6 سيجما
TRANSCRIPT

... المشترك ثقةغايتنا
(3) رقم نموذج
) ( الورقة رقم
أسلوب إستخدام أداء Six Sigmaتأثير تحسين علىالخدمات
شرف. محمد دمساعد أستاذ
الصناعية الهندسة قسمالهندسة كلية
سعود الملك جامعة[email protected]
بنداق. الدين صالح ودمساعد أستاذ
الصناعية الهندسة قسمالهندسة كلية
سعود الملك جامعة[email protected]
شعار تحت الرابعة المشترك خدمة ندوة خلال قدمت الورقة هذه) غايتنا ) ... المشترك ثقة
أبها

... المشترك ثقةغايتنا
ديسمبر 13 -122006
الخدمات أداء تحسين على Six Sigma إستخدام تأثير أسلوب
بنداق الدين ود. صالح شرف د. محمدسعود الملك الهندسة\جامعة الصناعية\كلية الهندسة قسم
11421 الرياض800ص.ب.
المقدمةروح وتفعيل الدول بين الحواجز إزالة إلى يهدف العالمي االقتصادي التطور تسارع إن
العمالء رغبات مع تتالءم خدمات و منتجات لتقديم الشركات و المؤسسات بين المنافسة . إدارية برامج و مفاهيم تطبيق ضرورة يتطلب الوضع هذا أن المستفيدين باحتياجات وتفي
الخدمات جودة مستوى رفع على تساعد و السريع التطور هذا مع تتماشى حديثة . األساليب ابرز من لعل و التكاليف و النفقات في اكبر ضبط و تخفيض مع والمنتجات
من مجموعة لدى تطبيقه في عالية فعالية اثبت و األخيرة اآلونة في ظهرت التي اإلداريةاألسلوب هذا لدينا األولية المراحل في يعتبر تطبيقه مازال لكن و العالمية الشركات ابرز
أسلوب عليه أطلق6 sigma
مصطلح اختيار و 6أن أسلوبا يعكس بل أجوف مصطلح أو عشوائيا اختيارا ليس سيجماكبير حد إلى تقترب خدمات و منتجات على للحصول الجهد تركيز إلى تهدف أدراية فلسفة
اإلتقان . و الجودة في المثالية يونانى ) من رمز سيجما كمصطلح( ơفكلمة يستخدمأو الخدمية العمليات أو التصنيع عمليات مخرجات مستوى فى التغير مقياس يعنى احصائى
التصميم .عمليات
ذلك دل سيجما قيمة زادت فكلما العمليات أداء في الجودة مدى عن سيجما قيمة تعبر. العمليات مخرجات في األخطاء أو العيوب في اقل نسبة االحصائى على المقياس هذا و
المقدمة الخدمة أو المنتجة الوحدات في العيوب تقليل على العمليات بقدرة مرتبطخدمة تقديم أو وحدة إلنتاج فرصة مليون كل في defect per million . للعمالء
opportunities )DPMO(
ال فكرة تأخذ العالمية 6بدأت الشركات من العديد أثبتت إن منذ واسعا انتشارا سيجما “ ” “ ” “ ” “ ” “ توفير: ” في نجاحها بوالريد و فورد و هوندا و سوني و إلكتريك جنرال شركة مثل
ال لتطبيق نتيجة الدوالرات من “ 6الماليين بدأت. ” من أول موتوروال شركة تعتبر و سيجما. الثمانيات أوائل في بها الخاص الجودة برنامج عن للتعبير المسمى هذا وتتضمن استخدام
ال تطبيق اإلحصائية 6عملية األساليب من لمجموعة دقيق و منتظم استخدام سيجماينبغي التي المحددة الخطوات تبين و المهدورة والمصاريف النفقات مصادر لتوضيح
. من كثير حل إلى هذا ويؤدى النفقات هذه لحصول المسببة العملية لتحسين اتخاذها. المؤسسة مشاكل
... المشترك ثقةغايتنا
و لألداء شامل فهم على الحصول أجل من للقياس علمية طرق على تعتمد األساليب وهذه . قياس يتم فحينما المنظمة خدمات و منتجات جودة في المؤثرة األساسية العناصر تحديد
هذه ‘ من التخلص على يساعد هذه فإن عملية أية في الحاصلة األخطاء و العيوب عدديمكن الذي للمنتج المثالي الوضع من لالقتراب ذلك و منظم بشكل واألخطاء العيوب
عنه .zero defectالتعبيرالشتراك , 6ونظرا عند يسود واألدوات األساليب بعض في الشاملة الجودة إدارة مع سيجما
أسلوب بأن خاطئ اعتقاد المتخصصين من الجودة 6الكثير إدارة من معدلة نسخة سيجما . األساسية الخلفية تبقى االعتقاد هذا دقة عدم من وبالرغم منها خاصة حالة أنها أو الشاملة
. بالعمالء االهتمام على يرتكزان األسلوبين كال أن كما الجودة ثقافة على التركيز هي لهما . بين الفرق توضيح وقبل المستمر والتحسين العمليات الجودة 6وإدارة وإدارة سيجما
تطبيق مع يتناقض ال الشاملة الجودة إلدارة وتطبيقها المنشأة التزام أن على نؤكد الشاملة6. التكامل أساس على تقوم وان متزامنة غير التطبيق عملية تكون أن شرط سيجما
ثقافية وبيئة خصبة تربة إيجاد في يساعد الشاملة الجودة إدارة تطبيق في النجاح أن بمعنىلتبني المنشأة داخل . 6مهيأة أهدافها وتحقيق نجاحها احتمال من ويرفع سيجما
والتي بينهما والثانوية األساسية االختالفات من العديد هناك يبقى مختلفة جودة وكأساليب . أسلوب يميز ما أهم أن إال عام بوجه الجودة أساليب تطور إلى أسلوب 6تعود عن سيجما
: هو الشاملة الجودة إدارة
أسلوب .1 على 6ارتباط المؤثرة العوامل تعريف خالل من المنشأة بأهداف سيجما(Critical to Quality - CTQ) الجودة
المتقدمة .2 اإلحصائية األدوات استخدام خالل من اإلحصائي الجانب في التوسعمن .3 الناتجة العيوب معدالت وتقليل والخدمية االنتاجية العمليات فى التشتت تقليل
العمليات . تلك التالية الرسمة في موضح هو كما
ألسلوب واحد تصور وجود ذلك إلى ألسلوب 6ويضاف تصور من أكثر يوجد بينما سيجما . أولى الشاملة الجودة إدارة شهدت حيث الياباني التصور فهناك الشاملة الجودة إدارة
, وهناك الطويل النفس ذات وجوران ديمنج أفكار إلى كبير zبشكل تستند والتي خطواتهاآخرين علماء رؤية إلى يستند والذي الشاملة الجودة إلدارة األوروبي األمريكي التصور أيضا
. أوكالند جون مثل
... المشترك ثقةغايتنا
في تطبيقيه كيفية و سيجما ستة أسلوب عن كامل تصور تقديم إلى يهدف البحث هذا إنالتطور تنفيذ كيفية و بها األداء تحسين المراد المشروعات اختيار كيفية و الخدمي المجال
األسلوب لهذا منهجية إستراتيجية تطبيق طريق عن األداء لتحسين و (DAMIC)المطلوبتفصيلية . بصورة حالة دراسة خالل من هذا سنستعرض
سيجما ستة ألسلوب التنفيذية سيجما الخطوات ستة ألسلوب التنفيذية الخطوات
حدود وفى متقاربة العملية من الناتجة المنتجات ابعاد تكون ان يجب الاتزان وضع فى العملية تصبح حتىالمحددة المواصفات
االساليب متضمنة التنفيذية الخطوات من خطوة كل التالى الجزء فى وسنتناولنظرا االيجاز من شىء فى خطوة كل خالل تنفذ التى العلميات تسمية و المستخدمة
المتاحة المساحة .لمحدوية
المشكلة -1 تعريف
المشكلة بتعريف الخاصة االنشطة•. المشروع ومالك و التحسين فريق قائد و للتحسين المختار المشروع تحديد• . للجودة المطلوبة االساسية االنشطة و العمالء متطلبات تحديد• . الفوائد و االهداف و المشكلة تعريف•. الموارد تحليل و المحاسبة عن المسئول هو من تعريف
تعريف تعريف المشالمش
كلةكلة
القياالقياسس
التحليلالتحليل التحسيالتحسينن
المراقبالمراقبةة
اساسيات منهجية التحسين
العمليات) خدمية) او انتاجية
X1
X2
X3
X4
Y1
Y2
Y3
للمدخالت المراقبة اسلوب تحديدالمحافظة نضمن حتى االساسية
انجازها تم التى التحسينات على
وسائل تحديدالتحسين
و للعملياتان من التأكد
الحلول قابلة المقترحة
للتطبيق
المراقبة
التحسين التحليل
تحليل و قياساداء و المعلوماتلتحديد العمليات
و االساسية المتغيراتالجذرية المسببات
للمشاكل
القياس
تعريف المشكلة
المخرجات مصفوفةارتباطها واالساسية بالخصائصللجودة .
. المشكلة تحديد. المشروع هدف

... المشترك ثقةغايتنا
•. العمليات مخطط رسم•. المشروع خطة تجهيز
: المشكلة لتعريف المطلوبة الجودة اساليبالمشروع • مخططاالثر • و المجهود تحليلالعمليات • مخطط رسمالشجرى • المخطط
الشكاوى تقليل
التكاليف العيوب تقليل تقليل
المعلومات تحليل من ناتجة كمية معلومات على االعتماد يتطلب المشكلة المعلومات تعريف تحليل من ناتجة كمية معلومات على االعتماد يتطلب المشكلة تعريف
االهداف؟ ماهى
تعريف المشكلة
تحسينه؟ المطلوب ماهوالمخرجات ماهى
المتوقعة؟

... المشترك ثقةغايتنا
المشكلة تعريف عمليات تسلسل التالى الشكل :ويبين
و تعريف تحديد
المشكلة يعتبر•
تحديد المشكلة
) هو) المشروعاألولى الخطوة
خطوات منتحسين عملية
الجودة.•
المشروعإن ممكنعملية يكون
أو إنتاجيةاى أو خدمية
من نشاطالمؤسسة أنشطة
مشروعات • إلى تجزئته فيمكن واحد، فريق يتناوله أن على � جدا كبير المشرع كان إذاصغيرة.
تعرف المشكلة وتستخدم مصفوفة المخرجات لقياس النجاحات المحققة وتستخدم لتحديد الخط
االساسى للتحسين
Y = Dependent Variable Output, Defectx = Independent Variables Potential Cause
x* = Independent Variable Critical Cause
Define the Problem / Defect Statement
Y = f ( x1*, x2, x3, x4
*, x5. . . Xn)
Process)Parameters(
Material
Methods
People
Environment
OutputMachine
Measurements

... المشترك ثقةغايتنا
األتي المشروع عمل فريق على -:يجب. االختيار مبررات و المشروع بتعريف الخاص النموذج تعبئة. الدراسة تحت بالمشروع الخاص العملية تدفق رسم تكوين . لالعتماد التوجيه لجنة إلى المشروع مستندات كافة تقديم
المشروع بمبررات خاص جزء-: األتي بعمل النموذج هذا في الفريق يقوم أن يجب
األول - -. • الجزء السابق األداء تاريخ إلى اإلشارة•. - الثانى - الجزء العمل أوراق من المأخوذ بالحسابات الخاص الملخص بمليء القيام• . السنوية الوفورات تحديدالماكينات • ذلك فى بما المعدات تكاليف كافة جمع طريق عن التطبيق تكلفة حساب
. التصميم أدوات أو الجديدةبين • ما المقبولة االستثمار من العائد نسبة تتراوح أن وهذا 1: 10إلى 1 : 4يمكن
ل الموضوعة السياسة على المستثمرة يعتمد لشركةفالبد • ، متاحة غير بالنموذج الموجودة للحسابات الحقيقية المعلومات تكن لم إذا
. المتاحة للمعلومات بالنسبة تقديراته أفضل يستخدم أن للفريق•. المرحلة هذه فى مفصلة مالية تحليالت عمل يفضل ال
القياس -2 عملية ) العيوب ) العميل متطلبات مع مقارنة قياسها و الحالية العملية عن لمعلومات تجميع هو
كمية بصورة و دقيقة القياسات أن من للتأكد
القياس عميلة : انشطةالمؤثرة المدخالت و المخرجات تحديد
العملية تعريفات تحديدلالداء قياسية معايير تحديد
العينات جمع خطة ووضع المعلومات جمع طرق تطويرللتطبيق قابلة القياسات ان من التأكد
القياسات طرق تحليللها االساسى الخط و العمليات مقدرة تحديد
القياس لعملية المطلوبة الجودة : اساليبالجودة نشر• وظيفةالقياس • انظمة تحليلالفحص • قائمةالعمليات • مقدرة

... المشترك ثقةغايتنا
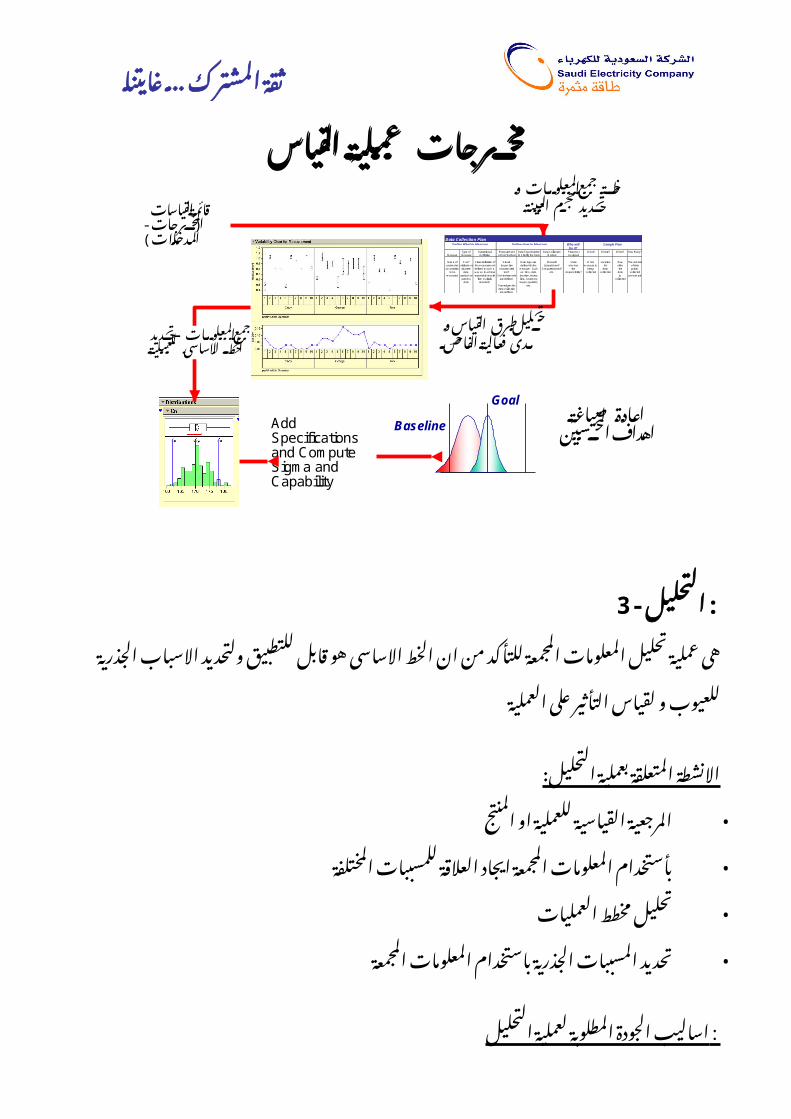
مخرجاتعمليةالقياس مخرجاتعمليةالقياس
القياسات قائمة -المخرجات(
)المدخالت
Add Specifications and Compute Sigma andCapability
اعادةصياغة اهدافالتحسين
Data Collection PlanWho will
?Do it Type of Operational Measurement Data Tags Needed Data Collection Person(s) ?What ?Where ?When ?How Many
Measure Measure Definition or Test Method to Stratify the Data Method Assigned
Name of X or Y Clear definition of Visual Data tags are ?Manual State What Location How The numberparameter attribute or the measurement inspection defined for the ?Spreadsheet who has measure is for often of data
or condition discrete defined in such a or automated measure. Such ?Computer based the being data the pointsto be ,data way as to achieve ?test ,as: time, date .etc ?responsibility collected collection data collected
measured product or repeatable results Test instruments ,location, tester is per sampleprocess from multiple .are defined ,line, customer collected
data observers ,buyer, operatorProcedures for .etcdata collection
.are defined
Sample PlanDefine What to Measure Define How to Measure
تحليلطرقالقياسو مدىفعاليةالفاحص
Baseline
Goal
تحديد –جمعالمعلومات الخطاالساسىللعملية
خطةجمعالمعلوماتو تحديدحجمالعينة
:التحليل-3للتطبيق قابل هو االساسى الخط ان من للتأكد المجمعة المعلومات تحليل عملية هى
العملية على التأثير لقياس و للعيوب الجذرية االسباب ولتحديد
: التحليل بعملية المتعلقة االنشطةالمنتج • او للعملية القياسية المرجعيةالمختلفة • للمسببات العالقة ايجاد المجمعة المعلومات بأستخدامالعمليات • مخطط تحليلالمجمعة • المعلومات باستخدام الجذرية المسببات تحديد
التحليل لعملية المطلوبة الجودة : اساليبالمجمعة • للمعلومات االحصائى التحليلاالثر • و السبب منحنىالتكرارية • منحنىبار • تويتحليلالمستمر • المنحنىالتشتت • منحنى

... المشترك ثقةغايتنا
مخرجاتالتحليل مخرجاتالتحليل معلوماتالمشروع
)المدخالتالمخرجاتو (
ملخصتحليل االسبابالجذرية
Explained and % Unexplained %
مدىدقتها تحليلالمعلوماتالمجمعةو
MeasureResponses or Outputs (Ys) Factors (Xs)Dependent Variable USL LSL Target Independent Variable(s) USL LSL Target
Thomas A. Little Consulting 2002 ©
مدىصالحية الجذرية االسباس
:التحسين-4العيوب – و التشتت مستوى لتقليل للعملية تغير التجارب هو تصميم منهجية
التحسين بعملية المتعلقة : االنشطةبدائلها • و تحديدالحلولبدائلها • و للحلول الفوائد و المخاطر تحديداسترشادية • دراسة طريقة عن المختار الحل صالحية مدى اختبارالمجمعة • المعلومات باستخدام الحل فعالية تحديد
: التحسين لعملية المطلوبة الجودة اساليبالتجارب • تصميم منهجيةالذهنى • العصفاالنهيار • صيغة تأثير تحليلالمخاطر • تقدير
المراقبة-5او الثوابت و للمتغيرات المراقبة خرائط باستخدام المخرجات مصفوفة مراقبة تعنى
االتوماتية القياس ادوات
: المراقبة بعملية المتعلقة االنشطة•) الخ ) – - ... التصميم القياس للمراقبة المحتاجة االنشطة تحديدالمراقبة • انشطة صالحية تحديد و تطبيقاالنتقال • خطة وضعالنتائج • ابالغ و المشروع اغالق
... المشترك ثقةغايتنا
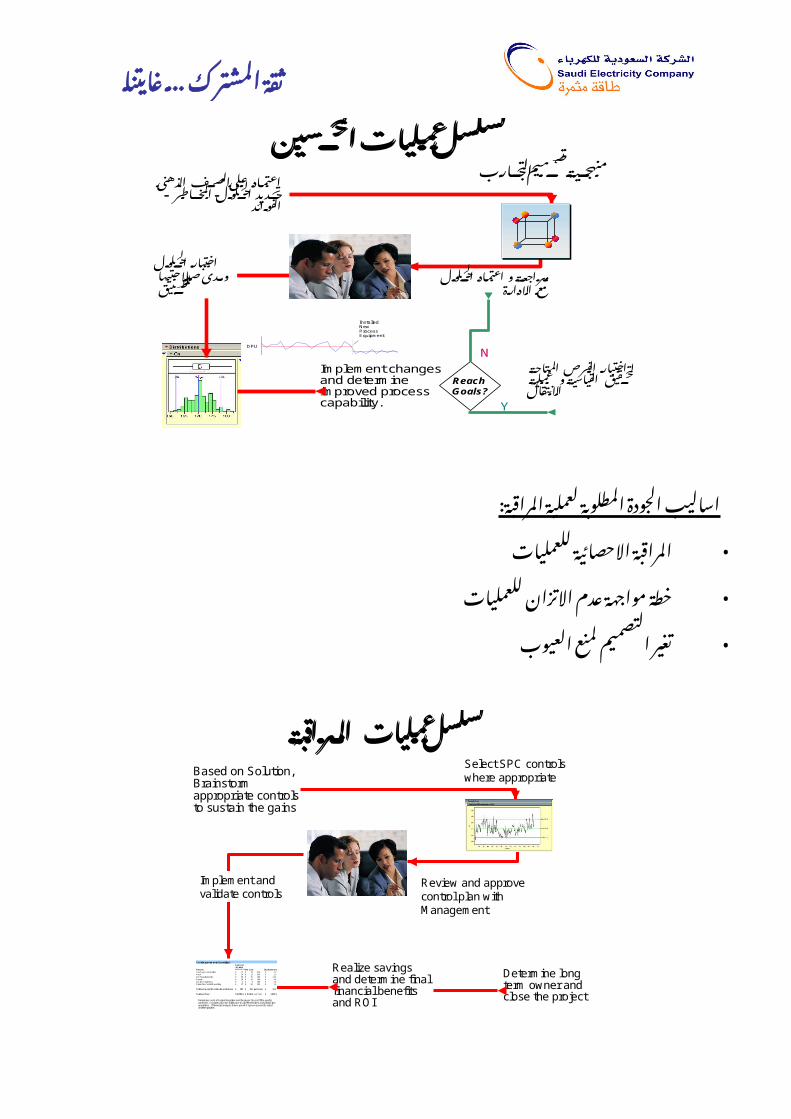
تسلسلعملياتالتحسين تسلسلعملياتالتحسين
اعتمادعلىالعصفالذهنى -المخاطر -تحديدالحلول الفوائد
Implement changes and determine improved process .capability
المتاحة الفرص اختبارعملية لتحقيقالقياسيةواالنتقال
منهجيةتصميمالتجارب
الحلول اعتماد مراجعةواالدارة مع
الحلول اختبارومدىصالحتيها للتطبيق
Installed New ProcessEquipment
DPU
Reach?Goals
Y
N
: المراقبة لعملية المطلوبة الجودة اساليبللعمليات • االحصائية المراقبةللعمليات • االتزان عدم مواجهة خطةالعيوب • لمنع التصميم تغير
تسلسلعملياتالمراقبة تسلسلعملياتالمراقبة ,Based on Solution Brainstorm appropriate controlsto sustain the gains
Realize savings and determine final financial benefitsand ROI
Determine long term owner andclose the project
Select SPC controlswhere appropriate
Review and approve control plan withManagement
Implement andvalidate controls
:Cost Improvements Quantified
Process
Curr Cost s'$1,000()per week New Cost Improvement
Touch-up & Handsolder 73 $ 70 $ 95% 3.7 $ Wash 24 $ 23 $ 95% 1.2 $ QA/ Final Inspection 58 $ 45 $ 78% 12.5 $ Rework 20 $ 16 $ 78% 4.4 $ QA (QA Engineers) 5 $ 4 $ 78% 1.0 $ Production Control/Expediting 27 $ 26 $ 95% 1.4 $
Total per week for costs elements above 207 $ 183 $ per Week 24.2 $
Total per Year k 10,782$ k 9,525 $ per Year k 1,257 $
Determine costs of current baseline and the impact to cost if the goal isachieved. Consider also the full impact to all effected lines and productionoperations. If financial analysis shows poor ROI you may want to select.another project
... المشترك ثقةغايتنا
اسلوب منهجية طبقت تطبيقية 6لقد حالة من أكثر على سيجماالتي الدراسات هذه ألحدى ملخص هنا سنعرض في و طبقت
تلفزيونات إنتاج .مصنع
المصنع داخل المختلفة اإلنتاج خطوط دراسة العمليات تمت تدفق منحنى أنشأ ومن خط كل ( لعمليات المشروع ) المشكلة تحديد استمارة تعبئة تم و الخطوط هذه
. المبررات و المشروعات تحديد أمكن المجمعة البيانات تحليل نسب بعد و للدراسة القابلة
: إن وجد حيث المتكاملة الدوائر تجميع خط اختير قد و المتوقعة التحسين . الطبيعى المعدل من اقل الخط لهذا المختلفة العمليات على العمال انشغال معدل. المتوقع من اكبر المعيبة الوحدات عدد اإلنتاج خط تجهيزات و اإلنتاج لخط الالزمة المكونات تجهيز زمن . القياسي المعدل من بكثير أكثر
: الدراسة تحت االنتاج لخط العمليات تدفق منحنى هنا ونستعرض
... المشترك ثقةغايتنا

... المشترك ثقةغايتنا

... المشترك ثقةغايتنا
التحليل :مرحلةأن وجد المكونات بإعداد الخاصة االزمنة تحليل ماعدا كافة بعد متوقع هو كما االزمنة
@ االزمنةبالديود يساوى -الخاصة االزمنة متوسط ان بالنسبة - ثانية 31.39حيث جدا كبير يعتبر
العملية لهذه القياسى .للوقت
للحام الشاسية تجهيز لعملية @ : بالنسبةرقم : -- لماكينة االشغال نسبة اقل 96.55= 4الماكينات فهى الماكينات لباقى بالنسبة اما
لهذه االشغال نسبة فى تحسين اى فان الماكينات هذه طبيعة و الفنية النواحى من لكن وملموسة نتائج الى يؤدى ال قد .الماكينات
وقت: -- استغالل ممكن لكن و نسبيا قليل يكون قد للعمال التعطل وقت ان العمالةاخرى اعمال تأدية فى للعمال الكبير .التعطل
فى التركيز ضرورة الى خلصنا االرشادية الدراسة نتائج دراسة و الفنية المناقشات بعدبالقصدير الشاسية تغطية عملية فى العيوب على التحسين .مرحلة
بالقصدير الشاسية تغطية @ :عمليةان فى 249وجد كالتالى 48عيب موزعة شاسيه :
-- ( المحددة النقاط الى اللحام وصول تمنع (32قنطرة .المطلوبة ) -- الحام بكميات الفتحات ملء (13عدم .
-- ( زائد (39قصدير .-- ( قصدير يوجد (165ال .
... المشترك ثقةغايتنا
Pareto Chart
0
20
40
60
80
100
120
no solder excess solder+ no solder
bridging + ex.solder + no
solder
ins. hole filling+ brid. + ex.
sol. + no solder
Defect Type
Acc
umul
ativ
e de
fect
s %
Pareto Chart
0
10
20
30
40
50
60
70
no solder excess solder bridging insufficient holefilling
Defect Type
Def
ect %
Pareto Chart
0
20
40
60
80
100
120
140
160
180
no solder excess solder bridging insufficient holefilling
Defect Type
Def
ects
Cou
nt

... المشترك ثقةغايتنا
التحسين :مرحلة
المكونات :تجهيزالمكون هذا ألعداد التشغيل زمن متوسط فأصبح الديود ألرجل معين مثبت استخدام
بحوالى 13.32 تقدر تخفيض بنسبة 57.9ثانية %.
للحام الشاسيه تجهيز :خطبين تتراوح للعمال االشغال نسبة ان االعمال% 51.29%- 27.27حيث بعض تجميع فيمكن
العمال هوالء اشغال نسبة .لزيادة
بالقصدير الشاسيه تغطية :خطهى سابقا المذكورة للعيوب الرئيسية :االسباب
السير -1 .سرعةالتجهيز -2 حرارة .درجة
3- القصدير طبقة سمك .زيادةنسبة لتقليل السابقة للعوامل القيم احسن تحديد امكن التجارب تصميم اسلوب بتطبيق و
المعيبة .الوحدات
السير = /1سرعة دقيقة متر = التجهيز حرارة مئوية 500درجة درجة
القصدير = طبقة ميكرومليمتر 1650سمك
لتصبح المعيبة الوحدات عدد انخفض القيم هذه فرصة 3.15باستخدام مليون لكل .
الخالصةو المؤسسة اداء تحسين فى الفعالة االساليب احدى سيجما ستة اسلوب ان
الصناعى او الخدمى القطاع فى سواء االنتاجية زيادة و العيوب تقليل
المراجعThe Six Sigma Handbook, Thomas Pyzdek, McGraw Hill, 2005