2 engenharia de prod e processo
DESCRIPTION
material sobre o processo de produçãoTRANSCRIPT

A. Charifo Ali Lições de Organização da Produção ISUTC
21
2. ENGENHARIA DO PRODUTO E PROCESSO 2.1. Localização da Fábrica 2.1.1. Introdução
A selecção do melhor sítio para instalar uma fábrica é de extrema importância, pois afecta as operações de comercialização dos produtos e a própria expansão. A melhor localização é aquela que baixará os custos aumentando, naturalmente, os ganhos. Isto é, a melhor localização da fábrica é aquela em que os custos de produção e de distribuição dos produtos são mínimos e onde o preço dos volumes de venda traz os máximos lucros.
A má selecção do local para a produção aumenta os custos de aquisição dos factores de produção e impede qualquer desenvolvimento das operações e da fábrica. A escolha de uma certa região para instalação de uma fábrica será, então, a combinação de factores de produção como: matéria-prima, o transporte, a energia, a mão-de-obra, etc. e deferirá de uma outra região independentemente da situação topográfica, da forma e do tamanho que influem somente no layout e no fluxo de materiais de entrada e de saída.
A Localização da fábrica é, pois, um dos aspectos mais importantes que o Projecto de Sistemas de Produção deve ter em conta, pois que enquanto os equipamentos, o layout e os fluxos podem ser alterados facilmente, a localização se muda com elevados custos e muitas dificuldades.
2.1.2. Factores a Considerar na Escolha da Localização da Fábrica
Os factores principais são:
i. Proximidade ou condições de acesso à fonte de matéria-prima;
ii. Proximidade do mercado;
iii. Acessibilidade e existência da mão-de-obra;
iv. Adequação dos custos dos meios de transporte;
v. Existência e acessibilidade das fontes de energia e combustíveis;
vi. Abastecimento de água;
vii. Lei e jurisdição local, estatal e governamental;
viii. Razoabilidade das taxas fiscais locais;
ix. Condições de vida no local (habitação, escolas, hospitais, transporte, etc.).
x. Condições climáticas e ambientais.
Estes factores não têm todos o mesmo grau de importância e dependem do tipo de Sistema de Produção e da capacidade financeira de quem pretende instalar.
2.1.2.1. Fonte da Matéria-prima e o Mercado
A fonte da matéria-prima e o mercado podem ser locais, nacionais, regionais e internacionais. E, em geral as fábricas, começam por fornecer os seus produtos ao mercado local e gradualmente expandem-nos ao regional, nacional até ao internacional.
A. Charifo Ali Lições de Organização da Produção ISUTC
22
A expansão rápida do mercado geralmente depende da capacidade do fabricante em satisfazer melhor aos seus clientes a um preço economicamente mais baixo que os seus concorrentes mais próximos.
A proximidade da fonte da matéria-prima e do mercado afecta no custo do produto final. Geralmente é mais económico estar perto do mercado (dos clientes) do que estar próximo da fonte da matéria-prima, porque é mais difícil expedir produtos acabados, mesmo considerando pesos iguais.
2.1.2.2. Disponibilidade de Infra-estruturas
As infra-estruturas representam sempre a maior e a mais complexa consideração para a localização de uma fábrica. Pois, se não existirem infra-estruturas adequadas, então elas devem ser criadas geralmente a um preço extremamente alto.
I. Os Meios de Transporte e Frete
Os meios de transporte mais utilizados pelas fábricas, tanto para a matéria-prima como para os produtos acabados são: os rodoviários, os ferroviários, os marítimos e fluviais.
A taxa de frete cresce dia após dia, assim o projectista do sistema de produção deve ter em conta este factor. É, em geral, exactamente o custo do frete que obriga as empresas à considerarem sucursais a nível local, regional, nacional ou mesmo internacional. É, ainda, este factor que obriga a indústria a recorrer ao uso de materiais leves (alumínio, magnésio, plástico, etc.) na manufactura de produtos que no passado eram em aço ou ferro fundido. Isto tudo com a intenção da redução dos custos de transporte para o mínimo possível. Deste modo, o local de implantação de uma fábrica deve ter bons meios de transporte e de comunicação.
O modo de transporte deve ser adequado para o tipo de produtos fabricados. Por exemplo, uma refinaria de petróleo necessita de estar ligada à sua fonte do crude ou aos seus mercados por redes de oleodutos. Por isso, para a localização da fábrica todas as formas de transporte (rodoviário, ferroviário, aquático, aéreo, oleodutos e gasodutos) devem ser consideradas.
II. Serviços
Os principais serviços necessários para a operação de uma fábrica são:
• Electricidade;
• Combustíveis;
• Água;
• Drenagens;
• Lixeiras; e
• Comunicações.
Diferentes tipos de fábricas têm diferentes requisitos destes serviços. Por exemplo, indústria alimentar e de bebidas, indústrias química, etc. requerem grandes
A. Charifo Ali Lições de Organização da Produção ISUTC
23
quantidades de água. Indústrias metalúrgicas consomem muita energia eléctrica. Em geral, todas unidades industriais necessitam de excelentes serviços de comunicação. Por isso, no processo de escolha da localização de uma fábrica é importante efectuar-se uma avaliação precisa da existência ou das condições de acessibilidade de serviços, através da capacidade existente no local ou criação dos serviços necessários.
Para as indústrias que requeiram grandes quantidades de energia ou combustíveis, deve-se tomar em consideração este factor ao se projectar um sistema de produção. Por exemplo, ao longo de décadas a energia hidroeléctrica foi a mais utilizada em muitos processos industriais, por isso, as fábricas eram, em geral, localizadas perto de rios ou outras águas correntes. Nos nossos tempos utiliza-se mais a energia eléctrica e, como é óbvio, as fábricas são construídas próximo de centrais de energia com a intenção de se ter maior potência com menor custo possível.
III. Serviços básicos
As necessidades básicas humanas dos trabalhadores devem ser satisfeitas pela empresa ou pela comunidade em que ela se insere. Por isso, uma localização que oferece serviços básicos como: habitação, escolas, serviços de saúde, sistema de transporte, comércio, restaurantes, instalações desportivas, etc. é geralmente preferível que outra que não disponha destes serviços essenciais.
As grandes empresas implantadas em áreas pouco desenvolvidas geralmente criam os seus próprios serviços dando origem a vilas ou mesmo cidades. Além disso, frequentemente os governos oferecem concessões para implantação de indústrias em áreas remotas justamente para que as indústrias possam criar infra-estruturas sociais e económicas.
2.1.2.3. Terra, Clima e Ambiente
A conveniência da terra e do clima devem ser considerados. Apesar das tecnologias modernas darem a possibilidade de construção de edifícios quase em todos os sítios, os custos nem sempre são comportáveis. Além disso, deve-se pensar em espaço para expansão futura.
O custo da terra deve ser tomado em conta na escolha da localização da fábrica. Geralmente o custo da terra nas proximidades de grandes cidades é muito mais alto que em áreas remotas.
Certas unidades industriais possuem potencial para a criar danos ao meio ambiente. Por exemplo, uma fábrica de produtos pirotécnicos tem potencial de provocar grandes incêndios; Indústria química é também perigosa para o meio ambiente sobretudo para as águas. Por isso, é imperioso escolher a localização da fábrica de modo a não afectar o ambiente afectando as comunidades circunvizinhas.
2.1.2.4. Mão-de-obra e Salário
A mão-de-obra e o salário têm influenciado bastante na distribuição geográfica, tanto das indústrias como das especializações nos seguintes aspectos:
A. Charifo Ali Lições de Organização da Produção ISUTC
24
• A mão-de-obra especializada encontra-se, em geral, concentrada em certas regiões atraída pela existência de actividades específicas da sua especialização, o que pressupõe a existência de muitas fábricas de mesmo género.
• As empresas tendem a concentrarem-se nas regiões onde a mão-de-obra e o modo de vida são baratos.
Em qualquer país, se fazer-se um estudo da distribuição das fábricas verificar-se-á que existirão regiões onde se concentram determinados tipos de indústrias.
Dado que o salário é um dos principais custos da produção é sempre conveniente conhecer a situação da mão-de-obra na região antes de decidir a implantação da fábrica.
2.1.2.5. Ambiente de Negócio
O ambiente de negócios tem grande impacto na escolha da localização de uma fábrica. A estabilidade política, o estado da economia, a inflação, as barreiras na importação ou exportação e os incentivos governamentais são grandes factores na escolha da localização da fábrica, pois influenciam o ambiente de negócios.
Os aspectos socioculturais não podem ser ignorados. Por exemplo, não seria muito recomendável instalar uma unidade de produção de enlatados de derivados de porco na Região Norte de Moçambique onde a maior parte da população é muçulmana.
2.1.3. Influência e Importância da Comunidade na Localização da Fábrica
O tamanho da comunidade onde se deve instalar uma fábrica é dos mais importantes e controversos factores a ter em conta ao projectar um sistema de produção, podendo-se escolher desde a grande cidade até a zona rural. Tanto uma como outra zona tem vantagens e desvantagens.
2.1.3.1. Escolha de uma Cidade
Vantagens: • Grande mercado;
• Proximidade dos fornecedores;
• Proximidade de fábricas semelhantes;
• Melhor mão-de-obra;
• Melhores condições de transporte;
• Melhor protecção (bombeiros, etc.);
• Serviços abundantes (peritos de todas áreas);
• Fácil financiamento.
Desvantagens: • Altos impostos e taxas;
• Alto custo de mão-de-obra;
A. Charifo Ali Lições de Organização da Produção ISUTC
25
• Elevados custos de instalação e exploração (terreno, água, energia, etc.);
• Pouco espaço disponível para a expansão;
• Fraco relacionamento entre os empregados.
2.1.3.2. Escolha de uma Vila ou Zona Rural
Vantagens: • Pouca congestão industrial;
• Baixos custos de instalação e de exploração;
• Baixos impostos e taxas;
• Em geral, baixos salários;
• Posto de produção de expansão;
• Proximidade das habitações dos empregados em relação a fábrica;
• Melhores condições de segurança e ambientais (pouco barulho, pouca possibilidade de incêndios, etc.).
Desvantagens:
• Grande distância dos clientes e dos fornecedores;
• Pobres condições de protecção;
• Caros e pobres meios de transporte;
• Serviços carentes;
• Falta de mão-de-obra especializada.
2.1.4. Técnicas de Localização da Fábrica e Postos de produção
Uma fábrica, um posto de produção, etc. têm interacção com os outros posto de produção e com o ambiente. Por exemplo, uma máquina implantada numa fábrica necessita de ter um sistema de manuseamento de materiais e pode se relacionar com outras máquinas.
Do mesmo modo, uma fábrica necessita de receber a matéria-prima de fora e de expedir os produtos acabados para o mercado. Os custos de transporte dos materiais são dependentes das distâncias entre a fábrica e os mercados e entre a fábrica e as fontes das matérias-primas. Assim, o modelo matemático para a óptima localização da fábrica sem sucursais é formulado segundo se apresenta abaixo.
Seja:
• n , o número de postos de produção existentes com as quais o novo posto de produção terá interacção;
• iw , a quantidade do material movimentado entre um i-ésimo posto de produção existente e o novo posto de produção;

A. Charifo Ali Lições de Organização da Produção ISUTC
26
• ),( ii ba , as coordenadas dos i-ésimos postos de produção existentes; e • ),( yx , as coordenadas do novo posto de produção.
Assumindo que o custo de manuseamento do material é proporcional ao produto da quantidade do material a ser movimentado e a distância a ser percorrida, o custo total do manuseamento do material será proporcional ao valor TC, dado pela fórmula 2.1.
)(1
idwTCn
ii∑
=
= 2.1
Onde )(id é a distância entre um i-ésimo posto de produção existente, com as coordenadas ),( ii ba , e o novo posto de produção localizada no ponto ),( yx . A distância )(id pode ser expressa por uma das seguintes fórmulas:
ybxaid ii −+−=)( 2.2
22 )()()( ybxaid ii −+−= 2.3
22 )()()( ybxaid ii −+−= 2.4
As formulas 2.2, 2.3 e 2.4 são usadas em diferentes circunstâncias, a saber:
• A fórmula 2.2, conhecida como distância rectilínea, é usada quando o movimento dos materiais é efectuado ao longo de corredores perpendiculares, se for dentro de uma fábrica, ou ao longo de estradas rectas com cruzamentos perpendiculares, se for numa cidade;
• A fórmula 2.3 é usada para a determinação da distância, para a localização de posto de produção nos casos em que o custo de manuseamento dos materiais não pode ser considerado directamente proporcional à distância, sendo assumido que é proporcional a uma certa potência da distância do movimento;
• A fórmula 2.4, das distâncias Euclidianas é a mais usada, por causa da sua simplicidade matemática. A minimização da função de custos requer a utilização de derivadas parciais e, para o problema das distâncias Euclidianas quadráticas, estas derivadas são lineares. Este facto, torna mais simples a resolução do problema. Deste modo, a fórmula das distâncias Euclidianas é usada quando o movimento dos materiais é feito ao longo das rotas mais curtas.
Substituindo )(id da fórmula 2.1 pelos segundos membros das equações 2.2, 2.3 e 2.4, tem-se:
( )yyxxwTC ii
n
ii −+−= ∑
=1 2.5
( )22
1)()( yyxxwTC ii
n
ii −+−= ∑
=
2.6
22
1)()( yyxxwTC ii
n
ii −+−= ∑
=
2.7

A. Charifo Ali Lições de Organização da Produção ISUTC
27
2.1.4.1. Problema das Distâncias Rectilíneas
O Problema das distâncias rectilíneas pode ser resolvido usando o modelo de Programação Linear. Alternativamente, este problema pode ser resolvido usando o método da Localização Mediana que é muito mais fácil. Este último método é descrito conforme se apresenta abaixo.
A equação 2.5 pode ser partida em dois componentes: 1TC e 2TC , conforme se define abaixo:
xxwTC i
n
ii −= ∑
=11 ; e yywTC i
n
ii −= ∑
=12
Note-se que a relação 2.5 será minimizada se 1TC e 2TC forem também minimizadas. Note-se, ainda, que o valor absoluto de ba − pode ser expresso como:
qpba +=− ,
Onde:
000
0
=⋅≥≥
=+−−
qpqp
qpba
Por isso, 1TC pode ser expresso como:
( )qpwxxwTC i
n
iii
n
ii +=−= ∑∑
== 111
Onde:
000
0
=⋅≥≥
=+−−
qpqp
qpxx
i
ii
Deste modo, o problema de minimização do 1TC pode ser formulado do seguinte modo:
( )
niparaqpxxaSujeito
qpwTCMinimizar
i
i
n
ii
,...,2,1,0:
:1
1
==+−−
+= ∑=
Similarmente, um outro modelo pode ser formulado para a minimização do 2TC , podendo, ambos os modelos, serem resolvidos separadamente. O primeiro
modelo dará o óptimo valor para a coordenada X e o último dará o óptimo valor para a coordenada Y .
Sendo assim, o problema da localização da fábrica sem sucursais e considerando distâncias rectilíneas, pode ser resolvido como sendo dois problemas

A. Charifo Ali Lições de Organização da Produção ISUTC
28
independentes de Programação Linear. Este problema, por causa da sua estrutura especial, pode ser facilmente resolvido.
Limitação do Modelo das Distâncias Rectilíneas
O modelo assume que qualquer que seja a coordenada determinada pode servir para a localização de um novo posto de produção. Sendo assim, a óptima localização dada pelo modelo pode coincidir como o cimo ou encosta de uma montanha, um ponto sobre um rio, lago ou mar ou, ainda, sobre uma área habitacional onde a actividade industrial não é permitida. Por causa destas, ou de outras razões, a óptima localização pode não ser aceitável para a localização da nova fábrica. Para se ultrapassar este problema, traçam-se curvas para custos iguais à volta do ponto óptimo. A localização da nova fábrica será num ponto aceitável em que o custo total será mínimo.
2.1.4.2. Problema Euclidiano Quadrático
No Problema Euclidiano Quadrático assume-se que o custo de transporte entre dois postos de produção é proporcional ao quadrado das distâncias euclidianas entre os postos de produção.
Deste modo, suponhamos que existem n postos de produção nos pontos
nPPP ,...,, 21 , com as coordenadas ),(,...),,(),,( 2211 nn bababa . E se pretende adicionar um novo posto de produção, no arranjo físico existente, de modo que os custos de manuseamento dos materiais sejam mínimos. Neste caso, seja:
• n , o número de postos de produção existentes; • iP com coordenadas ),( ii yx , as localizações dos i-ésimos postos de produção
existentes; • iw a quantidade dos materiais movimentados entre os i-ésimos postos de
produção existentes e o novo posto de produção cuja localização se pretende que seja determinada.
Se se poder assumir que os custos de manuseamento dos materiais são proporcionais às quantidades dos materiais movimentados e aos quadrados das distâncias euclidianas entre as fontes e os destinos, o custo total Z , pode ser expresso como:
( ) ( )[ ]∑=
−+−=n
iiii byaxwZ
1
22 2.8
A função Z pode ser minimizada anulando as suas devidas parciais xZ
∂∂
e yZ
∂∂
que são expressões lineares. Sendo assim:
0=∂∂
xZ
e 0=∂∂
yZ
; resolvendo estas equações em ordem x e a y , obtêm-se as
coordenadas óptimas para a localização do novo posto de produção.
As coordenadas óptimas *x e *y são obtidas através das seguintes relações:

A. Charifo Ali Lições de Organização da Produção ISUTC
29
∑
∑
=
== n
ii
n
iii
w
awx
1
1* 2.9
∑
∑
=
== n
ii
n
iii
w
bwy
1
1* 2.10
Note-se que *x e *y coincidem com as coordenadas do centro de gravidade dos pesos nwww ,...,, 21 com as coordenadas ),(,...),,(),,( 2211 nn yxyxyx . Por esta razão, o Problema Euclidiano Quadrático é também conhecido como o Problema de Gravidade.
2.1.4.3. Problema das Distâncias Euclidianas
No problema das distâncias euclidianas assume-se que o custo de transporte entre dois postos de produção é proporcional à distância mais curta entre elas. Suponhamos que existem n postos de produção nos pontos nPPP ,...,, 21 com coordenadasa ),(,...),,(),,( 2211 nn bababa . E se pretende adicionar um novo posto de produção, no arranjo físico existente, de modo que os custos de manuseamento dos materiais sejam mínimos. Neste caso, seja:
• n , o número de posto de produção existentes; • iP , com coordenadas ),( ii yx , as localizações dos i-ésimos postos de produção
existentes; • iw a quantidade dos materiais movimentados entre os i-ésimos posto de
produção existentes e o novo posto de produção, cuja localização se pretende determinar.
Se se poder assumir que os custos de manuseamento dos materiais são proporcionais às quantidades dos materiais movimentados e às distâncias euclidianas entre as fontes e os destinos, o custo total Z , pode ser expresso como:
( ) ( )22
1ii
n
ii byaxwZ −+−= ∑
=
Considerando que Z toma o seu valor mínimo quando *xx = e *yy = , para o problema euclidiano as derivadas parciais de Z tomam os seguintes aspectos:
( )( ) ( )∑
= −+−
−=
∂∂ n
i ii
ii
byaxaxw
xZ
122
( )( ) ( )∑
= −+−
−=
∂∂ n
i ii
ii
byaxbyw
yZ
122
A. Charifo Ali Lições de Organização da Produção ISUTC
30
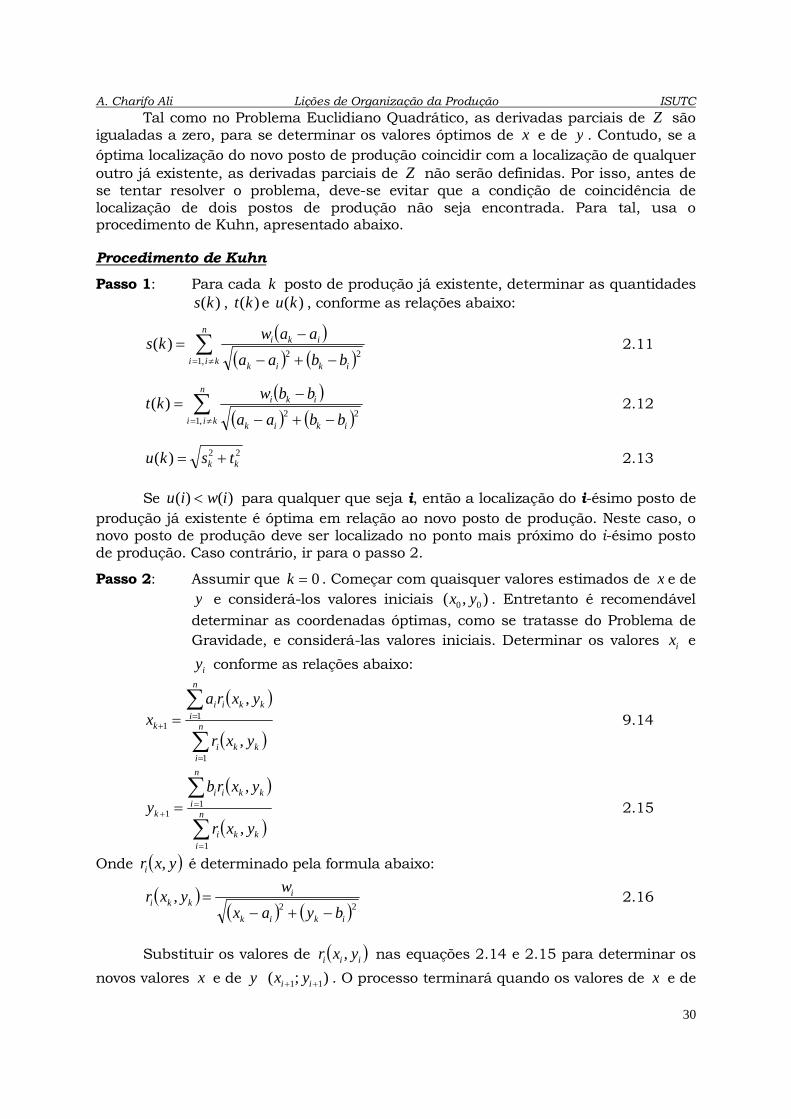
Tal como no Problema Euclidiano Quadrático, as derivadas parciais de Z são igualadas a zero, para se determinar os valores óptimos de x e de y . Contudo, se a óptima localização do novo posto de produção coincidir com a localização de qualquer outro já existente, as derivadas parciais de Z não serão definidas. Por isso, antes de se tentar resolver o problema, deve-se evitar que a condição de coincidência de localização de dois postos de produção não seja encontrada. Para tal, usa o procedimento de Kuhn, apresentado abaixo.
Procedimento de Kuhn Passo 1: Para cada k posto de produção já existente, determinar as quantidades
)(ks , )(kt e )(ku , conforme as relações abaixo:
( )( ) ( )∑
≠= −+−
−=
n
kii ikik
iki
bbaaaawks
,122
)( 2.11
( )( ) ( )∑
≠= −+−
−=
n
kii ikik
iki
bbaabbwkt
,122
)( 2.12
22)( kk tsku += 2.13
Se )()( iwiu < para qualquer que seja i, então a localização do i-ésimo posto de produção já existente é óptima em relação ao novo posto de produção. Neste caso, o novo posto de produção deve ser localizado no ponto mais próximo do i-ésimo posto de produção. Caso contrário, ir para o passo 2.
Passo 2: Assumir que 0=k . Começar com quaisquer valores estimados de x e de y e considerá-los valores iniciais ),( 00 yx . Entretanto é recomendável determinar as coordenadas óptimas, como se tratasse do Problema de Gravidade, e considerá-las valores iniciais. Determinar os valores ix e
iy conforme as relações abaixo:
( )
( )∑
∑
=
=+ = n
ikki
n
ikkii
k
yxr
yxrax
1
11
,
, 9.14
( )
( )∑
∑
=
=+ = n
ikki
n
ikkii
k
yxr
yxrby
1
11
,
, 2.15
Onde ( )yxri , é determinado pela formula abaixo:
( )( ) ( )22
,ikik
ikki
byaxwyxr
−+−= 2.16
Substituir os valores de ( )iii yxr , nas equações 2.14 e 2.15 para determinar os novos valores x e de y );( 11 ++ ii yx . O processo terminará quando os valores de x e de
A. Charifo Ali Lições de Organização da Produção ISUTC
31
y convergirem para um determinado ponto, isto é, quando o valor dos custos totais deixar de sofrer alteração significativa.
2.1.4.4. Problema de Transporte Para Adição da Nova Fábrica
Uma empresa pode necessitar de expandir a capacidade de produção da sua fábrica ou pode necessitar de implantar uma nova fábrica. No caso de implantação de uma nova fábrica, pode ser necessário determinar a óptima localização da nova instalação fabril.
Geralmente, um determinado número de localizações viáveis podem estar disponíveis. Neste caso, surge a necessidade de avaliar todas as localizações viáveis e escolher a melhor. Nestes casos, o Problema de Transporte para a localização de uma nova fábrica pode ajudar a resolver a questão. Esta subsecção explica o método através de um exemplo.
Exemplo
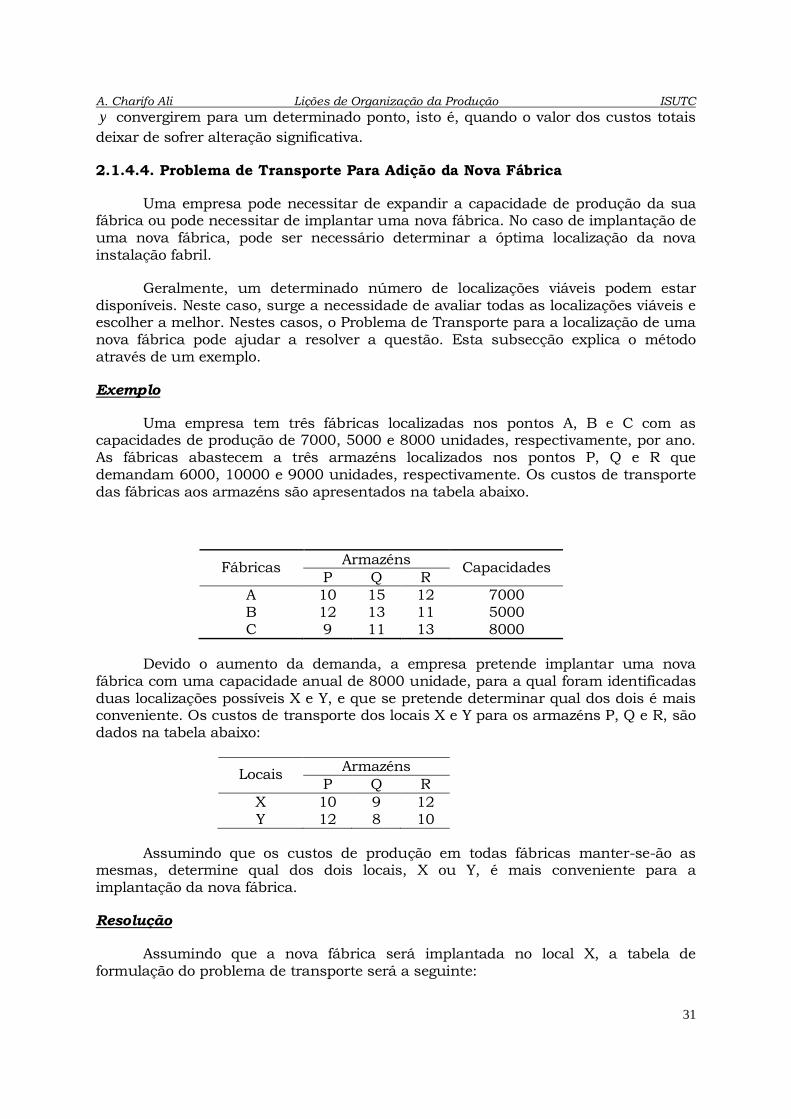
Uma empresa tem três fábricas localizadas nos pontos A, B e C com as capacidades de produção de 7000, 5000 e 8000 unidades, respectivamente, por ano. As fábricas abastecem a três armazéns localizados nos pontos P, Q e R que demandam 6000, 10000 e 9000 unidades, respectivamente. Os custos de transporte das fábricas aos armazéns são apresentados na tabela abaixo.
Fábricas Armazéns Capacidades P Q R
A 10 15 12 7000 B 12 13 11 5000 C 9 11 13 8000
Devido o aumento da demanda, a empresa pretende implantar uma nova fábrica com uma capacidade anual de 8000 unidade, para a qual foram identificadas duas localizações possíveis X e Y, e que se pretende determinar qual dos dois é mais conveniente. Os custos de transporte dos locais X e Y para os armazéns P, Q e R, são dados na tabela abaixo:
Locais Armazéns P Q R
X 10 9 12 Y 12 8 10
Assumindo que os custos de produção em todas fábricas manter-se-ão as mesmas, determine qual dos dois locais, X ou Y, é mais conveniente para a implantação da nova fábrica.
Resolução
Assumindo que a nova fábrica será implantada no local X, a tabela de formulação do problema de transporte será a seguinte:
A. Charifo Ali Lições de Organização da Produção ISUTC
32
Fábricas Armazéns Capacidades P Q R
A 10 15 12 7000 B 12 13 11 5000 C 9 11 13 8000 X 10 9 12 8000
Demandas 6000 10000 9000 -
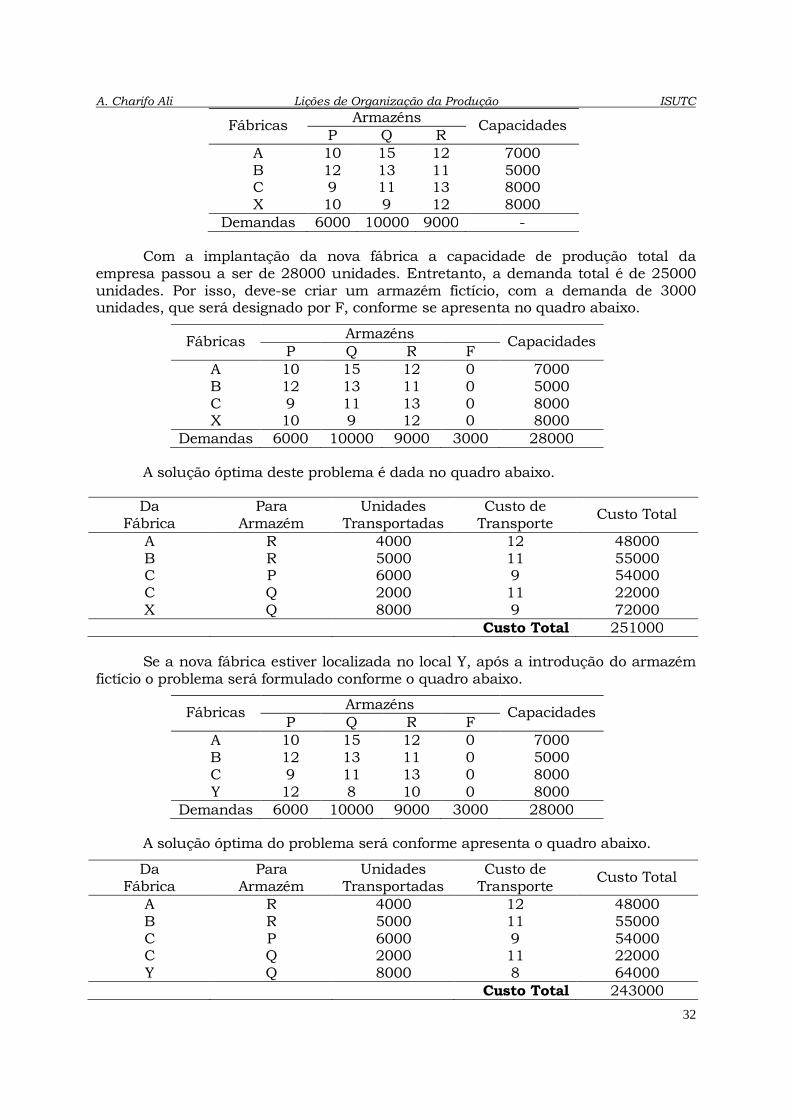
Com a implantação da nova fábrica a capacidade de produção total da empresa passou a ser de 28000 unidades. Entretanto, a demanda total é de 25000 unidades. Por isso, deve-se criar um armazém fictício, com a demanda de 3000 unidades, que será designado por F, conforme se apresenta no quadro abaixo.
Fábricas Armazéns Capacidades P Q R F
A 10 15 12 0 7000 B 12 13 11 0 5000 C 9 11 13 0 8000 X 10 9 12 0 8000
Demandas 6000 10000 9000 3000 28000
A solução óptima deste problema é dada no quadro abaixo.
Da Fábrica
Para Armazém
Unidades Transportadas
Custo de Transporte Custo Total
A R 4000 12 48000 B R 5000 11 55000 C P 6000 9 54000 C Q 2000 11 22000 X Q 8000 9 72000
Custo Total 251000
Se a nova fábrica estiver localizada no local Y, após a introdução do armazém fictício o problema será formulado conforme o quadro abaixo.
Fábricas Armazéns Capacidades P Q R F
A 10 15 12 0 7000 B 12 13 11 0 5000 C 9 11 13 0 8000 Y 12 8 10 0 8000
Demandas 6000 10000 9000 3000 28000
A solução óptima do problema será conforme apresenta o quadro abaixo.
Da Fábrica
Para Armazém
Unidades Transportadas
Custo de Transporte Custo Total
A R 4000 12 48000 B R 5000 11 55000 C P 6000 9 54000 C Q 2000 11 22000 Y Q 8000 8 64000
Custo Total 243000
A. Charifo Ali Lições de Organização da Produção ISUTC
33
Este último quadro apresenta um custo total de transporte menor em relação àquele encontrado no caso anterior. Por isso, a nova fábrica deve ser implantada no local Y e deve abastecer o armazém Q com 8000 unidades. Note-se que apesar da fábrica A possuir uma capacidade de produção de 7000 unidades deve produzir apenas 4000 unidades, podendo usar a capacidade remanescente para produção de um outro produto.
2.1.4.5. Problema de Afectação Para Adição do Novo Equipamento
Similarmente ao caso do Problema de Transporte para a localização de uma nova fábrica, o Problema de Atribuição pode ser usado para instalação de um novo equipamento, conforme apresenta o exemplo abaixo.
Exemplo
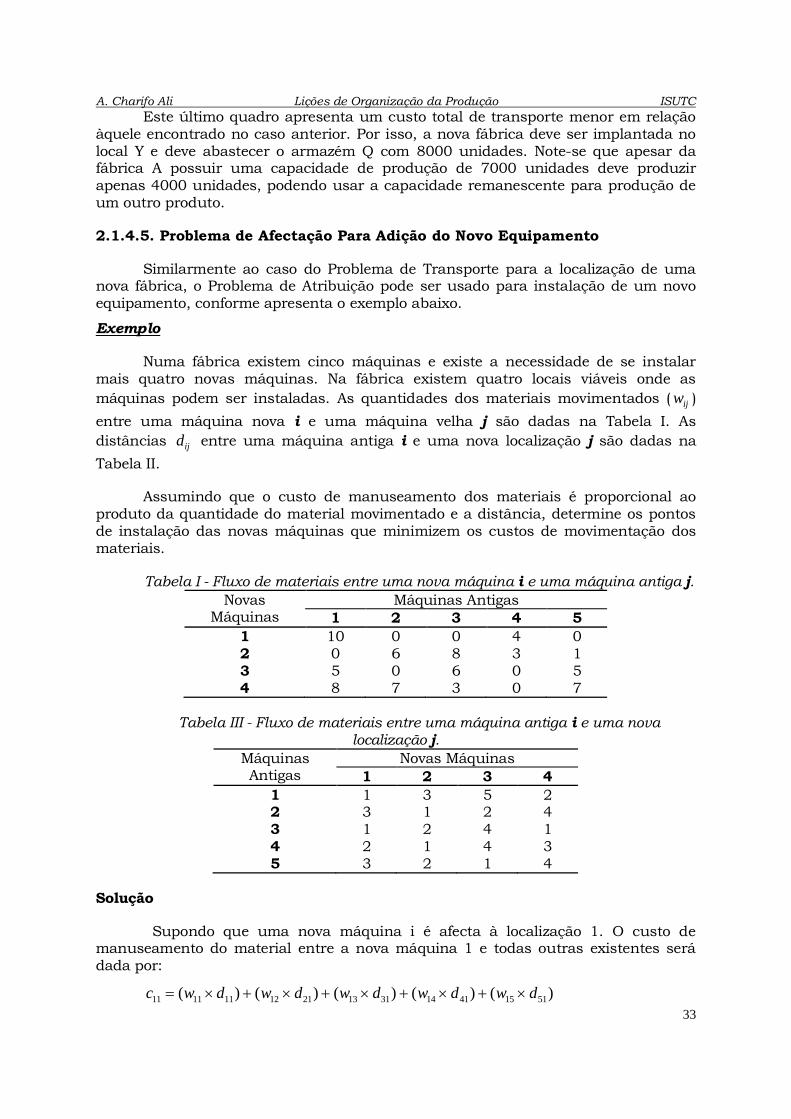
Numa fábrica existem cinco máquinas e existe a necessidade de se instalar mais quatro novas máquinas. Na fábrica existem quatro locais viáveis onde as máquinas podem ser instaladas. As quantidades dos materiais movimentados ( ijw ) entre uma máquina nova i e uma máquina velha j são dadas na Tabela I. As distâncias ijd entre uma máquina antiga i e uma nova localização j são dadas na Tabela II.
Assumindo que o custo de manuseamento dos materiais é proporcional ao produto da quantidade do material movimentado e a distância, determine os pontos de instalação das novas máquinas que minimizem os custos de movimentação dos materiais.
Tabela I - Fluxo de materiais entre uma nova máquina i e uma máquina antiga j. Novas
Máquinas Máquinas Antigas
1 2 3 4 5 1 10 0 0 4 0 2 0 6 8 3 1 3 5 0 6 0 5 4 8 7 3 0 7
Tabela III - Fluxo de materiais entre uma máquina antiga i e uma nova localização j.
Máquinas Antigas
Novas Máquinas 1 2 3 4
1 1 3 5 2 2 3 1 2 4 3 1 2 4 1 4 2 1 4 3 5 3 2 1 4
Solução
Supondo que uma nova máquina i é afecta à localização 1. O custo de manuseamento do material entre a nova máquina 1 e todas outras existentes será dada por:
)()()()()( 5115411431132112111111 dwdwdwdwdwc ×+×+×+×+×=
A. Charifo Ali Lições de Organização da Produção ISUTC
34
Similarmente, o custo de manuseamento do material entre a nova máquina i e todas outras existentes no caso esta se encontre instalada na localização j ( ijc ), é
dada por: )()()()()( 5544332211 jijijijijiij dwdwdwdwdwc ×+×+×+×+×=
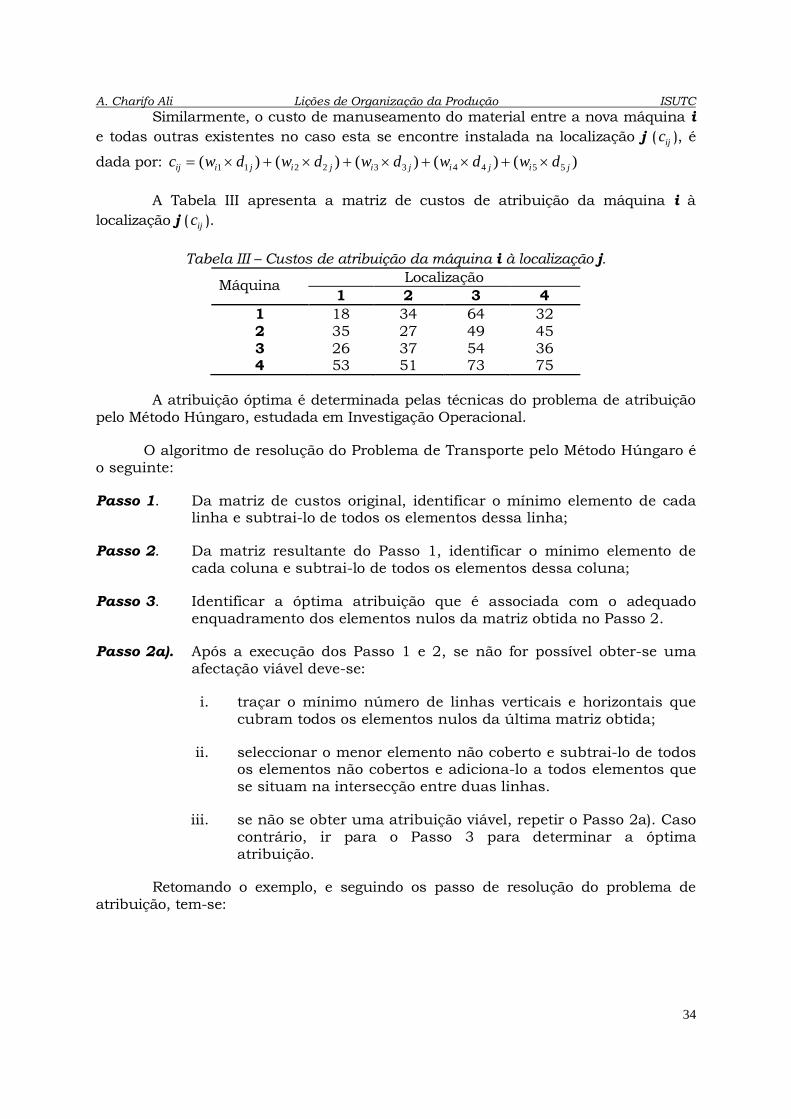
A Tabela III apresenta a matriz de custos de atribuição da máquina i à localização j ( ijc ).
Tabela III – Custos de atribuição da máquina i à localização j. Máquina Localização
1 2 3 4 1 18 34 64 32 2 35 27 49 45 3 26 37 54 36 4 53 51 73 75
A atribuição óptima é determinada pelas técnicas do problema de atribuição pelo Método Húngaro, estudada em Investigação Operacional.
O algoritmo de resolução do Problema de Transporte pelo Método Húngaro é o seguinte:
Passo 1. Da matriz de custos original, identificar o mínimo elemento de cada linha e subtrai-lo de todos os elementos dessa linha;
Passo 2. Da matriz resultante do Passo 1, identificar o mínimo elemento de cada coluna e subtrai-lo de todos os elementos dessa coluna;
Passo 3. Identificar a óptima atribuição que é associada com o adequado enquadramento dos elementos nulos da matriz obtida no Passo 2.
Passo 2a). Após a execução dos Passo 1 e 2, se não for possível obter-se uma afectação viável deve-se:
i. traçar o mínimo número de linhas verticais e horizontais que cubram todos os elementos nulos da última matriz obtida;
ii. seleccionar o menor elemento não coberto e subtrai-lo de todos os elementos não cobertos e adiciona-lo a todos elementos que se situam na intersecção entre duas linhas.
iii. se não se obter uma atribuição viável, repetir o Passo 2a). Caso contrário, ir para o Passo 3 para determinar a óptima atribuição.
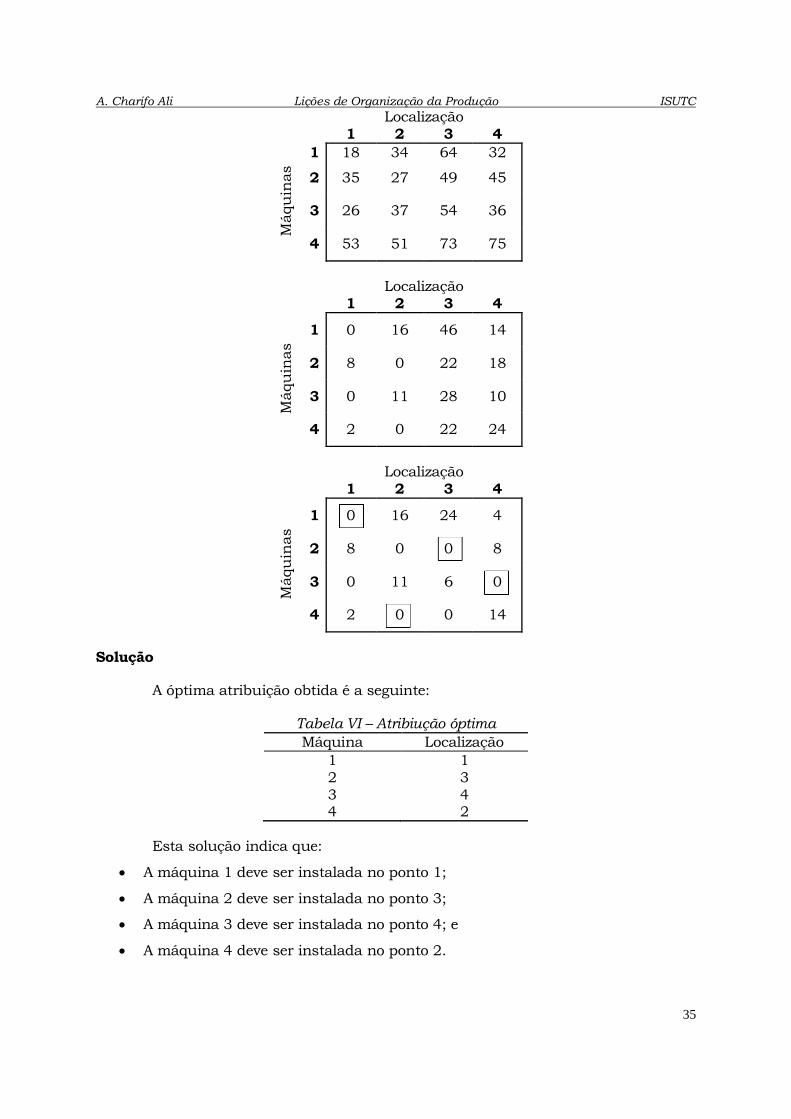
Retomando o exemplo, e seguindo os passo de resolução do problema de atribuição, tem-se:
A. Charifo Ali Lições de Organização da Produção ISUTC
35
Localização 1 2 3 4
Máq
uin
as
1 18 34 64 32
2 35 27 49 45
3 26 37 54 36
4 53 51 73 75
Localização 1 2 3 4
Máq
uin
as
1 0 16 46 14
2 8 0 22 18
3 0 11 28 10
4 2 0 22 24
Localização 1 2 3 4
Máq
uin
as
1 0 16 24 4
2 8 0 0 8
3 0 11 6 0
4 2 0 0 14
Solução
A óptima atribuição obtida é a seguinte:
Tabela VI – Atribiução óptima Máquina Localização
1 1 2 3 3 4 4 2
Esta solução indica que:
• A máquina 1 deve ser instalada no ponto 1;
• A máquina 2 deve ser instalada no ponto 3;
• A máquina 3 deve ser instalada no ponto 4; e
• A máquina 4 deve ser instalada no ponto 2.
A. Charifo Ali Lições de Organização da Produção ISUTC
36
2.2. IMPLANTAÇÃO DA FÁBRICA 2.2.1. Anteprojecto e Projecto de uma fábrica
Os aspectos propriamente técnicos devem ser abortados com algum detalhe logo na fase preparatória de um projecto de investimento (fase de anteprojecto) com o objectivo de:
i. Efectuar uma estimativa de investimento – Na fase do anteprojecto deve-se fazer uma estimativa, tão correcta quanto possível, dos custos de investimento (aquisição de terrenos, equipamentos, edificações, materiais, etc.). Relativamente a este ponto o estudo deverá conter:
a) a planta do terreno e implantação dos edifícios com indicação de áreas cobertas e não cobertas das secções principais e auxiliares ("layout" geral);
b) o diagrama ("flow sheet") geral das várias fases e operações do processo de produção a adoptar, com a descrição sucinta de cada uma;
c) a especificação dos equipamentos principais e auxiliares contendo a designação, origem, capacidade, custo de aquisição e de montagem;
d) a cronologia do investimento (duração das fases de construção e instalação de equipamentos e outros meios auxiliares da produção).
ii. Determinar as necessidades de factores de produção – Estabelecer correctamente as necessidades de matérias-primas e subsidiárias, mão-de-obra) as condições locais da sua obtenção, e, a partir delas, fazer a estimativa do custo de produção para níveis de capacidade. Relativamente a este ponto, para o processo produtivo deve-se escolher o seguinte:
a) Consumos normais de matérias-primas e subsidiárias, de energia, de água, de combustíveis, de vapor, de ar comprimido, etc., por unidade produzida e por escalões de capacidade.
b) Lista de pessoal por secções indicando as categorias, as previsão de em remunerações e encargos sociais;
c) Condições locais de fornecimento das matérias-primas e subsidiárias e o recrutamento da mão-de-obra, baseados em inquérito sobre as disponibilidades, preços e qualidade;
De uma forma geral, pode-se concluir que o objectivo do Estudo Técnico e "Engineering" é o de conjugar ou agrupar todos os conhecimentos adquiridos para o projecto de uma oficina ou instalação fabril produtiva.
2.2.2. Princípios a Observar ao Estudar uma Implantação
Os princípios a observar ao estudar uma implantação foram estabelecidos por Muther e são todos considerados com o mesmo grau de importância.
i. Princípio do fluxo em linha recta – Uma implantação de base deve permitir à produção ter uma progressão em linha recta, a fim de que, dentro de um arranjo teórico ideal, as matérias-primas entrem por um extremo do edifício, passem através do processo de fabricação, em linha recta, e saiam pelo outro extremo, já como produtos acabados, prontos a serem expedidos.
A. Charifo Ali Lições de Organização da Produção ISUTC
37
ii. Princípio de adaptação da implantação ao processo – O tipo de edifício e a posição da própria fábrica, das máquinas, armazém, escritórios, etc., podem e devem ser determinados de acordo com os processos, segundo os quais se vai trabalhar. Relativamente ao tipo de edifício, desde que actualmente se adoptem na maioria dos casos, edifícios de um único piso, pode haver vantagens na utilização de vários andares, especialmente nos casos em que é possível usar sistematicamente a gravidade no transporte entre e através processos.
iii. Princípio de integração total – A melhor implantação é aquela que integra homens, materiais, máquinas, actividades de suporte e outros factores importantes, dum modo que corresponda ao melhor compromisso.
iv. Princípio da mínima distância a percorrer – Em igualdade de outras circunstâncias, será melhor a implantação que corresponde à mínima distância entre operações.
v. Princípio de fluxo contínuo - Em igualdade de outras circunstâncias, será melhor a implantação que corresponda a um arranjo das áreas de trabalho, segundo a mesma sequência de trabalho, tratamento e montagem dos materiais.
vi. Princípio do aproveitamento do espaço – A maior economia obtém-se pela utilização efectiva de todo o espaço disponível, quer horizontal, quer vertical.
vii. Princípio da satisfação e segurança – Em igualdade de outras circunstâncias, será melhor a implantação que proporcione aos operários a maior satisfação e segurança no trabalho.
viii. Princípio de flexibilidade – Em igualdade de outras circunstâncias, será melhor a implantação que possa ser adaptada ao evoluir das necessidades, por um mínimo de custo e de inconvenientes.
2.2.3 Tipos de implantação
Num plano teórico, e apesar do número de possibilidades diferentes ser quase infinito, definem-se normalmente duas categorias - tipo de implantação:
1º) Subordinada ao produto que se fabrica e em que as máquinas e os postos de trabalho são dispostos pela mesma ordem em que intervêm nas operações necessárias para obtê-los (Implantação - Produto ou "product layout").
2º) Determinada pelo tipo de processo através do qual os materiais têm de passar, durante a sua manufactura, e em que as máquinas ou postos de trabalho são agrupados por especialização (Implantação - operação ou "process layout").
A implantação - operação é considerada particularmente aplicável quando:
i. O produto a fabricar não tem possibilidade de ser estandardizado.

A. Charifo Ali Lições de Organização da Produção ISUTC
38
ii. O volume da produção normal é bastante baixo em comparação com o da produção especial.
iii. O número de produtos diferentes, fabricados na mesma oficina, é bastante grande.
Caminhando-se para a produção em série ou em cadeia, em que há uma maior necessidade de escoamento contínuo, aproximamo-nos das melhores condições para a adopção duma implantação tipo-produto. Cada uma das categorias tem as suas vantagens e inconvenientes, decorrentes dos géneros de produção aos quais elas melhor se adaptem.
2.2.3.1. Implantação-produto ("Product layout")
A implantação-produto é também designada por layout de fluxo em linha. Neste layout, as máquinas e o equipamento para a produção são dispostos de acordo com a sequência das operações para o processamento dos produtos. A direcção do fluxo do material é rigidamente definida o os produtos em processamento se movem de um posto de trabalho para o outro em linha onde um conjunto de tarefas específicas são levadas acabo.
Por exemplo, consideremos uma linha de enchimento de garrafas uma fábrica de sumos. Nela, as garrafas são inicialmente lavadas, postas em secagem e inspencionadas antes de serem movidas para o posto de enchimento onde são enchidas. Depois disso, as garrafas vão ou posto subsequente para a colocação das tampas e, finalmente, inspencionadas para a verificação da quantidade do sumo em cada garrafa. O layout deste tipo poser conforme mostra a ficura 2.1.
Figura 2.1. – Fluxo do material numa implantação produto
Vantagens
1ª) Diminui o custo da movimentação de materiais: os percursos que implicam máquinas sucessivas contíguas ou postos de trabalho adjacentes são menores.
2ª) Diminui o tempo de produção por cada unidade:
• O trabalho move-se segundo linhas directas bem definidas e mecanizadas, evitando-se demoras entre postos de trabalho;
Linha deAlimentação
Linha deProdução
Postos deTrabalho
A. Charifo Ali Lições de Organização da Produção ISUTC
39
• É estreita a coordenação da fabricação, devido à ordem bem definida das operações;
• Menor probabilidade de que se produzam atrasos na fabricação.
3ª) Diminui o espaço necessário por unidade de produção: maior concentração da fabricação e consequente economia de espaço.
4ª) Diminui e simplifica o controlo da produção:
• Menor número de ordens de fabricação, boletins de inspecção, ordens de movimentação, etc.
• O controlo visual substitui grande parte do trabalho de escrituração.
5ª) Diminui as necessidades de inspecção: controlo executado normalmente apenas à entrada e à saída da linha de fabricação e com poucas verificações durante o processo.
6ª) Diminui os em curso: existe pouca acumulação de materiais entre e nos diferentes postos de trabalho.
Inconvenientes
1º) Diminui o grau de utilização das máquinas: se uma ou várias linhas de produção trabalham com baixa carga, a utilização das máquinas diminui consideravelmente.
2º) Diminui a flexibilidade dos processos de produção: os trabalhos a executar não podem ser atribuídos a outra máquina similar.
3º Aumenta as interrupções da fabricação devido a avarias: existe o perigo de parar toda a linha de fabricação, se uma máquina sofre uma avaria, a menos que haja máquinas de substituição, ou se façam reparações urgentes.
4º) Aumenta os investimentos em equipamentos, devido à duplicações em diversas linhas de produção.
5º) Tende a aumentar os custos totais de fabricação, ainda que os de mão-de-obra sejam menores. A situação agrava-se, quando as linhas de produção trabalham a baixa carga.
6º) Diminui o grau de formação dos operários: cada um aprende apenas uma gama simples de operações normalizadas, a executar num determinado posto de trabalho, operações que muitas vezes se resumem a alimentar uma máquina automática.
2.2.3.2. Implantação - Operação ("Process Layout")
Na implantação operação os postos de trabalho são organizados de acordo com as funções que desempenham. Por exemplo, numa oficina os tornos, as fresadoras, as furadoras ou as rectificadoras podem ser individualmente agrupadas e atribuídas à áreas de trabalho distintas.

A. Charifo Ali Lições de Organização da Produção ISUTC
40
Na implantação operação não existe uma direcção rigidamente definida para o fluxo de materiais. Cada produto fabricado tem uma orientação do fluxo do material diferente dos outros. O fluxo do material numa implantação operação é dado na Figura 2.2.
Figura. 2.2. – Fluxo do material numa implantação operação
Vantagens
1ª) Aumenta o Grau de Utilização das Máquinas: o número de máquinas de cada tipo é, em geral, o necessário para a produção normal.
2ª) Aumenta a Flexibilidade dos Processos de Produção: é possível consignar trabalhos a qualquer máquina do mesmo tipo, desde que esteja disponível no momento.
3ª) Diminui as interrupções da Fabricação Devido a Avarias: basta transferir o trabalho para outra máquina que esteja disponível, ou alterar ligeiramente o programa, se não há máquina parada no momento e a tarefa em questão é urgente.
4ª) Diminui os Investimentos em equipamento, por não serem necessárias duplicações.
5ª) Para a pequena e média produção, diminui os custos totais de produção.
6ª) Contribui para melhorar o nível dos operários, no que respeita à execução de tarefas num determinado tipo de máquina.
Inconvenientes
1º) Aumenta o Custo da Movimentação de Materiais:
• As maiores distâncias que têm que ser percorridas aumentam a movimentação e emprego de mão-de-obra;
• Aumentam as dificuldades para a fixação de percursos.
2º) Aumenta o Tempo de Produção por Cada Unidade:
• Aumentam os tempos de transporte;
Pintura
Tornos
Fresadoras
Inspencção
Furadoras
Recepção
Despacho
Rectificadoras
A. Charifo Ali Lições de Organização da Produção ISUTC
41
• Os trabalhos têm de ser transportados para uma determinada secção, antes que seja necessário, para evitar que as máquinas tenham que parar.
3º) Aumenta o Espaço Necessário por Unidade de Produção:
• Não existe as disposições compactas de produção em linha; • Em geral, é maior o espaçamento entre postos de trabalho nas secções
separadas; • É necessário contar com mais corredores para transportes.
4º) Aumenta e complica o sistema de controlo da produção:
• Não existe o controlo visual; • Há que manter uma comprovação minuciosa sobre todas as operações
executadas em todas as peças (mais ordens de trabalho, mais ordens de transporte, mais folhas de registo, etc).
5º) Aumenta as necessidades de inspecção: em geral, é necessária uma inspecção depois de cada operação e antes do trabalho passar ao departamento seguinte.
6º) Aumenta os em curso: podem acumular-se grandes quantidades de trabalho, devido às esperas de meios de movimentação que estejam ocupadas noutros transportes, e ao tempo necessário para o transporte.
2.2.3.3. Layout em grupo ou misto
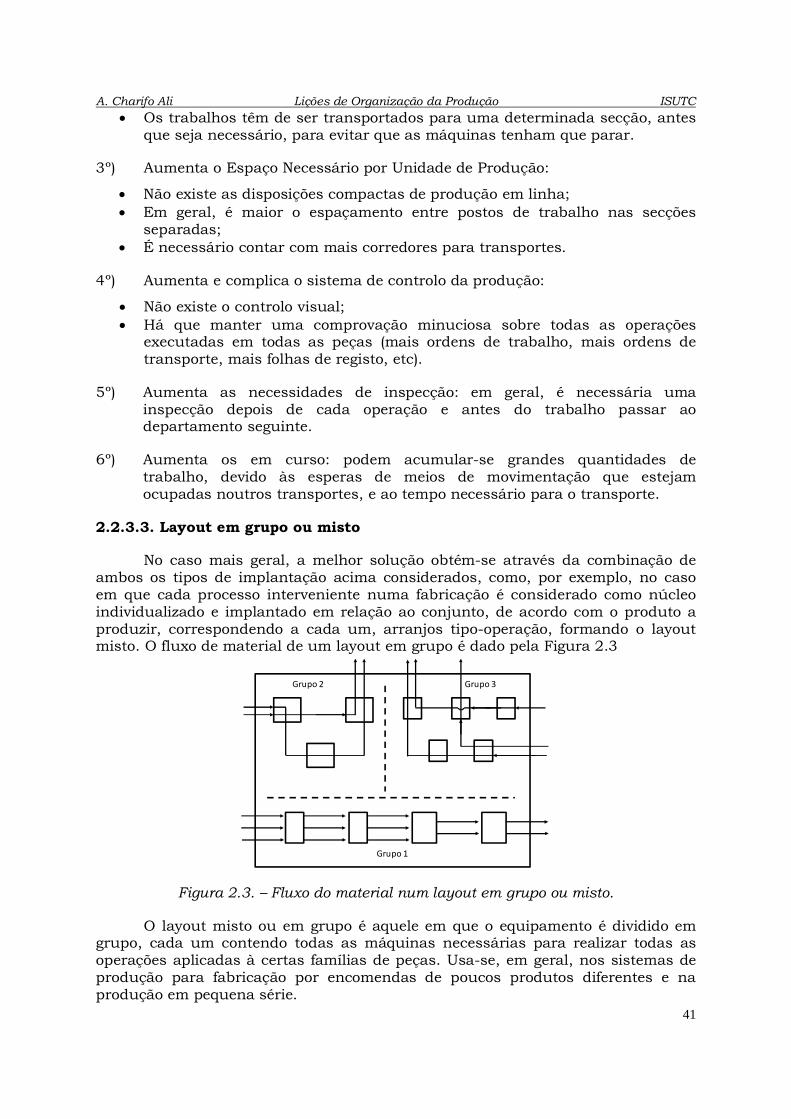
No caso mais geral, a melhor solução obtém-se através da combinação de ambos os tipos de implantação acima considerados, como, por exemplo, no caso em que cada processo interveniente numa fabricação é considerado como núcleo individualizado e implantado em relação ao conjunto, de acordo com o produto a produzir, correspondendo a cada um, arranjos tipo-operação, formando o layout misto. O fluxo de material de um layout em grupo é dado pela Figura 2.3
Figura 2.3. – Fluxo do material num layout em grupo ou misto.
O layout misto ou em grupo é aquele em que o equipamento é dividido em grupo, cada um contendo todas as máquinas necessárias para realizar todas as operações aplicadas à certas famílias de peças. Usa-se, em geral, nos sistemas de produção para fabricação por encomendas de poucos produtos diferentes e na produção em pequena série.
Grupo 1
Grupo 2 Grupo 3

A. Charifo Ali Lições de Organização da Produção ISUTC
42
2.2.3.4. Layout por posto fixo.
Muitos produtos são fabricados deste modo, como por exemplos embarcações, aeronaves, máquinas especiais, etc. Com o objectivo de reduzir os custos de transporte os materiais são dispostos em círculos concêntricos, com o produto no centro. Nos círculos internos localizam-se os materiais frequentemente mais usados: rebites, parafusos, porcas, etc., enquanto os materiais menos usados são colocados nos círculos externos. De qualquer forma, o problema deste tipo de layout é altamente dependente das precedências tecnológicas e da programação das operações, as quais determinam a ordem pela qual os materiais serão usados.
Quadro-2.1. Resumo das características dos tipos de layout.
CARACTERÍSTICA LAYOUT PRODUTO LAYOUT PROCESSO
LAYOUT POR POSTO FIXO
PRODUTOS Quantidade limitada e estáveis no tempo
Quantidade ilimitada e instáveis no tempo
Um de cada vez
TIPO DE FLUXO DE PRODUÇÃO
Unidades sucessivas seguem o mesmo percurso sofrendo a mesma sequência de operações
Ordens diferentes seguem diferentes percursos sofrendo operações variáveis
O produto mantém-se estacionário e os recursos de produção fluem para ele
ESPECIALIDADES PROFISSIONAIS
Pessoal semi-especializado desempenhando tarefas repetitivas e rotineiras, de conteúdo pobre e sem controle sobre a cadência
Pessoal especializado em postos de trabalhos específicos com considerável conteúdo e com controlo sobre a cadência
Pessoal especializado com tarefas muito bem definidas
EQUIPAMENTO Máquinas especiais restritas a algumas operações especializadas e para grandes produções
Máquinas universais para uma grande variedade de operações e para baixas produções
Equipamento universal e muito generalizado
TRANSPORTE DE MATERIAIS
Cargas e passagens fixas com bastante mecanização (tapetes rolantes, transportadores por gravidade, etc.)
Cargas e capacidades de passagens variáveis (empilhadeiras porta paletas, carrinhos, etc.)
Equipamento de transporte muito variado e universal
UTILIZAÇÃO DO EQUIPAMENTO
• Alta taxa de ocupação.
• Vulnerabilidade as avarias
• Baixa taxa de ocupação.
• Versatilidade e relativamente independente de avarias
• Baixa devido às necessidades de programação e coordenação
A. Charifo Ali Lições de Organização da Produção ISUTC
43
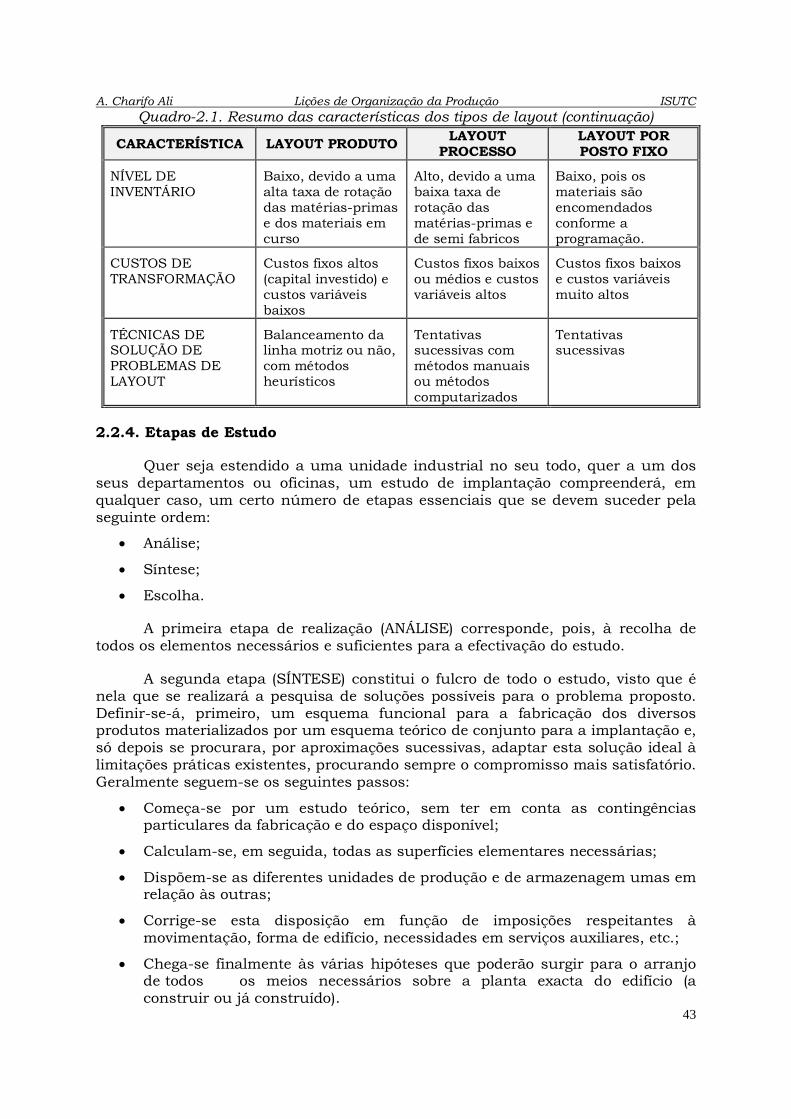
Quadro-2.1. Resumo das características dos tipos de layout (continuação)
CARACTERÍSTICA LAYOUT PRODUTO LAYOUT PROCESSO
LAYOUT POR POSTO FIXO
NÍVEL DE INVENTÁRIO
Baixo, devido a uma alta taxa de rotação das matérias-primas e dos materiais em curso
Alto, devido a uma baixa taxa de rotação das matérias-primas e de semi fabricos
Baixo, pois os materiais são encomendados conforme a programação.
CUSTOS DE TRANSFORMAÇÃO
Custos fixos altos (capital investido) e custos variáveis baixos
Custos fixos baixos ou médios e custos variáveis altos
Custos fixos baixos e custos variáveis muito altos
TÉCNICAS DE SOLUÇÃO DE PROBLEMAS DE LAYOUT
Balanceamento da linha motriz ou não, com métodos heurísticos
Tentativas sucessivas com métodos manuais ou métodos computarizados
Tentativas sucessivas
2.2.4. Etapas de Estudo
Quer seja estendido a uma unidade industrial no seu todo, quer a um dos seus departamentos ou oficinas, um estudo de implantação compreenderá, em qualquer caso, um certo número de etapas essenciais que se devem suceder pela seguinte ordem:
• Análise;
• Síntese;
• Escolha.
A primeira etapa de realização (ANÁLISE) corresponde, pois, à recolha de todos os elementos necessários e suficientes para a efectivação do estudo.
A segunda etapa (SÍNTESE) constitui o fulcro de todo o estudo, visto que é nela que se realizará a pesquisa de soluções possíveis para o problema proposto. Definir-se-á, primeiro, um esquema funcional para a fabricação dos diversos produtos materializados por um esquema teórico de conjunto para a implantação e, só depois se procurara, por aproximações sucessivas, adaptar esta solução ideal à limitações práticas existentes, procurando sempre o compromisso mais satisfatório. Geralmente seguem-se os seguintes passos:
• Começa-se por um estudo teórico, sem ter em conta as contingências particulares da fabricação e do espaço disponível;
• Calculam-se, em seguida, todas as superfícies elementares necessárias;
• Dispõem-se as diferentes unidades de produção e de armazenagem umas em relação às outras;
• Corrige-se esta disposição em função de imposições respeitantes à movimentação, forma de edifício, necessidades em serviços auxiliares, etc.;
• Chega-se finalmente às várias hipóteses que poderão surgir para o arranjo de todos os meios necessários sobre a planta exacta do edifício (a construir ou já construído).
A. Charifo Ali Lições de Organização da Produção ISUTC
44
A terceira etapa (ESCOLHA) corresponderá então a uma análise ponderada das vantagens e inconvenientes de cada uma das diferentes soluções viáveis que resultaram da etapa anterior.
2.2.4.1. Análise
A procura de melhor implantação é quase sempre um compromisso entre exigências contraditórias ou, melhor, que o seriam, se cada uma fosse desenvolvida até à sua conclusão lógica.
Em geral, na fase da análise, utilizam-se os diagramas de análise geral, dos gráficos de análise e dos esquemas de circulação, pois oferecem ao estudo de uma implantação, os seguintes elementos indispensáveis:
i. Uma relação completa das partes componentes (ou elementos) de cada produto e da ordem segundo a qual elas são montadas;
ii. Uma relação, tão completa quanto se deseje, das operações de produção necessárias para cada componente, indicados pela sua ordem cronológica;
iii. Uma ideia objectiva da complexidade de fabricação em estudo;
iv. Uma ideia da importância relativa das fabricações das diversas partes componentes de cada produto;
v. Uma ideia das relações existentes, do ponto de vista da fabricação, entre as várias partes constituintes de um produto;
vi. Informações tão completas quanto se deseje, sobre o débito e circulação das peças e dos materiais.
Além deste conhecimento dos métodos e processos, para um estudo de implantação interessa ainda uma quantificação da produção que permite traduzir as respectivas necessidades em volume ocupado. Neste caso interessa definir:
a) Volume de produção planeado (curto ou longo prazo);
b) Capacidade máxima de máquinas e postos de trabalho existentes e necessidades em equipamento suplementar;
c) Capacidade normal de produção;
d) Necessidades em stocks intermédios;
e) Dados relativos ao edifícios onde se fará a implantação, tais como: superfícies utilizáveis, localização exacta de pilares que porventura existam, resistência de pavimentos, facilidades de acesso (elevadores, escadas, cais, etc.), distribuições de electricidade, água, ar comprimido, etc.
I. Estudo de Fluxos
O estudo dos fluxos é um método de registo de carácter sequencial e pode dar uma limitada informação espacial e de relação. Estes dois aspectos são secundários em relação ao seu objectivo principal, que é o de colocar no papel a série de factos relacionados que formam uma actividade de modo que ser vistos e examinados quanto a objectividade e validade. No estudo de fluxos utilizam-se
A. Charifo Ali Lições de Organização da Produção ISUTC
45
cinco símbolos básicos e cada um deles representa uma determinada classe de actividades. Estes símbolos são:
Operação, Actividade ou Processo – Indica as fases principais de um processo, de um método ou de um circuito administrativo. Em geral, o material, a peça ou o produto em causa é modificado ou alterado durante a operação.
Controle, Inspecção ou Exame – Indica controle de qualidade inspecção e/ou verificação da quantidade dos materiais ou produtos.
Transporte ou Movimento – Designa a deslocação dos operários, dos materiais ou do produto de um local para o outro.
Espera ou Armazenagem Temporária – Designa um atraso ocorrido no decorrer de uma série de acontecimentos. Por exemplo, a espera de trabalho entre duas operações consecutivas ou quando um objecto é posto temporariamente de lado, sem que esse facto seja registado, a espera que alguém o peça.
Armazenagem Permanente - Designa uma armazenagem controlada na qual é requerida uma autorização para que o material ou produto possa entrar ou sair do armazém, ou ainda na qual um artigo é conservado para fins de referência.
II. Elaboração dos gráficos de fluxo de processo
A elaboração dos gráficos de fluxo de processo (GFP) faz-se utilizando os cinco símbolos acima apresentados, complementados por uma legenda ao lado, de forma a decompor uma actividade em suas partes ou elementos constituintes. Os GFPs são usados em aspectos particulares de registo de actividades e os mais utilizados são:
• GFP Tipo Esboço, é frequentemente utilizado para um rápido esboço de uma série de processos
• GFP Tipo Homem, em que a sequência de actividades de um homem é seguida;
• GFP Tipo Máquina, em que a sequência de actividades de uma máquina (por exemplo uma empilhadeira) é seguida;
• GFP Tipo Material, em que os factos que ocorrem com determinados tipos de materiais são seguidos;
Os GFPs são os primeiros elementos a serem usados num estudo ou numa pesquisa com vista a determinar o processo ou a série de eventos em estudo e constituem as ideias básicas na formação do quadro global de uma série de factos ou movimentos, e para visualizar as relações de cada parte com o todo. A seguir dão-se alguns exemplos de utilização dos GFPs:
• Processo: Se estamos familiarizados com um processo, seja uma máquina o operador, ou mesmo um grupo muito grande, temos tendência de considerar
A. Charifo Ali Lições de Organização da Produção ISUTC
46
que o mesmo não exige maior atenção e que não há necessidades de colocar em gráficos as várias. Isto está longe da verdade. De facto, seguir um produto ou componente através de um processo revela sempre algum aspecto anteriormente desconhecido pelo observador, e esta diferença de padrão é que frequentemente origina novos melhoramentos do processo. Por exemplo, num nível mais simples, fazer uma chávena de café, depois de ter anotado primeiro o que é necessário e, a seguir, fazer o gráfico das reais acções e materiais necessários pode mostrar a necessidade de inclusão, no processo, de várias acções aparentemente desnecessárias.
• Método de trabalho: Se, usando um gráfico Tipo – Homem, registarmos as acções de um trabalhador desempenhando uma tarefa conhecida, podemos encontrar muito mais transportes e atrasos nas suas acções do que se imaginava. Frequentemente, isto deve-se à utilização de métodos deficientes de maneio, isto é, a deficiente localização de stock de abastecimento.
• Equipamento: A observação de uma empilhadeira e do seu condutor a executar uma actividade, por exemplo, o descarregamento de um veículo com frequência, pode revelar várias incongruência e falta de sincronização no serviço.
• Material: A observação do fluxo do material e produtos nos depósitos, os processos ou métodos de distribuição pode mostrar uma série de imperfeições.
A elaboração de qualquer forma dos GFPs é apenas um meio para atingir um fim, a implantação do sistema e, por isso, esta etapa de estudo deve ser conduzida com rigorosamente. Como exemplos, adiante apresentam-se diferentes tipos de GFPs para a preparação de uma chávena de café-da-manhã.
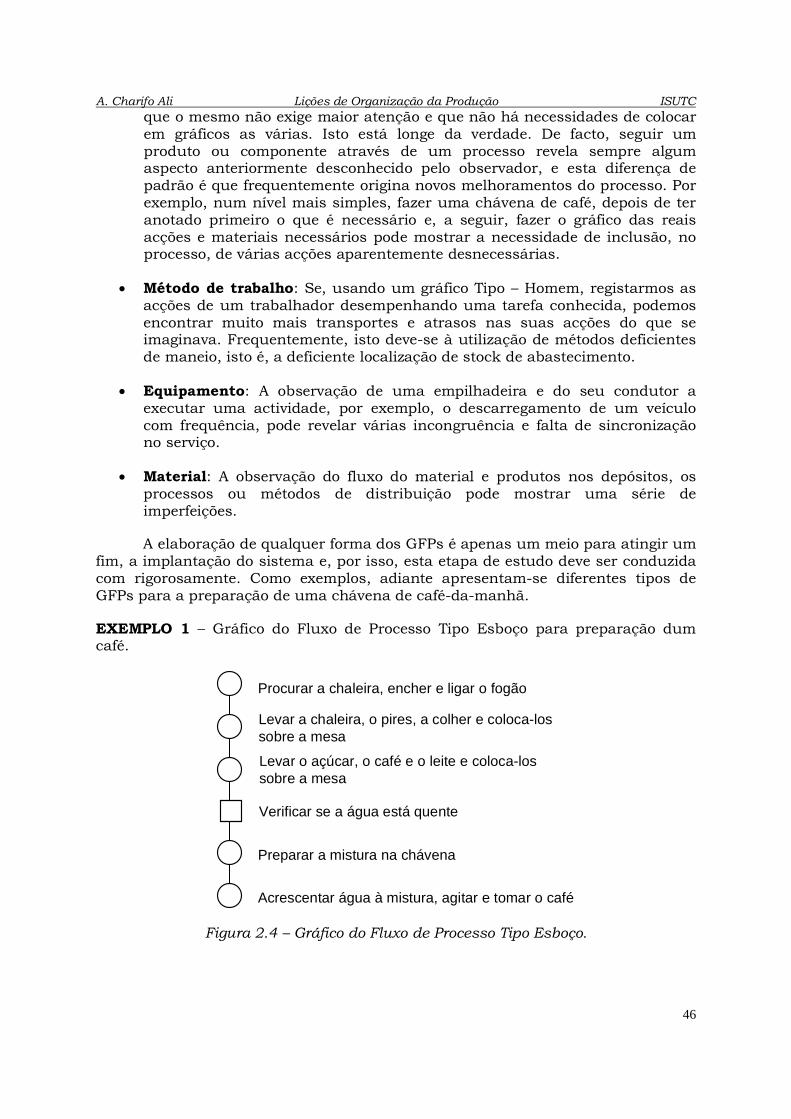
EXEMPLO 1 – Gráfico do Fluxo de Processo Tipo Esboço para preparação dum café.
Figura 2.4 – Gráfico do Fluxo de Processo Tipo Esboço.
Procurar a chaleira, encher e ligar o fogão
Levar o açúcar, o café e o leite e coloca-lossobre a mesa
Verificar se a água está quente
Preparar a mistura na chávena
Levar a chaleira, o pires, a colher e coloca-lossobre a mesa
Acrescentar água à mistura, agitar e tomar o café
A. Charifo Ali Lições de Organização da Produção ISUTC
47
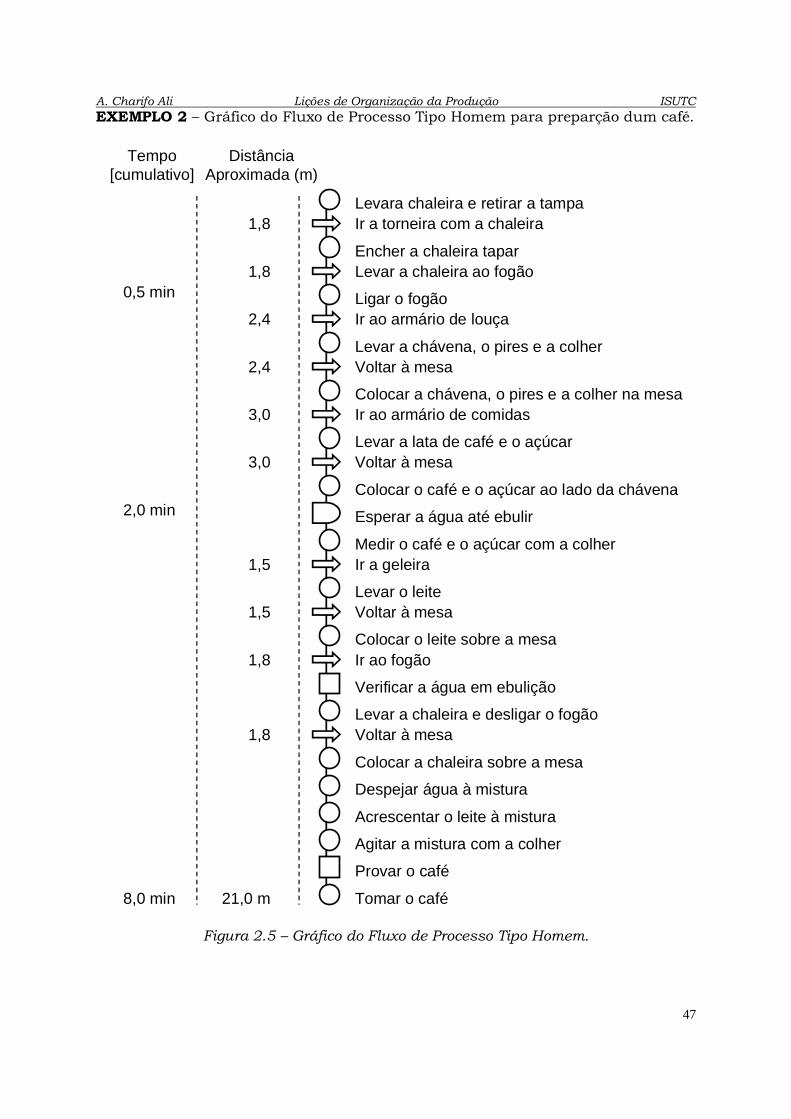
EXEMPLO 2 – Gráfico do Fluxo de Processo Tipo Homem para preparção dum café.
Figura 2.5 – Gráfico do Fluxo de Processo Tipo Homem.
Levara chaleira e retirar a tampa
Medir o café e o açúcar com a colher
Esperar a água até ebulir
Despejar água à mistura
Acrescentar o leite à mistura
Agitar a mistura com a colher
Tomar o café
Provar o café
Levar a chaleira e desligar o fogão
Ir ao fogão
Voltar à mesa
Colocar a chaleira sobre a mesa
Verificar a água em ebulição
Ir a torneira com a chaleira
Encher a chaleira taparLevar a chaleira ao fogão
Ligar o fogãoIr ao armário de louça
Levar a chávena, o pires e a colher
Ir ao armário de comidas
Levar a lata de café e o açúcar
Voltar à mesa
Colocar a chávena, o pires e a colher na mesa
Voltar à mesa
Colocar o café e o açúcar ao lado da chávena
Ir a geleira
Levar o leiteVoltar à mesa
Colocar o leite sobre a mesa
Tempo[cumulativo]
DistânciaAproximada (m)
1,8
1,8
2,4
2,4
3,0
3,0
1,5
1,5
1,8
1,8
21,0 m
0,5 min
2,0 min
8,0 min

A. Charifo Ali Lições de Organização da Produção ISUTC
48
EXEMPLO 3 – Gráfico do Fluxo de Processo Tipo – Material para preparar um café.
Figura 2.6 – Gráfico do Fluxo de Processo Tipo Material.
Mapofluxogramas e Diagramas de Linhas
Um mapofluxograma consiste em um plano ou desenho da área em estudo, com a configuração dos movimentos representados por linhas. E, estes são usados para mostrar o processos dos materiais, das pessoas ou equipamentos na área em estudo.
O mapofluxogramas não precisam de estar em escala exacta, pois eles são mais representativos do que precisamente descritos. Mas, eles devem mostrar o correcto relacionamento entre os diferentes pontos e áreas em estudo.
As linhas podem incorporar símbolos dos GFPs, particularmente quando os tais gráficos existem e quando os mapofluxogramas podem ser usados como elementos de apoio. A figura a seguir mostra a situação ilustrada pelos GFPs apresentados para o exemplo de preparação da chávena de café.
CAFÉ
Para a mesa
Colocarjuntosna mesa
Medir ocafé coma colher
Esperar aágua atéebulir
Medir oaçúcar com a colher
Despejarágua àmisturaAcrescentaro leite àmistura
Agitar amistura
Tomar ocafé
Leite Chaleira Açúcar Café Colher Chávena Pires
Retirar a tampa
Retirar a tampa
Provar ocafé
Para a torneira
Para a mesa
Para ofogão
Encher
Esperaraquecer
Verificar aebulição
Desligaro fogão
Para a mesa
Retirara tampa
Ligaro fogão

A. Charifo Ali Lições de Organização da Produção ISUTC
49
Figura 2.7 – Mapofluxograma
Os Diagramas de Linhas são semelhantes aos mapofluxogramas, mas a informação necessária, neles inserida, é mais definitiva. Estes, são sempre preparados sobre um desenho preciso da área em estudo e em escala adequada para mostrar todas as especificações. E, habitualmente, usam-se escala de 5 ou 10 milímetros para 1 metro.
Enquanto que os mapofluxogramas podem ser construídos a partir dos GFPs do Tipo Material, os Diagramas de Linhas devem ser rigorosamente exactos e, por isso, a informação para constituílos deve ser bastante precisa.
Usualmente, são utilizados os esquemas de circulação dos materiais dentro das unidades industriais, ilustrados pela figura a baixo.
Figura 2.8 – Esquema de circulação
FOGÃO TORNEIRAMESA
ARMÁRIO DE COMIDAS ARMÁRIO DE LOUÇA GELEIRA
Despachodas
Fabricações
Ferramentaria
Rec
epçã
oArmazéns
Embalagem
Expe
diçã
o
Montagem
Insp
ecçã
oC
abin
as
de
Pi
ntur
a
OFICINAS DE MÁQUINAS - FERRAMENTAS
A. Charifo Ali Lições de Organização da Produção ISUTC
50
2.2.5. Cálculo de superfícies para implantação de máquinas ou equipamento
Em geral, a superfície necessária a cada unidade de produção é, pelo menos, composta pelas quatro seguintes parcelas:
i. Superfície correspondente à máquina, instalação ou bancada que equipa o posto de trabalho e que será computada através de medições directas;
ii. Superfície correspondente à armazenagem provisória de peças, quer para trabalhar, quer já trabalhadas, e que será determinada a partir da área necessária para depositar o número de peças em situação de espera;
iii. Superfície que rodeia o posto de trabalho e que é ocupada pelo ou pelos operários que estão afectados durante a execução das operações atribuídas;
iv. Superfície destinada a possibilitar a satisfação de qualquer necessidade específica, inerente ao posto de trabalho em causa, nomeadamente no que respeita a conservação.
Para determinar a superfície total é necessário adicionar ao total resultante da soma de superfícies parciais necessárias quer a unidades de produção quer a de armazenagem, a superfície de que é necessário dispor entre as diferentes unidades, para a circulação do pessoal e para movimentações. Se nesta fase de cálculo de superfície (em que a disposição relativa das diferentes unidades de produção e de armazenagem ainda não está determinada) se revelar conveniente uma computação de superfície total necessária, é corrente o recurso a valores médios, dados em percentagem, que fornecem uma estimativa de superfície necessária para corredores, alas de circulação, elevadores, escadas, etc. Nos Estados Unidos são correntes os seguintes valores:
• Para edifícios com um piso: 15% • Para edifícios com mais de um piso: 22%
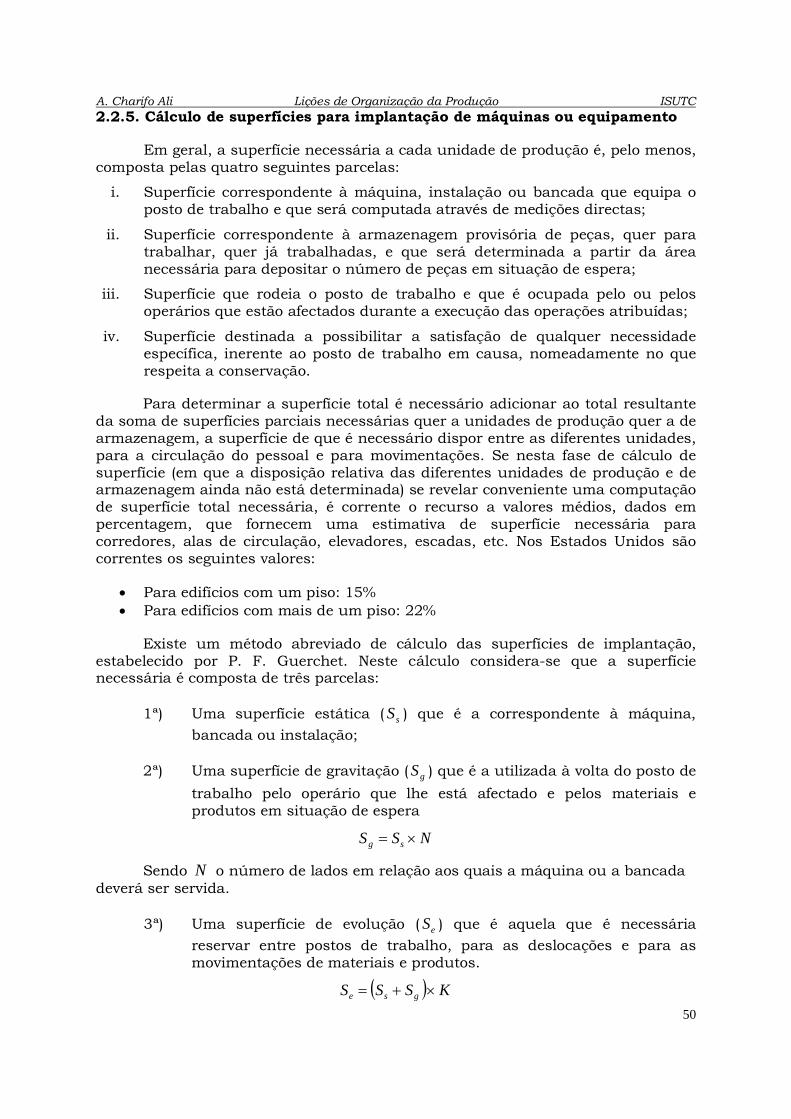
Existe um método abreviado de cálculo das superfícies de implantação, estabelecido por P. F. Guerchet. Neste cálculo considera-se que a superfície necessária é composta de três parcelas:
1ª) Uma superfície estática ( sS ) que é a correspondente à máquina, bancada ou instalação;
2ª) Uma superfície de gravitação ( gS ) que é a utilizada à volta do posto de trabalho pelo operário que lhe está afectado e pelos materiais e produtos em situação de espera
NSS sg ×=
Sendo N o número de lados em relação aos quais a máquina ou a bancada deverá ser servida.
3ª) Uma superfície de evolução ( eS ) que é aquela que é necessária reservar entre postos de trabalho, para as deslocações e para as movimentações de materiais e produtos.
( ) KSSS gse ×+=

A. Charifo Ali Lições de Organização da Produção ISUTC
51
K - coeficiente que pode variar entre:
• 0,05 - Indústria pesada com pontes rolantes; e • 3,00- Indústria mecânica.
)(2)(
bancadasoumáquinasCmovimentaraobjectosCK
méd
máx=
Onde: máxC é o comprimento máximo e médC é o comprimento médio.
A superfície total necessária para cada unidade de produção será:
)( sssssegT NSSKNSSSSSS +++=++=
)1()( +×+= KNSSS ssT
)1()1( KNSS sT +×+×=
Para cálculo de superfícies necessárias aos stocks em armazéns ou em curso de fabricação consideram-se apenas as superfícies estática e de evolução. Para este caso a superfície total será:
)( sssesT NSSKSSSS ++=+=
)1( NKKSS sT ++×=
2.2.5.1. Alguns Aspectos Inerentes à Movimentação
Nos casos mais correntes a superfície ocupada pela armazenagem provisória de peças, quer para trabalhar, quer já trabalhadas, junto da unidade de produção, não corresponde a nenhuma atribuição complementar da área ocupada; considera-se como estando incluída nas superfícies de gravitação e de evolução.
No entanto, quando a armazenagem provisória ocupa uma área bastante grande, é conveniente juntar ao total das três superfícies parciais consideradas mais uma parcela correspondente ao stock necessário. Esta última deverá ser calculada a parte e como se tratasse efectivamente de uma armazenagem isolada.
A movimentação é outro factor importante em relação ao qual é indispensável obter elementos nesta fase de estudo. Isto porque os problemas de implantação e de movimentação estão intimamente ligados: não se pode estudar uma implantação sem ter em conta as necessidades de movimentação e vice-versa. Devem estar, por isso, definidos antes de entrar-se na fase de síntese, pelo menos as modalidades gerais de movimentação, tais como:
• Pontes rolantes; • Transportadores contínuos; • Outros métodos.
A escolha do equipamento de movimentação a adoptar numa implantação em projecto, dependerá da natureza do problema proposto, das características de actividade da empresa em estudo. Deve ter-se também uma ideia bem definida

A. Charifo Ali Lições de Organização da Produção ISUTC
52
sobre a natureza e tipo de materiais e produtos a transportar, distâncias a percorrer, possibilidades da estrutura do edifício, custos reais de movimentação, etc.
2.2.6. O Métodos de determinação de layouts 2.2.6.1. Método da Gama Fictícia de Fabricação
A cada fabricação individualizada, compreenderá uma certa gama de operações que poderá ter analogias, maiores ou menores, com as correspondentes a outros produtos (ou peças). O conhecimento das analogias existentes entre diferentes circuitos pode facilitar extraordinariamente a execução dum esquema teórico de implantação. Com efeito, se todas as peças fabricadas passarem com a mesma sequência pelos mesmos postos de trabalho, um esquema teórico de implantação, no qual sejam mínimas as distâncias entre postos de trabalho interessados em operações sucessivas e onde não existam retrocessos, será facilmente constituído, dispondo progressivamente os diferentes postos de trabalho pela mesma ordem em que intervêm na gama de fabricação comum. É, pois, a pesquisa duma analogia de conjunto entre todos os circuitos ou gamas de fabricação, correspondentes aos diferentes produtos (ou peças), fabricados num determinado departamento, que constitui o fundamento do método da gama fictícia de fabricação. Este método é particularmente adaptado aos casos em que o volume e peso dos diferentes produtos (peças) não são um elemento importante de diferenciação e em que é bastante elevado o número de produtos ou peças diferentes que são fabricados.
Com base num exemplo fictício e elementar, escolhidos em função dum critério de simplicidade que possibilite dar uma ideia do essencial neste método veja-se o processo geral de estudo que se segue. E, à partida, este método implica a elaboração de quatro quadros segundo a ordem por que são indicados:
1º) Quadro das gamas de fabricação: dupla entrada
• uma coluna - nº de ordem • uma linha - cada produto diferente
Na intersecção de cada linha com cada coluna, inscreve-se o símbolo ou número de código do posto de trabalho onde se efectua a respectiva operação (Quadro 2.2). Deste modo, para cada produto, identificam-se diferentes operações, pela ordem em que são efectuadas, e os postos de trabalho correspondentes a cada uma delas. Com este quadro, optem-se uma relação de gamas de fabricação.
Quadro 2.2 – Quadro das gamas de fabricação. Produtos TIPO DE POSTOS DE TRABALHO Fabricados 1ª
operação 2ª
operação 3ª
operação 4ª
operação 5ª
operação 6ª
operação 7ª
operação 8ª
operação Pa A C B E F D G H Pb B C D F A H I J Pc A C E F G H - - Pd A C B E F D G H Pe B D A H I J - - Pf A C E F G H - -

A. Charifo Ali Lições de Organização da Produção ISUTC
53
2º) Quadro de distribuição das operações da mesma ordem
• uma coluna - nº de ordem de operação (igual ao anterior) • uma linha - cada tipo de posto de trabalho
Na intersecção de cada linha com coluna, inscreve-se o número de operações executado por cada tipo de posto de trabalho, por cada um dos números de ordem de operação. Por exemplo, o posto de trabalho tipo A é utilizado em primeira operação para os produtos Pa, Pe, Pd e Pf (dados do quadro anterior). Por isso, na intersecção da linha A com a coluna 1 inscrever-se número 4. O mesmo para os outros casos.
Na última coluna à direita inscreve-se ainda o número de unidades disponíveis de cada um dos tipos de postos de trabalho. Utilizando todos os tipos de postos de trabalho em todas as gamas de fabricação segundo a mesma ordem por que são indicados na 1ª coluna, todos os números que constam do quadro estariam situados ao longo da diagonal que liga o canto superior esquerdo ao inferior direito do quadro. Desta maneira a pesquisa de gama fictícia comum consistirá em repartir os diferentes postos de trabalho, de modo a obter uma distribuição do número de operações da mesma ordem, que esteja o mais próximo possível da referida diagonal.
Quadro 2.3 – Quadro de distribuição das operações da mesma ordem. Número de operações da mesma ordem executadas
Por cada tipo de posto de trabalho
Postos de
Trabalho
1
2
3
4
5
6
7
8
Nº de Postos de trabalho Disponíveis
A 4 1 1 3 B 2 2 2 C 5 3 D 1 1 2 2 E 2 2 2 F 3 2 3 G 2 2 2 H 1 3 2 2 I 1 1 1 J 1 1 1
3º) Quadro de constituição da gama fictícia:
Este quadro que é apenas de pesquisa, será idêntico ao anterior mas com a diferença de que, após ensaiadas e realizadas todas as deslocações dos postos de trabalho (tendo em atenção o número de unidades disponíveis em cada tipo), de modo a obter uma distribuição ao longo da diagonal, deverá, em princípio aparecer na 1ª coluna da esquerda a gama fictícia de fabricação. Assim, por exemplo:
• Como os postos de trabalho do tipo A têm a seu cargo uma operação de 3ª ordem e outro de 5ª ordem (bastando ajustar, portanto da diagonal) e como existem três unidades deste tipo (A), colocando uma das unidades entre os postos de trabalho F e G, a disposição em diagonal fica sensivelmente melhorada.
A. Charifo Ali Lições de Organização da Produção ISUTC
54
• Como os postos do tipo B têm a seu cargo duas operações da terceira ordem, também afastadas da diagonal, e como existem duas unidades deste tipo, se colocarmos uma delas entre os postos de trabalho D e E, a dispersão da diagonal fica sensivelmente melhorada. Procedendo de forma idêntica para todos os tipos de postos de trabalho chega-se a uma distribuição em diagonal mais ou menos satisfatória, e determina-se a gama fictícia de fabricação.
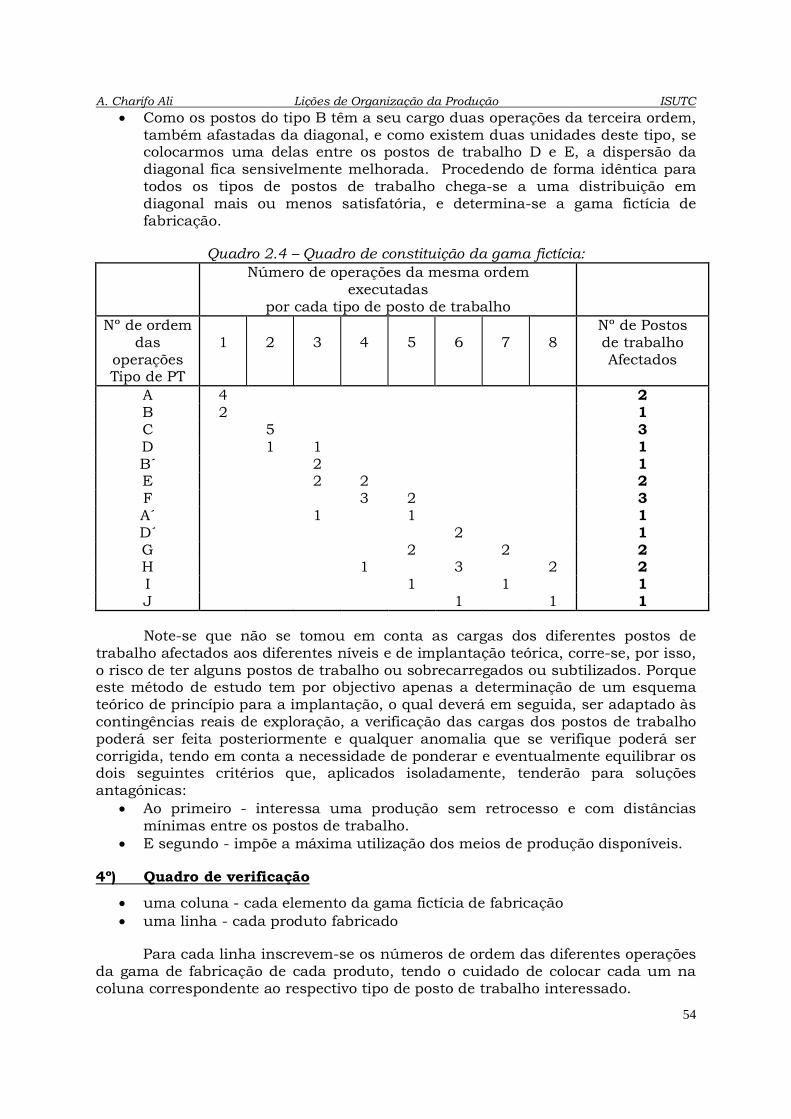
Quadro 2.4 – Quadro de constituição da gama fictícia: Número de operações da mesma ordem
executadas por cada tipo de posto de trabalho
Nº de ordem das
operações Tipo de PT
1
2
3
4
5
6
7
8
Nº de Postos de trabalho Afectados
A 4 2 B 2 1 C 5 3 D 1 1 1 B´ 2 1 E 2 2 2 F 3 2 3 A´ 1 1 1 D´ 2 1 G 2 2 2 H 1 3 2 2 I 1 1 1 J 1 1 1
Note-se que não se tomou em conta as cargas dos diferentes postos de trabalho afectados aos diferentes níveis e de implantação teórica, corre-se, por isso, o risco de ter alguns postos de trabalho ou sobrecarregados ou subtilizados. Porque este método de estudo tem por objectivo apenas a determinação de um esquema teórico de princípio para a implantação, o qual deverá em seguida, ser adaptado às contingências reais de exploração, a verificação das cargas dos postos de trabalho poderá ser feita posteriormente e qualquer anomalia que se verifique poderá ser corrigida, tendo em conta a necessidade de ponderar e eventualmente equilibrar os dois seguintes critérios que, aplicados isoladamente, tenderão para soluções antagónicas:
• Ao primeiro - interessa uma produção sem retrocesso e com distâncias mínimas entre os postos de trabalho.
• E segundo - impõe a máxima utilização dos meios de produção disponíveis.
4º) Quadro de verificação
• uma coluna - cada elemento da gama fictícia de fabricação • uma linha - cada produto fabricado
Para cada linha inscrevem-se os números de ordem das diferentes operações da gama de fabricação de cada produto, tendo o cuidado de colocar cada um na coluna correspondente ao respectivo tipo de posto de trabalho interessado.
A. Charifo Ali Lições de Organização da Produção ISUTC
55
Este quadro constitui, pois, um modo de verificar se a gama fictícia de fabricação, que foi constituída, corresponde efectivamente a um processamento sem retrocesso para cada um dos produtos fabricados. Verificando-se alguma anomalia poderá então investigar-se a viabilidade da sua eliminação, através dum retorno à terceira fase do método de estudo (Quadro de constituição de gama fictícia).
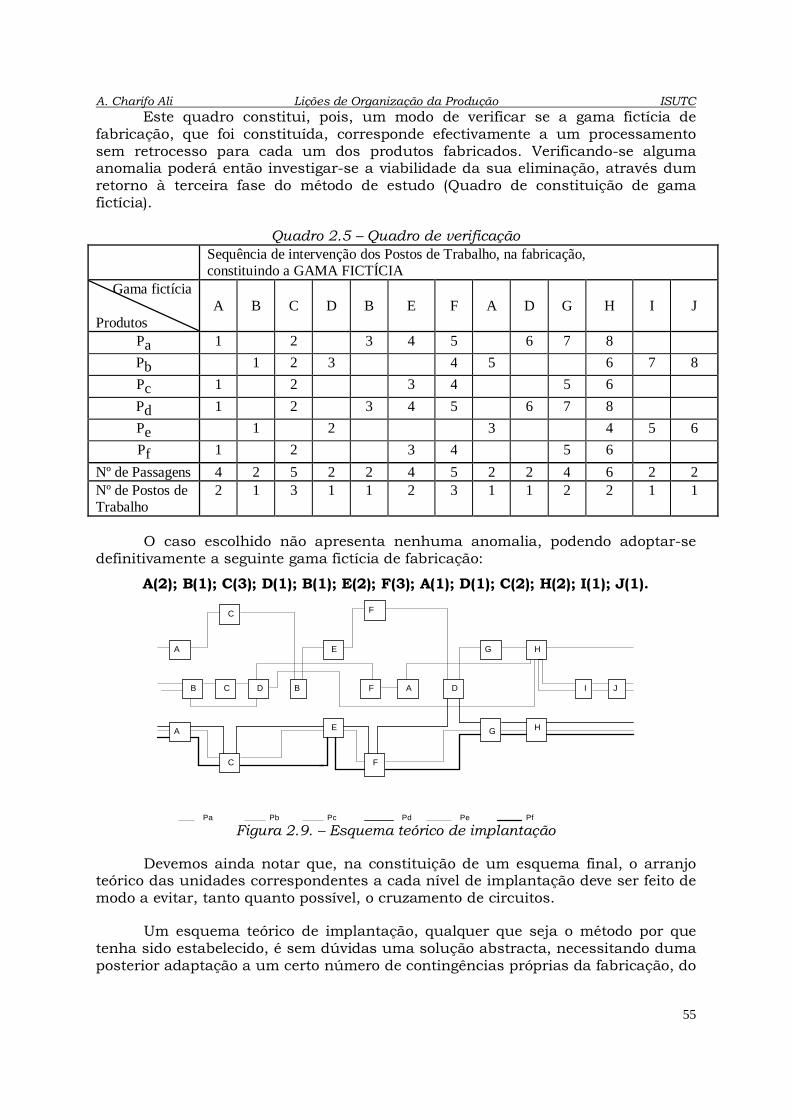
Quadro 2.5 – Quadro de verificação Sequência de intervenção dos Postos de Trabalho, na fabricação,
constituindo a GAMA FICTÍCIA Gama fictícia
Produtos
A
B
C
D
B
E
F
A
D
G
H
I
J
Pa 1 2 3 4 5 6 7 8 Pb 1 2 3 4 5 6 7 8 Pc 1 2 3 4 5 6 Pd 1 2 3 4 5 6 7 8 Pe 1 2 3 4 5 6 Pf 1 2 3 4 5 6
Nº de Passagens 4 2 5 2 2 4 5 2 2 4 6 2 2 Nº de Postos de Trabalho
2 1 3 1 1 2 3 1 1 2 2 1 1
O caso escolhido não apresenta nenhuma anomalia, podendo adoptar-se definitivamente a seguinte gama fictícia de fabricação:
A(2); B(1); C(3); D(1); B(1); E(2); F(3); A(1); D(1); C(2); H(2); I(1); J(1).
A
A
B C D B
C
C
E
E
F
F
F
A D
G
G
H
H
I J
Pa Pb Pc Pd Pe Pf Figura 2.9. – Esquema teórico de implantação
Devemos ainda notar que, na constituição de um esquema final, o arranjo teórico das unidades correspondentes a cada nível de implantação deve ser feito de modo a evitar, tanto quanto possível, o cruzamento de circuitos.
Um esquema teórico de implantação, qualquer que seja o método por que tenha sido estabelecido, é sem dúvidas uma solução abstracta, necessitando duma posterior adaptação a um certo número de contingências próprias da fabricação, do
A. Charifo Ali Lições de Organização da Produção ISUTC
56
edifício, etc. Por isso, no caso mais geral, a solução final adoptada acabará por ser bastante diferente da solução ideal, inicialmente estabelecida.
1 2
3
4
5
6
7 8
1. Esquema Teórico
2. Cálculo das superfícies
Posto de Trabalho 1
Poasto de Trabalho 2
Posto de Trabalho 3
Postos de Trabalho 4, 5 e 6
Posto de Trabalho 7
Posto de Trabalho 8
3. Disposição das Superfíciesa) Sem vias de Circulação
1
2 3
4 5 6
7 8
b) Com vias de circulação
1
2 3
4 5 6
7 8
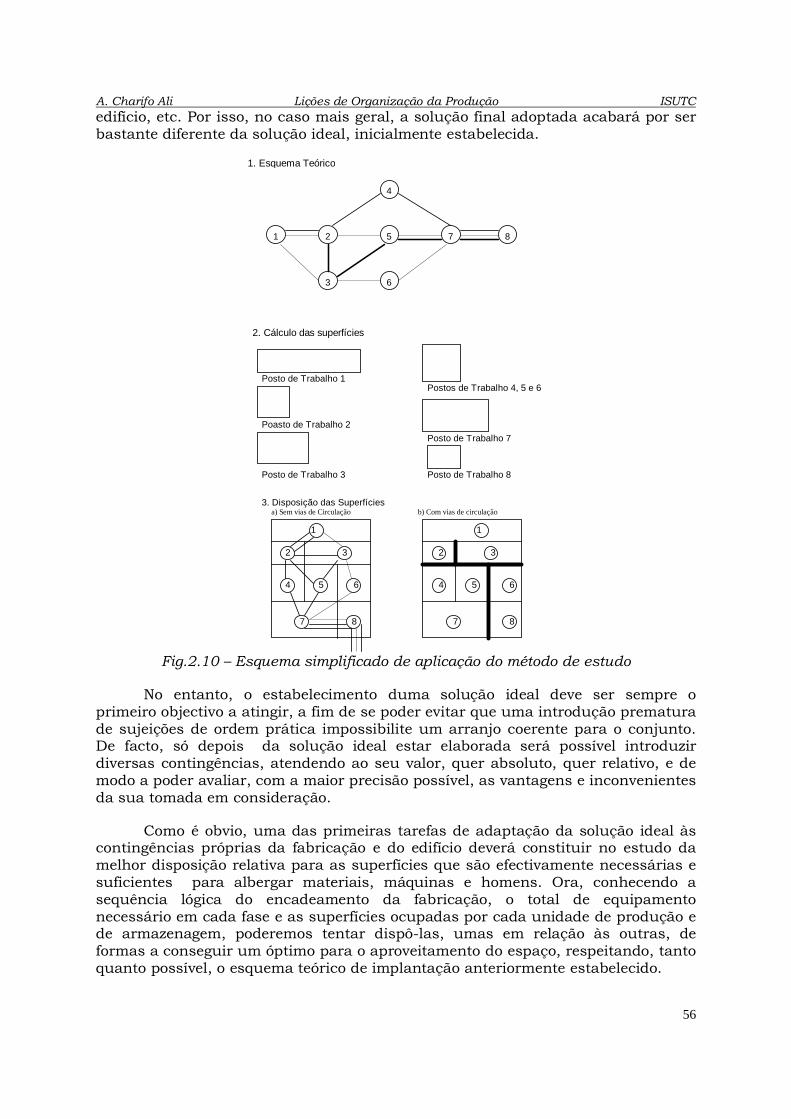
Fig.2.10 – Esquema simplificado de aplicação do método de estudo
No entanto, o estabelecimento duma solução ideal deve ser sempre o primeiro objectivo a atingir, a fim de se poder evitar que uma introdução prematura de sujeições de ordem prática impossibilite um arranjo coerente para o conjunto. De facto, só depois da solução ideal estar elaborada será possível introduzir diversas contingências, atendendo ao seu valor, quer absoluto, quer relativo, e de modo a poder avaliar, com a maior precisão possível, as vantagens e inconvenientes da sua tomada em consideração.
Como é obvio, uma das primeiras tarefas de adaptação da solução ideal às contingências próprias da fabricação e do edifício deverá constituir no estudo da melhor disposição relativa para as superfícies que são efectivamente necessárias e suficientes para albergar materiais, máquinas e homens. Ora, conhecendo a sequência lógica do encadeamento da fabricação, o total de equipamento necessário em cada fase e as superfícies ocupadas por cada unidade de produção e de armazenagem, poderemos tentar dispô-las, umas em relação às outras, de formas a conseguir um óptimo para o aproveitamento do espaço, respeitando, tanto quanto possível, o esquema teórico de implantação anteriormente estabelecido.

A. Charifo Ali Lições de Organização da Produção ISUTC
57
2.2.6.2. Método de determinação de layouts em grupo
Supondo que uma fábrica processa 10 componentes em 10 máquinas. A Tabela I, representa a Matriz X (matriz máquina-componente), onde os elementos
ijx são definidos como sendo:
• 1, se uma determinada máquina i é processa o componente j; ou
• 0, se a máquina i não processa o componente j.
Quadro 2.6 – Matriz X (matriz máquina-componente) Componentes 1 2 3 4 5 6 7 8 9 10
Máq
uin
as
1 0 1 0 0 1 0 1 0 1 0 2 1 0 1 0 0 0 0 1 0 0 3 1 0 0 0 0 0 0 1 0 0 4 0 0 0 0 1 1 0 0 1 0 5 0 0 0 0 0 1 1 0 0 0 6 0 0 0 1 0 0 0 0 1 0 7 0 1 0 0 0 1 1 0 0 0 8 0 0 0 0 0 0 0 0 1 1 9 0 0 0 0 0 0 0 0 1 1
10 0 0 1 0 0 0 0 1 1 0
A partir desta Matriz, as máquinas podem ser divididas em três grupos, de acordo com o Quadro 2.7.
Quadro 2.7 – Agrupamento de máquinas Grupos Máquinas
1 1, 4, 5 e 7 2 2, 3 e 10 3 6, 8 e 9
Similarmente, agrupam-se os componentes em três grupos (Quadro 2.8)
Quadro 2.8 – Agrupamento de componentes Grupos Componentes
1 2, 5, 6 e 7 2 1, 3 e 8 3 4, 9 e 10
Deste modo, a Matriz máquina-componente pode ser reajustada de tal modo que as máquinas e os componentes sejam dispostos nos mesmos grupos (Quadro 2.9)
Esta nova Matriz máquina-componente contém a mesma informação que a primeira, mas mostra a devisão das máquinas em grupos. Os grupos podem ser designados por células of grupos tecnológicos. Assim:
• A Célula 1, irá conter as máquinas 1, 4, 5 e 7 e processará os componentes 2, 5, 6 e 7;

A. Charifo Ali Lições de Organização da Produção ISUTC
58
• A Célula 2, irá conter as máquinas 2, 3 e 10 e processará os componentes 1, 3 e 8;
• A Célula 3, irá conter as máquinas 6, 8 e 9 e processará os componentes 4, 9 e 10.
Quadro 2.9 – Matriz máquina-componente, com máquinas e componentes agupados Componentes 2 5 6 7 1 3 8 4 9 10
Máq
uin
as
1 1 1 0 1 1 4 0 1 1 0 5 0 0 1 1 7 1 0 1 1 2 1 1 1 3 1 0 1
10 0 1 1 6 1 1 0 8 0 1 1 9 0 1 1
2.2.6. Balanceamento das Gargas da Linha ou da Máquima 2.2.6.1. Balanceamento da Carga da Linha
Numa implatalação-produto, as máquinas e os respectivos operadores são dispostos em linha, de acordo com a sequência das operações necessárias para a fabricação ou montagem dum determinado produto. Se uma determinada operação ou processo deve ser repetido, as máquinas necessárias são duplicadas ou triplicads na linha, conforme os requisitos da fabricação, para evitar retrocessos.
O layout é determinado pela sequência de operações necessárias. Por isso, um sistema de precedências determina qual é a operação que deve preceder as outras; quais são as operações que podem ser executadas simultaneamente e que operação deve esperar. Isto mostra que o sistema de precedências é um factor determinante para o balanceamento de uma implantação-produto e constitui o primeiro passo a ser considerado.
• Sistema de precedências – No processo de balanceamento da carga da linha, o primeiro passo a ser considerado, deve ser o sistema de precedências. Este, pode ser apresentado na forma tabular ou em rede de grafos. O sistema de precedências deve incluir também todas restrições. Por exemplo, uma peça quente não pode ser imediatamente pintada e, além disso, os processos de aquecimento e de pintura das peças não podem ser efectuados no mesmo posto de trabalho.
• Cíclo de produção – No balanceamento da carga da linha, o segundo passo a ser considerado, consiste na determinação do cíclo de produção. Refira-se que o cíclo de produção pode depender dos requisitos do processo produtivo ou pode ser restrito pelo período mais longo para execução de uma determinada tarefa. O ciclo de produção é dado por:
A. Charifo Ali Lições de Organização da Produção ISUTC
59
diaporrequeridasUnidadesdiapordisponívelTempoãoprodudecíclo =ç
Por exemplo, supondo que numa linha de produção é necessário produzir 240 unidades de um determinado produto por dia (8 horas de trabalho), o cíclo de produção será:
minutosãoçprodudecíclo 2240
608=
×=
Se o período mais longo para execução de uma determinada tarefa for de 3 minutos, então a meta de produção diária não será cumprida. A linha deverá, no mínimo, ter um cíclo de produção de 3 minutos, para que aquela tarefa particular possa ser executada. Nestas condições a produção diária será:
unidadesproduçãodeCíclo
diapordisponívelTempodiáriaProdução 1603608
=×
==
Número de postos de trabalho
Teóricamente, o número mínimo de posto de trabalho é igual ao tempo total requerido para execução de uma determinada tarefa, dividido pelo cíclo de produção.
Por exemplo, se assumimos que a produção de um determinado elemento leva 11 minutos e o cíclo de produção leva 3 minutos, então o número de postos de trabalho será:
postosproduçãodeCíclo
trabalhodetotalTempotrabalho de postos de Número 467,33
11⇒===
O número de postos de trabalho deve ser sempre arredondado para o maior valor inteiro próximo do valor calculado.
A eficiência do sistema é calculada de acordo com a seguinte formula:
çãoprodudeCiclotrabalhodepostosdeNúmerotrabalhodetotalTempoEficiência
×=
Atribuição de actividades aos postos de trabalho
Existem várias regras para a atribuição de actividades aos postos de trabalho, mas existem duas que são mais aplicadas. Estas são:
• Tempo mais longo (TML); e
• Peso do grau posicional (PGP).
Para facilitar a compreenção do processo de balanceamento da linha, apresentam-se dois exemplos. O primeiro é baseado no tempo mais longo de operação e o segundo no peso do grau posional.
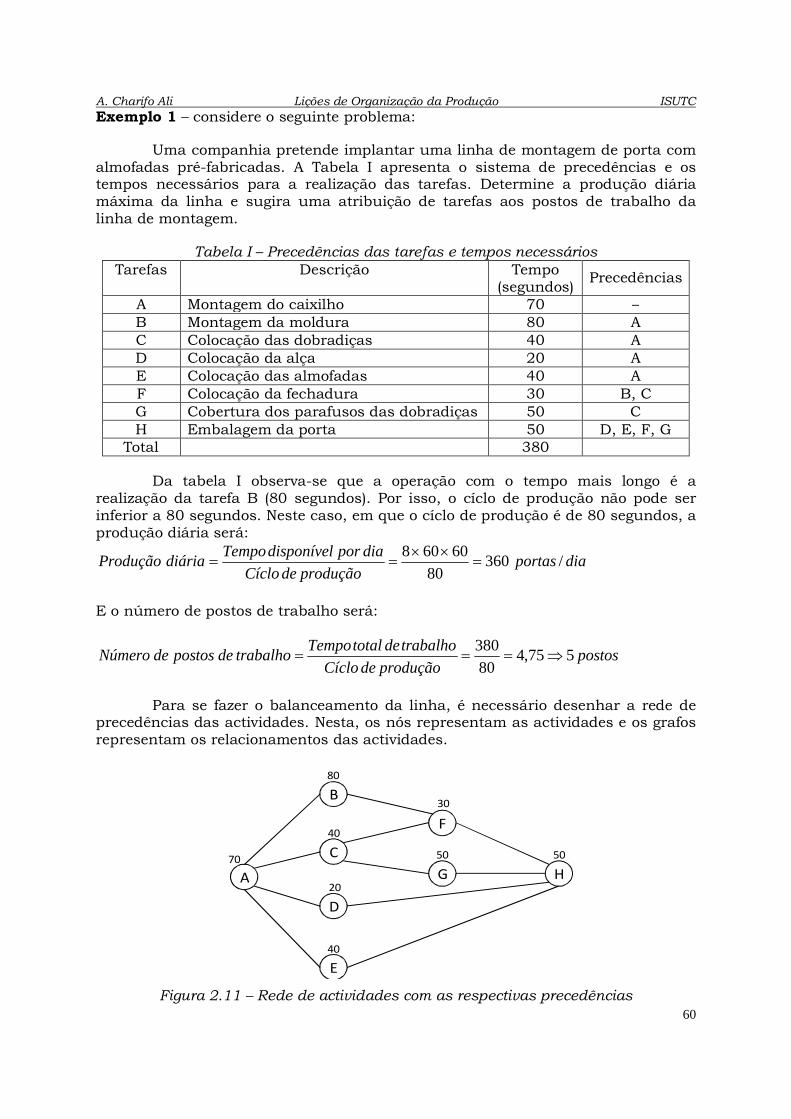
A. Charifo Ali Lições de Organização da Produção ISUTC
60
Exemplo 1 – considere o seguinte problema:
Uma companhia pretende implantar uma linha de montagem de porta com almofadas pré-fabricadas. A Tabela I apresenta o sistema de precedências e os tempos necessários para a realização das tarefas. Determine a produção diária máxima da linha e sugira uma atribuição de tarefas aos postos de trabalho da linha de montagem.
Tabela I – Precedências das tarefas e tempos necessários Tarefas Descrição Tempo
(segundos) Precedências
A Montagem do caixilho 70 – B Montagem da moldura 80 A C Colocação das dobradiças 40 A D Colocação da alça 20 A E Colocação das almofadas 40 A F Colocação da fechadura 30 B, C G Cobertura dos parafusos das dobradiças 50 C H Embalagem da porta 50 D, E, F, G
Total 380
Da tabela I observa-se que a operação com o tempo mais longo é a realização da tarefa B (80 segundos). Por isso, o cíclo de produção não pode ser inferior a 80 segundos. Neste caso, em que o cíclo de produção é de 80 segundos, a produção diária será:
diaportasproduçãodeCíclo
diapordisponívelTempodiáriaProdução /36080
60608=
××==
E o número de postos de trabalho será:
postosproduçãodeCíclo
trabalhodetotalTempotrabalho de postos de Número 575,480380
⇒===
Para se fazer o balanceamento da linha, é necessário desenhar a rede de precedências das actividades. Nesta, os nós representam as actividades e os grafos representam os relacionamentos das actividades.
Figura 2.11 – Rede de actividades com as respectivas precedências
A
E
D
C
B
F
G H70
80
40
20
40
30
50 50
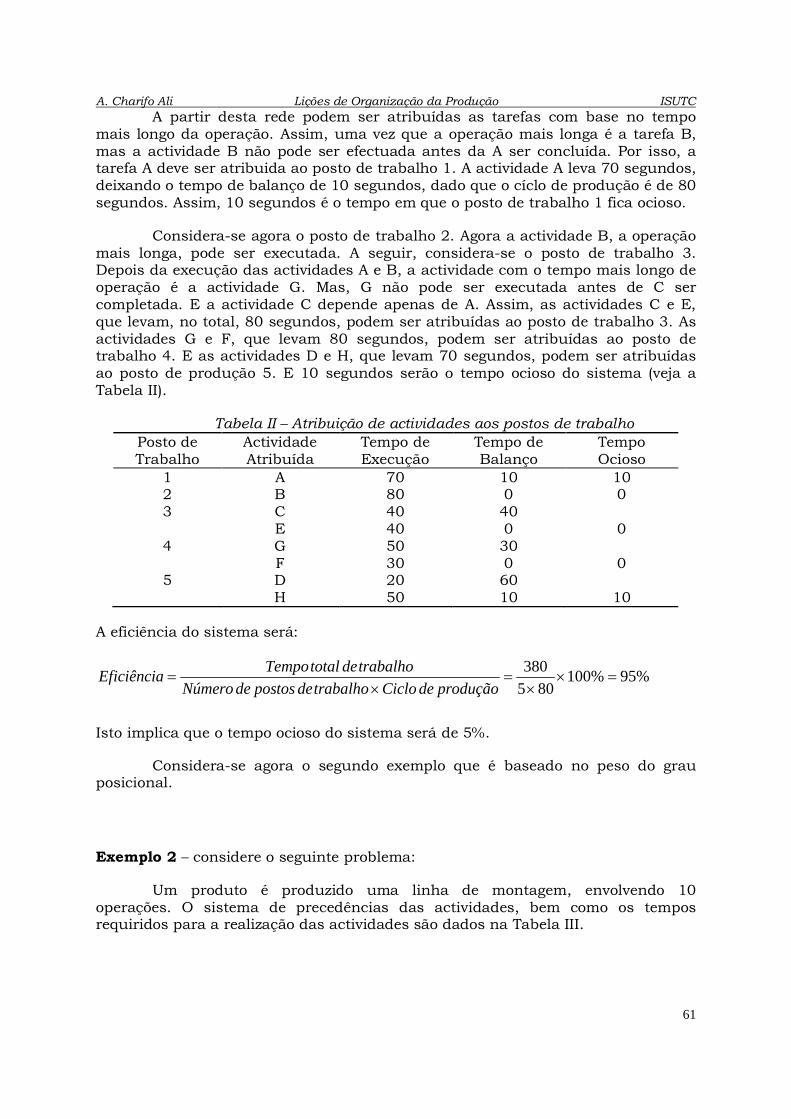
A. Charifo Ali Lições de Organização da Produção ISUTC
61
A partir desta rede podem ser atribuídas as tarefas com base no tempo mais longo da operação. Assim, uma vez que a operação mais longa é a tarefa B, mas a actividade B não pode ser efectuada antes da A ser concluída. Por isso, a tarefa A deve ser atribuida ao posto de trabalho 1. A actividade A leva 70 segundos, deixando o tempo de balanço de 10 segundos, dado que o cíclo de produção é de 80 segundos. Assim, 10 segundos é o tempo em que o posto de trabalho 1 fica ocioso.
Considera-se agora o posto de trabalho 2. Agora a actividade B, a operação mais longa, pode ser executada. A seguir, considera-se o posto de trabalho 3. Depois da execução das actividades A e B, a actividade com o tempo mais longo de operação é a actividade G. Mas, G não pode ser executada antes de C ser completada. E a actividade C depende apenas de A. Assim, as actividades C e E, que levam, no total, 80 segundos, podem ser atribuídas ao posto de trabalho 3. As actividades G e F, que levam 80 segundos, podem ser atribuídas ao posto de trabalho 4. E as actividades D e H, que levam 70 segundos, podem ser atribuídas ao posto de produção 5. E 10 segundos serão o tempo ocioso do sistema (veja a Tabela II).
Tabela II – Atribuição de actividades aos postos de trabalho Posto de Trabalho
Actividade Atribuída
Tempo de Execução
Tempo de Balanço
Tempo Ocioso
1 A 70 10 10 2 B 80 0 0 3 C 40 40 E 40 0 0 4 G 50 30 F 30 0 0 5 D 20 60 H 50 10 10
A eficiência do sistema será:
%95%100805
380=×
×=
×=
çãoprodudeCiclotrabalhodepostosdeNúmerotrabalhodetotalTempoEficiência
Isto implica que o tempo ocioso do sistema será de 5%.
Considera-se agora o segundo exemplo que é baseado no peso do grau posicional.
Exemplo 2 – considere o seguinte problema:
Um produto é produzido uma linha de montagem, envolvendo 10 operações. O sistema de precedências das actividades, bem como os tempos requiridos para a realização das actividades são dados na Tabela III.

A. Charifo Ali Lições de Organização da Produção ISUTC
62
Tabela III – Sistema de precedências e tempos para as actividades Actividades Tempo
(minutos) Actividades precedentes
A 1 – B 2 A C 4 A E 2 B G 1 B F 5 D D 1 C, E H 3 F, G I 4 G J 3 H, I
Solução:
Da Tabela III observa-se que a actividade F leva o tempo mais longo (5 minutos). Por isso, o cíclo de produção é de 5 minutos. Deste modo, tem-se:
diaunidadesproduçãodeCíclo
diapordisponívelTempodiáriaProdução /965608
=×
==
postosproduçãodeCíclo
trabalhodetotalTempotrabalho de postos de Número 62.5526
⇒===
Em seguida, apresenta-se a rede de precedências das actividades, indicando os peso do grau posicional das actividades.
Na rede da Figura 2.12, as actividades se encontram nos nós com os tempos de realização das actividades, em cima, e os PGPs das actividades, em baixo. Os arcos indicam o relacionamento entre as actividades. O PGP de uma certa actividade é determinado somando os tempos de realização das actividades de um percurso, a partir actividade até a conclusão da fabricação do produto. Por exemplo, o PGP da actividade I será:
734)( =+=+= JactividadedaTempoIactividadedaTempoIPGP
Similarmente, o PGP da actidade G será:
113431)(
=+++=+++=
JactividadedaTempoIactividadedaTempoHactividadedaTempoGactividadedaTempoGPGP
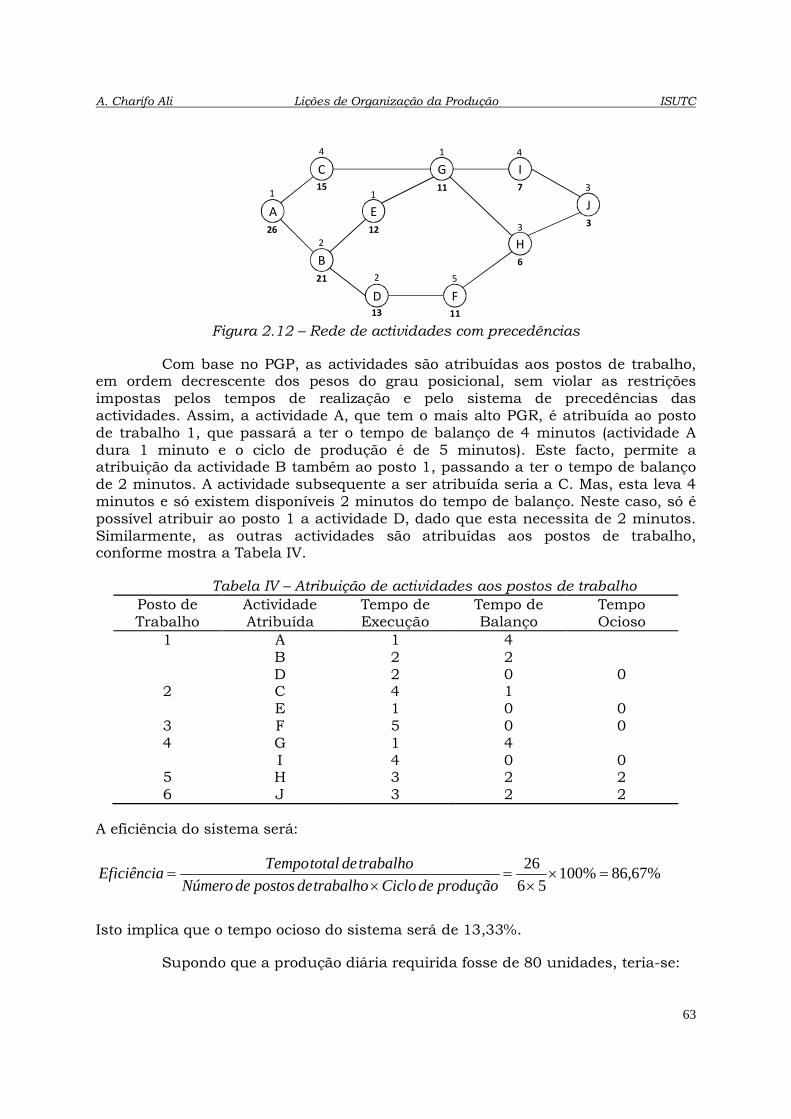
A. Charifo Ali Lições de Organização da Produção ISUTC
63
Figura 2.12 – Rede de actividades com precedências
Com base no PGP, as actividades são atribuídas aos postos de trabalho, em ordem decrescente dos pesos do grau posicional, sem violar as restrições impostas pelos tempos de realização e pelo sistema de precedências das actividades. Assim, a actividade A, que tem o mais alto PGR, é atribuída ao posto de trabalho 1, que passará a ter o tempo de balanço de 4 minutos (actividade A dura 1 minuto e o ciclo de produção é de 5 minutos). Este facto, permite a atribuição da actividade B também ao posto 1, passando a ter o tempo de balanço de 2 minutos. A actividade subsequente a ser atribuída seria a C. Mas, esta leva 4 minutos e só existem disponíveis 2 minutos do tempo de balanço. Neste caso, só é possível atribuir ao posto 1 a actividade D, dado que esta necessita de 2 minutos. Similarmente, as outras actividades são atribuídas aos postos de trabalho, conforme mostra a Tabela IV.
Tabela IV – Atribuição de actividades aos postos de trabalho Posto de Trabalho
Actividade Atribuída
Tempo de Execução
Tempo de Balanço
Tempo Ocioso
1 A 1 4 B 2 2 D 2 0 0 2 C 4 1 E 1 0 0 3 F 5 0 0 4 G 1 4 I 4 0 0 5 H 3 2 2 6 J 3 2 2
A eficiência do sistema será:
%67,86%10056
26=×
×=
×=
çãoprodudeCiclotrabalhodepostosdeNúmerotrabalhodetotalTempoEficiência
Isto implica que o tempo ocioso do sistema será de 13,33%.
Supondo que a produção diária requirida fosse de 80 unidades, teria-se:
A E
D
C
B
F
G
H
1
I
J
4
2
1
1 4
3
3
2 5
26
15
21
12
11
1113
7
6
3
A. Charifo Ali Lições de Organização da Produção ISUTC
64
minutosãoçprodudecíclo 680
608=
×=
postosproduçãodeCíclo
trabalhodetotalTempotrabalho de postos de Número 533,4626
⇒===
Neste caso a nova atribuição será o apresentado na a Tabela V.
Tabela V – Atribuição de actividades aos postos de trabalho Posto de Trabalho
Actividade Atribuída
Tempo de Execução
Tempo de Balanço
Tempo Ocioso
1 A 1 5 B 2 3 D 2 1 E 1 0 0 2 C 4 2 G 1 1 1 3 F 5 1 1 4 I 4 2 2 5 H 3 3 J 3 0 0
A eficiência do sistema será:
%67,86%10065
26=×
×=
×=
çãoprodudeCiclotrabalhodepostosdeNúmerotrabalhodetotalTempoEficiência
Isto implica que o tempo ocioso do sistema será de 13,33%.
2.2.6.2. Balanceamento da Carga da Máquina num Grupo Tecnológico
A implantação em grupo ou celular usa layouts mistos com a finalidade de juntar as vantagens da implantação produto e as da implantação processo. Na implantação em grupo, as máquinas e os operadores são agrupados para formar células que produzem uma família de produtos com requisitos de processamento similares, não necessariamente na mesma ordem. Neste caso, a composição de máquinas numa célula deve ser balanceada de modo que o fluxo dos em curso de fabricação, de uma máquina para a outra, seja suave. Isto porque, na mesma célula, não se deve registar acumulação de peças em espera em determinados postos de trabalho, deixando os outros em situação ociosa. Este processo é ilustrado através de dois exemplos.
Exemplo 1 – Considere o seguinte problema:
Um produtor de equipamento eléctrico necessita de adicionar componentes numa operação de montagem que pode produzir 80 unidades durante um turno regular de 8 horas. A operação foi projectada para ser efectuada em três actividades cujos tempos são dados na Tabela VI.
A. Charifo Ali Lições de Organização da Produção ISUTC
65
Tabela VI – Actividades e tempos de operação Operação Actividades Tempo padrão (minutos)
A Montagem mecânica 12 B Instalação eléctrica 16 C Teste 3
a) Quantos postos de trabalho serão necessários para cada actividade?
b) Assumindo que o operário de cada posto de trabalho não pode ser usado para outras actividades na fábrica, qual é a percentagem do tempo ocioso para a montagem total do produto?
Resolução:
minutosãoçprodudecíclo 680
608=
×=
Montagem mecânica:
• 1 unidade é produzida em 12 minutos;
• 80 unidades serão produzidas em: 12×80=960 minutos;
• Tempo disponível: 8×60=480 minutos.
postostrabalho de postos de Número 2480960
==
Instalação elétrica:
• 1 unidade é produzida em 16 minutos;
• 80 unidades serão produzidas em: 16×80=1280 minutos;
• Tempo disponível: 8×60=480 minutos.
postostrabalho de postos de Número 367,2480
1280⇒==
Teste:
• 1 unidade é testada em 3 minutos;
• 80 unidades serão testadas em: 3×80=240 minutos;
• Tempo disponível: 8×60=480 minutos.
postotrabalho de postos de Número 15,0480240
⇒==
No geral, tem-se:
• 2 postos de trabalho para montagem mecânica;
• 3 postos de trabalho para instalação eléctrica;
• 1 posto de trabalho para teste.

A. Charifo Ali Lições de Organização da Produção ISUTC
66
Tempo ocioso:
• Número total de postos de trabalho 6;
• Tempo ocioso num posto de montagem mecânica 0.
• Tempo ocioso num posto de instalação eléctrica 2 minutos;
• Tempo ocioso num posto de teste 3 minutos.
%9.13%10066
)32(=×
×+
=ociosoTempo
Exemplo 2 – Considere o seguinte problema:
Uma fábrica manufactura 3 produtos A, B e C, usando três operações fundamentais: o torneamento, a fresagem e a rectificação. Os tempos necessários para a inicialização e para a operação nas diferentes máquinas, os tamanhos dos lotes e as quantidades totais requeridas num mês são dados na Tabela VII.
Assumindo que o mês de trabalho tem 4 semanas e que cada semana tem 40 horas de trabalho, determine quantas máquinas de cada tipo são necessárias.
Tabela VII – Tempos para inicialização e para operação das máquinas
Máquinas Actividades Tempo necessário (minutos) A B C
Tornos Inicialização 30 55 40 Operação 2 2,5 1.5 Fresadora Inicialização 45 30 – Operação 8 4 – Rectificadora Inicialização 50 – 54 Operação 10 – 7,2 Dimensão do lote 350 400 600 Quantidade requerida/mês 1750 4500 3000
Solução
Tornos:
Produto A:
• Número de lotes necessários:
5350
1750==Lotes
• Tempo de inicialização para 5 lotes: 5×30=150 minutos;
• Tempo de operação=1750×2=3500 minutos;
• Tempo total=3650 minutos.
Produto B:
A. Charifo Ali Lições de Organização da Produção ISUTC
67
• Número de lotes necessários:
12400
4500==Lotes
• Tempo de inicialização para 12 lotes: 12×55=660 minutos;
• Tempo de operação=4500×2,5=11250 minutos;
• Tempo total=11910 minutos.
Produto C:
• Número de lotes necessários:
5600
3000==Lotes
• Tempo de inicialização para 5 lotes: 5×40=200 minutos;
• Tempo de operação=3000×1,5=4500 minutos;
• Tempo total=4700 minutos.
Totais para o torneamento:
• Tempo necessário: 3650+11910+4700=20260 minutos;
• Tempo disponível: 4×45×60=10800 minutos.
• Número de tornos necessários:
tornostornosdeNúmero 288,11080020260
⇒==
Fresadoras:
Produto A:
• Número de lotes necessários:
5350
1750==Lotes
• Tempo de inicialização para 5 lotes: 5×45=225 minutos;
• Tempo de operação=1750×8=14000 minutos;
• Tempo total=14225 minutos.
Produto B:
A. Charifo Ali Lições de Organização da Produção ISUTC
68
• Número de lotes necessários:
12400
4500==Lotes
• Tempo de inicialização para 12 lotes: 12×30=360 minutos;
• Tempo de operação=4500×4=18000 minutos;
• Tempo total=18360 minutos.
Totais para a fresagem:
• Tempo necessário: 14225+18360=32585 minutos;
• Tempo disponível: 4×45×60=10800 minutos.
• Número de fresadoras necessárias:
fresadorasfresadorasdeNúmero 402,31080032585
⇒==
Rectificadoras:
Produto A:
• Número de lotes necessários:
5350
1750==Lotes
• Tempo de inicialização para 5 lotes: 5×50=250 minutos;
• Tempo de operação=1750×10=17500 minutos;
• Tempo total=17750 minutos.
Produto C:
• Número de lotes necessários:
5600
3000==Lotes
• Tempo de inicialização para 5 lotes: 5×54=270 minutos;
• Tempo de operação=3000×7,2=21600 minutos;
• Tempo total=21870 minutos.
Totais para a rectificação:
A. Charifo Ali Lições de Organização da Produção ISUTC
69
• Tempo necessário: 17750+21870=39620 minutos;
• Tempo disponível: 4×45×60=10800 minutos.
• Número de rectificadoras necessárias:
orasrectificadorasrectificaddeNúmero 467,31080039620
⇒==
2.3. MOVIMENTAÇÃO DE MATERIAIS 2.3.1. Importância do problema
Um dos domínios da actividade humana, em que a movimentação de objectos sempre levantou grande número de problemas, é sem dúvida o da Indústria. De facto, em qualquer actividade de produção industrial podem identificar-se facilmente diferentes estádios em que as deslocações têm um papel extremamente importante. E, no caso mais geral, são representados, por ordem cronológica, do seguinte modo:
i. Descarregamento e recepção;
ii. Armazenagem de matérias-primas;
iii. Encaminhamento para os lugares de transformação;
iv. Manipulação, em cada posto de trabalho;
v. Transferência dum posto de trabalho para outro;
vi. Evacuação dos produtos acabados e dos desperdícios de fabricação;
vii. Armazenagem dos produtos acabados;
viii. Carregamento para expedição.
Nos últimos tempos, os transportes de materiais e produtos e respectivas armazenagens intermediárias, e bem assim os problemas anexos que lhe são inerentes (natureza dos pavimentos, características e escolha do material usado nos transportes, formação e segurança do respectivo pessoal de manobra, etc.) têm sido alvos dum crescente e cuidadoso interesse por parte das pessoas que se debruçam sobre as questões de produtividade individual. Isto porque, conforme vão evoluindo as técnicas de produção e as necessidades de organização, assim se vai tomando consciência do enorme peso que na maior parte dos casos os transportes têm no conjunto total das operações de produção. Por exemplo, segundo Saulnier, nos EUA alguns estudos recentes em diferentes indústrias, revelaram que durante o processamento dos materiais, mais de 2/3 da duração total do fabrico é despendido em transportes nos postos de trabalho e apenas 1/3 é empregue no trabalho efectivo de transformação.
Adiciona-se contudo, a esta manipulação em cada posto de trabalho, todas as outras deslocações já mencionadas para as quais, em algumas indústrias atingem percentagens da ordem dos 85% do tempo total de fabricação. Por outro lado, o problema do tempo gasto com transportes e armazenagens, vem ainda sobrepor-se o problema da relação, muitas vezes elevada, existente entre o número de toneladas movimentadas durante o processo de fabricação e o número de
A. Charifo Ali Lições de Organização da Produção ISUTC
70
toneladas de produtos acabados expedidos. Nalguns casos da indústria Metalúrgica, a relação atinge 50%.
Estes dois problemas, só por si, justificam em grande parte das indústrias, o estudo da movimentação, mas não se deve esquecer que numa oficina as deslocações abrangem também o pessoal (para além de produtos e materiais) deslocações essas que também são importantes e devem ser consideradas como abrangidas pelos estudos de movimentação. É de sublinhar que normalmente não se dá conta das centenas de quilómetros que mensalmente os operários e empregados percorrem, cujos circuitos normais de trabalho são estabelecidos ao acaso. Por isso, pode-se afirmar que o estudo da movimentação é muito importante porque:
• O material de movimentação mal utilizado, não se amortiza duma forma suficientemente rápida e imobiliza os capitais investidos;
• A movimentação ocupa directamente uma mão-de-obra que seria melhor utilizada em postos de trabalho produtivos;
• Os postos de trabalho insuficientemente interligados e irregularmente alimentados não podem atingir rendimentos normais;
• Operário altamente qualificado passa muitas vezes a metade do tempo a aprovisionar-se e a evacuar o trabalho terminado;
• As fadigas inúteis, impostas à mão-de-obra, são uma perda, quer para o pessoal, quer para a própria empresa;
• Uma má circulação de materiais e produtos resulta em perdas de tempo (atrasos de fabricação e de expedição) e de espaço (stock de matérias-primas e de produtos acabados, demasiado importantes e mal organizados; necessidade de stock intermediários em diversas fases da produção).
2.3.2. Conceitos de movimentação
As operações de movimentação encontram-se como já se viu, por toda a parte, na vida industrial; e a sua importância é grande porque são uma causa de fadiga, de perigo e de aumento dos custos de fabricação.
No caso mais geral, estando o problema enquadrado, poderá dizer-se que: “Existe movimentação sempre que se desloquem materiais ou produtos, sem acrescentar nada ao seu valor e sem modificar a sua natureza”.
Esta é uma definição lata para precisar convenientemente o assunto. Poder-se-á perguntar, por exemplo, se os transportes efectuados entre o fornecedor e a empresa industrial, ou entre esta e o cliente, devem ou não ser considerados como problemas de movimentação. Apesar de se considerar que os problemas de movimentação duma empresa começam no fornecedor e terminam no cliente, e numa certa medida é verdade, a resposta deve ser negativa pelas seguintes duas razões:
i. O transporte comporta duas funções independentes: deslocação que depende do meio de tracção ou de propulsão, e o carregamento/descarregamento dos objectos que o veículo em questão é capaz de transportar.
A. Charifo Ali Lições de Organização da Produção ISUTC
71
ii. Na maioria dos casos, o estudo das facilidades de transporte exterior, como camiões, caminhos-de-ferro, navios, etc., não pode ser encarado, devido ao facto de estarem normalmente fora do controlo das empresas, a não ser nos casos pouco frequentes em que são eles mesmos que as exploram.
Face a isto passaremos a considerar apenas as movimentações no interior das empresas e pode estabelecer-se assim uma outra definição que corresponde melhor às realidades industriais: “a movimentação é o conjunto de deslocações e armazenagens dos materiais, desde a sua chegada à empresa sob forma de matérias-primas, até à sua expedição sob a forma de produtos acabados”.
Será necessário ainda, precisar um pouco mais os domínios da movimentação, procurando estabelecer uma distinção entre o que deve ser considerado como movimentação e o que deve ser considerado manipulação. Assim, no domínio industrial, há manipulação sempre que se deslocarem objectos entre distâncias muito pequenas, em geral num posto de trabalho.
Portanto, a manipulação corresponde às deslocações de objectos executadas pelo trabalhador no seu posto de trabalho, sem ter necessidade de ultrapassar os limites fixados por um esforço normal e produtivo. E deve considerar-se que há movimentação, sempre que a deslocação de material, obrigue o trabalhador a sair dos limites do seu posto de trabalho estabilizado.
Esta diferenciação corresponde à existência de dois níveis diferentes no esforço de racionalização dos processos de trabalho que, na prática, se materializam através de técnicas de estudo também diferentes: uma é mais restrita e diz respeito aos problemas de organização do posto de trabalho, enquanto que a outra é mais global e se ocupa das dependências de alimentação e de escoamento entre os diferentes postos de trabalho que formam o encadeamento lógico duma actividade produtiva. Todavia, as soluções interpenetram-se e condicionam-se mutuamente para os dois casos, pois, ao nível da realização dos dois problemas não são independentes e a resolução de dificuldades, no posto de trabalho, está intimamente ligada à resolução dos problemas de dependência interpostos.
A segunda definição, com a correcção respeitante às manipulações dá-nos uma imagem mais ou menos precisa do que é a movimentação no interior duma empresa industrial. Mas é sempre útil confrontar o que é com o que deveria e poderia ser, como meio de polarização dos esforços de melhoramento. Em consequência, apresenta-se a seguinte definição ideal de movimentação.
“Movimentação dentro duma unidade industrial é a progressão lógica dos materiais (matérias-primas, produtos em curso de fabrico, produtos totalmente acabados) pelos mínimos custos, tempo e espaço ocupado, dentro da máxima segurança e utilizando os métodos e os equipamentos mais adequados”.
2.3.3. Objectivos e condicionalismo
O estudo da movimentação tem por objectivos:
• Eliminar a maior parte das movimentações;
• Simplificar e reduzir ao mínimo aquelas que não poderem ser eliminadas;
• Aumentar o nível geral de segurança dentro da empresa (mais de 40% do
A. Charifo Ali Lições de Organização da Produção ISUTC
72
total de acidentes são verificados durante operações de movimentação);
• Substituir judiciosamente movimentações manuais por movimentações mecânicas.
Há, no entanto, um certo número de factores que condicionam a acessibilidade destes objectivos e cuja consideração nunca deve ser minimizada, sendo os mais importante os seguintes:
• A existência duma implantação racional,
• A existência de um equipamento bem concebido e adaptado às necessidade de fabricação,
• A utilização de bons métodos de trabalho.
Num problema de movimentação, o factor implantação é primordial podendo mesmo dizer-se que todo o problema de movimentação é, na sua essência, um problema de implantação. Poderá mesmo dizer-se que, no domínio da aplicação, os dois problemas nunca devem ser dissociados e que as modalidades quer da implantação, quer da movimentação, devem ser estudados em conjunto, de modo a que se possam obter soluções reciprocamente adaptadas.
2.3.4. Princípios gerais
Cada estudo de movimentação tem necessariamente um carácter particular, não só devido à adversidade das limitações impostas pelas contingências de cada caso, como à diversidade e relativa compatibilidade de objectivos pretendidos. A observância de um determinado princípio poderá ser contrariada por critérios que não os da movimentação (de ordem técnica, comercial ou financeira) em que será necessário um procedimento por ajustamento de modo a obter uma solução harmónica, económica e aplicável.
Com o objectivo de proporcionar uma sistematização de critérios que possa determinar uma orientação válida, para a atitude crítica, é possível condensar os principais pólos de desenvolvimento para uma boa movimentação num certo número de princípios básicos.
Neste contexto, são propostos catorze princípios:
i. A movimentação aumenta a ocupação do espaço e do tempo disponíveis, se bem que não acrescente em nada o valor do produto. A sua incidência em qualquer fabricação deverá por isso ser reduzida ao mínimo. Deve ter-se sempre presente que a ausência de movimentação é melhor solução que qualquer melhoramento que se possa levar a cabo;
ii. A distância e a frequência de todos os transportes devem ser reduzidas a um valor mínimo;
iii. Devem transportar-se grandes quantidades, sempre que as distâncias forem consideráveis;
iv. Todos os sistemas de movimentação de uma unidade industrial devem estar perfeita e harmoniosamente integrados;
v. Do ponto de vista de movimentação, o processamento ideal corresponde à execução de cada operação, enquanto o material progride para a seguinte.
A. Charifo Ali Lições de Organização da Produção ISUTC
73
Cada movimentação deverá ser combinada com operações, depósitos e inspecções, ou mesmo com outra movimentação que se verifique antes ou depois;
vi. Melhoramentos na implantação e nos métodos de trabalho utilizados resolvem muitos problemas, eliminando em grande parte a necessidade de novo equipamento;
vii. Deve ser feita a maior utilização possível da gravidade em substituição quer de energia, quer do esforço humano;
viii. Os materiais devem ser mantidos à altura em que serão trabalhados, a fim de eliminar o levantar e pousar de peças. Deve evitar-se, sempre que possível, a colocação de materiais ou peças directamente no solo;
ix. O uso da movimentação manual, deve ser eliminado tanto quanto possível e aconselhável;
x. As passagens e corredores devem estar sempre desimpedidos. O congestionamento aumenta custos e tempos, e diminui a segurança;
xi. Portas, pavimentos, coberturas, colunas, etc., são factores condicionantes de um sistema de movimentação, cuja importância nunca deve ser minimizada;
xii. Todo o equipamento actual deve ser inventariado e verificada a sua utilização que, normalmente não é a melhor;
xiii. Antes de adoptar qualquer método ou equipamento, deve ficar perfeitamente assegurado que corresponde ao mais simples e eficaz processo de resolver o problema.
xiv. Todo o pessoal em contacto com o problema deve ser estimulado a sugerir melhoramentos para os métodos actualmente utilizados.
2.3.5. Método de trabalho
Tal como no estudo de implantação, para a solução dos problemas de movimentação não existem métodos mais ou menos universais aos quais se possa recorrer em qualquer circunstância. Alguns métodos que se poderão utilizar, com resultados satisfatórios, estarão puramente fundamentados na análise profunda do problema e o seu recurso a fórmulas complicadas. E para resolver a maior parte dos problemas de movimentação, bastará quase sempre encarar as seguintes etapas:
• Análise: Executar um diagnóstico, tão completo quanto possível, das condições em que se processa a actual movimentação.
• Síntese: Eliminar a movimentação na medida do possível. Estudar todos os métodos possíveis para a movimentação que não é eliminável. Determinar por cada método, os totais correspondentes quer a investimentos necessários, quer a economias realizáveis.
• Escolha: Escolher os métodos e equipamentos que oferecem as maiores possibilidades, quer de aplicação, quer de economias.
A. Charifo Ali Lições de Organização da Produção ISUTC
74
2.3.5.1. Primeira Etapa: Análise
Ao executar um diagnóstico das condições de movimentação numa dada oficina ou unidade industrial, será primeiramente necessária uma análise que conduza à determinação e registo, por qualquer método, do fluxo seguido pelos materiais, durante o processo de fabricação.
Esta análise, como é óbvio, deve estender-se desde a recepção de matérias-primas, até ao ponto de expedição de produtos acabados, passando por todas as operações, depósitos intermédios e inspecções que se verificarem.
As técnicas de análise e registo de circulação e encadeamento de uma fabricação são variadas e conhecidas já - diagramas de análise geral, gráficos de análise, esquemas de circulação, etc., tal como se viu na fase de análise no estudo de implantação.
Só depois de se ter determinado e registado o encaminhamento e encadeamento das diferentes linhas de fluxo duma fabricação, será então possível atacar as questões de pormenor em projectos individuais, sem correr riscos de perder a noção das necessidades globais.
No entanto, a circulação de materiais e produtos, por nos oferecer apenas um aspecto estático, não constitui ainda a verdadeira representação da vida da empresa; será necessário conhecer os débitos de cada circuito para ter uma ideia de qual é o ritmo dessa vida. E actualmente existem outras técnicas de investigação mais incisivas e bastante mais aperfeiçoadas, tais como a estatística, as observações instantâneas, as tomadas cinematográficas, etc.
A aplicação do método estatístico aos estudos de movimentação é uma resposta à necessidade anteriormente mencionada de conhecer os débitos - isto no caso de fabricações complexas, em que a observação directa e a avaliação por intermédio de cálculo são praticamente impossíveis.
Alguns autores aconselham o seguinte procedimento aos técnicos encarregados de analisar os débitos de circuitos de fabricação, por intermédio de métodos estatísticos:
a) Escolher os pontos de observação importantes (em função dos esquemas de circulação;
b) Determinar o período do ciclo das variações para cada ponto;
c) Restringir a alguns tipos e definir as unidades de movimentação (caixa, contentor, estrado, etc.) para o conjunto dos produtos em circulação;
d) A cada operação notar os seguintes factos: Material ou máquina (número de descarregamento, número de carregamento, número de passagens cheio – vazio) e Produto (número de unidade de movimentação como o peso e o volume);
e) Estabilizar as informações, quando isso se torne necessário;
f) Dispor os resultados em forma de quadro;
g) Pôr em gráfico (tempo em abcissas);
h) Determinar os valores significativos:
A. Charifo Ali Lições de Organização da Produção ISUTC
75
• Valor médio ponderado;
• Valor mínimo e máximo;
• Valor médio e mínimo (médio e máximo).
Ainda dentro de uma fase de diagnóstico e para além de uma análise dos circuitos e respectivos débitos, haverá, um certo número de outros factores reunidos em quatro grandes grupos:
i. Factores relativos aos métodos de trabalho e à implantação;
ii. Os métodos de trabalho utilizados actualmente são definidos ou estão em evolução;
iii. A implantação actual é ou não a mais adequada às necessidades;
iv. A actual sequência das operações é ou não a mais conveniente;
v. Quais são os departamentos cuja localização deve ser justaposta;
vi. Fluxo de materiais deve ser contínuo ou intermitente;
vii. Os materiais podem ou não ser trabalhados durante a movimentação.
I. Factores relativos aos materiais a transportar
• Natureza e tipo dos materiais a transportar (peso, dimensões, forma especial, fragilidade, etc.);
• Transporte separado ou em cargas unitárias;
• Quais são as cargas a transportar;
• Quais são as distâncias a percorrer.
II. Factores relativos às edificações
• Quanto tempo continuará a empresa a utilizar as presentes edificações;
• Quais são as cargas admissíveis para os pavimentos;
• Quais são as possibilidades da estrutura do edifício;
• Quais são as dimensões das passagens e corredores existentes;
• Quais são as dimensões e capacidade dos monta-cargas existentes.
III. Factores relativos aos custos reais da movimentação
• Mão-de-obra não só do pessoal directamente empregado como uma estimativa em relação àquele que a faz em tempo parcial. Porque quase todos os operários fazem movimentação em tempo parcial, a mão-de-obra correspondente cifra-se em 50% do total de movimentação.
• Amortização do equipamento e da respectiva instalação, se ela implicou alterações ou ajustamentos no edifício, noutro equipamento, etc.
• Despesas de conservação e reparação do equipamento.
• Despesas de exploração (combustível, electricidade, lubrificantes).
• Provável valor residual do equipamento;
A. Charifo Ali Lições de Organização da Produção ISUTC
76
• Valor das áreas de armazenagem (garagem para os carros) em função do preço unitário da edificação, para cada local.
• Deterioração dos materiais e produtos, devido às movimentações.
• Estimativa dos tempos perdidos devido a esperas e acidentes de movimentação.
2.3.5.2. Segunda Etapa: Síntese
Esta etapa que comporta o estudo de redução da movimentação na medida do possível e o estudo de todos os métodos possíveis e para aquela que não é eliminável, constitui o fulcro de todo o estudo de movimentação. Para ambos estudos, aplicar-se-ão os princípios determinantes duma boa movimentação, não só com o objectivo de eliminar o maior número possível de transportes, como também no sentido de melhorar métodos e equipamentos existentes e seleccionar novos.
Ao estudar novos métodos possíveis para a movimentação que não é eliminável, deverá ter-se-à disposição uma documentação pormenorizada e completa sobre a maior parte do equipamento existente no mercado.
Só a existência de documentação completa, possibilitará uma escolha criteriosa, com pleno conhecimento de características e possibilidades dos diferentes tipos e marcas de equipamento de movimentação.
A selecção do equipamento de movimentação existente no mercado, deve ser determinada pela análise dum certo número de factores entre os quais se distinguem:
• Tipo ou tipos de equipamento adequados, ou adaptáveis às necessidades particulares da empresa.
• Capacidade necessária para o equipamento a adoptar.
• Horas prováveis de serviço diário.
• Dimensões do equipamento e espaço necessário para a manobra.
• Adaptação a outros serviços (flexibilidade).
• Facilidade e velocidade de manobra.
• Necessidade em equipamento auxiliar.
• Possibilidade de conjugação com outros tipos de material em uso ou encomendado, tendo sempre em vista a necessidade de normalizar o equipamento de movimentação.
2.3.5.3. Terceira Etapa: Escolha
Chegados a este ponto do estudo de movimentação, reuniram-se já os elementos necessários a uma escolha criteriosa do método e equipamento a adoptar. Esta escolha deverá assentar sobre elementos reunidos na análise económica dos diferentes métodos e ser feita em função das exigências determinadas pelas operações que é necessário efectuar.
A. Charifo Ali Lições de Organização da Produção ISUTC
77
A escolha do material deve também estar ligada ao tipo de organização adoptado para circuitos gerais dos materiais e produtos através das instalações. Se, por exemplo, existe uma implantação-operação, deve recorrer-se a meios de movimentação bastante flexíveis. E se existe uma implantação - produto, deve adoptar-se meios de movimentação mais rígidos, mais automatizados, que, em certos casos, poderão mesmo ser completamente integrados numa cadeia de produção.
A fabricação de um mesmo produto pode conduzir a soluções de movimentação completamente diferentes, não apenas em consequência do processo de fabricação adoptado, mas também em função da modalidade de aplicação desse processo. Uma escolha judiciosa, que tenha como principal preocupação um critério de adaptabilidade, conduzirá à utilização de equipamento que permite movimentações rápidas e seguras, desde que estas se integrem numa organização racional.
Qualquer que seja a natureza do equipamento de movimentação adoptado, deverá possuir um certo número de qualidades essenciais, que condicionam não só o seu bom funcionamento e conservação, como a segurança de utilização. Algumas dessas qualidades, segundo Saulnier, são:
a) Capacidade de assegurar os serviços necessários com uma margem de segurança suficiente;
b) Facilidade e comodidade de manobra;
c) Capacidade de resistência a manobras erradas;
d) Segurança de funcionamento;
e) Facilidade de conservação e, em particular, de lubrificação;
f) Segurança nos três seguintes aspectos diferentes:
• Segurança das pessoas, quer seja dos próprios condutores quer outros trabalhando ou circulando na zona de acção dos aparelhos;
• Segurança relativamente à conservação dos aparelhos;
• Segurança relativamente à conservação dos objectos movimentados.
2.3.6. Material e sua Classificação
O material de movimentação classifica-se com o objectivo de facilitar a recolha e a consulta de informações para a resolução de problemas de movimentação. Por exemplo, a Federação Europeia de Movimentação reparte os materiais em nove classes:
• Aparelhos pesados de elevação e de movimentação: pontes rolantes, gruas, etc.;
• Aparelhos de movimentação contínua: transportadores de todos os tipos;
• Transportadores aéreos sobre cabos: teleféricos, etc.;
• Carros de movimentação de plataforma, de garfo, empilhadeiras, etc.;
• Gruas móveis sobre rodas, sobre lagartas, etc.
• Aparelhos de movimentação pneumáticos, por aspiração, por compressão,
A. Charifo Ali Lições de Organização da Produção ISUTC
78
por aspiração - compressão, etc.;
• Ascensores e monta – cargas eléctricos, pneumáticos, hidráulicos, escadas mecânicas, etc.;
• Aparelhos de terraplanagem e de carregamento: pás mecânicas e escavadoras, etc.;
• Aparelhos de elevação de série: cadernais, guinchos, macacos, etc.
Apesar desta classificação ser um problema delicado e qualquer modo que se adopte ser sempre susceptível de controvérsia, pode considerar-se cinco sistemas principais de classificação geral para o material de movimentação:
i. Segundo a natureza do material movimentado, como por exemplo, a granel, peças ou partes componentes, pacotes, caixas, tambores, garrafas, etc.;
ii. Segundo a natureza do serviço executado, como por exemplo, içar e transportar, pôr em posição, etc.
iii. Segundo o tipo de indústria no qual o material é mais aplicado, como por exemplo, indústrias extractivas, transformadoras, construção civil, etc.;
iv. Segundo a mobilidade do material, como por exemplo, fixo, móvel numa área limitado ou semi-fixo e móvel;
v. Segundo o tipo ou classe de material, como por exemplo, pontes rolantes, guinchos, transportadores, veículos industriais, etc.
Este assunto é extremamente vasto e a apresentação de um estudo detalhado das características, possibilidades e tecnicidade especializada dos diferentes tipos de material que existem actualmente sai fora do âmbito deste curso.
O objectivo desta última secção sobre o material de movimentação e a sua classificação foi o de dar uma ideia sucinta dos diferentes tipos de materiais que podem utilizar-se na movimentação interior de empresas industriais, assim como das condições gerais de aplicação das diferentes classes de material que se podem constituir, e ainda da conveniência que existe para a empresa de possuir uma documentação organizada - e tão completa quanto necessária - sobre os diferentes materiais de movimentação que podem ser utilizados nos seus trabalhos.
Bibliografia n Groover, M. P. (2008). Automatio, Production Systems and Computer-
Integraded Manufacturing. Third Edition. Pearson Education Inc. Upper Saddle River, New Jersey.
n Khanna, R. B. (2007). Production and Operations Management. PHI Learning Private Limited, New Delhi.
n Krajewski, Lee J.; Ritzman; Larry P. (1993). Operations Management – Strategy and Analysis (Third Edition); Addison-Wesley Publishing Company, Inc.