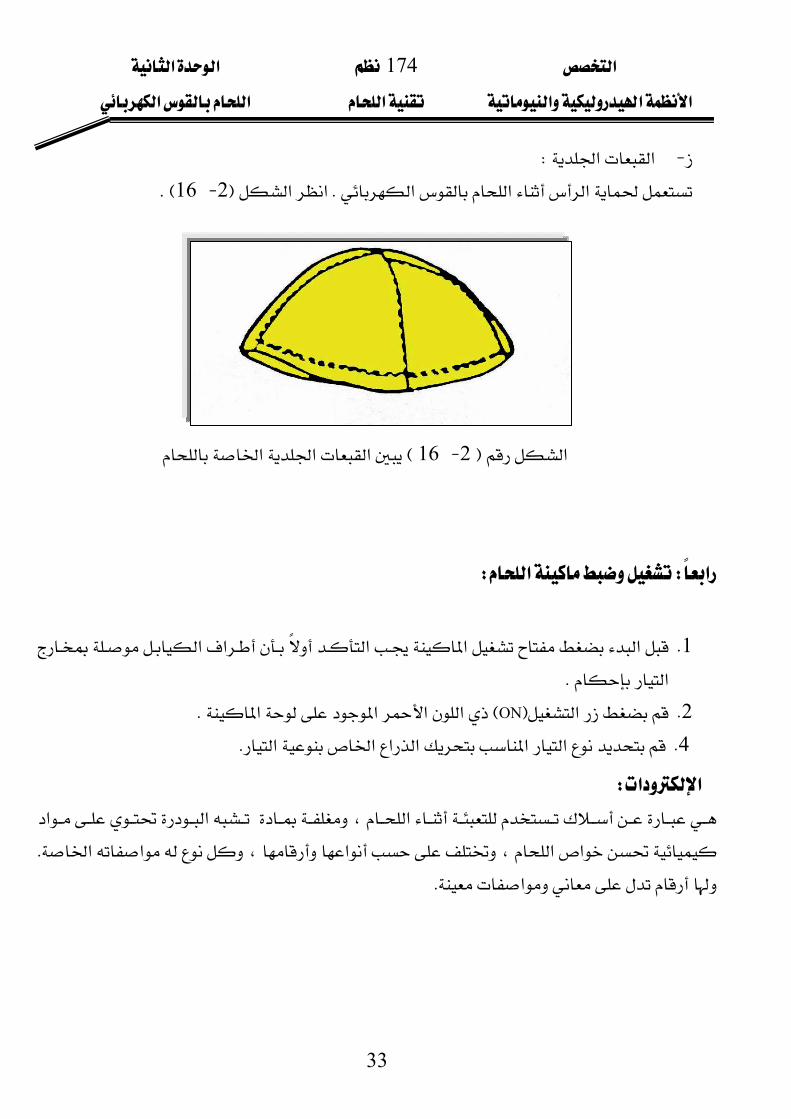
JאאW
אאאKאאF2 J16KE
אF2 J16Eאאא
אWאW
1K אאאאאאK
2K אFONEאאאאK
4K אאאאאאK אאW
אאא،،אאאא،אK
אK

174 א אא אאא א אא
34
WאאאW
1K אאW אאאא
א،אאאאאאFאKE
אאאאאאFEאאאK
2K אאאאW אאאאאא
אא،אאאאKאאא
אאאא،אאאאאאאאאאאאFאEאא
אאאK
3K אאאW אאאאאאא
FאEאF2EאאאאK
4K אאW
אאאאאאאאאא
אאאאאאFאאאKE אאאא،אאאא
174 א אא אאא א אא
35
80-70
אא אא
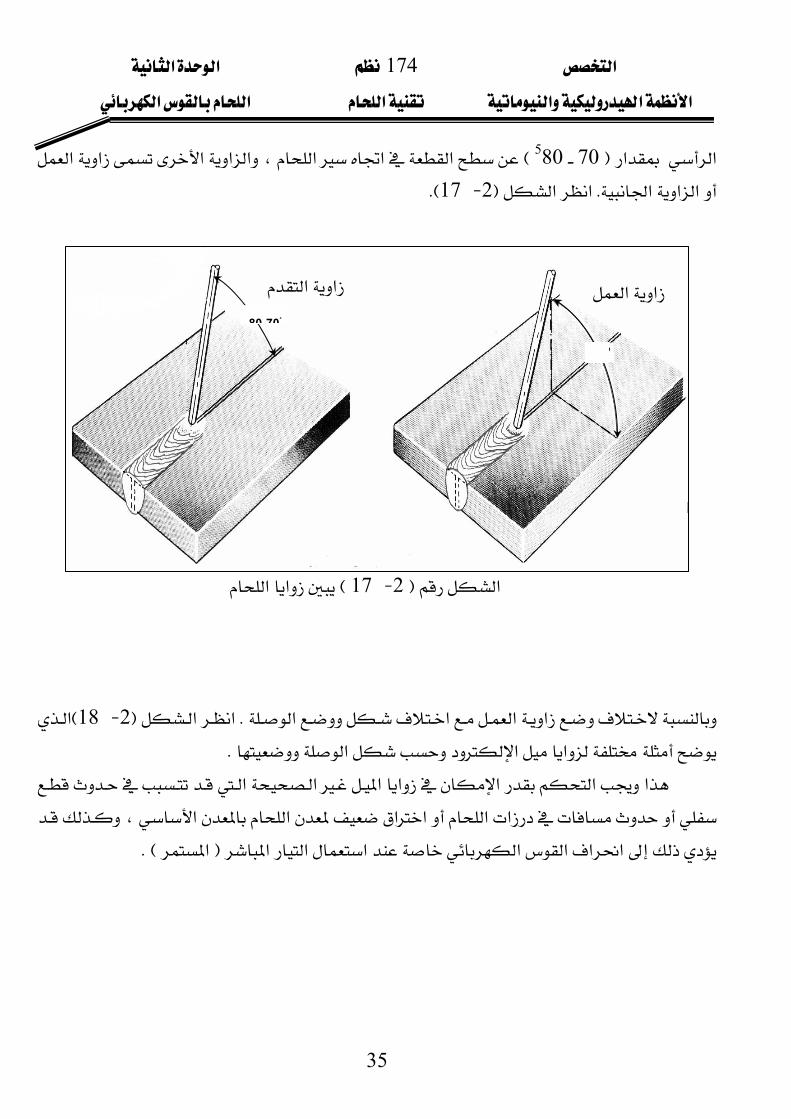
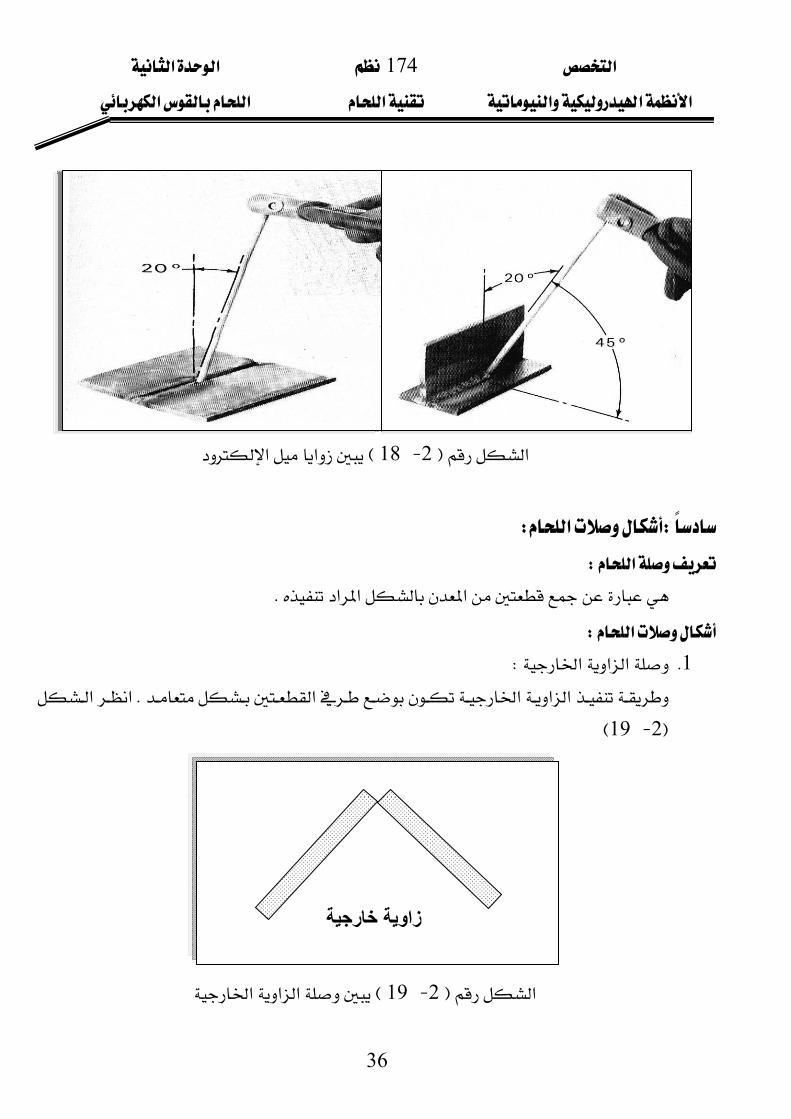
אאF70580Eאאא،אאאאאאאאKאאF2 J17KE
אF2 J17Eאא
אאאאKאאF2 J18EאאאאK
אאאאאאא،אאאאאא
אאאאאאאFאKE
174 א אא אאא א אא
36
אF2 J18Eאא
WאW אW
אאאK אW
1K אאאW אאאאKאא
F2 J19E
אF2 J19Eאאא
خارجيةزاوية

174 א אא אאא א אא
37
زاوية وصلة
تقابليةةــلـوص
2K אאFאWE אאאאFEאא
F2 J20E
אF2 J20Eאא
3K אאאאW
אאאאאאא א F90 E א א א א FTK E
אאF2 J21KE
אF2 J21Eאאאא
174 א אא אאא א אא
38
تــلـوص ةـيـبـراآـة
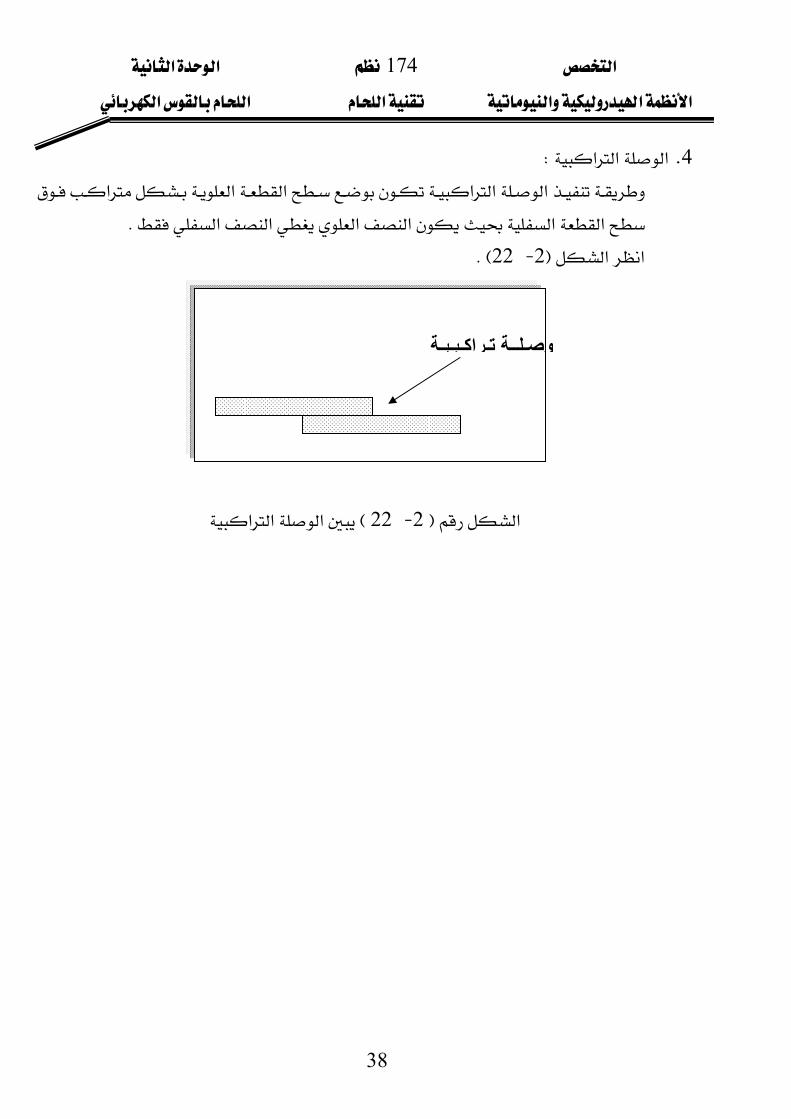
4K אאאW
אאאאאאאאאאאאK
אאF2 J22KE
אF2 J22Eאאא
אא
אא
א
א
3
174 א אא אאא א א
39
אאW
א א א א אאK
אאW
אאאאW 1K אאK
2K אאK
3K אK
4K אאאאK
אאאWאאא85٪
אאW
אאW אאאאאK
אאW
אK
174 א אא אאא א א
40
אא א
W
אאאאא א א א א K א א
אא א אK
אאW אאאאאא
FEא א K א א א א א
KKאאאאאאאאאא א א א א א
אKKאאאאא Kא אאא אא،
אאKK
אאW
1K W
א א א א א אא אSlag)E א א אא
אK
2 אW
אא א א א א

174 א אא אאא א א
41
אאאאאא
אאאאאא
א א א א –Welding Gun
אאא،אאאK
3אW
אאאא
אאאאאאא
אאאFאאEאאא
FEאאאא
אSlag Inclusions)Eא א Cold Laping)E אCrater
Cracking)EK
4W
א א א א אא
אאאאא
אאHaz)E אאאאHeat Transfer)E
אאFאאאאאא
Molecular Disarrangement)EאK
174 א אא אאא א א
42
5אאW
אאא(TIG)אאא
א א א א א Fא Eא א א
אאא(Short Circuit) אא
אאאאא
אאאאאK
6 אW
אא אא א א
א Fא א E א
אאאאFא
EאאאFillet weld)EאאאK
174 א אא אאא א א
43
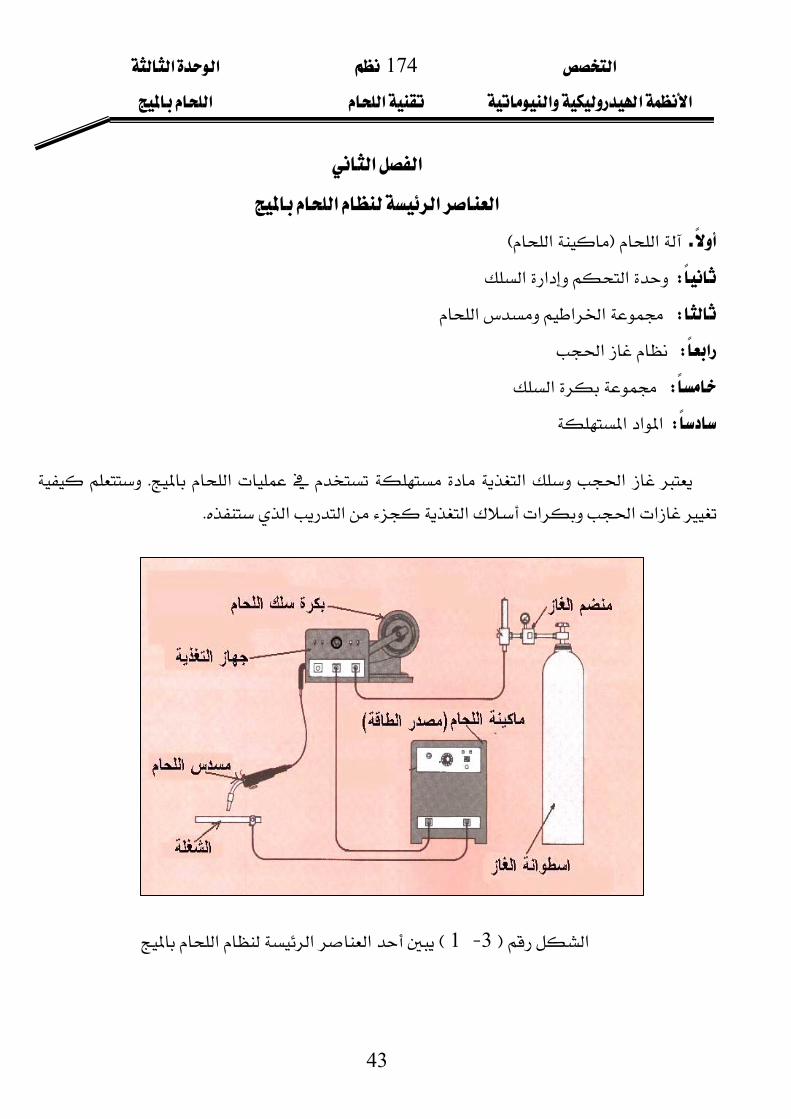
אא אאא
אFאE Wאאא Wאאא אWא
Wא Wאאא
אא א KאאאאאאK
אF3 J1Eאאא
174 א אא אאא א א
44
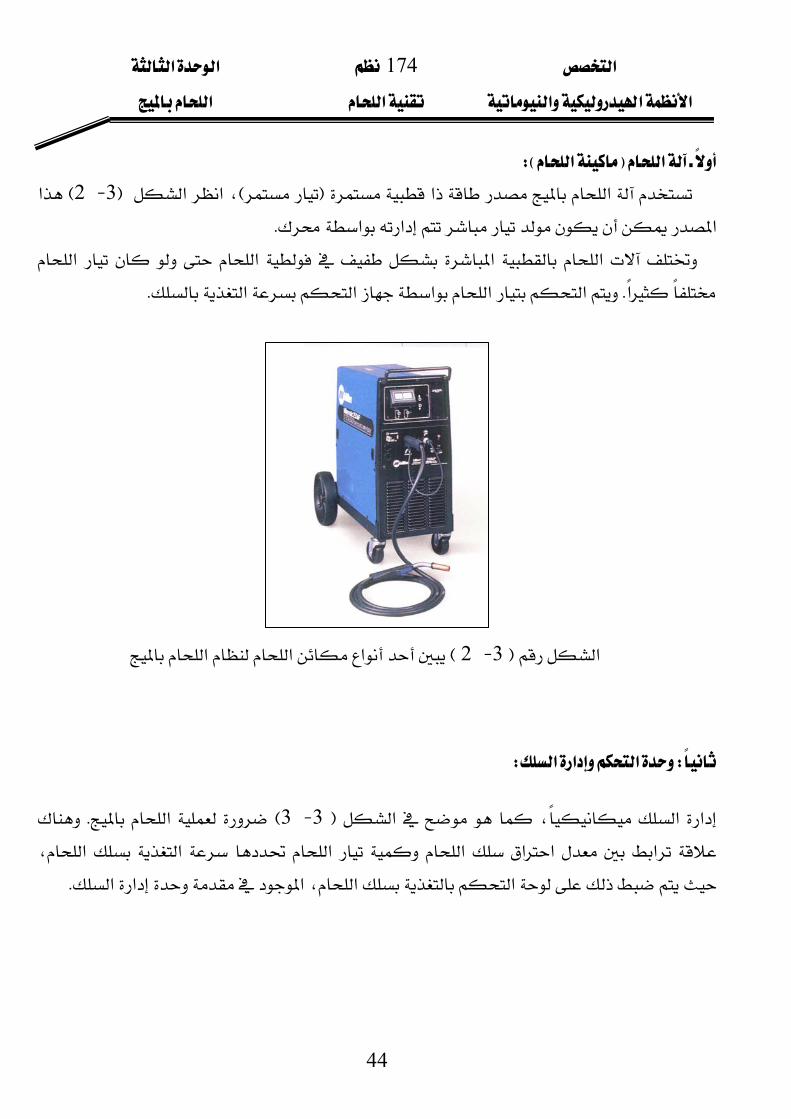
אFאWE אאFE،אאF3 J2Eא
אאאK א א א א
אKאאאאאK
אF3 J2Eאאא
WאאאW
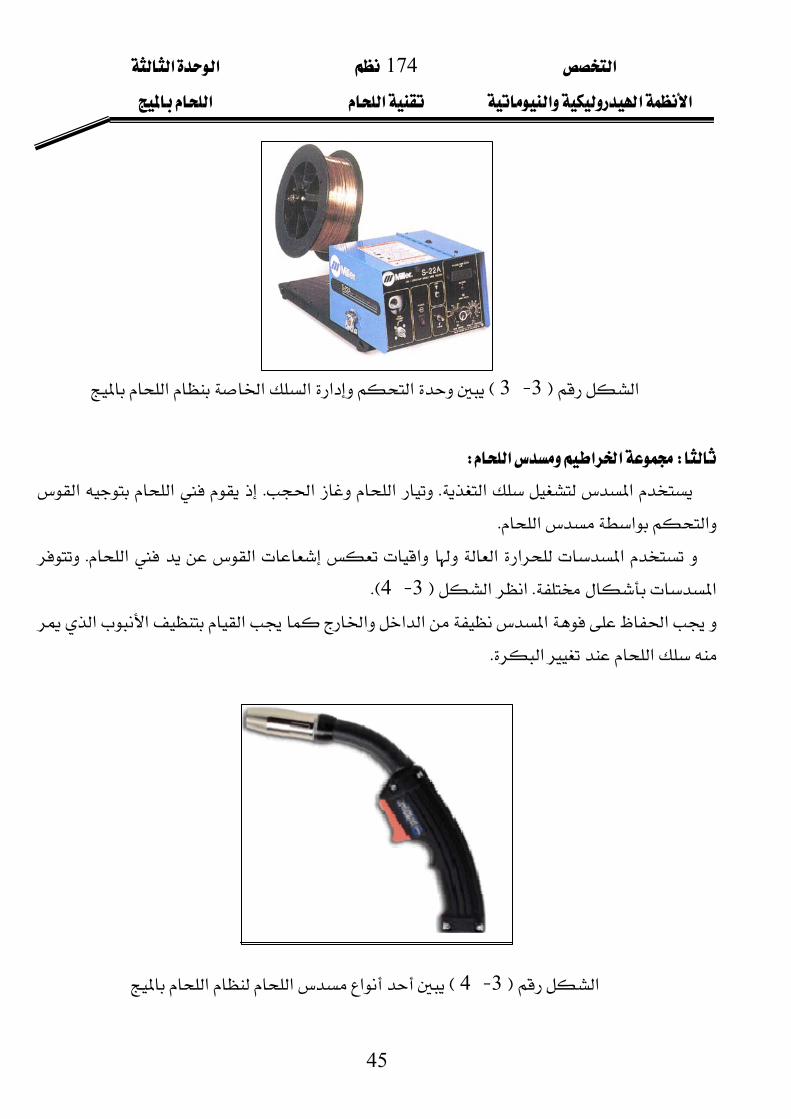
א ،א א F3 J3 E א K א א אא א ،א א
אאא،אאK
174 א אא אאא א א
45
אF3 J3Eאאאאא
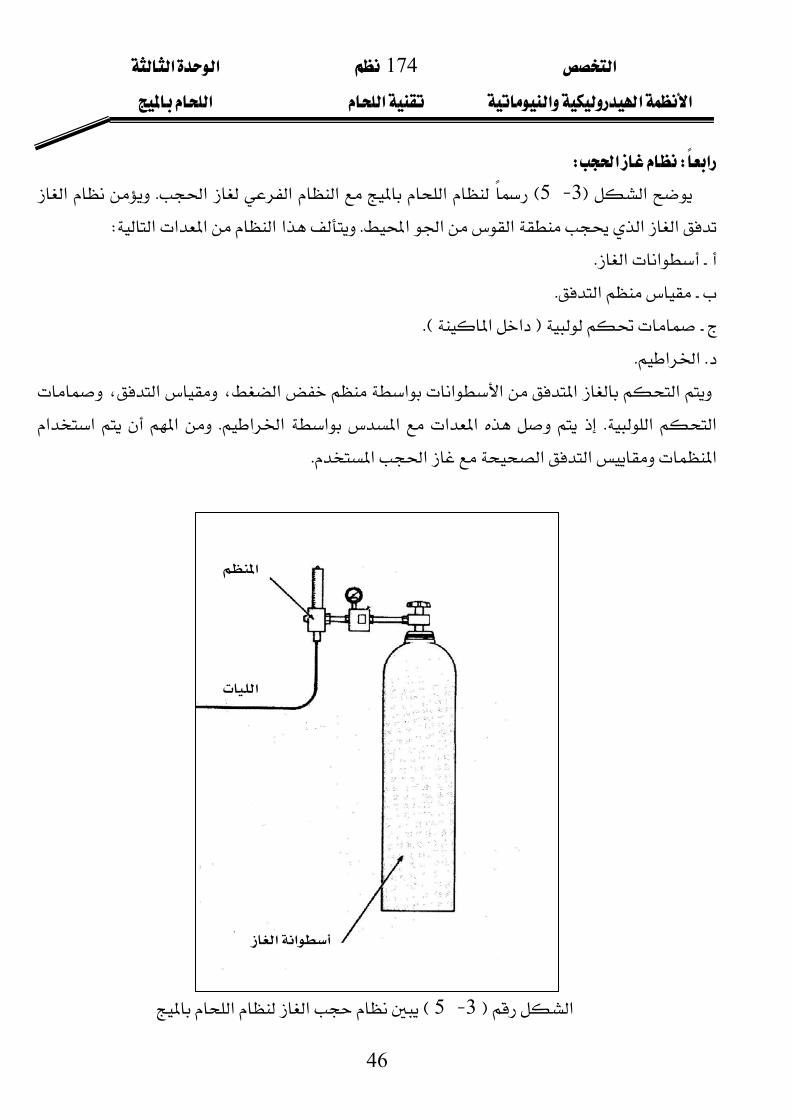
WאאאW
אאKאאKאאאאאK
אאאאאא KאKאאF3 J4KE
אאאאאאאאאאK
אF3 J4Eאאא
174 א אא אאא א א
46
א
אא
א
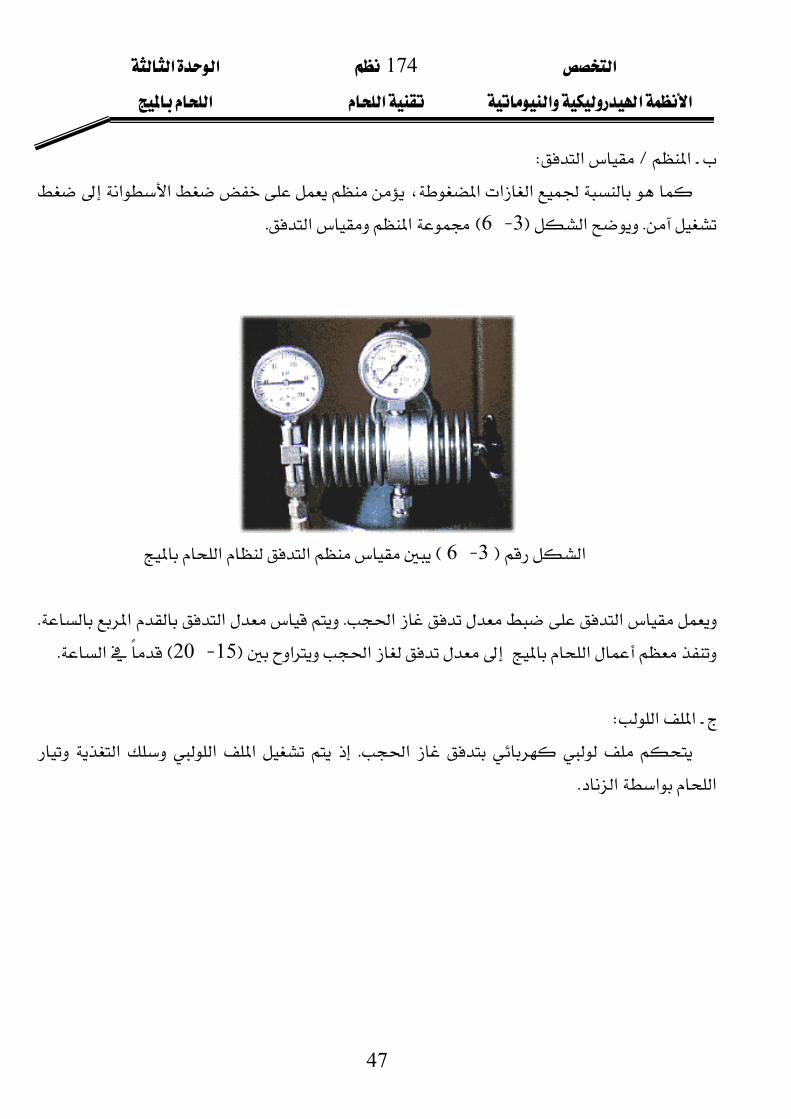
אWאW אF3 J5EאאאאKא
אאאאאKאאאאאW אאK
אK FאאKE
KאאK אא،אאאא،א
א א Kאא אא אא Kאא א אאאאאK
אF3 J5Eאא
174 א אא אאא א א
47
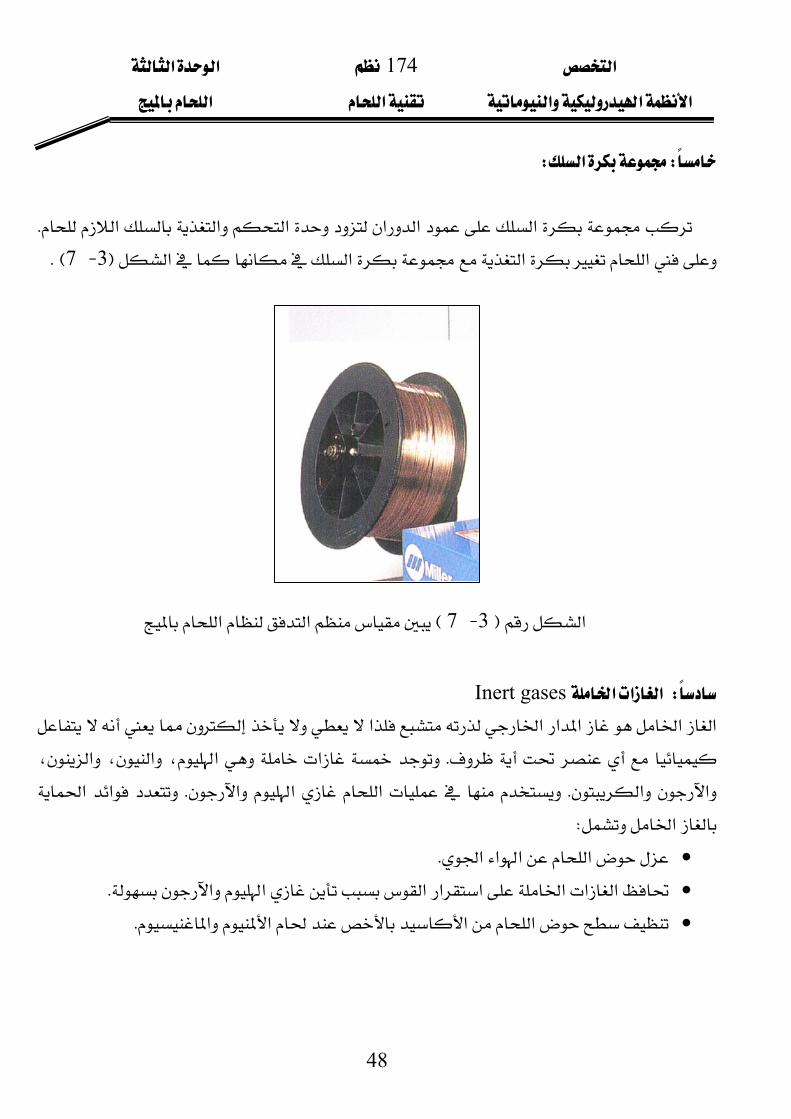
אLאW אא،אאא
KאF3 J6EאאK
אF3 J6Eאא
אאKאאKאאאF15 J20EאK
אאW
א K א א א אאאK
174 א אא אאא א א
48
WאW
אאאאאאKאאאאF3 J7KE
אF3 J7Eאא
WאאאInert gases
אאאאאאK،אא،א،א
אא Kא א א Kאא אW
אאאאK אאאאאאאאK אאאאK
174 א אא אאא א א
49
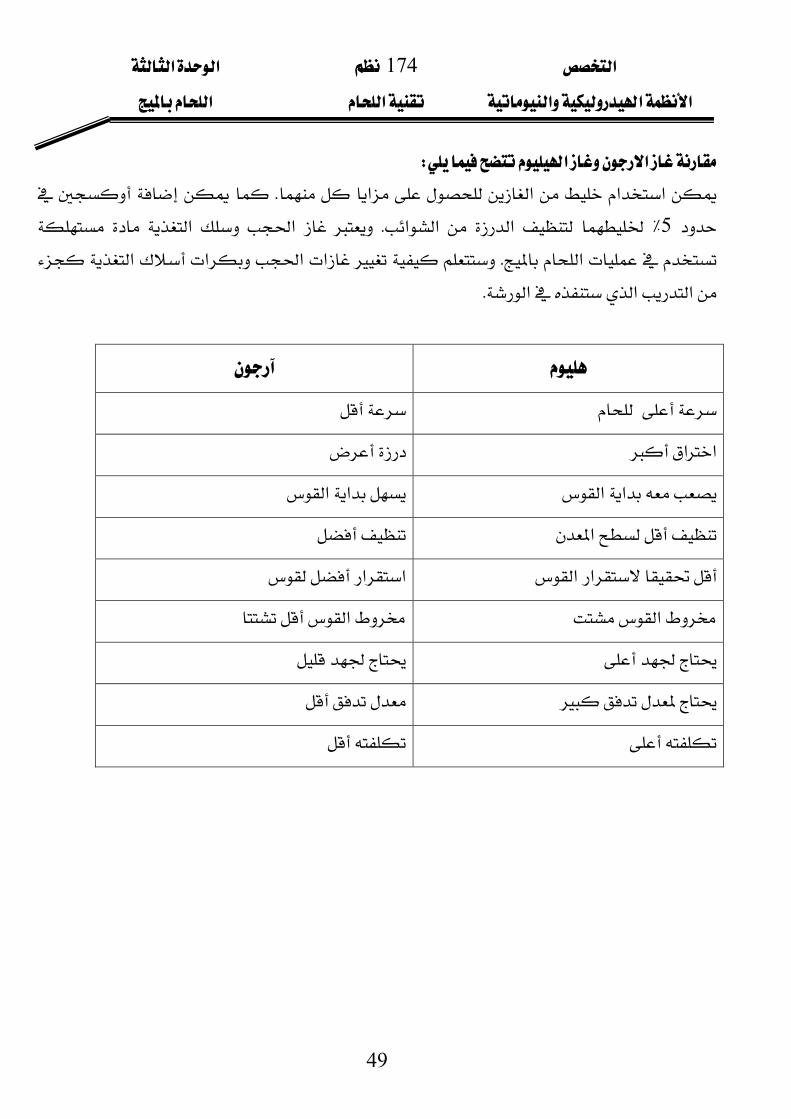
אאW אאאא K
5 ٪אא א K א א אKאאאא
אאאK
אא
אא אא
א
אא אא
א א
אא
אא
א
א
4
174 א אאא אאא א א
50
אאW
אאאאFאE،אK
אאW אאאאW
אאאאFאKE אאאאאאFאKE
אאאאאFאKE
אאאWאאא85٪
אאW
אאW אאאאאK
אאW
אK אאאא
אאאאFאE
174 א אאא אאא א א
51
אא
א
W אא،אאאא
אאאאאאאאאK
אאאאאאאאאאאאאא
א،א،אאאאאאא،אK
אאאאאאא،אאאאFTIGE،א
אאאFGAS TUNGSTEN ARC WELDINGEאFGTAWE)TUNGSTEN INERT GASKE
אאW אאK אאK אאK
1 J אאW
אאאאאK
2K אאW א א א ،
K
174 א אאא אאא א א
52
3K אאW א א א،א،א אא
אא،אאK
אאW אא،אאאאאאא
W 1E אאאאK
2E אאאאאאאK
3E אאאאאK 4E אאK
5E אאאאאK
6E אאK
7E א א א אאאK
8E אאאK
אW אאK
אאאאK א אא א א
אK
אאאK
אאאאאK
אK

174 א אאא אאא א א
53
אא אאאא
Wאאאא Wאאא
Wאאא
אWאאאא
Wאא
Wא
WאW א א א א א
א א אא א א א ، אF4 J1 E אK
אF4 J1Eאאאאאא
174 א אאא אאא א א
54
אאאאW אאאאאאאW
אאLFDC-EK
אאLFDC+KE
אאFACKE
1 JאאLאאFDC-E )DC-(אאאאאא
אאאאאאFאEאאאאאK
2 JאאLHFDCEK
)DC+(אאאאאאFאאאאאאEאFאE
א א ،אא א אא אא א א،אאאאאא
אאאאאK
3 JאאFACKE )AC( ،א א א א א
א א אא אא אאאאאK
אאW
אFאEאאא א א א א א א א א
אאאFאאאאE
174 א אאא אאא א א
55
אאא א אא א אאאאא
אK
אאW אאאא
אW אאK
אאאאאאאK
אאאאFSMAWEFGTAWKE אאK אאK אFאEאFאKE אאK
אאאFאKE
אאK
WאW ،אאאא אאא
א אא א אא א אאW
1K אאK 2K אK
3K אK
4K אK
174 א אאא אאא א א
56
אאW אאאאאאאא
אא אאא אאא،אאא
K
1K אW א א א אא א
א א ، W אאאאאא،א
אאאאאאאK אא א ، אא
א א א א אא א אW
אאK אK אאK
2K אFאאEW אאאאא،אK
אאאאאא،אאאאאא
אא א א ، א א א אאאאאאאK
174 א אאא אאא א א
57
3K אW אאאאאW
J K J K
JאאW
א ،אא،אא
אאאאאאאK JאאW
אאאאאאאאK
5KאאאFאEW
א א א א א א א א
אא،אאא אא אא א
אאאאאאא،אאאאFאאE
אK
אאW א א אא א
א א K א

174 א אאא אאא א א
58
אאאאאא،אW אאאאK אאאאאK
אאK
אאאאK
אאאאK
1 JאFArWE אאאאאאא
אאאאאאאאאאאאא
א،אאאK
2 JאFHeWE ، א א א
אאאאאאK א אא א א א א
،אא،אאאאאאאא،אא
א אKא אא א אאאאאא ،אאאאאאאא
א א אא א،אאאא
אK

174 א אאא אאא א א
59
אאW ،א 80٪ 20٪ 75٪ 25٪
א50٪50٪Kאא50٪אאאאאא
،אאאאאאאאאאאK
WאW
אאאא،אאFE،אאא
אאK אאFאאאEא،
א א א א אאK
אW אאאאאאאא،
אאאא אא،אאאא،
אאאאאאאאא،א،אא
אאK
אWאW א،אאא
،אאא؛אא200
174 א אאא אאא א א
60
א אאא ،אF250L350L500 Eא א אאW
אאK אאK
אאK
1EאאW
א א א א א א אאאא،אK
א א אא א אאאאאK
אא560،590،5120KאאאK
2EאאW
א א אאא אאאא،
אאK 3EאאW
אא،אאאאאאאאא
אאאאאאאאK
174 א אאא אאא א א
61
אאW אאW אK אK
אK
אK
אK
אK
EאW
א ،א אאאאאאאאא
אאK EאW
אאאאאאא א א א א
אאאאאאאK
EאW אא
אאאאא،אאאא
אא،אאאK

174 א אאא אאא א א
62
EאW א،אאאא
،א א א אK
EאW
אאW 1E K 2E K
אאאאאאאאK،אאא
אאאאאאK
LאW אאאאאאא
אאאאא،،אאאאאאאאא
אאאאאאא5341056170אא،
אאא،אאאאאא،אאא،אאאאאאאK
1 JאאW אאאאא99.5،
אאאאאאאאאK

174 א אאא אאא א א
63
2 JאאW 1 ٪2 ٪ א א א
א א 50א ٪ א ،א אאאWFEא،
אאאאאK
LאW אאא،אאKא
אאאאאאאאאאאא
،אאאאאאאFאE،א،אא،א
،אאאאא،אא،אאK
אאאא
אא
א
א
א
א
5
174 א אא אאא א אא
64
אאW
אאאK
אאW אאאאW
אאאKאאK
אאאאK
אK
אאאWאאא85٪
אאWא
אאW אאאאאK
אאW
אK
174 א אא אאא א אא
65
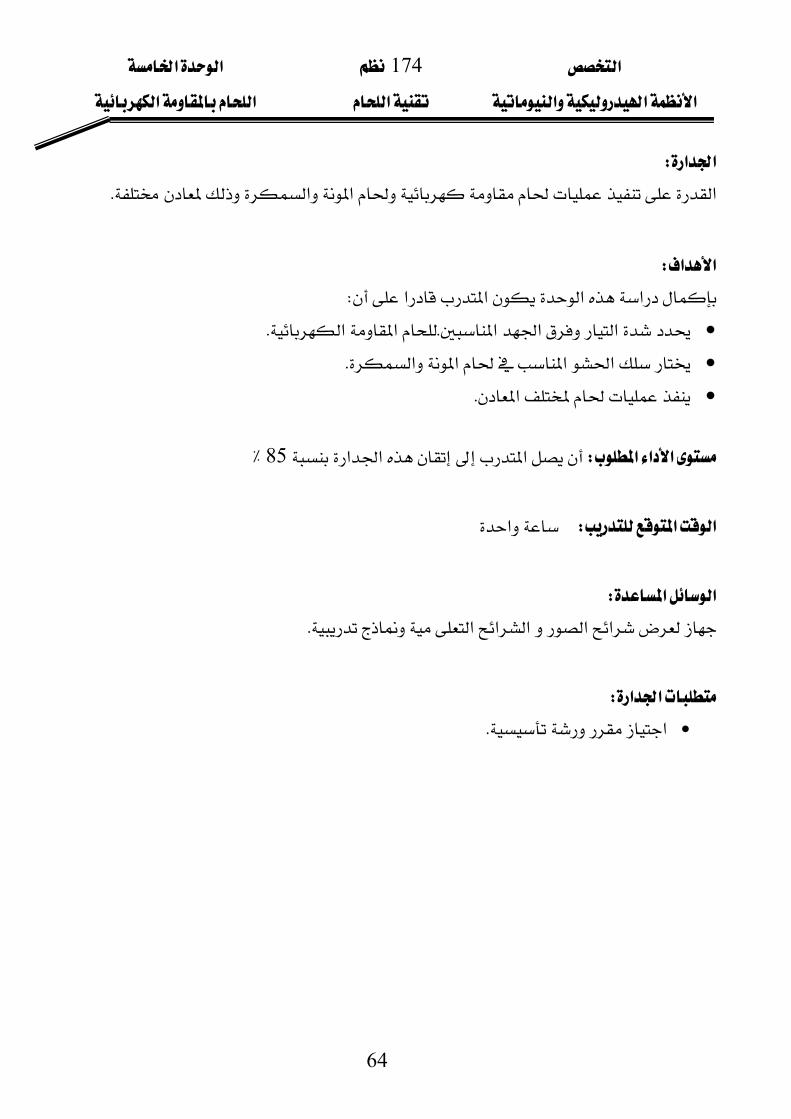
LאאResistance welding אאאאאאאK
42510065000،אאאFאאאEKאאא
אאאאK אאאאאא،א
אאאFDirect currentEאאאאאאאאאאא
אKאאאאאאK،אאאא
אאKאF5 J1EאאK
אF5 J1Eאא
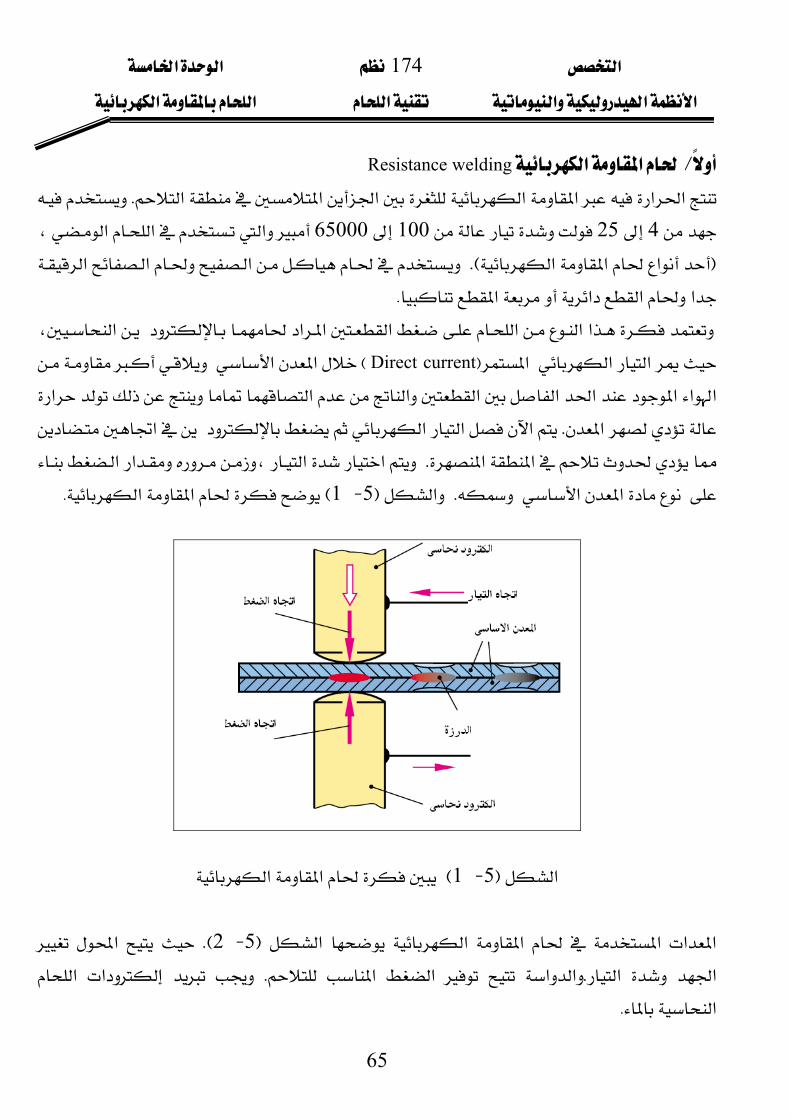
א א א א אאF5 J2 KE א א אK אא א א K א א
אK
174 א אא אאא א אא
66
אF5 J2Eאאא
LאאאW אK אאאאK אאאK אאאF0.004 inEK אאאK
LאאאW
אאאאW
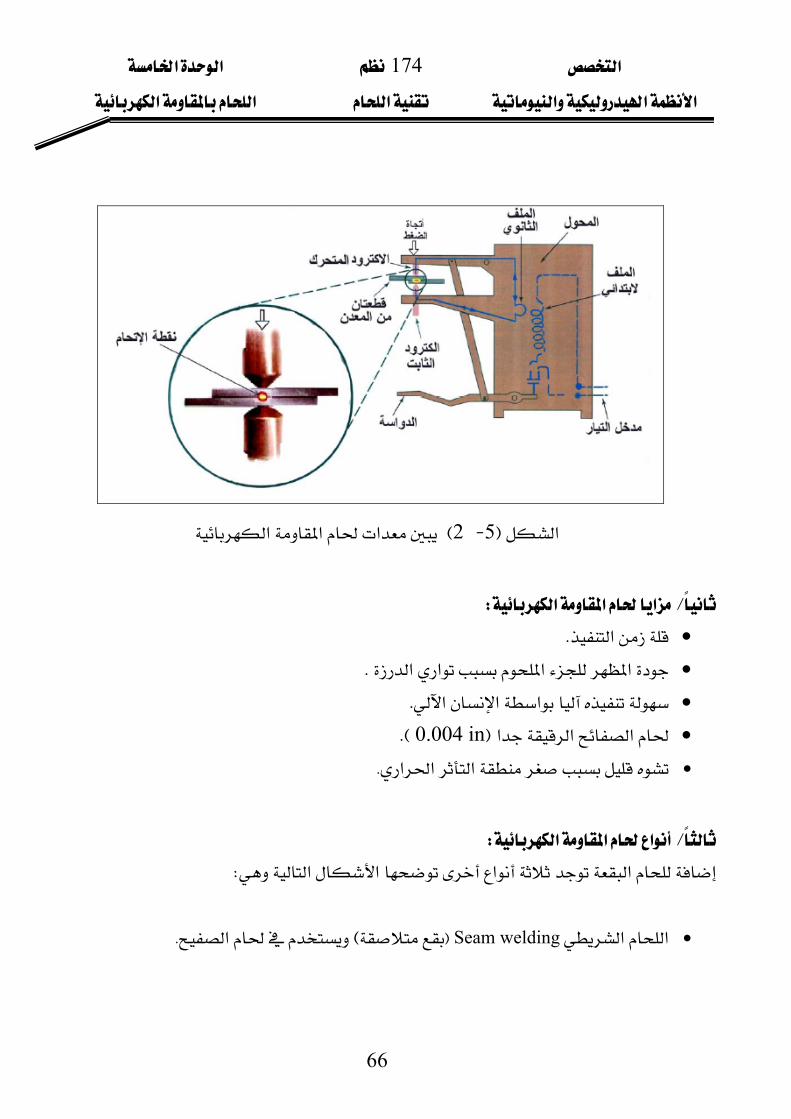
אאSeam weldingFEאK
174 א אא אאא א אא
67
K
אF5 J3Eאא
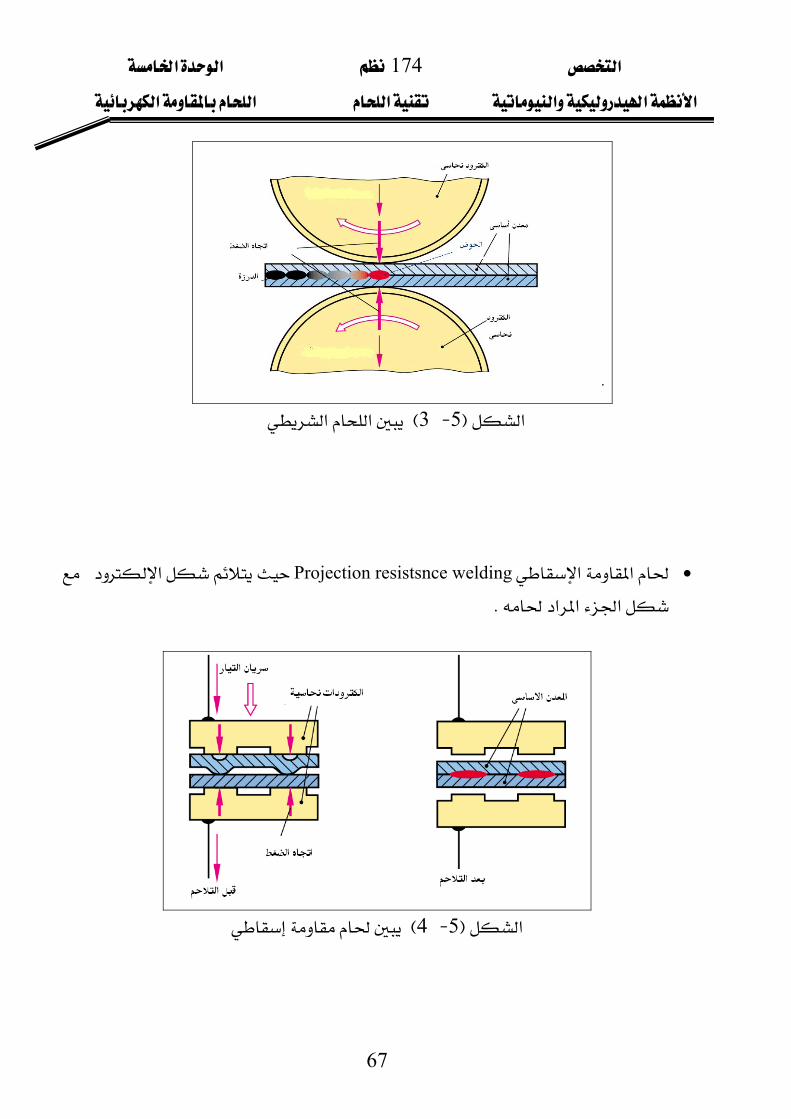
אאProjection resistsnce weldingאאאאK
אF5 J4E
174 א אא אאא א אא
68
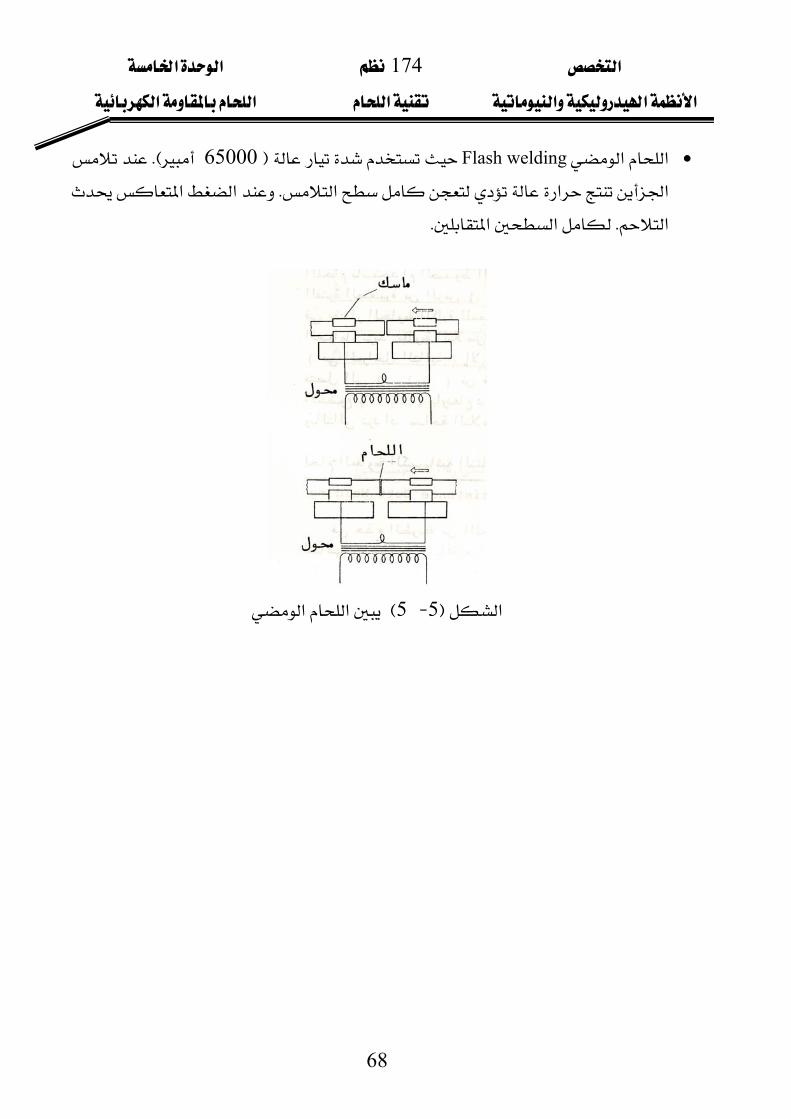
אאFlash weldingF65000 KEאאאKאאאKאאK
אF5 J5Eאא

אא
אא
א
א
6
174 א אא אאא א א
69
אאW
א،K
אאW
אאאאW אא אאK אאאK
אא،אK
אאאWאאא85٪
אאW3
אאW אאאאאK
אאW
אK
174 א אא אאא א א
70
אא אאGas welding
LאאW
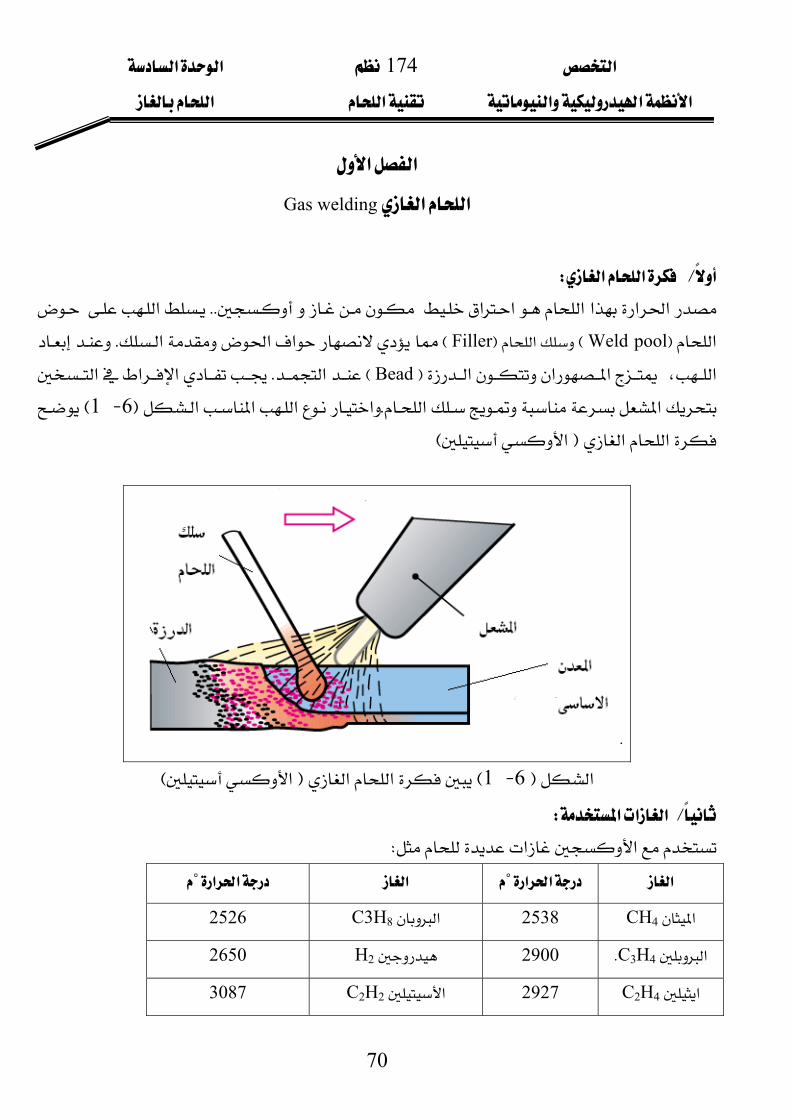
אאאאאאKKאאFWeld poolEאFFillerEאאאK
אאא،אFBeadEאKאאאאאKאאאאF6 J1E
אאFאE
K
אF6 J1EאאFאE LאאאW
אאW א אא˚א אא˚
אCH4 2538 אC3H8 2526
אC3H4K2900 H2 2650
אC2H4 2927 אC2H2 3087
174 א אא אאא א א
71
אאAcetylene (C2H2 , 92.3 % C , 7.7 % H) אאאאאאאאKK1815א
אא 1892 א א א א، א א א K53 LK א
20,9٪אאאK1774אKאאא J218 Kאא
860אאK
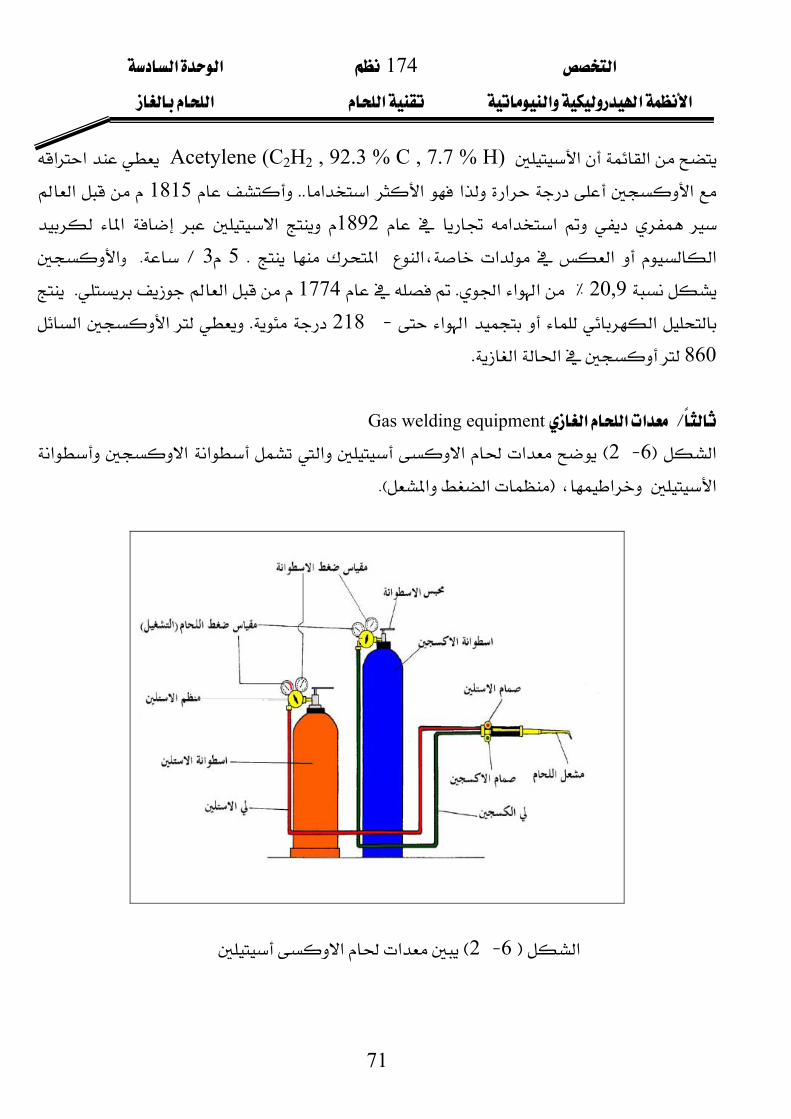
LאאאGas welding equipment אF6 J2Eאאאאאא
אא،FאאEK
אF6 J2Eאא

174 א אא אאא א א
72
אLאאCylinders אאאKאK
אאK אאFאEאא
אאאKאאא6001.5L2FatuEאא
،W،אא،אאאK
אF6 J3Eאאאא
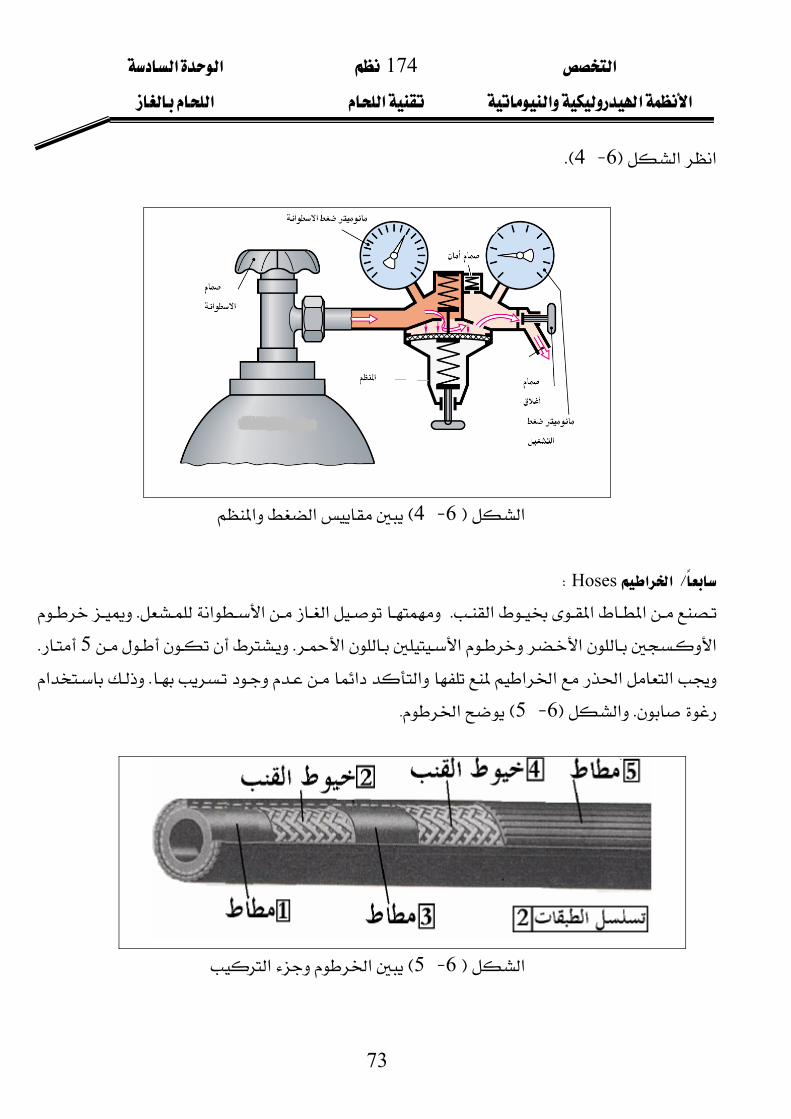
LאRegulatorW אאאאKK
LאPressure gaugeW אאאא،אK
174 א אא אאא א א
73
F6אא J4KE
אF6 J4Eאא
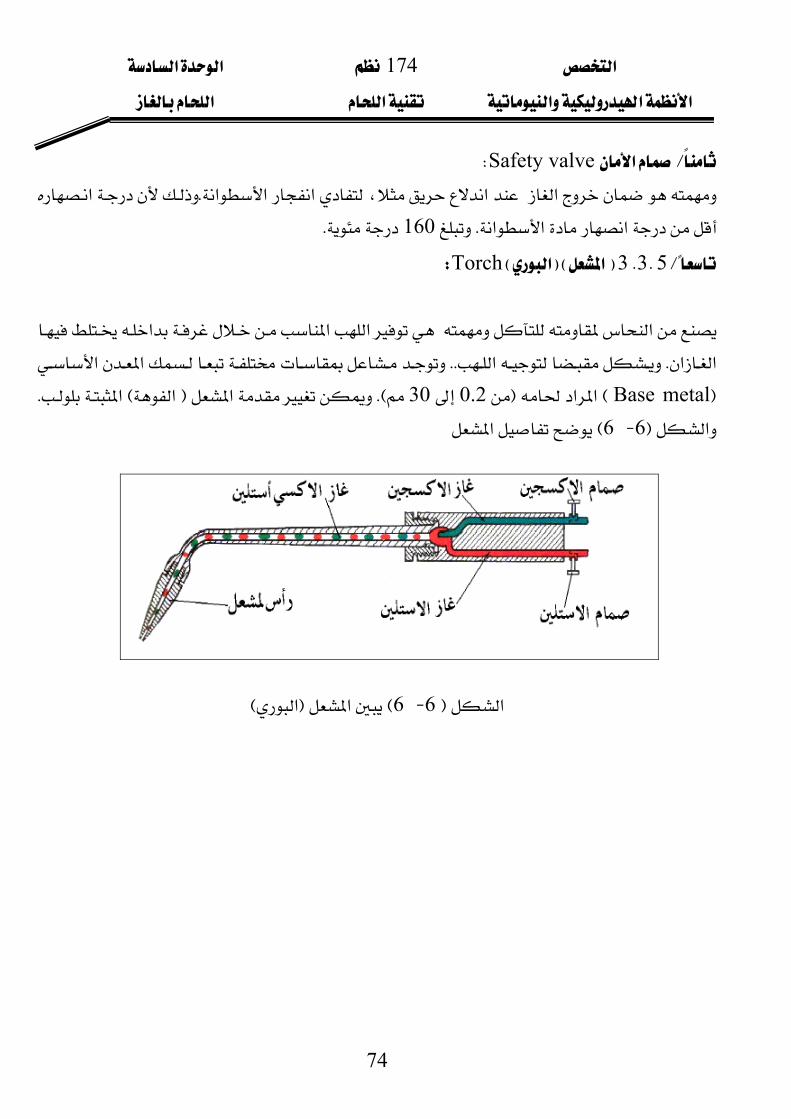
LאאHosesW
אאאKאאאKאאאאK5K
אאאאאאKאKאF6 J5EאK
אF6 J5Eאא
174 א אא אאא א א
74
LאSafety valveW אאא،אאKא
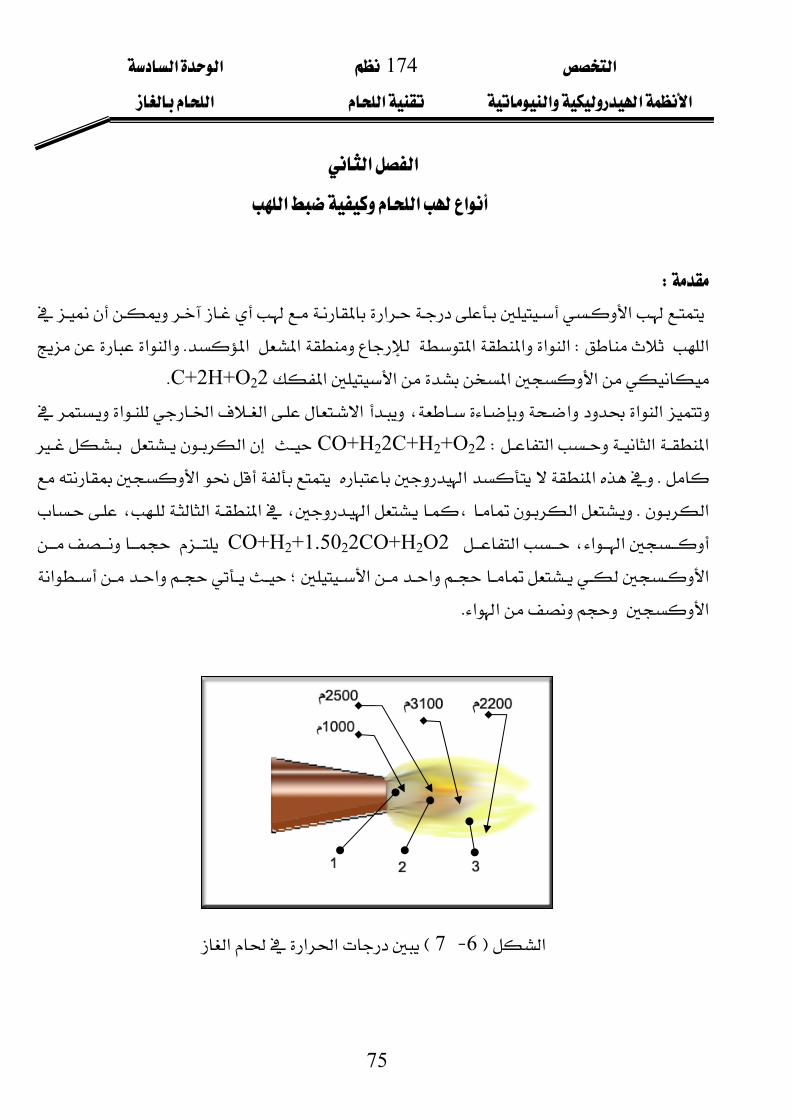
אאאK160K L5K3K3FאEFאETorchW
אאאאאאKאKKאא
FBase metalEאאF0.230KEאFאEאKאF6 J6Eא
אF6 J6EאFאE
174 א אא אאא א א
75
אא אאא
W
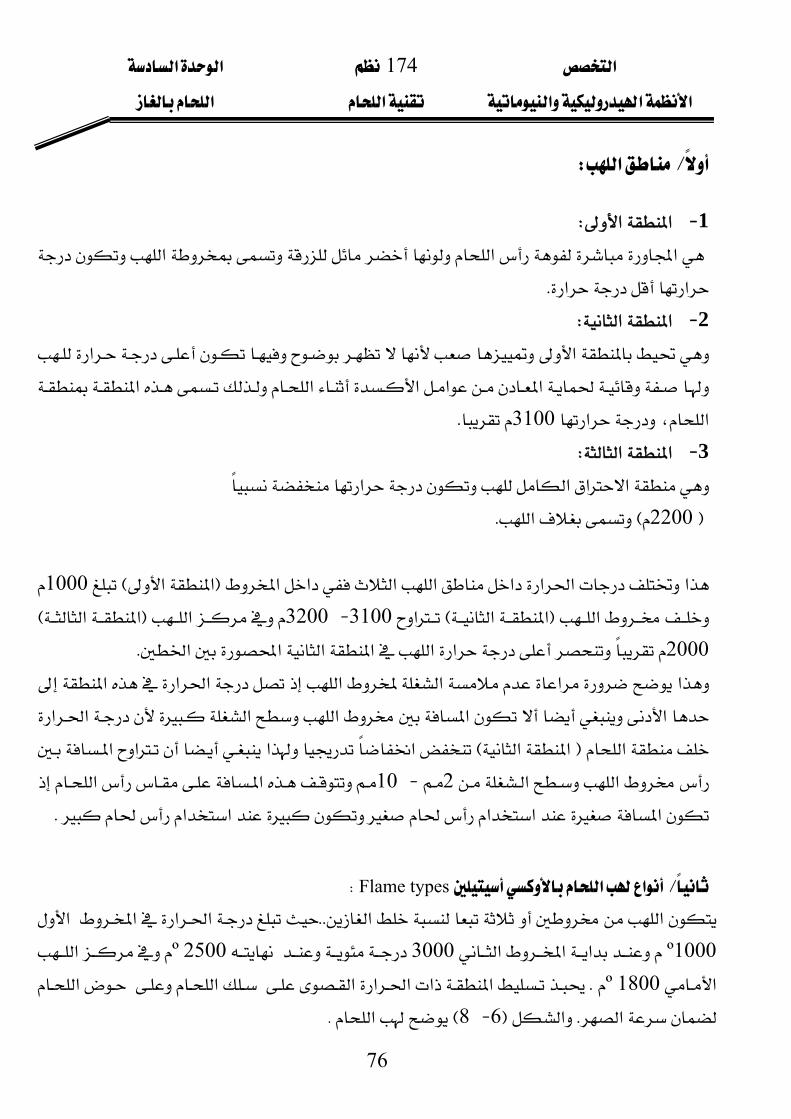
אאאWאאאאאאKאא
אאאא2C+2H+O2K
אאאאאאא،אאאW2CO+H22C+H2+O2א
KאאאאKא،אא،א،
א،אא2CO+H2+1.5022CO+H2Oאאאאא؛
אאאK
אF6 J7Eאאא
174 א אא אאא א א
76
LאW
1 JאאW אאא
אאK 2 JאאW
אאאאאאא
،אא3100K 3 JאאW
אאאא F2200EאK
אאאאאאאאFאאE1000
אFאאEא3100 J3200אFאאE2000אאאאאאK
אאאאאאאאאאאאא
אFאאEאאאאאא2 J10אא
אאאאאK
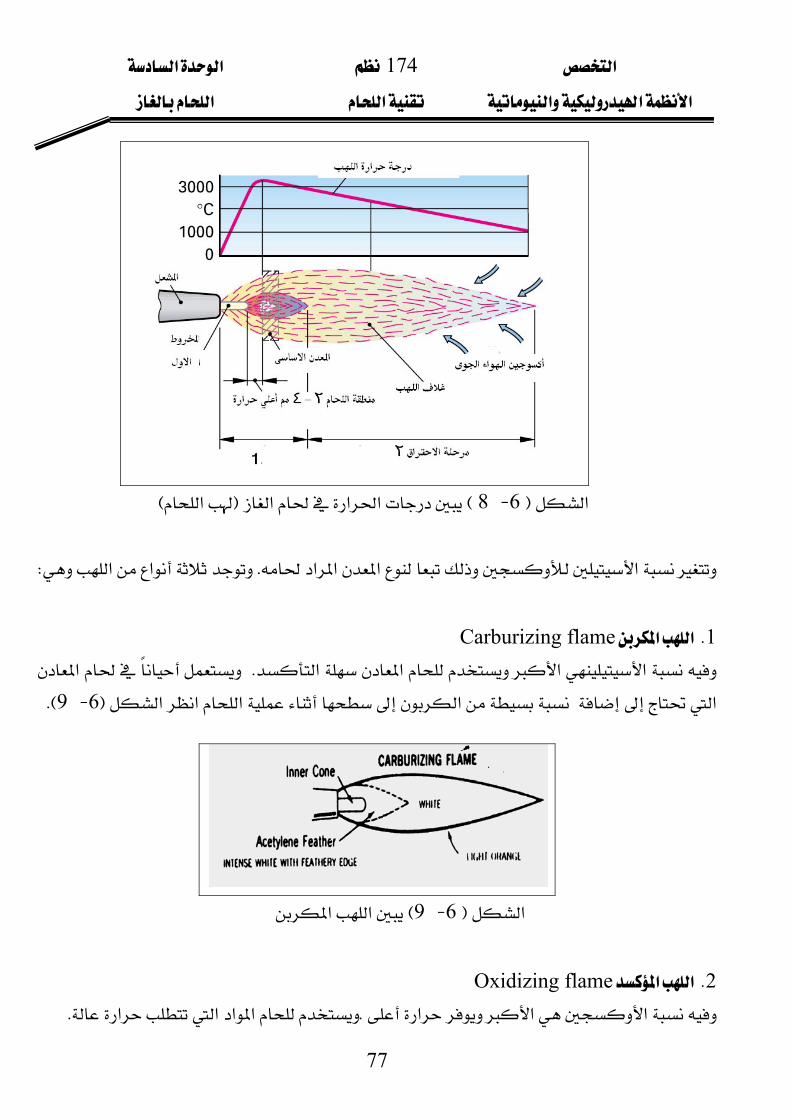
LאאFlame typesW אאKKאאאא
1000ºאאא30002500ºא1800אºKאאאאאאא
אKאF6 J8EאK
174 א אא אאא א א
77
אF6 J8EאאאFאE
אאאאKאאW
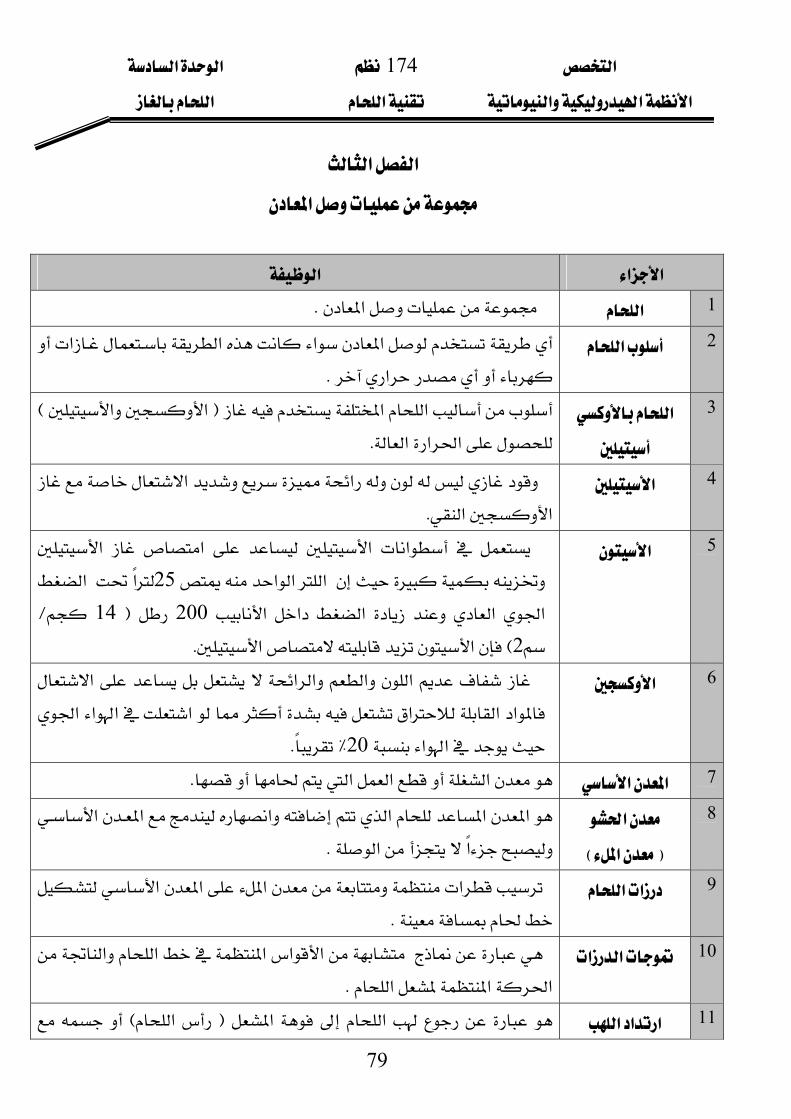
1KאאCarburizing flame
אאאאKאאאאאאF6 J9EK
אF6 J9Eאא
2KאאOxidizing flame
אאאKאאאאK

174 א אא אאא א א
78
אאאאאאאאאאאאאאאאK
אF6 J10EK
אF6 J10Eאא
3KאאNeutral flame אאאאאKאאא
אאאF6 J11EK
אF6 J11Eאא
LאW אא
אFEאאאFאEאאאאאאE
אאאאאאK
174 א אא אאא א א
79
אא א
אא א
1 א אK
2 א אאאאאK
3 א
אאFאאEאאאK
4 א אאאאK
5 א א א א א אאא25אא
א א א א 200א F14L2EאאK
6 א אאאאאאאאאאאא
אא20٪K
7 אא אאאK
8 אFאE
אאאאאאאאK
9 אא אאאאK
10אא אאאאאאאאK
11אאא א א Fא E
174 א אא אאא א א
80
אK
12אFאEאא
אאאאאאאאאאאאא
אK
13אא אאאאאאאאK
14א א א אאא אא
אאK
15אא אאאא אא אאאK
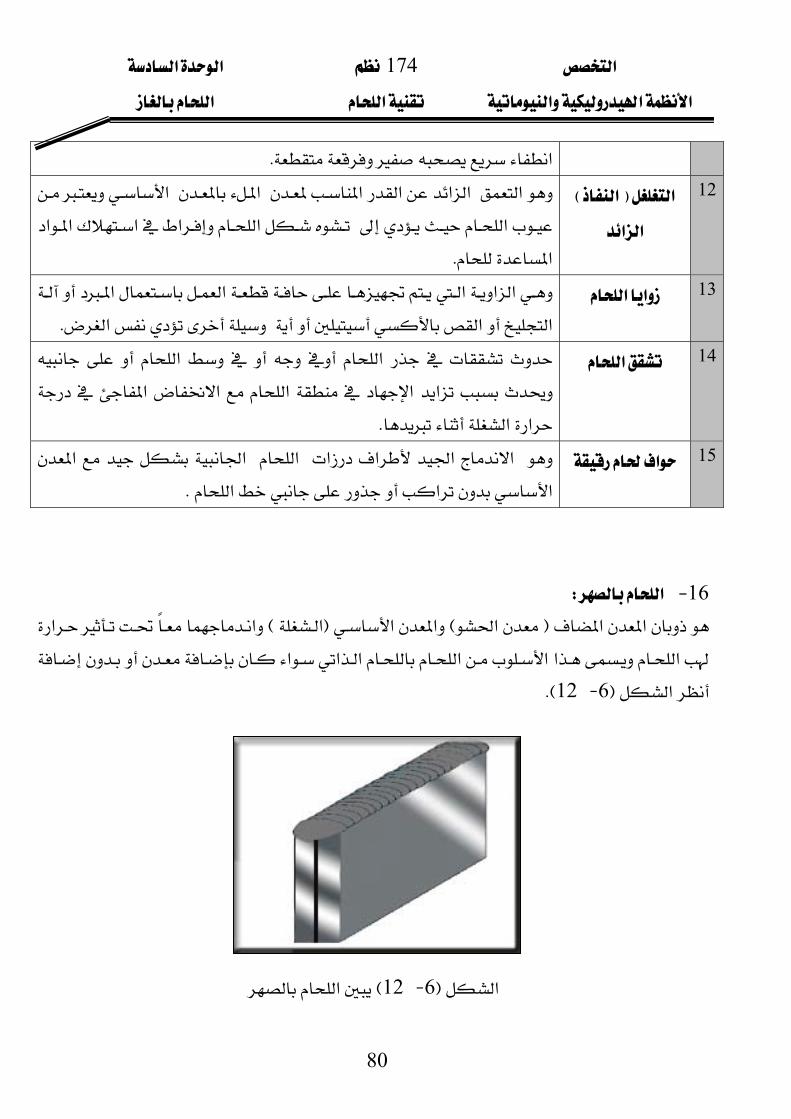
16 JאW
אאFאEאאFאEאאאאאאאאא
אF6 J12EK
אF6 J12Eא
174 א אא אאא א א
81
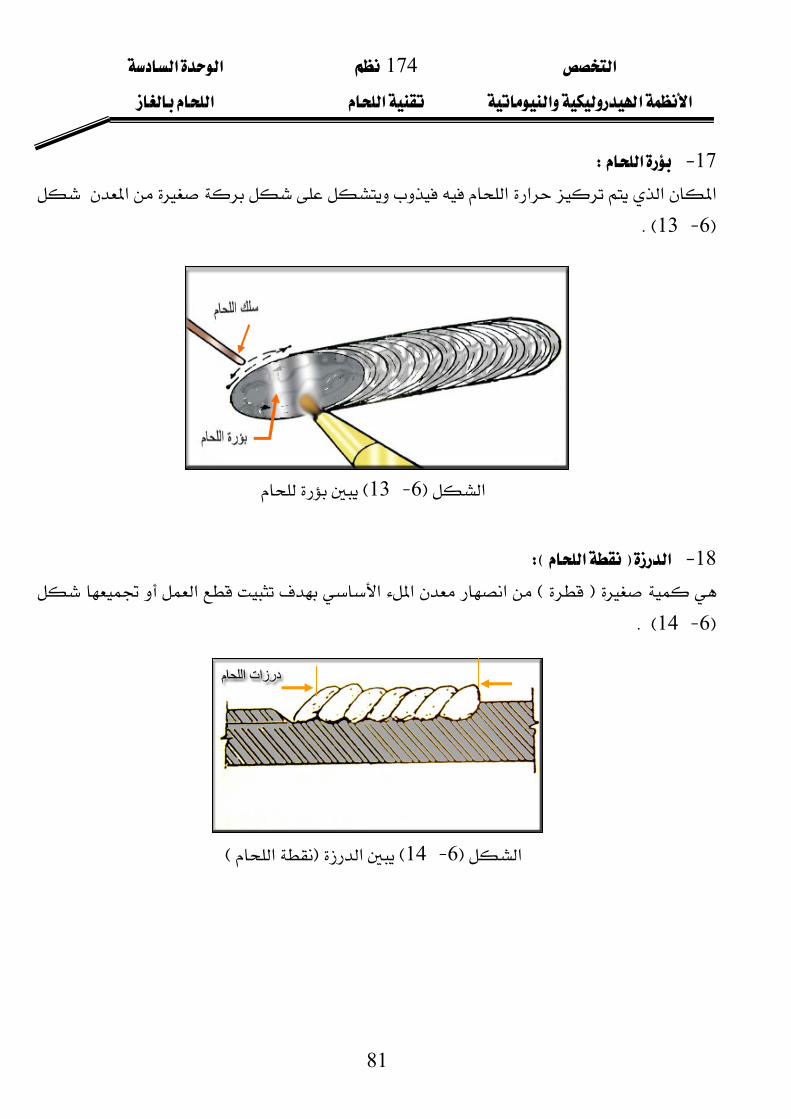
17 JאW אאאאא
F6 J13EK
אF6 J13E 18 JאFאWE
FEאאאאF6 J14EK
אF6 J14EאFאE

174 א אא אאא א א
82
19 JאW א א א א א א א K
אF6 J15EK
אF6 J15Eא 20 JאW
א א א א א א א F6 J16EK
אF6 J16Eא

174 א אא אאא א א
83
אאא אא
א א א א א،אא،אאא
אאאW 1 JאאK 2 JאאאK 3 JאFאKE 4 JאאK
WאאW אאאאאאא
אאאFאEאא،אאW
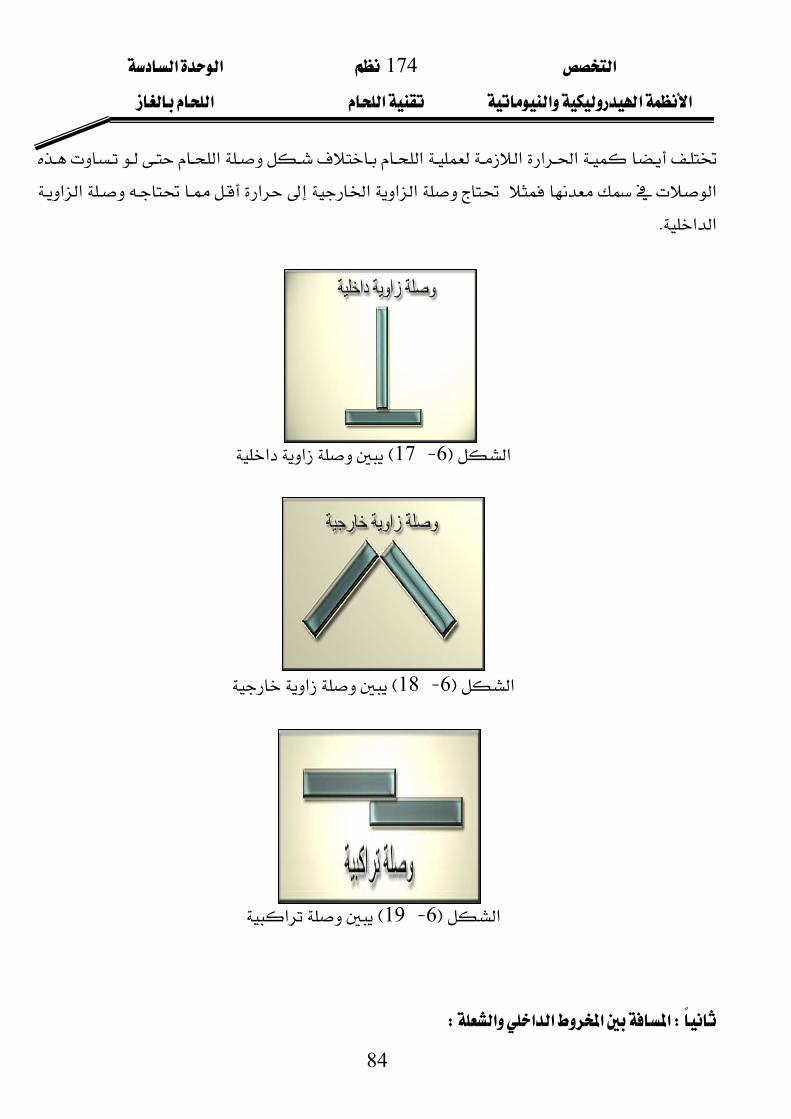
JאFאWE
אאאאאאאאאאא
אאאKאאאאאאK
אאאאאאאאK
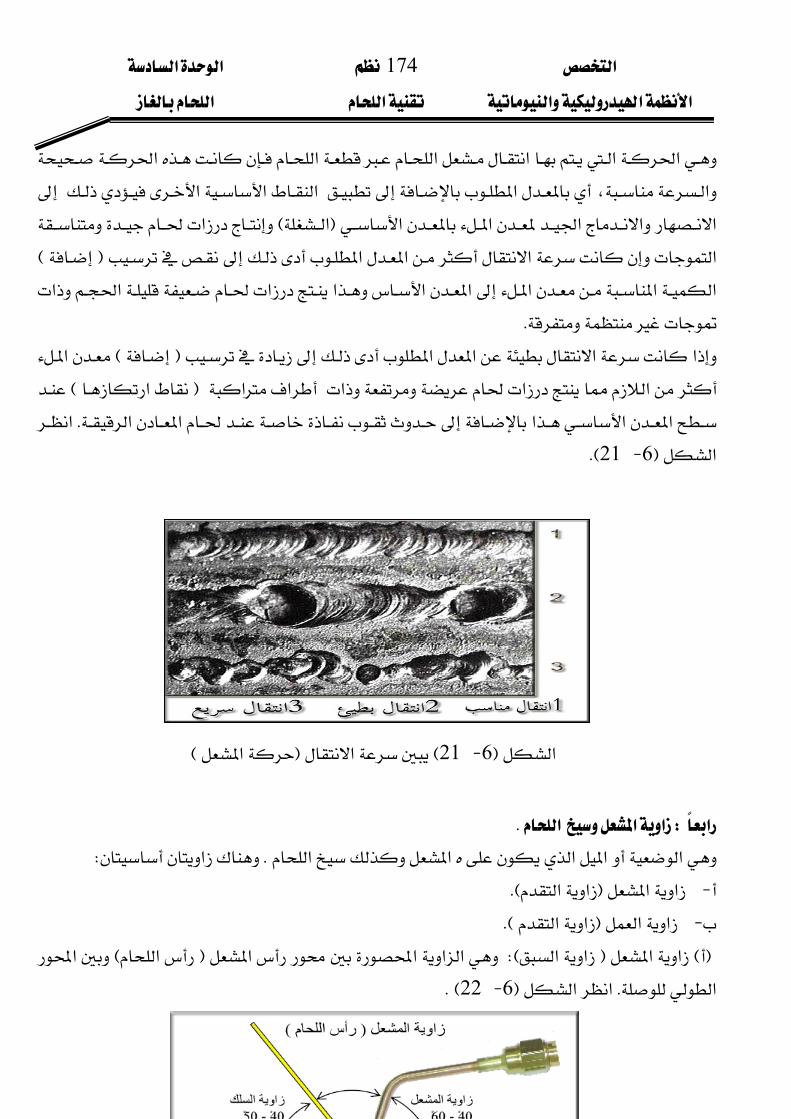
JאW
174 א אא אאא א א
84
אאאאאאאאאאאא
אאK
אF6 J17Eאא
אF6 J18Eא
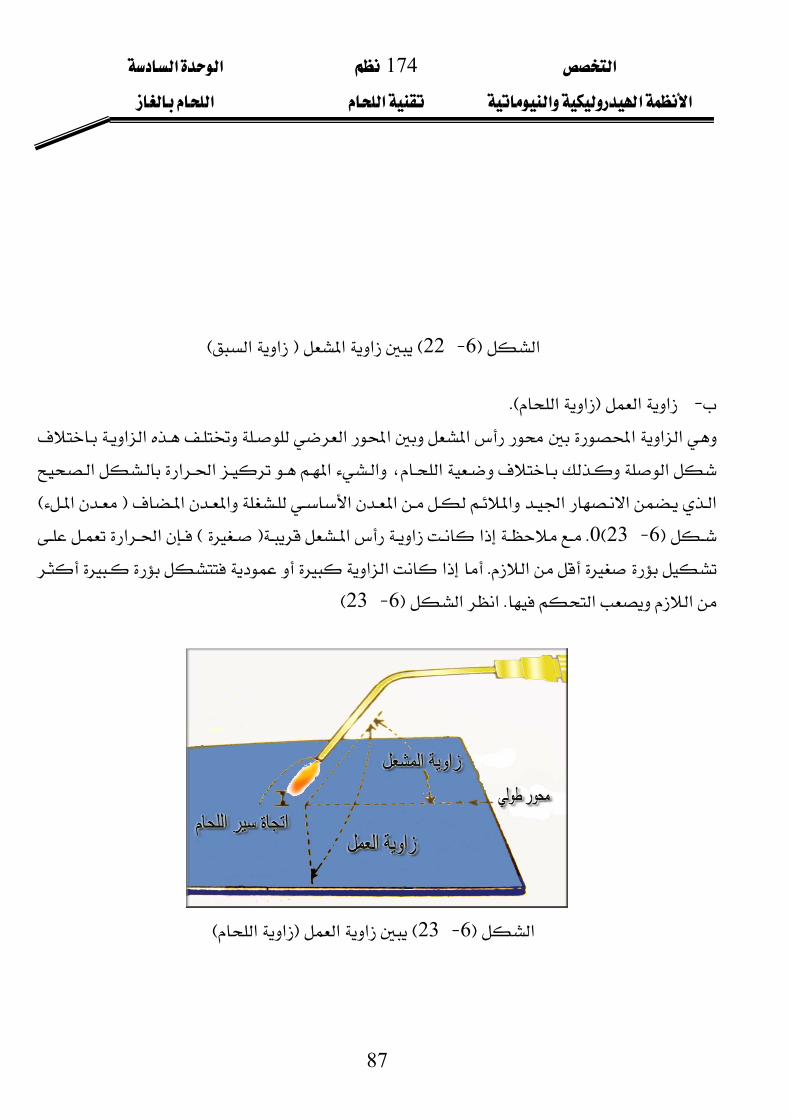
אF6 J19Eא
WאאאאאW

174 א אא אאא א א
85
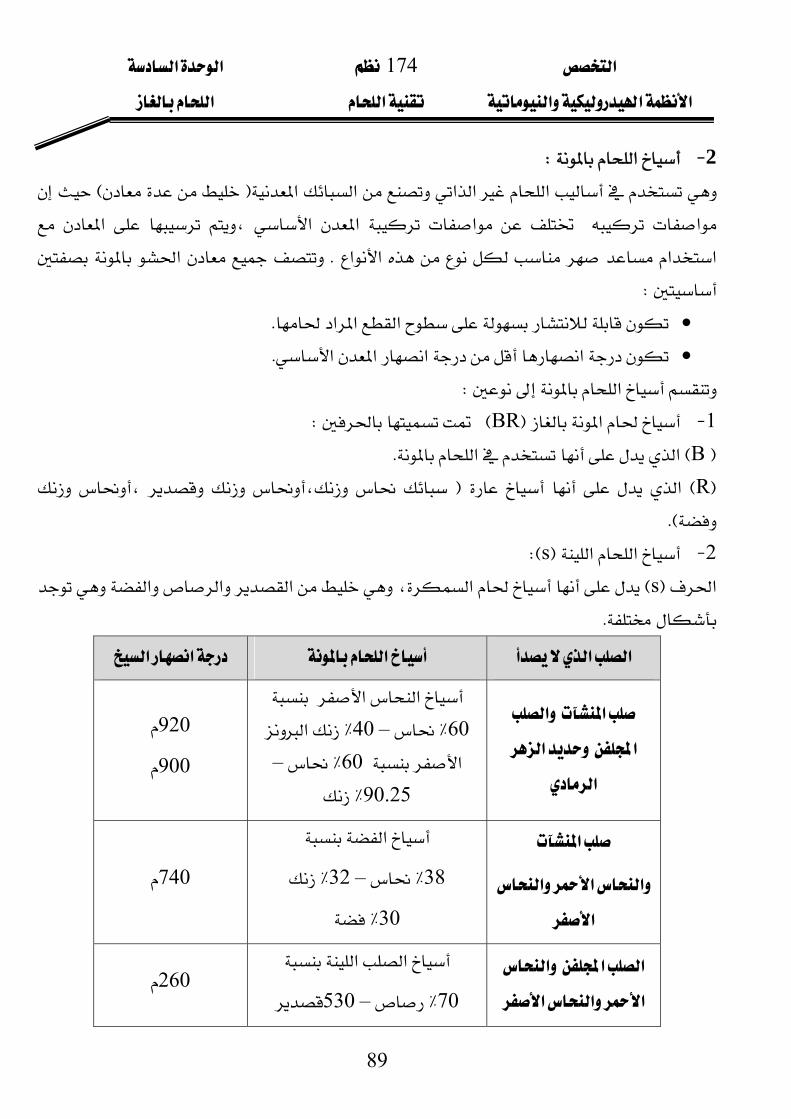
אאאאאאאא2W31אאא
אKאאF6 J20EK
אF6 J20Eאאאאא
W אאאאאF
אE
אאאאאאאאאK
אאאאאאאאאאא
אאאאK
WאFאWE
174 א אא אאא א א
86
אאאאאאא،אאאא
אאאאאFאEאאאאאFE
אאאאאאאאאK
אאאאFEאאאאאאFאE
אאאאאKאאF6 J21EK
אF6 J21EאFאE
אWאאאK אאאאאKאW
JאאFאאEK JאאFאאEK FEאאFאאWEאאאאFאEא
אKאאF6 J22EK
174 א אא אאא א א
87
אF6 J22EאאFאאE
JאאFאאEK אאאאאאאא
אא،אאאאאאאאאאאאאFאE
F6 J23E0KאאאFEאאאKאאא
אאKאאF6 J23E
אF6 J23EאאFאאE

174 א אא אאא א א
88
אא א
LאW אFאEאאאא
אאאאא،KאאאW
אK FKE
LאW
אאאW 1 JאאFGREאW FGEאK FREK
א א א א א אאא،אK
אאאאW א אא א א
א 1400 J1600
אא
אא
1100–1300
א
א 660
א 880 J920
174 א אא אאא א א
89
2 JאW אאאאאFE
א ، א א א אאאאא K א
W אאאK אאאאK
אW 1 JאFBREW FBEאאK FR E א F، ،
KE 2 JאאFsWE
אFsE،אאאאK
אא א אא
אאאא
א
אא60٪–40٪א
60א٪–90.25٪
920
900
א אאא
א
א
38٪–32٪
30٪
740
אאאאאא
אא
70٪–530 260
174 א אא אאא א א
90
LאאFFEW
אאאאאאא،אאאFFEאאאאאא
Wאאאא،אאאאאאאאאW
1 JאאאאאK 2 Jאאאאא
אK 3 JאאאאאאFא–אKE 4 JאאאאK
אאאאאאF6 J24EK
אF6 J24EאאFFE
אא
אא
א
א
7
174 א אא אאא א א
91
אאW
אא،אאאאK
אאW
אאאאW אאK
א
אאאK
אK
אאאWאאא85٪
אאW
אאW
אאאאאK
אאW אK
174 א אא אאא א א
92
אא אאDestructive testing methods
אאאKאא
אאKאאאBS2633אASME 9אW،א،א،אאK
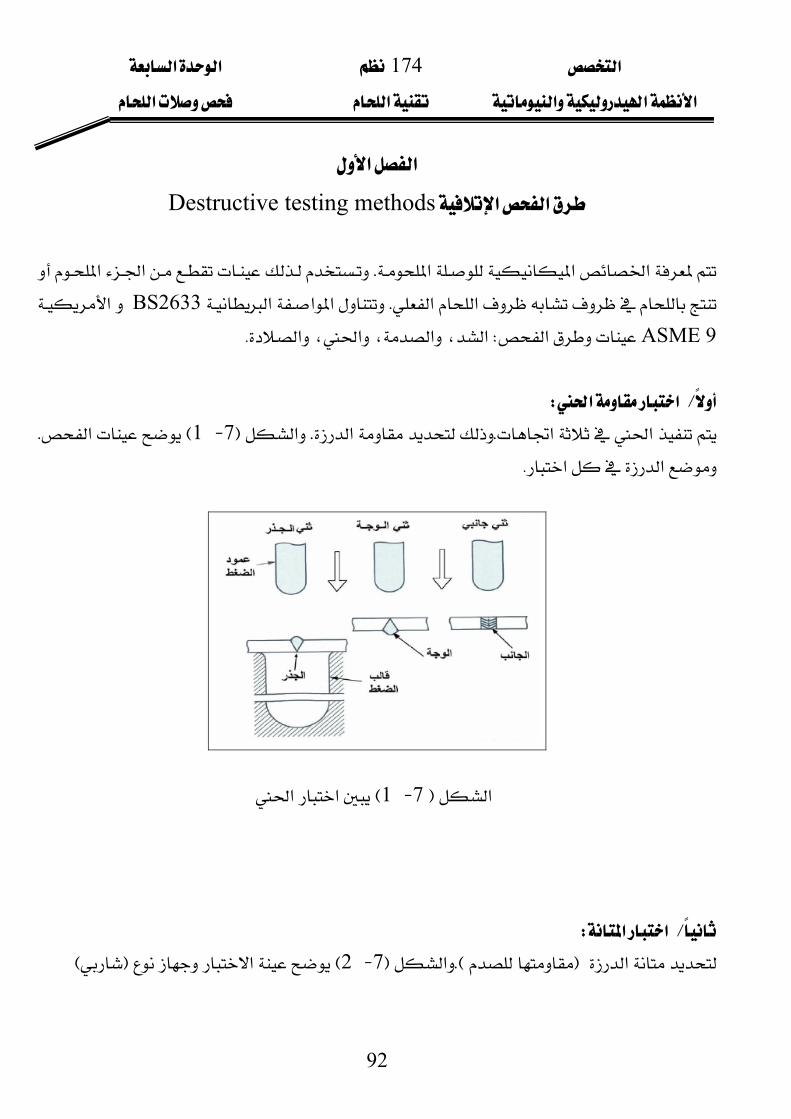
LאאW אאKאKאF7 J1EאK
אאK
אF7 J1Eאא
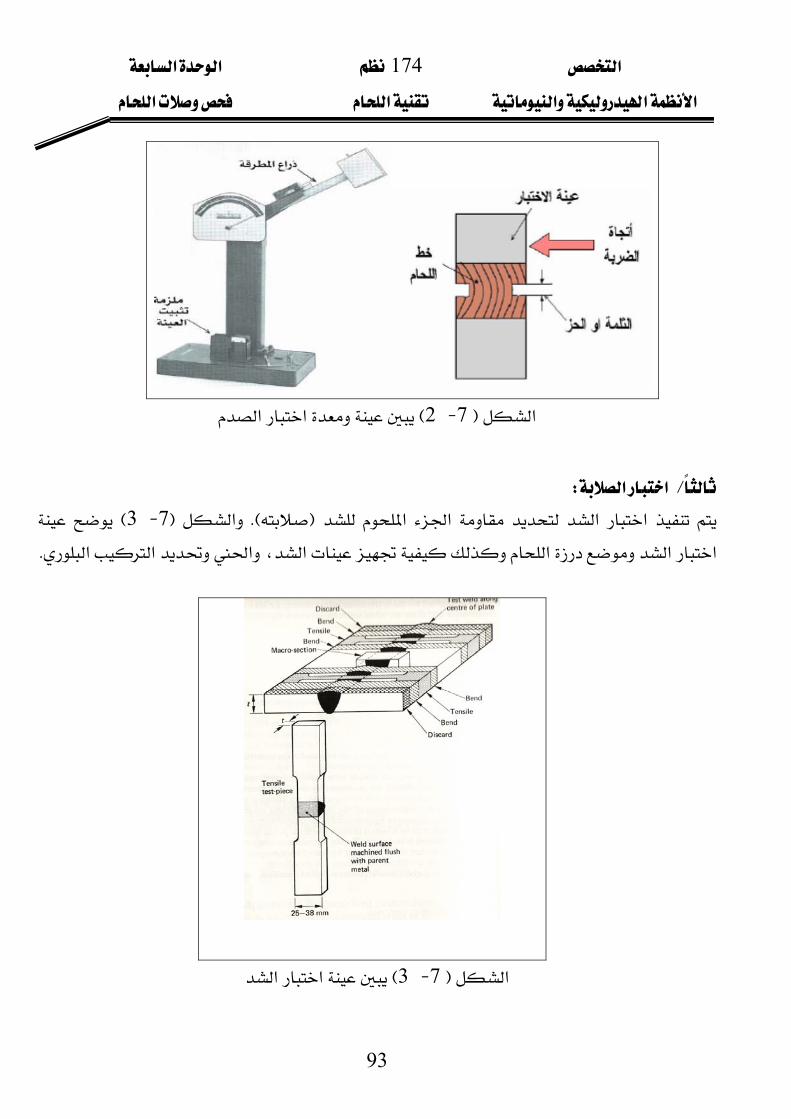
LאאW אFEKאF7 J2EאFE
174 א אא אאא א א
93
אF7 J2Eאא
LאאW
א א א א F KE אF7 J3 E אאא،אאאאK
אF7 J3Eאא
174 א אא אאא א א
94
אא אא Non – destructive testing methods
،אאאאא،אא
אאאFUltra SonicE،אFX – RayEאFMagnet FieldEאאFDye penterantEKא
אאאאאאאאK
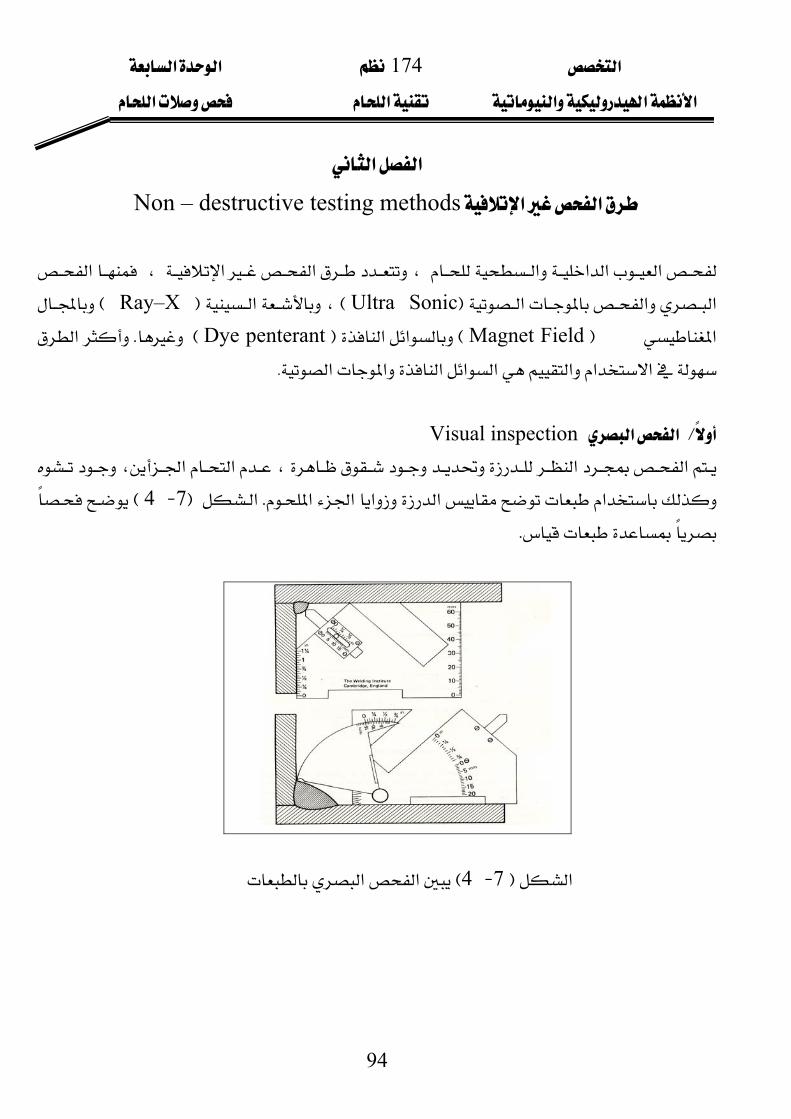
LאאVisual inspection א،אאא،
אאאאאKאF7 J4EK
אF7 J4Eאא
174 א אא אאא א א
95
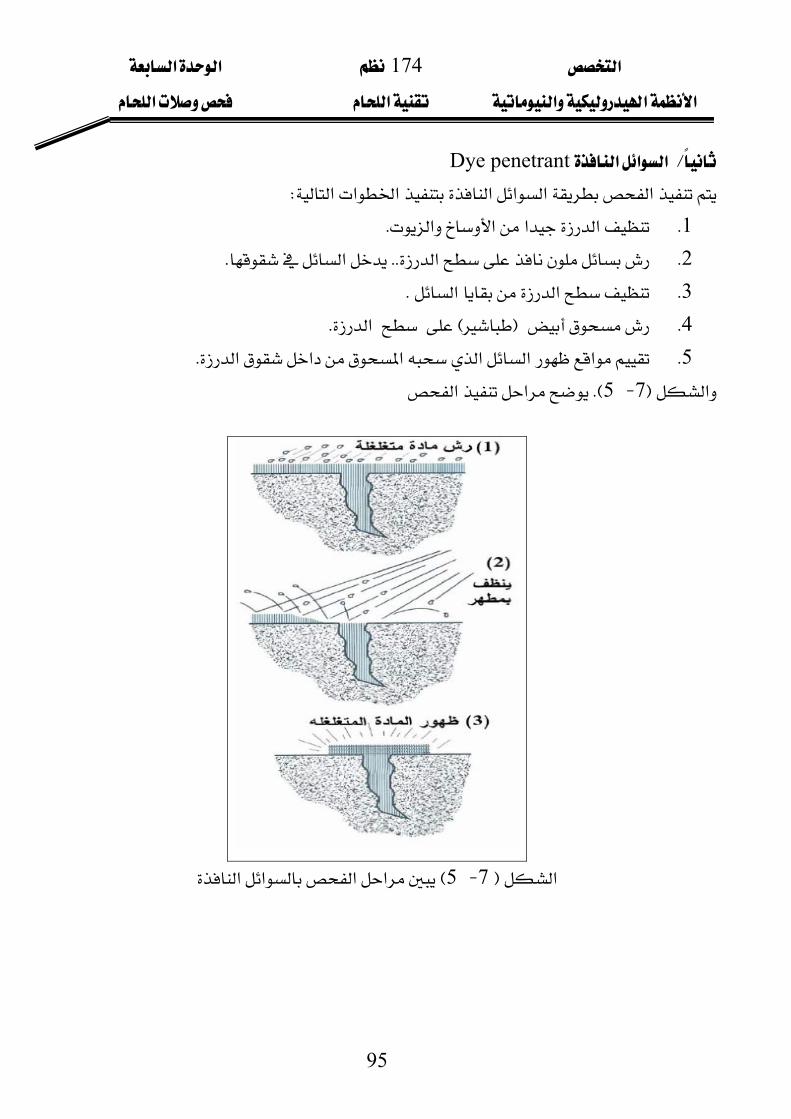
LאאאDye penetrant אאאאאאאW
1K אאאאK 2K אKKאK
3K אאK
4K FEאK
5K אאאאאאK
אF7 J5KEאא
אF7 J5Eאאאא
174 א אא אאא א א
96
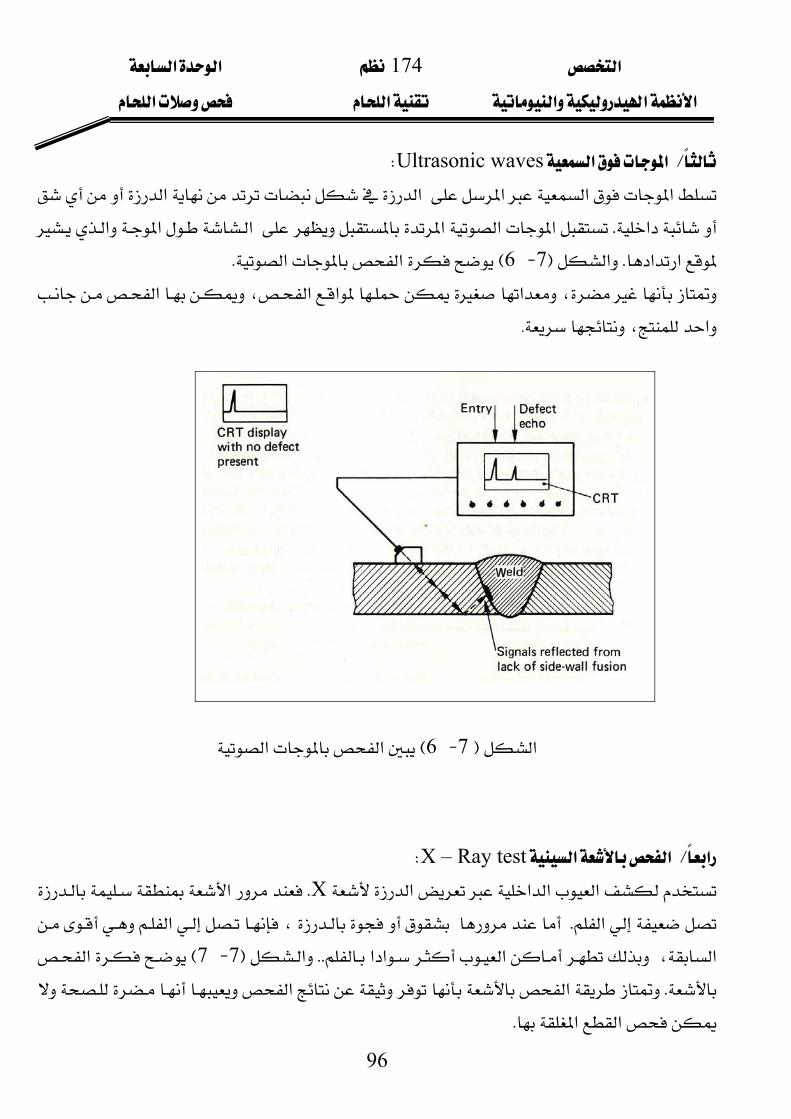
LאאUltrasonic wavesW אאאאא
אKאאאאאאאאKאF7 J6EאאK
،،אאאא،אK
אF7 J6Eאא
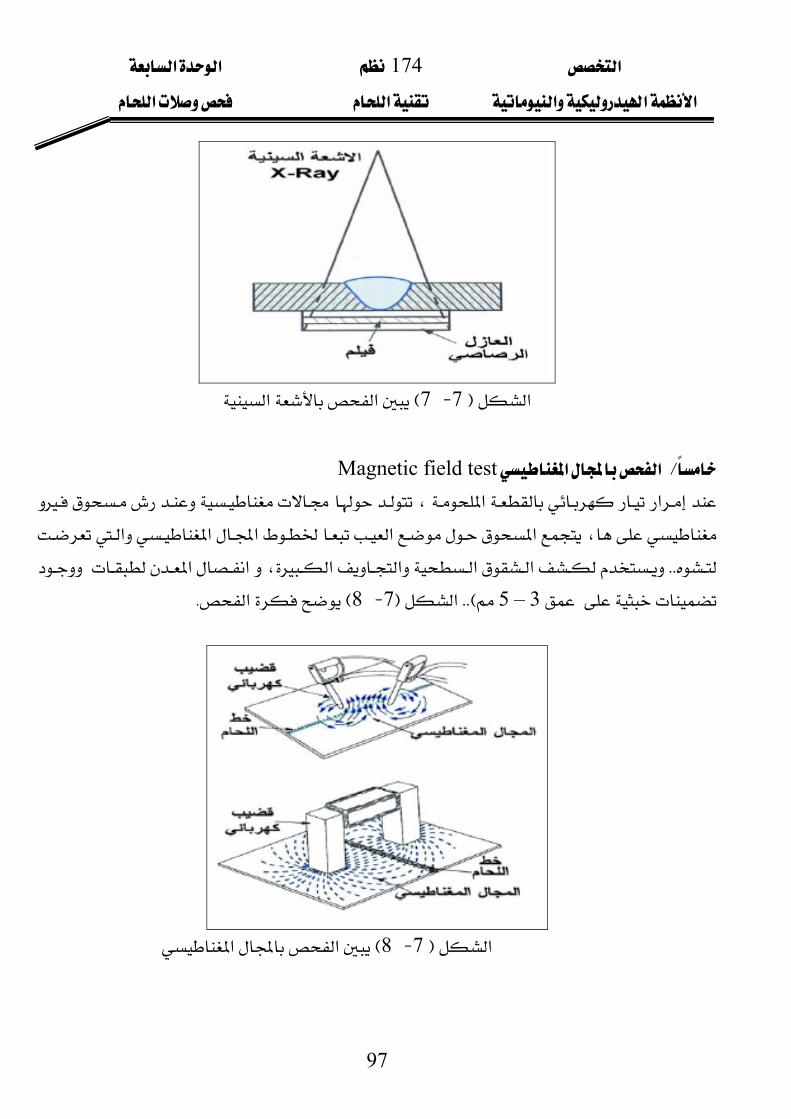
אLאאX – Ray testW אאאאXKא
אK،א،אאאאKKאF7 J7Eא
KאאאאK
174 א אא אאא א א
97
אF7 J7Eאא
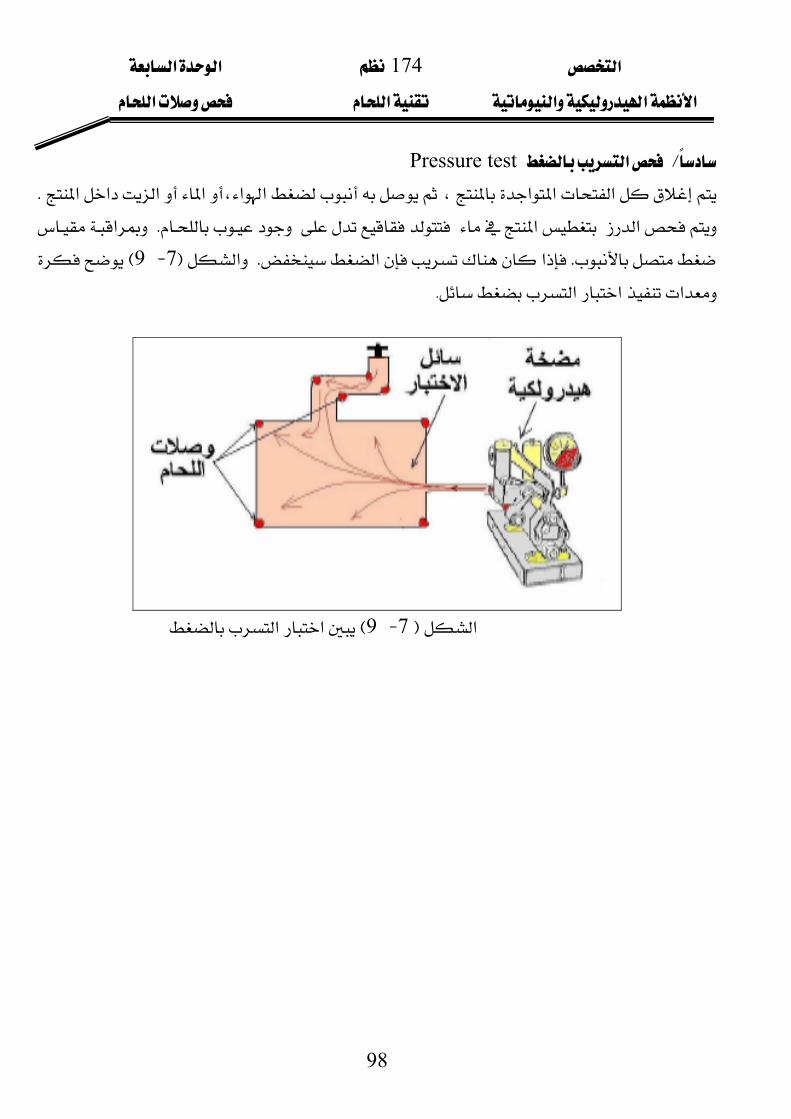
LאאMagnetic field test
،אאאאא،אא
KKאא،אאאא3–5KKEאF7 J8EאK
אF7 J8Eאא
174 א אא אאא א א
98
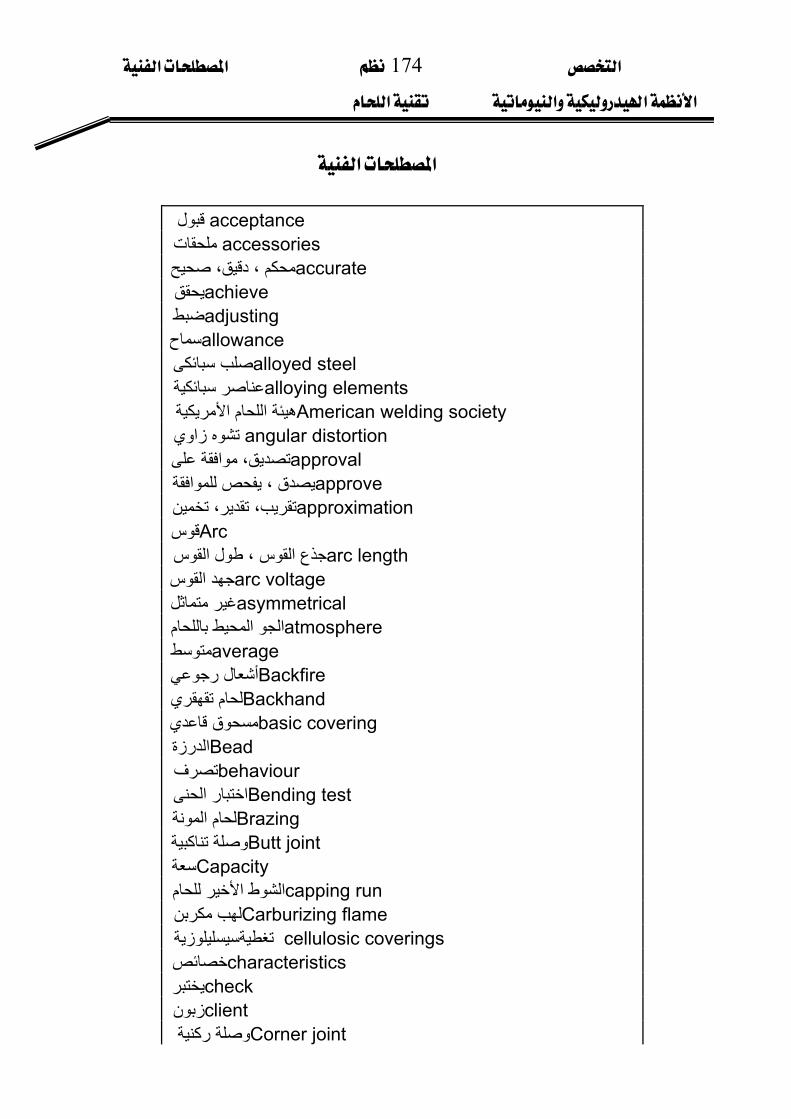
LאPressure test
،אא،אאאאאאאKאאKא
KאאKאF7 J9EאאאK
אF7 J9Eאא
174 א
אאא א
אא
אא
acceptance قبول accessories ملحقات
accurate محكم ، دقيق، صحيحachieve يحقق adjusting ضبط allowance سماح
alloyed steel صلب سبائكى alloying elements عناصر سبائكية
American welding society ألمريكيةة اللحام ائهي angular distortion تشوه زاوي
approval على تصديق، موافقةapprove يصدق ، يفحص للموافقة
approximation تقريب، تقدير، تخمينArc قوس
arc length جذع القوس ، طول القوس arc voltage جهد القوسasymmetrical غير متماثل
atmosphere الجو المحيط باللحامaverage متوسط
Backfire أشعال رجوعيBackhand لحام تقهقري
basic covering مسحوق قاعديBead الدرزةbehaviour تصرف
Bending test اختبار الحنى Brazing لحام المونة
Butt joint وصلة تناآبيةCapacity سعة
capping run لحاملالشوط األخيرCarburizing flame لهب مكربن
cellulosic coverings تغطيةسيسليلوزية characteristics خصائص
check يختبرclient زبون
Corner joint وصلة رآنية
174 א
אאא א
אא
cold pressure welding الباردعلى لحام بالضغط composition ترآيبconcentration ترآيز constituents مكونات
contamination تضمينات، شوائب contraction انكماش
Cracks شقوقcrater حفرةcross section مقطع
current supply امداد بالتيار Cylinder أسطوانة
De-oxidation اختزالdepth عمق
Destructive testing الفحص االتالفىDirect polarity شرةقطبية غير مبا
Dye penetrant سوائل نافذة Edge joint وصلة طرفيةedge preparation تجهيز الحوافElectric arc قوس آهربائيElectric resistance مقاومة آهربائية
Electrode قطبelectrode efficiency اإللكترود آفاءة
essential parameters مقومات مهمةexpansion تمدد
final run الشوط النهائى Filler سلك اللحام ، مادة الحشو
Filling runs أشواط تعبئةfixed ثابت، محدد
Flame لهبflame cone مخروط اللهب
Flame core قلب اللهب Flame cutting قطع باللهب Flash welding لحام ومضيflashing back خلفيومض
Flat سفليflow of current سريان التيار
Forehand لحام تقدمي
174 א
אאא א
אא
formula قانونfracture آسر
Friction welding لحام أحتكاآي Fusion welding لحام حراري
gap ن، ثغرةيمسافة بين شئGas igniter مشعل الغاز
generator مولد Hardness test ختبار الصالدةا
heat distribution توزع الحرارة heat input ،دخال حرارةإتسخين
heat source مصدر الحرارةhigh frequency تردد عال
Horizontal أفقيHose خرطوم
Hose clips ماسكات الخرطومhot pressure welding ى الساخنلحام بالضغط عل
Impact test ختبار الصدماimprovement تحسين ، تطوير
indirect polarity قطبية مباشرة induction heating تسخين بتيار حثي
Inert gas غاز خامل Influence تأثيرInlet مدخلInspection فحص Inversely عكسيا
inverter مغير تيار
keyholing فتح ثقب باللحام killed steel صلب مخمد
lap joint وصلة تراآبيةleakage تسرب
light fabrication أنشاءات خفيفة limitations حدود
Load حملlongitudinal expansion تمدد طولى
Magnetic field مجال مغناطيسىMetal inert gas Arc welding MIG ينصهر وغاز خاملبإلكترود لحام

174 א
אאא א
אא
mild steel صلب طريMixing chamber حيز الخلط Neutral flame لهب متعادل
Non - destructive testing فحص غير اتالفى Nozzle فوهة Occur يحدث
Orifice فوهةOutlet مخرجOutlet مخرج
Overhead لحام سقفي Oxidizing flame لهب مؤآسد
parent metal المعدن المجاور passage of electricity الكهرباء مرور
Phase طورPin holes مسامات
Porosity فجوات غازية power source مصدر الطاقة
preheating تسخين أولىPressure gauge مقياس الضغظ
pressure vessels خزانات ضغط pridect قعتنبأ، تو procedure تسلسل تنفيذprotection حماية
Protective cap غطاء حماية purpose غرض
rapidly developing متطور بسرعة Rays أشعة
rectifier مقوم ، معدل التيار regulator منظم
requirements متطلبات residual stresses اجهادات متبقيةresponse تفاعل، رد فعل
root run شوط الجذر rutile coverings أآسيد تيتانيوم( تغطية روتيلية)
Salg inclusions تضمينات خبثية sample عينة
seam welding مستمر(لحام شريطي)
174 א
אאא א
אא
shematic diagram رسم بيانىShielded Arc welding مغلفبإلكترود لحام
shrinkage انكماش ، تقلص Slag خبث
Slot حز
Soldering ةلحام السمكرSpanner مفتاح ربط
Splash of metal ن رذاذ المعد-شاش ر Spot welding النقطة (لحام البقعة
straightening استعدال ، تقويمstress concentration تمرآز االجهادات
Submerged Arc welding لحام القوس المغمورة supplying مدادإلا symmetrical متماثل
T- Jo وصلة حرف Tensile test اختبار الشد
termination ،بعادأإزالة، قص thermal conductivity الموصلية الحرارية
Thermit welding لحام الثرميتthershold حد أقصى
tool steel صلب سبائكى(صلب العددTorch بوري(مشعل transverse shrinkage انكماش عرضي
Tungesten Arc welding TIG تنجستنبإلكترود لحام
Ultra Sonic فوق سمعىUltrasonic testing ختبار بالموجات فوق السمعيةأا
Underbead cracks شقوق داخلية Undercut قص جزئي
vacuum chamber فة تفريغ الهواءغر Valve صمام ventilation تهوية Vertical رأسي
Visual inspection يالنظر( فحص بصريWeld pool حوض اللحام
Weld quality جودة اللحام

174 א
אאא א
אא
Weldability قابلية اللحامWelding لحام
welding defects عيوب اللحامwelding positions حامللأوضاع ا
Welding technique األسلوب الفني للحامWorking pressure ضغط التشغيل

174 א
אאא א
אא
אא
1E ،אKאאא،אא،،1987 2E ،אא،،אאא1978אK 3E ،،אKKא،אא
א،1982אK
4E אאאא Jא،אאא،א،א2008
5E א–אאאא،א،א،א1428
6E Welding principles and applications, Larry Jeffus, 4th edition, Delmar
publisherUSA, 1999. 7E Welding Engineering,R.L. Agrawal, Khanna publisher, Delhi, 1985.
8E Practical welding, S. Gibson, Mcmillan press, London, 1994
9E Principles of welding , L. M. Gourd, thitd edition, Edward Arnold,
1995, London
10E Work shop Technology, part 3, W.A.J. Chapman, 3rd Edition, Arnold, 1986
174 א
אאא א
א
א
א אא
אאWא א 2
אא 12
אאא 16
אאאאא 18
אאWאא
אא 22 אאא 25
אאWא
א 40
אא43 א
אאאWא
א 51
אאאא 54
174 א
אאא א
א
אאWאא אא 65
אאWא א70 א
אאא 75 א 79
א 83 א 88
אאWא אא 92
אא 94 אא 99
אא 105א