บทที่ 2 - research-system.siam.edu · (radiographic test)...
TRANSCRIPT
บทท 2
การทบทวนเอกสารและวรรณกรรมทเกยวของ
2.1 สญลกษณการเชอม
2.1.1 สญลกษณการเชอม
ชางเชอมจะสามารถทางานไดคลองแคลวและรวดเรว เมอนาเอาวธการใชสญลกษณมา
แทนรายละเอยดตางๆ ทจะใชในการเชอม สญลกษณจะถกเขยนไวในแบบงานซงจะเปนการบอกใหร
กนทกหนวยงาน ทกฝาย ตงแตผออกแบบถงผปฏบตงานเชอม โดยเปนทเขาใจกนตามความมงหมาย
เดยวกนทกฝาย
สาหรบสญลกษณของการเชอมทจะนามากลาวในทน เปนแบบมาตรฐานของ AWS
(American Welding Society) ซ ง แ บ บ ม าต ร ฐ าน น เป น ท น ย ม ใช กน ม าก เข าใจ ไ ด ง าย เป น
มาตรฐานสากล จงสมควรทชางเชอม หรอผทเกยวของนจะตองทราบรายละเอยดและทาความ
เขาใจไดเปนอยางด
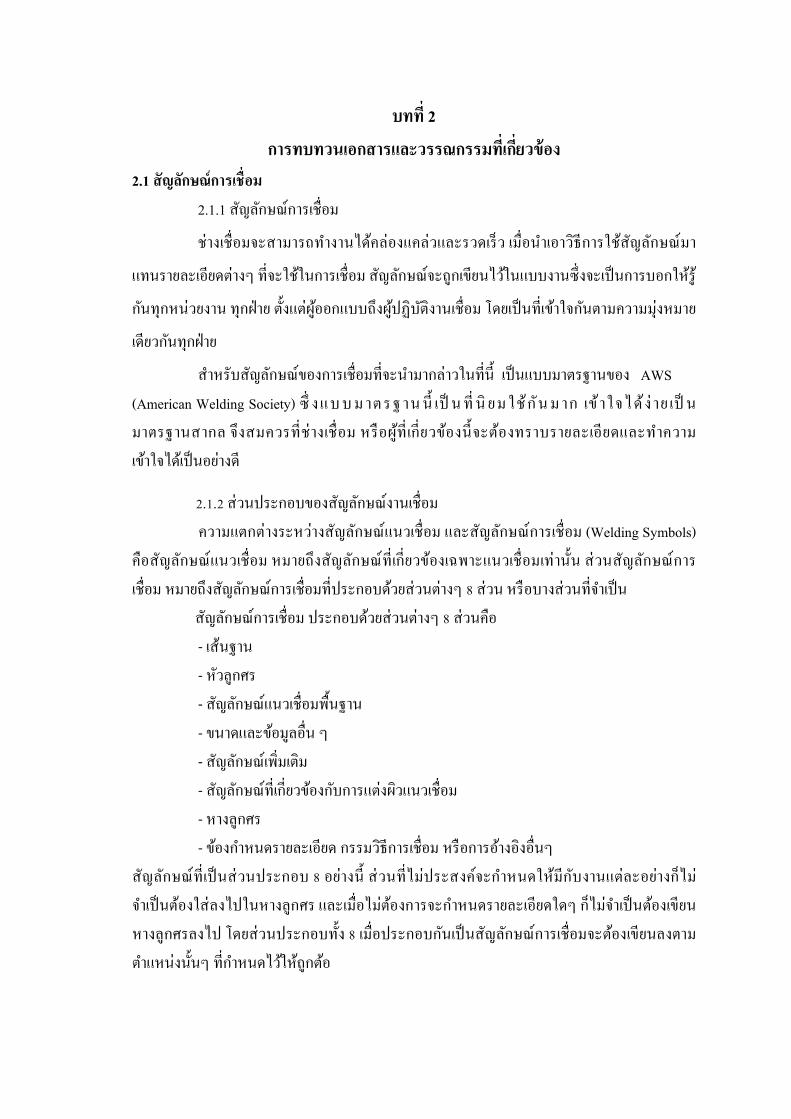
2.1.2 สวนประกอบของสญลกษณงานเชอม
ความแตกตางระหวางสญลกษณแนวเชอม และสญลกษณการเชอม (Welding Symbols)
คอสญลกษณแนวเชอม หมายถงสญลกษณทเกยวของเฉพาะแนวเชอมเทานน สวนสญลกษณการ
เชอม หมายถงสญลกษณการเชอมทประกอบดวยสวนตางๆ 8 สวน หรอบางสวนทจาเปน
สญลกษณการเชอม ประกอบดวยสวนตางๆ 8 สวนคอ
- เสนฐาน
- หวลกศร
- สญลกษณแนวเชอมพนฐาน
- ขนาดและขอมลอน ๆ
- สญลกษณเพมเตม
- สญลกษณทเกยวของกบการแตงผวแนวเชอม
- หางลกศร
- ของกาหนดรายละเอยด กรรมวธการเชอม หรอการอางองอนๆ
สญลกษณทเปนสวนประกอบ 8 อยางน สวนทไมประสงคจะกาหนดใหมกบงานแตละอยางกไม
จาเปนตองใสลงไปในหางลกศร และเมอไมตองการจะกาหนดรายละเอยดใดๆ กไมจาเปนตองเขยน
หางลกศรลงไป โดยสวนประกอบทง 8 เมอประกอบกนเปนสญลกษณการเชอมจะตองเขยนลงตาม
ตาแหนงนนๆ ทกาหนดไวใหถกตอ
4
รปท 2.1 แสดงตาแหนงตางๆ ของสญลกษณการเชอม
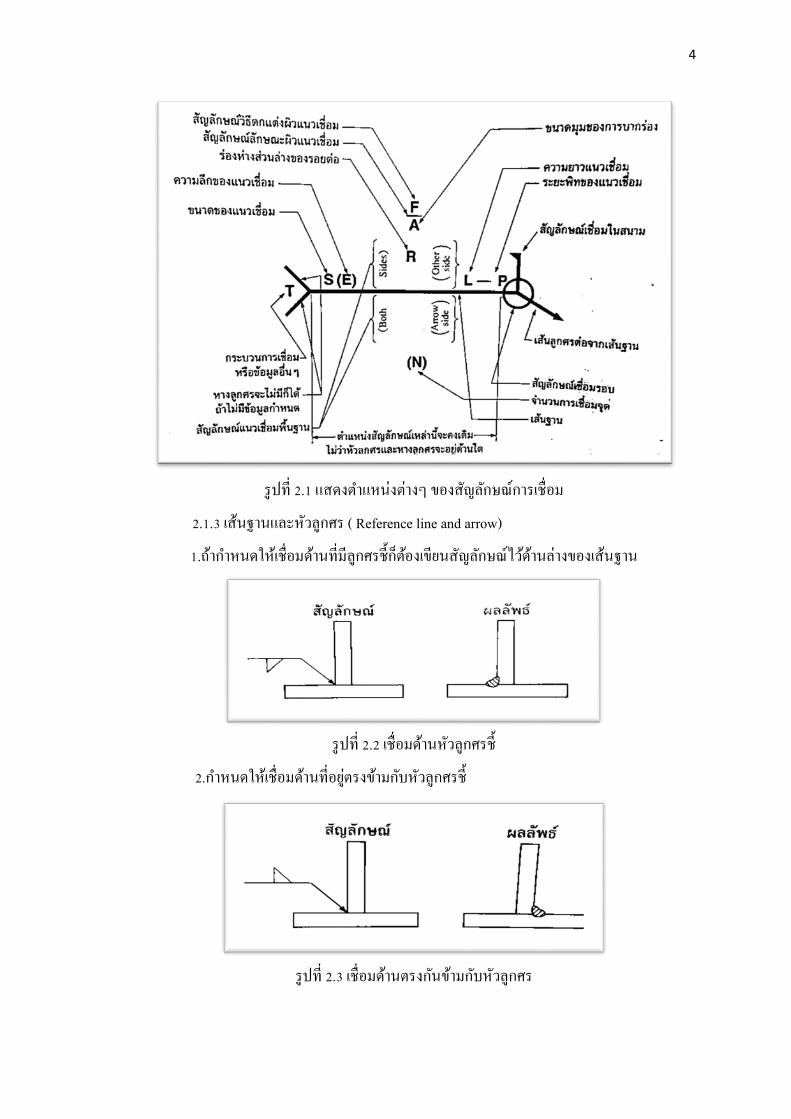
2.1.3 เสนฐานและหวลกศร ( Reference line and arrow)
1.ถากาหนดใหเชอมดานทมลกศรชกตองเขยนสญลกษณไวดานลางของเสนฐาน
รปท 2.2 เชอมดานหวลกศรช
2.กาหนดใหเชอมดานทอยตรงขามกบหวลกศรช
รปท 2.3 เชอมดานตรงกนขามกบหวลกศร
5
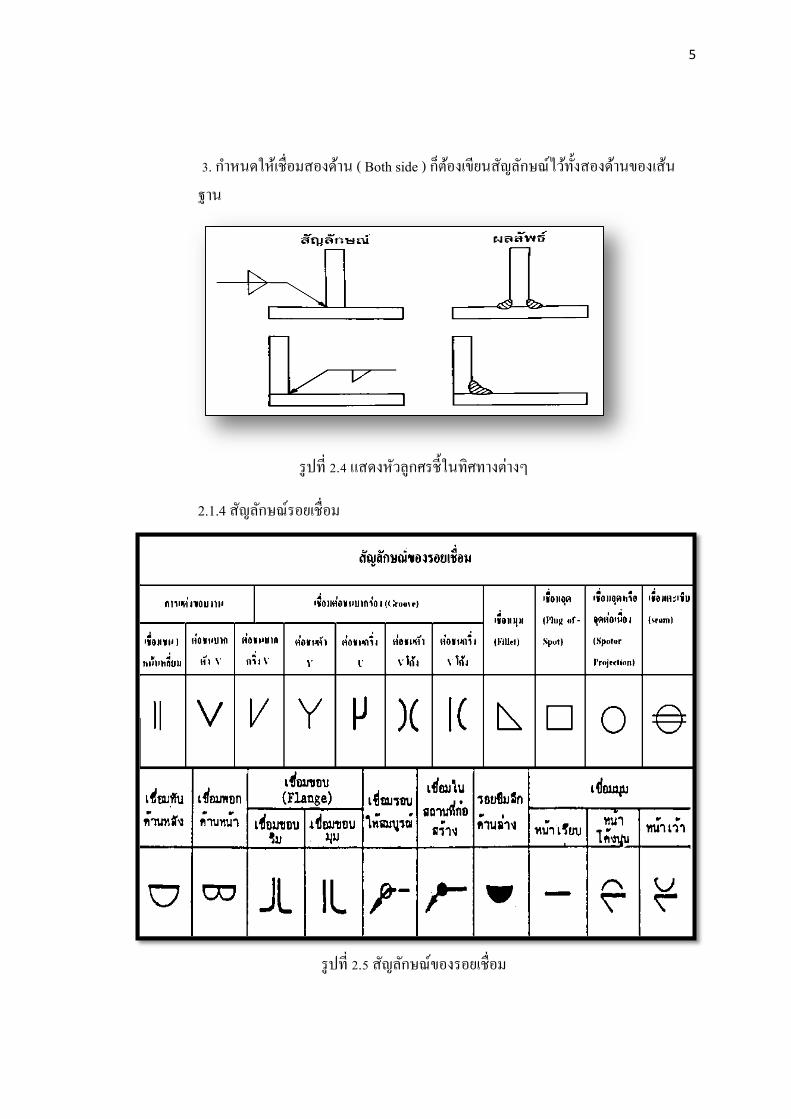
3. กาหนดใหเชอมสองดาน ( Both side ) กตองเขยนสญลกษณไวทงสองดานของเสน
ฐาน
รปท 2.4 แสดงหวลกศรชในทศทางตางๆ
2.1.4 สญลกษณรอยเชอม
รปท 2.5 สญลกษณของรอยเชอม
6
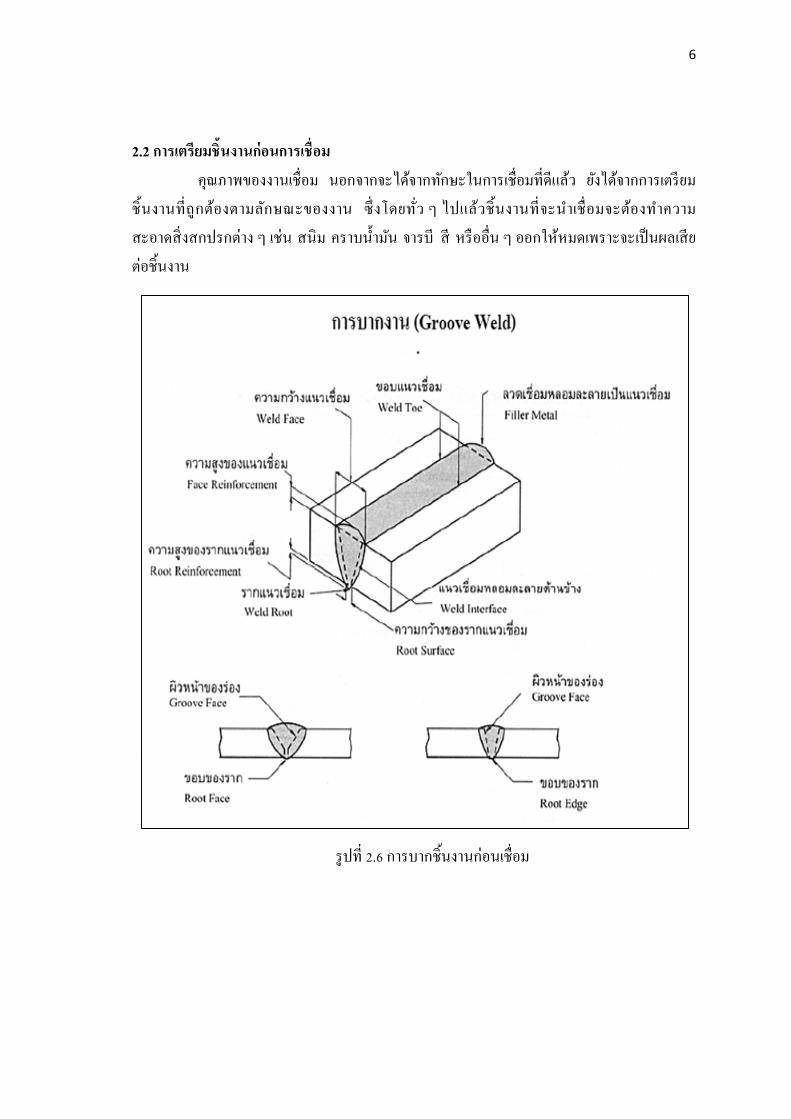
2.2 การเตรยมชนงานกอนการเชอม
คณภาพของงานเชอม นอกจากจะไดจากทกษะในการเชอมทดแลว ยงไดจากการเตรยม
ชนงานทถกตองตามลกษณะของงาน ซงโดยทว ๆ ไปแลวชนงานทจะนาเชอมจะตองทาความ
สะอาดสงสกปรกตาง ๆ เชน สนม คราบน ามน จารบ ส หรออน ๆ ออกใหหมดเพราะจะเปนผลเสย
ตอชนงาน
รปท 2.6 การบากชนงานกอนเชอม
7
2.3 มาตรฐานลวดเชอม
ลวดเชอมในปจจบนมมากมายแตกตางกนไปหลายชนดหลายมาตรฐาน สถาบนหรอ
สมาคมตางๆไดพยายามกาหนดมาตรฐานลวดเชอมขนเปนคณสมบตเฉพาะของแตละสถาบน เพอ
เปนระบบมาตรฐานเปนทยอมรบของผใช โดยกาหนดสญลกษณแตกตางกนออกไป ชางเชอมควรจะ
รและศกษาใหเขาใจในมาตรฐานลวดเชอมแตละสถาบนของประเทศตางๆ
2.3.1 มาตรฐานลวดเชอมของสมาคมการเชอมประเทศสหรฐอเมรกา (AWS)
สมาคมเชอมของสหรฐอเมรกาใชอกษรยอ AWS ซ งยอมาจาก American Welding
Society เปนสมาคมเปนสมาคมเชอมทยอมรบกนทวโลกโดยเฉพาะประเทศไทย ตวอยางสญลกษณ
ลวดเชอม ซงมทงลวดเชอมไฟฟาและลวดเชอมกาซ เชน E6010, E6013, E7016 และ E7018 สวนลวด
เชอมกาซ เชน RG 45 และ RG 60 เปนตน
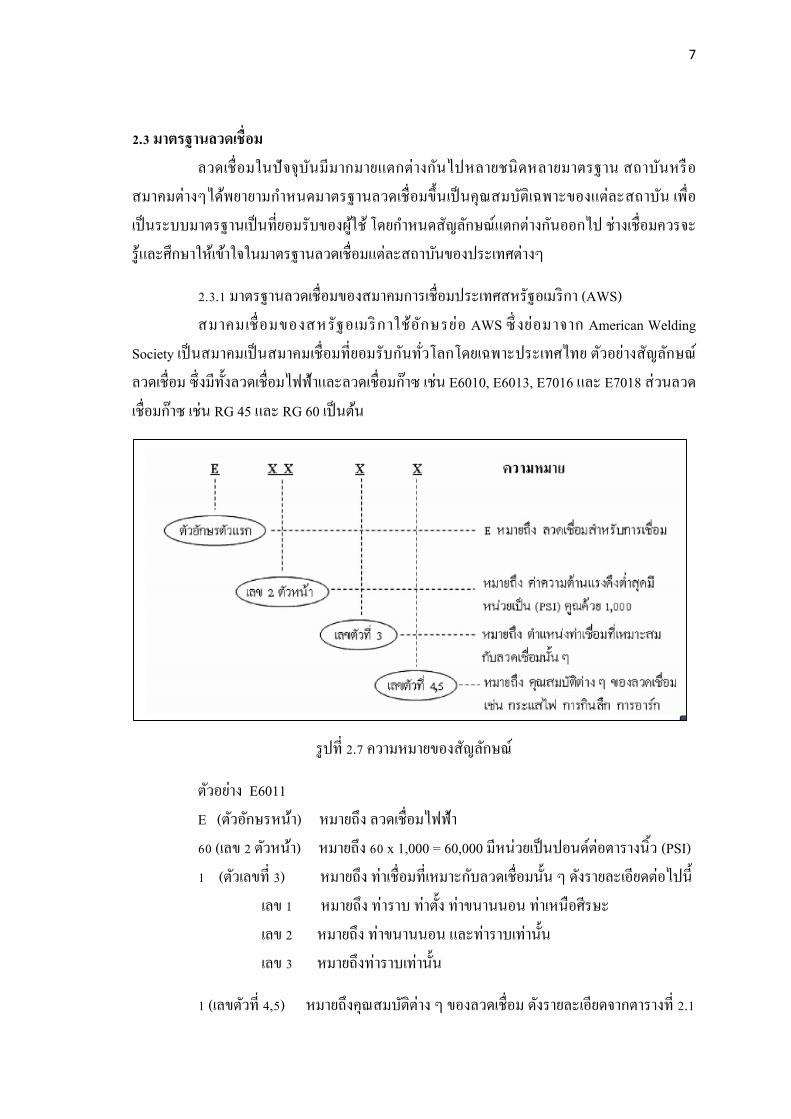
รปท 2.7 ความหมายของสญลกษณ
ตวอยาง E6011
E (ตวอกษรหนา) หมายถง ลวดเชอมไฟฟา
60 (เลข 2 ตวหนา) หมายถง 60 x 1,000 = 60,000 มหนวยเปนปอนดตอตารางนว (PSI)
1 (ตวเลขท 3) หมายถง ทาเชอมทเหมาะกบลวดเชอมนน ๆ ดงรายละเอยดตอไปน
เลข 1 หมายถง ทาราบ ทาตง ทาขนานนอน ทาเหนอศรษะ
เลข 2 หมายถง ทาขนานนอน และทาราบเทานน
เลข 3 หมายถงทาราบเทานน
1 (เลขตวท 4,5) หมายถงคณสมบตตาง ๆ ของลวดเชอม ดงรายละเอยดจากตารางท 2.1
8
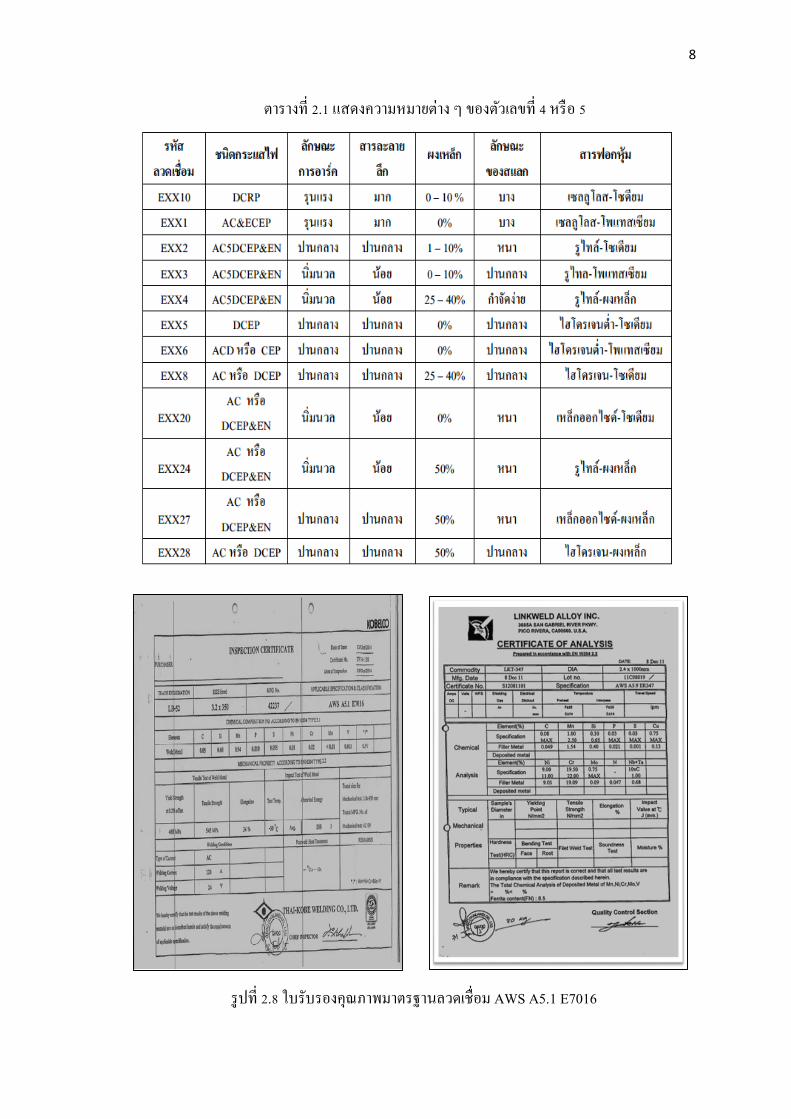
ตารางท 2.1 แสดงความหมายตาง ๆ ของตวเลขท 4 หรอ 5
รปท 2.8 ใบรบรองคณภาพมาตรฐานลวดเชอม AWS A5.1 E7016
9
2.4 คณสมบตชางเชอมและการทดสอบชางเชอม
2.4.1 ประสบการณ (Experience) ชางเชอมทมประสบการณอาจไดรบอนญาตใหสอบเพอ
การรบรองโดยไมตองผานการอบรมกอน ถาชางเชอมสอบไมผานภาคความรจะตองฝกอบรมเตรยม
เขาทางานของชางเชอมและการฝกอบรมยกระดบกอน
2.4.2 ชางเชอมจะตองทาการสอบสาหรบภาคความรงานเชอมทอดวยวธสอบขอเขยน
ปรนยและสอบปากเปลากอนทจะทาการสอบภาคปฏบต
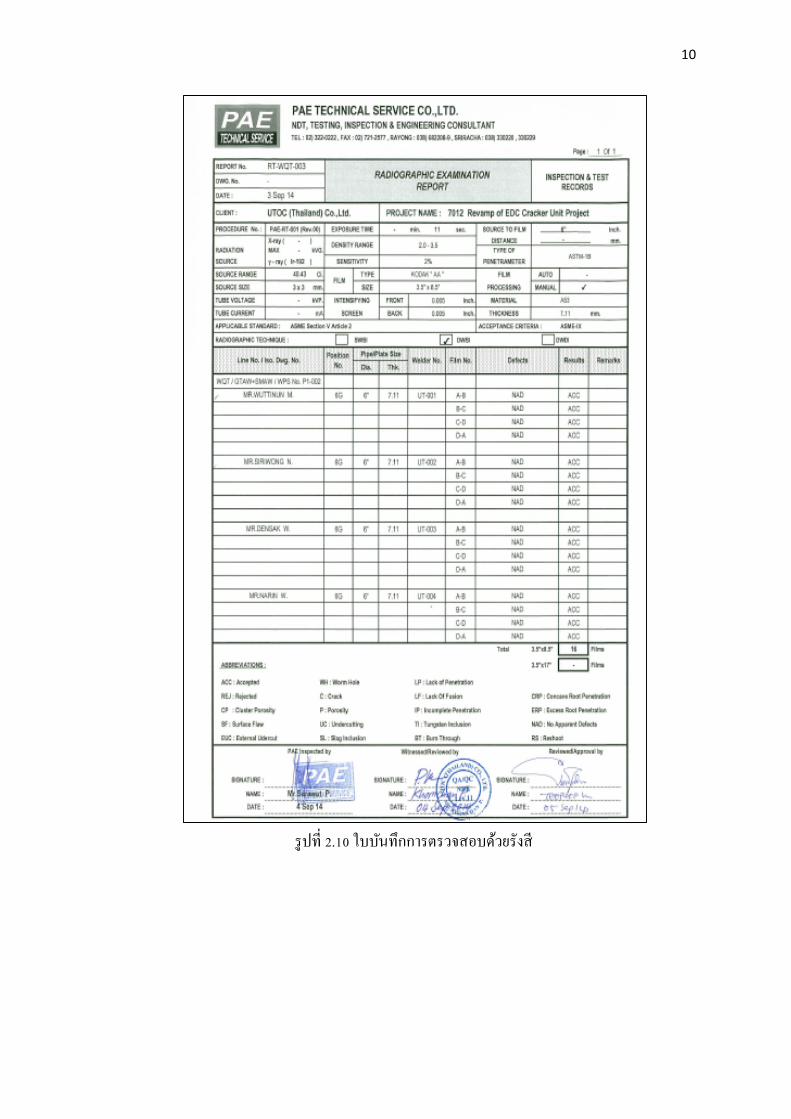
2.4.3 เมอผานการสอบขอเขยนแลวกจะทาการสอบปฏบต โดยการลงมอเชอมจรง และนา
วสดทเชอมไปทาการทดสอบโดยใชรงส (Radiographic test) ทดสอบแนวเชอม ดงรป 2.10 ถาแนว
เชอมแนวแรกทเชอมสมบรณแลวผานการยอมรบตามขอกาหนดคณภาพ (WPS) โดยผานการ
ถายภาพรงส จะออกใบและบตรรบรองชางเชอมให แตถาแนวเชอมไมไดคณภาพตามทกาหนดและ
ไมผานการตรวจดวยภาพถายรงส ชางเชอมตองสอบใหมตามเงอนไขการสอบแกตว
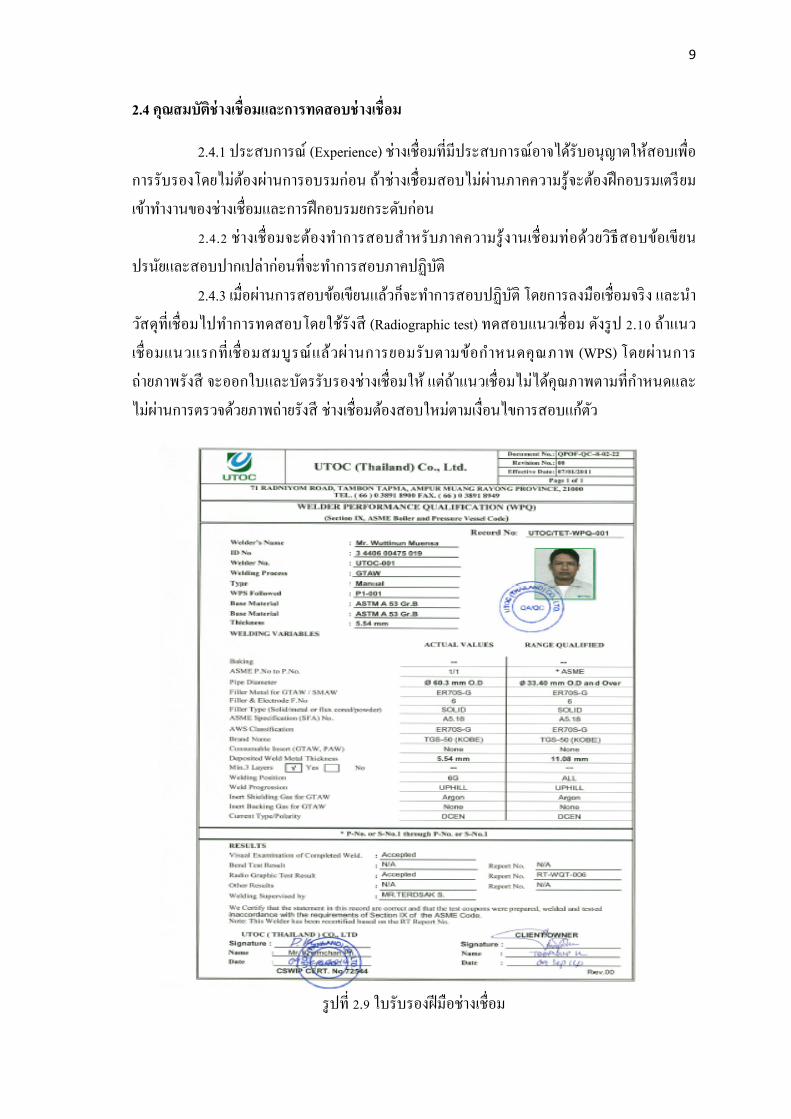
รปท 2.9 ใบรบรองฝมอชางเชอม
10
รปท 2.10 ใบบนทกการตรวจสอบดวยรงส
11
รปท 2.11 การอบรมชางเชอมและการทดสอบชางเชอม
2.4.4 ความปลอดภยในการเชอม มาตรการปองกนสวนบคคลการเกดไฟฟาดด รงสไหม
ผวหนงและตา การบาดเจบจากโลหะรอน สะเกดจากการเชอม ควนทออกมาจากการเผาไหม ไอ
ระเหยของโลหะเตมและชนงานเชอม การเกดแกสพษจากการเชอมเหลกกลาคารบอนดวยแกส
2.4.5 การใชเครองมอวดของชางเชอม
1.การใชเครองมอรางแบบ เชน สายวดระยะ ฉาก บรรทดเหลก โปรแทรกเตอร เวอรเนยร
คาลปเปอร ระดบนาและบรรทดออน
2. การใชเครองมอวดอณหภม เชน ทวดอณหภมแบบสมผส (Contact pyrometer) ชอลก
วดอณหภม สวดอณหภม และเทอรโมคปเปล (Thermo cupple)
3. การใชอปกรณการวดแนวเชอม เชน เกจวด แวนขยาย ไฟฉาย กระจกเงา ฯลฯ
4. การดแลและบารงรกษาเครองมอวด
12
2.4.6 เทคนคการเชอม (Welding Technique)
เปลวอารค ระยะอารค มมลวดเชอมหนาทของฟลกซหมลวดเชอม รวมถงความสมาเสมอ
ของเปลวอารค การลดแกสในบอหลอม แกสปกคลม แสรก สมบตของเนอโลหะ การออกแบบ
รอยตอ การเตรยมแนวเชอม การประกอบรอยตอ การทาความสะอาดรอยตอการอนชนงานและการ
ใหความรอนหลงเชอม
2.4.7 ชวงเวลาทมผลในการรบรอง (Period of Validity)
การรบรองชางเชอม จะมผล 2 ป โดยในใบและบตรประจาตวชางเชอม จะตองมการลง
นามทก ๆ 6 เดอนของผจดการดานประกนคณภาพ ( QA/QC Supervisor ) หรอวศวกรรมการเชอมท
ผานการรบรอง ( Certified Welding Engineer ) โดยตองทาตามเงอนไขตอไปน
1. จะตองไดรบการประกนวาชางเชอมไดทางานอยางเหมาะสมและตอเนองในงานเชอม
ทไดรบการรบรอง การขาดชวงการทางานเกนกวา 6 เดอนจะไมไดรบการรบรอง
2. การทางานของชางเชอมจะตองไดรบการยอมรบโดยทวไปตามเกณฑขอกาหนดทาง
เทคนคตามทชางเชอมนนไดรบการรบรองฝมอชางเชอม
3. ชางเชอมจะตองแสดงใหเหนถงฝมอและความรอยางเดนชด
รปท 2.12 บตรประจาตวชางเชอม
2.5 การเชอมทก (Tungsten inert gas welding)
TIG ยอมาจาก TUNGSTEN INERT GAS เครองเชอมระบบทก (TIG) ใชการนากระแสท
ปลายลวดทงสเตน สงผานไปทแนวเชอมเพอใหเกดการหลอมละลายของชนงาน โดยใชแกสเฉอยซง
ทวๆไปนยมใชแกสอารกอน เปนแกสปกคลมแนวเชอม มชอเรยกการเชอมนวา GTAW. ยอมาจาก คา
วา gas tungsten arc welding ชอทเรยกมาจากสมาคมการเชอมทางอเมรกา (American welding society
หรอ AWS.) การเชอมวธนเบองตนจะเชอมโดยไมตองมเนอลวดแตใชการความรอนเปนตวหลอม
13
เนองานใหตดกน นอกเสยจากการเชอมบางชนงานทอาจจะตองมลวดเตมเพอความสมบรณขณะ
ชนงานและไดแนวเชอมทตองการ
กอนทจะเรมปฏบตการตรวจสงตาง ๆ ทจะเปนตองใชจากตาราง หรอหนงสอคมอในการ
เชอม โลหะประเภทนน ๆ เชน ขนาดของทงสเตนอเลกโทรด ชนดของกระแสไฟเชอม จานวน
แอมแปรและปรมาณการไหลของแกสเฉอย และอน ๆ ทจาเปนใหถกตอง เพอจะนามาใชการปฏบต
ตามชนดของ โลหะและความหนาของชนงานตามสถานภาพใหเปนไปอยางถกตอง
ในการเตรยมงานโดยทวไป ๆ แยกเปนความสาคญได 3 เรองใหญ คอ
1. การเตรยมชนงานจะเชอม
2. การเตรยมอปกรณและเครองเชอม
3. การเตรยมลวดเชอม
2.5.1การเตรยมชนงานเชอม
1. การทาความสะอาดชนงาน อาจจะทาไดโดยการขดหรอเจยรนยไดโดยการใชแปลง
ลวด กระดาษทราย หรอหนเจยรนยโลหะ อลมเนยมควรหลกเลยงการใชหนเจยรนยและ
กระดาษทรายเพราะจะ ทาใหเศษเมดทรายฝงตวในเนออลมเนยมได เมอทาการเชอมแลว
จะเกดความสกปรกหรอมลทนในรอยเชอมได
2. การขจดคาบไขมนตาง ๆ น ามนจาระบความชน และฝ นละอองสามารถขจดดวยการ
ลาง ดวยน าดางหรอลางดวยไฮโดรเจนคารบอน เชน อะชโตน แอลกอฮอล แตถาเปนมน
ออกไซดใหทาความ สะอาดดวยการลางดวยนาสะอาด อกวธหนง
3. การเตรยมรอยตอชนงาน ถาชนงานมความหนามาก ๆ การเตรยมรอยตอของชนงาน
ตองบากเปนรปตาง ๆ ตามความเหมาะสมหรอตามบนทกาหนด
4. การอนชนงาน ชนงานทเปนตวนาความรอนทดและชนงานหนามาก ๆ ตองใชการ อน
ชนงาน กอนทาการเชอม เชน
ตารางท 2.2 อณหภมการอนชนงาน
14
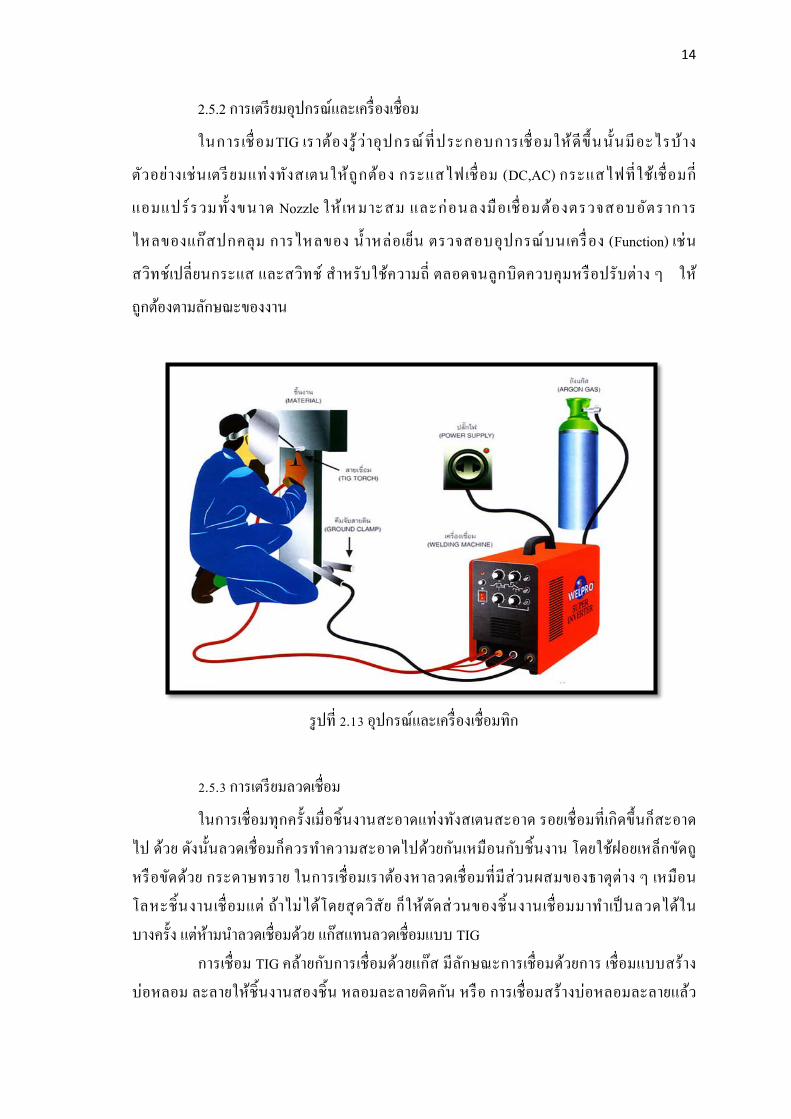
2.5.2 การเตรยมอปกรณและเครองเชอม
ในการเชอมTIG เราตองรวาอปกรณ ทประกอบการเชอมให ด ขนน นมอะไรบาง
ตวอยางเชนเตรยมแทงทงสเตนใหถกตอง กระแสไฟเชอม (DC,AC) กระแสไฟทใชเชอมก
แอมแปรรวมท งขนาด Nozzle ให เหมาะสม และกอนลงมอเชอมตองตรวจสอบอตราการ
ไหลของแกสปกคลม การไหลของ น าหลอเยน ตรวจสอบอปกรณบนเครอง (Function) เชน
สวทชเปลยนกระแส และสวทช สาหรบใชความถ ตลอดจนลกบดควบคมหรอปรบตาง ๆ ให
ถกตองตามลกษณะของงาน
รปท 2.13 อปกรณและเครองเชอมทก
2.5.3 การเตรยมลวดเชอม
ในการเชอมทกครงเมอชนงานสะอาดแทงทงสเตนสะอาด รอยเชอมทเกดขนกสะอาด
ไป ดวย ดงนนลวดเชอมกควรทาความสะอาดไปดวยกนเหมอนกบชนงาน โดยใชฝอยเหลกขดถ
หรอขดดวย กระดาษทราย ในการเชอมเราตองหาลวดเชอมทมสวนผสมของธาตตาง ๆ เหมอน
โลหะชนงานเชอมแต ถาไมไดโดยสดวสย กใหตดสวนของชนงานเชอมมาทาเปนลวดไดใน
บางครง แตหามนาลวดเชอมดวย แกสแทนลวดเชอมแบบ TIG
การเชอม TIG คลายกบการเชอมดวยแกส มลกษณะการเชอมดวยการ เชอมแบบสราง
บอหลอม ละลายใหชนงานสองชน หลอมละลายตดกน หรอ การเชอมสรางบอหลอมละลายแลว
15
เตมลวดเตม (Rod) ลงไปในเนอแนวเชอม ซงเนอเชอมทไดจะมคณสมบตทเหมอนกบลวดเตม
ลวดเตม สาหรบการเชอมTIG มอยหลายรปแบบ ไดแก แทงตรง (Rot) ใชในเชอมทวไป และมวน
(Spool Wire) ใชในการเชอมแบบ อตโนมต ขนาดความโตและความยาวเปนไปตามมาตรฐาน ซงใน
ทนจะ ขอยกตวอยาง ตาม AWS ไดม ขอกาหนด ถงสวนผสมของวสดเตมชนดตาง ๆ สาหรบการ
เชอม TIG ดงน
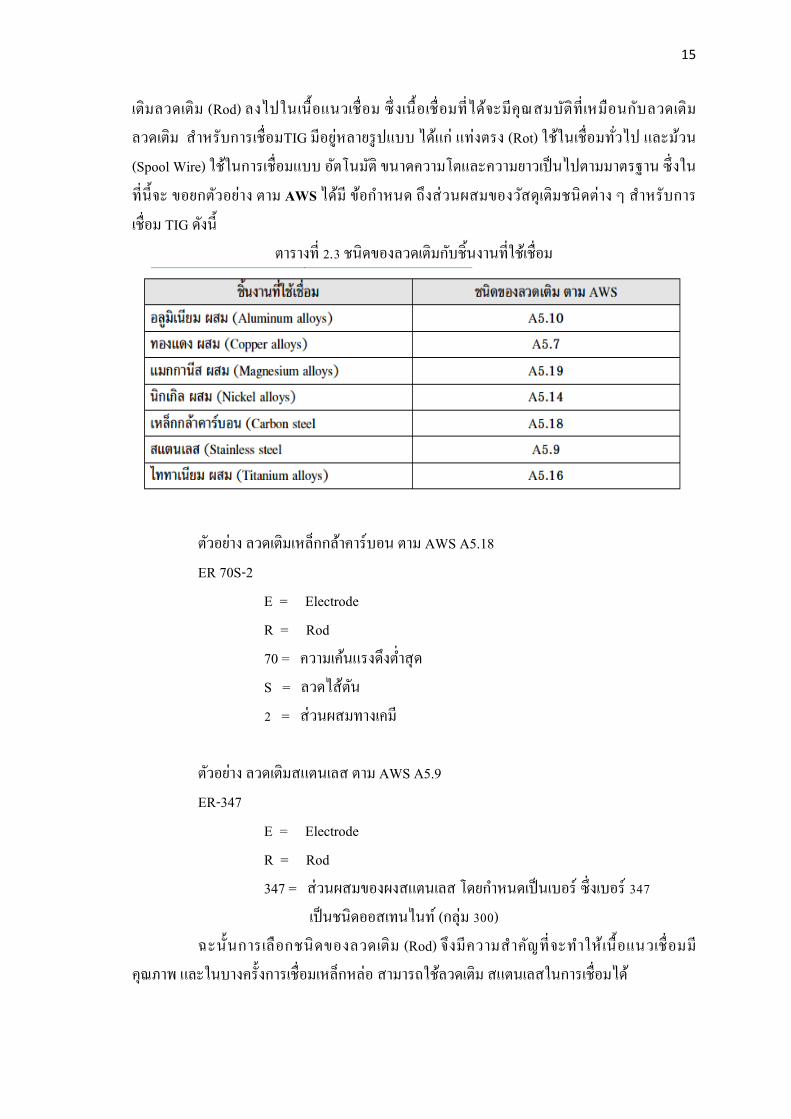
ตารางท 2.3 ชนดของลวดเตมกบชนงานทใชเชอม
ตวอยาง ลวดเตมเหลกกลาคารบอน ตาม AWS A5.18
ER 70S-2
E = Electrode
R = Rod
70 = ความเคนแรงดงตาสด
S = ลวดไสตน
2 = สวนผสมทางเคม
ตวอยาง ลวดเตมสแตนเลส ตาม AWS A5.9
ER-347
E = Electrode
R = Rod
347 = สวนผสมของผงสแตนเลส โดยกาหนดเปนเบอร ซงเบอร 347
เปนชนดออสเทนไนท (กลม 300)
ฉะน นการเลอกชนดของลวดเตม (Rod) จงมความสาคญทจะทาใหเนอแนวเชอมม
คณภาพ และในบางครงการเชอมเหลกหลอ สามารถใชลวดเตม สแตนเลสในการเชอมได
16
2.6 การวดบดในการประปอบหนาแปลนโดยใชประแจปอนด
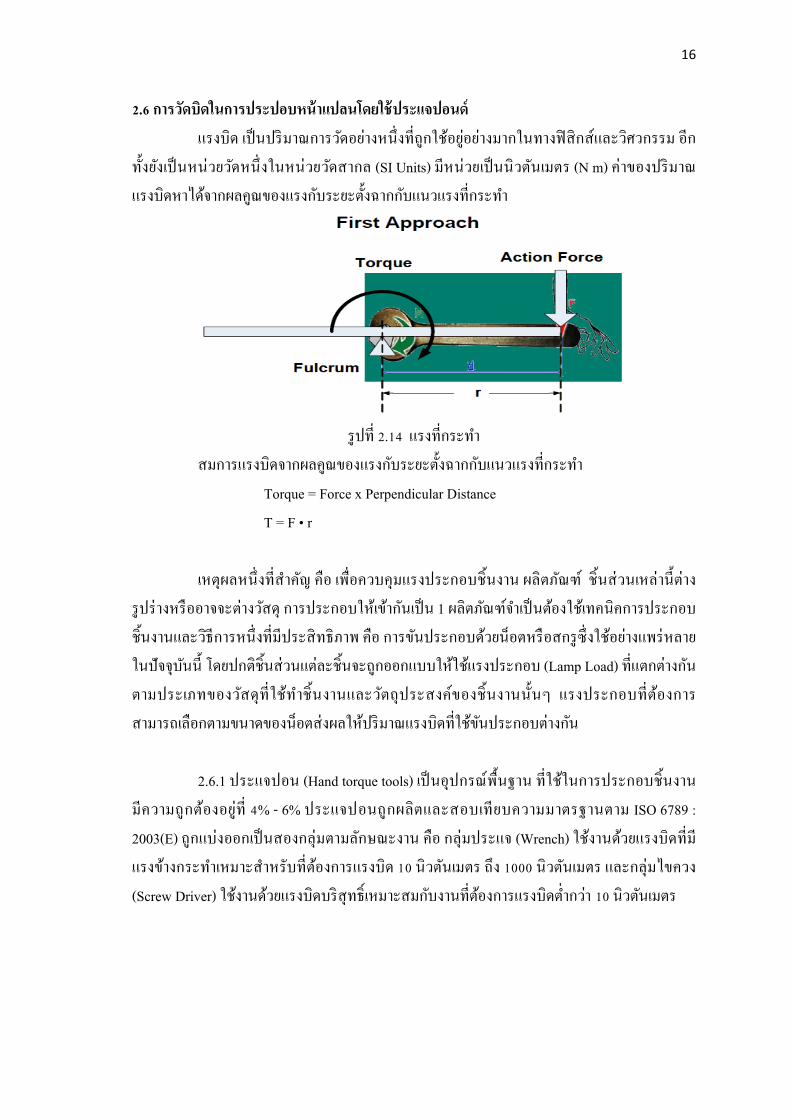
แรงบด เปนปรมาณการวดอยางหนงทถกใชอยอยางมากในทางฟสกสและวศวกรรม อก
ทงยงเปนหนวยวดหนงในหนวยวดสากล (SI Units) มหนวยเปนนวตนเมตร (N m) คาของปรมาณ
แรงบดหาไดจากผลคณของแรงกบระยะตงฉากกบแนวแรงทกระทา
รปท 2.14 แรงทกระทา
สมการแรงบดจากผลคณของแรงกบระยะตงฉากกบแนวแรงทกระทา
Torque = Force x Perpendicular Distance
T = F • r
เหตผลหนงทสาคญ คอ เพอควบคมแรงประกอบชนงาน ผลตภณฑ ชนสวนเหลานตาง
รปรางหรออาจจะตางวสด การประกอบใหเขากนเปน 1 ผลตภณฑจาเปนตองใชเทคนคการประกอบ
ชนงานและวธการหนงทมประสทธภาพ คอ การขนประกอบดวยนอตหรอสกรซงใชอยางแพรหลาย
ในปจจบนน โดยปกตชนสวนแตละชนจะถกออกแบบใหใชแรงประกอบ (Lamp Load) ทแตกตางกน
ตามประเภทของวสดทใชทาชนงานและวตถประสงคของชนงานน นๆ แรงประกอบทตองการ
สามารถเลอกตามขนาดของนอตสงผลใหปรมาณแรงบดทใชขนประกอบตางกน
2.6.1 ประแจปอน (Hand torque tools) เปนอปกรณพนฐาน ทใชในการประกอบชนงาน
มความถกตองอยท 4% - 6% ประแจปอนถกผลตและสอบเทยบความมาตรฐานตาม ISO 6789 :
2003(E) ถกแบงออกเปนสองกลมตามลกษณะงาน คอ กลมประแจ (Wrench) ใชงานดวยแรงบดทม
แรงขางกระทาเหมาะสาหรบทตองการแรงบด 10 นวตนเมตร ถง 1000 นวตนเมตร และกลมไขควง
(Screw Driver) ใชงานดวยแรงบดบรสทธเหมาะสมกบงานทตองการแรงบดตากวา 10 นวตนเมตร
17
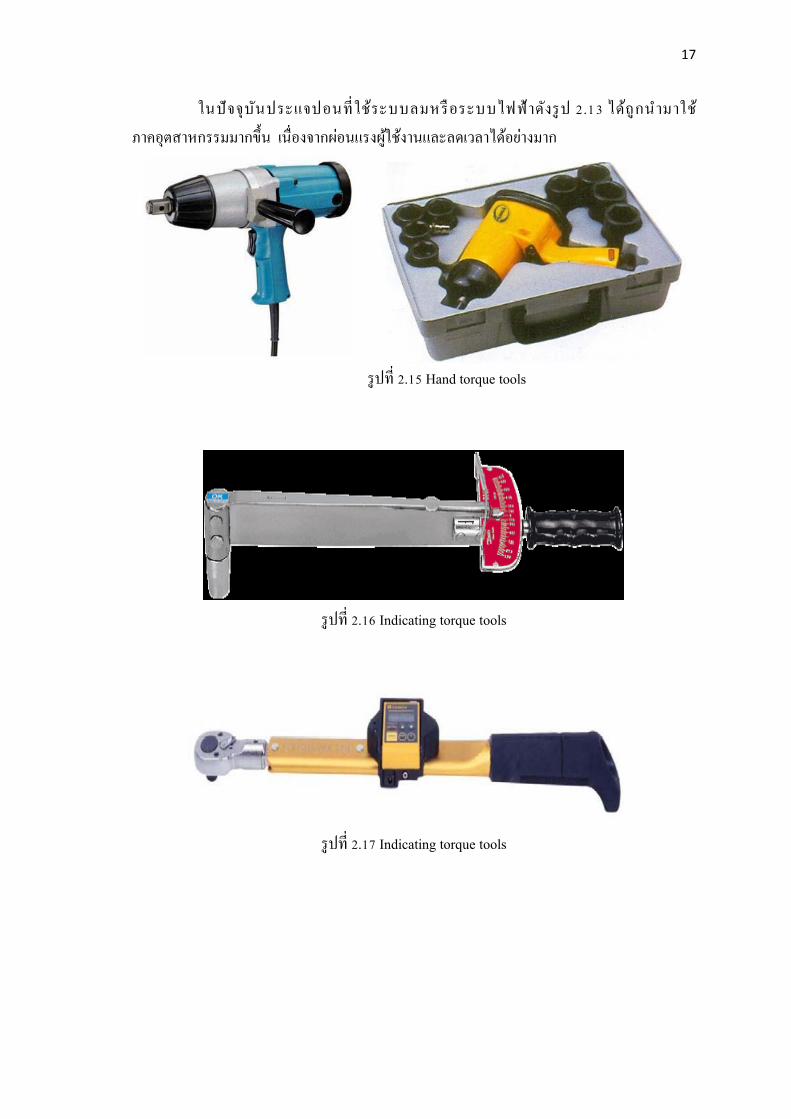
ในปจจบนประแจปอนทใชระบบลมหรอระบบไฟฟาดงรป 2.13 ไดถกนามาใช
ภาคอตสาหกรรมมากขน เนองจากผอนแรงผใชงานและลดเวลาไดอยางมาก
รปท 2.15 Hand torque tools
รปท 2.16 Indicating torque tools
รปท 2.17 Indicating torque tools
18
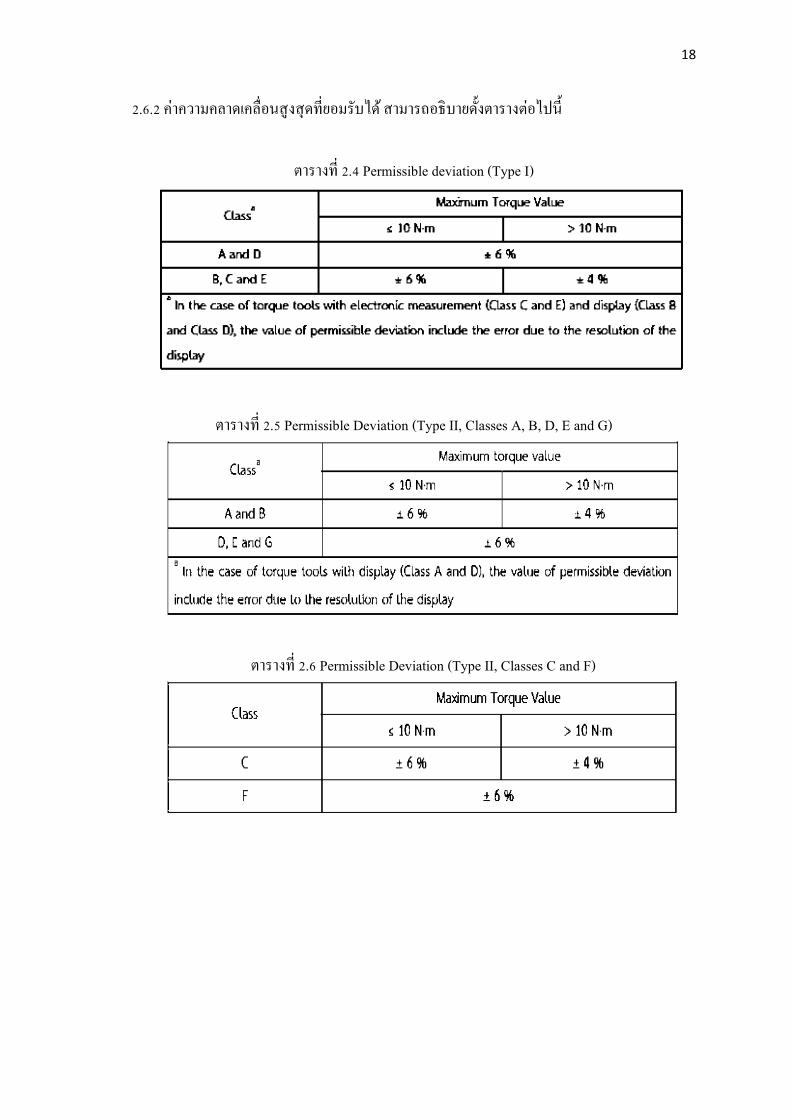
2.6.2 คาความคลาดเคลอนสงสดทยอมรบได สามารถอธบายดงตารางตอไปน
ตารางท 2.4 Permissible deviation (Type I)
ตารางท 2.5 Permissible Deviation (Type II, Classes A, B, D, E and G)
ตารางท 2.6 Permissible Deviation (Type II, Classes C and F)

19
2.3.3 การเฝาระวงความถกตองของประแจปอนดในโรงงาน
สาหรบโรงงานอตสาหกรรมทเขาสระบบคณภาพ ถกกาหนดใหตระหนกถงวธการ
ควบคมเครองมอวด ในทนรวมถงประแจปอนด ซงเปนเครองมอประกอบชนงานในอตสาหกรรมดง
ไดกลาวมาแลวขางตน การเฝาระวงความถกตองของประแจปอนดในโรงงาน เปนการสรางความ
มนใจของผใชงานและเพอตรวจสอบความถกตองของประแจปอนดกอนนาไปใช โดยนาประแจ
ปอนดไปทดสอบกบเครองทดสอบแรงบด (Torque Tester) ผลการทดสอบจะตองถกบนทกใหเหน
แนวโนมของคาเบยงเบนเทยบกบเกณฑยอมรบของเครองมอ เพอใหสามารถพยากรณความผดพลาด
ทเกดขนได
การปฏบตการทดสอบควรกระทาทกครงกอนเรมงานในแตละวน ขนตอนการดาเนนการ
ควรจะสนไมซบซอน ตวอยางเชน การทดสอบประแจปอนด Type II, Class A พสย 100 นวตนเมตร
โรงงานควรจะตองม Torque tester อยางนอย พสย 100 นวตนเมตร ถาจะใหเหมาะสมปองกนความ
เสยหายจากการใชเกนกาลงควรมพสย ขนาด 200 นวตนเมตร กอนเรมทางานประแจปอนดดงกลาว
จะตองถกตงคาทพสยการวด นนคอ 100 นวตนเมตร แลวทาการวดทงไมนอยกวา 1 ครง โดยไม
บนทกคา จากนนทาการวดอกครง 5 ครงและบนทกคาทกครง แลวทาการปรบตงคาลงมาทจดตาสด
ทกครงกอนเกบเครองมอ ผลการวดทง 5 ครง ตองไมเกน 4 % ตามคาเบยงเบนทยอมรบได