热轧酸洗汽车结构钢介绍 - statics.shgt.comstatics.shgt.com/upload/packages/college/...sae...
TRANSCRIPT

热轧酸洗汽车结构钢介绍
欧冶电商2016年9月7日
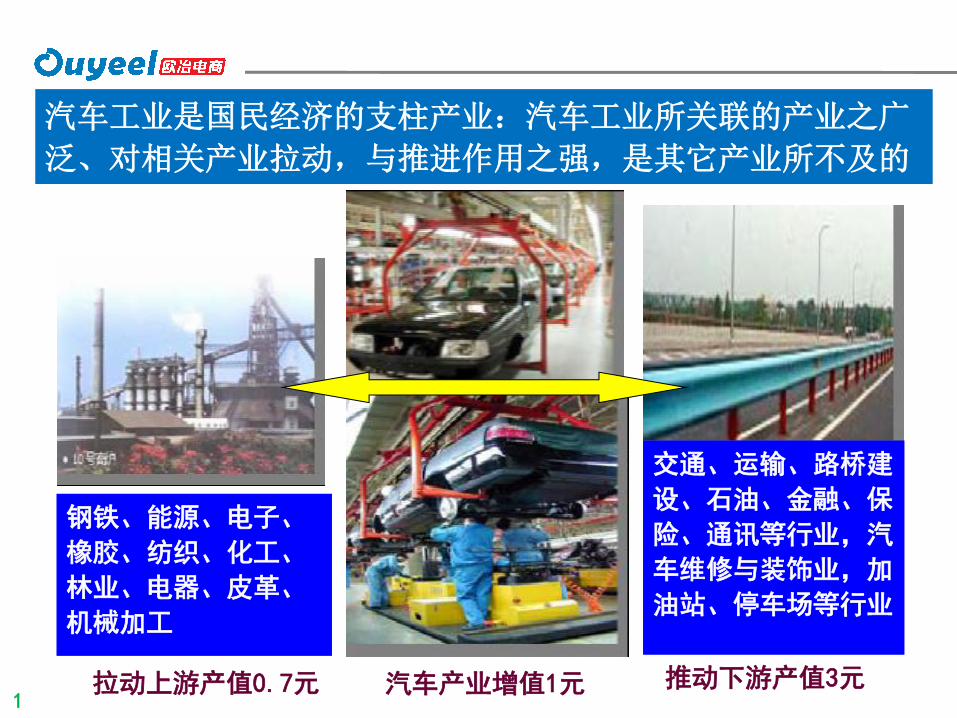
钢铁、能源、电子、
橡胶、纺织、化工、
林业、电器、皮革、
机械加工
交通、运输、路桥建
设、石油、金融、保
险、通讯等行业,汽
车维修与装饰业,加
油站、停车场等行业
汽车工业是国民经济的支柱产业:汽车工业所关联的产业之广
泛、对相关产业拉动,与推进作用之强,是其它产业所不及的
拉动上游产值0.7元 汽车产业增值1元 推动下游产值3元1
底 特 律: 美国汽车城
丰 田: 日本汽车城
斯图加特: 德国汽车城
都 灵: 意大利汽车城
世界四大汽车城
我国四大汽车集团
一汽集团: 位于长春
东风汽车: 位于武汉
上汽集团: 位于上海
长安汽车: 位于北京
2
3

一、汽车板种类
二、热轧酸洗汽车结构钢
三、用户抱怨、质量异议分析
四、互动交流
4

一、汽车板种类
ü 外覆盖件
ü 白车身
内板
结构件
加强件
ü 悬挂件
ü 油箱
ü 车轮
ü …
按 用 途
5

汽车骨架:汽车覆盖件
6
7
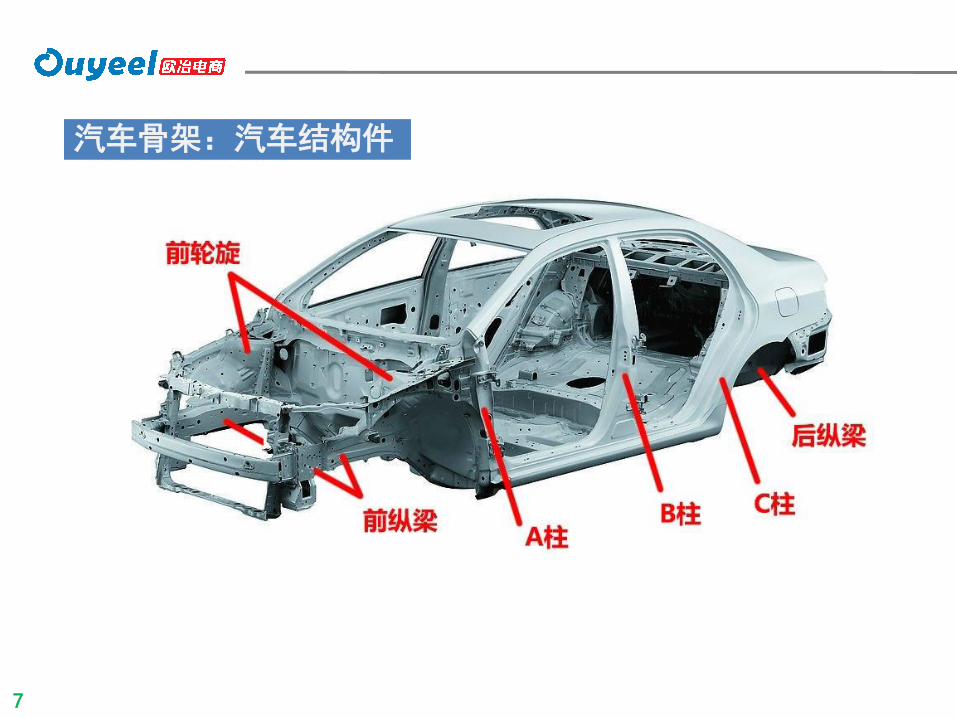
汽车骨架:汽车结构件

底盘加强件车身加强件
8
汽车骨架:汽车加强件
按生产流程
一、汽车板种类
按生产流程分
热轧HR
冷轧CR
电镀锌EG
热镀锌GI
热镀锌合金化GA
…
按强度分
普通钢板 (软钢板)
低合金高强度钢板 (HSLA)
普通高强度钢板(高强IF钢、
BH钢、含磷钢和IS钢)
先进高强度钢板 (AHSS)
9

高强钢:屈服≥500MPa(热轧)
高强钢:抗拉≥370Mpa(酸洗)
高强钢:抗拉≥340 Mpa(冷轧)
超高强钢:抗拉≥590 Mpa(冷轧、酸洗)
高强钢--汽车发展趋势:轻量化
一、汽车板种类
10

高强钢--汽车发展趋势:轻量化
资料显示:汽车每降低100公斤,每百公里可节约0.6升
燃油,汽车整车重量降低10%,燃油效率可提高6~8%。
使用高强度减薄经验公式: t2 高强度钢的钢板厚度
t1 低强度钢的钢板厚度
Re1 低强度钢的屈服强度
Re2 高强度钢的屈服强度
355MPa 8.0mm 700MPa 5.7mm 减重28%
420MPa 8.0mm 700MPa 6.2mm 减重22%
500MPa 8.0mm 700MPa 6.8mm 减重15%
一、汽车板种类
11
趋势
n节能性减少汽车自重,提高发动机效率,降低行驶阻力
n环保性降低油耗,减少污染排放
n安全性提高材料吸能的能力,抗撞击
n降成本
减少钢板用量,降低采购成本
高强钢--汽车发展趋势:轻量化
一、汽车板种类
12

1、汽车结构钢成分、性能特点、试样类型
牌号(Q/BQB310-2014) 成分特点 性能特点 试样方向、类型
SAPH310/370/400/440 C-Mn钢
牌号中数字表示最小抗拉强度
纵向,50*25
SPFH540 /590 C-Mn钢 横向,50*25
B330CL/380CL/420CL/450CL/
500CL/550CL/600CL/650CLC-Mn钢 横向,短比例
B320L/420L/510L/550L C-Mn钢 横向,短比例
B510DL C-Mn钢 横向,短比例
B440QZR B480QZR C-Mn钢 横向,短比例
B440QK C-Mn钢 纵向, 50*25
二、汽车结构钢介绍
13

牌号(Q/BQB310-
2014)成分特点
性能特点试样方向、
类型屈服强度ReH/MPa
抗拉强度Rm/MPa
延伸率A, %
<3 ≥3
QSTE340TM
C-Mn,
少量V、Ti、Nb
≥340 420-540 ≥19 ≥25
纵向
<3mm,80*20
≥3mm,短比例
QSTE380TM ≥380 450-590 ≥18 ≥23
QSTE420TM ≥420 480-620 ≥16 ≥21
QSTE460TM ≥460 520-670 ≥14 ≥19
QSTE500TM ≥500 550-700 ≥12 ≥17
QSTE550TM
B600L ≥550 600-760 ≥12 ≥16
1、汽车结构钢成分、性能特点、试样类型
二、汽车结构钢介绍
14

牌号(Q/BQB310-
2014)成分特点
性能特点试样方向、
类型屈服强度ReH/MPa
抗拉强度Rm/MPa
延伸率A, %
<3 ≥3
QSTE600TM B650L
C-Mn,
少量V、Ti、Nb、Mo、B
≥600 650-820 ≥11 ≥15
纵向
<3mm,80*20
≥3mm,端比例
QSTE650TM B700L ≥650 700-880 ≥10 ≥14
QSTE700TM
B750L≥700 750-950
≥10≥13
1、汽车结构钢成分、性能特点、试样类型
二、汽车结构钢介绍
15

1、汽车结构钢成分、性能特点、试样类型
牌号(BZJ307-2014)
成分特点
性能特点试样方向、
类型屈服强度Rel/MPa
抗拉强度Rm/MPa
延伸率A, %
TL1106
低C-少量Mn
215-285 320-390 ≥32
横向80*20
TL1110 245-300 370-430 ≥28
TL1111 215-305 320-410 ≥25
TL1402
C-Mn
少量Nb
390-490 ≥450 ≥18
TL1406 350-450 ≥420 ≥24
410XLF ≥410 ≥480 ≥18
二、汽车结构钢介绍
16

二、汽车结构钢介绍
2、汽车结构钢牌号、公称厚度及用途 牌号(Q/BQB310-2014)公称厚度mm 用 途
SAPH310 1.5-16用于要求成型加工性能的汽车构架、连接件、前后横梁、制动器等汽车
结构件
SAPH370 1.5-12.5
SAPH400 1.5-12
SAPH440 1.5-8
SPFH540 SPFH590 1.8-6用于要求良好成型加工性能并具有高强
度的汽车构架、车轮等汽车结构件
QSTE340TM/380TM/420TM/ 460TM/500TM/550TM
1.5-14 用于要求良好成型性能并具有较高或高强度的连接件、汽车大梁、横梁等结构
件QSTE600TM/650TM/700TM 1.5-12
B440QZR 3-8制造汽车传动轴管用
B480QZR 4-8
B440QK 3-8 制造汽车桥壳用17

SAPH370 轿车前梁汽车底盘零件
SAPH440 弹性支座
SAPH370汽车连接件 SAPH440
18

B600QK 汽车车桥
QStE420TM轿车后桥梁
QStE380TM 汽车连接件
QStE500TM 汽车大梁
B600QZR传动轴
QStE420TM轿车横梁
19
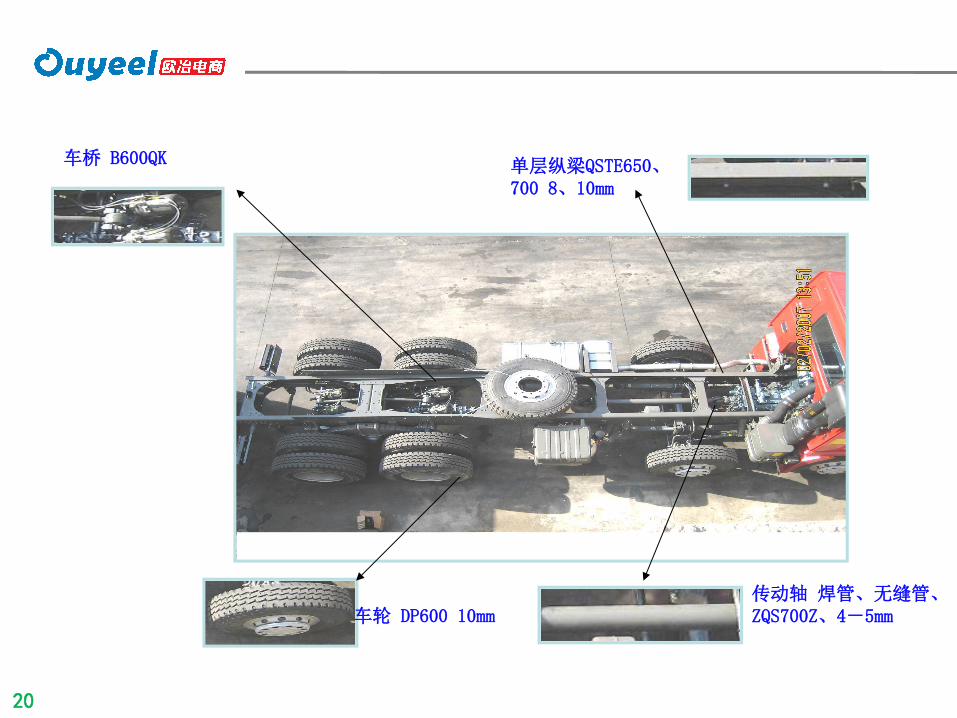
车桥 B600QK 单层纵梁QSTE650、700 8、10mm
传动轴 焊管、无缝管、ZQS700Z、4-5mm车轮 DP600 10mm
20
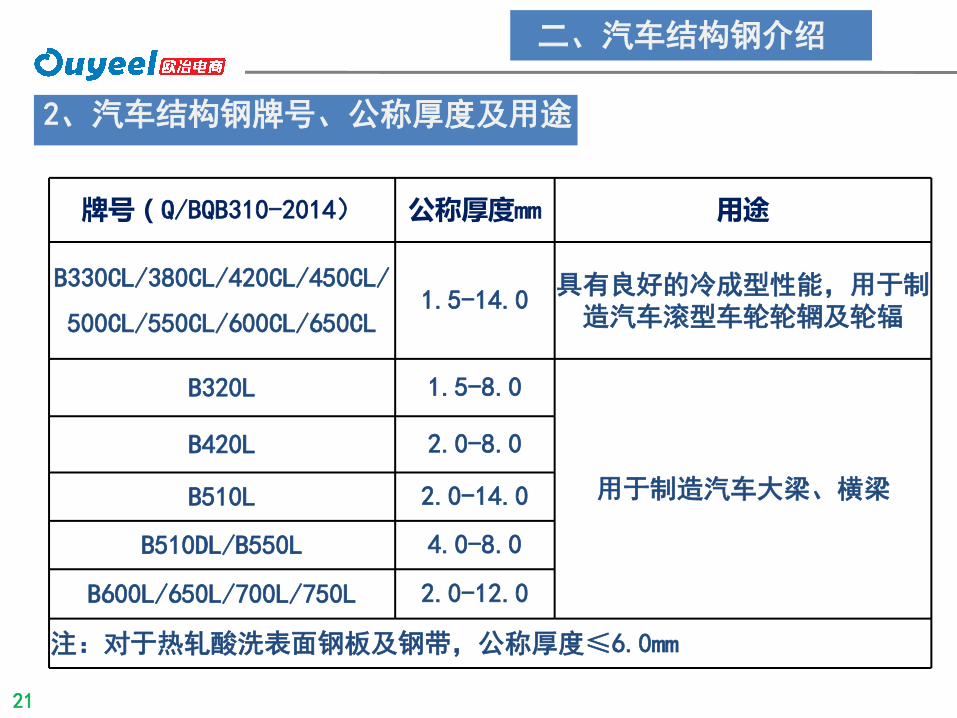
牌号(Q/BQB310-2014) 公称厚度mm 用途
B330CL/380CL/420CL/450CL/
500CL/550CL/600CL/650CL1.5-14.0
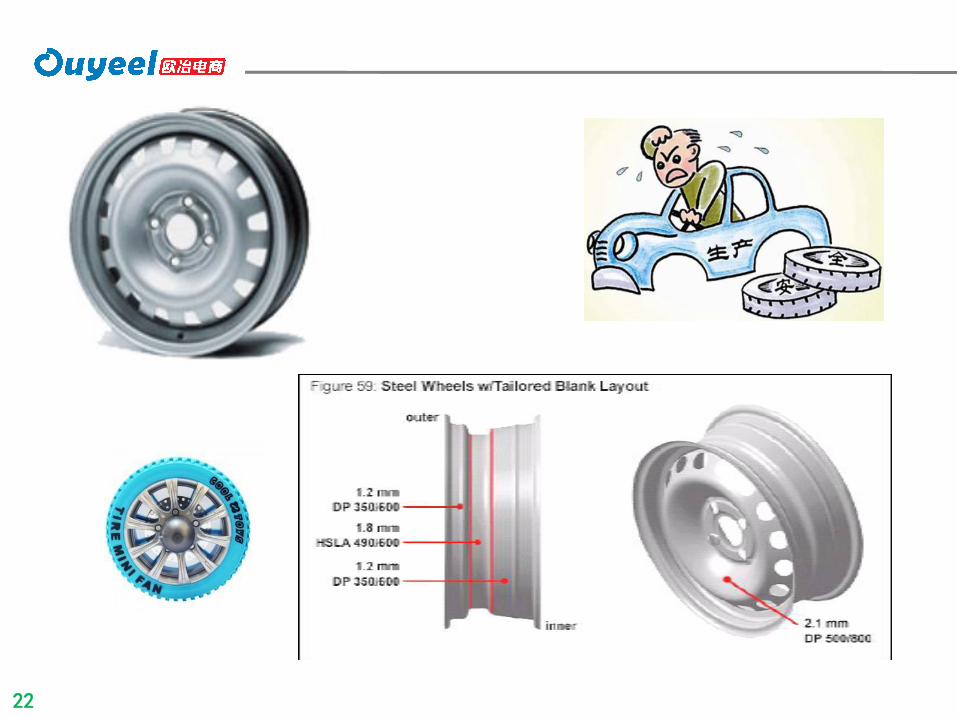
具有良好的冷成型性能,用于制造汽车滚型车轮轮辋及轮辐
B320L 1.5-8.0
用于制造汽车大梁、横梁
B420L 2.0-8.0
B510L 2.0-14.0
B510DL/B550L 4.0-8.0
B600L/650L/700L/750L 2.0-12.0
注:对于热轧酸洗表面钢板及钢带,公称厚度≤6.0mm
2、汽车结构钢牌号、公称厚度及用途
二、汽车结构钢介绍
21
22

牌号(BZJ307-2014)
公称厚度mm 用 途 表面处理方式
TL1106 1.5-4.0可用于良好成型性能的汽车结构件,如副车架
等酸洗表面
TL1110 2.0-4.0
TL1111 1.5-4.0
TL1402 2.5-4.0
可用于良好成型性能的汽车结构件,如车轮、
大梁横梁等
TL1406 2.5-5.0
410XLF 2.5-5.0酸洗表面
轧制表面
2、汽车结构钢牌号、公称厚度及用途
二、汽车结构钢介绍
23

3、宝钢标准与相关标准相近牌号对照表
Q/BQB 310-2014
YB/T 4151-2006
B330CL 330CLB380CL 380CLB420CL —B450CL 440CLB500CL 490CLB550CL 540CLB600CL 590CLB650CL —
Q/BQB 310-2014
JIS G 3134-2006
SPFH540 SPFH540SPFH590 SPFH590
Q/BQB 310-2014
GB/T 3273-2005
B320L —B420L 420LB510L 510L
B510DL —B550L 550L
Q/BQB 310-2014
JIS G 3113-2006
SAPH310 SAPH310SAPH370 SAPH370SAPH400 SAPH400
SAPH440,B440QK
SAPH440
二、汽车结构钢介绍
24

Q/BQB 310-2014
BZJ 310-2012
SEW 092:95
EN 10149-2:2013
ISO 6930-1:2001
SAEJ1392:2008
GB/T 20887.1-
2007
QStE340TM QStE360TM S355MC FeE355 050XLK HR355F
QStE380TM QStE380TM — — — HR380F
QstE420TM QstE420TM S420MC FeE420 060XLK HR420F
QstE460TM QstE460TM S460MC FeE460 — HR460F
QstE500TM QstE500TM S500MC FeE500 070XLK HR500F
QstE550TMB600L
QstE550TMB600L
QstE550TM S550MC FeE550 080XL HR550F
QstE600TMB650L
QstE600TMB650L
QstE600TM S600MC FeE600 HR600F
QstE650TMB700L
QstE650TMB700L
QstE650TM S650MC FeE650 HR650F
QstE700TMB750L
QstE700TMB750L
QstE690TM S700MC FeE700 HR700F
3、宝钢标准与相关标准相近牌号对照表
二、汽车结构钢介绍
25
三、用户抱怨、质量异议案例
用户使用热连轧汽车结构钢最常见的质量问题:冲压开裂
常见引起冲压开裂原因:
原材料问题:性能问题、混晶组织、带状组织、夹杂物、
夹渣、分层、厚度不符、边部角裂等;
用户方问题:选材不当、磨具间隙问题、油品不良、剪切
毛刺等
26

1、SAPH370冲压前大梁开裂 情况概述:冲压车型前大梁,屈服强度>285MPa产品出
现严重开裂。开裂对应模具的同一个位置。
开裂原因:由于用户模具磨损严重、涂油用的油品粘稠,对屈服强度>
285MPa产品(标准要求≥225Mpa,历史供货均值270Mpa)的适
应性差,出现冲压开裂现象。
三、用户抱怨、质量异议案例
模具兼性能 问 题
27
三、用户抱怨、质量异议案例
解决方案:
用户方:用油石打磨冲压模具;更换涂油用油品。
供应方:强度高原因分析、整改措施及性能验证
原因分析:7-9月由于热轧满负荷生产,抽钢节奏加快且波动
较大,由原来的220s加快到了150~140s,使得屈服均值由原来
的270Mpa到了275MPa,尤其屈服≥285MPa的比例由原来的8%增
加到了67%。标准为屈服强度≥225Mpa。
整改措施:降低抽钢节奏,兼顾热轧产量,将抽钢节奏固化在
180s;提高卷取温度20℃
性能验证:整改后屈服均值由7-9月的275MPa降低到了260MPa
,且屈服强度≥285MPa的比例由7-9月的67%降低到了1%。
28

2、TL1110制作汽车连接件冲压开裂 (2.5*937mm)
情况概述:冲压有明显缩颈导致开裂,但用户调整后仍然无法使用。
产生原因:该卷性能检测后屈服强度为上限300MPa,经查为卷取温度偏低。
改进措施:调整TL1110卷取温度,由原来的600°C提高至610°C。
性能 问 题
29
三、用户抱怨、质量异议案例
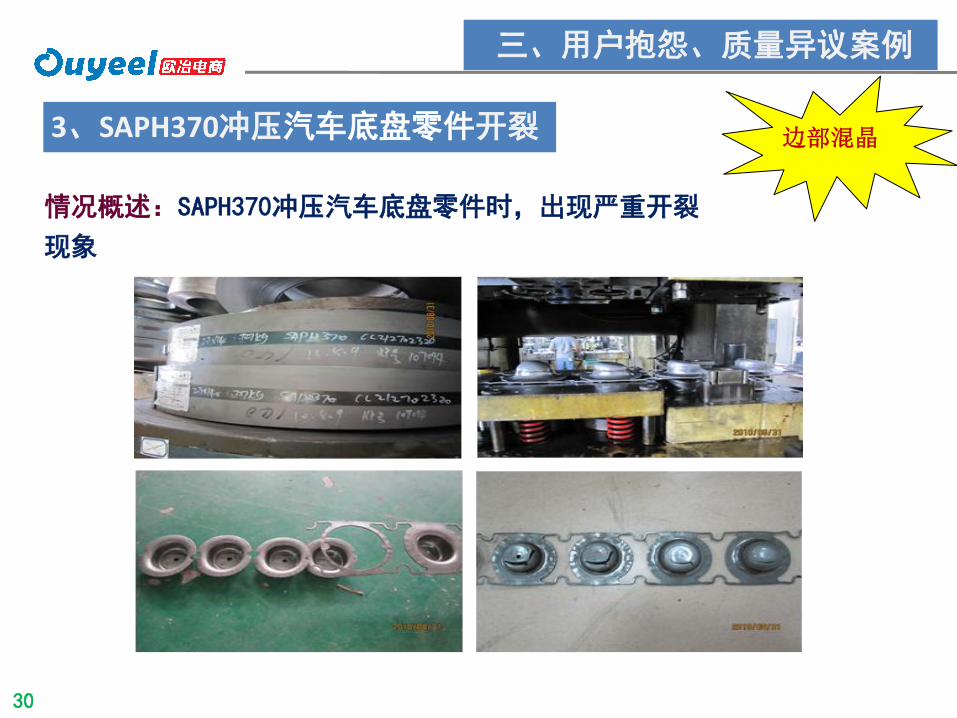
边部混晶3、SAPH370冲压汽车底盘零件开裂 情况概述:SAPH370冲压汽车底盘零件时,出现严重开裂
现象
30
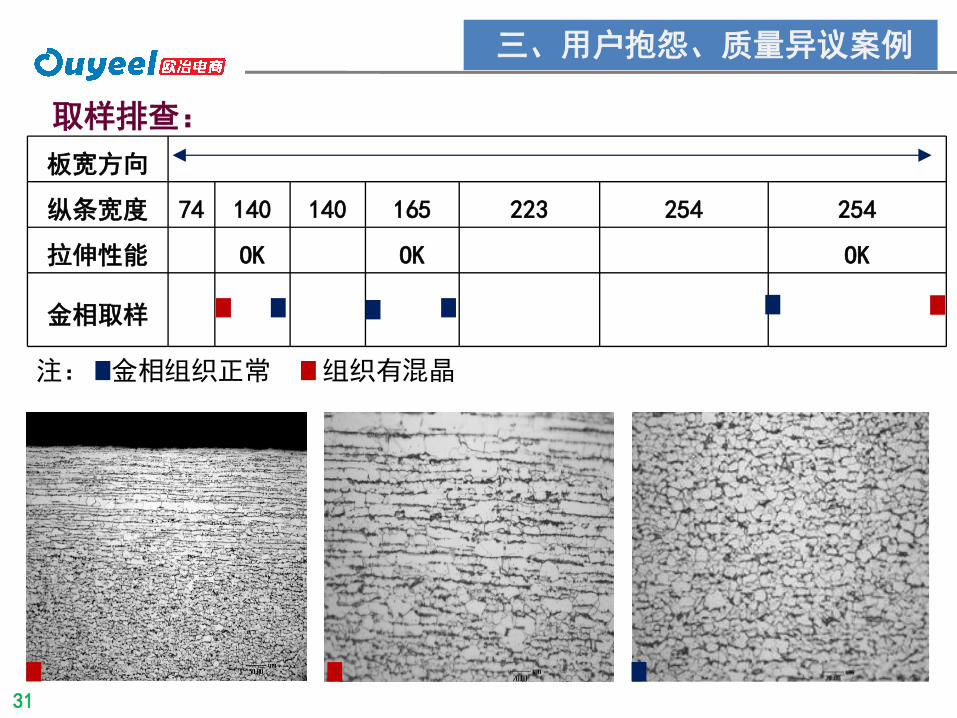
三、用户抱怨、质量异议案例
取样排查:
板宽方向
纵条宽度 74 140 140 165 223 254 254
拉伸性能 OK OK OK
金相取样
注: 金相组织正常 组织有混晶
31
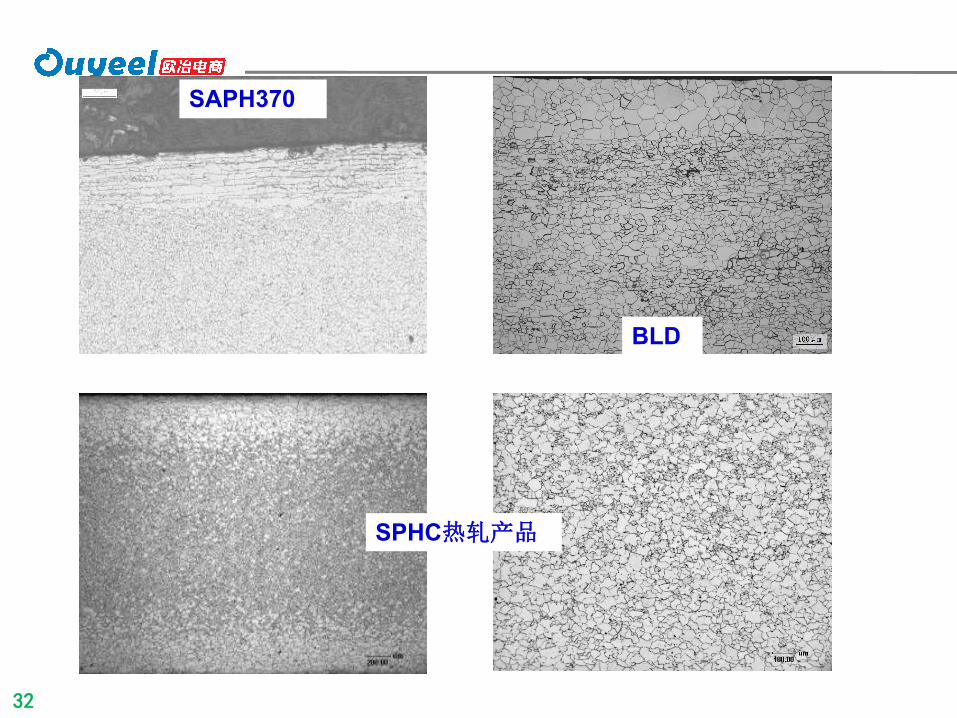
SPHC热轧产品
SAPH370
BLD
32
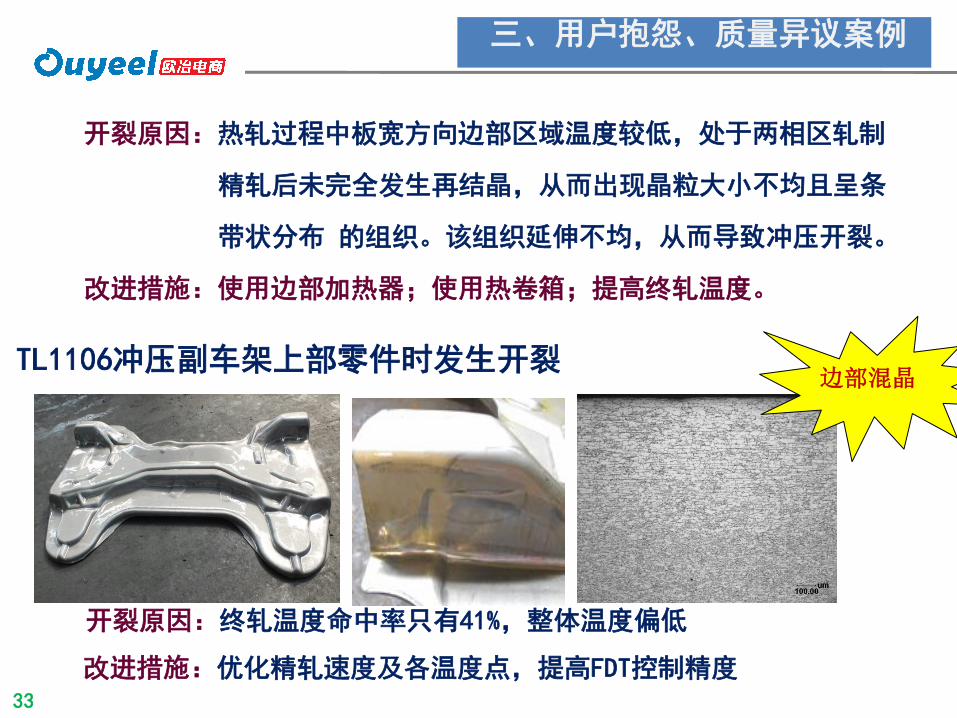
三、用户抱怨、质量异议案例
开裂原因:热轧过程中板宽方向边部区域温度较低,处于两相区轧制
精轧后未完全发生再结晶,从而出现晶粒大小不均且呈条
带状分布 的组织。该组织延伸不均,从而导致冲压开裂。
改进措施:使用边部加热器;使用热卷箱;提高终轧温度。
TL1106冲压副车架上部零件时发生开裂边部混晶
开裂原因:终轧温度命中率只有41%,整体温度偏低
改进措施:优化精轧速度及各温度点,提高FDT控制精度33

三、用户抱怨、质量异议案例
4、使用QStE420TM冲压轿车后桥梁开裂 QStE420材料在永康德均冲压轿车后桥梁的过程中存在开裂
问题,经来样检测分析后发现开裂部位存在MnS夹
杂,等级达到2级。
硫化物 夹 杂
34

QStE380TM冲压开裂(,2.3*1344mm、2.8*1380)
开裂原因:因MnS偏析带,造成冲压开裂。
改进措施:
严格扒渣工艺;
选取纯净废钢,减少废钢带入的S;
适当提高铁水比,甚至全铁水。
在条件允许的情况下,采用双重精炼,即:LF加RH进行生产;
提高连铸扇形段辊缝测量频度;
采取低拉速、低过热度浇注。
三、用户抱怨、质量异议案例
35

5、使用B510L冲压开裂(,2.0*1000mm、2.0*1030mm)
情况概述:使用B510L冲压汽车千斤顶零部件时,出现批量开裂现象
。
带状组织
三、用户抱怨、质量异议案例
36

改进措施:1、投用动态轻压下;改善硫化物的分布;合理控制浇注温度
并保持恒拉速浇注。2、适当增加轧制压下量;适当增加轧后冷却速度。
原因分析:
经分析金相组织中存在带状组织,即铁素体和珠光体沿轧制方向平
行排列、成层状分布、形同条带的组织。
带状组织的存在使钢的组织不均匀,并严重影响钢材性能,尤其降
低钢的塑性、韧性,导致冲压开裂。
三、用户抱怨、质量异议案例
37
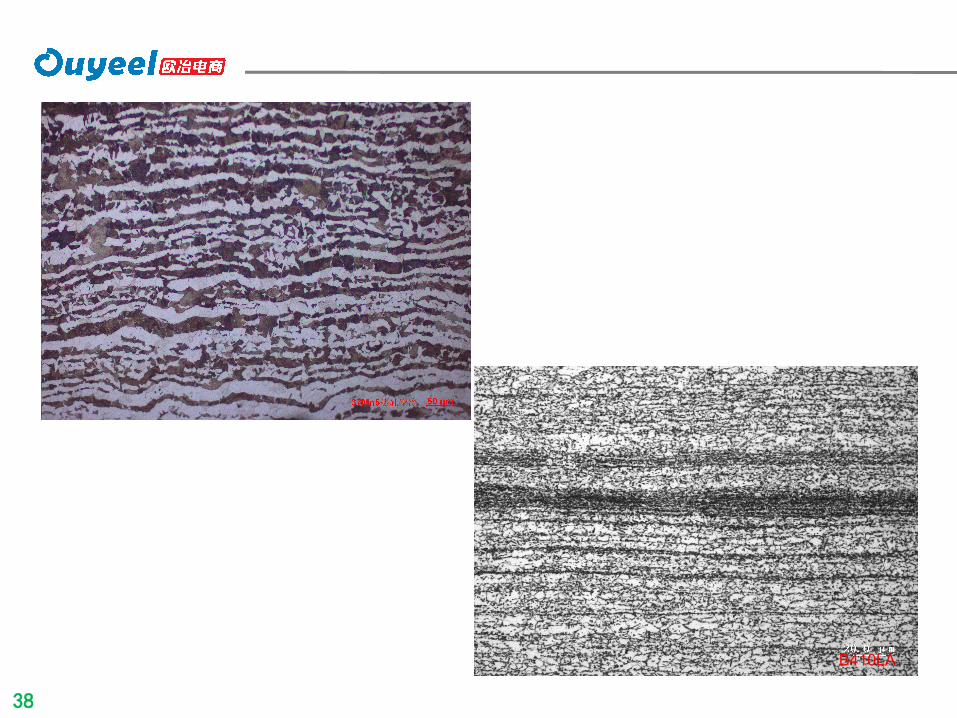
B410LA
38
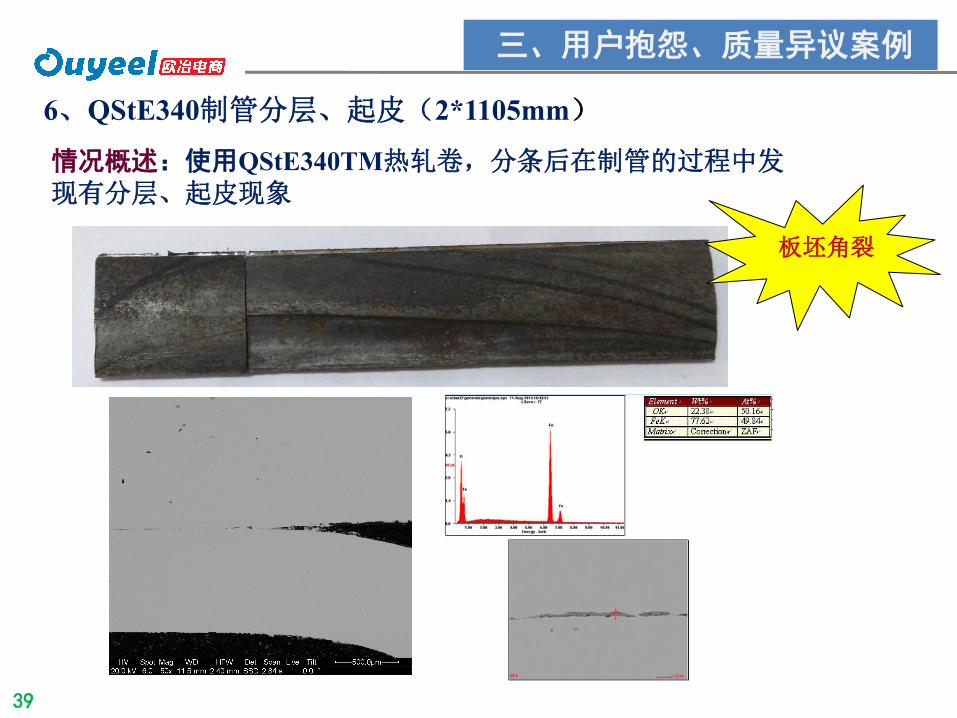
6、QStE340制管分层、起皮(2*1105mm)
情况概述:使用QStE340TM热轧卷,分条后在制管的过程中发现有分层、起皮现象
板坯角裂
三、用户抱怨、质量异议案例
39
现场排查:钢卷经分条后使用,缺陷发生在边部条带上
检测分析:在分层、起皮夹层截面处存在氧化铁缺陷
产生原因:板坯在浇注过程中产生角部横裂纹,热轧加热过程中被氧化,
轧制后形成分层现象。
改进措施:
对该钢种板坯进行全部下线检查并进行倒角处理,清除边部裂纹隐患
热轧厂对边部质量重点管控,将该缺陷作为典型缺陷添加入表面质量控
制系统中,使判定人员能够准确判定该缺陷
将该用户评级上调为A类,对表面质量敏感,避免该类问题卷流入用户
三、用户抱怨、质量异议案例
40
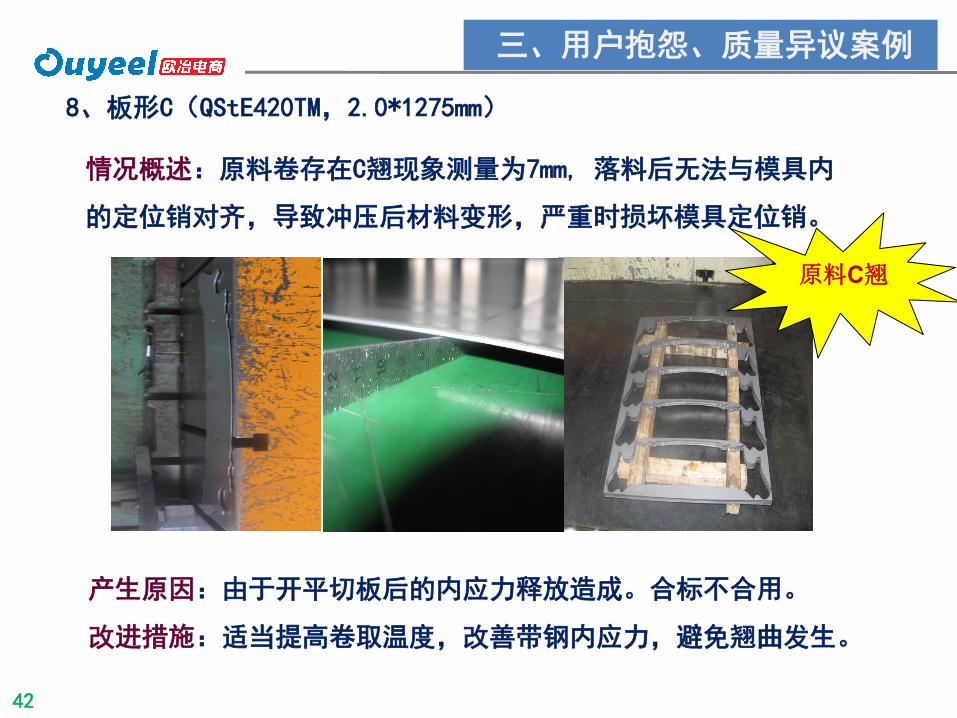
8、板形C(QStE420TM,2.0*1275mm)
产生原因:由于开平切板后的内应力释放造成。合标不合用。
改进措施:适当提高卷取温度,改善带钢内应力,避免翘曲发生。
情况概述:原料卷存在C翘现象测量为7mm, 落料后无法与模具内
的定位销对齐,导致冲压后材料变形,严重时损坏模具定位销。
原料C翘
三、用户抱怨、质量异议案例
42
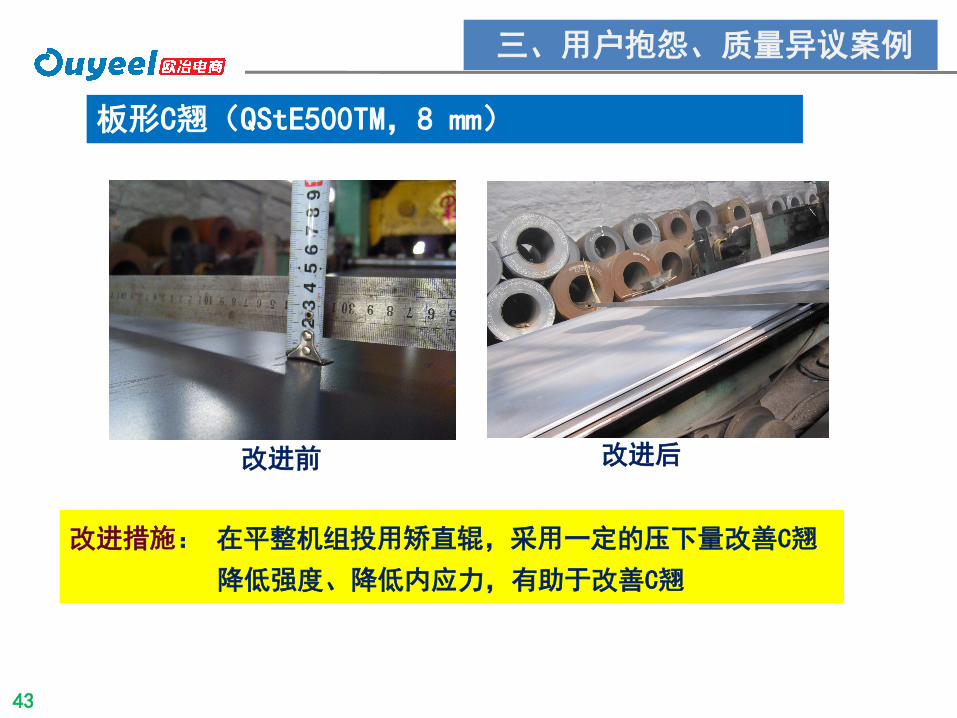
板形C翘(QStE500TM,8 mm)
改进措施: 在平整机组投用矫直辊,采用一定的压下量改善C翘
降低强度、降低内应力,有助于改善C翘
改进前 改进后
三、用户抱怨、质量异议案例
43
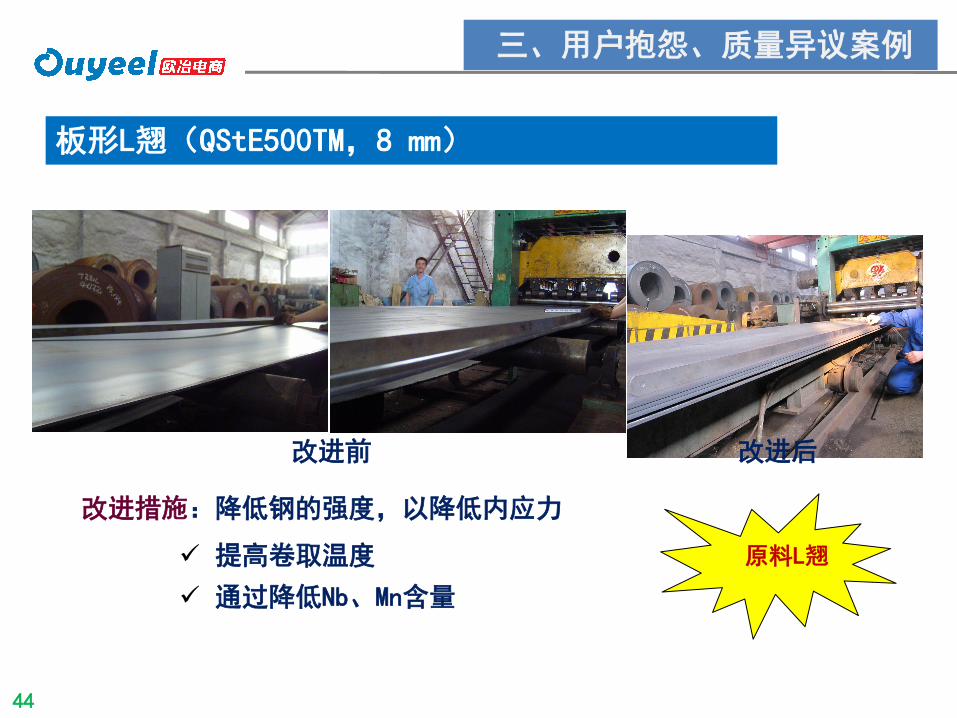
板形L翘(QStE500TM,8 mm)
改进措施:降低钢的强度,以降低内应力
改进后改进前
ü 提高卷取温度
ü 通过降低Nb、Mn含量
三、用户抱怨、质量异议案例
原料L翘
44

四、互动交流
互 动 交 流
45
