amm 4.3 Управление Логистикой и Производством...
DESCRIPTION
erp galaxyTRANSCRIPT
Москва, 2013
www.galaktika.ru
www.galaktika.ru/amm
СИСТЕМА
«ГАЛАКТИКА АММ 4.3»
Оперативное управление
логистикой и производством
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
Редакция 1.5
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 2 из 89
АННОТАЦИЯ
В данном документе представлено подробное описание рабочих функций системы
“ГАЛАКТИКА АММ 4.3” раздела “Логистика” (без планирования и диспетчирования МТО) и
раздела «Диспетчирование», которое включает в себя работу по ведению учетных документов,
связанных с движением ТМЦ на предприятии, а также оперативного контроля и учета в
производстве.
Издание 25.10.2013
ЗАО "Галактика Центр", 2013
Запрещается распространять без согласования с собственником ПО

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 3 из 89
История изменений
Редакция Содержание изменений
1.4 Новый раздел 2.6;
Уточнены разделы 2.1, 2.4, 3.2.14, 4, 4.1, 4.1.1, 4.1.2, 4.4., 4.4.5;
Новый раздел 3.2.3;
Новый раздел 5.3;
Новый раздел 6. Управление браком;
Новый раздел 7. Управление изменениями в производстве (в разработке);
Новый раздел 8. Контроль хода производства и другие производственные показатели.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 4 из 89
Содержание
История изменений ..................................................................................................................................... 3
1 Общие сведения ................................................................................................................................... 7
1.1 Используемые сокращения ........................................................................................................... 7
1.2 Термины и определения ................................................................................................................ 7
2 Настройки системы ............................................................................................................................. 8
2.1 Настройки логистики ..................................................................................................................... 8
2.2 Зоны индикаторов контроля производства .................................................................................. 9
2.3 Способ формирования сменно-суточных заданий ...................................................................... 9
2.4 Настройки номенклатурной позиции ......................................................................................... 10
2.5 Настройки правила генерации заводских номеров ................................................................... 12
2.6 Настройки производственных единиц, мест хранения ............................................................. 12
3 Производственная логистика ........................................................................................................... 15
3.1 Общая информация ...................................................................................................................... 15
3.2 Учет движения ТМЦ .................................................................................................................... 17
3.2.1 Направление документа учета ............................................................................................ 17
3.2.2 Приход от поставщика ........................................................................................................ 18
3.2.3 Учет партий и учет НП по заводским номерам ................................................................ 19
3.2.4 Отпуск в производство........................................................................................................ 20
3.2.5 Передача в производстве .................................................................................................... 22
3.2.6 Получение в производстве.................................................................................................. 24
3.2.7 Запуск в производстве ......................................................................................................... 25
3.2.8 Списание в производстве .................................................................................................... 27
3.2.9 Приемка и регистрация брака ............................................................................................ 28
3.2.10 Разделение партий ........................................................................................................... 29
3.2.11 Ведомость комплектации ............................................................................................... 30
3.2.12 Корректировка остатков ................................................................................................. 30
3.2.13 Возврат не принятых ...................................................................................................... 31
3.2.14 Отгрузка заказчикам ....................................................................................................... 32
3.3 Учетные регистры логистики ...................................................................................................... 33
3.3.1 Регистр «Движение МЦ» .................................................................................................... 34
3.3.2 Регистр «МЦ в пути» .......................................................................................................... 34
3.3.3 Регистр «НЗП» ..................................................................................................................... 35
3.3.4 Регистр «Резервирования» .................................................................................................. 36
3.4 Контроль движения ТМЦ ............................................................................................................ 37
3.4.1 Контроль движения ТМЦ (оборотная ведомость) ........................................................... 37

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 5 из 89
3.4.2 Контроль запасов ТМЦ (ТМЦ на дату) ............................................................................. 37
3.4.3 Контроль наличия ТМЦ (на месте хранения на дату)...................................................... 38
3.4.4 Контроль состояния и истории партии ТМЦ .................................................................... 38
4 Диспетчеризация производства ....................................................................................................... 39
4.1 Исполнение плана цеха................................................................................................................ 39
4.1.1 Просмотр и контроль плана цеха ....................................................................................... 40
4.1.2 Контроль комплектации, формирование требований на отпуск..................................... 43
4.1.3 Запуск партий в производство ........................................................................................... 47
4.1.4 Учет выпуска партии ........................................................................................................... 48
4.1.5 Передача партий на следующий передел/заказ ................................................................ 48
4.1.6 Разделение партии ............................................................................................................... 49
4.2 Контроль потребностей в номенклатуре подразделения и снабжение потребителей ........... 50
4.2.1 Анализ детальных потребностей в комплектующих подразделения под сборку «на
заказ» 50
4.2.2 Анализ суммарных потребностей в «серийных» комплектующих подразделения ..... 51
4.2.3 Регистрация передач ТМЦ подразделениям-потребителям ............................................ 51
4.3 Комплектация сборки .................................................................................................................. 52
4.3.1 Комплектование................................................................................................................... 55
4.3.2 Передача комплекта на сборку ........................................................................................... 56
4.4 Управление финальной сборкой изделий .................................................................................. 57
4.4.1 План, контроль выполнения и комплектации сборки ...................................................... 58
4.4.2 Учет запуска сборочных этапов ......................................................................................... 59
4.4.3 Учет выполнения сборочных этапов ................................................................................. 59
4.4.4 Сдача готовой продукции ................................................................................................... 59
4.4.5 Анализ комплектации сборки ............................................................................................ 59
5 Управление производством на уровне рабочих мест .................................................................... 61
5.1 Оперативное сменно-суточное диспетчирование работ на участке (подразделении)........... 61
5.1.1 Определение работников смены по рабочим местам ...................................................... 62
5.1.2 Создание дополнительного задания, изменение существующего .................................. 63
5.1.3 Выдача заданий на смену и рабочие места ....................................................................... 65
5.1.4 Контроль текущей загрузки и состояния по рабочим местам ......................................... 66
5.1.5 Учет выдачи (старта) заданий на рабочем месте .............................................................. 67
5.1.6 Учет завершения заданий на рабочем месте за смену ..................................................... 67
5.1.7 Учет остановки выполнения заданий на рабочем месте за смену .................................. 67
5.1.8 Уточнение информации о выполнении заданий, браке, остановке, корректировка
трудозатрат и исполнителей ............................................................................................................. 68
5.1.9 Учет (подтверждение) приемки результатов выполнения заданий сменой на рабочем
месте 69
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 6 из 89
5.2 Контроль пооперационного графика изготовление производственной партии ..................... 70
5.2.1 Просмотр пооперационных заданий (МСК), выданных на партию ............................... 70
5.2.2 Контроль состояния изготовления партии на уровне операций и рабочих мест .......... 70
5.3 Анализ состояния выполнения сменно-суточных заданий ...................................................... 71
6 Управление браком ........................................................................................................................... 73
6.1 Общие сведения ........................................................................................................................... 73
6.2 Перевод запасов в брак (для принятия решения) ...................................................................... 74
6.2.1 Регистрация брака при получении от поставщика (перевод в неиспользуемые запасы)
75
6.2.2 Регистрация брака в остатках на месте хранения (перевод в неиспользуемые запасы)
75
6.2.3 Регистрация брака при выпуске на переделе (перевод в неиспользуемые запасы) ...... 76
6.2.4 Регистрация брака комплектующих при разборке (перевод в неиспользуемые) .......... 76
6.2.5 Регистрация и принятие решения о браке, обнаруженном в списанных
комплектующих запущенной сборки .............................................................................................. 77
6.3 Принятие решения о браке .......................................................................................................... 79
6.3.1 Ввод решения о браке для текущих заблокированных запасов ...................................... 79
6.3.2 Учет решения о браке - допустимый брак ....................................................................... 80
6.3.3 Учет решения о браке - списание брака (неисправимый брак) ...................................... 80
6.3.4 Учет решения о браке - вернуть отправителю (неисправимый брак) ........................... 80
6.3.5 Учет решения о пополнении дефицита в случае неисправимого брака ......................... 81
6.3.6 Учет решения о браке - разобрать сборку (исправимый брак) ...................................... 82
6.3.7 Учет решения о браке - обработать заново (исправимый брак) .................................... 83
6.3.8 Учет решения о браке - исправить по другой технологии (исправимый брак) ............ 84
6.3.9 Отмена проведения документа ........................................................................................... 84
6.3.10 Пересчет показателей заказов и операций при проведении документов .................. 84
7 Управление изменениями в производстве ...................................................................................... 86
8 Контроль хода производства и другие производственные показатели ........................................ 87
8.1 Заказы на готовую продукцию.................................................................................................... 87
8.1.1 Анализ текущего товарного выпуска по заказам ............................................................. 87
8.1.2 Контроль хода выполнения выполнения заказа ............................................................... 87
Приложение 1. Структура меню .............................................................................................................. 89
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 7 из 89
1 Общие сведения
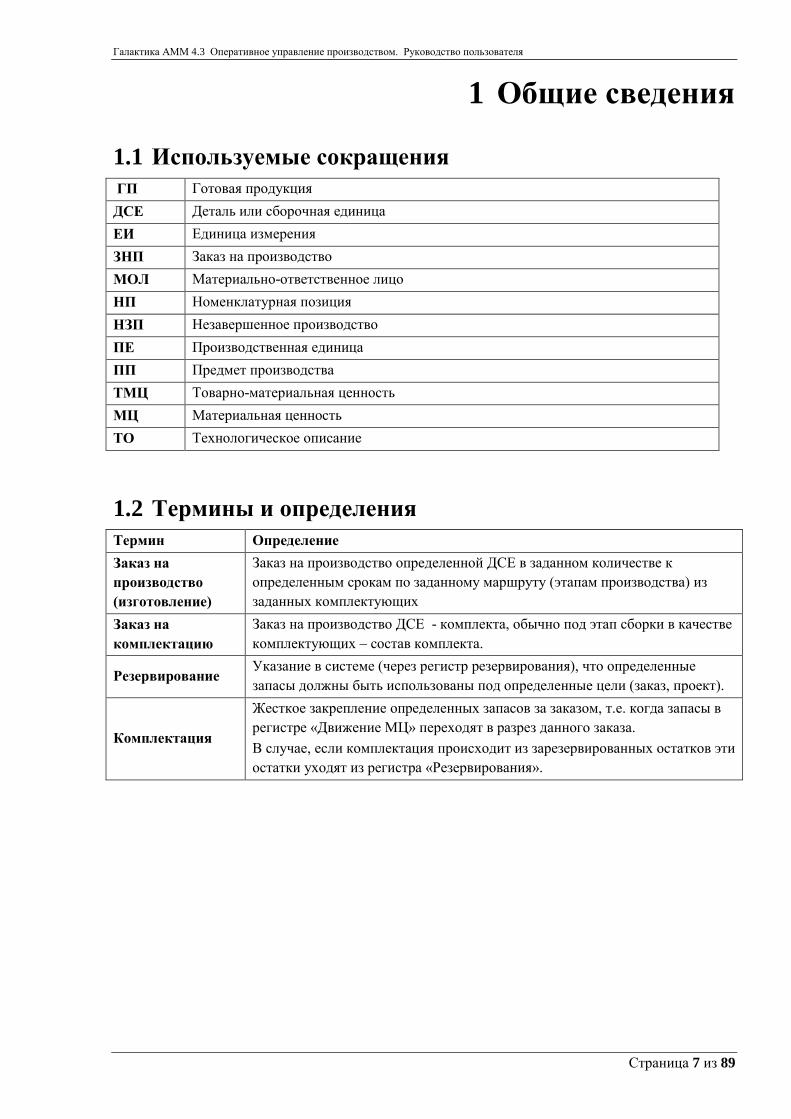
1.1 Используемые сокращения
ГП Готовая продукция
ДСЕ Деталь или сборочная единица
ЕИ Единица измерения
ЗНП Заказ на производство
МОЛ Материально-ответственное лицо
НП Номенклатурная позиция
НЗП Незавершенное производство
ПЕ Производственная единица
ПП Предмет производства
ТМЦ Товарно-материальная ценность
МЦ Материальная ценность
ТО Технологическое описание
1.2 Термины и определения
Термин Определение
Заказ на
производство
(изготовление)
Заказ на производство определенной ДСЕ в заданном количестве к
определенным срокам по заданному маршруту (этапам производства) из
заданных комплектующих
Заказ на
комплектацию
Заказ на производство ДСЕ - комплекта, обычно под этап сборки в качестве
комплектующих – состав комплекта.
Резервирование Указание в системе (через регистр резервирования), что определенные
запасы должны быть использованы под определенные цели (заказ, проект).
Комплектация
Жесткое закрепление определенных запасов за заказом, т.е. когда запасы в
регистре «Движение МЦ» переходят в разрез данного заказа.
В случае, если комплектация происходит из зарезервированных остатков эти
остатки уходят из регистра «Резервирования».

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 8 из 89
2 Настройки системы
Прежде чем производить перемещения ТМЦ, необходимо выполнить настройки системы.
2.1 Настройки логистики В панели навигации необходимо выбрать:
Администратор -> Настройки логистики.
Параметр Описание
Учет складских
ячеек
Может принимать значения:
Нет;
Вводятся в документах – по каждой позиции ДУ необходимо указать
ячейку хранения;
Зависит от склада – если по подразделению ведется учет по
складским ячейкам, то необходимо по каждой позиции ДУ указать
ячейку хранения.
Доступные разрезы
хранения
При установлении – во всех документах учета для позиций ДУ становятся
доступные разрезы учета, к примеру: “Из кода затрат”, “На код затрат”.
Комплектация и
списание
Возможность задать правило комплектации
Учет передачи
номенклатуры:
направление ДУ по
умолчанию
Возможность указать направление ДУ по умолчанию для:
Полуфабрикаты (передача не завершенной продукции);
Готовая продукция.
(см. 3.2.1 Направление документа учета)
Регистрация Запуска Параметр Регистрация запуска может принимать значения:
Отдельным документом – запуск фиксируется отдельным
документом учета “Запуск в производстве”;
При получении с предыдущего передела – запуск фиксируется
автоматически при получении ДСЕ с предыдущей операции без
создания отдельного документа учета;
Зависит от подразделения – запуск фиксируется в зависимости от
выбранного значения аналогичной настройки в “Производственной
единице”.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 9 из 89
Регистрация
Выпуска
Параметр Регистрация выпуска может принимать значения:
Отдельным документом – выпуск фиксируется отдельным
документом учета “Приемка и регистрация брака”;
При передаче – выпуск фиксируется автоматически в момент
передачи без создания отдельного документа учета;
Зависит от подразделения – выпуск фиксируется в зависимости от
выбранного значения аналогичной настройки в “Производственной
единице”.
2.2 Зоны индикаторов контроля производства В панели навигации необходимо выбрать:
Производство -> Настройки -> Настройки пользователя.
Установить пределы «Зеленой зоны» для индикаторов плана и факта в формах
диспетчеризации производства.
Зелёная зона плюс:
для плана – если текущая дата больше плановой на значение этой зоны, то горит красный;
для факта – если фактическая дата больше плановой на значение этой зоны, то горит серый.
Зелёная зона минус:
для факта – если фактическая дата меньше плановой на значение этой зоны, то горит синий.
Если внутри этой зоны (до «Зеленая Зона Плюс») – зеленый.
2.3 Способ формирования сменно-суточных заданий В панели навигации необходимо выбрать:
Производство -> Настройки.
Настройка параметра «Способ формирования заданий при запуске» позволяет управлять
тем, как будут формироваться сменные заданий – только на текущий передел или на всю партию:
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 10 из 89
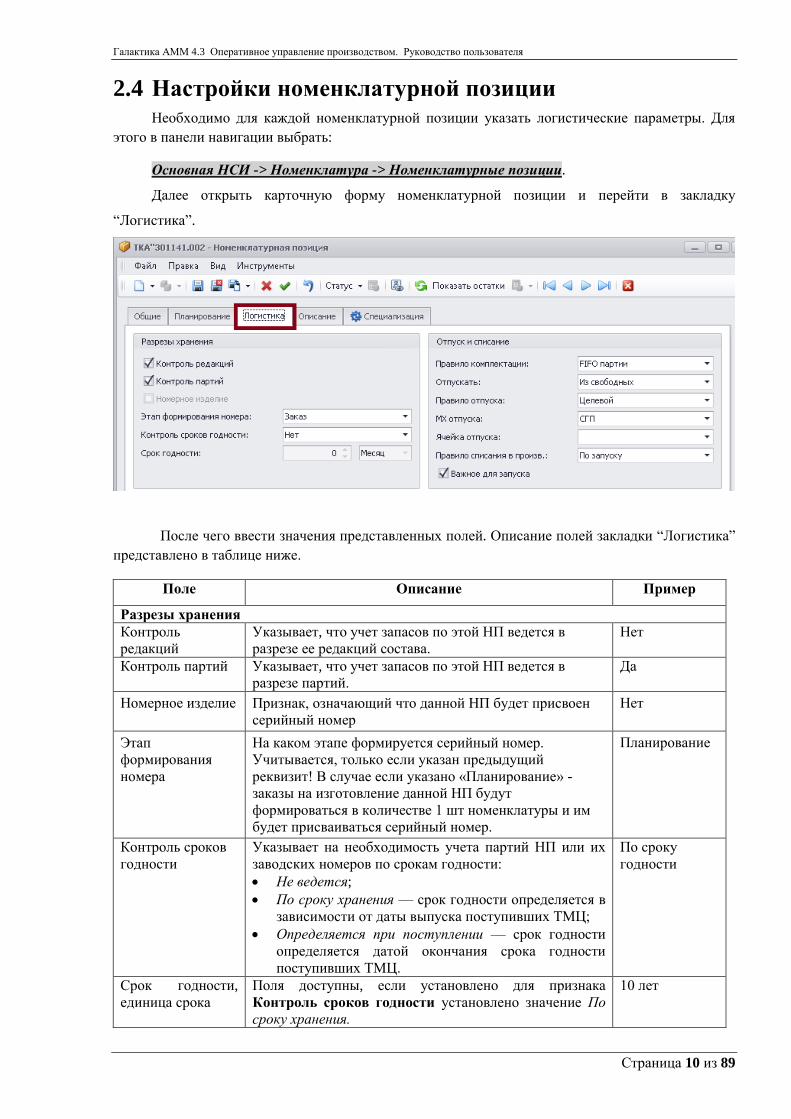
2.4 Настройки номенклатурной позиции Необходимо для каждой номенклатурной позиции указать логистические параметры. Для
этого в панели навигации выбрать:
Основная НСИ -> Номенклатура -> Номенклатурные позиции.
Далее открыть карточную форму номенклатурной позиции и перейти в закладку
“Логистика”.
После чего ввести значения представленных полей. Описание полей закладки “Логистика”
представлено в таблице ниже.
Поле Описание Пример
Разрезы хранения
Контроль
редакций
Указывает, что учет запасов по этой НП ведется в
разрезе ее редакций состава.
Нет
Контроль партий Указывает, что учет запасов по этой НП ведется в
разрезе партий.
Да
Номерное изделие Признак, означающий что данной НП будет присвоен
серийный номер
Нет
Этап
формирования
номера
На каком этапе формируется серийный номер.
Учитывается, только если указан предыдущий
реквизит! В случае если указано «Планирование» -
заказы на изготовление данной НП будут
формироваться в количестве 1 шт номенклатуры и им
будет присваиваться серийный номер.
Планирование
Контроль сроков
годности
Указывает на необходимость учета партий НП или их
заводских номеров по срокам годности:
Не ведется;
По сроку хранения — срок годности определяется в
зависимости от даты выпуска поступивших ТМЦ;
Определяется при поступлении — срок годности
определяется датой окончания срока годности
поступивших ТМЦ.
По сроку
годности
Срок годности,
единица срока
Поля доступны, если установлено для признака
Контроль сроков годности установлено значение По
сроку хранения.
10 лет

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 11 из 89
Поле Описание Пример
Указывается нормативный срок хранения НП и единица
измерения срока хранения:
Месяц;
Год;
День.
Отпуск и списание
Правило
комплектации
Выбирается из справочника правил. Определяет
правило обхода разрезов хранения при комплектации и
списании этой ТМЦ. Если не задано, то берется из
настроек логистики.
FIFO партии
Отпускать Значение этого поля по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет откуда отпускать ТМЦ:
Из свободных – будет списана из свободных
остатков. Наличие будет проверяться в свободных
остатках
Из резерва – будет списана из резервов по заказу.
Наличие будет проверяться в резервах под заказ.
Из свободных
Правило отпуска Значение этого поля, по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет, как отпускать номенклатурную позицию:
Целевой – в учетных документах должен быть
указан заказ на производство или заказ-
потребность, на который отпускается данная ТМЦ.
Приходуется у получателя в разрезе заказа
Котловой – в учетных документах не указывается
заказ, на который отпускается ТМЦ. Приходуется у
получателя без разреза заказа.
Задним числом – в данной версии не используется
Целевой
МХ отпуска,
Ячейка отпуска
Место хранения, ячейка с которой будет отпускаться
ТМЦ по умолчанию.
Цех
мех.обработки
Правило списания
в производстве
Значение подставляется по умолчанию в одноименное
поле нормы расхода этой комплектующей. Определяет
момент списания комплектующей на продукцию,
передающийся в нормы расхода по умолчанию. Может
быть одним из:
o По запуску – эта комплектующая списывается
(попадает в документ запуска) при запуске.
o По выпуску– эта комплектующая списывается
(попадает в документ выпуска) при выпуске на
переделе на котором используется.
o По выпуску готовой – эта комплектующая
списывается (попадает в документ выпуска) при
выпуске готовой продукции.
o По факту – эта комплектующая не списывается (не
попадает в документ выпуска) при запуске или
выпуске. При необходимости ее списания
необходимо вручную формировать акты списания
или вставлять эту позицию в список
комплектующих.
По запуску
Важное для
запуска
Значение подставляется по умолчанию в одноименное
поле нормы расхода этой комплектующей. Указывает,
что данная комплектующая важна для запуска.
Да

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 12 из 89
После завершения выбора параметров нажать кнопку .
2.5 Настройки правила генерации заводских номеров В панели навигации необходимо выбрать:
Администратор -> Настройки нумераторов -> Серийные номера.
Для каждой номерной номенклатурной позиции можно настроить правила генерации
серийных номеров, где можно указать: Префикс, формат номера, а также признак
«Автогенерация», при установке которого создаваемому номеру автоматически присваивается
следующий номер в соответствие с этой настройкой.
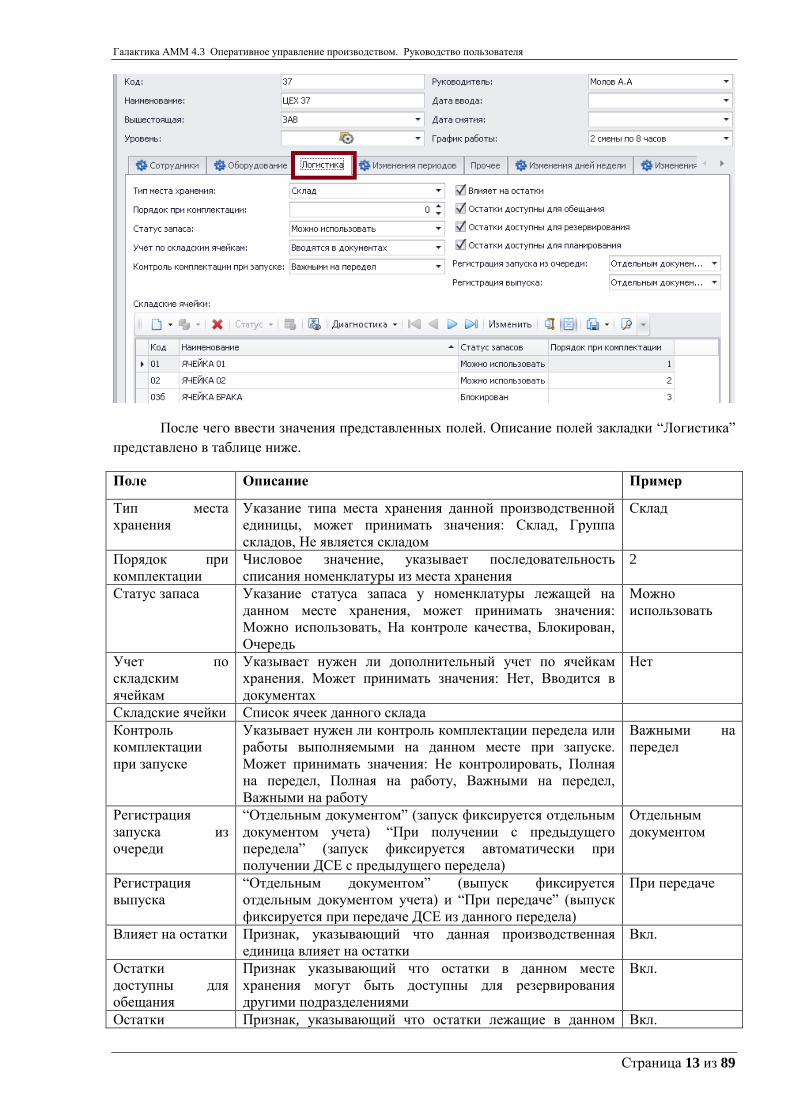
2.6 Настройки производственных единиц, мест хранения Для того чтобы настроить логистические параметры Производственной единицы,
необходимо в панели навигации выбрать:
Основная НСИ -> Структура предприятия-> Производственная структура.
Открыть карточку производственной единицы и перейти на закладку «Логистика».
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 13 из 89
После чего ввести значения представленных полей. Описание полей закладки “Логистика”
представлено в таблице ниже.
Поле Описание Пример
Тип места
хранения
Указание типа места хранения данной производственной
единицы, может принимать значения: Склад, Группа
складов, Не является складом
Склад
Порядок при
комплектации
Числовое значение, указывает последовательность
списания номенклатуры из места хранения
2
Статус запаса Указание статуса запаса у номенклатуры лежащей на
данном месте хранения, может принимать значения:
Можно использовать, На контроле качества, Блокирован,
Очередь
Можно
использовать
Учет по
складским
ячейкам
Указывает нужен ли дополнительный учет по ячейкам
хранения. Может принимать значения: Нет, Вводится в
документах
Нет
Складские ячейки Список ячеек данного склада
Контроль
комплектации
при запуске
Указывает нужен ли контроль комплектации передела или
работы выполняемыми на данном месте при запуске.
Может принимать значения: Не контролировать, Полная
на передел, Полная на работу, Важными на передел,
Важными на работу
Важными на
передел
Регистрация
запуска из
очереди
“Отдельным документом” (запуск фиксируется отдельным
документом учета) “При получении с предыдущего
передела” (запуск фиксируется автоматически при
получении ДСЕ с предыдущего передела)
Отдельным
документом
Регистрация
выпуска
“Отдельным документом” (выпуск фиксируется
отдельным документом учета) и “При передаче” (выпуск
фиксируется при передаче ДСЕ из данного передела)
При передаче
Влияет на остатки Признак, указывающий что данная производственная
единица влияет на остатки
Вкл.
Остатки
доступны для
обещания
Признак указывающий что остатки в данном месте
хранения могут быть доступны для резервирования
другими подразделениями
Вкл.
Остатки Признак, указывающий что остатки лежащие в данном Вкл.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 14 из 89
доступны для
резервирования
месте хранения доступны для резервирования
Остатки
доступны для
планирования
Признак, указывающий что остатки лежащие в данном
месте хранения доступны для планирования
Вкл.
После завершения ввода реквизитов нажать кнопку .

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 15 из 89
3 Производственная логистика
Функции управления производственной логистикой сосредоточены в блоке меню
Логистика.
3.1 Общая информация На рис.1 представлена схема основных документов системы для учета движения ТМЦ в
производстве от регистрации прихода покупных материалов до оприходования готовой
продукции.
Получение (цех-изготовитель,
сборочный/СГП/СГД)Кладовщик (склад)
Отпуск в производство
Запуск (цех-изготовитель)
Приемка и регистрация брака (цех-изготовитель)
Передача цех-потребитель
Формированиедокумента
прихода
Документ «Приход от поставщика»
Оприходование материалов/ПКИ
от поставщика
Регистр движения МЦ
ПРИХОД на склад
Формированиедокумента отпуска
в производство
Документ «Отпуск в производство»
Отпуск материалов/ПКИ со склада в цех-
изготовитель
Регистр товаров в пути
РАСХОД на складе
ПРИХОД
Формированиедокумента получения
Фо
рм
ир
уетс
я п
ри
отп
уске
Документ «Получение в
производстве»
Получение материалов/ПКИ/ ПП со склада или
передающего цеха в цех-
изготовитель/СГП/СГД
Регистр движения МЦ
ПРИХОД в цех-изг.
РАСХОД
Запуск комплектов, ПП по заказам на
производство
Формированиедокумента
списания на входящие позиции
Документ «Запуск в производстве»
или «Завершение этапа сборки»
Регистр НПЗ
РАСХОДв цехе-изг.
Списание входящих позиций (в т.ч. материалы, ПКИ, ПП) в цехе-
изготовителе
ПРИХОД ППв цех-изг.
Формированиедокумента
приемки готового ПП или ПП на на
пром. стадии изготовления
Документ «Приемка и регистрация
брака»
Дан
ны
е о
б о
стат
ках
ПП
в Н
ЗП
Дан
ны
е о
б о
стат
ках
мат
ери
ало
в/П
КИ
/ПП
Дан
ны
е о
б о
стат
ках
мат
ери
ало
в, П
КИ
Приемка продукции в цехе-
изготовителе
РАСХОД ППв цехе-изг.
Регистр движения МЦ
ПРИХОД в цех-изг.
(выпуск, брак)
Формированиедокумента передачи
(номер перехода получателя, если
есть необходимость,
оба)
Документ «Передача в
производстве»(с № перехода
откуда -> № пер. куда)
Дан
ны
е о
б о
стат
ках
ПП
Передача продукции из
цеха-передающего в цех-получающий
РАСХОД ППв цехе-передачи
Регистр товаров в пути
ПРИХОД ППв цех-получатель
Формируется при передаче
Ож
ид
аем
ые
по
луч
ени
я
Номер перехода Номер
перехода
Рис.1. Схема учета движения ТМЦ в системе
Документы учета движения ТМЦ сосредоточены в разделе меню «Логистика => Учет».
Каждый пункт меню содержит реестр документов соответствующего типа, зарегистрированных в
базе данных.
Документы либо создаются автоматически в других разделах меню, например, при
выполнении функций диспетчеризации производства, либо могут формироваться вручную в
данном разделе меню.
Каждый документ проходит стадию создания и функцию проведения (обычно в момент
регистрации в системе факта оприходования или списания ТМЦ). На стадии создания
производится заполнение заголовка и спецификации документа. При проведении документа
формируются записи в учетные регистры: регистр движения ТМЦ, регистр товаров в пути,
регистр НЗП, которые регистрирую факт изменения состояния запасов ТМЦ в системе.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 16 из 89
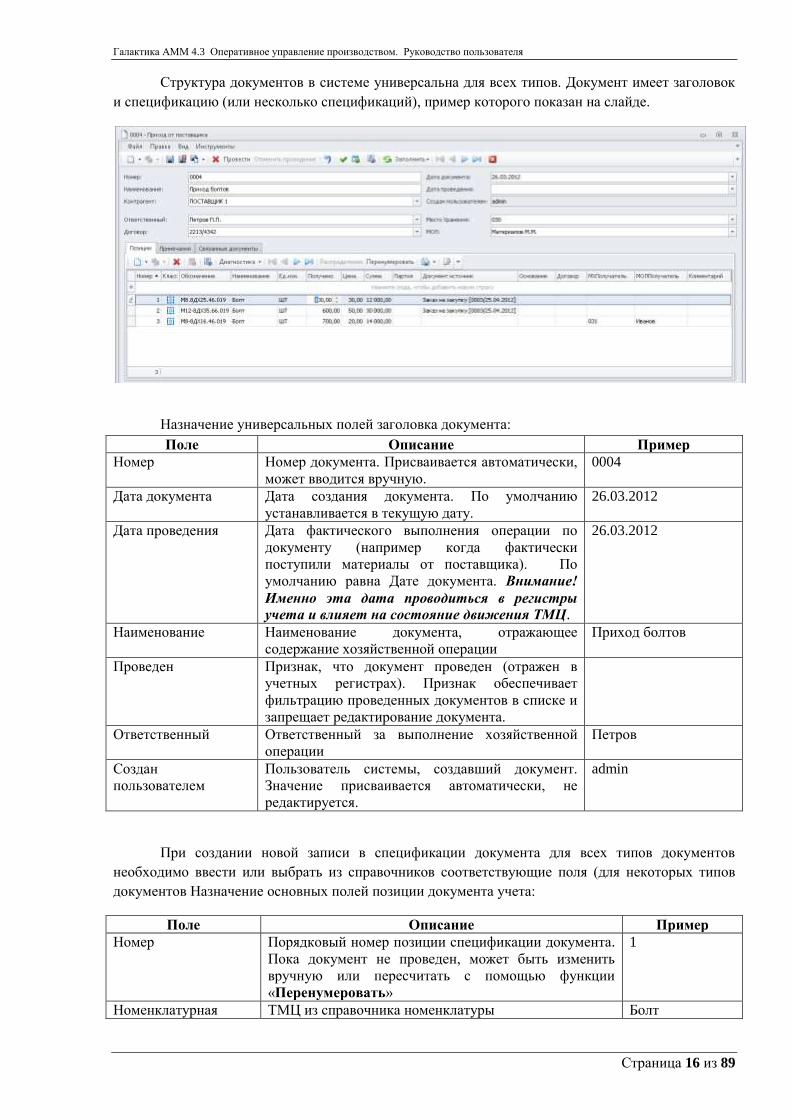
Структура документов в системе универсальна для всех типов. Документ имеет заголовок
и спецификацию (или несколько спецификаций), пример которого показан на слайде.
Назначение универсальных полей заголовка документа:
Поле Описание Пример
Номер Номер документа. Присваивается автоматически,
может вводится вручную.
0004
Дата документа Дата создания документа. По умолчанию
устанавливается в текущую дату.
26.03.2012
Дата проведения Дата фактического выполнения операции по
документу (например когда фактически
поступили материалы от поставщика). По
умолчанию равна Дате документа. Внимание!
Именно эта дата проводиться в регистры
учета и влияет на состояние движения ТМЦ.
26.03.2012
Наименование Наименование документа, отражающее
содержание хозяйственной операции
Приход болтов
Проведен Признак, что документ проведен (отражен в
учетных регистрах). Признак обеспечивает
фильтрацию проведенных документов в списке и
запрещает редактирование документа.
Ответственный Ответственный за выполнение хозяйственной
операции
Петров
Создан
пользователем
Пользователь системы, создавший документ.
Значение присваивается автоматически, не
редактируется.
admin
При создании новой записи в спецификации документа для всех типов документов
необходимо ввести или выбрать из справочников соответствующие поля (для некоторых типов
документов Назначение основных полей позиции документа учета:
Поле Описание Пример
Номер Порядковый номер позиции спецификации документа.
Пока документ не проведен, может быть изменить
вручную или пересчитать с помощью функции
«Перенумеровать»
1
Номенклатурная ТМЦ из справочника номенклатуры Болт

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 17 из 89
позиция
Ед. изм Единица измерения ТМЦ для позиции. По умолчанию
присваивается основная единица измерения, может
быть выбрана другая единица из справочника единиц
измерения.
Шт.
Количество Количество годных к оприходованию в единице
измерения ТМЦ
400
Брак Количество забракованных ТМЦ. Используется в
документе приемки выпуска продукции.
20
Цена Цена ТМЦ 70
Сумма Произведение количества на цену. 28 000
Комментарий Комментарий по позиции ……….
Заказ Заказ - источник 2012_01
Партия Партия запуска ДСЕ 01
Документ основание Заказ на сдачу продукции 3003
Документ источник Документ, на основе которого создан учетный
документ
0001
Позиция документа
источника
Позиция документа источника, на основе которой
создана данная позиция спецификации
01
Также практически во всех документах их спецификацию можно заполнить на основании
других документов, для этого необходимо в заголовке документа или спецификации выбрать
команду из группы «Заполнить».
Во всех спецификациях ДУ для заполнения Партий\Серийных номеров присутствуют кнопки
«Новая партия»/«Новый номер изделия». При нажатии выводится диалог создания нового номера
изделия или партии соответственно.
3.2 Учет движения ТМЦ
3.2.1 Направление документа учета
Каждый документ учета движения ТМЦ может иметь свою классификацию по направлению,
например, документы, относящиеся только для продукции, выпущенной из давальческого сырья.
Для заполнения справочника в панели навигации необходимо выбрать:
Логистика => Справочники => Направление документа учета.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 18 из 89
Поле Описание Пример
Код Код документа 008
Наименования Наименования документа Выпуск из
давальческого сырья
Тип Тип документа учета, к которому относится и
будет доступно для выбора это направление
Получение в
производстве
3.2.2 Приход от поставщика
В панели навигации выбрать:
Логистика => Учет => Приход от поставщика.
Регистрируются накладные на поступление закупленных материалов и ПКИ от поставщиков.
Заголовок документа
Назначение специфических полей заголовка
Поле Описание Пример
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 19 из 89
Контрагент Контрагент поставщик Поставщик 1
Договор Договор с поставщиком №1233.144
Место хранения Подразделение-получатель Склад цеха 1
МОЛ Материально-ответственное лицо получатель Петров
Направление ДУ Выбирается из справочника Направление
документа учета
Выпуск из
давальческого сырья
Спецификация документа
Назначение специфических полей спецификации документа
Поле Описание Пример
МХ получателя Можно ввести Место хранения получателя
(Склад) для конкретной позиции.
Склад готовой
продукции
МОЛ получателя Можно ввести МОЛа для конкретной позиции. Комплектов
Заполнение документа на основании
Заказа на закупку - выбрать один или несколько заказов на закупку, по которым
регистрируется приход. Одна позиция заказа в будет соответствовать одной позиции
документа.
Уведомлениям об отгрузке – выбрать один или несколько уведомлений об отгрузке. По
каждой еще не поставленной позиции уведомления будет сформирована позиция
документа.
Проведение документа
После проведения документа формируются записи прихода в Регистре движения ТМЦ и
пересчитываются показатели прихода и комплектации по Заказам поставщикам.
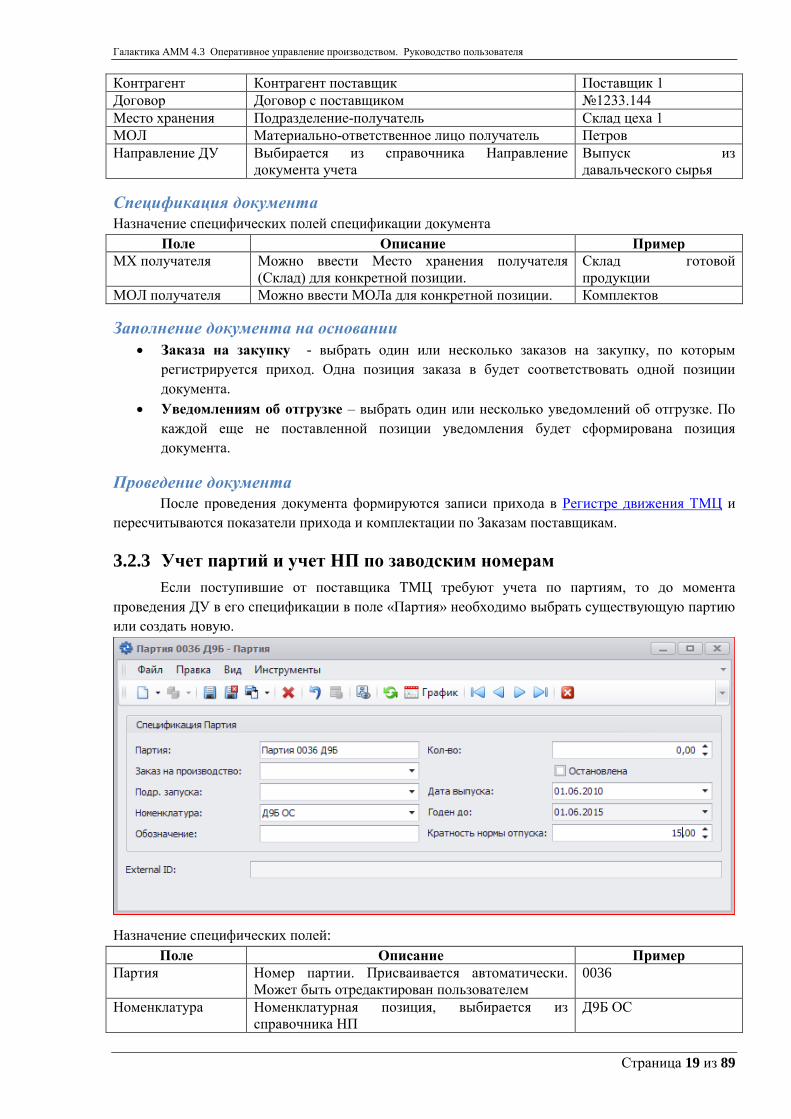
3.2.3 Учет партий и учет НП по заводским номерам
Если поступившие от поставщика ТМЦ требуют учета по партиям, то до момента
проведения ДУ в его спецификации в поле «Партия» необходимо выбрать существующую партию
или создать новую.
Назначение специфических полей:
Поле Описание Пример
Партия Номер партии. Присваивается автоматически.
Может быть отредактирован пользователем
0036
Номенклатура Номенклатурная позиция, выбирается из
справочника НП
Д9Б ОС
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 20 из 89
Дата выпуска Вводится дата выпуска ТМЦ. Поле доступно для
редактирования, если для указанной НП
Контроль срока годности = По сроку хранения.
01.02.2010
Годен до Если для указанной НП Контроль срока
годности = По сроку хранения, то значение поля
рассчитывается автоматически как Дата
выпуска + Срок годности, указанный в
справочнике для данной НП.
Если для НП Контроль срока годности =
Определяется при поступлении, то значение поля
вводится пользователем
01.02.2020
Кратность нормы
отпуска
Определяет количество НП, кратно которому она
должна отпускаться в другие ПЕ из данной
партии. Обычно указывается для фасованных
ТМЦ, отпуск которых производится целыми
упаковками.
15,00
После завершения выбора параметров нажать кнопку .
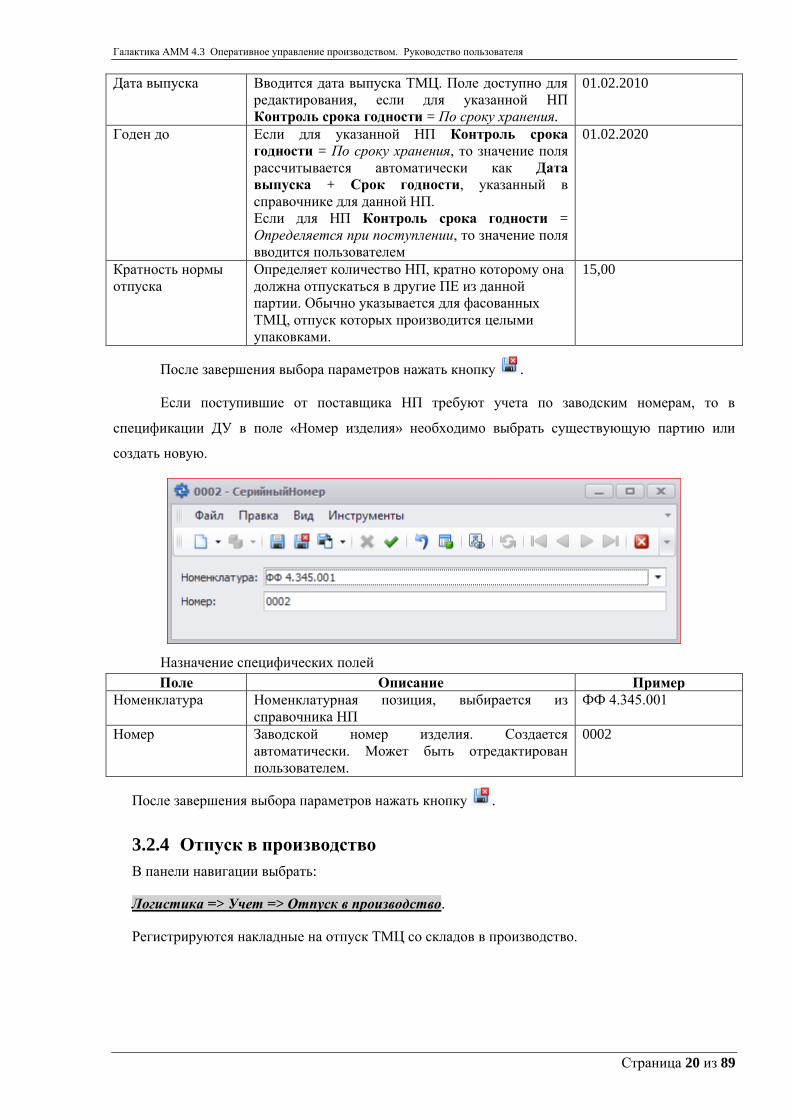
Если поступившие от поставщика НП требуют учета по заводским номерам, то в
спецификации ДУ в поле «Номер изделия» необходимо выбрать существующую партию или
создать новую.
Назначение специфических полей
Поле Описание Пример
Номенклатура Номенклатурная позиция, выбирается из
справочника НП
ФФ 4.345.001
Номер Заводской номер изделия. Создается
автоматически. Может быть отредактирован
пользователем.
0002
После завершения выбора параметров нажать кнопку .
3.2.4 Отпуск в производство
В панели навигации выбрать:
Логистика => Учет => Отпуск в производство.
Регистрируются накладные на отпуск ТМЦ со складов в производство.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 21 из 89
Заголовок документа
Назначение специфических полей заголовка
Поле Описание Пример
Склад Склад (место хранения) отправитель 624
Получатель Подразделение (место хранения) получатель Ук
МОЛ склада Материально-ответственное лицо поставщик Иванов
МОЛ получатель Материально-ответственное лицо получатель Петров
Проверять наличие Флаг, указывающий, необходимо ли проверять
наличие передаваемых ТМЦ на складе отправителе на
момент проведения, или отпускать без наличия.
Внимание! при отпуске без наличия может
возникнуть отрицательное количество ТМЦ на
складе.
V
Проверять наличие Флаг, указывающий, необходимо ли проверять
наличие передаваемых ТМЦ на складе отправителе на
момент проведения, или отпускать без наличия.
Внимание! при отпуске без наличия может
возникнуть отрицательное количество ТМЦ на
складе.
V
Направление ДУ Выбирается из справочника Направление документа
учета
Выпуск из
давальческого
сырья
Спецификация документа
Назначение специфических полей спецификации документа.
Поле Описание Пример
Отпускать
(Источник
отпуска)
Значение этого поля, по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет откуда отпускать ТМЦ:
Из свободных – будет списана из свободных
остатков. Наличие будет проверяться в свободных
остатках
Из резерва – будет списана из резервов по заказу.
Наличие будет проверяться в резервах под заказ.
Из свободных
Правило отпуска Значение этого поля, по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет, как отпускать номенклатурную позицию:
Целевой – в учетных документах должен быть указан
заказ на производство или заказ-потребность, на
который отпускается данная ТМЦ. Приходуется у
Целевой

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 22 из 89
получателя в разрезе заказа
Котловой – в учетных документах не указывается
заказ, на который отпускается ТМЦ. Приходуется у
получателя без разреза заказа.
Задним числом – в данной версии не используется
МХ получателя Можно ввести Место хранения получателя (Склад) для
конкретной позиции.
Склад готовой
продукции
МОЛ получателя Можно ввести МОЛа для конкретной позиции. Комплектов
На заказ Производственный заказ получатель 00021
Передано
(Количество)
Ввести переданное количество 100
Получено Показывает полученное (принятое по документу
получения) количество ТМЦ
0
Для ввода списка номенклатуры к отпуску на основании информации о свободных или
зарезервированных остатках на месте хранения необходимо нажать команду Выбрать из \
Свободных или Выбрать из \ Зарезервированных.
Заполнение документа на основании
Документ может быть сформирован автоматически из интерфейсов диспетчирования
производства (см. Диспетчеризация производства).
Проведение документа
Отпущенные со склада ТМЦ списываются в Регистре движения ТМЦ (расход) и
записываются в Регистр товаров в пути (приход), где находятся до подтверждения
получения их в цехе получателе.
Формируется полностью аналогичный данному документу (заголовок, спецификация) не
проведенный документ «Получение в производстве».
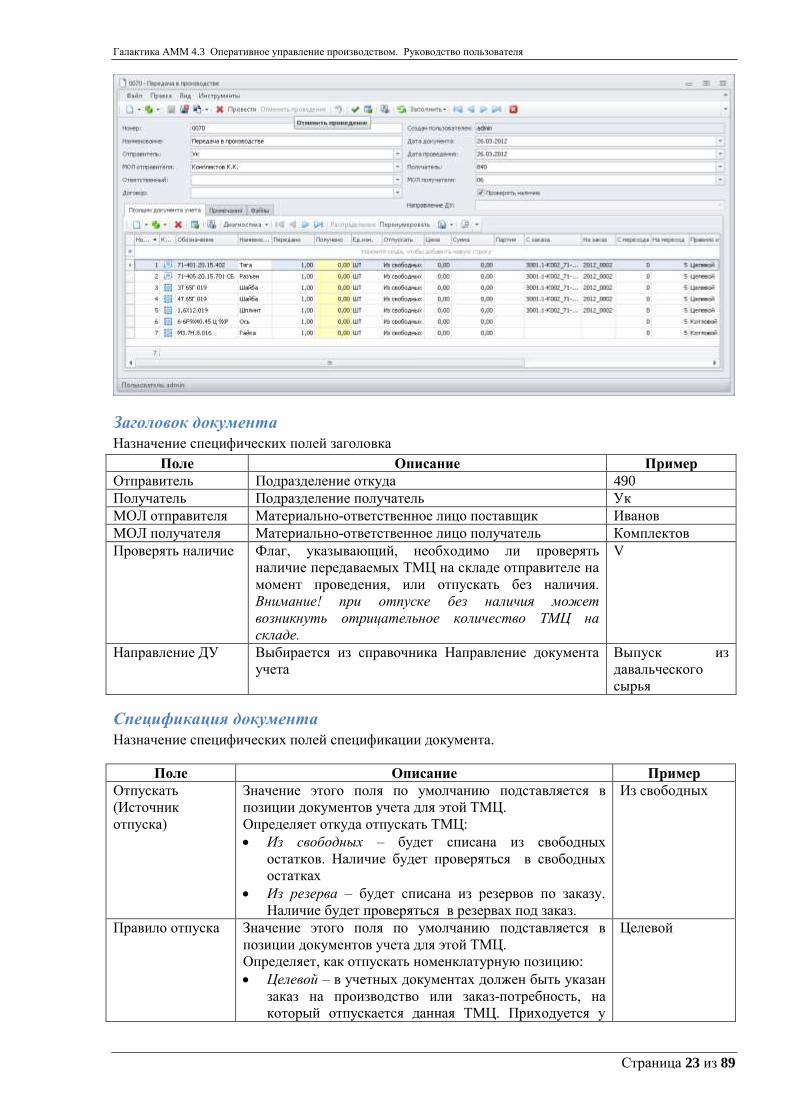
3.2.5 Передача в производстве
В панели навигации выбрать:
Логистика => Учет => Передача в производстве
Регистрируются накладные на передачу ТМЦ из цеха в цех или на склад.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 23 из 89
Заголовок документа
Назначение специфических полей заголовка
Поле Описание Пример
Отправитель Подразделение откуда 490
Получатель Подразделение получатель Ук
МОЛ отправителя Материально-ответственное лицо поставщик Иванов
МОЛ получателя Материально-ответственное лицо получатель Комплектов
Проверять наличие Флаг, указывающий, необходимо ли проверять
наличие передаваемых ТМЦ на складе отправителе на
момент проведения, или отпускать без наличия.
Внимание! при отпуске без наличия может
возникнуть отрицательное количество ТМЦ на
складе.
V
Направление ДУ Выбирается из справочника Направление документа
учета
Выпуск из
давальческого
сырья
Спецификация документа
Назначение специфических полей спецификации документа.
Поле Описание Пример
Отпускать
(Источник
отпуска)
Значение этого поля по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет откуда отпускать ТМЦ:
Из свободных – будет списана из свободных
остатков. Наличие будет проверяться в свободных
остатках
Из резерва – будет списана из резервов по заказу.
Наличие будет проверяться в резервах под заказ.
Из свободных
Правило отпуска Значение этого поля по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет, как отпускать номенклатурную позицию:
Целевой – в учетных документах должен быть указан
заказ на производство или заказ-потребность, на
который отпускается данная ТМЦ. Приходуется у
Целевой

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 24 из 89
получателя в разрезе заказа
Котловой – в учетных документах не указывается
заказ, на который отпускается ТМЦ. Приходуется у
получателя без разреза заказа.
Задним числом – в данной версии не используется
С Заказа Производственный заказ - отправитель 00021
На заказ Производственный заказ, заказ-потребность получатель СБ00022
Передано Ввести переданное количество 100
Получено Показывает полученное (принятое по документу
получения) количество ТМЦ
0
С перехода Номер межцехового перехода источника в
технологическом маршруте обработки партии ДСЕ.
Используется в документе межцеховой передачи ДСЕ в
незавершенном производстве.
5
На переход Номер межцехового перехода получателя в
технологическом маршруте обработки партии ДСЕ.
Используется в документе межцеховой передачи ДСЕ в
незавершенном производстве.
10
Партия Партия запуска ДСЕ 01
Документ
основание
Заказ на сдачу продукции 3003
Номер изделия Номер производимого изделия, на которое производится
отпуск ТМЦ
206
МХ отправителя Можно ввести Место хранения отправителя (Склад) для
конкретной позиции.
ЦЕХ 1
МОЛ отправителя Можно ввести МОЛа для конкретной позиции. Иванов
МХ получателя Можно ввести Место хранения получателя (Склад) для
конкретной позиции.
Склад готовой
продукции
МОЛ получателя Можно ввести МОЛа для конкретной позиции. Комплектов
Заполнение документа на основании
Документ может быть сформирован автоматически из интерфейсов диспетчирования
производства (см. Диспетчеризация производства).
Вызвать из шапки документа функцию Заполнить / По ведомости. Выбрать одну или
несколько ведомостей комплектации. По укомплектованным позициям выбранных
ведомостей сформируются позиции документа.
Проведение документа
Переданные из Цеха ТМЦ списываются в Регистре движения ТМЦ (расход) и
записываются в Регистр товаров в пути (приход), где находятся до подтверждения
получения их в цехе получателе.
Формируется полностью аналогичный данному документу (заголовок, спецификация) не
проведенный документ «Получение в производстве».
3.2.6 Получение в производстве
В панели навигации выбрать:
Логистика => Учет => Получение в производстве.
Отображаются документы на получение, сформированные при проведении документов отпуска
со складов или передачу ТМЦ из цеха в цех.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 25 из 89
Выполняется подтверждение переданных ТМЦ. При необходимости корректируется
количество в поле «Получено».
Назначение полей аналогично предыдущему документу.
Заполнение документа на основании
Документ формируется автоматически при проведении документа отпуска в производство
или передачи в производстве.
Проведение документа
Полученные ТМЦ приходуются в Регистре движения ТМЦ (приход) и списываются из
Регистр товаров в пути (расход).
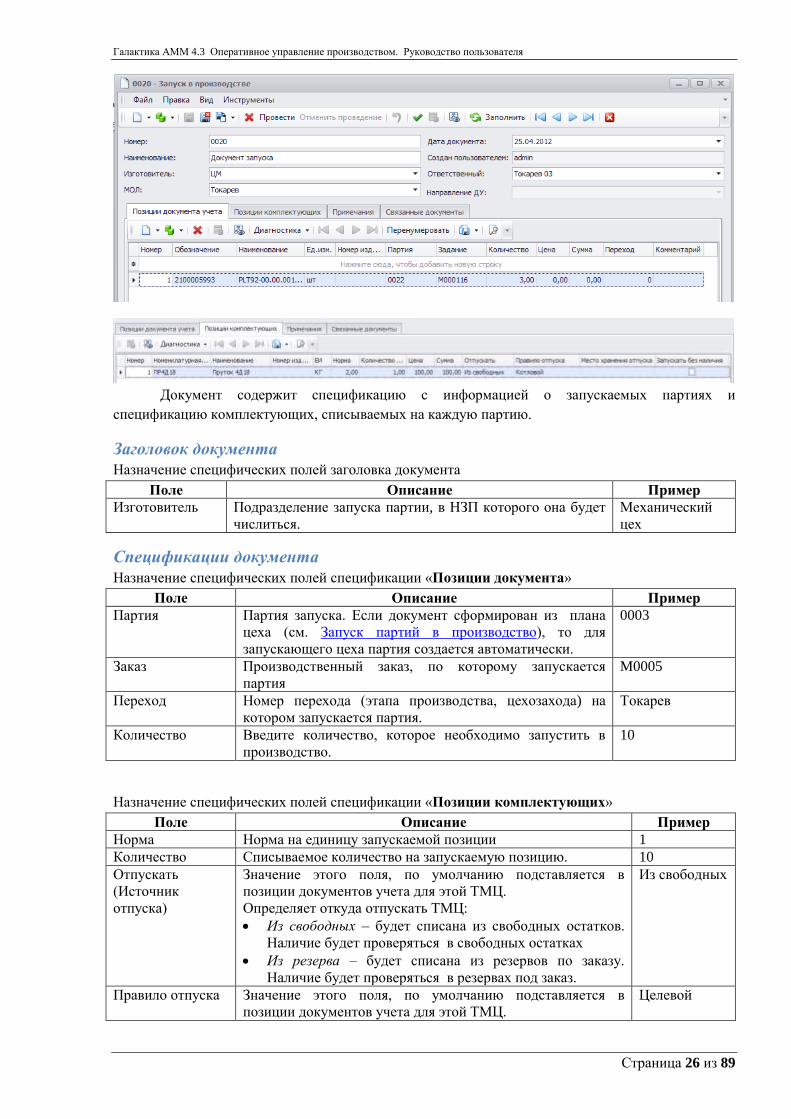
3.2.7 Запуск в производстве
В панели навигации выбрать:
Логистика => Учет => Запуск в производстве.
Документ предназначен для регистрации запуска партий продукции в производственных
подразделениях, как первом запускающем, так и в остальных по маршруту.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 26 из 89
Документ содержит спецификацию с информацией о запускаемых партиях и
спецификацию комплектующих, списываемых на каждую партию.
Заголовок документа
Назначение специфических полей заголовка документа
Поле Описание Пример
Изготовитель Подразделение запуска партии, в НЗП которого она будет
числиться.
Механический
цех
Спецификации документа
Назначение специфических полей спецификации «Позиции документа»
Поле Описание Пример
Партия Партия запуска. Если документ сформирован из плана
цеха (см. Запуск партий в производство), то для
запускающего цеха партия создается автоматически.
0003
Заказ Производственный заказ, по которому запускается
партия
M0005
Переход Номер перехода (этапа производства, цехозахода) на
котором запускается партия.
Токарев
Количество Введите количество, которое необходимо запустить в
производство.
10
Назначение специфических полей спецификации «Позиции комплектующих»
Поле Описание Пример
Норма Норма на единицу запускаемой позиции 1
Количество Списываемое количество на запускаемую позицию. 10
Отпускать
(Источник
отпуска)
Значение этого поля, по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Определяет откуда отпускать ТМЦ:
Из свободных – будет списана из свободных остатков.
Наличие будет проверяться в свободных остатках
Из резерва – будет списана из резервов по заказу.
Наличие будет проверяться в резервах под заказ.
Из свободных
Правило отпуска Значение этого поля, по умолчанию подставляется в
позиции документов учета для этой ТМЦ.
Целевой

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 27 из 89
Определяет, как отпускать номенклатурную позицию:
Целевой – в учетных документах должен быть указан
заказ на производство или заказ-потребность, на
который отпускается данная ТМЦ. Приходуется у
получателя в разрезе заказа
Котловой – в учетных документах не указывается заказ,
на который отпускается ТМЦ. Приходуется у
получателя без разреза заказа.
Задним числом – в данной версии не используется
Запускать без
наличия
Флаг, разрешающий запускать партию без наличия данной
комплектующей. Т.е. комплектующая будет списана, но ее
наличие при проведении проверяться не будет.
V
Заполнение документа на основании
Документ может быть сформирован автоматически из интерфейсов диспетчирования
производства (см. Диспетчеризация производства / Запуск партий в производство).
Проведение документа
При проведении по запущенным партиям формируются приходы в регистре «НЗП» на
разрезе запускающего подразделения. По комплектующим происходит списание (расход)
из регистра «Движение ТМЦ» с разреза запускающего подразделения и приход в регистр
«НЗП» с признаком «К списанию».
3.2.8 Списание в производстве
В панели навигации выбрать:
Логистика => Учет => Списание в производстве.
Документ предназначен для списания ТМЦ из остатков в подразделении-месте хранения.
Остатки определяются на дату проведения документа.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 28 из 89
Заголовок документа
Назначение специфических полей заголовка документа.
Поле Описание Пример
Место хранения Место хранения остатков, то откуда будут
списываться ТМЦ
030 Механический
цех
Спецификации документа
Назначение специфических полей спецификации «Позиции документа учета»
Поле Описание Пример
Количество Количество списываемой из остатков позиции 5
Цена Цена на единицу списываемой позиции 80
Сумма Произведение количества и цены 400
Проведение документа
После проведения документа происходит списание материалов в Регистре движения ТМЦ
с места хранения и МОЛ.
3.2.9 Приемка и регистрация брака
В панели навигации выбрать:
Логистика => Учет => Приемка и регистрация брака.
Документ предназначен для регистрации по запущенной партии выпуска продукции на
переделе и учета брака.
Заголовок документа
Назначение специфических полей заголовка документа
Поле Описание Пример
Место хранения Место выпуска Сборочный цех 880
Спецификации документа
Назначение специфических полей спецификации «Позиции документа учета»
Поле Описание Пример
Количество
(Годных)
Количество годной готовой продукции 1
Брак Количество брака в партии 1
Всего Сумма годных и брака 2
С перехода На каком переходе сформирована партия для
приемки
1
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 29 из 89
Вид брака Ссылка на позицию одноименного справочника Царапина
Заполнение документа на основании
Документ может быть сформирован автоматически из интерфейсов диспетчирования
производства (см. Диспетчеризация производства / Учет выпуска партии).
Проведение документа
После проведения документа партия ТМЦ списывается из Регистра НЗП с перехода и
учитывается в Регистре движения ТМЦ на переходе, в количестве годных и в браке.
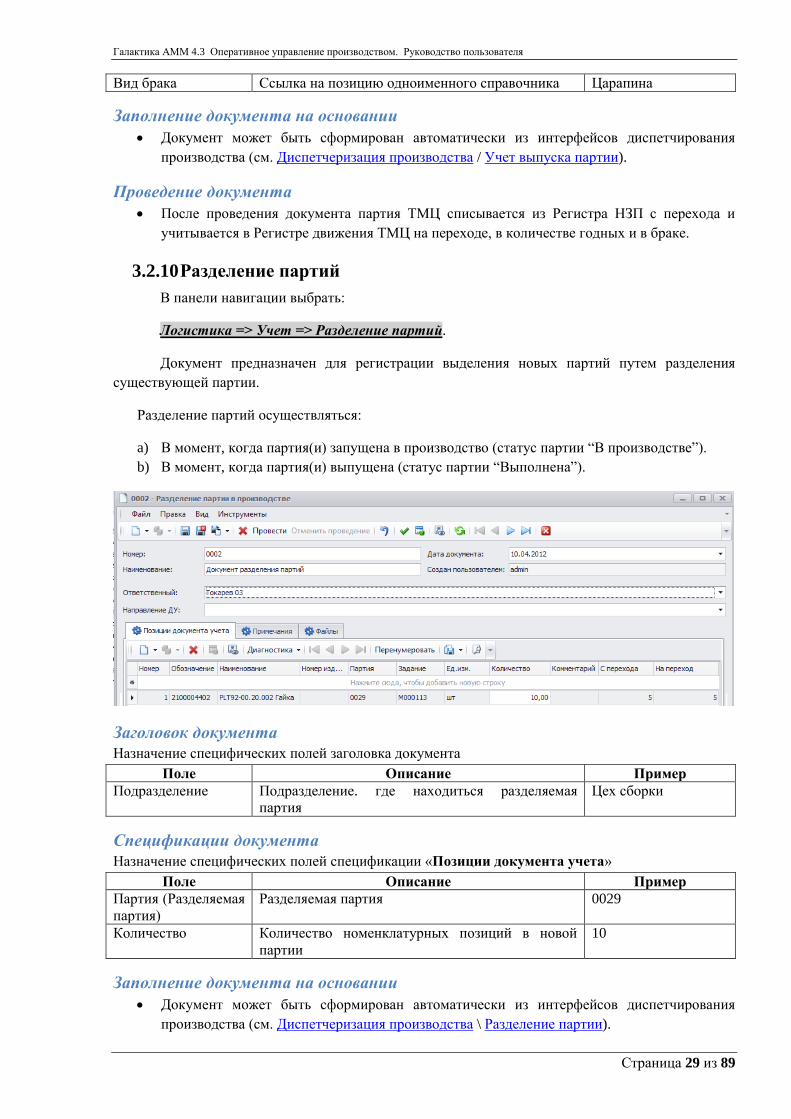
3.2.10 Разделение партий
В панели навигации выбрать:
Логистика => Учет => Разделение партий.
Документ предназначен для регистрации выделения новых партий путем разделения
существующей партии.
Разделение партий осуществляться:
a) В момент, когда партия(и) запущена в производство (статус партии “В производстве”).
b) В момент, когда партия(и) выпущена (статус партии “Выполнена”).
Заголовок документа
Назначение специфических полей заголовка документа
Поле Описание Пример
Подразделение Подразделение. где находиться разделяемая
партия
Цех сборки
Спецификации документа
Назначение специфических полей спецификации «Позиции документа учета»
Поле Описание Пример
Партия (Разделяемая
партия)
Разделяемая партия 0029
Количество Количество номенклатурных позиций в новой
партии
10
Заполнение документа на основании
Документ может быть сформирован автоматически из интерфейсов диспетчирования
производства (см. Диспетчеризация производства \ Разделение партии).

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 30 из 89
Проведение документа
После подтверждения система создает новую партию запуска номер = <Номер партии
источника> «-» <Номер по порядку>, корректируя количество исходной и проводит эти
изменения в регистр «НЗП» или «Движение МЦ» в зависимости от состояния разделяемой
партии.
3.2.11 Ведомость комплектации
В панели навигации выбрать:
Логистика => Учет => Ведомость комплектации.
Документ, содержащий список комплектуемых позиций, служит заданием на
комплектацию и отчетом о завершении комплектации.
Заголовок документа
Назначение специфических полей заголовка документа
Поле Описание Пример
Место хранения Место хранения, из которого списываются
остатки
Ук
Спецификации документа
Назначение специфических полей спецификации «Позиции документа учета»
Поле Описание Пример
Укомплектовать Количество НП, которую необходимо
укомплектовать для заказа
10
Укомплектовано Количество НП укомплектованных для заказа 9
Заполнение документа на основании
Документ может быть сформирован автоматически из интерфейсов диспетчирования
производства (см. Диспетчеризация производства / Комплектование).
Проведение документа
После проведения документа производится списание (расход) комплектующих в Регистре
движения ТМЦ из остатков и их приход в тоже место хранения, но уже под
соответствующий Заказ на производство или потребность, заданный в позиции документа .
3.2.12 Корректировка остатков
В панели навигации выбрать:

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 31 из 89
Логистика => Учет => Корректировка остатков.
Документ предназначен для корректировки остатков ТМЦ в местах хранения, например, в
результате инвентаризации.
Спецификации документа
Назначение специфических полей спецификации «Позиции документа учета»
Поле Описание Пример
Количество Указывается скорректированное количество
данной номенклатуры
24
Текущее наличие Количество данной номенклатуры до
корректировки
0
Заполнение документа на основании
Текущих остатков – позиции документа сформируются по всей номенклатуре в наличии
на месте хранения из заголовка документа.
Проведение документа
После проведения документа формируются корректирующие записи (Текущее наличие -
Количество) по каждой позиции документа в Регистре движения ТМЦ.
3.2.13 Возврат не принятых
В панели навигации выбрать:
Логистика => Учет => Возврат непринятых.
Документ предназначен для регистрации возврата ТМЦ, не принятых подразделением-
получателем.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 32 из 89
Заголовок документа
Назначение специфических полей заголовка документа
Поле Описание Пример
Отправитель Подразделение, которое не дополучило
необходимое количество номенклатуры
ЦСб
Получатель Подразделение, которое должно было передать
требуемое количество номенклатуры
ЦМ
Заполнение документа на основании
Текущих товаров в пути – позиции документа сформируются по всей номенклатуре
«зависшей» в пути к отправителю из заголовка документа. Для этого необходимо нажать
кнопку , после чего система сформирует не полученные цехом
позиции, количество которых = всего требуемые – полученные.
Проведение документа
После проведения документа ТМЦ списываются из Регистра товаров в пути с Отправителя
и учитываются как приход в Регистре движения ТМЦ у получателя.
3.2.14 Отгрузка заказчикам
В панели навигации выбрать:
Логистика => Учет => Отгрузка заказчикам.
Документ предназначен для регистрации отгрузки готовой продукции заказчикам.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 33 из 89
Заголовок документа
Назначение специфических полей заголовка документа
Поле Описание Пример
Заказчик Контрагент, для которого производится
отгрузка
Заказчик 2
Получатель Подразделение предприятия, которому
производится отгрузка
031
Место хранения Склад отправитель 031
Маршрут доставки Маршрут, по которому будет
осуществляться доставка (выбирается из
справочника маршрутов)
Поездом
Дата поставки
(план)
Планируемая дата доставки заказчику. 26.04.2012
Доставка Длительность доставки в днях. 4 дн.
Заполнение документа на основании
Спецификации заказа на ГП – позиции документа сформируются по всей спецификации
выбранного заказа на ГП. В позициях документа необходимо вызвать команду
«Заполнить \ по заказу на ГП». В появившемся списке заказов на ГП выбрать нужный.
Проведение документа
После проведения документа ТМЦ списываются в Регистре движения ТМЦ с указанного
склада.
Пересчитывается показатели Количество[Факт] и Количество [Осталось] связанных
заказов-потребностей (позиций заказа на ГП).
3.3 Учетные регистры логистики Регистры логистики отражают фактическое движение ТМЦ и предназначены для
получения информации об остатках и оборотах ТМЦ, а также о состоянии запасов в различных
учетных разрезах.
Записи регистра отражают поступление (приход) или выбытие (расход) определенного
количества и стоимости ТМЦ на определенный учетный разрез.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 34 из 89
Основными учетными разрезами является комбинация: ТМЦ, Подразделение (Место
хранения), МОЛ, Номер перехода, Партия, Номер изделия, Заказ.
Записи в регистрах формируются в момент проведения учетных документов, создаваемых
в подсистемах диспетчеризации и логистики.
Имеется четыре основных регистра (см. Рис.1. в Общая информация):
- Движение МЦ – остатки и обороты ТМЦ в подразделениях.
- МЦ в пути – остатки и обороты перемещаемых ТМЦ.
- НЗП – остатки и обороты запущенных партий и списанных комплектующих.
- Резервирования – резервирования остатков под заказы.
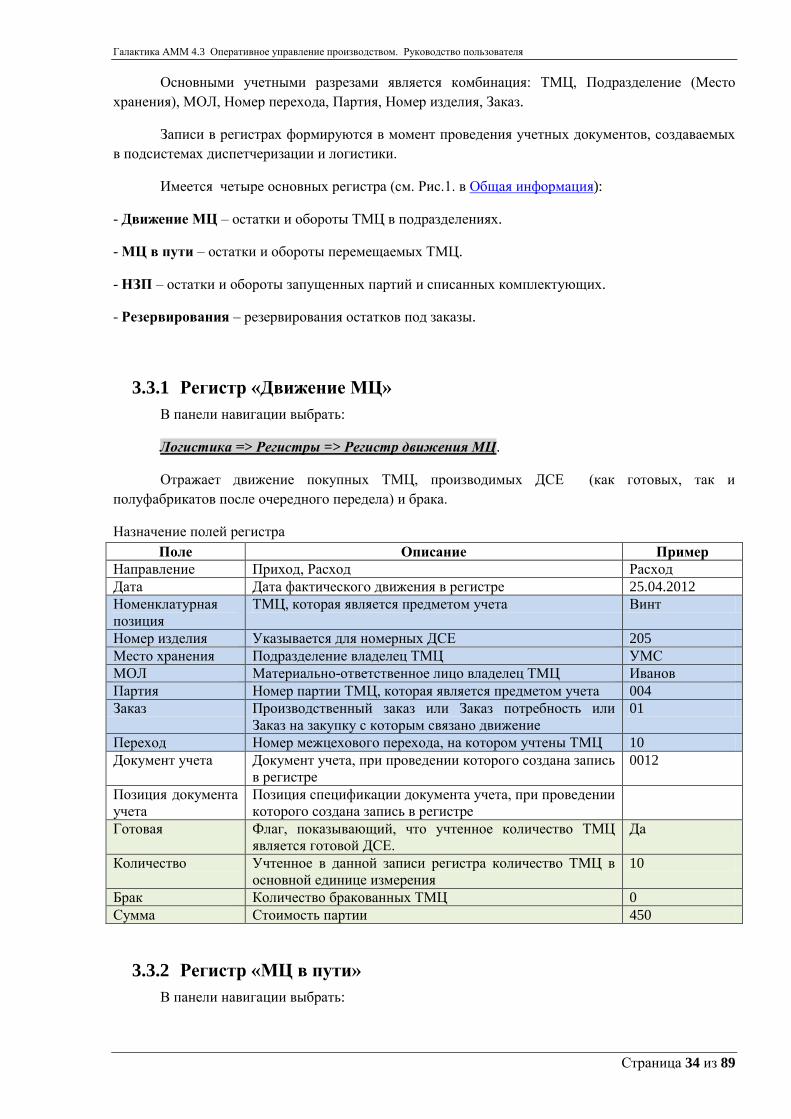
3.3.1 Регистр «Движение МЦ»
В панели навигации выбрать:
Логистика => Регистры => Регистр движения МЦ.
Отражает движение покупных ТМЦ, производимых ДСЕ (как готовых, так и
полуфабрикатов после очередного передела) и брака.
Назначение полей регистра
Поле Описание Пример
Направление Приход, Расход Расход
Дата Дата фактического движения в регистре 25.04.2012
Номенклатурная
позиция
ТМЦ, которая является предметом учета Винт
Номер изделия Указывается для номерных ДСЕ 205
Место хранения Подразделение владелец ТМЦ УМС
МОЛ Материально-ответственное лицо владелец ТМЦ Иванов
Партия Номер партии ТМЦ, которая является предметом учета 004
Заказ Производственный заказ или Заказ потребность или
Заказ на закупку с которым связано движение
01
Переход Номер межцехового перехода, на котором учтены ТМЦ 10
Документ учета Документ учета, при проведении которого создана запись
в регистре
0012
Позиция документа
учета
Позиция спецификации документа учета, при проведении
которого создана запись в регистре
Готовая Флаг, показывающий, что учтенное количество ТМЦ
является готовой ДСЕ.
Да
Количество Учтенное в данной записи регистра количество ТМЦ в
основной единице измерения
10
Брак Количество бракованных ТМЦ 0
Сумма Стоимость партии 450
3.3.2 Регистр «МЦ в пути»
В панели навигации выбрать:
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 35 из 89
Логистика => Регистры => Регистр МЦ в пути.
Отражает движение ТМЦ, которые переданы подразделением-отправителем или
поставщиком, но еще не приняты подразделением-получателем.
Назначение полей регистра
Поле Описание Пример
Направление Приход, Расход Расход
Дата Дата ожидаемого или фактического поступления 25.04.2012
Дата отгрузки Дата отгрузки поставщиком 25.04.2012
Маршрут Маршрут доставки П1
Номенклатурная
позиция
ТМЦ, которая является предметом учета Винт
Партия Номер партии ТМЦ, которая является предметом
передачи
01
Номер изделия Указывается для номерных ДСЕ 25
Поставщик Контрагент-поставщик Поставщик 1
Получатель Контрагент получатель
Место хранения
поставщика
Склад или цех поставщик ЦМ
Место хранения
(получателя)
Куда передана ЦМ
МОЛ (получателя) Материально-ответственное лицо владелец ТМЦ Иванов
МОЛ поставщика МОЛ места хранения поставщика Петров
Заказ Номер производственного заказа или Заказа
потребности, с которого передана партия ТМЦ.
0001
На заказ Заказ получатель, на который передаются ТМЦ 00013
Переход (С
перехода)
Номер межцехового перехода, с которого идет
передача партии
5
На переход Номер межцехового перехода, на который идет
передача партии
10
Документ учета Документ учета, при проведении которого создана
запись в регистре
0012
Позиция документа
учета
Позиция спецификации документа учета, при
проведении которого создана запись в регистре
Готовая Флаг, показывающий, что учтенное количество ТМЦ
является готовой ДСЕ.
Да
Количество Учтенное в данной записи регистра количество ТМЦ
в основной единице измерения
1
Сумма Стоимость партии 9 000
3.3.3 Регистр «НЗП»
В панели навигации выбрать:
Логистика => Регистры => Регистр НЗП.
Отражает движение ДСЕ в производстве, которые находятся в состоянии обработки, а
также списанных на них комплектующих.
Назначение полей регистра
Поле Описание Пример

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 36 из 89
Направление Приход, Расход Приход
Дата Дата фактического движения в регистре 25.04.2012
Списание Указывает, что это списываемая комплектующая Нет
Номенклатурная
позиция
ТМЦ, которая является предметом учета (продукт или
комплектующая)
Винт
Номер изделия Указывается для номерных ДСЕ 21
Место хранения Подразделение владелец ТМЦ ЦМ
МОЛ Материально-ответственное лицо владелец ТМЦ Иванов
Партия Номер партии ТМЦ, которая является предметом
учета
003
Заказ Производственный заказ, к которому принадлежит
партия ТМЦ
М000016
Переход Номер межцехового перехода, на котором учтены
ТМЦ
5
Документ учета Документ учета, при проведении которого создана
запись в регистре
Позиция документа
учета
Позиция спецификации документа учета, при
проведении которого создана запись в регистре
Количество Учтенное в данной записи регистра количество ТМЦ
в основной единице измерения
0,98
Брак Количество бракованных ТМЦ 0
Сумма Стоимость партии 0
3.3.4 Регистр «Резервирования»
В панели навигации выбрать:
Логистика => Регистры => Регистр резервирования.
Отражает резервирование ТМЦ под заказы.
Назначение полей регистра
Поле Описание Пример
Направление Приход, Расход Приход
Дата Дата создания записи в регистре 11.03.2012
Номенклатурная
позиция
ТМЦ, которая зарезервирована Винт
Номер изделия Указывается для номерных ДСЕ 11
Место хранения Место хранения, на котором зарезервирована ТМЦ Ук
МОЛ Материально-ответственное лицо, на котором
зарезервированная ТМЦ
Иванов
Партия Зарезервированная Партия ТМЦ 0011
Заказ Производственный заказ или Заказ потребности, под
который зарезервирована ТМЦ
З0001
Переход Номер межцехового перехода, под который
зарезервирована
0
Документ учета Документ учета (резервирования), при проведении
которого создана запись в регистре
011
Позиция документа
учета
Позиция спецификации документа учета, при
проведении которого создана запись в регистре
Количество Зарезервированное количество 1
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 37 из 89
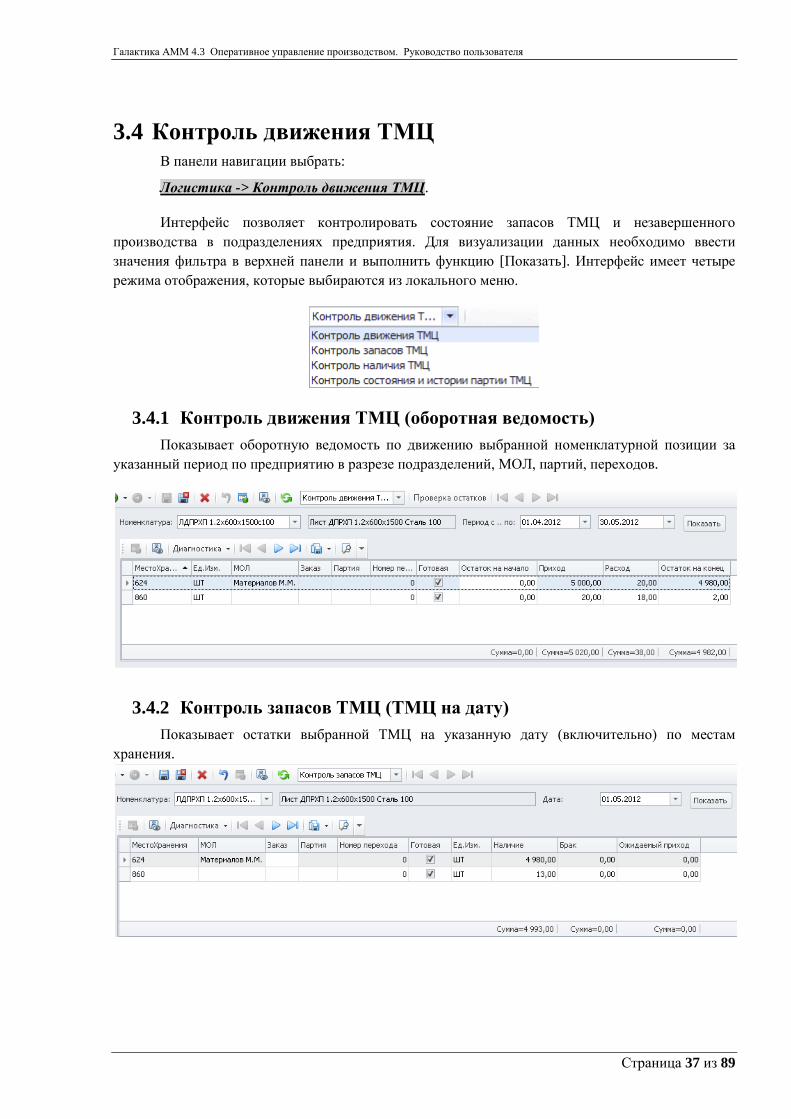
3.4 Контроль движения ТМЦ В панели навигации выбрать:
Логистика -> Контроль движения ТМЦ.
Интерфейс позволяет контролировать состояние запасов ТМЦ и незавершенного
производства в подразделениях предприятия. Для визуализации данных необходимо ввести
значения фильтра в верхней панели и выполнить функцию [Показать]. Интерфейс имеет четыре
режима отображения, которые выбираются из локального меню.
3.4.1 Контроль движения ТМЦ (оборотная ведомость)
Показывает оборотную ведомость по движению выбранной номенклатурной позиции за
указанный период по предприятию в разрезе подразделений, МОЛ, партий, переходов.
3.4.2 Контроль запасов ТМЦ (ТМЦ на дату)
Показывает остатки выбранной ТМЦ на указанную дату (включительно) по местам
хранения.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 38 из 89
3.4.3 Контроль наличия ТМЦ (на месте хранения на дату)
Показывает остатки всех материальных ценностей в выбранном месте хранения на
указанную дату.
3.4.4 Контроль состояния и истории партии ТМЦ
Показывает состояние обработки партии ДСЕ по маршруту изготовления. Для просмотра
состояния партии необходимо выбрать номенклатуру и партию, после чего нажать “Показать”.
Описание полей экранной формы “Контроль состояния и истории партии ТМЦ”
представлено в таблице ниже:
Поле Описание Пример
Дата состояния Дата и время изменения состояния
партии
07.03.2012 15:00
Состояние В каком состоянии находится текущая
партия
Передана
Номер перехода Номер перехода, на котором менялось
состояние партии
5
Количество Количество ТМЦ в партии на данном
переходе
1
Брак Количество брака ТМЦ в партии на
данном переходе
0

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 39 из 89
4 Диспетчеризация производства
Функции диспетчеризации производства сосредоточены в блоке меню:
Производство -> Диспетчирование .
Подсистема обеспечивает функции диспетчера производственного подразделения (далее
«цеха») по управлению ходом производства. Работа диспетчера осуществляется на основе заказов
на производство, поступающих из подсистемы планирования производства.
Заказ на производство (изготовление) содержит информацию: изготавливаемый предмета
производства, количество, плановый срок запуска, плановый срок изготовления, поцеховой (или
по любым производственным единицам, заданным в технологическом описании предмета
производства на уровне «Планирование» - см. руководства по планированию производства и
управлению данными о продукции) маршрут выполнения со сроками, список требуемых
комплектующих и другую необходимую производственную информацию.
Все производственные заказы можно посмотреть в меню: Производство -> Заказы на
изготовление.
В формы диспетчирования не попадают записи заказов на изготовление для
номенклатурных позиций с классом равным “Комплект”, они отображаются только на форме
«Комплектация сборки» (см. 4.3 Комплектация сборки) .
При выборе подразделения и нажатии кнопки «Показать» отображаются позиции плана
подразделений (участков), относящиеся к самому выбранному подразделению и всем
подчиненным, если установлен признак «Включать подчиненные» (например, при выборе цеха
№27 отображаются позиции плана всех участков входящих в цех).
4.1 Исполнение плана цеха В панели навигации выбрать:
Производство -> Диспетчирование -> План цеха .
В этом интерфейсе отображается производственная программа цеха - список
производственных заказов, созданных в результате утверждения плана производства. План цеха
детализируется до межцеховых переходов и видов работ.
Диспетчер цеха может контролировать состояние выполнения заказов, процент
укомплектованности каждого заказа, процент выполнения по трудоемкости. Может выполнять
комплектацию и запуск заказов, разделение партий, выполнение замен материалов, формирование
требований на получение материалов и комплектующих со складов.
При входе в интерфейс необходимо выбрать цех и указать диапазон дат, на которые
визуализировать программу цеха.
При нажатии на пункт меню форма всегда открывается с пустым списком записей.
Необходимо установить нужный фильтр и нажать кнопку [Показать]:

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 40 из 89
Описание полей фильтра представлено в таблице ниже:
Поле Описание Пример
Закладка «Основное»
Подразделение Цех, для которого установлен фильтр на записи
производственной программы в верхней панели
850
Вкл.
подчиненные
Если установлен, то система будет также
выводить план по подчинённым
подразделениям для выбранного.
Да
Период с .. по.. Период, на который установлен фильтр на
записи производственной программы.
30.01.2012 – 31.12.2012
Сегодня Текущая дата 22.05.2012
Закладка «Номенклатура» - фильтр на изготавливаемую ДСЕ
Группа НП Выбор номенклатурной группы Трубы
Категория НП Выбор категории ПФ Собственные
НП Выбор конкретной ДСЕ ТКА"304141.009 Труба
НП содержит Ввод строки, которая содержится в обозначении
или наименовании ДСЕ
Труба
Закладка «Заказ» - фильтр на производственные заказы
Заказ на ГП Выбор заказа на отгрузку ГП. Система
отобразит только операции по заказам на
производство, ссылающимся на этот заказ на
ГП.
0001
Заказ потребность Выбор заказа потребности – позиции отгрузки.
Система отобразит только операции по заказам
на производство, ссылающимся на этот заказ
потребность.
0001.01
Проект Выбор проекта. Система отобразит только
операции по заказам на производство,
ссылающимся на этот проект.
П01 РАЗРАБОТКА
ИЗДЕЛИЯ
Этап проекта Выбор этапа проекта. Система отобразит только
операции по заказам на производство,
ссылающимся на этот этап проекта (поле
«Вышестоящий» в заказах на изготовление).
ИЗГОТОВЕНИЕ ОСН.
УЗЛОВ
Код затрат Выбор кода затрат. Система отобразит только
операции по заказам на производство,
ссылающимся на этот код затрат.
ИЗДЕЛИЕ 1
После чего система выводит индикатор процесса «Расчет состояния работ и запасов» , в
котором происходит наполнение данных формы, а также расчет остатков, дефицитов, степени
комплектации комплектующий и заказов на комплектацию в этом цехе.
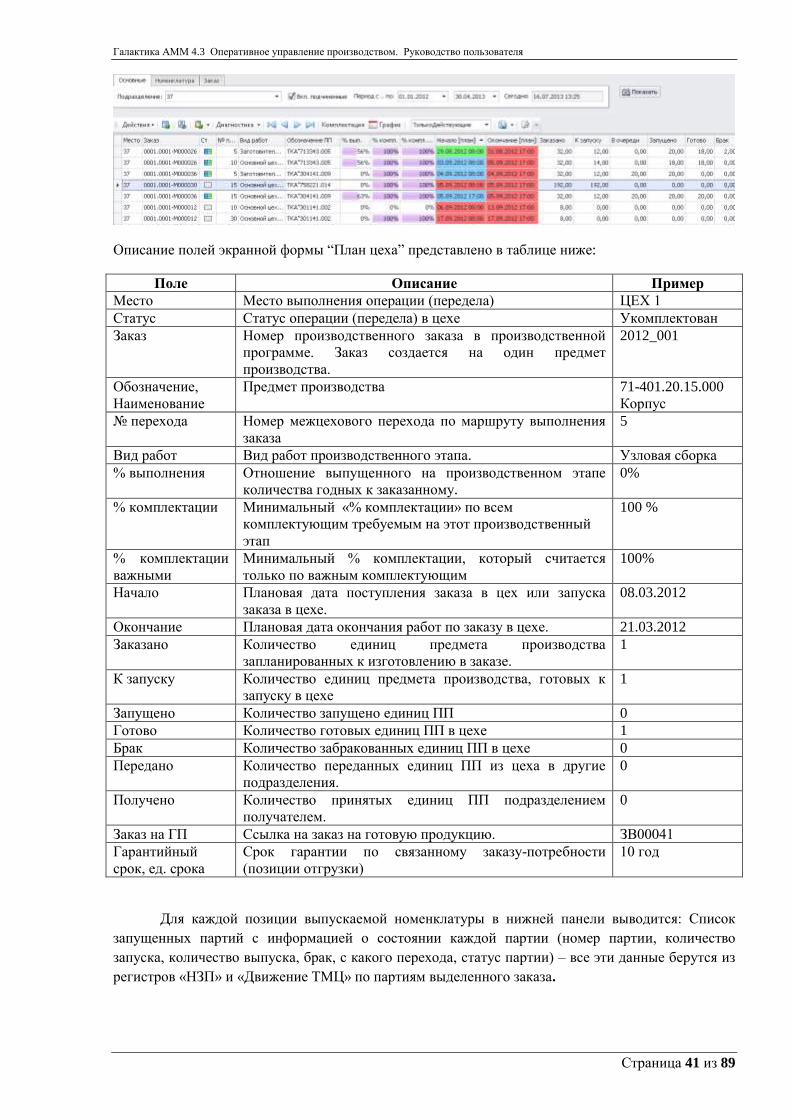
4.1.1 Просмотр и контроль плана цеха
Отображается список производственных этапов (обычно укрупненных этапов сборки или
цехозаходов-переделов), которые заданы в маршруте заказов на производство, и местом
выполнения является выбранное подразделение.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 41 из 89
Описание полей экранной формы “План цеха” представлено в таблице ниже:
Поле Описание Пример
Место Место выполнения операции (передела) ЦЕХ 1
Статус Статус операции (передела) в цехе Укомплектован
Заказ Номер производственного заказа в производственной
программе. Заказ создается на один предмет
производства.
2012_001
Обозначение,
Наименование
Предмет производства 71-401.20.15.000
Корпус
№ перехода Номер межцехового перехода по маршруту выполнения
заказа
5
Вид работ Вид работ производственного этапа. Узловая сборка
% выполнения Отношение выпущенного на производственном этапе
количества годных к заказанному.
0%
% комплектации Минимальный «% комплектации» по всем
комплектующим требуемым на этот производственный
этап
100 %
% комплектации
важными
Минимальный % комплектации, который считается
только по важным комплектующим
100%
Начало Плановая дата поступления заказа в цех или запуска
заказа в цехе.
08.03.2012
Окончание Плановая дата окончания работ по заказу в цехе. 21.03.2012
Заказано Количество единиц предмета производства
запланированных к изготовлению в заказе.
1
К запуску Количество единиц предмета производства, готовых к
запуску в цехе
1
Запущено Количество запущено единиц ПП 0
Готово Количество готовых единиц ПП в цехе 1
Брак Количество забракованных единиц ПП в цехе 0
Передано Количество переданных единиц ПП из цеха в другие
подразделения.
0
Получено Количество принятых единиц ПП подразделением
получателем.
0
Заказ на ГП Ссылка на заказ на готовую продукцию. ЗВ00041
Гарантийный
срок, ед. срока
Срок гарантии по связанному заказу-потребности
(позиции отгрузки)
10 год
Для каждой позиции выпускаемой номенклатуры в нижней панели выводится: Список
запущенных партий с информацией о состоянии каждой партии (номер партии, количество
запуска, количество выпуска, брак, с какого перехода, статус партии) – все эти данные берутся из
регистров «НЗП» и «Движение ТМЦ» по партиям выделенного заказа.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 42 из 89
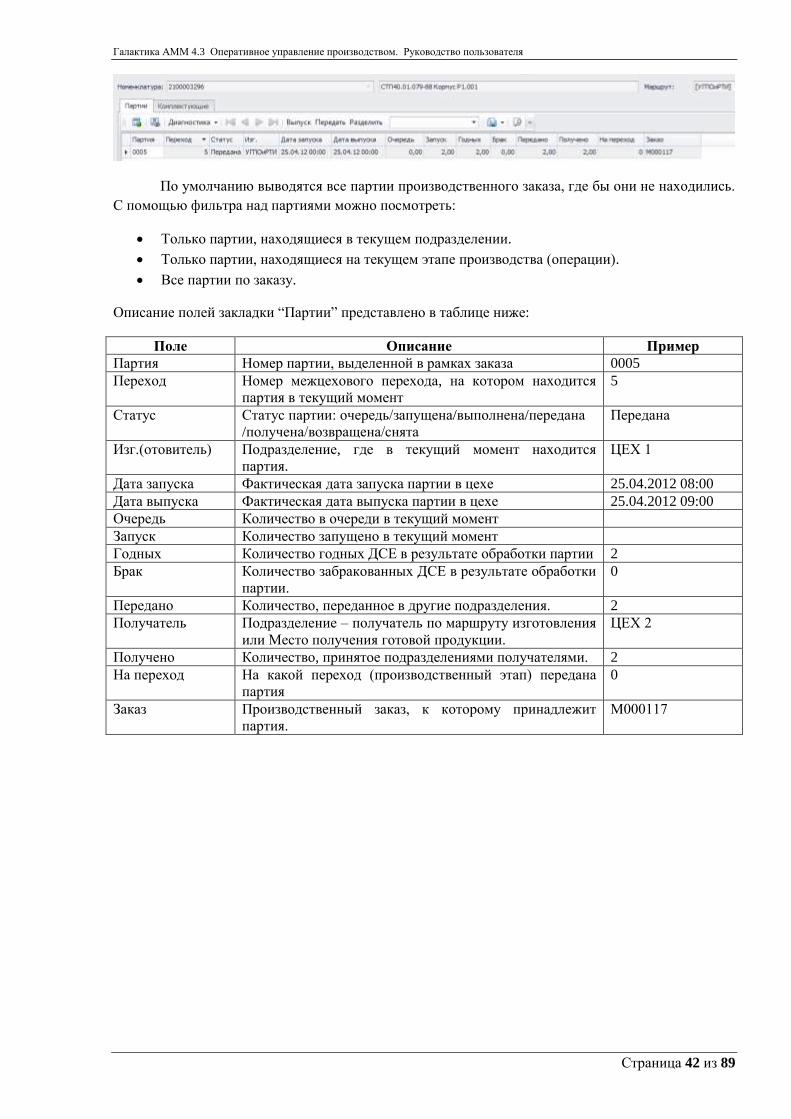
По умолчанию выводятся все партии производственного заказа, где бы они не находились.
С помощью фильтра над партиями можно посмотреть:
Только партии, находящиеся в текущем подразделении.
Только партии, находящиеся на текущем этапе производства (операции).
Все партии по заказу.
Описание полей закладки “Партии” представлено в таблице ниже:
Поле Описание Пример
Партия Номер партии, выделенной в рамках заказа 0005
Переход Номер межцехового перехода, на котором находится
партия в текущий момент
5
Статус Статус партии: очередь/запущена/выполнена/передана
/получена/возвращена/снята
Передана
Изг.(отовитель) Подразделение, где в текущий момент находится
партия.
ЦЕХ 1
Дата запуска Фактическая дата запуска партии в цехе 25.04.2012 08:00
Дата выпуска Фактическая дата выпуска партии в цехе 25.04.2012 09:00
Очередь Количество в очереди в текущий момент
Запуск Количество запущено в текущий момент
Годных Количество годных ДСЕ в результате обработки партии 2
Брак Количество забракованных ДСЕ в результате обработки
партии.
0
Передано Количество, переданное в другие подразделения. 2
Получатель Подразделение – получатель по маршруту изготовления
или Место получения готовой продукции.
ЦЕХ 2
Получено Количество, принятое подразделениями получателями. 2
На переход На какой переход (производственный этап) передана
партия
0
Заказ Производственный заказ, к которому принадлежит
партия.
М000117
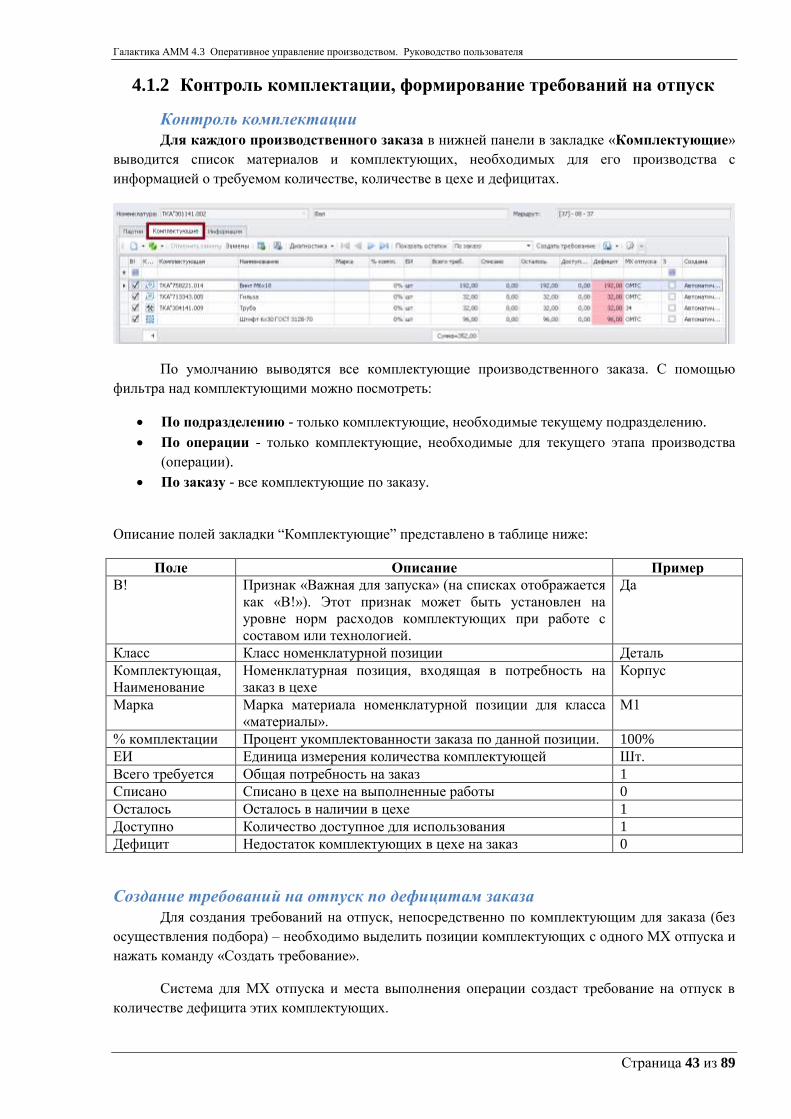
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 43 из 89
4.1.2 Контроль комплектации, формирование требований на отпуск
Контроль комплектации
Для каждого производственного заказа в нижней панели в закладке «Комплектующие»
выводится список материалов и комплектующих, необходимых для его производства с
информацией о требуемом количестве, количестве в цехе и дефицитах.
По умолчанию выводятся все комплектующие производственного заказа. С помощью
фильтра над комплектующими можно посмотреть:
По подразделению - только комплектующие, необходимые текущему подразделению.
По операции - только комплектующие, необходимые для текущего этапа производства
(операции).
По заказу - все комплектующие по заказу.
Описание полей закладки “Комплектующие” представлено в таблице ниже:
Поле Описание Пример
В! Признак «Важная для запуска» (на списках отображается
как «В!»). Этот признак может быть установлен на
уровне норм расходов комплектующих при работе с
составом или технологией.
Да
Класс Класс номенклатурной позиции Деталь
Комплектующая,
Наименование
Номенклатурная позиция, входящая в потребность на
заказ в цехе
Корпус
Марка Марка материала номенклатурной позиции для класса
«материалы».
М1
% комплектации Процент укомплектованности заказа по данной позиции. 100%
ЕИ Единица измерения количества комплектующей Шт.
Всего требуется Общая потребность на заказ 1
Списано Списано в цехе на выполненные работы 0
Осталось Осталось в наличии в цехе 1
Доступно Количество доступное для использования 1
Дефицит Недостаток комплектующих в цехе на заказ 0
Создание требований на отпуск по дефицитам заказа
Для создания требований на отпуск, непосредственно по комплектующим для заказа (без
осуществления подбора) – необходимо выделить позиции комплектующих с одного МХ отпуска и
нажать команду «Создать требование».
Система для МХ отпуска и места выполнения операции создаст требование на отпуск в
количестве дефицита этих комплектующих.
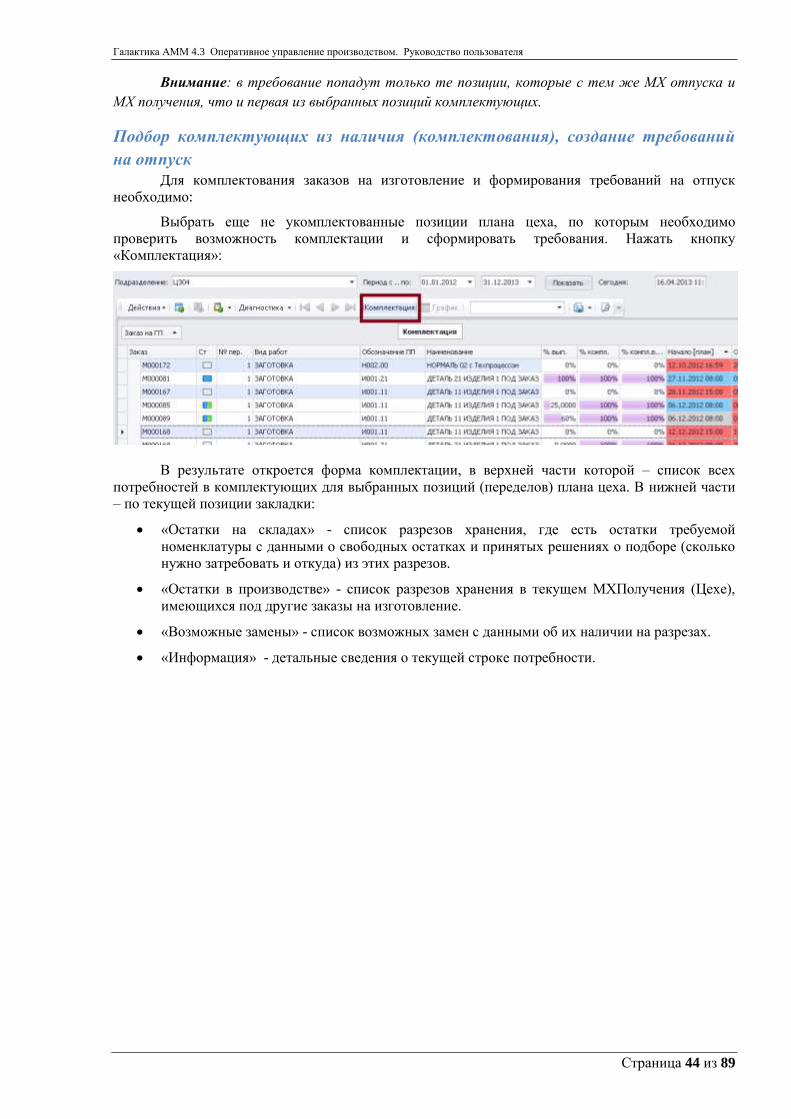
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 44 из 89
Внимание: в требование попадут только те позиции, которые с тем же МХ отпуска и
МХ получения, что и первая из выбранных позиций комплектующих.
Подбор комплектующих из наличия (комплектования), создание требований
на отпуск
Для комплектования заказов на изготовление и формирования требований на отпуск
необходимо:
Выбрать еще не укомплектованные позиции плана цеха, по которым необходимо
проверить возможность комплектации и сформировать требования. Нажать кнопку
«Комплектация»:
В результате откроется форма комплектации, в верхней части которой – список всех
потребностей в комплектующих для выбранных позиций (переделов) плана цеха. В нижней части
– по текущей позиции закладки:
«Остатки на складах» - список разрезов хранения, где есть остатки требуемой
номенклатуры с данными о свободных остатках и принятых решениях о подборе (сколько
нужно затребовать и откуда) из этих разрезов.
«Остатки в производстве» - список разрезов хранения в текущем МХПолучения (Цехе),
имеющихся под другие заказы на изготовление.
«Возможные замены» - список возможных замен с данными об их наличии на разрезах.
«Информация» - детальные сведения о текущей строке потребности.
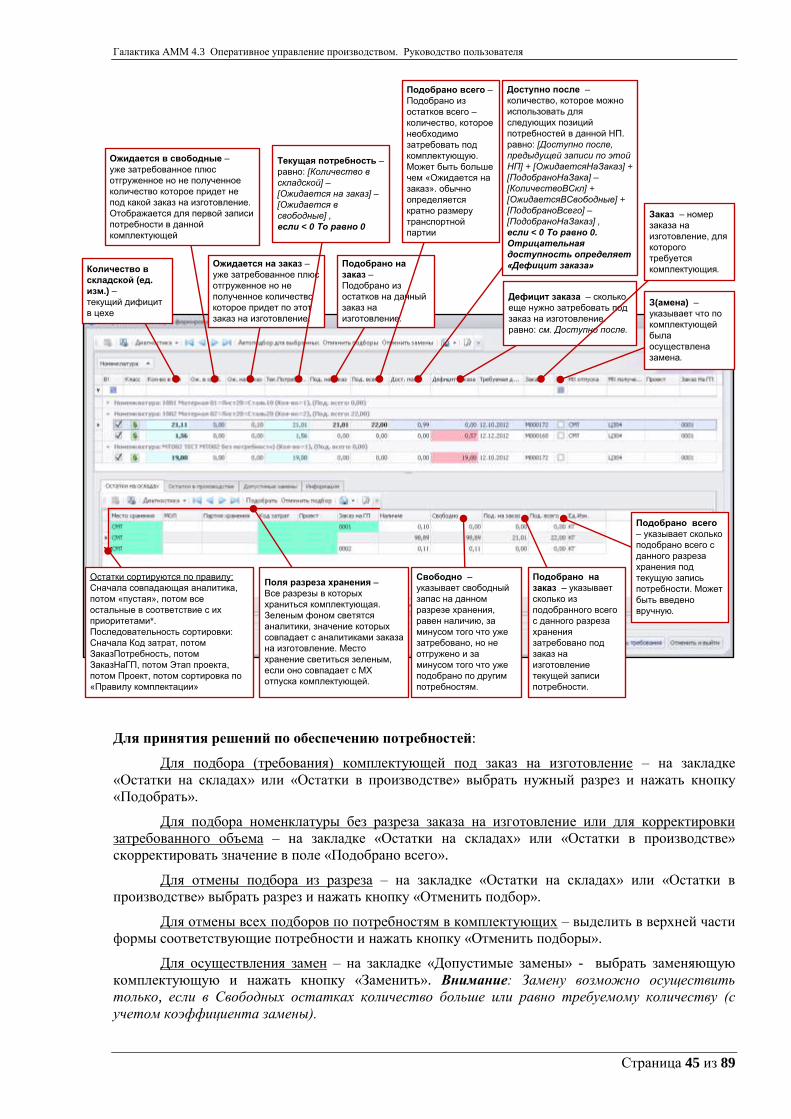
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 45 из 89
Количество в
складской (ед.
изм.) –
текущий дифицит
в цехе
Ожидается в свободные –
уже затребованное плюс
отгруженное но не полученное
количество которое придет не
под какой заказ на изготовление.
Отображается для первой записи
потребности в данной
комплектующей
Ожидается на заказ –
уже затребованное плюс
отгруженное но не
полученное количество
которое придет по этот
заказ на изготовление.
Текущая потребность –
равно: [Количество в
складской] –
[Ожидается на заказ] –
[Ожидается в
свободные] ,
если < 0 То равно 0
Дефицит заказа – сколько
еще нужно затребовать под
заказ на изготовление.
равно: см. Доступно после.
Подобрано на
заказ –
Подобрано из
остатков на данный
заказ на
изготовление.
Подобрано всего –
Подобрано из
остатков всего –
количество, которое
необходимо
затребовать под
комплектующую.
Может быть больше
чем «Ожидается на
заказ». обычно
определяется
кратно размеру
транспортной
партии
Доступно после –
количество, которое можно
использовать для
следующих позиций
потребностей в данной НП.
равно: [Доступно после,
предыдущей записи по этой
НП] + [ОжидаетсяНаЗаказ] +
[ПодобраноНаЗака] –
[КоличествоВСкл] +
[ОжидаетсяВСвободные] +
[ПодобраноВсего] –
[ПодобраноНаЗаказ] ,
если < 0 То равно 0.
Отрицательная
доступность определяет
«Дефицит заказа»
Заказ – номер
заказа на
изготовление, для
которого
требуется
комплектующия.
З(амена) –
указывает что по
комплектующей
была
осуществлена
замена.
Поля разреза хранения –
Все разрезы в которых
храниться комплектующая.
Зеленым фоном светятся
аналитики, значение которых
совпадает с аналитиками заказа
на изготовление. Место
хранение светиться зеленым,
если оно совпадает с МХ
отпуска комплектующей.
Остатки сортируются по правилу:
Сначала совпадающая аналитика,
потом «пустая», потом все
остальные в соответствие с их
приоритетами*.
Последовательность сортировки:
Сначала Код затрат, потом
ЗаказПотребность, потом
ЗаказНаГП, потом Этап проекта,
потом Проект, потом сортировка по
«Правилу комплектации»
Подобрано всего
– указывает сколько
подобрано всего с
данного разреза
хранения под
текущую запись
потребности. Может
быть введено
вручную.
Подобрано на
заказ – указывает
сколько из
подобранного всего
с данного разреза
хранения
затребовано под
заказ на
изготовление
текущей записи
потребности.
Свободно –
указывает свободный
запас на данном
разрезе хранения,
равен наличию, за
минусом того что уже
затребовано, но не
отгружено и за
минусом того что уже
подобрано по другим
потребностям.
Для принятия решений по обеспечению потребностей:
Для подбора (требования) комплектующей под заказ на изготовление – на закладке
«Остатки на складах» или «Остатки в производстве» выбрать нужный разрез и нажать кнопку
«Подобрать».
Для подбора номенклатуры без разреза заказа на изготовление или для корректировки
затребованного объема – на закладке «Остатки на складах» или «Остатки в производстве»
скорректировать значение в поле «Подобрано всего».
Для отмены подбора из разреза – на закладке «Остатки на складах» или «Остатки в
производстве» выбрать разрез и нажать кнопку «Отменить подбор».
Для отмены всех подборов по потребностям в комплектующих – выделить в верхней части
формы соответствующие потребности и нажать кнопку «Отменить подборы».
Для осуществления замен – на закладке «Допустимые замены» - выбрать заменяющую
комплектующую и нажать кнопку «Заменить». Внимание: Замену возможно осуществить
только, если в Свободных остатках количество больше или равно требуемому количеству (с
учетом коэффициента замены).
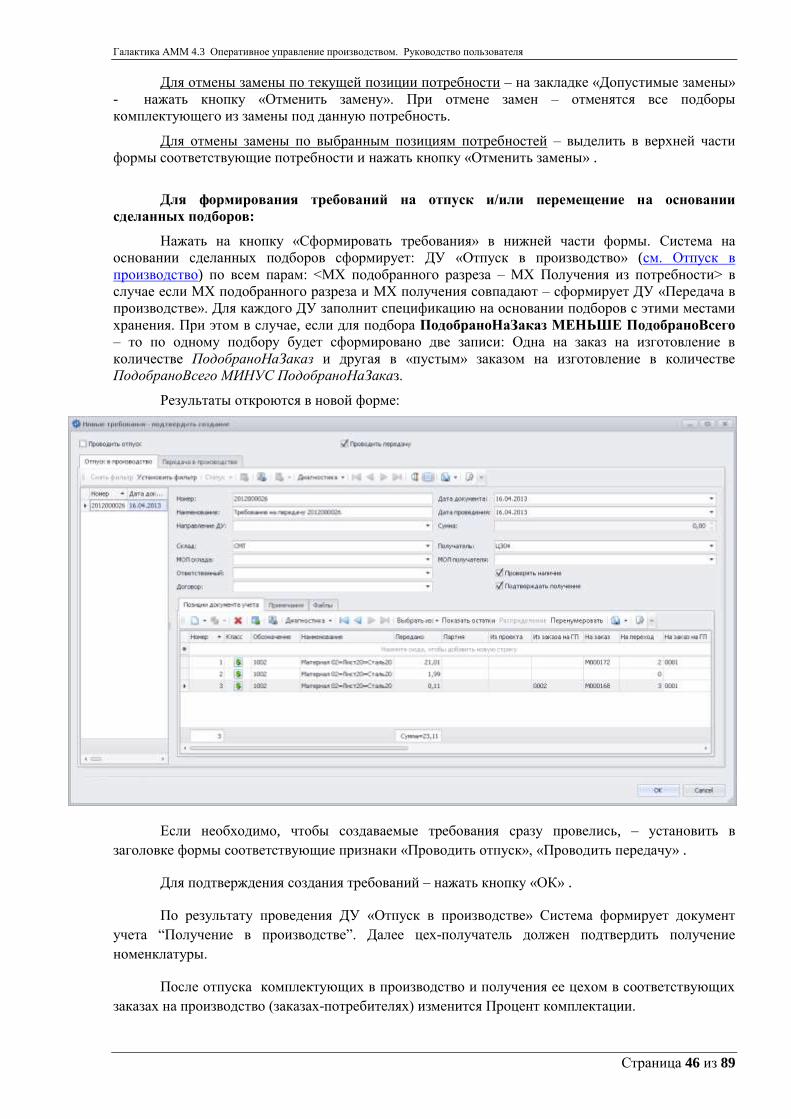
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 46 из 89
Для отмены замены по текущей позиции потребности – на закладке «Допустимые замены»
- нажать кнопку «Отменить замену». При отмене замен – отменятся все подборы
комплектующего из замены под данную потребность.
Для отмены замены по выбранным позициям потребностей – выделить в верхней части
формы соответствующие потребности и нажать кнопку «Отменить замены» .
Для формирования требований на отпуск и/или перемещение на основании
сделанных подборов:
Нажать на кнопку «Сформировать требования» в нижней части формы. Система на
основании сделанных подборов сформирует: ДУ «Отпуск в производство» (см. Отпуск в
производство) по всем парам: <МХ подобранного разреза – МХ Получения из потребности> в
случае если МХ подобранного разреза и МХ получения совпадают – сформирует ДУ «Передача в
производстве». Для каждого ДУ заполнит спецификацию на основании подборов с этими местами
хранения. При этом в случае, если для подбора ПодобраноНаЗаказ МЕНЬШЕ ПодобраноВсего
– то по одному подбору будет сформировано две записи: Одна на заказ на изготовление в
количестве ПодобраноНаЗаказ и другая в «пустым» заказом на изготовление в количестве
ПодобраноВсего МИНУС ПодобраноНаЗаказ.
Результаты откроются в новой форме:
Если необходимо, чтобы создаваемые требования сразу провелись, – установить в
заголовке формы соответствующие признаки «Проводить отпуск», «Проводить передачу» .
Для подтверждения создания требований – нажать кнопку «ОК» .
По результату проведения ДУ «Отпуск в производстве» Система формирует документ
учета “Получение в производстве”. Далее цех-получатель должен подтвердить получение
номенклатуры.
После отпуска комплектующих в производство и получения ее цехом в соответствующих
заказах на производство (заказах-потребителях) изменится Процент комплектации.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 47 из 89
4.1.3 Запуск партий в производство
Функция вызывается для выбранных этапов производства (производственных заказов) из
плана цеха командой [Запустить].
Система по всей оставшейся к запуску (или в очереди) номенклатуре выбранных заказов
формирует Документ запуска при этом по каждой записи документа:
a) Если запуск в запускающем цехе – формируется новый номер партии запуска.
b) Если запуск поступившей по маршруту партии – подставляется соответствующий номер
партии. (Соответственно документ запуска заполняется только пришедшими партиями по
номенклатуре из выбранных заказов).
По каждой позиции запуска в документе вводит количество к запуску и выполняет
команду [Провести] – система осуществляет проведение этого документа. Создается
производственная партия со статусом “Запущена”. Пересчитываются показатели запуска для
соответствующей номенклатуры заданий.
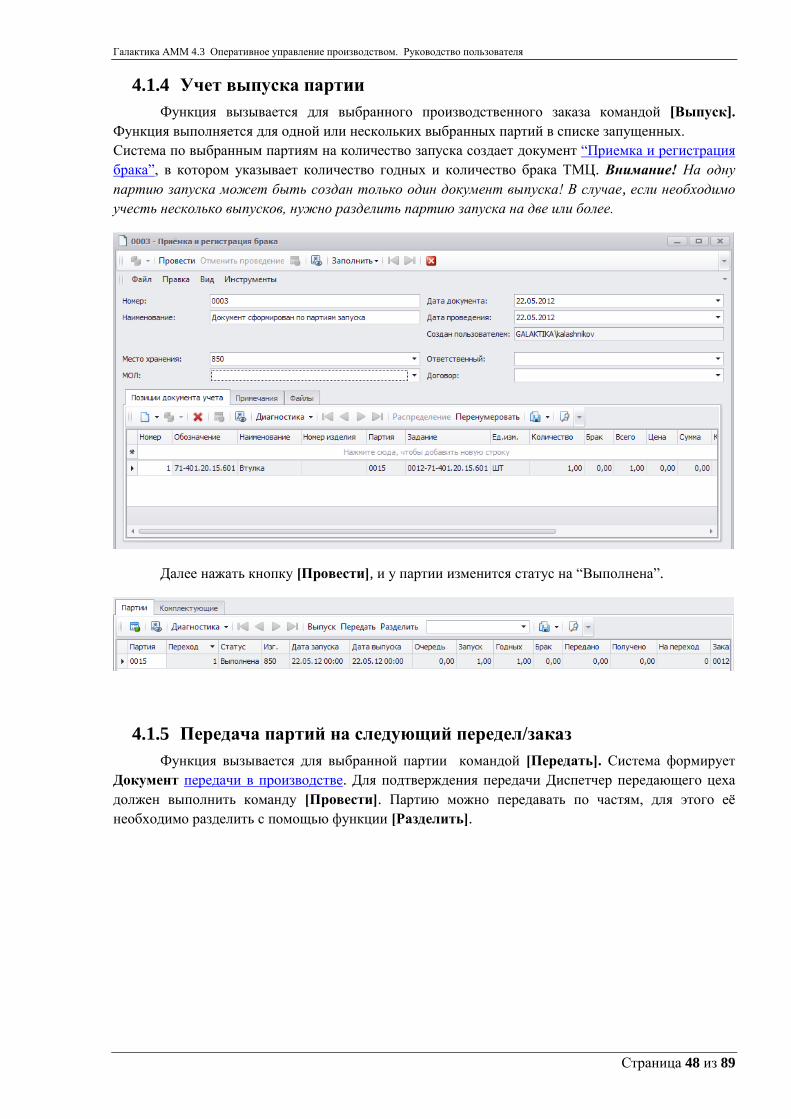
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 48 из 89
4.1.4 Учет выпуска партии
Функция вызывается для выбранного производственного заказа командой [Выпуск].
Функция выполняется для одной или нескольких выбранных партий в списке запущенных.
Система по выбранным партиям на количество запуска создает документ “Приемка и регистрация
брака”, в котором указывает количество годных и количество брака ТМЦ. Внимание! На одну
партию запуска может быть создан только один документ выпуска! В случае, если необходимо
учесть несколько выпусков, нужно разделить партию запуска на две или более.
Далее нажать кнопку [Провести], и у партии изменится статус на “Выполнена”.
4.1.5 Передача партий на следующий передел/заказ
Функция вызывается для выбранной партии командой [Передать]. Система формирует
Документ передачи в производстве. Для подтверждения передачи Диспетчер передающего цеха
должен выполнить команду [Провести]. Партию можно передавать по частям, для этого её
необходимо разделить с помощью функции [Разделить].
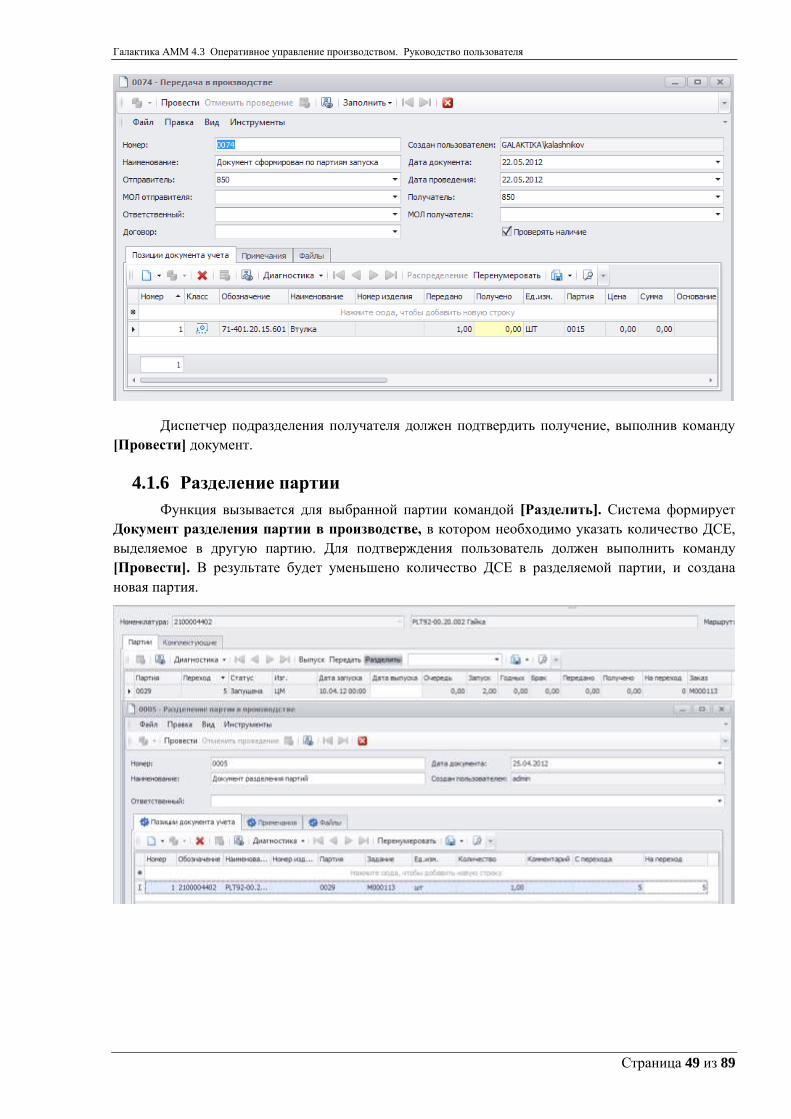
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 49 из 89
Диспетчер подразделения получателя должен подтвердить получение, выполнив команду
[Провести] документ.
4.1.6 Разделение партии
Функция вызывается для выбранной партии командой [Разделить]. Система формирует
Документ разделения партии в производстве, в котором необходимо указать количество ДСЕ,
выделяемое в другую партию. Для подтверждения пользователь должен выполнить команду
[Провести]. В результате будет уменьшено количество ДСЕ в разделяемой партии, и создана
новая партия.
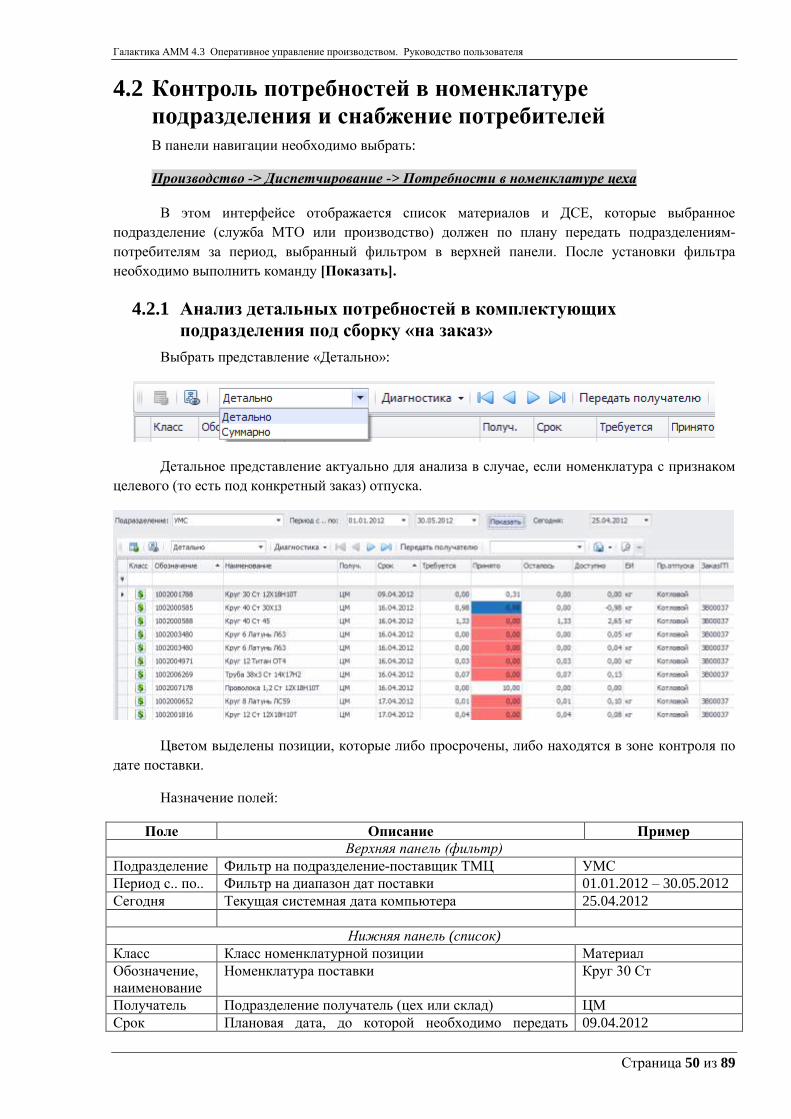
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 50 из 89
4.2 Контроль потребностей в номенклатуре
подразделения и снабжение потребителей В панели навигации необходимо выбрать:
Производство -> Диспетчирование -> Потребности в номенклатуре цеха
В этом интерфейсе отображается список материалов и ДСЕ, которые выбранное
подразделение (служба МТО или производство) должен по плану передать подразделениям-
потребителям за период, выбранный фильтром в верхней панели. После установки фильтра
необходимо выполнить команду [Показать].
4.2.1 Анализ детальных потребностей в комплектующих
подразделения под сборку «на заказ»
Выбрать представление «Детально»:
Детальное представление актуально для анализа в случае, если номенклатура с признаком
целевого (то есть под конкретный заказ) отпуска.
Цветом выделены позиции, которые либо просрочены, либо находятся в зоне контроля по
дате поставки.
Назначение полей:
Поле Описание Пример
Верхняя панель (фильтр)
Подразделение Фильтр на подразделение-поставщик ТМЦ УМС
Период с.. по.. Фильтр на диапазон дат поставки 01.01.2012 – 30.05.2012
Сегодня Текущая системная дата компьютера 25.04.2012
Нижняя панель (список)
Класс Класс номенклатурной позиции Материал
Обозначение,
наименование
Номенклатура поставки Круг 30 Ст
Получатель Подразделение получатель (цех или склад) ЦМ
Срок Плановая дата, до которой необходимо передать 09.04.2012

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 51 из 89
номенклатурную позицию в подразделение-
получатель.
Требуется Требуемое количество ТМЦ 100
Принято Количество ТМЦ, принятое получателем. 0
Осталось Количество, которое осталось передать 100
Доступно Количество, которое имеется в наличии в
подразделении поставщике на текущую дату.
0
ЕИ Учетная единица измерения номенклатурной позиции кг
Правило
отпуска
Котловой, Целевой. Котловой – отпуск из свободных
остатков в подразделении-поставщике, не указывается
конкретно на какой заказ. Целевой – отпуск из резерва
на конкретный заказ в подразделении-поставщике.
Котловой
Заказ на ГП Номер заказа на готовую продукцию ЗВ00071
Изделие Обозначение изделия, которое производится в рамках
заказа на ГП.
Свеча РО-007
Номер изделия Номер изделия (для номерных номенклатурных
позиций)
00001
Этап сборки Этап сборки изделия, который обеспечивается
поставкой данной ТМЦ.
Узловая сборка
Место сборки Цех сборки изделия ЦСБ
4.2.2 Анализ суммарных потребностей в «серийных» комплектующих
подразделения
Выбрать представление «Суммарно»:
В суммарной форме объемы номенклатуры сгруппированы по получателям, годам,
месяцам и неделям.
4.2.3 Регистрация передач ТМЦ подразделениям-потребителям
Функция вызывается для выделенных позиций командой [Передать получателю].
Система формирует Документ «Передача в производство» (если текущее подразделение –
цех или участок) или «Отпуск в производство» (в противном случае) (см. Передача в
производстве, Отпуск в производство) по выделенной номенклатуре для текущего подразделения

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 52 из 89
(отправителя) и заполняет подразделение получатель в соответствие с получателем в первой
позиции выделенных потребностей.
Чтобы состояния обеспечения комплектующими отразилось в потребностях цеха, диспетчер
или кладовщик подразделения-получателя должен подтвердить получение документом прихода в
производстве.
4.3 Комплектация сборки В панели навигации выбрать:
Производство -> Диспетчирование -> Комплектация сборки.
Это интерфейс предназначен для диспетчера комплектовочного участка, осуществляющего
комплектацию под сборку на основании заказов на комплектацию (изготовление комплектов).
В верхней панели устанавливается фильтр по комплектовочному участку и диапазону дат
поставки комплектов в сборочный цех. Для срабатывания фильтра необходимо выполнить
команду [Показать].
В средней панели – список комплектов отсортированных по датам готовности для передачи
в сборочный цех. В нижней панели – состав комплектов.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 53 из 89
В закладке «Основные» визуализируются данные текущей строки средней панели.
Описание полей экранной формы “Комплектация на комплектовочном участке”
представлено в таблице ниже:
Поле Назначение Пример
Поставщик Подразделение поставщик 490
Получатель Подразделение получатель 840
Требуемый срок Требуемый срок поставки 07.03.2012
План Индикатор выполнения планового срока См.п.3.3.1
Факт Индикатор фактического выполнения См.п.3.3.1
Всего позиций Всего позиций в комплекте 11
Передано Передано позиций комплекта 11
Получено Получено позиций комплекта 11
Укомплектовано Укомплектовано позиций 11
Доступно Готово позиций комплекта для передачи 11
Заказ Номер заказа на ГП 3001
Номенклатура сборки Обозначение собираемого изделия 71.401.20-15
Номер изделия Номер изделия 001
Этап сборки Комплектуемый этап сборки изделия Узловая сборка
Комплект Обозначение комплекта К002
Нижняя панель (Состав комплекта)
Класс Класс номенклатурной позиции Материал
Комплектующая Обозначение и наименование ТМЦ
комплектующей позиции
71.401.20-15
Марка Марка материала М1

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 54 из 89
Поле Назначение Пример
ЕИ Единица измерения комплектующей
позиции
Шт.
Всего требуется Количество ТМЦ в составе комплекта в
ЕИ
1
Передано Количество ТМЦ, которое передано из
состава комплекта
1
Укомплектовано Количество укомплектованных ТМЦ в
ЕИ
1
Осталось
укомплектовать
Количество в ЕИ, которое осталось
укомплектовать
0
Осталось передать Количество укомплектованных ТМЦ,
которое осталось передать
0
В наличии Количество свободных ТМЦ в
подразделении на текущую дату
10
Дефицит Недостаток ТМЦ в подразделении для
формирования комплекта
0
З Признак замены номенклатуры в
позиции
Создана Способ создания позиции:
автоматически или вручную.
Автоматич.
Цветовая индикация полей План/Факт
(1) Поле «План»:
Не выполненная часть плана (длина отрезка равна по отношению
к 1: (План-Факт)/План).
Красный, в случае если план не выполнен, а срок истек. Учитывается
параметр настроек «зеленая зона плюс» (см. Зоны индикаторов
контроля производства)
Выполненная часть плана красится в максимальный (серый, синий,
зеленый) цвет из цвета следующей колонки «Факт»
(2) Поле «Факт»: – раскрытие фактически поступившего количества (отношение отрезков
равно отношению фактических количеств по разным «цветам»)
Синий, часть от фактического поступила раньше срока;
Зеленый, часть от фактического поступила точно в срок;
Серый, часть от фактического поступила с опозданием
Белый цвет означает, что ничего не поступило и срок не вышел
Правило приоритета для «раскраски» факта сдачи в «плане» (1):
a) Если из всего объема фактически поступившей номенклатуры есть хотя бы одна позиция,
поступившая с опозданием, то раскрашиваем в серый цвет.
b) Если из всего объема фактически поступившей номенклатуры есть хотя бы одна позиция,
поступившая раньше срока, то раскрашиваем в синий цвет.
c) Если весь объем номенклатуры поступил в срок, то раскрашиваем в зеленый цвет.
Правило приоритета для «раскраски» оставшегося плана в (1):

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 55 из 89
1) Если из всего объема не поступившей по плану номенклатуры есть хоть одна, у которой
истек срок сдачи, то раскрашиваем в красный цвет.
2) Если весь объем не поступившей по плану номенклатуры не просрочен, то раскрашиваем в
белый цвет.
4.3.1 Комплектование
Необходимо в панели навигации выбрать:
Производство -> Диспетчирование -> Комплектация сборки.
Далее выбрать комплектовочное подразделение и учётный период, нажать кнопку
“Показать”.
На экране появятся задания на комплектацию (цветами могут выделяться задания, которые
должны быть укомплектованы в первую очередь на текущую дату).
Затем необходимо выбрать задание на комплектацию и нажать кнопку [Укомплектовать],
система на основании состава заданий на комплектацию и неукомплектованного количества
формирует учетный документ «Ведомость комплектации», в котором пользователь:
a. Для каждой позиции комплекта (задания на комплектацию) видит количество
номенклатуры:
i. Зарезервированное под этот заказ (и может быть другие заказы) на участке
комплектации;
ii. Свободные остатки на участке комплектации;
iii. Доступное для комплектации количество (как сумма двух предыдущих);
b. Может сделать замены из наличия и резервирования по ним.
c. Может добавить новые позиции.
d. Печатает ведомость комплектации.
После того как позиции укомплектовал, заполнив печатную ведомость комплектации,
результат комплектации фиксируется в электронной ведомости, для этого пользователь открывает
соответствующую ведомость и по каждой позиции может:
a) Ввести укомплектованное количество вручную ИЛИ;
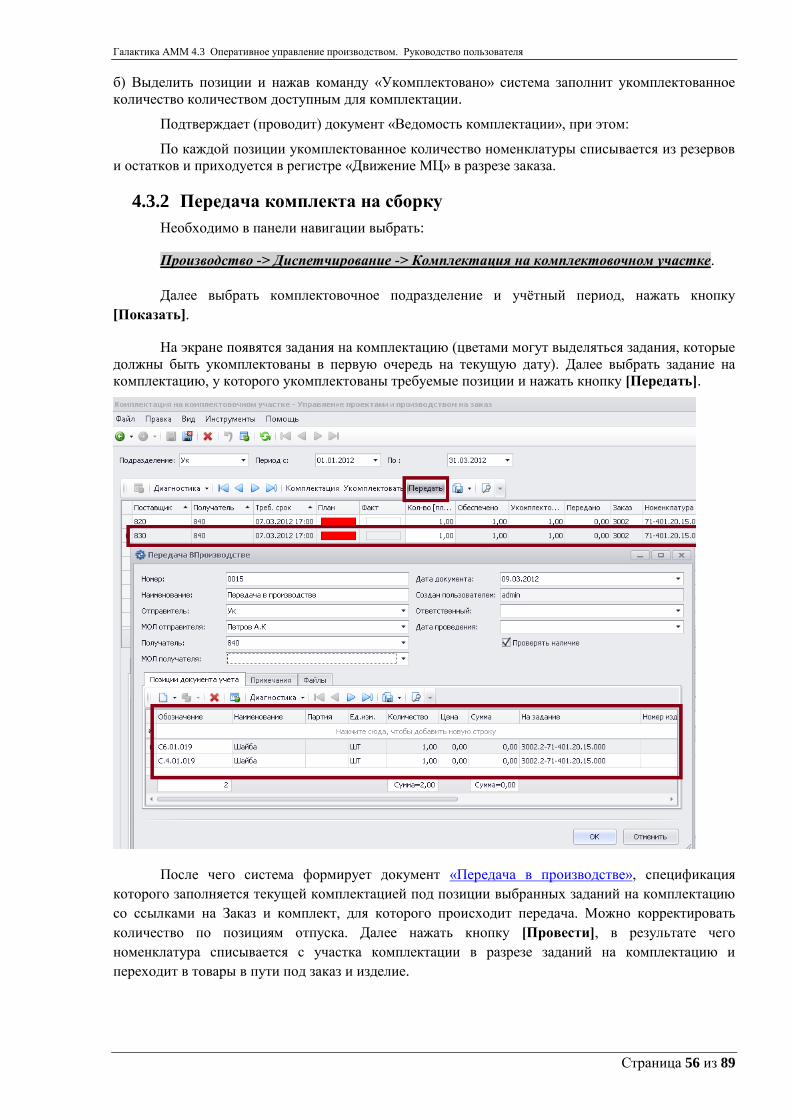
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 56 из 89
б) Выделить позиции и нажав команду «Укомплектовано» система заполнит укомплектованное
количество количеством доступным для комплектации.
Подтверждает (проводит) документ «Ведомость комплектации», при этом:
По каждой позиции укомплектованное количество номенклатуры списывается из резервов
и остатков и приходуется в регистре «Движение МЦ» в разрезе заказа.
4.3.2 Передача комплекта на сборку
Необходимо в панели навигации выбрать:
Производство -> Диспетчирование -> Комплектация на комплектовочном участке.
Далее выбрать комплектовочное подразделение и учётный период, нажать кнопку
[Показать].
На экране появятся задания на комплектацию (цветами могут выделяться задания, которые
должны быть укомплектованы в первую очередь на текущую дату). Далее выбрать задание на
комплектацию, у которого укомплектованы требуемые позиции и нажать кнопку [Передать].
После чего система формирует документ «Передача в производстве», спецификация
которого заполняется текущей комплектацией под позиции выбранных заданий на комплектацию
со ссылками на Заказ и комплект, для которого происходит передача. Можно корректировать
количество по позициям отпуска. Далее нажать кнопку [Провести], в результате чего
номенклатура списывается с участка комплектации в разрезе заданий на комплектацию и
переходит в товары в пути под заказ и изделие.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 57 из 89
Переданная номенклатура списывается с баланса комплектовочного участка, когда она
будет принята в сборочном цехе по документу «Получение в производстве», который система
создаст при проведении документа передачи.
Порядок приемки:
1) Открыть документ «Получение в производстве», соответствующий номеру накладной.
2) При необходимости корректировать полученное количество.
3) Провести документ – появляется приход номенклатуры на сборке. При этом такие позиции
сразу проводятся в регистре остатков в разрезе Задания на сборку и Номера этапа сборки,
которые однозначно определяются Заказом и Комплектом.
4.4 Управление финальной сборкой изделий В панели навигации выбрать:
Производство -> Диспетчирование -> План финальной сборки.
Необходимо установить нужный фильтр и нажать кнопку [Показать]:
Описание полей фильтра представлено в таблице ниже:
Поле Описание Пример
Закладка «Основное»
Подразделение Цех, для которого установлен фильтр на записи
производственной программы в верхней панели
850
Вкл.
подчиненные
Если установлен, то система будет также выводить
план по подчинённым подразделениям для
выбранного.
Да
Период с .. по.. Период, на который установлен фильтр на записи
производственной программы.
30.01.2012 – 31.12.2012

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 58 из 89
Поле Описание Пример
Сегодня Текущая дата 22.05.2012
Закладка «Номенклатура» - фильтр на изготавливаемую ДСЕ
Группа НП Выбор номенклатурной группы Трубы
Категория НП Выбор категории ПФ Собственные
НП Выбор конкретной ДСЕ ТКА"304141.009 Труба
НП содержит Ввод строки, которая содержится в обозначении
или наименовании ДСЕ
Труба
Закладка «Заказ» - фильтр на производственные заказы
Заказ на ГП Выбор заказа на отгрузку ГП. Система отобразит
только операции по заказам на производство,
ссылающимся на этот заказ на ГП.
0001
Заказ потребность Выбор заказа потребности – позиции отгрузки.
Система отобразит только операции по заказам на
производство, ссылающимся на этот заказ
потребность.
0001.01
Проект Выбор проекта. Система отобразит только
операции по заказам на производство,
ссылающимся на этот проект.
П01 РАЗРАБОТКА
ИЗДЕЛИЯ
Этап проекта Выбор этапа проекта. Система отобразит только
операции по заказам на производство,
ссылающимся на этот этап проекта (поле
«Вышестоящий» в заказах на изготовление).
ИЗГОТОВЕНИЕ ОСН.
УЗЛОВ
Код затрат Выбор кода затрат. Система отобразит только
операции по заказам на производство,
ссылающимся на этот код затрат.
ИЗДЕЛИЕ 1
4.4.1 План, контроль выполнения и комплектации сборки
Представляет собой аналитическую форму, где данные сгруппированы по заказам на
сборку, этапам сборки. Зеленым цветом выделены законченные в срок этапы, серым –
законченные позже срока, красным – просроченные, синим – законченные раньше срока.
Описание полей экранной формы “План финальной сборки” представлено в таблице ниже:
Поле Описание Пример
Изделие Изделие – предмет сборки Корпус
Номер Номер сборочного этапа 5
Этап сборки Наименование сборочного этапа Узловая сборка
Заказ Номер заказа на сборку изделия 2012_001
Начало [план] Плановая Дата начала этапа сборки по плану 01.03.2012
Окончание [план] Плановая Дата окончания этапа сборки по плану 21.03.2012
П.ост Количество оставшихся позиций 0
По каждому этапу сборки можно проверить комплектацию (какие ДСЕ в каком количестве
должны быть поданы на этап сборки из каких цехов) и обеспеченность (какие ДСЕ уже
поступили). Для этого служат команды [Комплектация] и [Обеспеченность].

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 59 из 89
4.4.2 Учет запуска сборочных этапов
Пользователь выделяет один или несколько этапов одного или нескольких заказов и
нажимает команду [Запустить].
По выбранным этапам сборки формируется документ учета Запуск в производстве, где в
качестве позиций на закладке «Позиции документа учета» выводятся запускаемые этапы. На
закладке «Позиции комплектующих (к списанию)» отражаются все комплектующие, необходимые
для каждого из запускаемых этапов. Комплектующие берутся из самого заказа на сборку, если
сборка не по комплектам или из состава заданий на комплектацию, обеспечивающих данный этап.
Пользователь подтверждает документ, при этом происходит регистрация запуска изделий
на этих этапах. Пересчитывается факт запуска этапов.
4.4.3 Учет выполнения сборочных этапов
Пользователь выделяет один или несколько завершенных этапов одного или нескольких
заказов и нажимает команду [Выпустить].
По выбранным этапам создается документ учета Приемка и регистрация брака, то он
создается и выводится на экран.
Пользователь подтверждает документ, при этом происходит регистрация выпуска изделия
на этом этапе. Пересчитывается факт выполнения этапов.
4.4.4 Сдача готовой продукции
Выполнить команду [Передать ГП] для последнего этапа сборки изделия.
Система создаст документ «Передача в производстве», в котором необходимо указать
подразделение получатель и выполнить команду [Провести].
4.4.5 Анализ комплектации сборки
В панели навигации выбрать:
Производство -> Диспетчирование -> Анализ комплектации заказов.
Интерфейс предназначен для диспетчеров участка комплектации и сборочного цеха.
Показывает форму для анализа укомплектованности заказов на сборку.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 60 из 89
В верхней панели устанавливается фильтр по цеху и диапазону дат завершения этапов
сборки изделий. Для срабатывания фильтра выполнить команду [Показать].
Описание полей экранной формы “Анализ комплектации заказов” представлено в таблице ниже:
Поле Описание Пример
Изделие Изделие – предмет сборки Корпус
Этап сборки Наименование сборочного этапа Узловая сборка
Поставщик Подразделение-поставщик ДСЕ на
сборку
Цех 490
Заказ на сборку Номер заказа на сборку изделия 2012_0001
План Дата завершения этапа сборки,
количество позиций комплектующих
которое должно быть поставлено.
21.03.2012
Факт Дата фактической передачи всех
комплектующих, количество переданных
позиций.
21.03.2012
Зеленым цветом выделены законченные в срок этапы, серым – законченные позже срока,
красным – просроченные, синим – законченные раньше срока.
Перечень комплектующих позиций на этап сборки, состояние комплектации, а также
подбор и формирование требований можно осуществить командой [Комплектация], см. раздел
4.1.2. Контроль комплектации, формирование требований на отпуск.
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 61 из 89
5 Управление производством на уровне
рабочих мест
Данный раздел содержит информацию о работе с Заданиями на работу в производстве
(далее «Задание»). Задание выдается на выполнение определенной далее неделимой
производственной операции, выполняемой на рабочем месте.
Задания могут формироваться автоматически при запуске партии в производство (см.
Запуск партий в производство) только если выполнены следующие условия:
1) Установлена настройка по запуску ССЗ (см. Способ формирования сменно-суточных заданий).
2) На предмет производства запускаемой партии имеется утвержденное технологическое
описание, у которого параметр «Списание» не равен «Не используется».
При этих условиях после проведения документа запуска (в запускающем подразделении!)
по каждой партии по технологии по операциям на уровне «Списание» создаются задания
(Маршрутно-сопроводительная карта на партию запуска).
5.1 Оперативное сменно-суточное диспетчирование
работ на участке (подразделении) В панели навигации выбрать:
Производство -> Диспетчирование -> График смен.
В этом интерфейсе для выбранного производственного подразделения (участка) и его
рабочих мест (установленных на нем единиц оборудования – см. документ «Ведение НСИ.
Руководство пользователя») за период выводится посменная информация о состоянии работ на
этих местах.
При входе в интерфейс необходимо в верхней части формы выбрать подразделение и
указать диапазон дат, после чего нажать кнопку «Показать».
В средней части выводится список рабочих мест подразделения и состояние работ на этом
рабочем месте в каждую смену каждые сутки периода. Цвета фона ячеек на пересечении рабочего
места и смены показывает:
Белый – рабочее место доступно в эту смену, и на него не назначен работник(и).
Светло серый – рабочее место доступно в эту смену, и на него назначен работник(и).
Желтый – выходной, праздничный день по графику рабочего места.
Светло синий – рабочее место простаивает, находится на профилактике и т.п.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 62 из 89
В нижней части – выводится список заданий текущего подразделения, которые еще не назначены
ни на какую смену и не выполнены. Цвет фона задания указывает:
Светло-зеленый – задание можно делать (выполнено предшествующее или оно
отсутствует).
Белый – предшествующее задание не выполнено.
5.1.1 Определение работников смены по рабочим местам
Для указания работника(ов), которые фактически работали или будут работать на
данном рабочем месте в данную смену, необходимо выбрать одну или несколько (с помощью
удержания клавиши Ctrl) выделенных белым ячеек - соответствующих сменам, на которые
необходимо назначить работника, и вызвать команду «Назначить работников».
В появившемся списке выбора сотрудников выделить одного или нескольких сотрудников
и нажать «Подтвердить». Сотрудник(и) будут назначены на рабочее место на эти смены.
Выделенные ячейки станут светло-серыми.
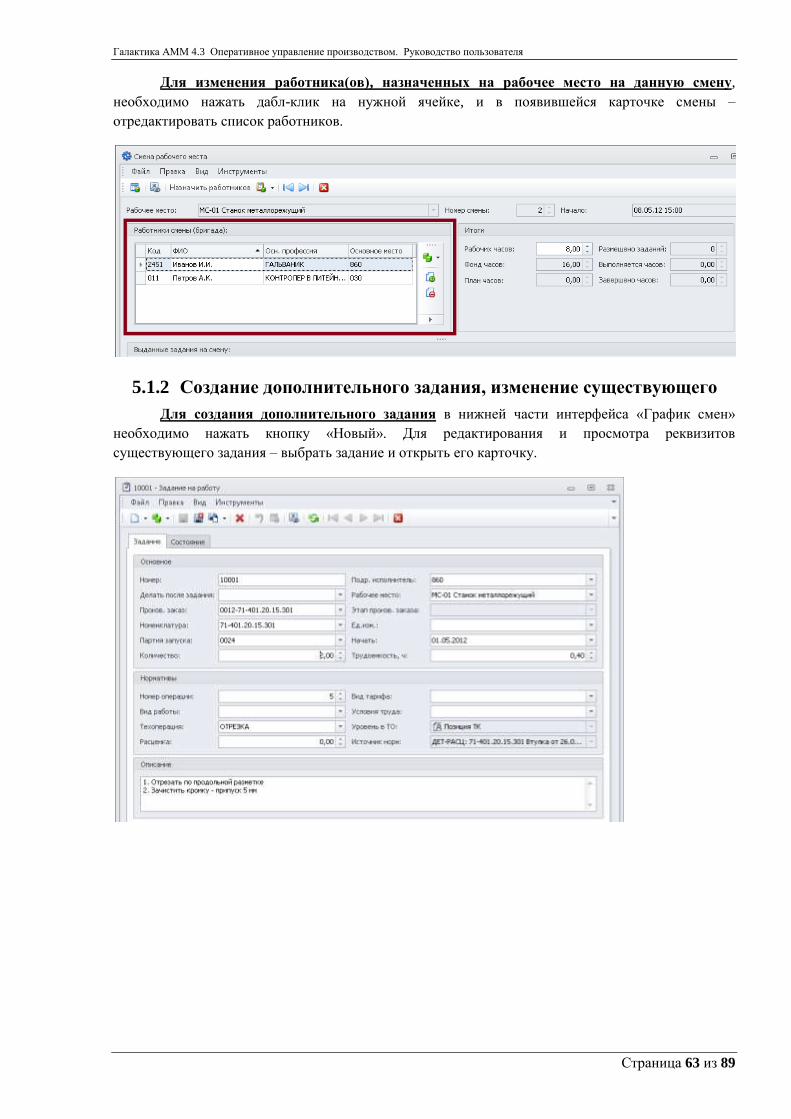
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 63 из 89
Для изменения работника(ов), назначенных на рабочее место на данную смену,
необходимо нажать дабл-клик на нужной ячейке, и в появившейся карточке смены –
отредактировать список работников.
5.1.2 Создание дополнительного задания, изменение существующего
Для создания дополнительного задания в нижней части интерфейса «График смен»
необходимо нажать кнопку «Новый». Для редактирования и просмотра реквизитов
существующего задания – выбрать задание и открыть его карточку.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 64 из 89
Описание основных полей задания представлено в таблице ниже:
Поле Описание Пример
ЗАКЛАДКА «ЗАДАНИЕ»
Номер Уникальный номер задания. Подставляется
автоматически, может использоваться для штрих-кода.
2345
Подр.
Исполнитель
Место, где должно выполняться задание Участок сборки
Место
выполнения
Требуемое место выполнения (единица оборудования)
задания
Произв. заказ По какому заказу на изготовление создано задание M002347
Этап произв.
заказа
Номер в маршруте заказа на изготовление, по
которому создано задание. Обычно это номер
передела – цехозахода в расцеховке.
01
Номенклатура Для выпуска (обработки) какой номенклатуры создано
задание
000.1234 ДЕТАЛЬ
Партия запуска Для какой партии создано задание (см. Запуск партий
в производство)
0234
Количество Количество, которое необходимо выпустить по
заданию
10,0
Трудоемкость, ч Плановое количество часов на выполнение задания. 3,5
Номер операции Номер операции в маршруте 10
Вид работ Выбирается из справочника «Виды работ» (см.
Документ «Ведение НСИ. Руководство пользователя»)
СВАРНЫЕ
Техоперация Выбирается из справочника «Технологические
операции» (см. Документ «Ведение НСИ. Руководство
пользователя»)
ГАЗОСВАРКА
Вид тарифа Выбирается из справочника «Виды тарифов» (см.
Документ «Ведение НСИ. Руководство пользователя»)
ПОЧАСОВАЯ
Условия труда Выбирается из справочника «Условия труда» (см.
Документ «Ведение НСИ. Руководство пользователя»)
НОРМАЛЬНЫЕ
Расценка Расценка за единицу определяемую Видом тарифа 100,9
Источник норм Ссылка на Технологическое описание, по которому
сформировано задание
МК: 000.1234
ДЕТАЛЬ
Уровень в ТО Указывает на тип уровня в маршруте
технологического описания
Позиция ТК
ЗАКЛАДКА «СОСТОЯНИЕ»
Завершено Признак, что задание завершено, и оно уже не будет
назначаться на рабочие места.
Запуск, Выпуск,
Часы (план,
факт)
Плановые и фактические показатели по заказу.
Фактические рассчитываются при принятии
результата выполнения задания сменой и равны сумме
одноименных показателей по каждой смене на
которой выполнялось задание.
Текущее, Группа полей – показывает, на каком рабочем месте и

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 65 из 89
Поле Описание Пример
последнее
назначение
смене находилось последним или находится сейчас
задание и каково его состояние.
5.1.3 Выдача заданий на смену и рабочие места
Для назначения заданий на рабочее место: В средней части интерфейса «График смен»
необходимо выделить соответствующую смену. В нижней части интерфейса выделить одно или
несколько заданий и нажать кнопку «Назначить смене»:
При этом в ячейке смены появиться (или увеличится) темно-серый прямоугольник, высота
которого пропорциональна отношению количества плановых часов назначенных заданий к
доступным часам смены, а статус самих заданий изменится на «назначено».
Для изменения назначенных заданий на рабочее место на данную смену, необходимо
нажать дабл-клик на нужной ячейке, и в появившейся карточке смены – отредактировать список
назначенных заданий.
Для печати сменно-суточного задания на рабочее место на данную смену, нажать дабл-
клик на нужной ячейке и в появившейся карточке смены – выбрать нужный отчет для печати.
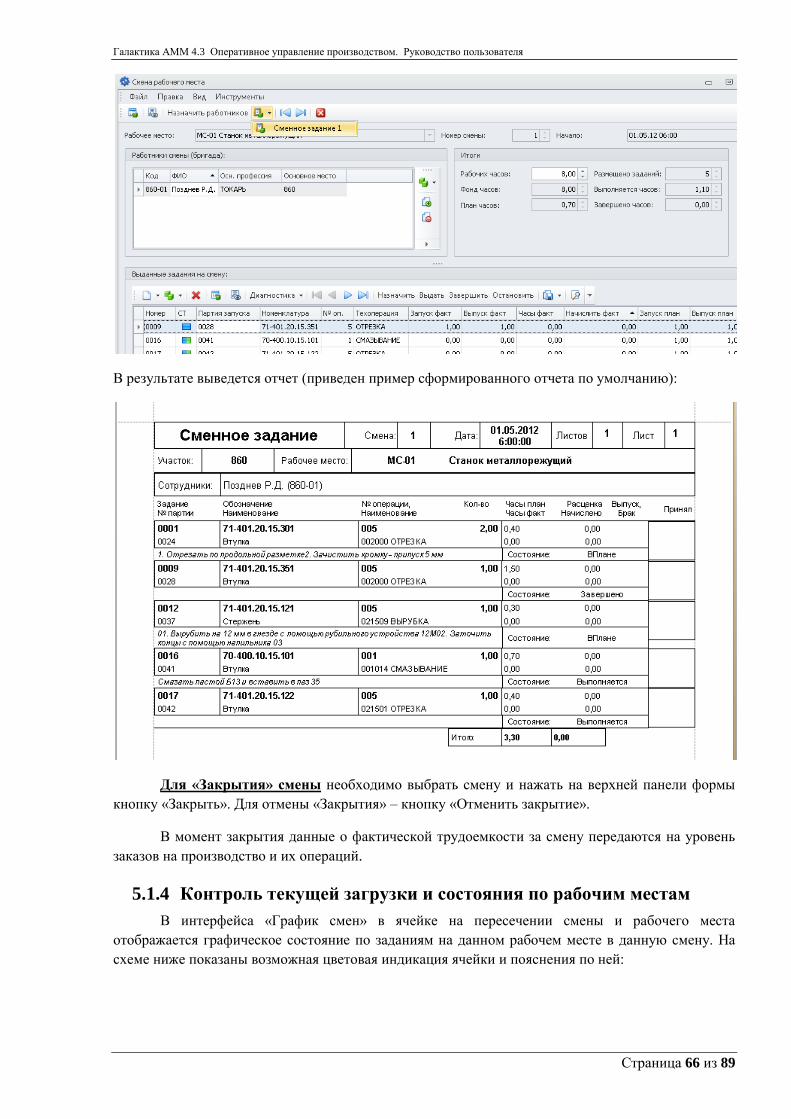
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 66 из 89
В результате выведется отчет (приведен пример сформированного отчета по умолчанию):
Для «Закрытия» смены необходимо выбрать смену и нажать на верхней панели формы
кнопку «Закрыть». Для отмены «Закрытия» – кнопку «Отменить закрытие».
В момент закрытия данные о фактической трудоемкости за смену передаются на уровень
заказов на производство и их операций.
5.1.4 Контроль текущей загрузки и состояния по рабочим местам
В интерфейса «График смен» в ячейке на пересечении смены и рабочего места
отображается графическое состояние по заданиям на данном рабочем месте в данную смену. На
схеме ниже показаны возможная цветовая индикация ячейки и пояснения по ней:

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 67 из 89
Высота «цветов» определяет отношение часов
данного «цвета» к общему количеству часов в
смене или суммарным часам по всем заданиям
смены (если оно превышает рабочие часы):
Темно-серый – назначенные не начатые
задания
Зеленый – начатые задания
Синий – завершенные задания
Красный контур – часть, превышающая
рабочие часы смены
5.1.5 Учет выдачи (старта) заданий на рабочем месте
Для учета начала выполнения (старта) задания на рабочем месте необходимо выбрать
соответствующее рабочее место и смену, нажать дабл-клик. В появившейся карточке смены
рабочего места выделить в списке задание одно или несколько заданий и нажать кнопку
«Выдать». Назначения выбранных заданий на смену перейдут в статус «Начато» (Выдано).
5.1.6 Учет завершения заданий на рабочем месте за смену
Для учета завершения выполнения (финиша) задания на рабочем месте необходимо
выбрать соответствующее рабочее место и смену, нажать дабл-клик. В появившейся карточке
смены рабочего места в списке заданий выделить одно или несколько заданий и нажать кнопку
«Завершить». Назначения выбранных заданий на смену на смену перейдут в статус «Завершено»,
а фактический выпуск и часы станут равны плановым.
5.1.7 Учет остановки выполнения заданий на рабочем месте за смену
Для остановки задания на рабочем месте необходимо выбрать соответствующее рабочее
место и смену, нажать дабл-клик. В появившейся карточке смены рабочего места в списке заданий
выделить одно или несколько заданий и нажать кнопку «Остановить». Назначения выбранных
заданий на смену на смену перейдут в статус «Остановлено».

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 68 из 89
Причина остановки – вводится, в случае если выбрано не делать.
5.1.8 Уточнение информации о выполнении заданий, браке,
остановке, корректировка трудозатрат и исполнителей
Для детального просмотра и уточнения информации о выпуске, браке и
трудозатратах на задание за смену необходимо в списке заданий выбрать задание и нажать дабл-
клик. В появившейся карточке выполнения задания на рабочем месте уточнить необходимую
информацию:
Фактические объемы, время и трудоемкость по заданию (закладка «Состояние»).
Уточнить фактических исполнителей по заданию (закладка «Исполнители»). По
умолчанию фактическими исполнителями считаются работники, назначенные на данную
смену на данное рабочее место (см. Определение работников смены по рабочим местам).
Основные поля описаны в таблице ниже:
Поле Описание Пример
Статус Текущий статус выполнения задания на данном
рабочем месте в данную смену (Не начато, Начато,
Завершено, Остановлено)
Остановлено
Причина
остановки
Ввести причину, по которой остановлено выполнение
задание или задание не выполнено
Поломка станка
Принят
результат
Устанавливается при выполнении задания или при
утверждении результатов смены.
Внимание: Только если установлен этот признак,
факт смены отражается на фактических
показателях задания
06:15:00
ЗАКЛАДКА «СОСТОЯНИЕ»
Старт Фактическое время начала выполнения задания на
этом рабочем месте в эту смену (часов, минут, секунд)
06:15:00
Финиш Фактическое время окончания выполнения задания на
этом рабочем месте в эту смену (часов, минут, секунд)
06:45:00

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 69 из 89
Поле Описание Пример
Остановка Фактическое время остановки выполнения задания на
этом рабочем месте в эту смену (часов, минут, секунд)
Часы факт Фактическое количество часов потраченное на
выполнения задания на этом рабочем месте в эту
смену. По умолчанию при учете завершения
заполняется из «Часы план»
0,5
Запуск факт Фактическое количество предмета производства,
запущенное по заданию на этом рабочем месте в эту
смену. По умолчанию при учете завершения
заполняется из «Запуск план»
10,0
Выпуск факт Фактическое количество предмета производства,
выпущенное по заданию на этом рабочем месте в эту
смену. По умолчанию при учете завершения
заполняется из «Выпуск план»
5,0
Брак факт Фактическое количество брака предмета
производства, полученное по заданию на этом
рабочем месте в эту смену.
1,0
Начислить факт Фактическая оплата операции, определяемая Видом
тарифа
ЗАКЛАДКА «ИСПОЛНИТЕЛИ», ПОЛЯ ТАБЛИЦЫ:
Исполнитель Из справочника сотрудников Иванов И.И.
Профессия Выбирается из справочника «Профессии,
квалификации» (см. Документ «Ведение НСИ.
Руководство пользователя»)
ТОКАРЬ
Разряд Разряд исполнителя 1
Вид тарифа Выбирается из справочника «Виды тарифов» (см.
Документ «Ведение НСИ. Руководство пользователя»)
ПОЧАСОВАЯ
Расценка Расценка за единицу определяемую Видом тарифа 100,9
Часы факт Фактически потраченные часы
Начислить факт Фактическая оплата операции, определяемая Видом
тарифа
5.1.9 Учет (подтверждение) приемки результатов выполнения
заданий сменой на рабочем месте
Для учета (подтверждения) результатов на рабочем месте за смену необходимо
выбрать соответствующее рабочее место и смену, нажать дабл-клик. В появившейся карточке
смены рабочего места для каждого задания установить признак «Принят».
После сохранения результатов по принятым заданиям пересчитаются фактические
показатели заданий, а также появиться возможность назначать принятые, но не до конца
выполненные, не начатые или остановленные задания на другие смены или рабочие места.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 70 из 89
5.2 Контроль пооперационного графика изготовление
производственной партии
Для контроля выданных заданий на производство работ (в т.ч. позиций МСК) и состояния
выполнения связанных с ними производственных партий, заказов на изготовление, необходимо в
пункте меню выбрать:
Производство -> Диспетчирование -> План цеха.
5.2.1 Просмотр пооперационных заданий (МСК), выданных на
партию
Для просмотра и контроля хода изготовления партии по операциям (МСК)
необходимо выбрать в списке партий необходимую партию и нажать кнопку «График». Для
контроля выполнения по всем партиям заказа необходимо выбрать заказ на изготовление и нажать
кнопку «График».
В появившемся окне на закладке «Маршрутная карта» выводится список
производственных заданий и состояние их выполнения:
5.2.2 Контроль состояния изготовления партии на уровне операций и
рабочих мест
Для просмотра и контроля состояния изготовления партии на рабочих местах
необходимо выбрать в списке партий необходимую партию и нажать кнопку «График». Для

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 71 из 89
контроля выполнения по всем партиям заказа, необходимо выбрать заказ на изготовление и
нажать кнопку «График».
В появившемся окне на закладке «Состояние выполнения» выводится состояние запуска и
выпуска по операциям (заданиям) партии размещенным на рабочих местах:
5.3 Анализ состояния выполнения сменно-суточных
заданий
Для получения информации о состоянии выполняемых сменно-суточных заданий в панели
навигации необходимо выбрать:
Производство ->Контроль -> Состояние вып. Заданий.
Контроль можно производить по Партии, Номенклатуре, Подразделению, Заказу
потребности или заказу на производство (работе). Каждое вновь заданное условие добавляется к
ранее заданным и фильтр выводит задания, удовлетворяющие одновременно всем выбранным
условиям.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 72 из 89

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 73 из 89
6 Управление браком
6.1 Общие сведения Ниже описаны варианты использования, по учету в системе принятых решений по
отношению к следующим видам брака:
Брак в покупных материалах и комплектующих, лежащих на складе или в производстве.
Брак в готовой продукции собственного производства или выпущенной на переделе
продукции, зафиксированный при приемке этой продукции или по другой причине
находящийся в статусе «Не использовать».
Брак в комплектующей, вошедшей в собираемую сборку.
Основные принципы работы с браком следующие:
После выявления брака, и может быть его регистрации в системе (перевода в
определенный статус или разрез хранения) в системе формируется учетный документ
«Решение о браке».
В позиции данного документа вводится информация об источнике брака (откуда взялся,
где лежит, вид брака и т.п.).
По каждой позиции вводится решение о том, что с этим браком делать (неисправимый –
списать или передать, исправимый – доработать, разобрать или обработать заново).
После исполнения решения о браке – осуществляется его проведение. После проведения
документа «решение о браке», в зависимости от принятых решений могут быть созданы
дополнительные документы учета, осуществлены проводки перемещения запасов, созданы
заказы на изготовление, произведены корректировки в существующих заказах. На схеме
показаны основные варианты использования.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 74 из 89
I. Выявлен брак в
ПКИ на складе
или в цехе
Брак
исправимый?
2.2.
(а) Списать ПП из
запасов.
(б) Списать
комплектующую из НЗП
НЕТ- списать
ДА-разобрать
(до определенного
этапа и
собрать заново)
Заказ на доработку брака
1.Ввод решения о
браке.
Подтверждение
Из «Учет запасов»
(Логистика)
(а)
II. Выявлен брак
в ДСЕ готовой
или после этапа
обработки
Из «Приемка продукции
и регистрация брака»
(Производство)
НП, МХ, Партия, Передел, Вид брака,
Причина…
(а)
III. Выявлен брак в
комплектующей,
вошедшей в
незавершенную сборку
Из «Запуск в
производство»
(Производство)
(б)
Отклонение
допустимо?НЕТ
2.1.Снять остановки
заказа, партии.
Перевести запасы в
используемые
ДА
2.3.
[(а) Переместить ПП из
запасов.
(б) Переместить
комплектующую из НЗП]
на разрез приемник
(хранилище брака)
НЕТ-
переместить
или (б)
3. Пересчитать фактический брак,
оставшийся запуск по операциям и
заказу, уменьшить потребности в
комплектующих
Пополнять
дефицит из-за
брака?
НЕТ
ДА - произвести
ДА - закупить
4.1 Создать заказ
на производство в
размере
восполнения брака
4.2 Создать заказ
на закупку в
размере
восполнения брака
Новые заказы
2.4. (а) Снять остановки заказа,
партии. Перевести запасы в
используемые.
Сформировать ДУ (задание) на
разборку
5. Учет разборки до нужной
операции. Приход разобранных
комплектующих, постановка в
очередь на сборку, расход
собранных ДСЕ. Пересчет
показателей запуска/ выпуска
сборочных операций и заказа
/Результат разборки/
В План цеха – Управление производством, МТО
Измененные состояния
сборочных партий и
операций
ДА-обработать заново
(вернуть на
предшествующий
этап)
2.5. (а) Снять остановки заказа,
партии. Перевести запасы в
используемые.
Сформировать ДУ (задание) на
перемещение на предш. этап.
6. Учет возврата на нужную
операцию. Постановка в очередь на
сборку, расход производимых ДСЕ.
Пересчет показателей запуска/
выпуска операций и заказа.
Корректировка (увеличение)
потребностей в комплектующих
заказа для дополнительной
обработки
Измененные состояния
запущенных партий и
Операций, комплектующих
/результат
перемещения (возврат) на
предыдущую операцию/
ДА- исправить по
другой технологии
(доработать)
2.6. (а) Снять остановки заказа,
партии. Перевести запасы в
используемые.
Сформировать заказ на
доработку по новой технологии
(Где лежит, что и кому сделать
(Вид исправления брака),
Куда передать).
Сформировать ДУ на
перемещение партии ДСЕ на
новый заказ на доработку
7. Учет прихода партии ДСЕ на
заказ на доработку.
Пересчет показателей запуска /
брака на заказе и операциях
источниках
Новый заказ
на доработку брака
6.2 Перевод запасов в брак (для принятия решения) Определения: Обычно при обнаружении брака до принятия решения о его «судьбе»
необходимо перевести бракованные запасы в «изолятор», чтобы их нельзя было отпустить или
использовать при планировании. В Галактика AMM для этих целей используется статус запаса,
равный «блокирован». Учет запасов ТМЦ ведется в разрезе статусов (Можно использовать / На
контроле качества / Блокирован / Очередь), поэтому достаточно переместить объем запасов в
статус «блокирован» - запасы в этом статусе не будут использованы для планировании отпуска в
производство. Также в качестве альтернативы статусу запасов можно использовать для
перемещения выделенное Место хранения, например «ИЗОЛЯТОР БРАКА», для которого указать,
что запас на этом месте хранения не используются при планировании и отпуске.
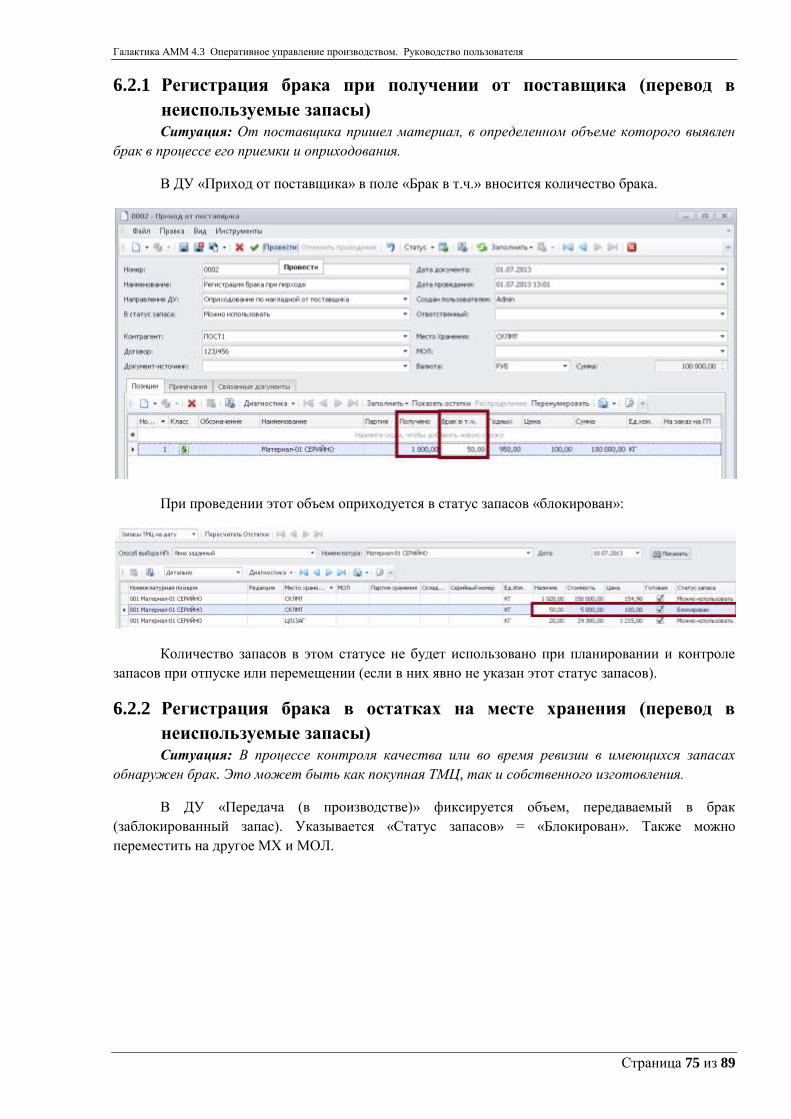
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 75 из 89
6.2.1 Регистрация брака при получении от поставщика (перевод в
неиспользуемые запасы) Ситуация: От поставщика пришел материал, в определенном объеме которого выявлен
брак в процессе его приемки и оприходования.
В ДУ «Приход от поставщика» в поле «Брак в т.ч.» вносится количество брака.
При проведении этот объем оприходуется в статус запасов «блокирован»:
Количество запасов в этом статусе не будет использовано при планировании и контроле
запасов при отпуске или перемещении (если в них явно не указан этот статус запасов).
6.2.2 Регистрация брака в остатках на месте хранения (перевод в
неиспользуемые запасы) Ситуация: В процессе контроля качества или во время ревизии в имеющихся запасах
обнаружен брак. Это может быть как покупная ТМЦ, так и собственного изготовления.
В ДУ «Передача (в производстве)» фиксируется объем, передаваемый в брак
(заблокированный запас). Указывается «Статус запасов» = «Блокирован». Также можно
переместить на другое МХ и МОЛ.
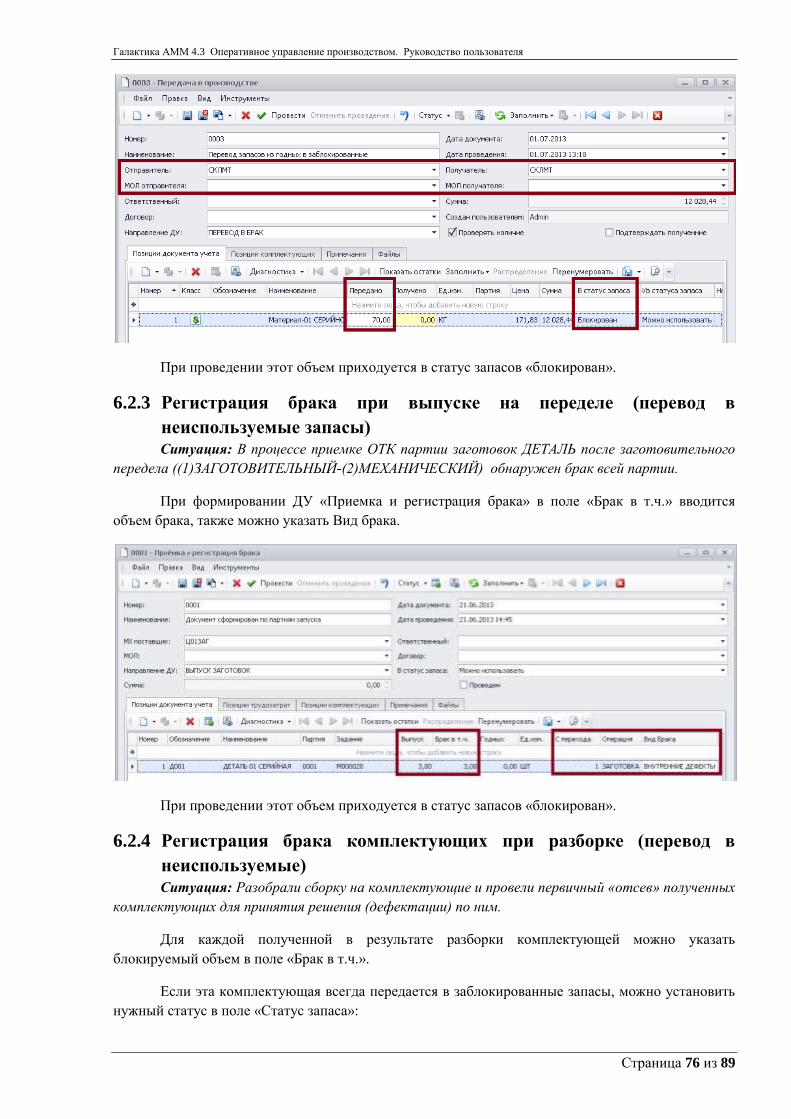
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 76 из 89
При проведении этот объем приходуется в статус запасов «блокирован».
6.2.3 Регистрация брака при выпуске на переделе (перевод в
неиспользуемые запасы) Ситуация: В процессе приемке ОТК партии заготовок ДЕТАЛЬ после заготовительного
передела ((1)ЗАГОТОВИТЕЛЬНЫЙ-(2)МЕХАНИЧЕСКИЙ) обнаружен брак всей партии.
При формировании ДУ «Приемка и регистрация брака» в поле «Брак в т.ч.» вводится
объем брака, также можно указать Вид брака.
При проведении этот объем приходуется в статус запасов «блокирован».
6.2.4 Регистрация брака комплектующих при разборке (перевод в
неиспользуемые) Ситуация: Разобрали сборку на комплектующие и провели первичный «отсев» полученных
комплектующих для принятия решения (дефектации) по ним.
Для каждой полученной в результате разборки комплектующей можно указать
блокируемый объем в поле «Брак в т.ч.».
Если эта комплектующая всегда передается в заблокированные запасы, можно установить
нужный статус в поле «Статус запаса»:
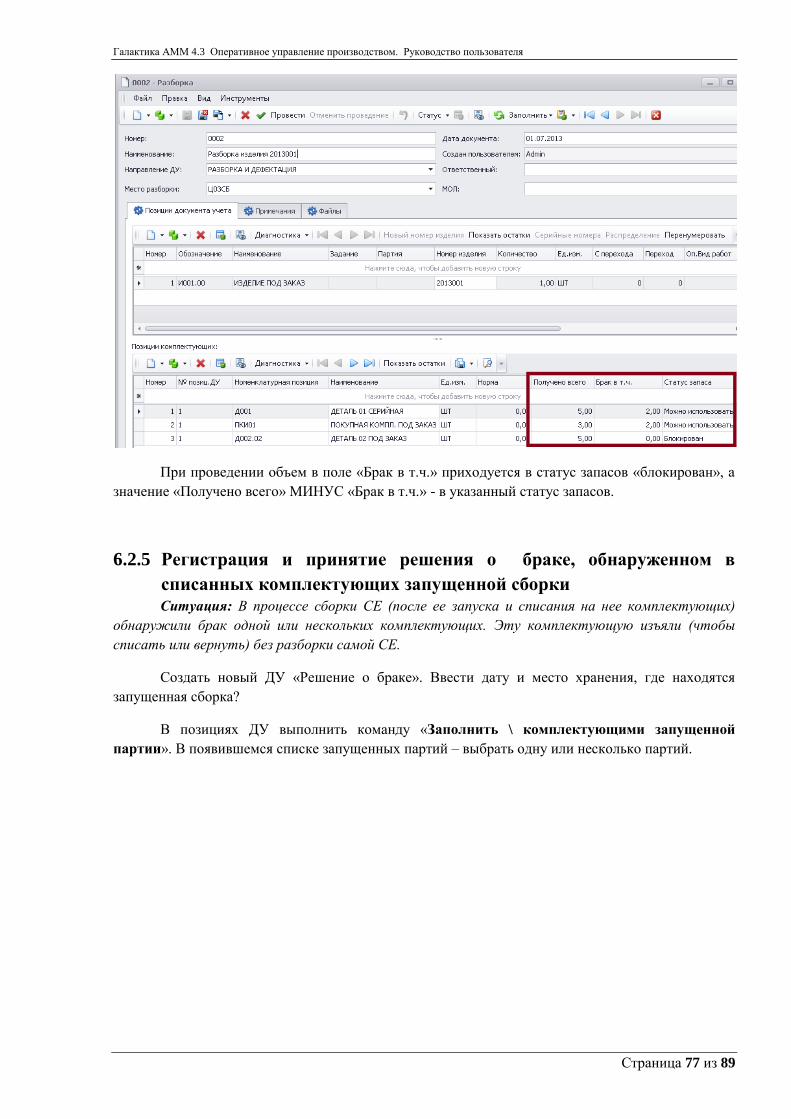
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 77 из 89
При проведении объем в поле «Брак в т.ч.» приходуется в статус запасов «блокирован», а
значение «Получено всего» МИНУС «Брак в т.ч.» - в указанный статус запасов.
6.2.5 Регистрация и принятие решения о браке, обнаруженном в
списанных комплектующих запущенной сборки Ситуация: В процессе сборки СЕ (после ее запуска и списания на нее комплектующих)
обнаружили брак одной или нескольких комплектующих. Эту комплектующую изъяли (чтобы
списать или вернуть) без разборки самой СЕ.
Создать новый ДУ «Решение о браке». Ввести дату и место хранения, где находятся
запущенная сборка?
В позициях ДУ выполнить команду «Заполнить \ комплектующими запущенной
партии». В появившемся списке запущенных партий – выбрать одну или несколько партий.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 78 из 89
После подтверждения система заполнит спецификацию документа – комплектующими,
списанными на выбранные партии. Партия, в которую вошла комплектующая, отображается в
поле «Партия источник».
Можно удалить из списка «нормальные» комплектующие и скорректировать количество
«изъятых» комплектующих:
Далее для каждой позиции необходимо ввести «Решение обраке» равное:
Списать – если комплектующая сразу списывается. После проведения система осуществит
расход этой комплектующей из регистра «НЗП».
Вернуть отправителю – если комплектующую необходимо переместить в «изолятор»
брака для дальнейшего принятия решения по ней как по запасам (см. нижеописанные ВИ).
При этом необходимо на закладеке «Получатель» ввести данные о том, куда эта
комплектующая будет перемещена. По умолчанию подставляется партия, по которой
списана комплектующая, тот же разрез МХ, МОЛ, что и у источника и статус запаса
«Блокирован».

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 79 из 89
Внимание: Остальные виды решений о браке для комплектующей в запущенной партии не
поддерживаются.
Также можно на закладке «Решение о браке» ввести решение о пополнении дефицита (см.
Учет решения о пополнении дефицита в случае неисправимого брака).
После проведение документа по заказу на изготовление сборки увеличится оставшееся
требуемое количество этой комплектующей под заказ на размер брака.
6.3 Принятие решения о браке
6.3.1 Ввод решения о браке для текущих заблокированных запасов Ситуация: По запасам на определенном МХ, ожидающим решения о браке
(заблокированным – см. варианты использования выше) было принято решение.
Создать новый ДУ «Решение о браке». Ввести дату решения и место хранения, где
находятся запасы, по которым необходимо ввести принятое решение.
В позициях ДУ выполнить команду «Заполнить \ Текущими заблокированными» -
система включает в документ все остатки в статусе «Заблокировано» на данном месте хранения,
МОЛ.
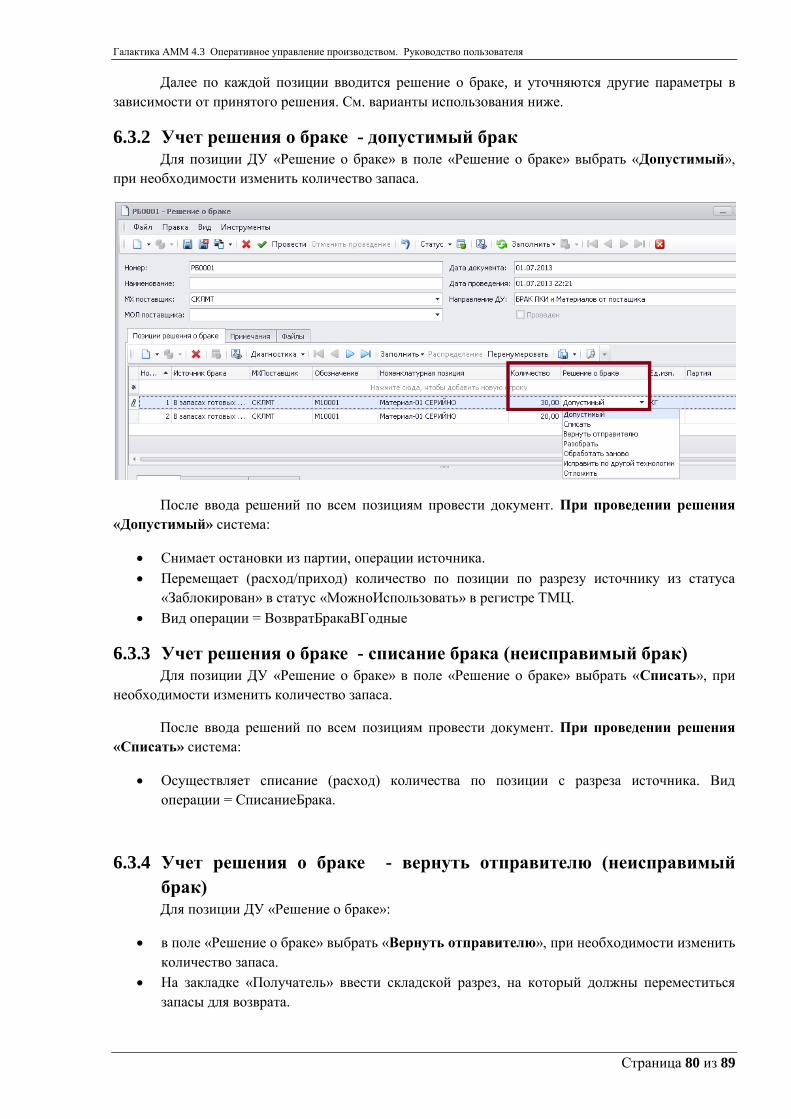
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 80 из 89
Далее по каждой позиции вводится решение о браке, и уточняются другие параметры в
зависимости от принятого решения. См. варианты использования ниже.
6.3.2 Учет решения о браке - допустимый брак Для позиции ДУ «Решение о браке» в поле «Решение о браке» выбрать «Допустимый»,
при необходимости изменить количество запаса.
После ввода решений по всем позициям провести документ. При проведении решения
«Допустимый» система:
Снимает остановки из партии, операции источника.
Перемещает (расход/приход) количество по позиции по разрезу источнику из статуса
«Заблокирован» в статус «МожноИспользовать» в регистре ТМЦ.
Вид операции = ВозвратБракаВГодные
6.3.3 Учет решения о браке - списание брака (неисправимый брак) Для позиции ДУ «Решение о браке» в поле «Решение о браке» выбрать «Списать», при
необходимости изменить количество запаса.
После ввода решений по всем позициям провести документ. При проведении решения
«Списать» система:
Осуществляет списание (расход) количества по позиции с разреза источника. Вид
операции = СписаниеБрака.
6.3.4 Учет решения о браке - вернуть отправителю (неисправимый
брак) Для позиции ДУ «Решение о браке»:
в поле «Решение о браке» выбрать «Вернуть отправителю», при необходимости изменить
количество запаса.
На закладке «Получатель» ввести складской разрез, на который должны переместиться
запасы для возврата.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 81 из 89
После ввода решений по всем позициям провести документ. При проведении решения
«Вернуть отправителю» система:
Перемещает (расход/приход) количество по позиции по разрезу источнику на разрез
приемник в регистре ТМЦ.
Вид операции = Возврат
6.3.5 Учет решения о пополнении дефицита в случае неисправимого
брака Ситуация1: По неисправимому браку покупного материал было принято решение –
дозакупить недостающее.
Для позиции ДУ «Решение о браке»:
На закладке «Решение о браке» в поле «Решение о дефиците» выбрать «Дозакупить».
После ввода решений по всем позициям провести документ. При проведении решения о
дефиците «Дозакупить» система создаст заказ на закупку на количество по этой позиции
документа с требуемой датой отгрузки, равной дате проведения документа. Также в заказ на
закупку переносятся все аналитики из разреза источника (проект, этап, заказ на ГП, заказ-
потребность, код затрат).
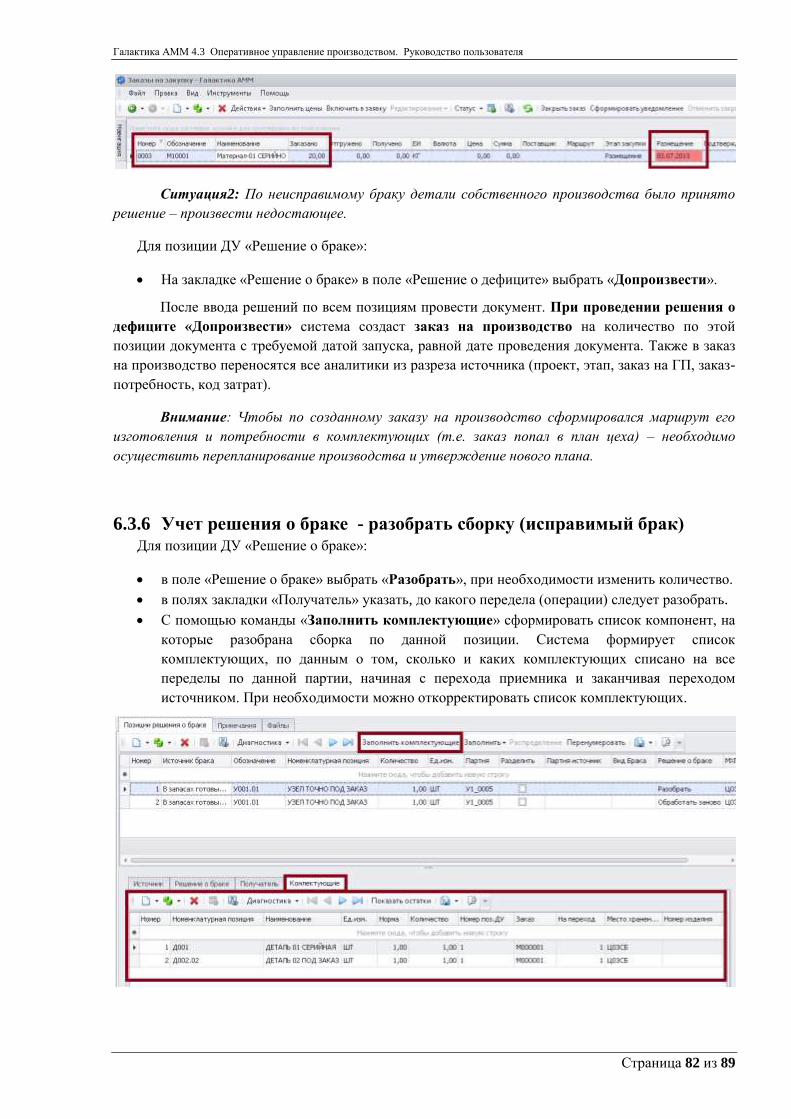
Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 82 из 89
Ситуация2: По неисправимому браку детали собственного производства было принято
решение – произвести недостающее.
Для позиции ДУ «Решение о браке»:
На закладке «Решение о браке» в поле «Решение о дефиците» выбрать «Допроизвести».
После ввода решений по всем позициям провести документ. При проведении решения о
дефиците «Допроизвести» система создаст заказ на производство на количество по этой
позиции документа с требуемой датой запуска, равной дате проведения документа. Также в заказ
на производство переносятся все аналитики из разреза источника (проект, этап, заказ на ГП, заказ-
потребность, код затрат).
Внимание: Чтобы по созданному заказу на производство сформировался маршрут его
изготовления и потребности в комплектующих (т.е. заказ попал в план цеха) – необходимо
осуществить перепланирование производства и утверждение нового плана.
6.3.6 Учет решения о браке - разобрать сборку (исправимый брак) Для позиции ДУ «Решение о браке»:
в поле «Решение о браке» выбрать «Разобрать», при необходимости изменить количество.
в полях закладки «Получатель» указать, до какого передела (операции) следует разобрать.
С помощью команды «Заполнить комплектующие» сформировать список компонент, на
которые разобрана сборка по данной позиции. Система формирует список
комплектующих, по данным о том, сколько и каких комплектующих списано на все
переделы по данной партии, начиная с перехода приемника и заканчивая переходом
источником. При необходимости можно откорректировать список комплектующих.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 83 из 89
После ввода решений по всем позициям – провести документ. При проведении решения
«Разобрать» система:
Формирует документ учета «Разборка», в который помещаются партии, которые следует
разобрать. В список комплектующих разборки – те комплектующие, которые списаны на
переделе источнике.
Перемещает партии, которые разобрали из статуса источника в статус «Очередь» на
передел получатель. При этом увеличивается ЗапускОсталось всех пределов (операций)
между приемником и источником.
Перемещает комплектующие позиции (из регистра НЗП) в остатки на МХ.
6.3.7 Учет решения о браке - обработать заново (исправимый брак) Для позиции ДУ «Решение о браке»:
в поле «Решение о браке» выбрать «Обработать заново», при необходимости изменить
количество.
в полях закладки «Получатель» указать, на какой передел (операцию) вернуть.
С помощью команды «Заполнить комплектующие» формировать список компонентов,
которые необходимы для повторной обработки. Система формирует список
комплектующих, по данным о том, сколько и каких комплектующих требуется по заказу
на все переделы по данной партии, начиная с перехода приемника и заканчивая переходом
источником. При необходимости можно откорректировать список комплектующих.
После ввода решений по всем позициям провести документ. При проведении решения
«Обработать заново» система:
Формирует документ учета «Разборка», в который помещаются партии, которые следует
разобрать. В список комплектующих разборки – те комплектующие, которые списаны на
переделе источнике.
Перемещает партии, которые разобрали из статуса источника в статус «Очередь» на
передел получатель. При этом увеличивается ЗапускОсталось всех пределов (операций)
между приемником и источником.
Каждая позиция комплектующих документа увеличивает потребность в компонентах
(«КоличествоОсталось») связанного заказа на соответствующем переходе.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 84 из 89
6.3.8 Учет решения о браке - исправить по другой технологии
(исправимый брак) Для позиции ДУ «Решение о браке»:
в поле «Решение о браке» выбрать «Исправить по другой технологии», при
необходимости изменить количество.
в полях закладки «Решение» указать технологию, по которой необходимо доработать.
в полях закладки «Получатель» указать, куда переместить полуфабрикат с передела
источника для обработки по новой технологии.
После ввода решений по всем позициям провести документ. При проведении решения
«Исправить по другой технологии» система:
Создает заказ на доработку (изготовление) по технологии доработки.
Перемещает полуфабрикат с разреза источника на созданный заказ на разрез приемник.
6.3.9 Отмена проведения документа Если созданные на основании этого ДУ другие ДУ проведены, то отмена проведения
невозможна.
6.3.10 Пересчет показателей заказов и операций при проведении
документов Пересчет полей запуск, выпуск, брак в операциях и заказе на ГП, по формуле:
Пересчет полей запуск, выпуск, брак в операциях:
ЗапускОсталось = ПредОп.ВыпускОсталось + ВОчереди на этой операции1
ВыпускОсталось = ЗапускОсталось + ЗапускФакт – ВыпускФакт – БракФакт
ИЛИ:
ЗапускОсталось = ЗапускПлан – ПредшОперация.БракВсего – ЗапускФакт + Возвраты на эту
операцию
ВыпускОсталось = ЗапускОсталось + ЗапускФакт – ВыпускФакт – БракФакт
Где БракВсего – это сумма БракФакт с нарастающим итогом по всем предшествующим
операциям и текущей.
ВыпускФакт – суммарный выпуск годных – возвраты из годных
БракФакт – суммарный приход в брак – возвраты из брака
Пересчет полей запуск, выпуск, брак в заказе:
ВыпускОсталось = ВыпускОсталось последней операции
БракФакт = Суммарный БракФакт по всем операциям
1 В очереди появляется также за счет [Возвраты на эту операцию – ФактическиЗапущено из возвратов]

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 85 из 89
Пример пересчета показателей операций и заказов.
Заказ 1 на 100 шт. ВыпускОсталось = 100шт
ОП Запуск
План
Запуск
Осталось
Выпуск
план
Запуск Факт Выпуск
Факт
Брак
факт
Брак
всего
Выпуск
Осталось
10 100 100 0 0 0 0 100
20 100 100 0 0 0 0 100
30 100 100 0 0 0 0 100
1. Запустили 40 шт на операции 10, выпустили и списали в брак 40 шт
ОП Запуск
План
Запуск
Осталось
Выпуск
план
Запуск
Факт
Выпуск
Факт
Брак
факт
Брак
всего
Выпуск
Осталось
10 100 60 100 40 0 40 40 60
20 100 60 100 0 0 0 40 60
30 100 60 100 0 0 0 40 60
2. Запустили еще 30 шт на операции 10, выпустили, запустили на операции 20, выпустили и
списали в брак 10 шт
Заказ 1 на 100 шт. ВыпускОсталось = 30шт, БракФакт = 50
ОП Запуск
План
Запуск
Осталось
Выпуск
план
Запуск
Факт
Выпуск
Факт
Брак
факт
Брак
всего
Выпуск
Осталось
10 100 30 100 70 30 40 40 30
20 100 30 100 30 20 10 50 30
30 100 50 100 0 0 0 50 50
3. Запустили еще 30 шт на операции 10, выпустили, запустили на операции 20, выпустили,
запустили на операции 30, выпустили на операции 30 брак 30шт
Заказ 1 на 100 шт. ВыпускОсталось = 20шт, БракФакт = 80
ОП Запуск
План
Запуск
Осталось
Выпуск
план
ЗапускФакт ВыпускФакт Брак
факт
Брак
всего
Выпуск
Осталось
10 100 0 100 100 100 40 40 0
20 100 0 100 60 50 10 50 0
30 100 20 100 30 0 30 80 20
и вернули на операцию 30 - 30 шт на доработку
Заказ 1 на 100 шт. ВыпускОсталось = 50шт, БракФакт = 50
ОП Запуск
План
Запуск
Осталось
Выпуск
план
ЗапускФакт ВыпускФакт Брак
факт
Брак
всего
Выпуск
Осталось
10 100 0 100 100 100 40 40 0
20 100 0 100 60 50 10 50 0
30 100 50 100 30 0 0 50 50

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 86 из 89
7 Управление изменениями в
производстве
Раздел находиться в разработке.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 87 из 89
8 Контроль хода производства и другие
производственные показатели
8.1 Заказы на готовую продукцию
8.1.1 Анализ текущего товарного выпуска по заказам
Для просмотра и анализа сводных данных по заказанным позициям (анализ товарного
выпуска) в панели навигации необходимо выбрать:
Производство-> Контроль- > Анализ товарного выпуска.
Путем «перетаскивания» мышкой нужных разрезов можно проанализировать плановый и
фактический спрос по заказам в нужных разрезах.
8.1.2 Контроль хода выполнения выполнения заказа
Форма служит для анализа хода выполнения заказа на ГП, позволяющая оценить процесс и
готовность выполнения заказа на сдачу ГП с выводом всех связанных производственных заказов и
заказов на закупки.
Для просмотра в панели навигации необходимо выбрать:
Производство ->Контроль -> Контроль выполнения Заказа.
Далее в заголовке формы выбрать нужный Заказ н аГП и нажать кнопку «Показать».
Система выведет показатели по этому заказу.

Галактика АММ 4.3 Оперативное управление производством. Руководство пользователя
Страница 88 из 89
Закладка «Программа» — содержит информацию о связанных заказах на отгрузку,
производство и закупку под Заказ на ГП. По каждому заказу можно посмотреть состояние его
выполнения, маршрут, состояние комплектации (закладки: «Партии», «Маршрут»,
«Комплектация»)
Закладка «Структура» — отражает иерархию (дерево) заказов от конечной сборки к
закупке.
Закладка «Итоги» — находиться в разработке.

Приложение 1.Структура меню.
Страница 89 из 89
Приложение 1. Структура меню
Структура меню подсистемы приведена в таблице
№ п/п Пункт меню Описание
1. Производство
1.1. Диспетчирование
1.1.1. План цеха
1.1.2. Передачи отправителям
1.1.3. Потребности в номенклатуре цеха
1.1.4. План финальной сборки
1.1.5. Анализ комплектации заказов
1.1.6. График смен
1.2. Контроль
1.2.1. Анализ товарного выпуска
1.2.2. Контроль вып. заказа
1.2.3. состояние вып. заданий
2. Логистика
2.1. Учет
2.1.1. Приход от поставщика
2.1.2. Отпуск в производство
2.1.3. Передача в производстве
2.1.4. Получение в производстве
2.1.5. Запуск в производстве
2.1.6. Списание в производстве
2.1.7. Приемка и регистрация брака
2.1.8. Разделение партии
2.1.9. Ведомость комплектации
2.1.11. Корректировка остатков
2.1.12. Возврат непринятых
2.1.13. Отгрузка заказчикам
2.2. Контроль движения ТМЦ
2.3. Регистры
2.3.1. Движение МЦ
2.3.2. МЦ в пути
2.3.3. НЗП
2.3.4. Регистр резервирования