aidun dean 1999
TRANSCRIPT

ABSTRACT. The effects of enhanced con-vection induced by a high-gravity envi-ronment on the resulting weld mi-crostructure of a 2195-T8 (Al-Cu-Li) alloyhave been investigated. Stationary (spot)bead-on-plate gas tungsten arc weldswere performed at 1, 5 and 10 g (1 g =9.8 m/s2) using the multigravity researchwelding system (MGRWS). Of particularinterest was the gradual disappearance ofa narrow band of fine equiaxed grains(EQ) located along the fusion boundaryof the weld as g level increased. Thepresence of this equiaxed zone (EQZ)may affect weld mechanical propertiesand therefore compromise structures in-corporating welds of Al-Cu-Li alloys.
The qualitative verification of a pro-posed mechanism for equiaxed grain for-mation along the fusion boundary of Al-Cu-Li alloy welds by Gutierrez andLippold is also presented. This mecha-nism proposes that EQZ formation occursby heterogeneous nucleation aided byAl3Zr and Al3(Li, Zr) precipitates in a stag-nant boundary layer located in the un-mixed zone of the fusion boundary layer.Here, thermal and fluid flow conditionsare believed to be insufficient to sweepthe precipitates into the weld pool, hencecausing the formation of the EQZ.
The high-g environment causing en-hanced convection is believed to alterthe thermal and fluid flow conditionswithin the weld pool, thereby creating anenvironment in which there is neither astagnant boundary layer nor an unmixedzone. Furthermore, the precipitates aid-ing in the precipitation of the fine,equiaxed grains are believed to be sweptinto the weld pool at high-g and com-pletely dissolved. As a result, the envi-ronment for equiaxed grain formationhas been eliminated. The analysis of themicrostructural evolution from 1 to 5 to10 g qualitatively verifies this proposedmechanism. At 1 g, a prominent EQZformed; at 5 g, the EQZ was scattered in
location along the fusion boundary andof reduced width; at 10 g, the EQZ hadcompletely disappeared leaving a nearperfect line separating the large grains ofthe heat-affected zone from the fine den-drites of the fusion zone.
Introduction
Aluminum-lithium alloys represent anadvanced development in high-perfor-mance, weight-saving aluminum alloysdesigned for aerospace, including, mostrecently, cryogenic applications for liq-uid hydrogen and liquid oxygen fueltanks for launch vehicles. Promising fea-tures of aluminum-lithium alloys includeadvantages in strength and stiffness overconventional 2XXX- and 7XXX- seriesaluminum alloys. Major development ofaluminum-lithium alloys began in the1970s in an effort to introduce lower-density and higher-performance alu-minum alloys into aircraft structural com-ponents. This development led to theintroduction of 8090, 2090 and 2091commercial alloys in the 1980s, with theWeldalite 049 family the most recent de-velopment in aluminum-lithium technol-ogy (Refs. 1, 2).
To take advantage of these promisingfeatures in structural applications, meth-ods of joining aluminum-lithium, partic-ularly welding, must be thoroughly in-vestigated and understood to maximizethe structural capabilities of this lightalloy. The Weldalite 049 family repre-
sents a favorable alternative to both con-ventional aluminum alloys and other alu-minum-lithium alloys used in weldedstructures because of its good weldabil-ity, greater yield strengths and improvedfracture toughness (Ref. 2). However, rel-atively little research has been performedon microstructural characterization andmechanical properties of welded alu-minum-lithium alloys, including theWeldalite 049 family, when compared tothe level of research conducted on as-quenched and various heat-treated Al-Liand Al-Li-X alloys. This is particularlytrue with regards to novel weldingprocesses, namely multigravity gas tung-sten arc (GTA) welds, which attempts toeliminate weld defects through en-hanced convection flow by means of in-ducing a high-gravity environment onweld geometry and solidification struc-ture. The development and implementa-tion of novel welding processes, such asa multigravity welding process, may leadto the use of Weldalite 049 and other alu-minum-lithium alloys in light armoredvehicles, marine hardware and extensivespace applications for small-size struc-tures and components (Refs. 1, 3).
This paper discusses the qualitativeverification of a proposed mechanism forequiaxed grain (EQ) formation along thefusion boundary of Al-Cu-Li welds pro-posed by Gutierrez and Lippold (Ref. 4).The findings of a microstructural charac-terization of multigravity spot GTA weldsof 2195-T8 alloy will be discussed. Theeffects of enhanced buoyancy force onweld geometry, varying microstructureand orientation within the fusion andheat-affected zones and the gradual dis-appearance of an equiaxed band of finegrains located along the fusion boundarywith increasing g-level will be addressed.
Background
Since the 1970s, a growing and signif-icant interest in aluminum-lithium alloyshas occurred. This is primarily due tolithium’s unique ability to decrease the
WELDING RESEARCH SUPPLEMENT | 349-s
RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
/RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
Effect of Enhanced Convection on theMicrostructure of Al-Cu-Li Welds
BY D. K. AIDUN AND J. P. DEAN
Microstructural analysis of welds made at different gravity levels reveal changes inthe narrow band of fine equiaxed grains along the fusion zone
KEY WORDS
Al-Cu-Li AlloysWeldaliteGTAWGravityAerospaceCryogenicGas Tungsten ArcHAZD. K. AIDUN and J. P. DEAN are with Clark-
son University, Potsdam, N.Y.

density and increase the stiffness charac-teristics of aluminum alloys of compara-ble strength. Lithium is the lightest metal-lic element, and each 1 wt-% of lithium(up to the 4.2% Li solubility limit) reducesalloy density by about 3% and increasesmodulus by about 5% (Refs. 1, 5, 6).
The strengthening mechanism in Al-Lialloys involves the continuous precipita-tion of δ′ (Al3Li) phase from a supersatu-rated solution. The composition of the δ′precipitates consists of eight shared cor-ner sites occupied by lithium and sixshared faces occupied by aluminum.Geometric similarity between the latticeof the precipitates and the face-centeredcubic lattice of the solid solution facili-tates the observed cube/cube orientation
dependence (Refs. 1,7–9). Once the majorstrengthening precipitateδ′ is homogeneously pre-cipitated, it remains co-herent after extensiveaging with particle sizedistributions (PSD) of δ′ to
be a function of alloy composition andconsidered to be a steady-state distribu-tion. In addition, the coefficient of varia-tion increases with increasing lithiumcontent, i.e., as lithium content in-creases, the PSD broadens (Ref. 10).
Despite the precipitation-strengthen-ing mechanism of δ′, the low ductilityand toughness of binary aluminum-lithium alloys is caused by, in some part,the inhomogeneous nature of their slip.This is due to coherent-particle harden-ing of the δ′ precipitate. In addition to thecoarsening of δ′ during aging, a grainboundary reaction involving the growthof equilibrium δ (AlLi) phase occurs. Thesolute required to supply this growth isprovided by dissolution of δ′ in the vicin-
ity of grain boundaries. This results in aparticle-free zone (PFZ), which growsparabolically with time at the very earlystages of aging and continues through theaging process until all of δ′ is consumed.The presence of these PFZs can then in-duce strain localization and promote in-tergranular failure (Refs. 10, 11).
To realize the possible benefits of thesealloys, joining techniques, particularlywelding, must be investigated and under-stood in order to maximize applicationsincorporating aluminum-lithium compo-nents. One of the most promising alu-minum-lithium alloys for welded aero-space applications is the Weldalite 049family of alloys (2094, 2095 and 2195)designed and developed by Martin Mari-etta Laboratories. Alloy 2195 is the lead-ing alloy and is designed to replace alloys2219 and 2014 for launch applications.Primary launch applications include pro-pellant tankage, which constitutes thebulk of the dry weight of space launchsystems (Ref. 2). Cryogenic properties arean important factor in the overall com-
350-s | OCTOBER 1999
RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
/RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
Fig. 1 — Multigravity research welding system (MGRWS). Fig. 2 — MGRWS during rotation.
Fig. 3 — Welding box.
Fig. 4 — View of the camera attached to the door of the weldingbox.

patibility of these alloys because liquidhydrogen and liquid oxygen make up thefuel/oxidizer combination of choice.These tanks are most often fabricated bywelding because the propellants are con-tained under pressure (Ref. 1).
Weld defects are a particular concernin Al-Li alloys, particularly weld metalporosity. Weld metal porosity can form inAl alloys when monatomic hydrogen ispartitioned interdendritically during so-lidification. A sufficient amount of hy-drogen must be partitioned so that the in-terdendritic liquid becomes supersaturated, thus increasing the drive forpore nucleation. Lithium-containing alu-minum alloys exhibit a higher than nor-mal propensity for weld metal porosity.
With regards to microstructure, thehigh strength of Al-Li weld metal is dueto a combination of fine grain size andprecipitate formation. This tendency to-ward fine-grained weld metal mi-crostructure has been noted elsewhere(Ref. 2). Constitutional under-cooling bylithium has been ruled out as a possiblecause. The tensile fracture of Alloy 2094weldments has been found to be inter-granular, associated with a band of finegrains located along the weld interface(Ref. 2). Based on phase equilibrium, twoeutectic constituents are likely present inAl-Cu-Li weld metal: θ (Al2Cu) and TB(Al15Cu8Li2) (Ref. 2). Weld metal precip-itates δ′ and ß‘ (Al3Zr) have been identi-fied in Alloy 2090 in the as-welded con-dition, and plate-like precipitates,believed to be T1 (Al2CuLi), have beenobserved upon aging (Refs. 2, 12).
A recent study by Gutierrez and Lip-pold (Ref. 4) proposed a mechanism forthe formation of an equiaxed zone (EQZ)of fine grains located along the weld in-
terface between the fusionzone and heat-affected/par-tially melted zone(HAZ/PMZ). In the study, itwas concluded that (amongother things) 1) the nonden-dritic fusion boundary EQZin Al-Cu-Li alloys is not theresult of a recrystallizationmechanism in the PMZ,and 2) Li and Zr are thoughtto be the most important el-ements affecting the forma-tion of the EQZ. It was alsoproposed that the fusionboundary EQZ forms via asolidification mechanism ina narrow temperature re-gion adjacent to the fusionboundary by a heteroge-neous nucleation mecha-nism aided by Al3Zr andAl3(Li, Zr) precipitates.
According to their study,the mechanism involved in-cludes Li and Zr as the pri-mary elements affecting theformation of the EQZ,whereby 1) Zr formsmetastable, coherent Al3Zrprecipitates that act as effective hetero-geneous nucleation sites; 2) Li combineswith Al3Zr to produce a higher volumefraction of Al3(Lix, Zrx-1), thereby in-creasing the amount of nuclei in the un-mixed zone (UMZ); and 3) the Li im-proves the wetting behavior at theprecipitate/liquid interface by reducingthe interfacial surface energy, thereforeincreasing the effectiveness of the nucle-ation process. It is these precipitates, pre-sent during the thermomechanical pro-cessing of the wrought material, that are
believed to serve as nucleation sites forthe nondendritic equiaxed grains (Ref. 4).
Furthermore, it was proposed that inthe narrow liquid boundary adjacent tothe fusion boundary, the thermal andfluid flow conditions are insufficient toallow these precipitates to undergo com-plete dissolution in the hotter weld pool.Additionally, the limited mixing in theUMZ is thought to result in a stagnantboundary layer that would facilitate thenucleation of small nondendriticequiaxed grains. With this in mind, the
WELDING RESEARCH SUPPLEMENT | 351-s
RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
/RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
Fig. 5 — Nomenclature for various weld regions.
BM
BM
HAZ
HAZ
FZ
FZ
EQZ
EQZ
Fig. 6 — Middle left side of 1-g weld, 50X. Left to right:BM/HAZ/EQZ/FZ.
Fig. 7 — Middle left side of 1-g weld, 200X. Left to right:HAZ/EQZ/FZ.
Fig. 8 — Top left side of 5-g weld, 50X. Left to right:BM/HAZ/FZ.

effects of stirring the moltenmetal were found to effec-tively eliminate the EQZ byeliminating the stagnantboundary layer where non-dendritic equiaxed grainsnucleate.
With the Gutierrez andLippold study in mind, it isalso well known that thefluid flow and heat transferin the melt control the re-sulting weld geometry, so-lidification morphology andmode, as well as the com-positional homogeneity inthe fusion zone. Buoyancyand the temperature depen-dence of the surface tensionhave been found to havesignificant effects on thefluid flow in Al welds (Ref.13). Therefore, it is apparentconvective flow in the weldpool and surfactants cancontrol the presence, andpossibly the existence, ofsome common weld de-fects. In this case, the defectis the formation of the EQZ.It is due primarily to buoy-ancy’s direct relationshipwith gravity that the weld-ability of materials in vari-ous gravitational environ-ments, both high and low,needs to be investigated.
In an effort to determinethe effect of enhanced con-vection on aforementionedphenomena and eliminatethe formation of an EQZ,welds at three different g-levels (1 g = 9.8 m/s2) wereanalyzed. Comparing theresultant microstructures toeach other and the ac-cepted findings representsthe bulk of the analysis pre-sented here. Furthermore,the possible qualitative ver-ification of the Gutierrez
and Lippold study from test results be-came a priority.
Experimental Procedure
The multigravity research weldingsystem (MGRWS) was used to quantifythe effect of enhanced convection on mi-crostructure of Al-Cu-Li welds.
Material Selection
The material under investigation dur-ing multigravity welding conditions was2195-T8 alloy, a member of the Weldalite049 family of Al-Li alloys. This alloy con-tains nominally, in weight percent, 1.0%Li, 4.0% Cu, 0.4% Mg, 0.14% Zr and0.4% Ag. This composition was partiallychosen to ensure adequate weldability ofthe alloy. This alloy was obtained in plateform of 7.5-mm thickness.
Welding Apparatus and Process
In order to investigate the effect of en-hanced convection on the microstruc-ture of the fusion zone (FZ), the equiaxedzone (EQZ) and the heat-affected zone(HAZ), the multigravity research weldingsystem (MGRWS) was used for the ex-perimentation — Fig. 1. The MGRWS hasa 3.3-ft (1-m) arm length and can rotatemore than 100 rpm, producing a net ac-celeration of greater than 16 g (1 g = 9.8m/s2). The MGRWS rotating is shown inFig. 2. Note the welding box has swungoutward. This hinged welding box main-tains a perpendicular alignment betweenthe net g vector and the bottom of thebox, regardless of the speed of rotation,as seen in Fig. 2. The end of the cen-trifuge arm, which holds the weldingbox, is shown in Fig. 3. A small videocamera is attached to the welding boxand is connected to an external monitorfor observing the arc initiation, propaga-tion and termination while the centrifugeis rotating — Fig. 4. The MGRWS is ca-pable of investigating both the GTA andGMA welding processes by simplyswitching power supplies and torches.
The GTA welding process was imple-mented to create a spot, bead-on-plateweld. Welding parameters, which wereheld constant for all tests except gravitylevel, are illustrated in Table 1. The max-imum flow rate possible of 30 ft3/h of theshielding gas was used to prevent the ex-posed high-temperature fusion zonefrom oxidizing. The 30-s arc time waschosen to provide sufficient weld poolsize and was kept the same for differentg levels (1 g, 5 g and 10 g).
352-s | OCTOBER 1999
RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
/RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
Fig. 9 — Top left side of 5-g weld, 200X. Left to right:BM/HAZ.
HAZ
FZ
Fig. 10 — Top left side of 5-g weld, 200X. Left to right:HAZ/FZ.
HAZ
EQZ
Fig. 11 — Middle left side of 5-g weld, 200X. Left to right:HAZ/EQZ/FZ.
Microstructural Characterization
The microstructural analysis of thethree welds (1 g, 5 g and 10 g) was ac-complished using optical microscopy.An Olympus microscope with a NikonMF-19 camera attachment was imple-mented for optical microscopy. Micro-graphs of the base metal (BM), the heat-affected zone (HAZ), the equiaxed zone(EQZ) and the fusion zone (FZ) weretaken at various magnifications.
Results
Microstructural Analysis
Any effort to postulate the effects ofenhanced convection on fluid flow, heatand transfer, and their impact on solidifi-cation morphology, as well as the com-positional homogeneity in the fusionzone (FZ), must first begin with a thor-ough analysis of the microstructure of theFZ and the HAZ in question. Nomencla-ture for various weld regions to be re-ferred to throughout this paper is illus-trated in Fig. 5.
Figure 6 is a micrograph of a weld per-formed at 1 g showing, from left to right,the BM, HAZ, EQZ and FZ. The BM to thefar left is characteristic of a cold-workedmaterial with a small grain size. Movingfrom the far left to the right within theBM, grains begin to enlarge and elongate
out of the base metal as a re-sult of grain growth sup-ported by the heat inputfrom the welding process.Grain boundaries appear inthe middle of very largegrains within the heat-af-
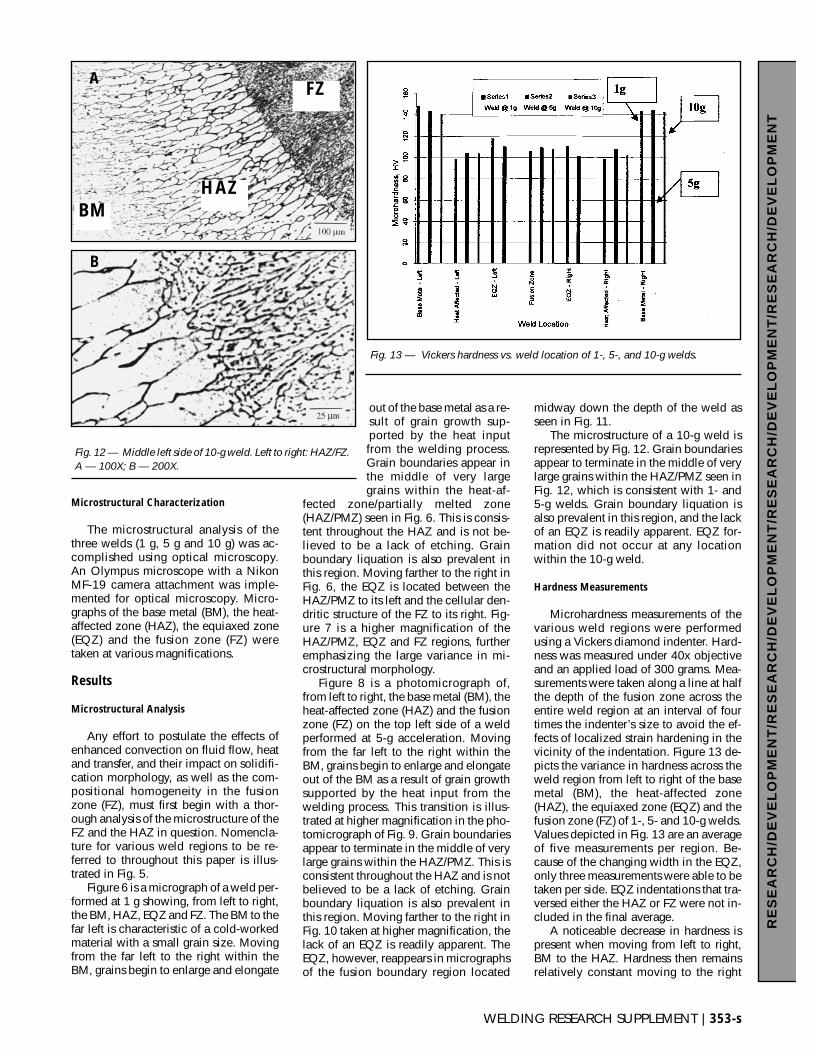
fected zone/partially melted zone(HAZ/PMZ) seen in Fig. 6. This is consis-tent throughout the HAZ and is not be-lieved to be a lack of etching. Grainboundary liquation is also prevalent inthis region. Moving farther to the right inFig. 6, the EQZ is located between theHAZ/PMZ to its left and the cellular den-dritic structure of the FZ to its right. Fig-ure 7 is a higher magnification of theHAZ/PMZ, EQZ and FZ regions, furtheremphasizing the large variance in mi-crostructural morphology.
Figure 8 is a photomicrograph of,from left to right, the base metal (BM), theheat-affected zone (HAZ) and the fusionzone (FZ) on the top left side of a weldperformed at 5-g acceleration. Movingfrom the far left to the right within theBM, grains begin to enlarge and elongateout of the BM as a result of grain growthsupported by the heat input from thewelding process. This transition is illus-trated at higher magnification in the pho-tomicrograph of Fig. 9. Grain boundariesappear to terminate in the middle of verylarge grains within the HAZ/PMZ. This isconsistent throughout the HAZ and is notbelieved to be a lack of etching. Grainboundary liquation is also prevalent inthis region. Moving farther to the right inFig. 10 taken at higher magnification, thelack of an EQZ is readily apparent. TheEQZ, however, reappears in micrographsof the fusion boundary region located
midway down the depth of the weld asseen in Fig. 11.
The microstructure of a 10-g weld isrepresented by Fig. 12. Grain boundariesappear to terminate in the middle of verylarge grains within the HAZ/PMZ seen inFig. 12, which is consistent with 1- and5-g welds. Grain boundary liquation isalso prevalent in this region, and the lackof an EQZ is readily apparent. EQZ for-mation did not occur at any locationwithin the 10-g weld.
Hardness Measurements
Microhardness measurements of thevarious weld regions were performedusing a Vickers diamond indenter. Hard-ness was measured under 40x objectiveand an applied load of 300 grams. Mea-surements were taken along a line at halfthe depth of the fusion zone across theentire weld region at an interval of fourtimes the indenter’s size to avoid the ef-fects of localized strain hardening in thevicinity of the indentation. Figure 13 de-picts the variance in hardness across theweld region from left to right of the basemetal (BM), the heat-affected zone(HAZ), the equiaxed zone (EQZ) and thefusion zone (FZ) of 1-, 5- and 10-g welds.Values depicted in Fig. 13 are an averageof five measurements per region. Be-cause of the changing width in the EQZ,only three measurements were able to betaken per side. EQZ indentations that tra-versed either the HAZ or FZ were not in-cluded in the final average.
A noticeable decrease in hardness ispresent when moving from left to right,BM to the HAZ. Hardness then remainsrelatively constant moving to the right
WELDING RESEARCH SUPPLEMENT | 353-s
RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
/RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
BMHAZ
FZ
Fig. 12 — Middle left side of 10-g weld. Left to right: HAZ/FZ.A — 100X; B — 200X.
A
B
Fig. 13 — Vickers hardness vs. weld location of 1-, 5-, and 10-g welds.
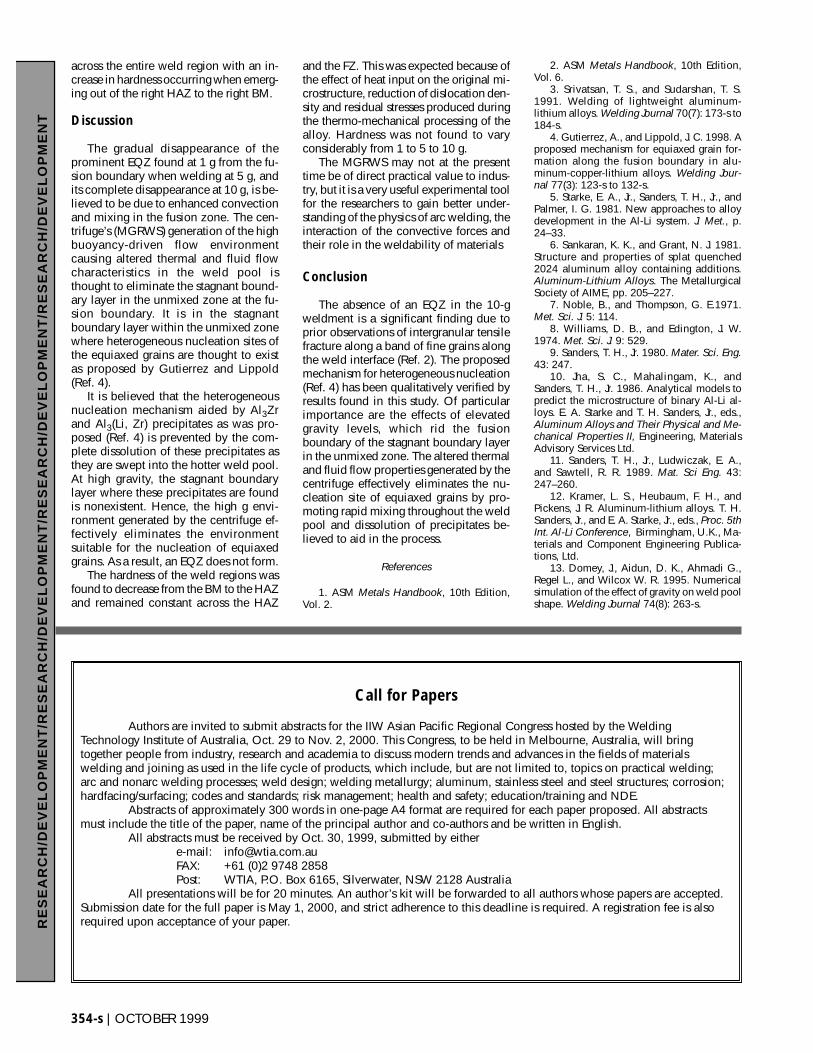
across the entire weld region with an in-crease in hardness occurring when emerg-ing out of the right HAZ to the right BM.
Discussion
The gradual disappearance of theprominent EQZ found at 1 g from the fu-sion boundary when welding at 5 g, andits complete disappearance at 10 g, is be-lieved to be due to enhanced convectionand mixing in the fusion zone. The cen-trifuge’s (MGRWS) generation of the highbuoyancy-driven flow environmentcausing altered thermal and fluid flowcharacteristics in the weld pool isthought to eliminate the stagnant bound-ary layer in the unmixed zone at the fu-sion boundary. It is in the stagnantboundary layer within the unmixed zonewhere heterogeneous nucleation sites ofthe equiaxed grains are thought to existas proposed by Gutierrez and Lippold(Ref. 4).
It is believed that the heterogeneousnucleation mechanism aided by Al3Zrand Al3(Li, Zr) precipitates as was pro-posed (Ref. 4) is prevented by the com-plete dissolution of these precipitates asthey are swept into the hotter weld pool.At high gravity, the stagnant boundarylayer where these precipitates are foundis nonexistent. Hence, the high g envi-ronment generated by the centrifuge ef-fectively eliminates the environmentsuitable for the nucleation of equiaxedgrains. As a result, an EQZ does not form.
The hardness of the weld regions wasfound to decrease from the BM to the HAZand remained constant across the HAZ
and the FZ. This was expected because ofthe effect of heat input on the original mi-crostructure, reduction of dislocation den-sity and residual stresses produced duringthe thermo-mechanical processing of thealloy. Hardness was not found to varyconsiderably from 1 to 5 to 10 g.
The MGRWS may not at the presenttime be of direct practical value to indus-try, but it is a very useful experimental toolfor the researchers to gain better under-standing of the physics of arc welding, theinteraction of the convective forces andtheir role in the weldability of materials
Conclusion
The absence of an EQZ in the 10-gweldment is a significant finding due toprior observations of intergranular tensilefracture along a band of fine grains alongthe weld interface (Ref. 2). The proposedmechanism for heterogeneous nucleation(Ref. 4) has been qualitatively verified byresults found in this study. Of particularimportance are the effects of elevatedgravity levels, which rid the fusionboundary of the stagnant boundary layerin the unmixed zone. The altered thermaland fluid flow properties generated by thecentrifuge effectively eliminates the nu-cleation site of equiaxed grains by pro-moting rapid mixing throughout the weldpool and dissolution of precipitates be-lieved to aid in the process.
References
1. ASM Metals Handbook, 10th Edition,Vol. 2.
2. ASM Metals Handbook, 10th Edition,Vol. 6.
3. Srivatsan, T. S., and Sudarshan, T. S.1991. Welding of lightweight aluminum-lithium alloys. Welding Journal 70(7): 173-s to184-s.
4. Gutierrez, A., and Lippold, J. C. 1998. Aproposed mechanism for equiaxed grain for-mation along the fusion boundary in alu-minum-copper-lithium alloys. Welding Jour-nal 77(3): 123-s to 132-s.
5. Starke, E. A., Jr., Sanders, T. H., Jr., andPalmer, I. G. 1981. New approaches to alloydevelopment in the Al-Li system. J. Met., p.24–33.
6. Sankaran, K. K., and Grant, N. J. 1981.Structure and properties of splat quenched2024 aluminum alloy containing additions.Aluminum-Lithium Alloys. The MetallurgicalSociety of AIME, pp. 205–227.
7. Noble, B., and Thompson, G. E.1971.Met. Sci. J. 5: 114.
8. Williams, D. B., and Edington, J. W.1974. Met. Sci. J. 9: 529.
9. Sanders, T. H., Jr. 1980. Mater. Sci. Eng.43: 247.
10. Jha, S. C., Mahalingam, K., andSanders, T. H., Jr. 1986. Analytical models topredict the microstructure of binary Al-Li al-loys. E. A. Starke and T. H. Sanders, Jr., eds.,Aluminum Alloys and Their Physical and Me-chanical Properties II, Engineering, MaterialsAdvisory Services Ltd.
11. Sanders, T. H., Jr., Ludwiczak, E. A.,and Sawtell, R. R. 1989. Mat. Sci Eng. 43:247–260.
12. Kramer, L. S., Heubaum, F. H., andPickens, J. R. Aluminum-lithium alloys. T. H.Sanders, Jr., and E. A. Starke, Jr., eds., Proc. 5thInt. Al-Li Conference, Birmingham, U.K., Ma-terials and Component Engineering Publica-tions, Ltd.
13. Domey, J., Aidun, D. K., Ahmadi G.,Regel L., and Wilcox W. R. 1995. Numericalsimulation of the effect of gravity on weld poolshape. Welding Journal 74(8): 263-s.
354-s | OCTOBER 1999
RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
/RE
SE
AR
CH
/DE
VE
LO
PM
EN
T/R
ES
EA
RC
H/D
EV
EL
OP
ME
NT
Call for Papers
Authors are invited to submit abstracts for the IIW Asian Pacific Regional Congress hosted by the WeldingTechnology Institute of Australia, Oct. 29 to Nov. 2, 2000. This Congress, to be held in Melbourne, Australia, will bringtogether people from industry, research and academia to discuss modern trends and advances in the fields of materialswelding and joining as used in the life cycle of products, which include, but are not limited to, topics on practical welding;arc and nonarc welding processes; weld design; welding metallurgy; aluminum, stainless steel and steel structures; corrosion;hardfacing/surfacing; codes and standards; risk management; health and safety; education/training and NDE.
Abstracts of approximately 300 words in one-page A4 format are required for each paper proposed. All abstractsmust include the title of the paper, name of the principal author and co-authors and be written in English.
All abstracts must be received by Oct. 30, 1999, submitted by eithere-mail: [email protected]: +61 (0)2 9748 2858Post: WTIA, P.O. Box 6165, Silverwater, NSW 2128 Australia
All presentations will be for 20 minutes. An author’s kit will be forwarded to all authors whose papers are accepted.Submission date for the full paper is May 1, 2000, and strict adherence to this deadline is required. A registration fee is alsorequired upon acceptance of your paper.