- · pdf filedevreye alma, ayar ... •eksiksiz bilgi ile üretime giren yeni...
TRANSCRIPT

www.lean.org.tr

• Mühendislik eğitimi
• 30+ yıl profesyonel hayat
• Yalın Enstitü Türkiye Genel Sekreteri
• 50 den fazla firma için proje yöneticisi
• Farklı sektörler
– Tekstil
– Otomotiv
– Gıda
– Diğer imalat
– Lojistik
– Sağlık
– Diğer hizmet
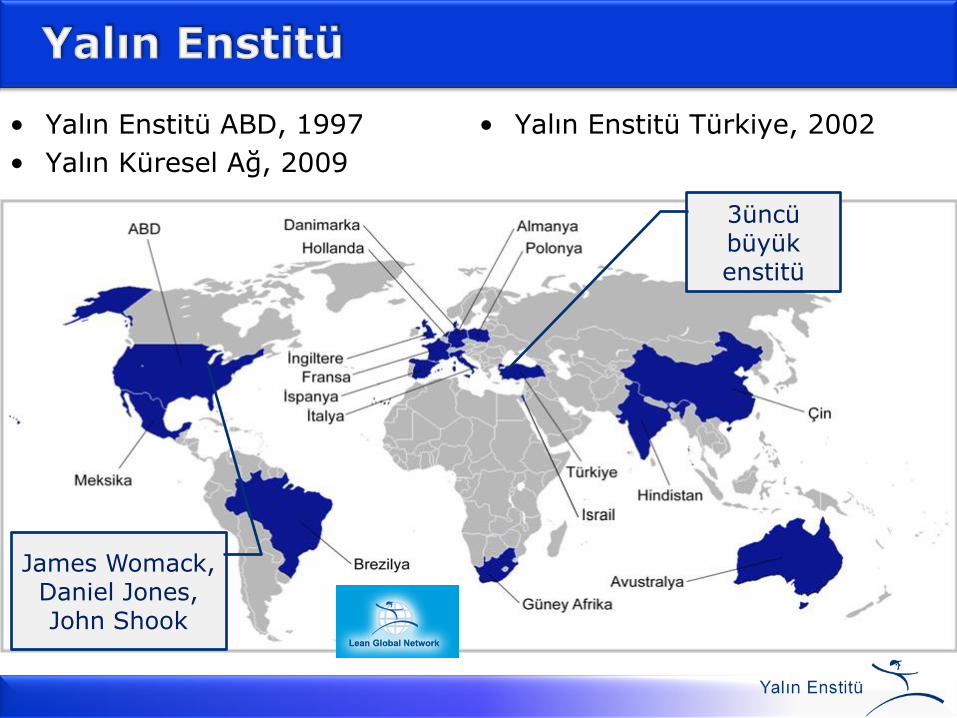
• Yalın Enstitü ABD, 1997
• Yalın Küresel Ağ, 2009
• Yalın Enstitü Türkiye, 2002
3üncü büyük enstitü
James Womack, Daniel Jones, John Shook

•Yayınlar
•Eğitim
•Konferans- Seminer
•Uygulama Desteği
•Ziyaretler
•Yalın Denetim
•Enerji Verimliliği Projeleri
www.lean.org.tr

Marka ve İnovasyon
• Müşteri için değere odaklanmak
• Mükemmellik tutkusu
• Sağlam operasyonel süreçler
• Karmaşıklığı yönetmek
• Fonksiyonlar arası işbirliği
operasyonel süreçler
marka inovasyon
• DEĞER
– Müşterinin beklentilerini karşılamak üzere, üründe bir dönüşüm yaratan iş
• İSRAF
– Ürüne değer katmak için mutlaka gerekli olan asgari miktardaki kaynaklar dışındaki her şey
– Müşterinin bedelini ödemek istemediği maliyetleri yaratan işler

• Belli bir çıktıyı elde etmek için kullanılan kaynak miktarı
– Makine
– İnsan
– Ham madde
– Enerji
– Para
– ….. Hedef: AZLA ÇOĞU ELDE ETMEK
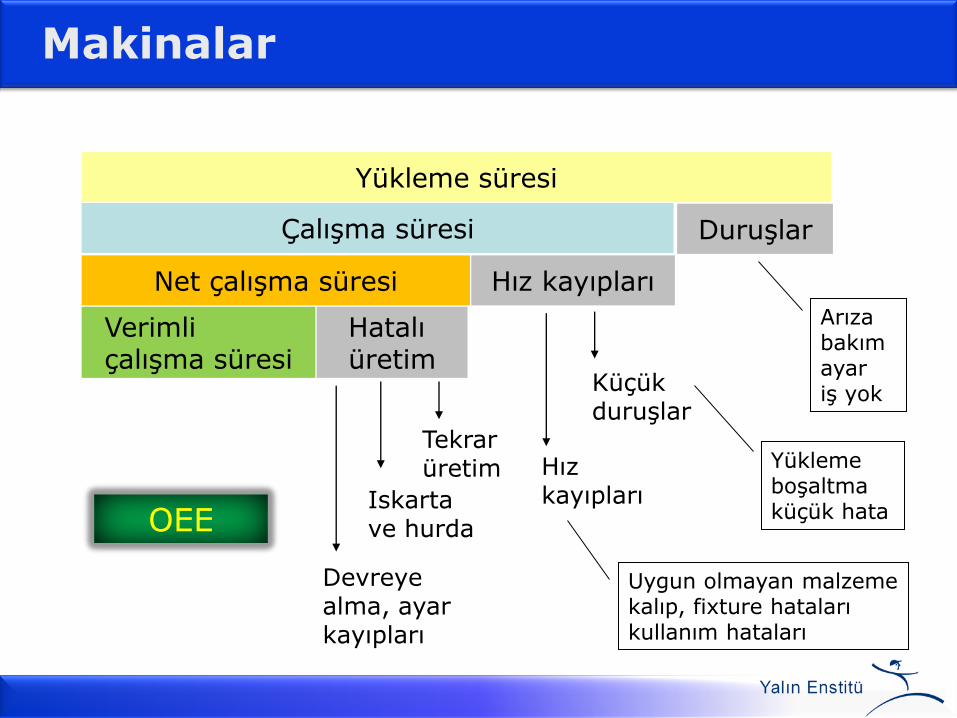
Makinalar
Yükleme süresi
Çalışma süresi Duruşlar
Net çalışma süresi Hız kayıpları
Verimli çalışma süresi
Hatalı üretim
Küçük duruşlar
Hız kayıpları
Tekrar üretim
Devreye alma, ayar kayıpları
Arıza bakım ayar iş yok
Yükleme boşaltma küçük hata
Uygun olmayan malzeme kalıp, fixture hataları kullanım hataları
OEE Iskarta ve hurda

İnsanlar
Toplam teorik iş saati + fazla mesai süresi
Çalışma süresi Beklemeler
Standart süre Zaman kayıpları
Değer yaratan süre
Metod verimsizliği Hatalar
Tamirler Arama Tanımsız iş Beceri
El aletleri Yerleşim İş sırası Hat dengeleme kaybı
Yönetim verimsizliği
Makine problemleri İş yok Malzeme yok Devamsızlık İş kazası
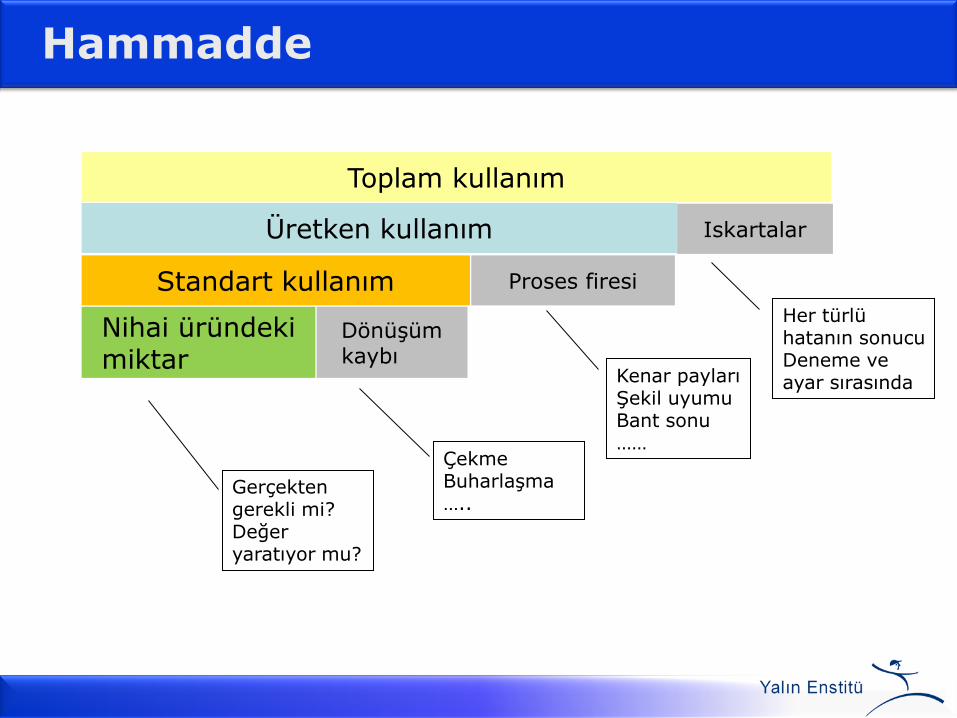
Hammadde
Toplam kullanım
Üretken kullanım Iskartalar
Standart kullanım Proses firesi
Nihai üründeki miktar
Dönüşüm kaybı
Her türlü hatanın sonucu Deneme ve ayar sırasında Kenar payları
Şekil uyumu Bant sonu ……
Çekme Buharlaşma …..
Gerçekten gerekli mi? Değer yaratıyor mu?
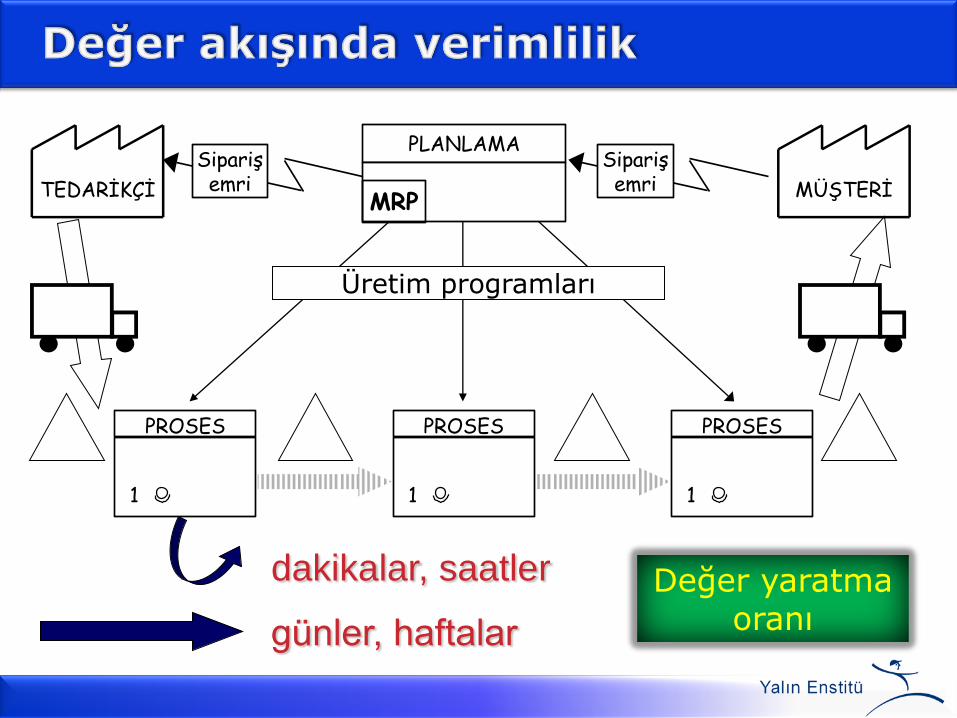
MÜŞTERİTEDARİKÇİ
Siparişemri
Siparişemri
PROSES
1
PROSES
1
PROSES
1
Üretim programları
PLANLAMA
MRP
dakikalar, saatler
günler, haftalar
Değer yaratma oranı
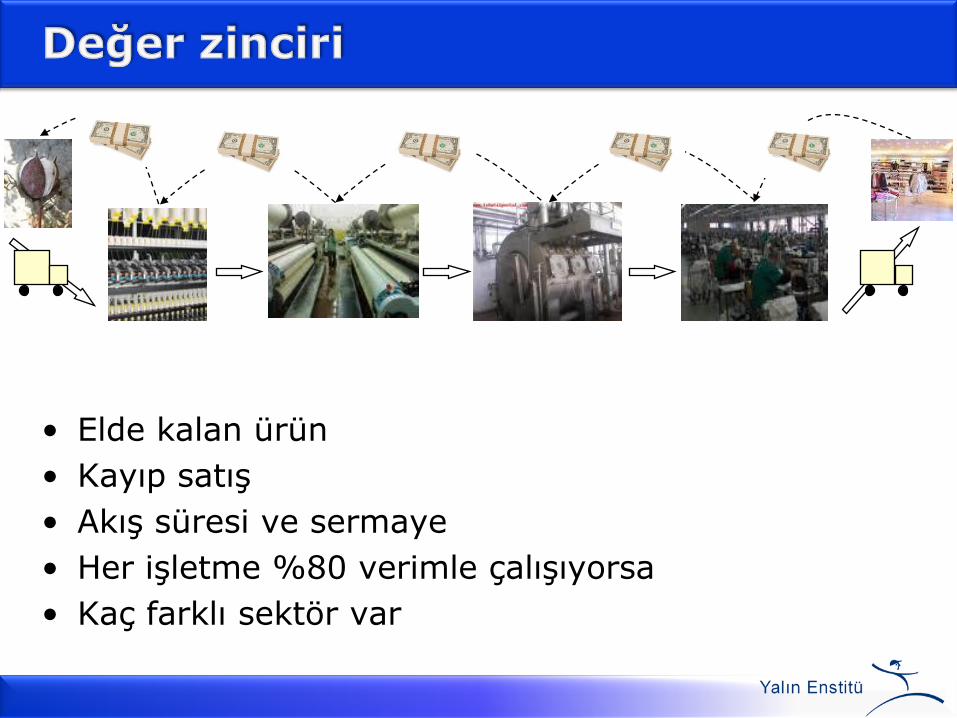
• Elde kalan ürün
• Kayıp satış
• Akış süresi ve sermaye
• Her işletme %80 verimle çalışıyorsa
• Kaç farklı sektör var
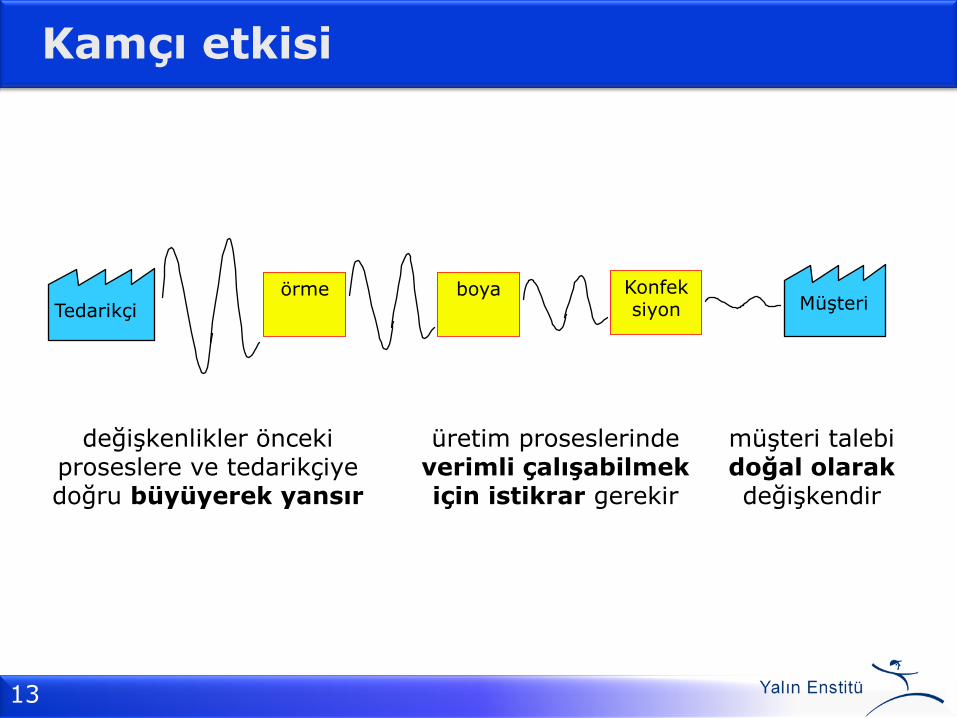
Kamçı etkisi
13
örme Tedarikçi Müşteri
boya Konfeksiyon
müşteri talebi doğal olarak değişkendir
değişkenlikler önceki proseslere ve tedarikçiye doğru büyüyerek yansır
üretim proseslerinde verimli çalışabilmek için istikrar gerekir
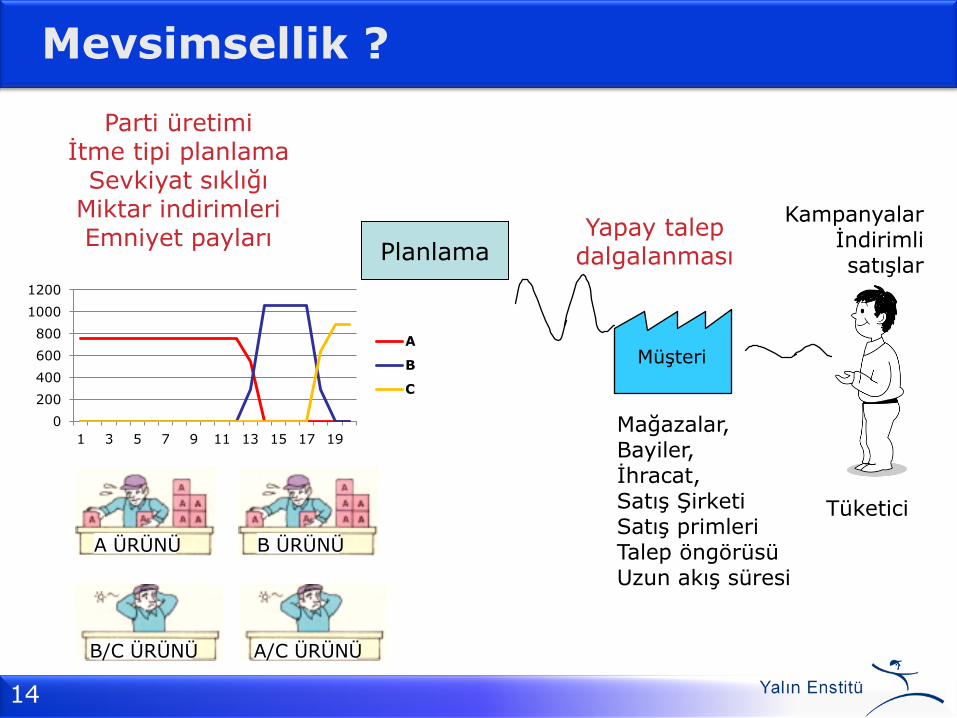
Mevsimsellik ?
14
Parti üretimi İtme tipi planlama
Sevkiyat sıklığı Miktar indirimleri Emniyet payları
Tüketici
Planlama
Müşteri
Mağazalar, Bayiler, İhracat, Satış Şirketi Satış primleri Talep öngörüsü Uzun akış süresi
Yapay talep dalgalanması
Kampanyalar İndirimli satışlar
A ÜRÜNÜ
B/C ÜRÜNÜ
0
200
400
600
800
1000
1200
1 3 5 7 9 11 13 15 17 19
A
B
C
B ÜRÜNÜ
A/C ÜRÜNÜ
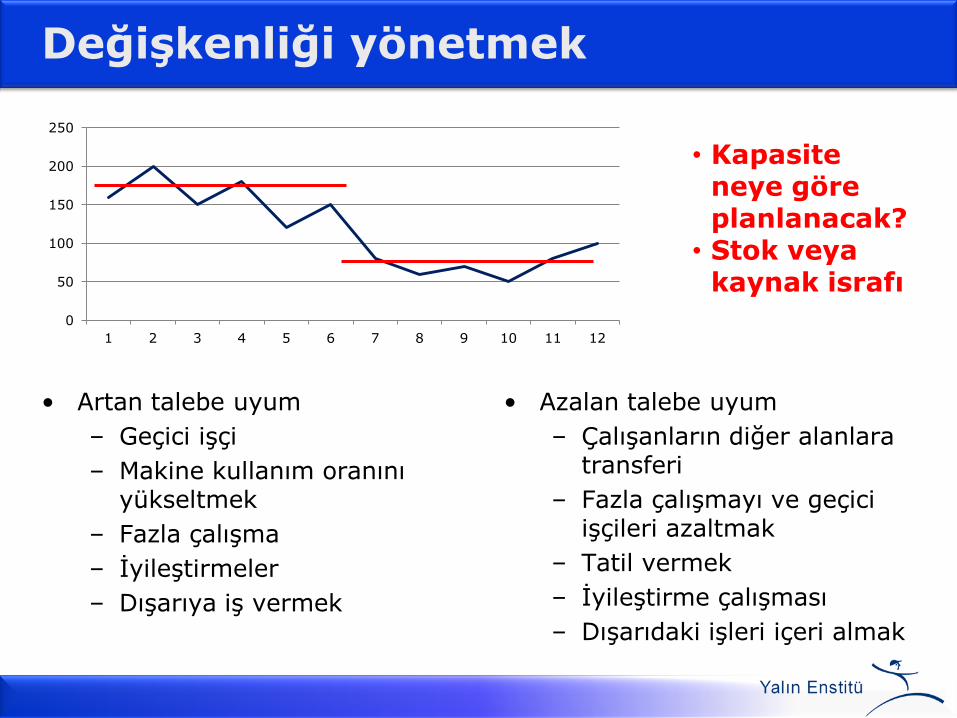
Değişkenliği yönetmek
• Artan talebe uyum
– Geçici işçi
– Makine kullanım oranını yükseltmek
– Fazla çalışma
– İyileştirmeler
– Dışarıya iş vermek
• Azalan talebe uyum
– Çalışanların diğer alanlara transferi
– Fazla çalışmayı ve geçici işçileri azaltmak
– Tatil vermek
– İyileştirme çalışması
– Dışarıdaki işleri içeri almak
0
50
100
150
200
250
1 2 3 4 5 6 7 8 9 10 11 12
• Kapasite neye göre planlanacak?
• Stok veya kaynak israfı
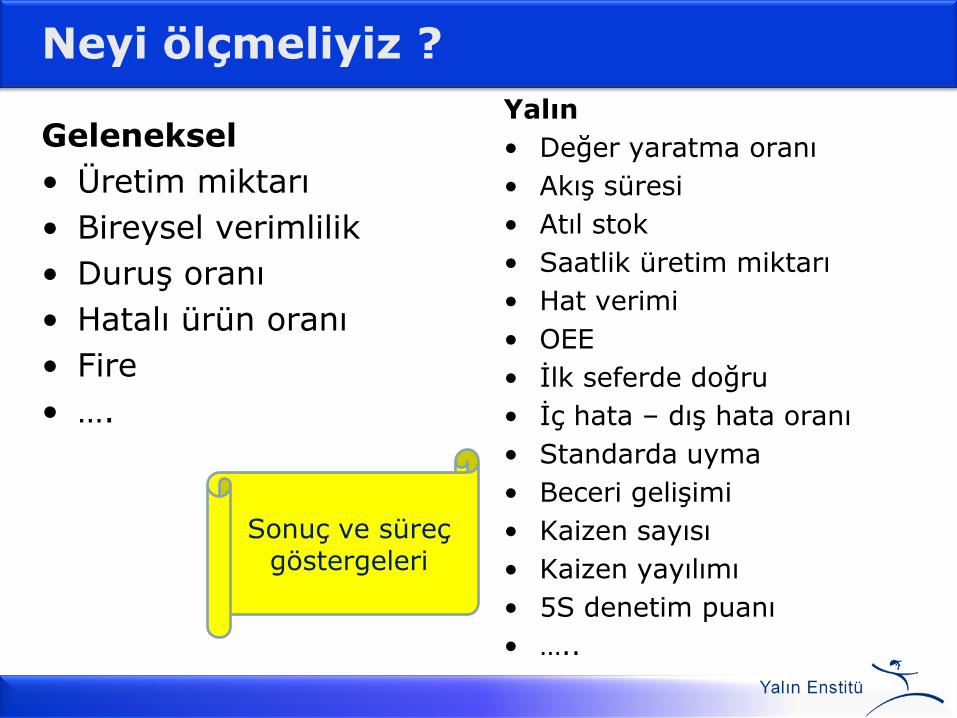
Neyi ölçmeliyiz ?
Geleneksel
• Üretim miktarı
• Bireysel verimlilik
• Duruş oranı
• Hatalı ürün oranı
• Fire
• ….
Yalın
• Değer yaratma oranı
• Akış süresi
• Atıl stok
• Saatlik üretim miktarı
• Hat verimi
• OEE
• İlk seferde doğru
• İç hata – dış hata oranı
• Standarda uyma
• Beceri gelişimi
• Kaizen sayısı
• Kaizen yayılımı
• 5S denetim puanı
• …..
Sonuç ve süreç göstergeleri
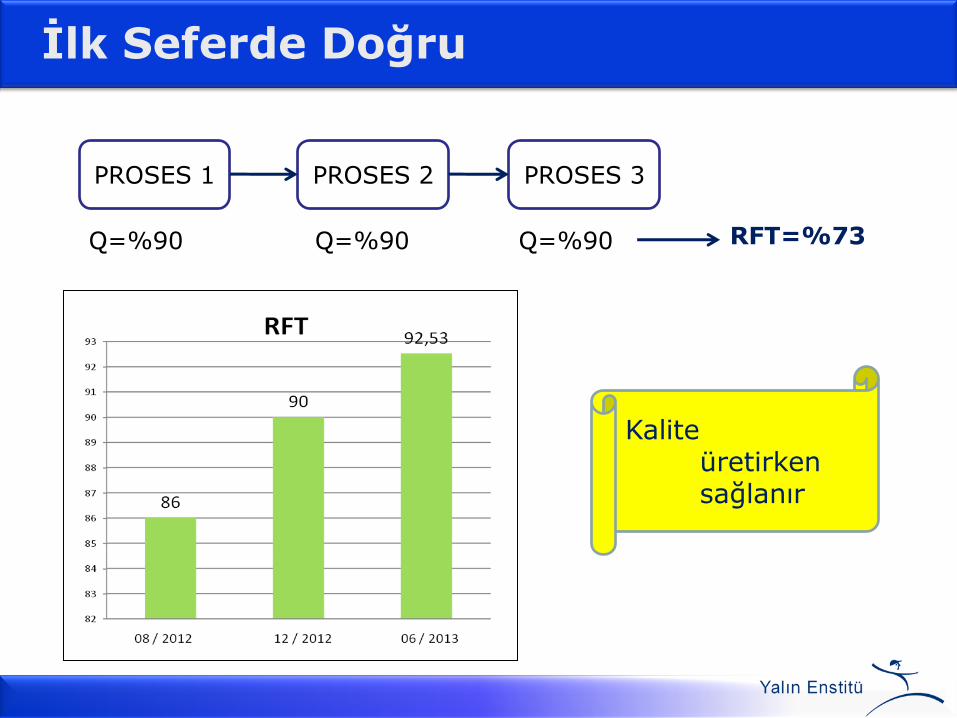
İlk Seferde Doğru
PROSES 1 PROSES 2 PROSES 3
Q=%90 Q=%90 Q=%90 RFT=%73
Kalite üretirken sağlanır
• Emek yoğun alanlarda öğrenme eğrisi
– Standart iş öğretimi
– Poka-yoke (insan hatalarını önleyici düzenek)
• Makine yoğun alanlarda birbirini etkileyen parametreler
– Parametre kontrolu
– Tekstil teknoloji bilgisi
– Hatayı bilinçli olarak yaratmak
• Kontrol etkinliği
– Hata tanımı ve eğitimi
– Ardışık muayene
– Kontrol standardı
– İşlem içi kontrol
• Metodik problem çözme (kaizen)
Gider mi gitmez mi?
Yerinde Kalite
• Üretim duruşlarını önlemek için
• Bir hata olduğunda üretimi durdur
• Müşterini koru
• Hata sebeplerini araştırarak
• Tekrarını önle
• Şirketini koru
Hatayı; Alma Yapma Verme
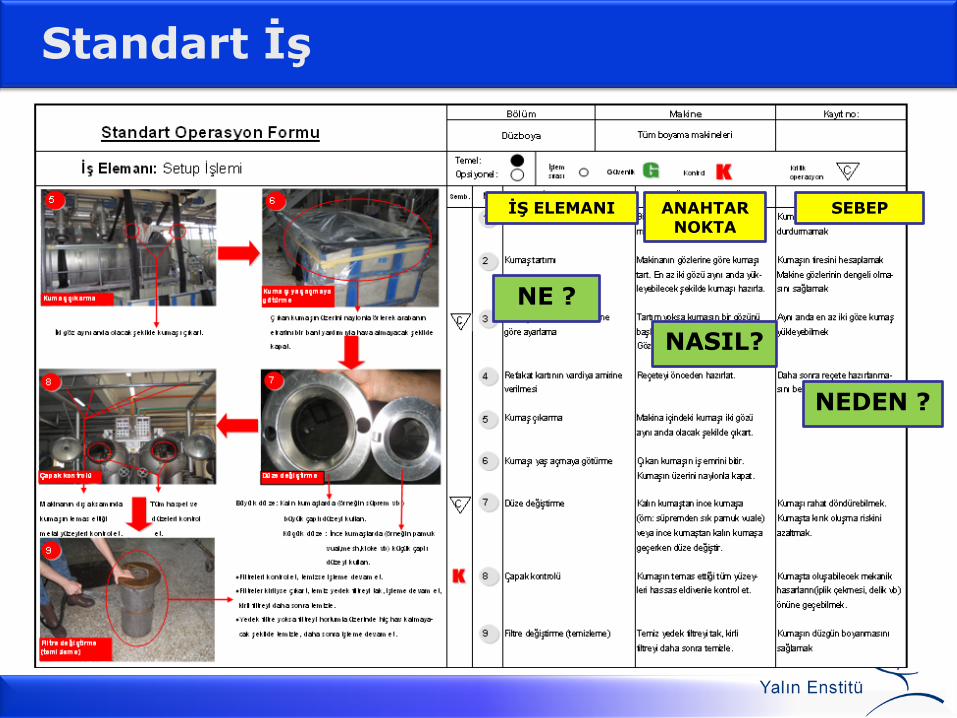
Standart İş
NE ?
NASIL?
NEDEN ?
İŞ ELEMANI ANAHTAR NOKTA
SEBEP
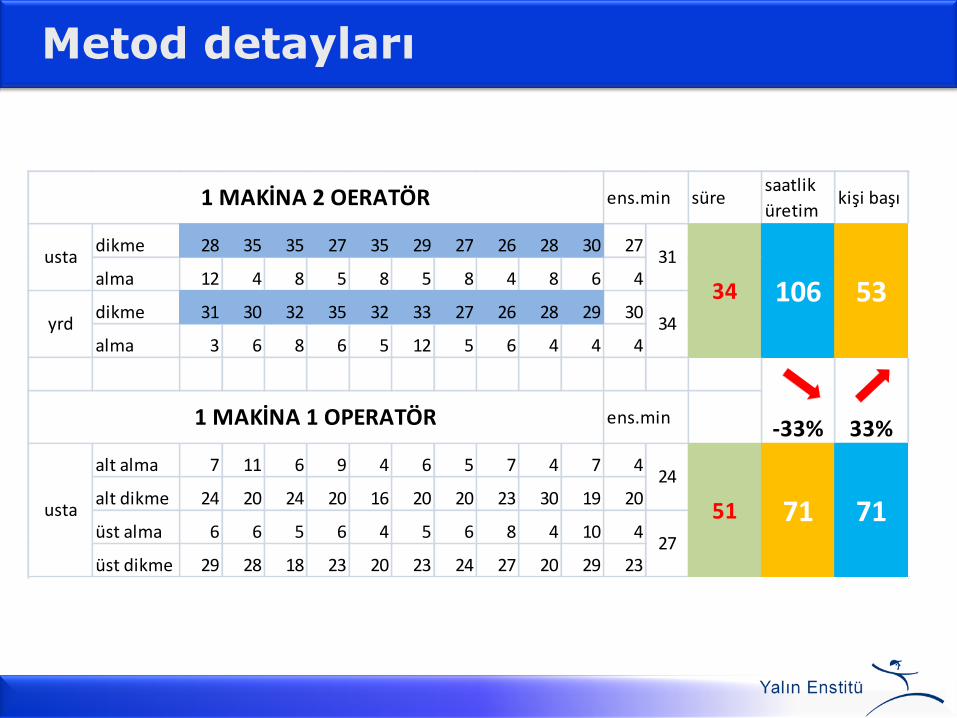
Metod detayları
ens.min süresaatlik
üretimkişi başı
dikme 28 35 35 27 35 29 27 26 28 30 27
alma 12 4 8 5 8 5 8 4 8 6 4
dikme 31 30 32 35 32 33 27 26 28 29 30
alma 3 6 8 6 5 12 5 6 4 4 4
ens.min
alt alma 7 11 6 9 4 6 5 7 4 7 4
alt dikme 24 20 24 20 16 20 20 23 30 19 20
üst alma 6 6 5 6 4 5 6 8 4 10 4
üst dikme 29 28 18 23 20 23 24 27 20 29 23
24
51 71 71
yrd 34
27
33%-33%
1 MAKİNA 2 OERATÖR
1 MAKİNA 1 OPERATÖR
usta 31
34 106 53
usta

Jidoka ve Görsellik
Jidoka: İşçiyi makinadan bağımsızlaştırmak
Andon: Problem habercisi
5S: Zaman kayıplarını önlemek
Görsel süreç kontrolu

Dokuma mc 1
Dokumamc 2
Dokumamc 3
Dokumamc 4
Dokumamc 5
Boya mc 1
Boya mc 2
Boya mc 3
Terbiyemc 1
Terbiye mc 2
Rota 1
Rota 2
Rota 3
kontrol
kontrol
İş sırası kuralı
Ürün grubu 1 & 2
Ürün grubu 3 & 4 & 9
Ürün grubu 5 & 6 & 7 & 8
Talebe göre
kapasite
Küçük partiler
Pareto’yu hatırlayın !
Ekipmanların doğru
boyutlandırılması
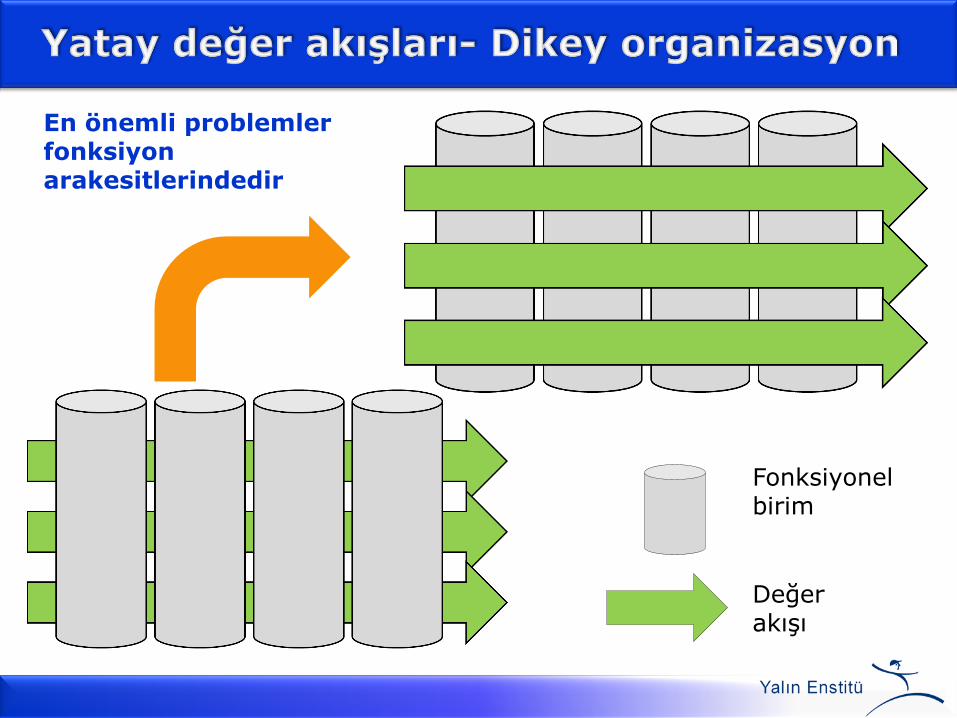
Fonksiyonel birim
Değer akışı
En önemli problemler fonksiyon arakesitlerindedir
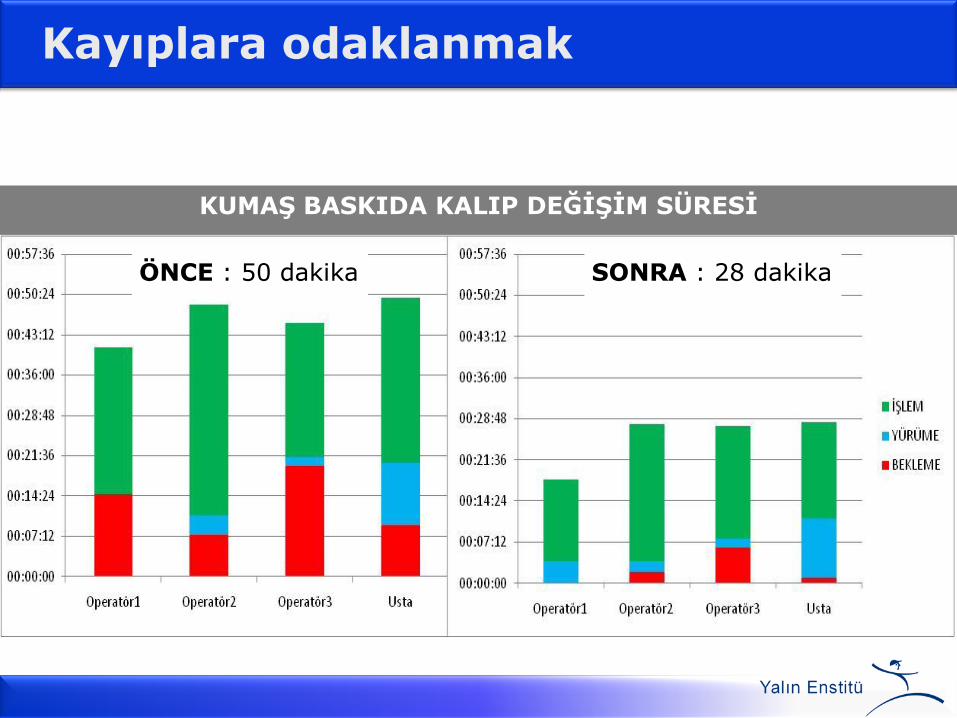
Kayıplara odaklanmak
ÖNCE : 50 dakika SONRA : 28 dakika
KUMAŞ BASKIDA KALIP DEĞİŞİM SÜRESİ
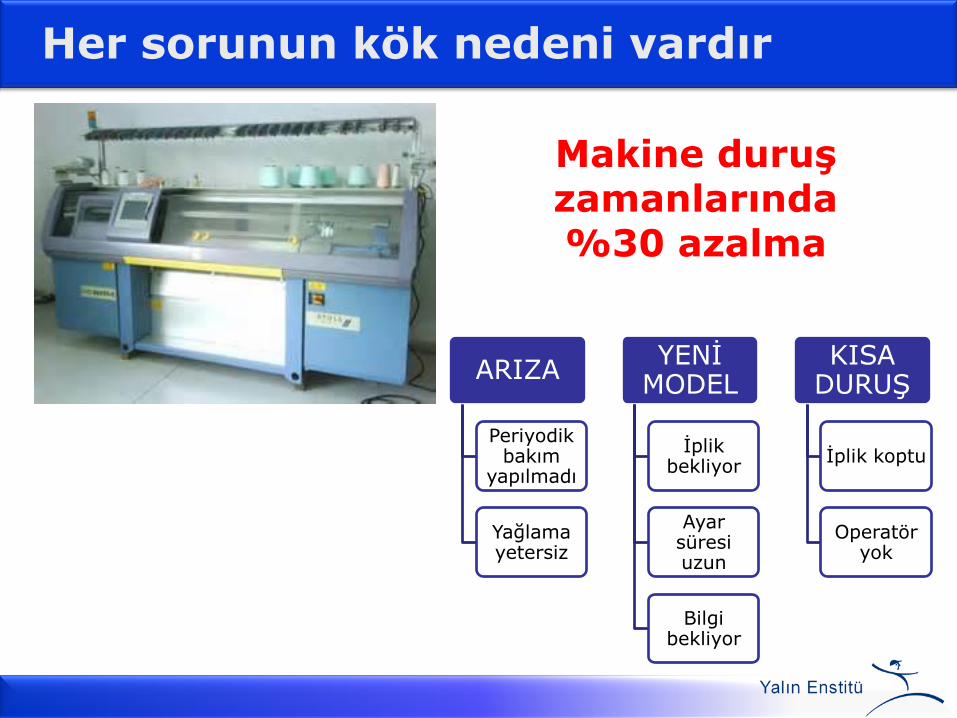
Her sorunun kök nedeni vardır
Makine duruş zamanlarında %30 azalma
ARIZA
Periyodik bakım
yapılmadı
Yağlama yetersiz
YENİ MODEL
İplik bekliyor
Ayar süresi uzun
Bilgi bekliyor
KISA DURUŞ
İplik koptu
Operatör yok
• İsrafsız mükemmel süreçler vasıtası ile müşteriye mükemmel değer sunmak
–Tasarım
–Üretim
–Satış ve Kullanım
• Yeni ürünler üretimdeki en önemli verimsizlik kaynaklarından biri
–Deneme yanılma
–Problemler seri üretimde çözülüyor
–Ürün geliştirme süreci uzun - kısa
• Tasarımın siparişe dönüş oranı
• Tasarım süreci akış süresi
• Eksiksiz bilgi ile üretime giren yeni ürün
• Öğrenme eğrisi
• Proses tasarımı
– Proses parametreleri
– Standart iş metodları
– Kontrol planları
– Kontrol kriterleri
– …..
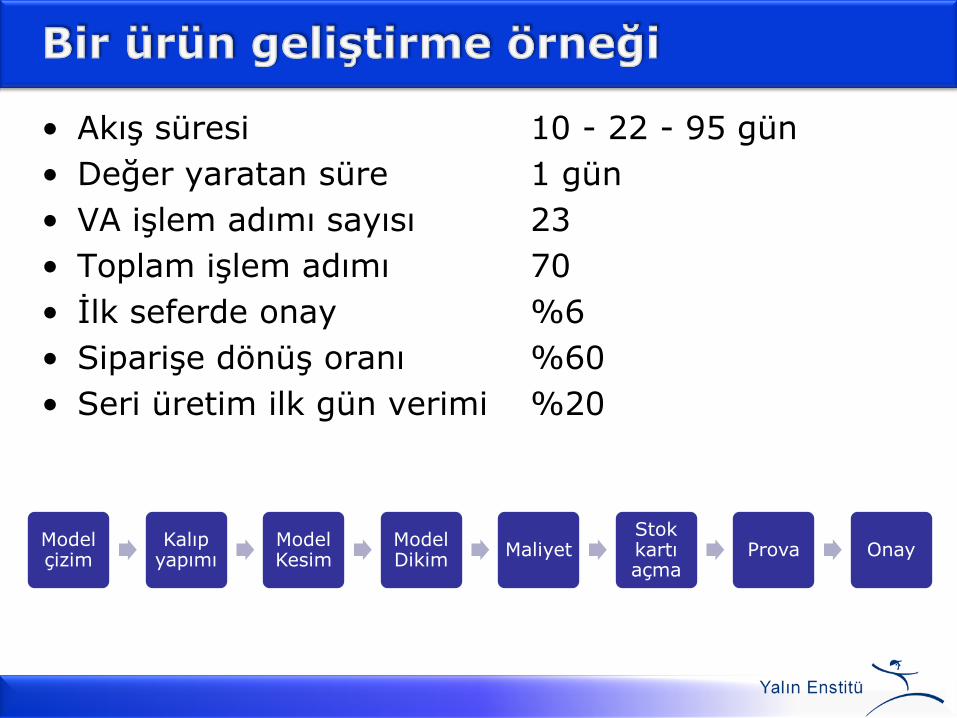
• Akış süresi 10 - 22 - 95 gün
• Değer yaratan süre 1 gün
• VA işlem adımı sayısı 23
• Toplam işlem adımı 70
• İlk seferde onay %6
• Siparişe dönüş oranı %60
• Seri üretim ilk gün verimi %20
Model çizim
Kalıp yapımı
Model Kesim
Model Dikim
Maliyet Stok kartı açma
Prova Onay
• İç, dış müşteri beklentileri
• Fonksiyonlar arası tasarım ekipleri
• Süreç sahipliği
• Proje başlangıcında taslak maliyet, giderek detaylandırma
• Standart fiyat matrisleri, fiyat eğrileri
• Tasarım veri tabanı (imalat kalite çözümleri, trade-off eğrileri, standart kalıp şablonları, formülasyonlar, vb)
• Numune üretiminde kayıt formları
• Risk analizi
• İş adımları birleştirme
• Görsel planlama ve takip
• Onay periyodlarını sıklaştırmak
• Tedarikçi hatalarını ve gecikmelerini önleme
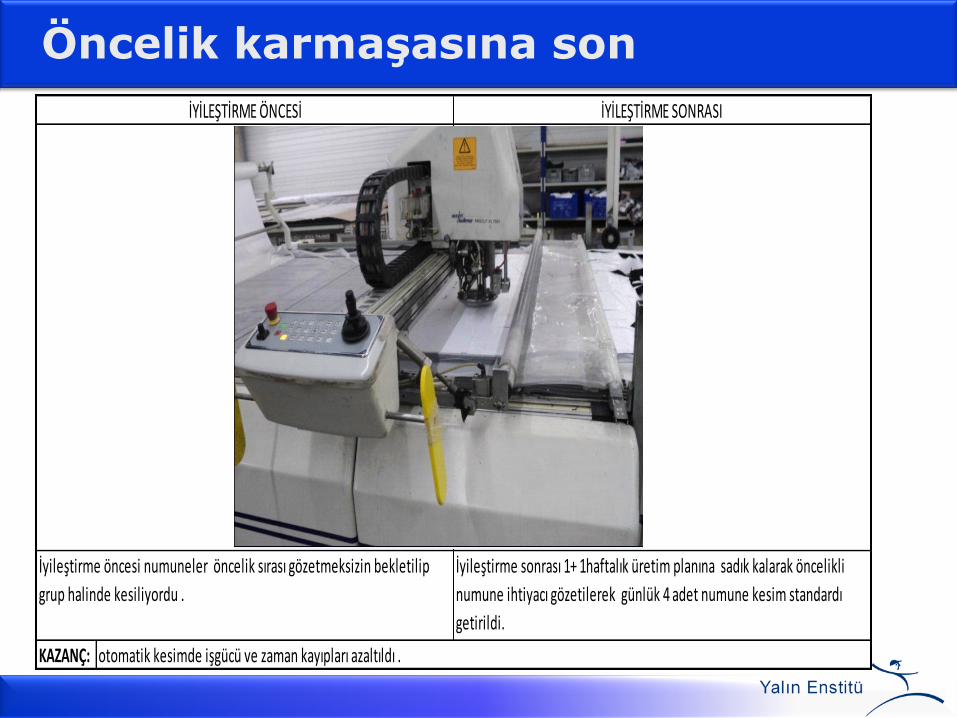
Öncelik karmaşasına son
KAZANÇ:
İYİLEŞTİRME ÖNCESİ İYİLEŞTİRME SONRASI
otomatik kesimde işgücü ve zaman kayıpları azaltıldı .
İyileştirme sonrası 1+ 1haftalık üretim planına sadık kalarak öncelikli
numune ihtiyacı gözetilerek günlük 4 adet numune kesim standardı
getirildi.
İyileştirme öncesi numuneler öncelik sırası gözetmeksizin bekletilip
grup halinde kesiliyordu .
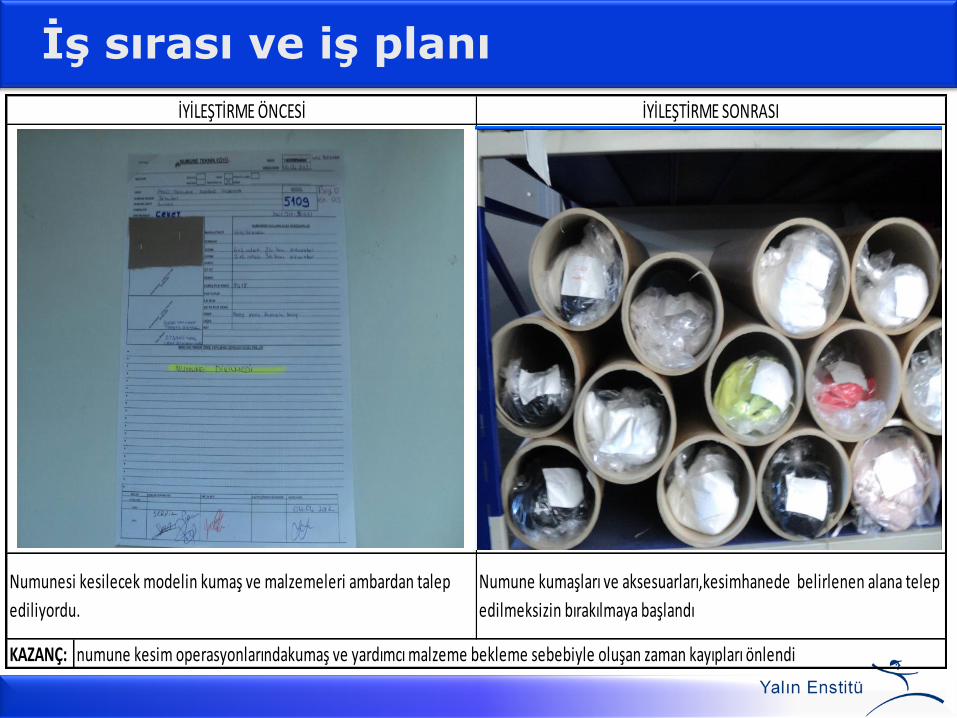
İş sırası ve iş planı
KAZANÇ:
İYİLEŞTİRME ÖNCESİ İYİLEŞTİRME SONRASI
numune kesim operasyonlarındakumaş ve yardımcı malzeme bekleme sebebiyle oluşan zaman kayıpları önlendi
Numune kumaşları ve aksesuarları,kesimhanede belirlenen alana telep
edilmeksizin bırakılmaya başlandı
Numunesi kesilecek modelin kumaş ve malzemeleri ambardan talep
ediliyordu.
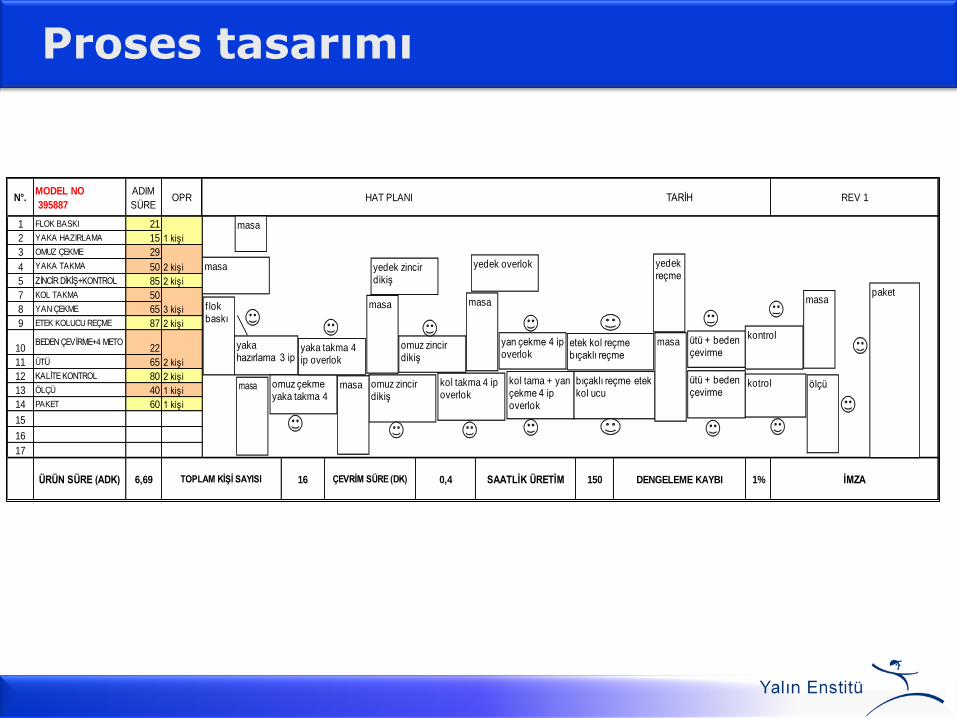
Proses tasarımı
N°.MODEL NO
395887
ADIM
SÜREOPR TARİH REV 1
1 FLOK BASKI 21
2 YAKA HAZIRLAMA 15
3 OMUZ ÇEKME 29
4 YAKA TAKMA 50
5 ZİNCİR DİKİŞ+KONTROL 85 2 kişi
7 KOL TAKMA 50
8 YAN ÇEKME 65
9 ETEK KOLUCU REÇME 87 2 kişi
10BEDEN ÇEVİRME+4 METO
22
11 ÜTÜ 65
12 KALİTE KONTROL 80 2 kişi
13 ÖLÇÜ 40 1 kişi
14 PAKET 60 1 kişi
15
16
17
ÜRÜN SÜRE (ADK) 6,69 16 ÇEVRİM SÜRE (DK) 0,4 SAATLİK ÜRETİM 150 DENGELEME KAYBI 1% İMZA
2 kişi
TOPLAM KİŞİ SAYISI
HAT PLANI
1 kişi
2 kişi
3 kişi f lok baskı
masa omuz zincir dikiş
yaka hazırlama 3 ip
omuz çekme yaka takma 4
yaka takma 4 ip overlok
masa
masa bıçaklı reçme etek kol ucu
ütü + beden çevirme
masaomuz zincir dikiş
kol takma 4 ip overlok
yan çekme 4 ip overlok
kol tama + yan çekme 4 ip overlok
masa
etek kol reçme bıçaklı reçme
ütü + beden çevirme
kontrol
kotrol
masapaket
masa
masa
yedek reçme
yedek overlokyedek zincir dikiş
ölçü
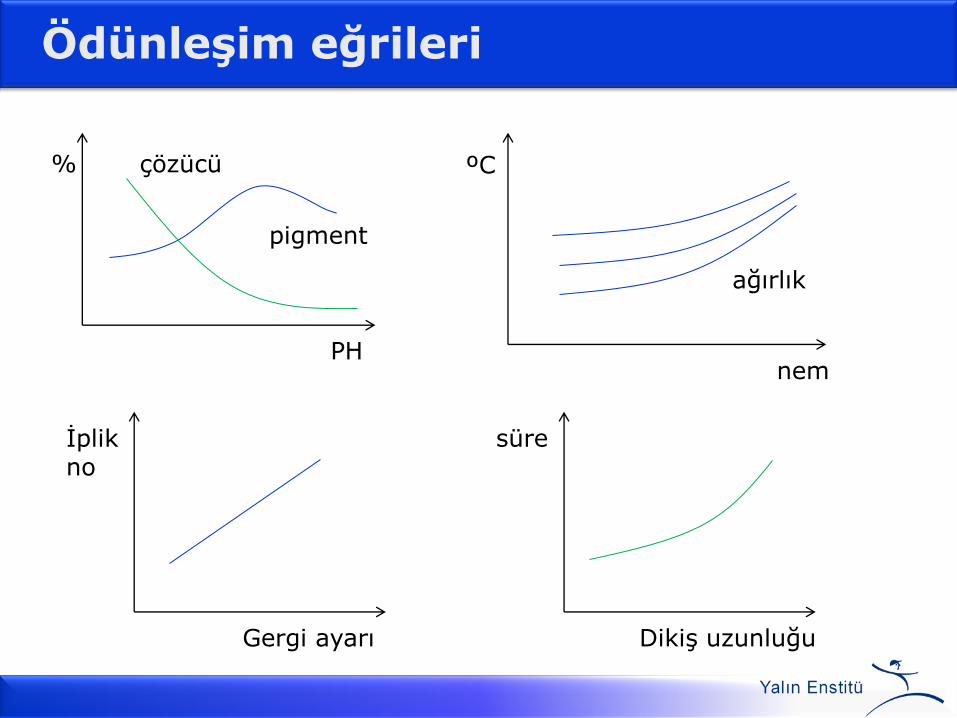
Ödünleşim eğrileri
PH
pigment
çözücü %
nem
ağırlık
ºC
Gergi ayarı
İplik no
Dikiş uzunluğu
süre
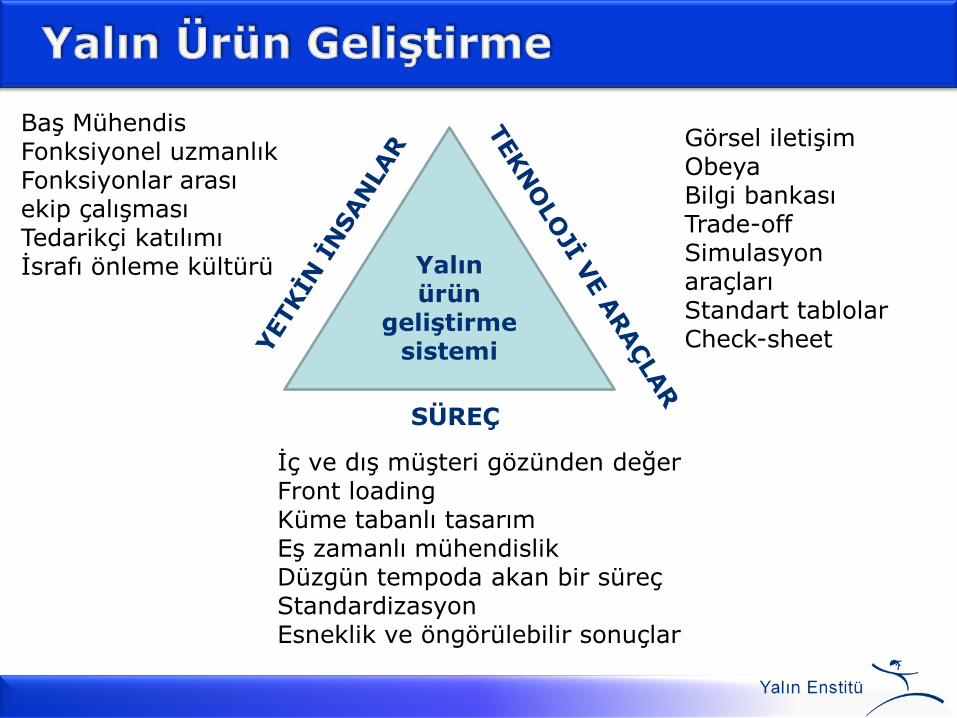
Yalın ürün
geliştirme sistemi
SÜREÇ
İç ve dış müşteri gözünden değer Front loading Küme tabanlı tasarım Eş zamanlı mühendislik Düzgün tempoda akan bir süreç Standardizasyon Esneklik ve öngörülebilir sonuçlar
Baş Mühendis Fonksiyonel uzmanlık Fonksiyonlar arası ekip çalışması Tedarikçi katılımı İsrafı önleme kültürü
Görsel iletişim Obeya Bilgi bankası Trade-off Simulasyon araçları Standart tablolar Check-sheet

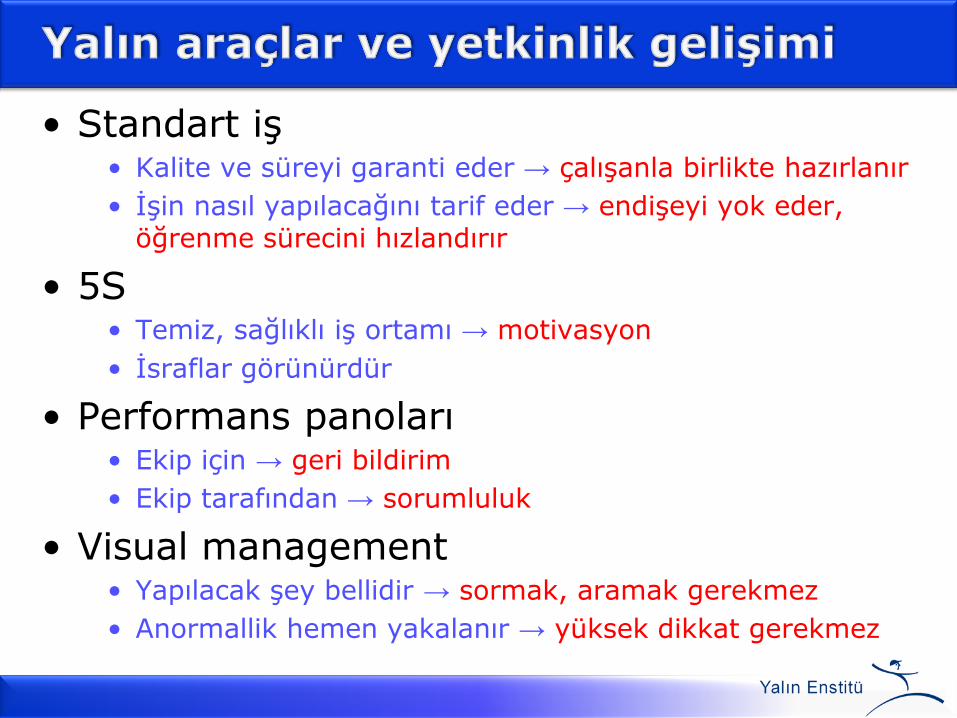
• Standart iş • Kalite ve süreyi garanti eder → çalışanla birlikte hazırlanır
• İşin nasıl yapılacağını tarif eder → endişeyi yok eder, öğrenme sürecini hızlandırır
• 5S • Temiz, sağlıklı iş ortamı → motivasyon
• İsraflar görünürdür
• Performans panoları • Ekip için → geri bildirim
• Ekip tarafından → sorumluluk
• Visual management • Yapılacak şey bellidir → sormak, aramak gerekmez
• Anormallik hemen yakalanır → yüksek dikkat gerekmez
• Problem çözme panoları • Katılım
• Öğrenme
• Ekip toplantıları • Vardiya teslimi
• Seviyeli kokpit toplantıları
• Sosyal etkinlikler • Birbirini tanımak ve anlamak
• Başarıyı paylaşmak ve ödüllendirmek
• Eğitim, eğitim, eğitim • İş başında, dersanede
• Yeni beceriler, yeni bilgiler
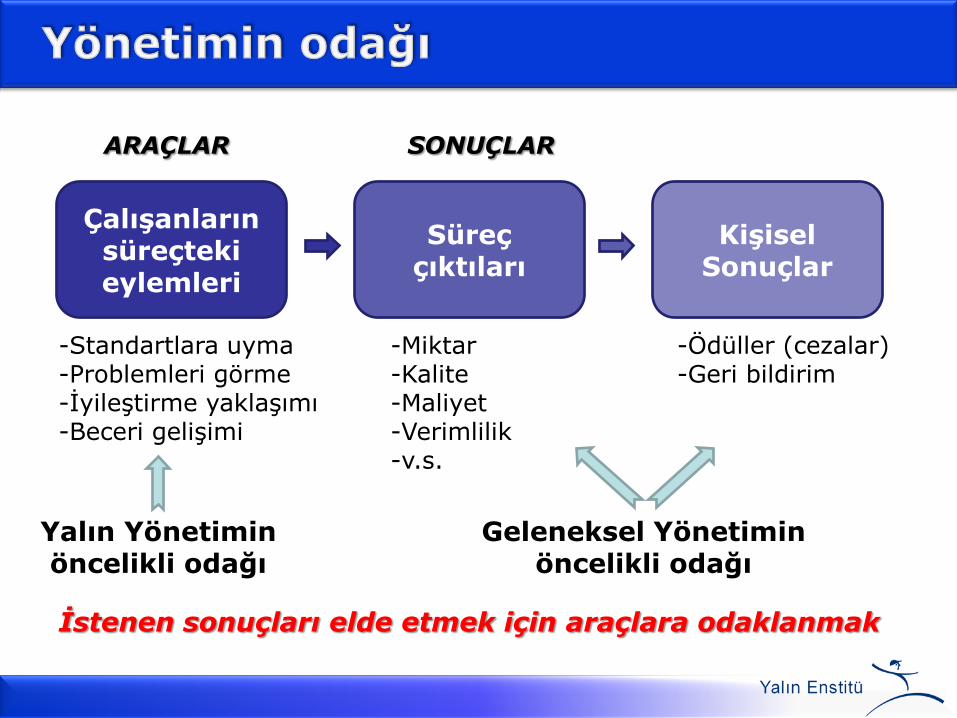
ARAÇLAR SONUÇLAR
-Miktar -Kalite -Maliyet -Verimlilik -v.s.
-Ödüller (cezalar) -Geri bildirim
Yalın Yönetimin öncelikli odağı
Geleneksel Yönetimin öncelikli odağı
İstenen sonuçları elde etmek için araçlara odaklanmak
Çalışanların süreçteki eylemleri
Süreç çıktıları
Kişisel Sonuçlar
-Standartlara uyma -Problemleri görme -İyileştirme yaklaşımı -Beceri gelişimi
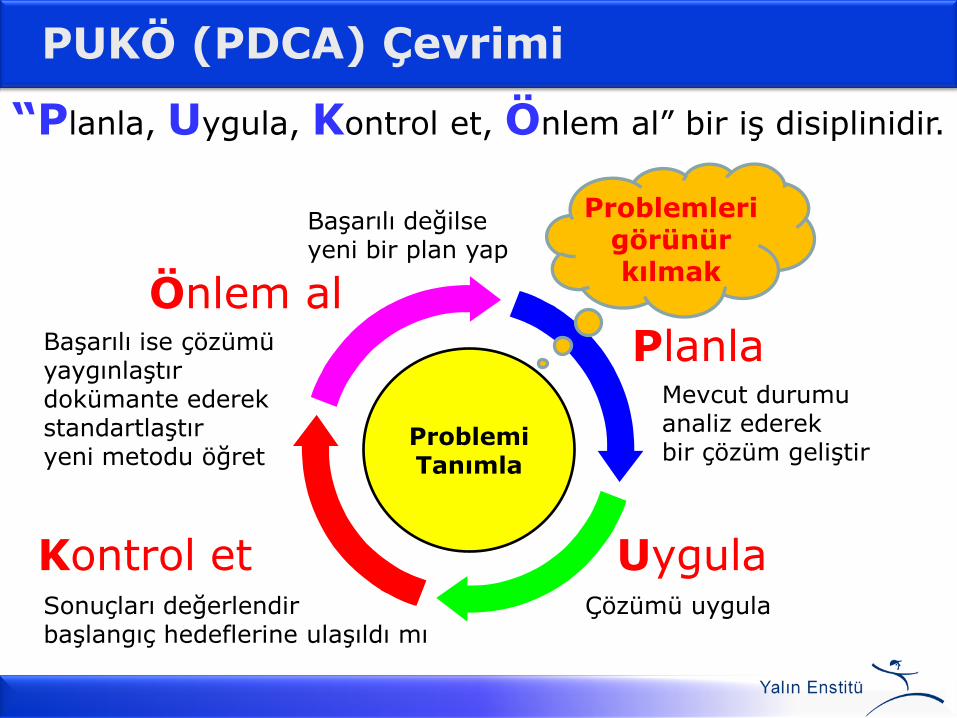
PUKÖ (PDCA) Çevrimi
Mevcut durumu analiz ederek bir çözüm geliştir
Çözümü uygula Sonuçları değerlendir başlangıç hedeflerine ulaşıldı mı
Başarılı ise çözümü yaygınlaştır dokümante ederek standartlaştır yeni metodu öğret
Başarılı değilse yeni bir plan yap
Planla
Uygula Kontrol et
Önlem al
Problemleri görünür kılmak
Problemi Tanımla
“Planla, Uygula, Kontrol et, Önlem al” bir iş disiplinidir.

www.lean.org.tr