apqp. 2nd edition
Post on 12-Sep-2014
3.136 views
DESCRIPTION
TRANSCRIPT

APQP
Advanced Product Quality Planning
Mr. Nukool Thanuanram
Senior Consultant & Trainer
E-Mail: [email protected]
Mobile Phone: 081 400 3954
Twitter & Facebook : nukool2001
PAGE 2
Learning Target
� เขา้ใจแนวคดิและขั�นตอนการจดัทาํ APQP
� สามารถประยุกตใ์ช ้ APQP ในการวางแผนผลิตภณัฑใ์หม่
� สามารถจดัทาํ Control Plan เพื)อควบคมุกระบวนการผลิต
� เขา้ใจการเชื)อมโยงเครื)องมือหลกั (Core Tools) ในการวางแผน
คณุภาพผลิตภณัฑใ์หม่
INTRODUCE TO APQP

PAGE 4
What is APQP ?
• Advanced ขั �นสงู เทคนคิชั �นสงู
• Product ผลติภัณฑ ์� Mass Products
• Quality คณุภาพ
• Planning การวางแผน
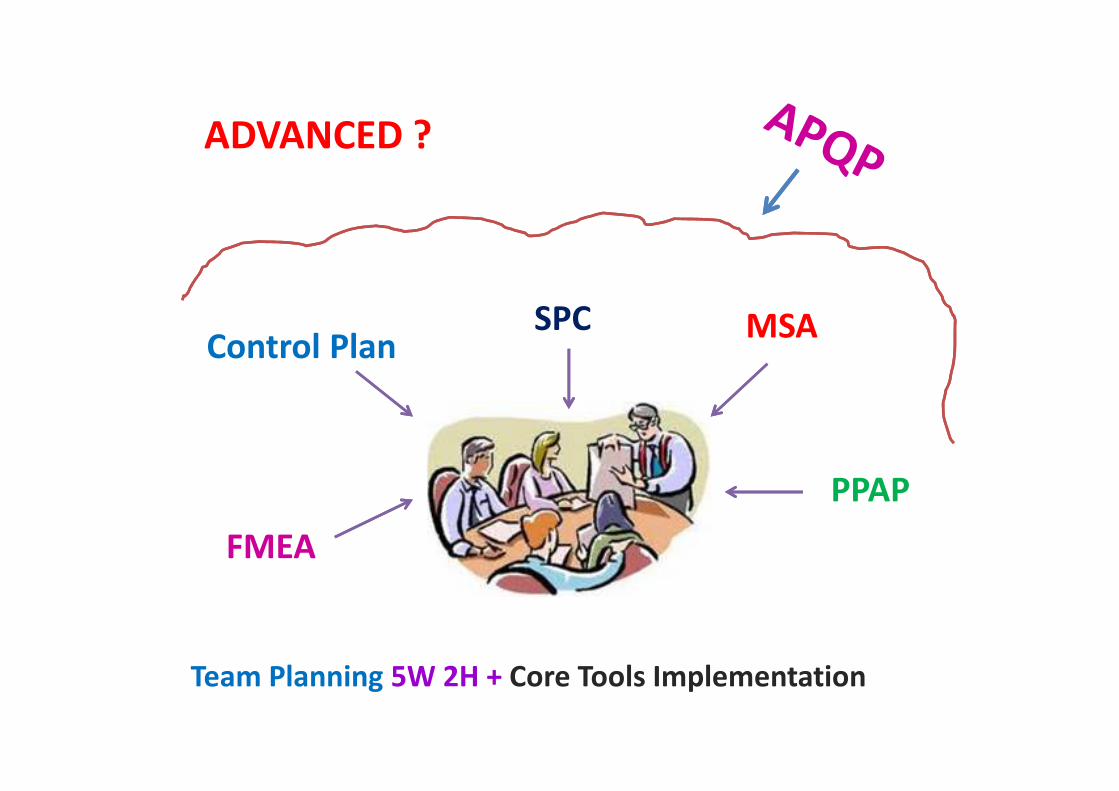
ADVANCED ?
Control Plan
FMEA
SPC MSA
PPAP
Team Planning 5W 2H + Core Tools Implementation

PAGE 6
APQP & ISO/TS16949

APQP กบั ขอ้กาํหนด ISO/TS 16949
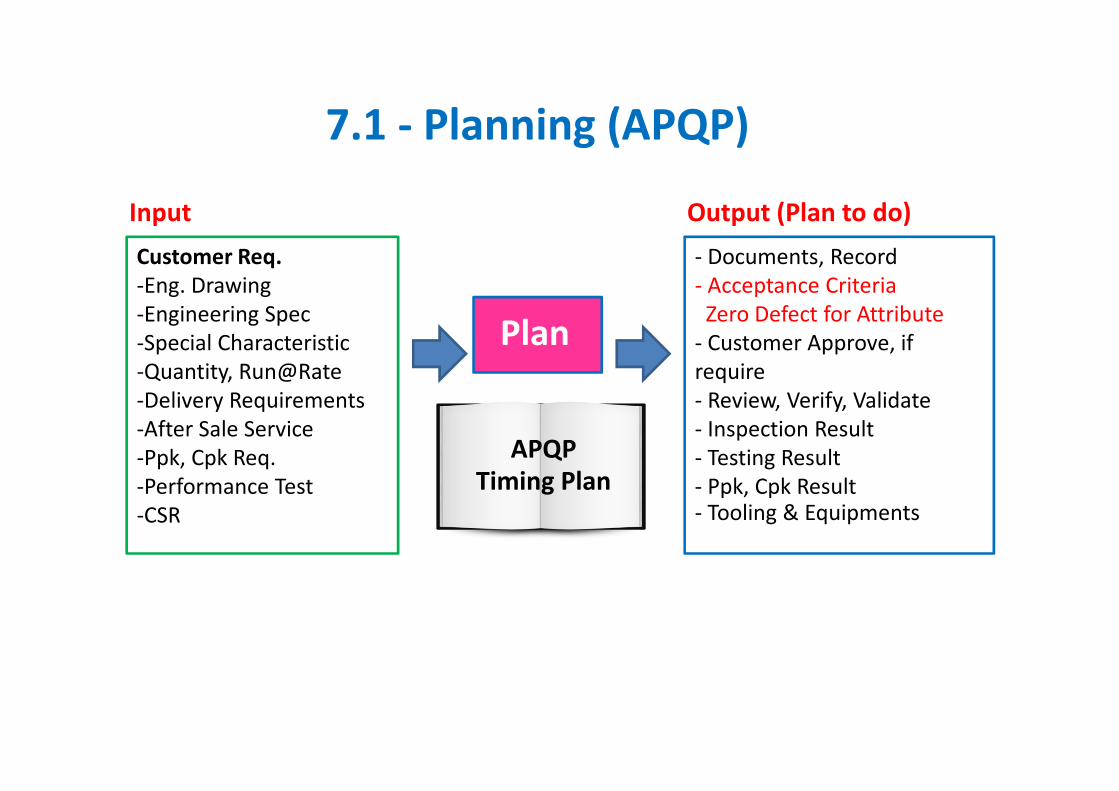
7.1 - Planning (APQP)
Customer Req.
-Eng. Drawing
-Engineering Spec
-Special Characteristic
-Quantity, Run@Rate
-Delivery Requirements
-After Sale Service
-Ppk, Cpk Req.
-Performance Test
-CSR
Input
- Documents, Record
- Acceptance Criteria
Zero Defect for Attribute
- Customer Approve, if
require
- Review, Verify, Validate
- Inspection Result
- Testing Result
- Ppk, Cpk Result- Tooling & Equipments
Output (Plan to do)
Plan
APQP
Timing Plan

7.2 – Customer-related Process
-Product Spec
-Engineering Spec
-จดุ SC 7.2.1.1
-ข้อกําหนดกฎหมาย-กฎระเบียบ-CSR
-ข้อกําหนดพื �นฐาน
7.2.1 ระบุ หรือ กาํหนด
- Product Req.
- Contact Req.
- Ability to Meet
- Manufacturing
Feasibility & Risk
Analysis 7.2.2.2
- ต้องทําก่อนตกลงรับปากกบัลกูค้า
7.2.2 ทบทวน
Documented Record
-สร้างชอ่งการสื�อสาร-สญัญาซื �อขาย-Feedback
-Complaint
-การสง่-รับElectronic Data 7.2.3.1 (CAD)
7.2.3 สื�อสารกับลูกค้า

7.3 Design and development Planning
7.3.2.1 Product Design
• CSR
• Drawing, SC
• Product Performance
7.3.2.2 Process Design
- Lesson Learned
- FMEAs & Control Plan
- CSR & Eng. Drawing
- SC 7.3.2.3
- Packing Std.
- Eng. Spec, Test Req.
- Process Capability
- Cost
- Target
7.3.1วางแผน
3Wทบทวนทวนสอบยนืยนัผล
7.3.3.1 Product Design
• Design FMEA
• SC & Spec, Drawing
• Product Error-Proofing
7.3.3.2 Process Design
• Process Flow Chart
• Layout
• Process FMEA
• Control Plan
• Instructions
• SC
• Acceptance Criteria
• Process Error-Proofing
• Prevention & Detection
7.3.1.1 Cross
FunctionalTeam
7.3.2 Inputs 7.3.3 Outputs

7.3.6 ยืนยันผลFunctional Test
Product
Output- Dimension Result
- Ppk
- Cpk
- Run@Rate Result
- Target, Cost
- FMEA- Control Plan
Review, Verify and Validation
APQPActivity
Input- Drawing
- Product Spec
- Eng. Spec
- Process Spec
- Ppk, Cpk
- Capacity
- CSR
7.3.4.1ตดิตามความคบืหนา้ของโครงการ บนัทกึ� Management
Review
7.3.5 ทวนสอบ Trial Run
PPAP
7.3.4ทบทวน
จดุแข็ง จดุออ่นในการจัดทําผลติภัณฑใ์หม่ๆ ที3ผา่นมา
มอีะไรบา้ง เพราะอะไร ???
Exercise : Small Group
APQP Problems
Communication
Progress Monitoring or Meeting
Leading and Leader
Time Management
Management Support
13

ปญัหาในการทาํ APQP
• การบรหิารจัดการ• ความรูเ้ชงิวชิาการ
Management
Technical

ทําไมตอ้งวางแผน และควรวางแผนเรื3องอะไรบา้ง ???
Exercise : Small Group
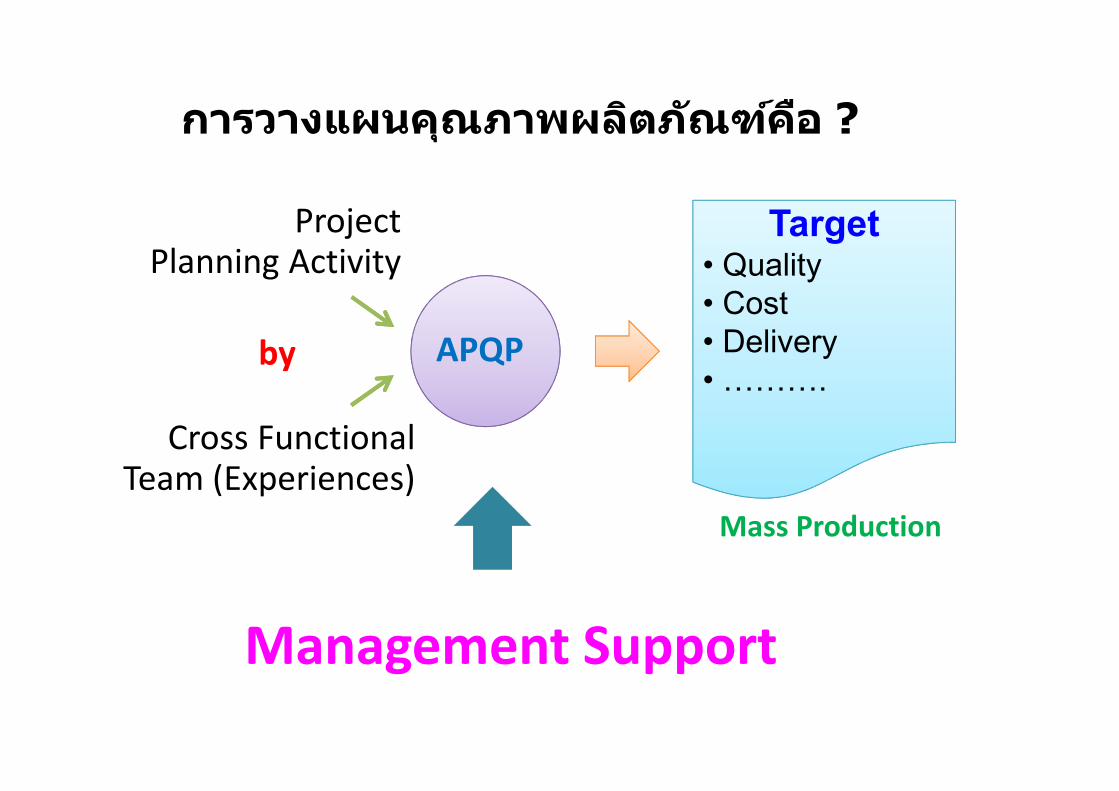
การวางแผนคณุภาพผลติภณัฑค์อื ?
APQP
ProjectPlanning Activity
Cross FunctionalTeam (Experiences)
Target• Quality
• Cost
• Delivery
• ///.
Management Support
Mass Production
by

ประโยชนข์อง APQP
• Teamwork เดน่• ขั �นตอนดี• ไมม่เีซอรไ์พรส์• ใชล้ดความเสี3ยง• หลกีเลี3ยงปัญหา• ลกูคา้พอใจ• ฉับไวตรงเวลา• พาลดตน้ทนุ
Fail to plan is planning to fail !!!
Phases For APQP
� Plan and define program
� Product Design and Development
� Process Design and Development
� Product and Process Validation
� Feedback, Assessment and Corrective Action
18
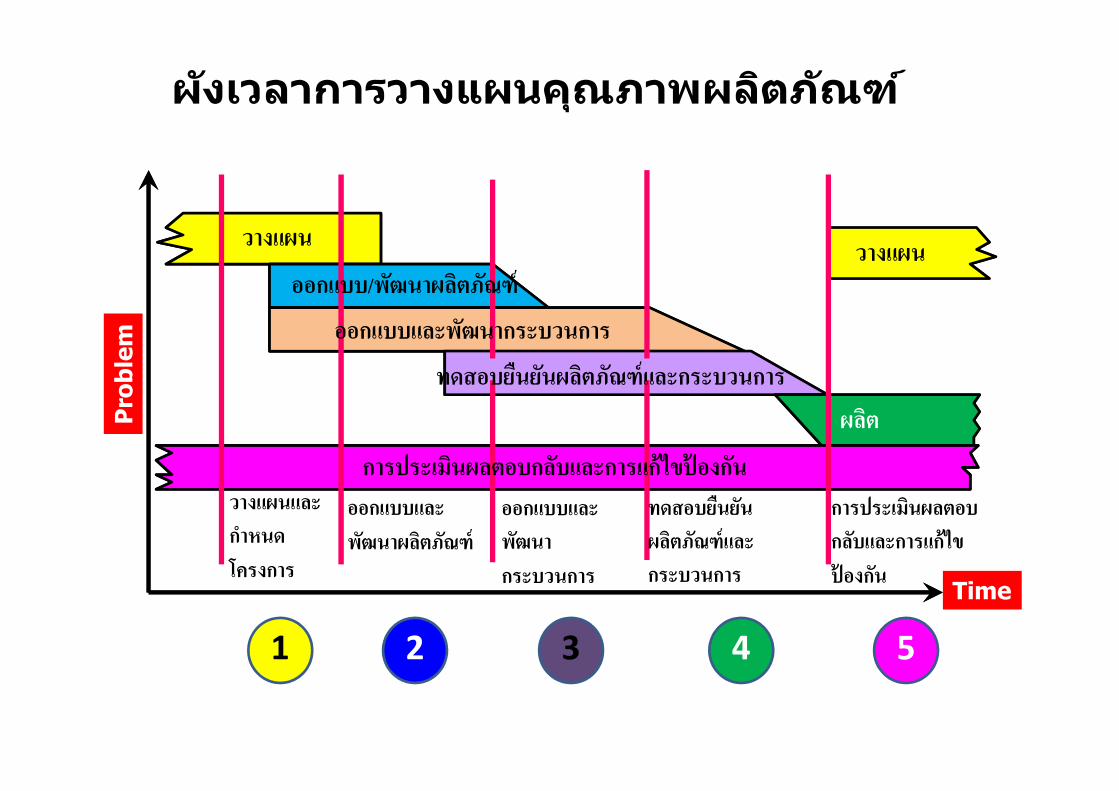
ผงัเวลาการวางแผนคณุภาพผลติภณัฑ์
วางแผน
ออกแบบ/พฒันาผลติภัณฑ์
ออกแบบและพฒันากระบวนการ
ทดสอบยนืยนัผลติภัณฑ์และกระบวนการ
ผลติ
วางแผน
การประเมนิผลตอบกลบัและการแก้ไขป้องกนั
วางแผนและ
กาํหนด
โครงการ
ออกแบบและ
พฒันาผลติภัณฑ์
ทดสอบยนืยนั
ผลติภัณฑ์และ
กระบวนการ
ออกแบบและ
พฒันา
กระบวนการ
การประเมนิผลตอบ
กลบัและการแก้ไข
ป้องกนั
1 2 3 4 5
Time
Pro
ble
m
Fundamental Steps for APQP Process
�Organize The Team
�Define the Scope
�Team to Team
�Training
�Customer & Supplier Involvement
�Simultaneous Engineering
�Control Plans
�Timing Plan & Monitoring
สิ3งไหนสําคญัที3สดุ
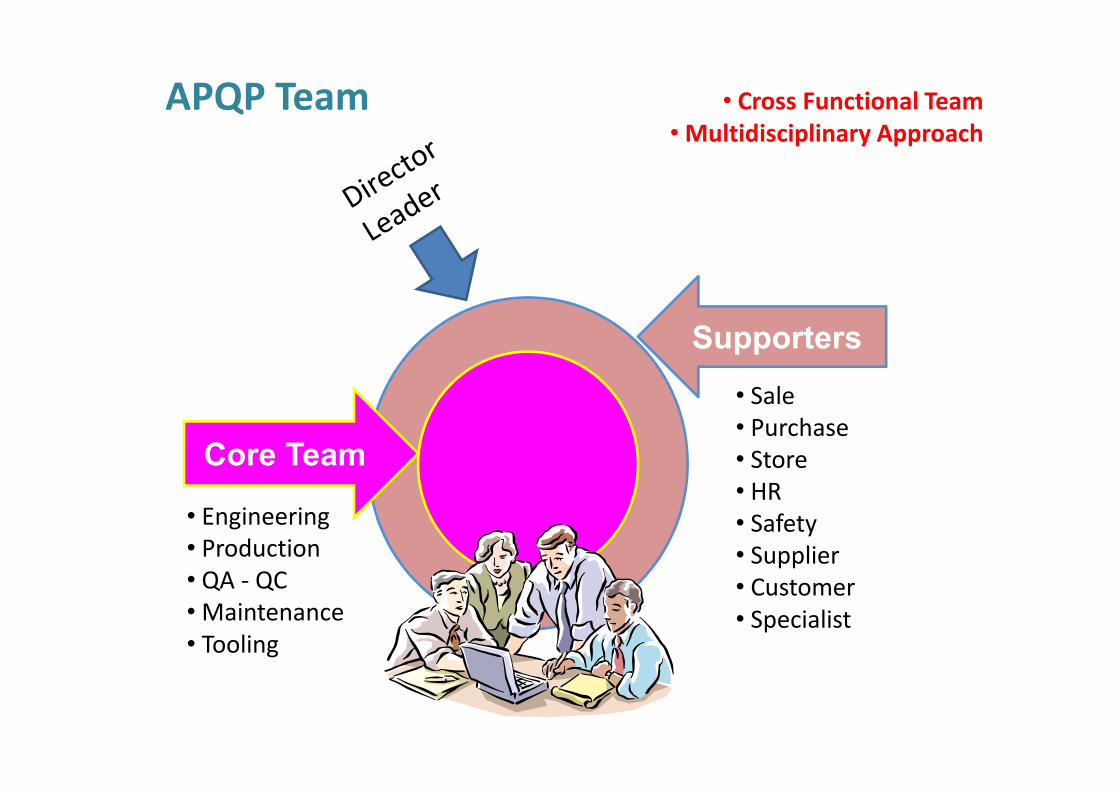
Core Team
Supporters
• Sale
• Purchase
• Store
• HR
• Safety
• Supplier
• Customer
• Specialist
• Engineering
• Production
• QA - QC
• Maintenance
• Tooling
APQP Team • Cross Functional Team
• Multidisciplinary Approach

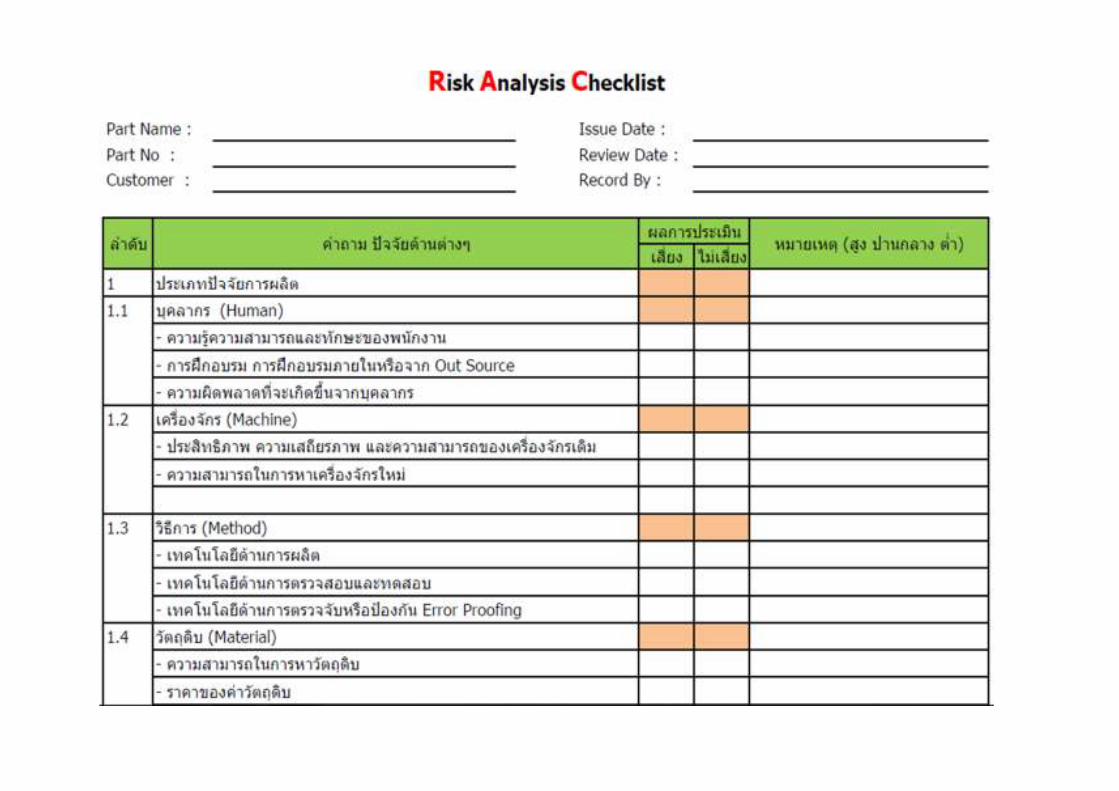
Risk
AnalysisManufacturing
Feasibility
… ประเมนิกอ่นการตกลงหรอืการรับปากกบัลกูคา้…
ประเมนิความเป็นไปไดใ้นการผลติ วเิคราะหป์ัจจัยที3มคีวามเสี3ยง
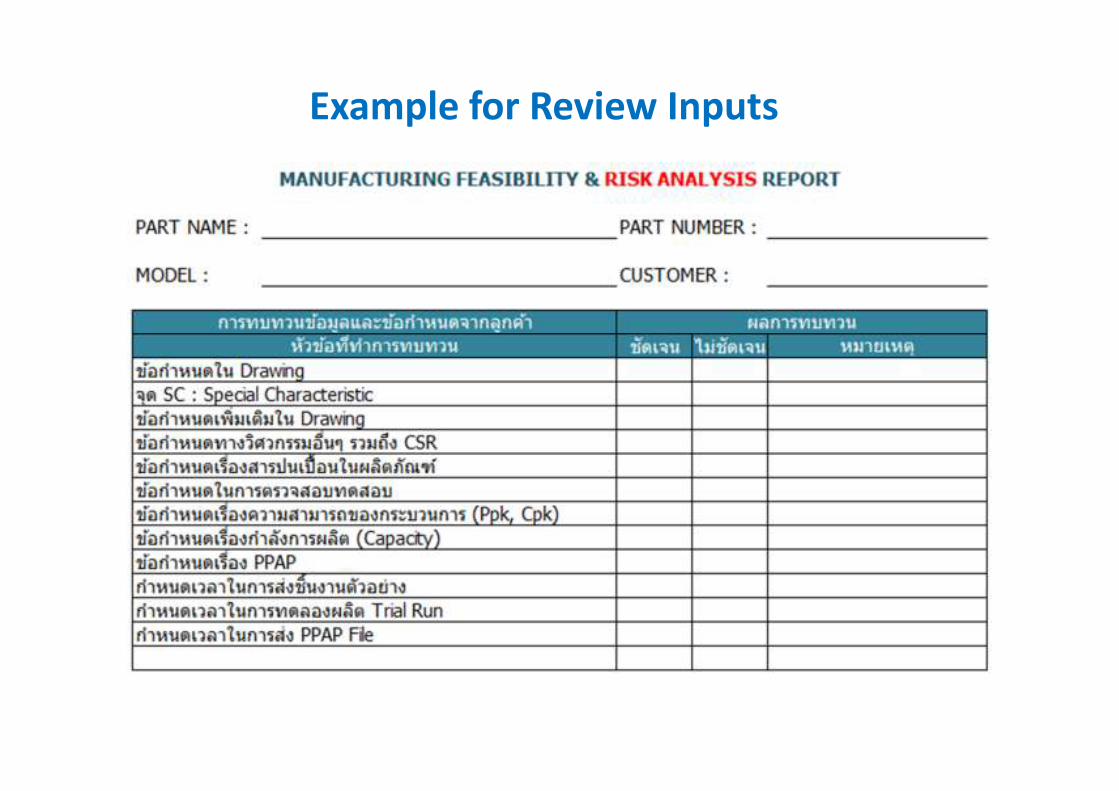
Example for Review Inputs

Example for Mfg. Feasibility & Risk Analysis
25

APQP TIMING PLANS

APQP Monitoring Report
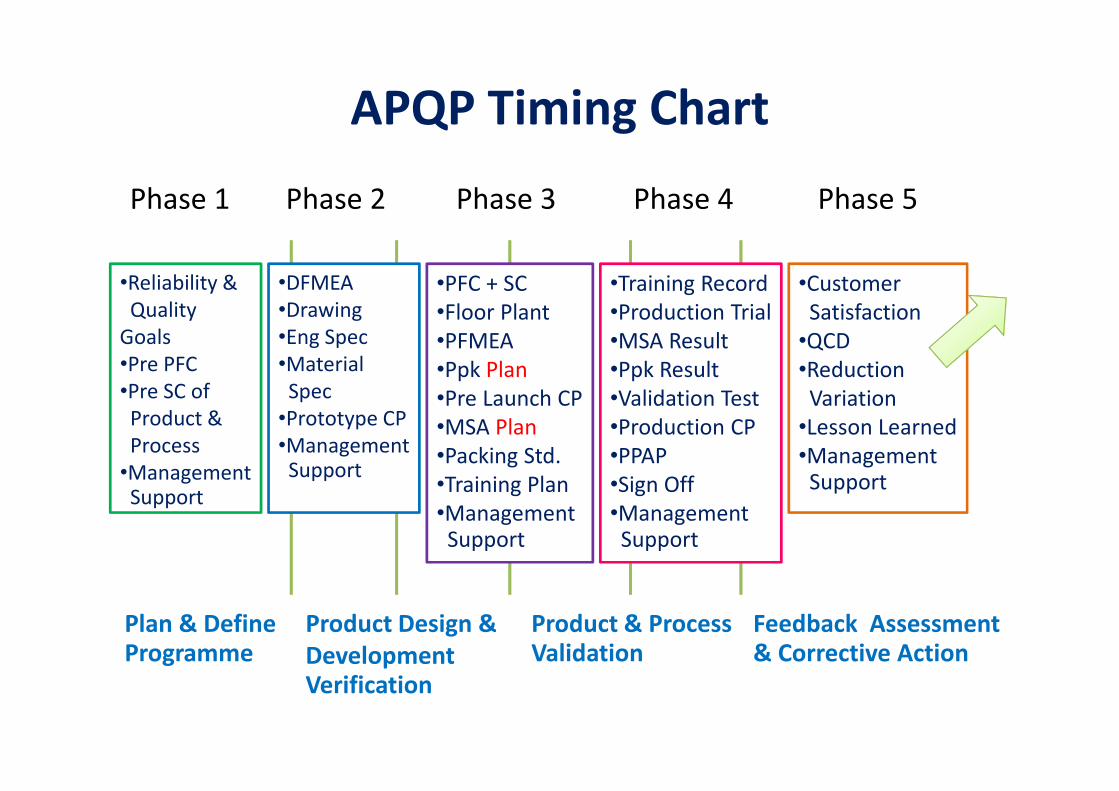
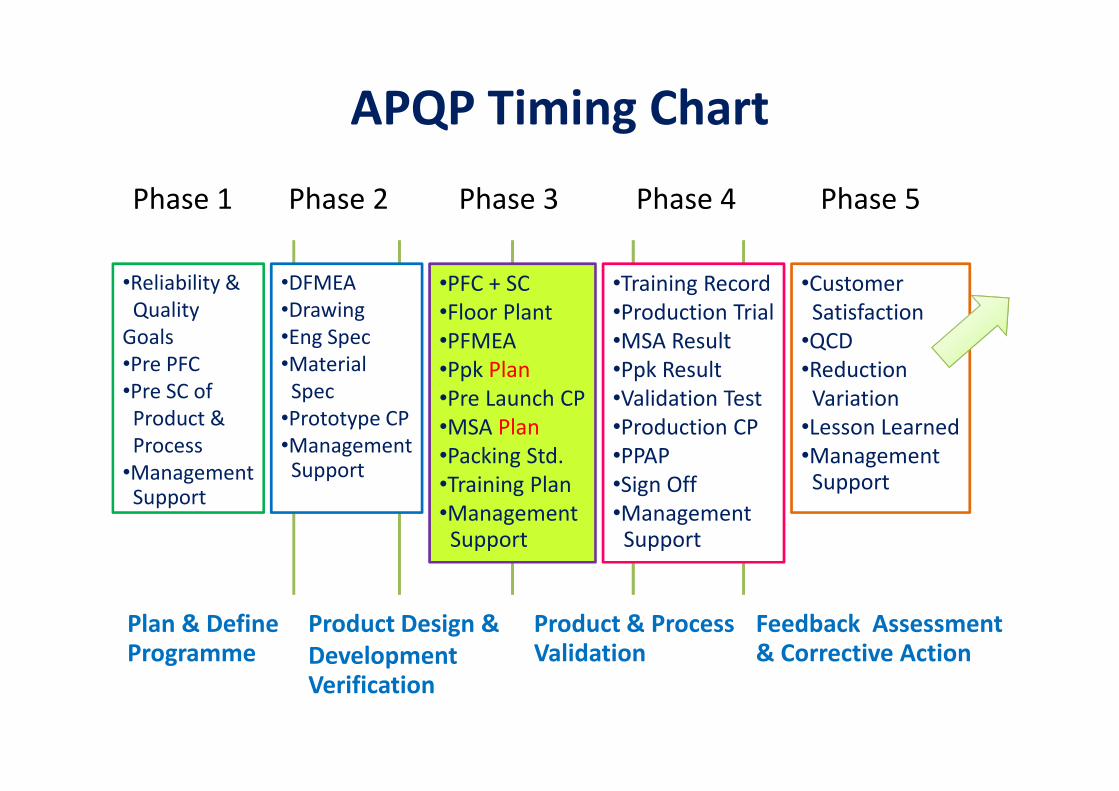
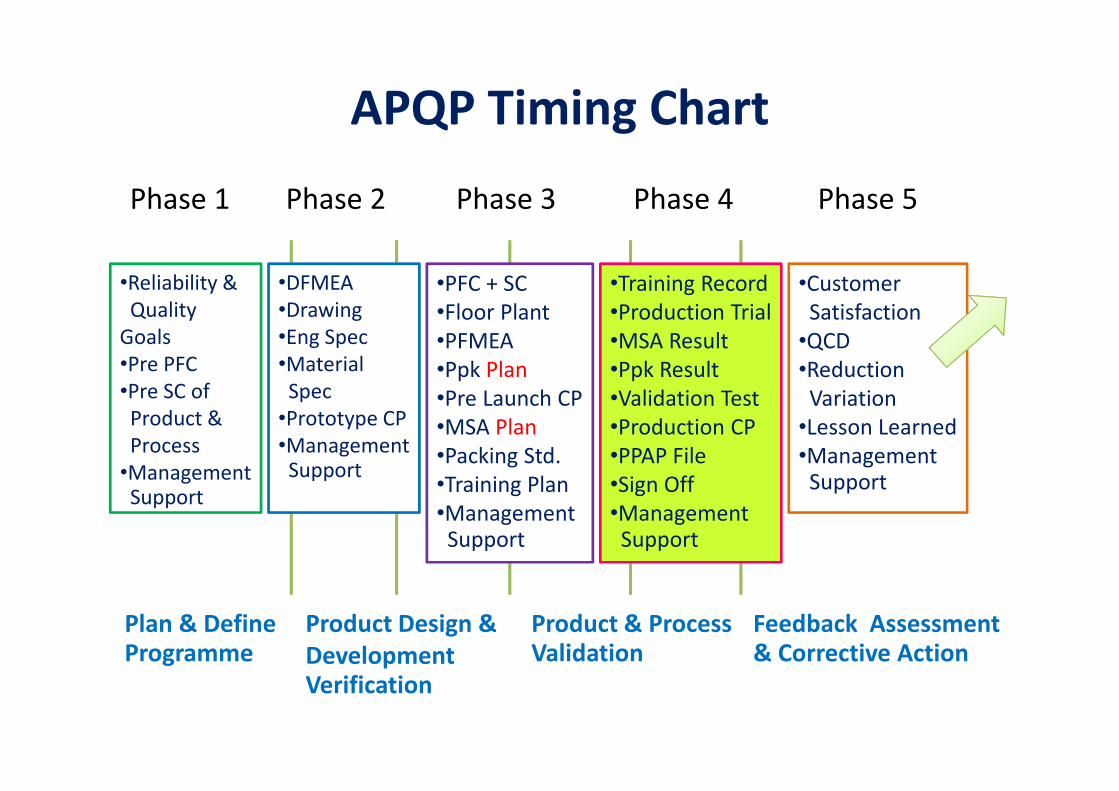
APQP Timing Chart
Plan & DefineProgramme
Product Design &
Development Verification
Product & ProcessValidation
Feedback Assessment& Corrective Action
•Reliability &
Quality
Goals
•Pre PFC
•Pre SC of
Product &
Process
•Management Support
•DFMEA
•Drawing
•Eng Spec
•Material
Spec
•Prototype CP
•ManagementSupport
•PFC + SC
•Floor Plant
•PFMEA
•Ppk Plan
•Pre Launch CP
•MSA Plan
•Packing Std.
•Training Plan
•ManagementSupport
•Training Record
•Production Trial
•MSA Result
•Ppk Result
•Validation Test
•Production CP
•PPAP
•Sign Off
•ManagementSupport
•Customer
Satisfaction
•QCD
•Reduction
Variation
•Lesson Learned
•ManagementSupport
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5
APQP : Phase 1
Plan and Define Program

APQP Timing Chart
Plan & DefineProgramme
Product Design &
Development Verification
Product & ProcessValidation
Feedback Assessment& Corrective Action
•Reliability &
Quality
Goals
•Pre PFC
•Pre SC of
Product &
Process
•Management Support
•DFMEA
•Drawing
•Eng Spec
•Material
Spec
•Prototype CP
•ManagementSupport
•PFC + SC
•Floor Plant
•PFMEA
•Ppk Plan
•Pre Launch CP
•MSA Plan
•Packing Std.
•Training Plan
•ManagementSupport
•Training Record
•Production Trial
•MSA Result
•Ppk Result
•Validation Test
•Production CP
•PPAP
•Sign Off
•ManagementSupport
•Customer
Satisfaction
•QCD
•Reduction
Variation
•Lesson Learned
•ManagementSupport
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5

APQP : Phase 1 Plan and Define Program
• Business Plan
• Benchmarking Data
• Voice of Customer
• Voice of Process
• Team Experience
• Lesson Learned
• Reliability & Quality Goals
• Preliminary Process Flow Chart
• Preliminary SC of Product &
Process
• Quality Assurance Plan
• Management Support
Input Output
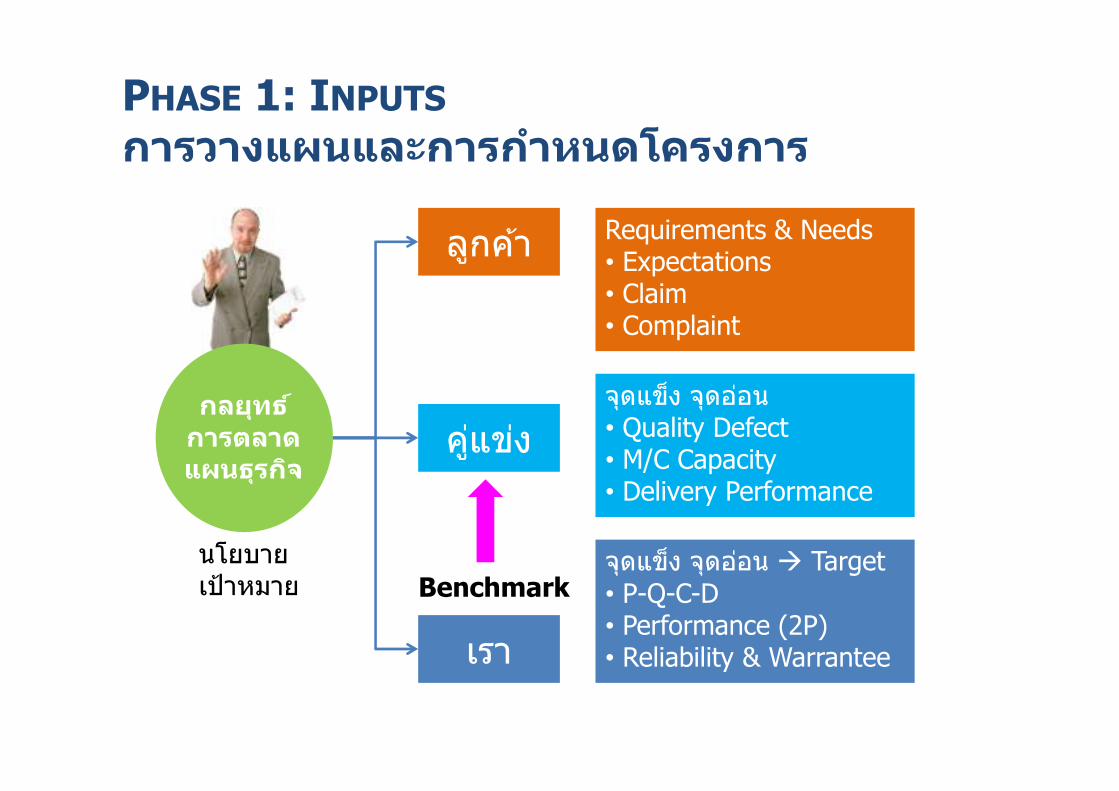
PHASE 1: INPUTSการวางแผนและการกาํหนดโครงการ
กลยทุธ์การตลาดแผนธรุกจิ
ลกูคา้
คูแ่ขง่
เรา
Requirements & Needs• Expectations• Claim• Complaint
จดุแข็ง จดุออ่น• Quality Defect• M/C Capacity• Delivery Performance
จดุแข็ง จดุออ่น � Target• P-Q-C-D• Performance (2P)• Reliability & Warrantee
นโยบายเป้าหมาย Benchmark
Phase 1 : Outputs
TargetCycle Time
Productivity
Cost Per Unit
Defect Rate (PPM or DPM)
Process Capability
MTBF
MTTR
Product Performance

• รายการเบื�องตน้ของวัตถดุบิ(Preliminary Bill of Material)
• แผนภมูกิารไหลเบื�องตน้ของกระบวนการ (Preliminary Process Flow Chart : PFC)
SC
คาดการณ์ไวล้ว่งหนา้
Phase 1 : Outputs

• แผนการรบัประกนัคณุภาพการระบเุป้าหมายและขอ้กําหนดความเชื3อถอืได ้การรับประกนัเรื3องความทนทานการเตรยีมจัดทําขอ้กําหนดมาตรฐานทางวศิวกรรมเตรยีมการวธิกีาร ในการตรวจสอบ ทดสอบ
Phase 1 : Outputs

APQP : Phase 2
Product Design & Development

APQP Timing Chart
Plan & DefineProgramme
Product Design &
Development Verification
Product & ProcessValidation
Feedback Assessment& Corrective Action
•Reliability &
Quality
Goals
•Pre PFC
•Pre SC of
Product &
Process
•Management Support
•DFMEA
•Drawing
•Eng Spec
•Material
Spec
•Prototype CP
•ManagementSupport
•PFC + SC
•Floor Plant
•PFMEA
•Ppk Plan
•Pre Launch CP
•MSA Plan
•Packing Std.
•Training Plan
•ManagementSupport
•Training Record
•Production Trial
•MSA Result
•Ppk Result
•Validation Test
•Production CP
•PPAP
•Sign Off
•ManagementSupport
•Customer
Satisfaction
•QCD
•Reduction
Variation
•Lesson Learned
•ManagementSupport
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5

SC Symbol

APQP : Phase 3
Process Design & Development
APQP Timing Chart
Plan & DefineProgramme
Product Design &
Development Verification
Product & ProcessValidation
Feedback Assessment& Corrective Action
•Reliability &
Quality
Goals
•Pre PFC
•Pre SC of
Product &
Process
•Management Support
•DFMEA
•Drawing
•Eng Spec
•Material
Spec
•Prototype CP
•ManagementSupport
•PFC + SC
•Floor Plant
•PFMEA
•Ppk Plan
•Pre Launch CP
•MSA Plan
•Packing Std.
•Training Plan
•ManagementSupport
•Training Record
•Production Trial
•MSA Result
•Ppk Result
•Validation Test
•Production CP
•PPAP
•Sign Off
•ManagementSupport
•Customer
Satisfaction
•QCD
•Reduction
Variation
•Lesson Learned
•ManagementSupport
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5

7.3 Design and development Planning
7.3.2.1 Product Design
• CSR
• Drawing, SC
• Product Performance
7.3.2.2 Process Design
- Lesson Learned
- FMEAs & Control Plan
- CSR & Eng. Drawing
- SC 7.3.2.3
- Packing Std.
- Eng. Spec, Test Req.
- Process Capability
- Cost
- Target
7.3.1วางแผน
3Wทบทวนทวนสอบยนืยันผล
7.3.3.1 Product Design
• Design FMEA
• SC & Spec, Drawing
• Product Error-Proofing
7.3.3.2 Process Design
• Process Flow Chart
• Floor Plant Layout
• Process FMEA
• Control Plan
• Work Instructions
• SC
• Acceptance Criteria
• Process Error-Proofing
• Prevention & Detection
7.3.1.1 Cross
FunctionalTeam
7.3.2 Inputs 7.3.3 Outputs
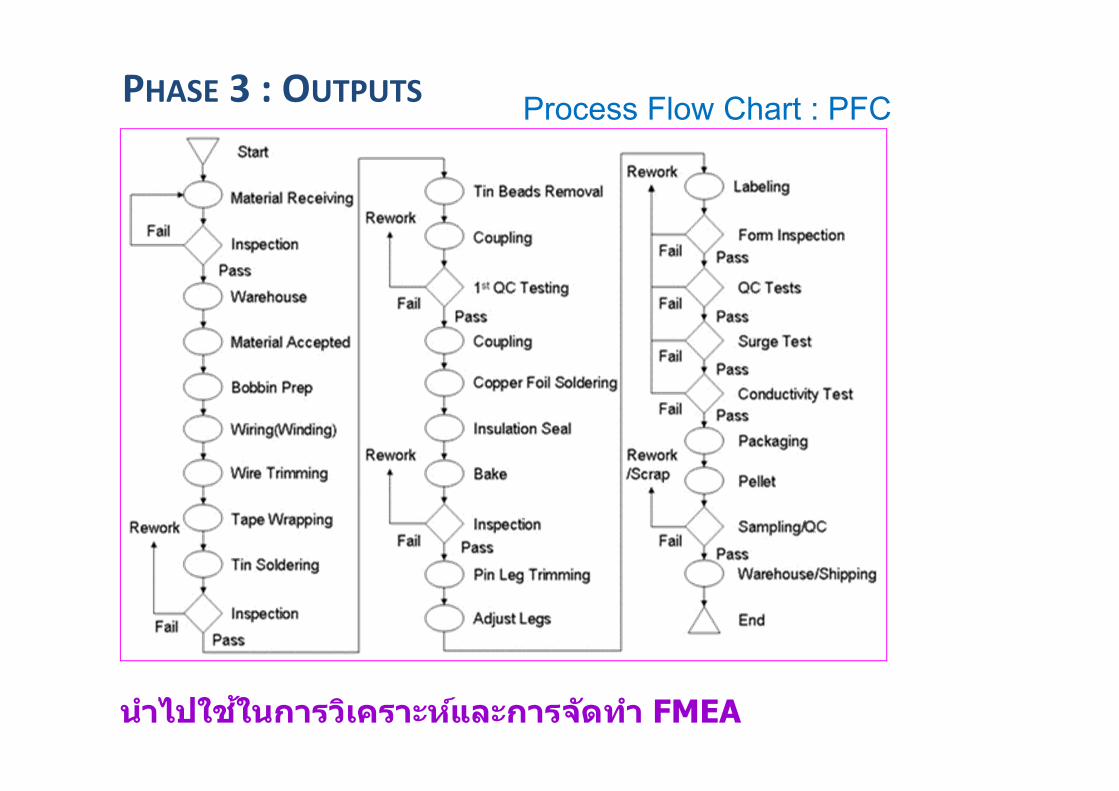
Process Flow Chart : PFC
นําไปใชใ้นการวเิคราะหแ์ละการจดัทาํ FMEA
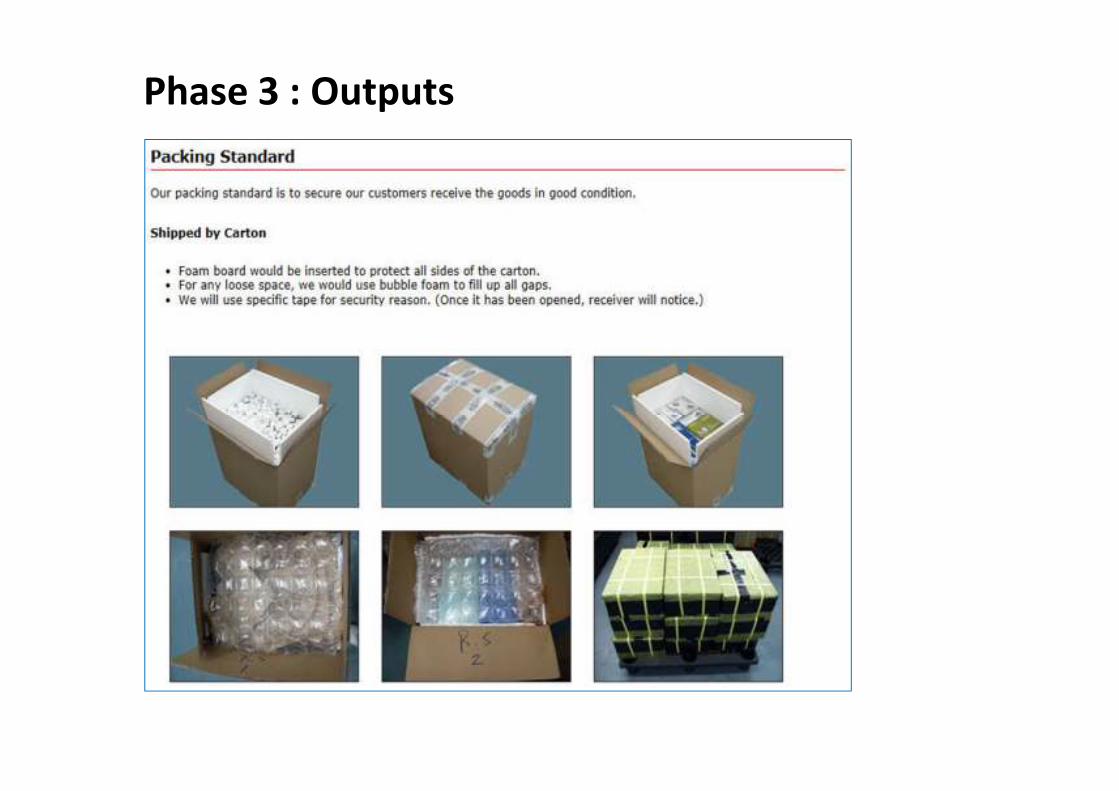
PHASE 3 : OUTPUTS
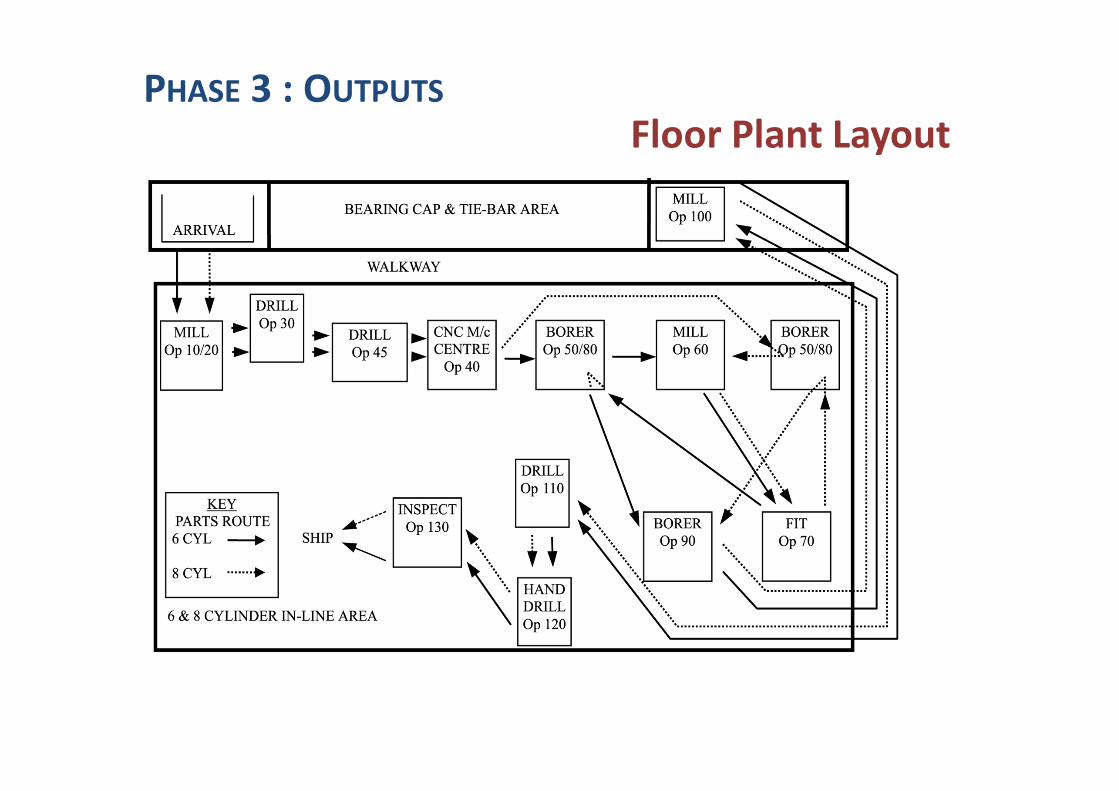
Floor Plant LayoutPHASE 3 : OUTPUTS
Phase 3 : Outputs

FMEA
Failure Mode & Effect Analysis

Process FMEA
All new product and/or significant changes (4M)ตอ้งจัดทํากอ่นเริ3มการผลติจรงิ (before mass production)เป็นเครื3องมอืในการวเิคราะหค์วามเสี3ยง (Risk Assessment)� Potential Failure� Effects � Severity� Occurrence
ตอ้งทบทวนอยูเ่สมอเมื3อม ีClaim, Complaint, Defectsใช ้Process FMEA Checklist ในการทบทวนความสมบรูณ์ใช ้Process Flow Chart เป็น Input ในการจัดทํา
Prevention & Detection ���� Reduce
Detection
Phase 3 : Outputs

FMEA Assessment Method
47
ขั �นตอนการทํางาน
1……………
2……………
3……………
4……………
5……………
สดุทา้ย
มโีอกาสเกดิ
ขอ้บกพรอ่งอะไรบา้ง(Failure)
Failure นั�น มคีวามรนุแรง
ขนาดไหน
1-10 คะแนน
Failure นั�น มโีอกาส
เกดิบอ่ยแค่ไหน
1-10 คะแนน
เราสามารถตรวจพบได ้ดขีนาดไหน
1-10 คะแนน
PFC Steps Failure Severity Occurrence Detection
โอกาสในการเกดิเหตกุารหนึ3งๆ จะไมน่อ้ยกวา่ 0% และ ไมม่ากกวา่ 100%แปลวา่ ทกุเหตกุารณ์มโีอกาสเกดิขึ�นไดเ้สมอ
S O DRPN =
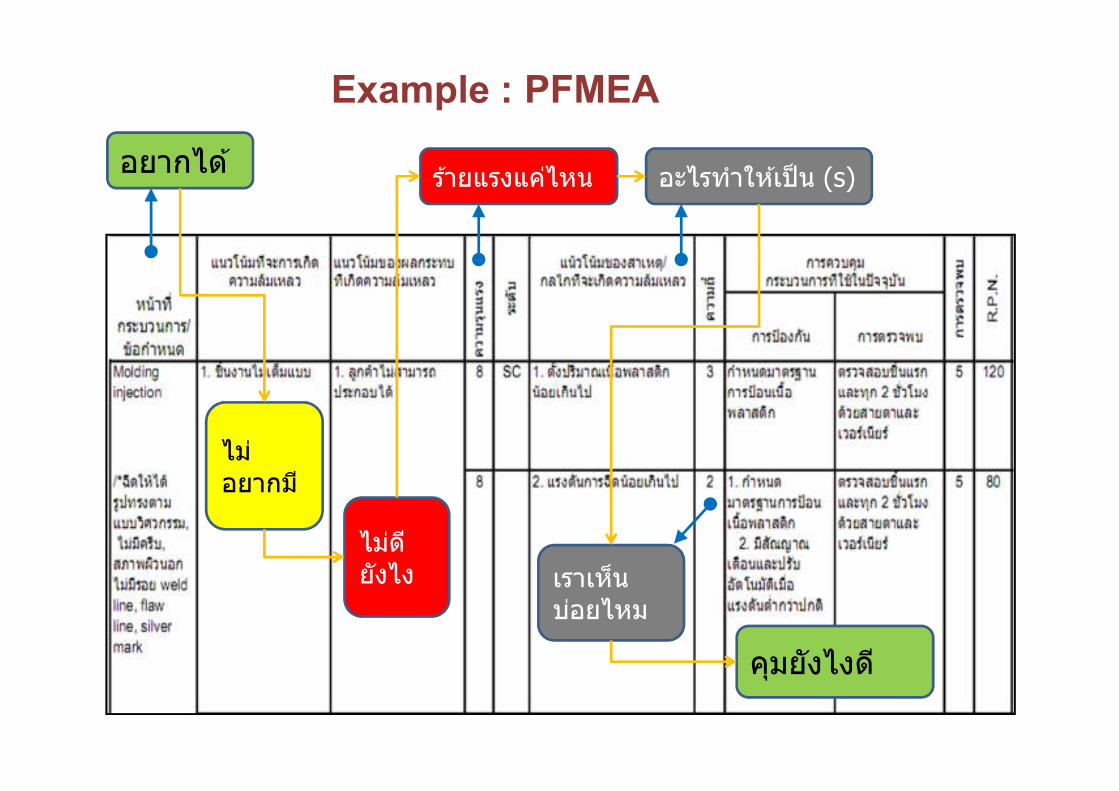
Example : PFMEA
อยากได ้
ไม่อยากมี
ไมด่ียังไง
รา้ยแรงแคไ่หน อะไรทําใหเ้ป็น (s)
เราเห็นบอ่ยไหม
คมุยงัไงดี

FMEA Format : Form C
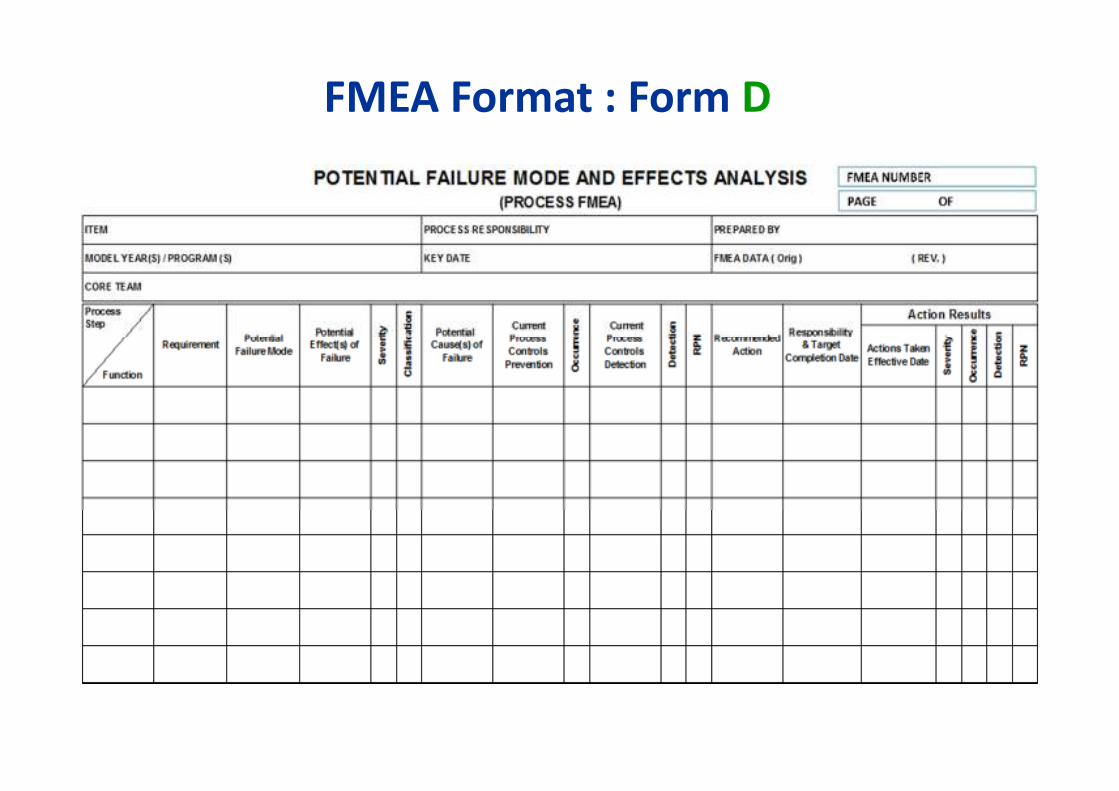
FMEA Format : Form D

FMEA Ranking CriteriaFMEA Ranking CriteriaFMEA Ranking CriteriaFMEA Ranking Criteria

S-Severity ระดบัความรุนแรงของผลกระทบ
Please see in appendix : A
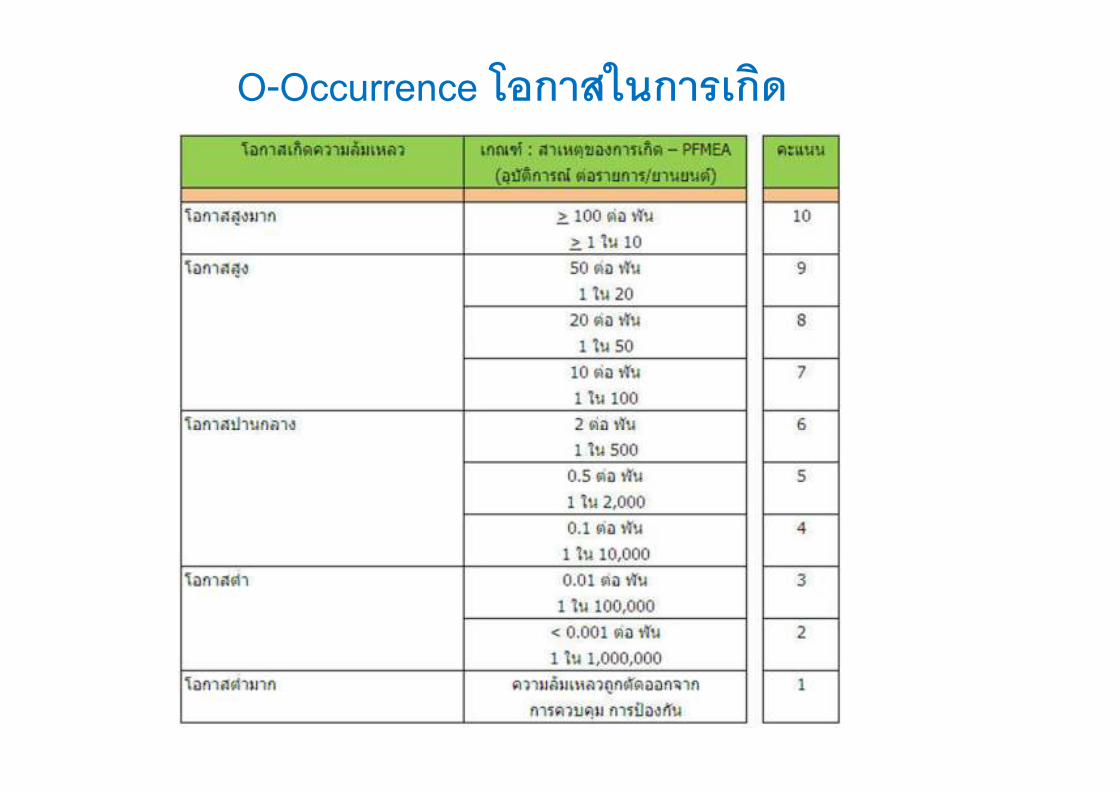
O-Occurrence โอกาสในการเกดิ
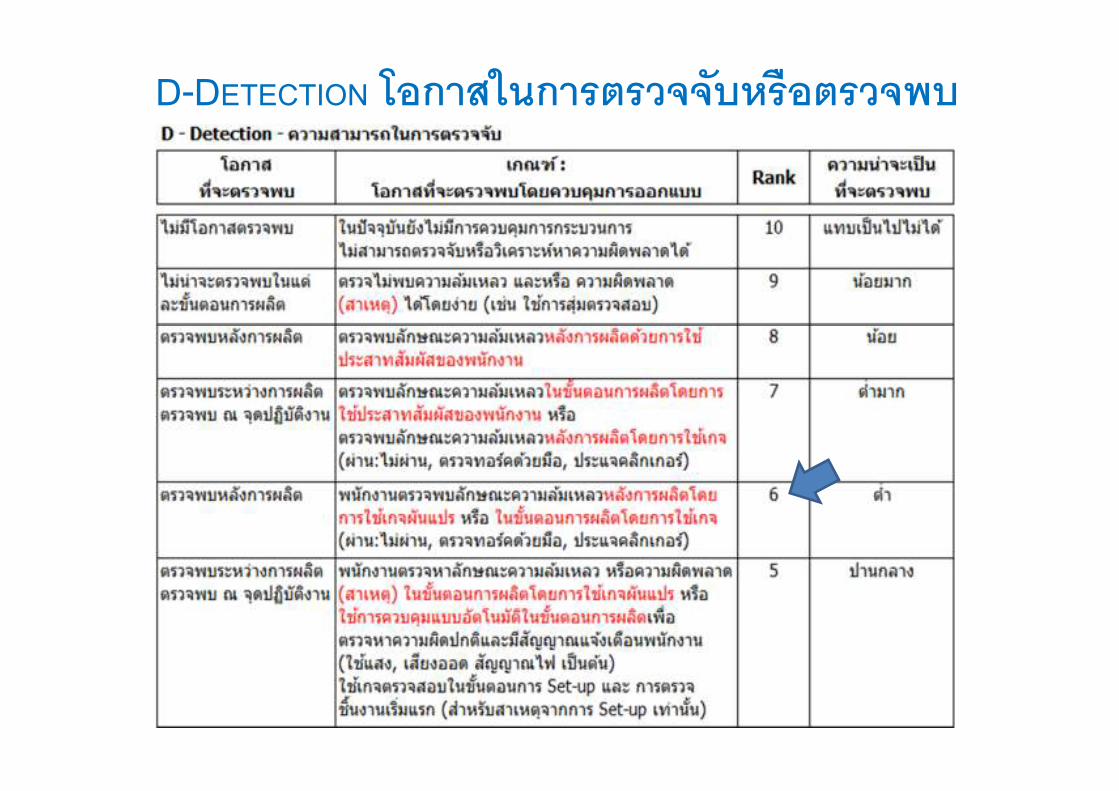
D-DETECTION โอกาสในการตรวจจับหรือตรวจพบ
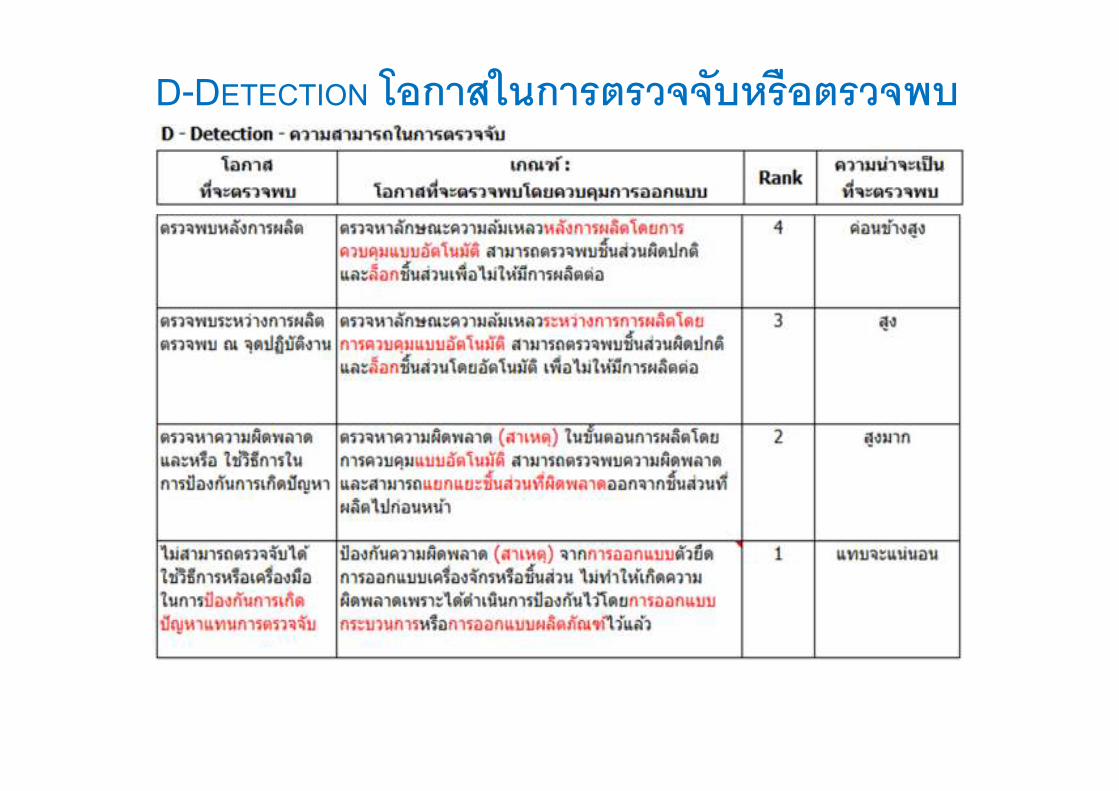
D-DETECTION โอกาสในการตรวจจับหรือตรวจพบ

RPN
Risk Priority Number
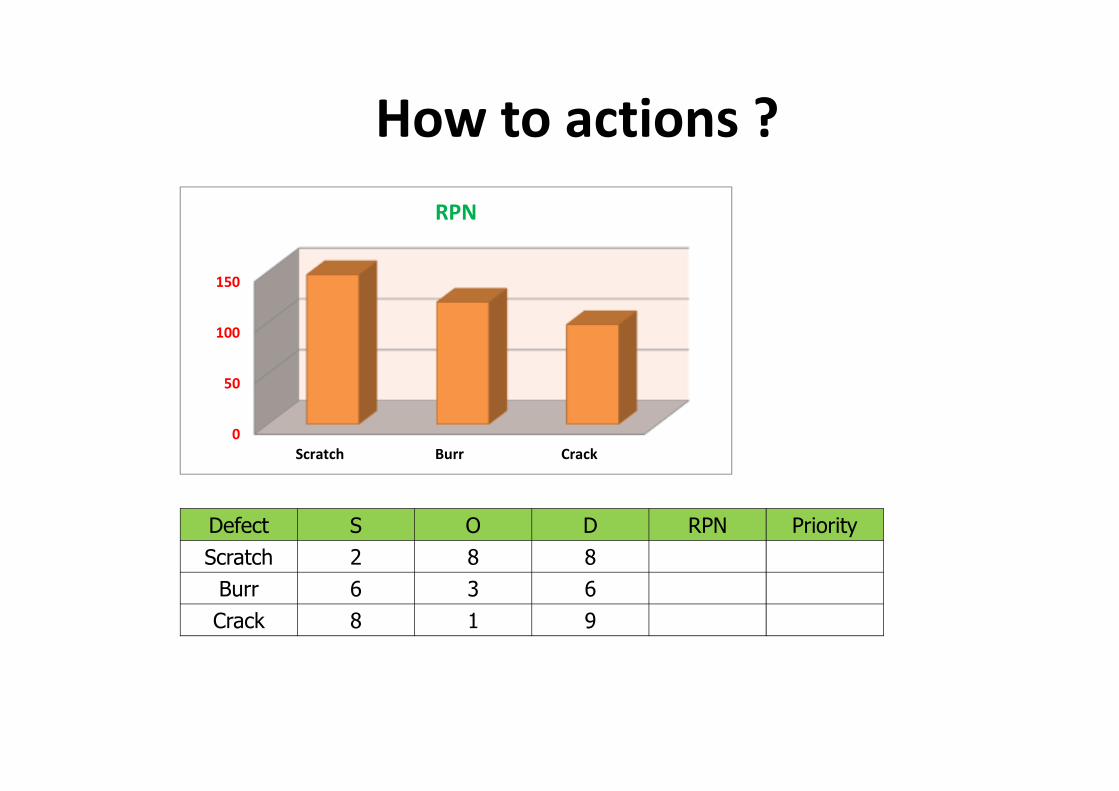
How to actions ?
Defect S O D RPN PriorityScratch 2 8 8 128
Burr 6 3 6 108 Crack 8 1 9 72
0
50
100
150
Scratch Burr Crack
RPN

How to actions ?
Defect S O D RPN PriorityScratch 3 7 7 196
Burr 7 3 7 196 Crack 7 7 3 196
0
50
100
150
Scratch Burr Crack
RPN
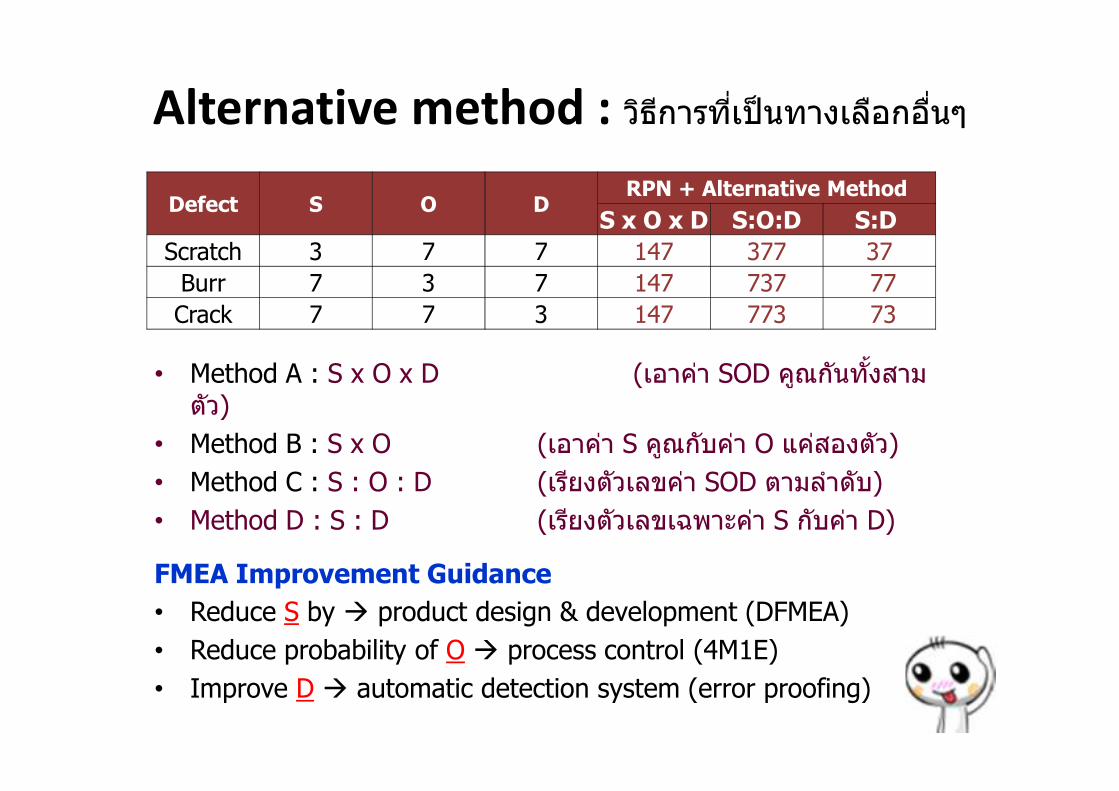
Alternative method : วธิกีารที3เป็นทางเลอืกอื3นๆ
• Method A : S x O x D (เอาคา่ SOD คณูกนัทั �งสามตวั)
• Method B : S x O (เอาคา่ S คณูกบัคา่ O แคส่องตวั)• Method C : S : O : D (เรยีงตวัเลขคา่ SOD ตามลําดบั)• Method D : S : D (เรยีงตวัเลขเฉพาะคา่ S กบัคา่ D)
FMEA Improvement Guidance• Reduce S by � product design & development (DFMEA)• Reduce probability of O � process control (4M1E)• Improve D � automatic detection system (error proofing)
Defect S O DRPN + Alternative Method
S x O x D S:O:D S:D Scratch 3 7 7 147 377 37
Burr 7 3 7 147 737 77Crack 7 7 3 147 773 73

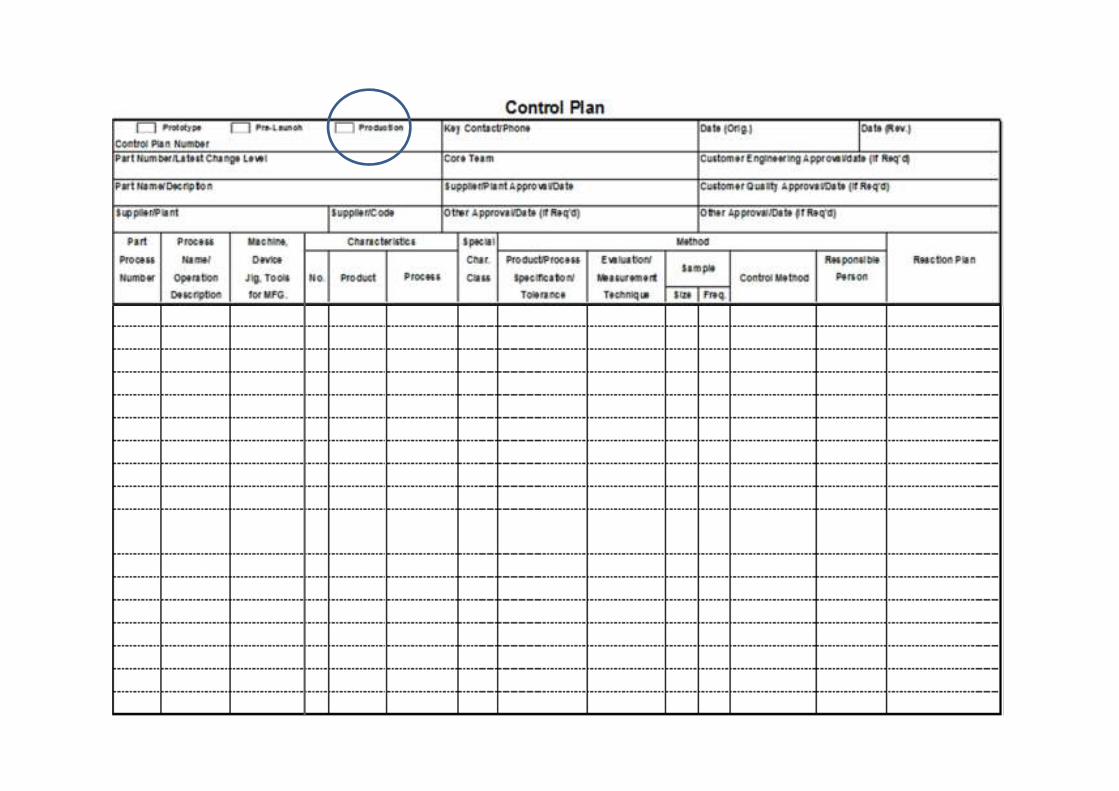
CP
Control Plans
Prototype Pre-launch Production
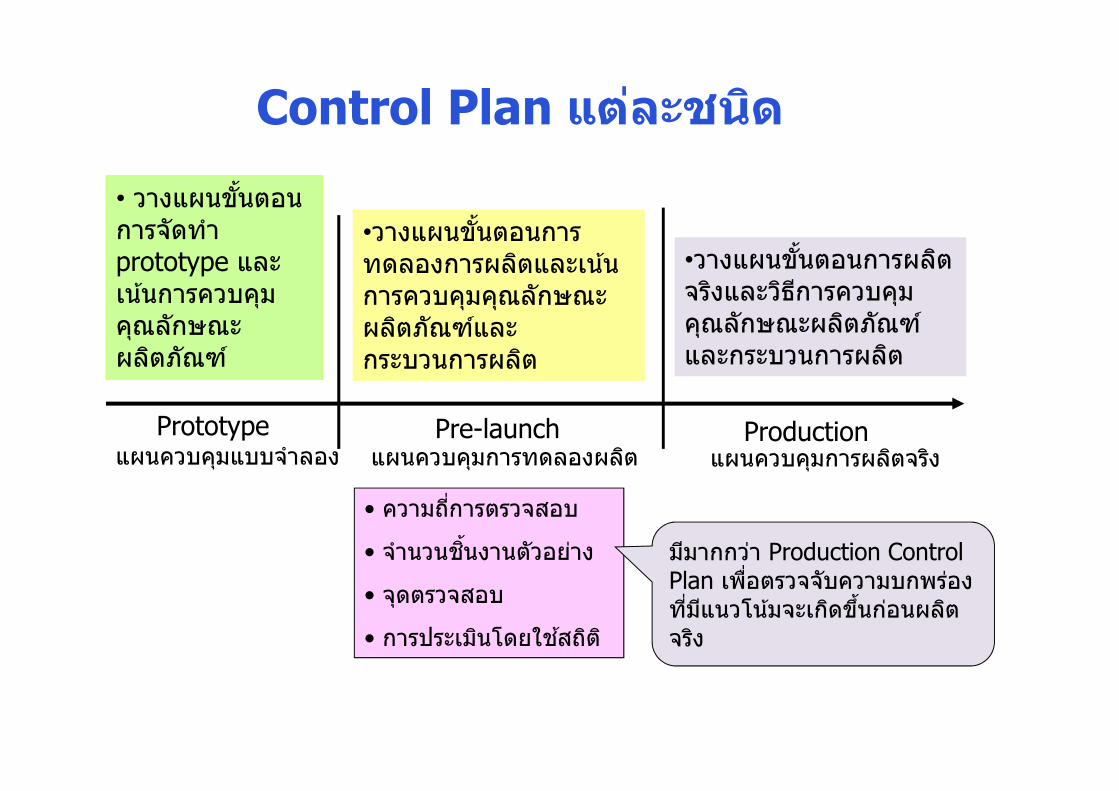
Control Plan แตล่ะชนดิ
• วางแผนขั �นตอนการจัดทํา prototype และเนน้การควบคมุคณุลกัษณะผลติภณัฑ์
•วางแผนขั �นตอนการทดลองการผลติและเนน้การควบคมุคณุลกัษณะผลติภณัฑแ์ละกระบวนการผลติ
•วางแผนขั �นตอนการผลติจรงิและวธิกีารควบคมุคณุลกัษณะผลติภณัฑ์และกระบวนการผลติ
• ความถี3การตรวจสอบ
• จํานวนชิ�นงานตวัอยา่ง
• จดุตรวจสอบ
• การประเมนิโดยใชส้ถติ ิ
มมีากกวา่ Production ControlPlan เพื3อตรวจจับความบกพรอ่งที3มแีนวโนม้จะเกดิขึ�นกอ่นผลติจรงิ
แผนควบคมุแบบจําลอง แผนควบคมุการทดลองผลติ แผนควบคมุการผลติจรงิ

ตวัอยา่ง Control Plan

64
ชว่งการผลติ ทมีงาน
การอนุมัตภิายในบรษิัทเราเอง
การอนุมัติจากลกูคา้
หมายเลข Control PlanPart NumberPart Nameระดบัการปรับปรงุชื3อบรษิัท รหสั Code
Control Plan Leader
Team Member
CP-GM-01-00

ขั �นตอนที3ชื3อขั �นตอน
เครื3องจักร อปุกรณ์ที3ใช ้
ช ิ�นงานตอ้งควบคมุเรื3องอะไรบา้ง
ตอ้งควบคมุ Parameterของกระบวนการเรื3องอะไรบา้ง
Spec ? ใชอ้ะไรวัด ถี3แคไ่หน ทกุ ๆ ?
Check SheetWI, Control
Chart

66
Reference from Process Flow Chart
Ref. from Drawing & FMEA
Ref. from FMEA
Ref. from Drawing &
Experienceor DOE Result
Ref. from FMEA
Ref. from Drawing
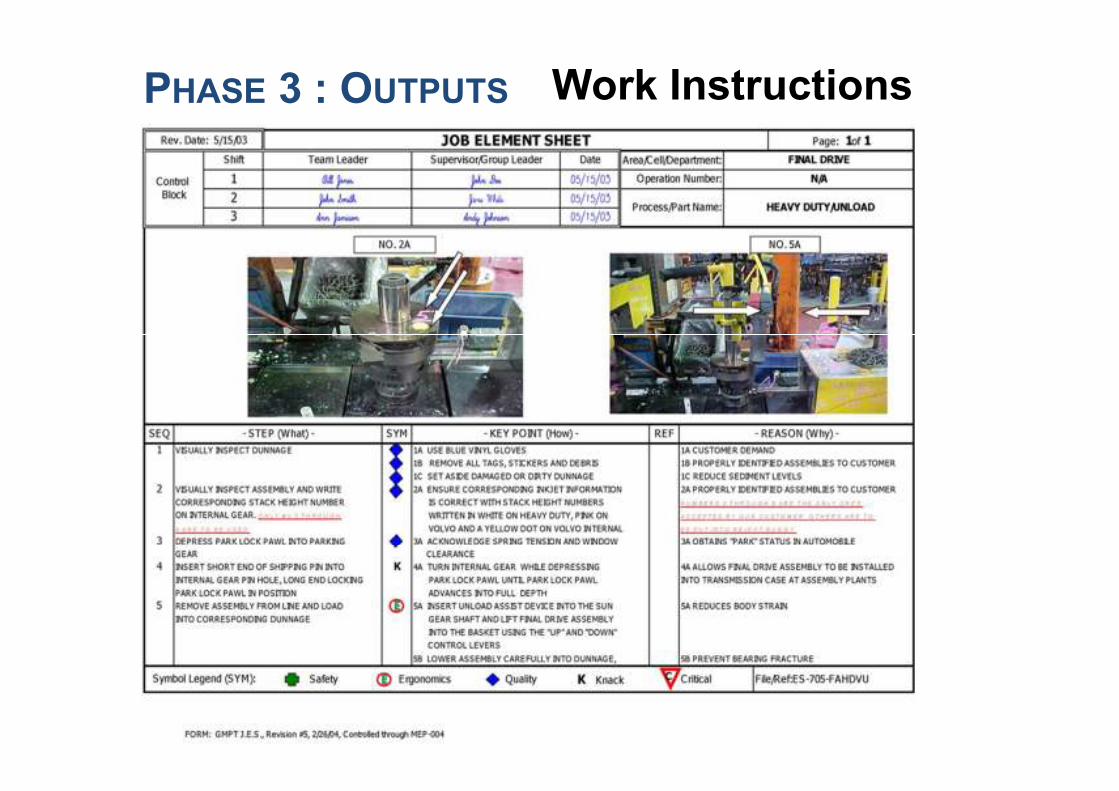
Work InstructionsPHASE 3 : OUTPUTS
Phase 3 : Outputs

การวางแผนศกึษา MSA จาก Control Plan
ลกัษณะ วิธีการ
แผนตอบสนอง
ตวัอย่าง
วธิกีารควบคุม
70 ทา WAX ดา้นในแผงประดู
ดว้ยมอื 1 ความหนา
B 2+0.5 เครื)องวดัความหนา
3 ชิ-น
ชั )วโมง SPC ทาใหม่
แรงดนัพ่น
ระดบั
หมาย
เลขกร
ะบวน
การ ชื�อกระบวนการ/
รายละเอียดการปฏิบตัิงาน
เครื�องชิ�นส่วนจิ ก เครื�องมือที�ใชใ้นการผลิต
หมายเลข
ผลิตภณัฑ์ กระบวนการ
รายการจาํเพาะความคลาดเคลื�อนยอมรับของผลิตภณัฑ/์กระบวนการ
กลวิธีการวดั/การประเมินขนาด ความถี�
การจดัระดบัลกัษณะพิเศษ
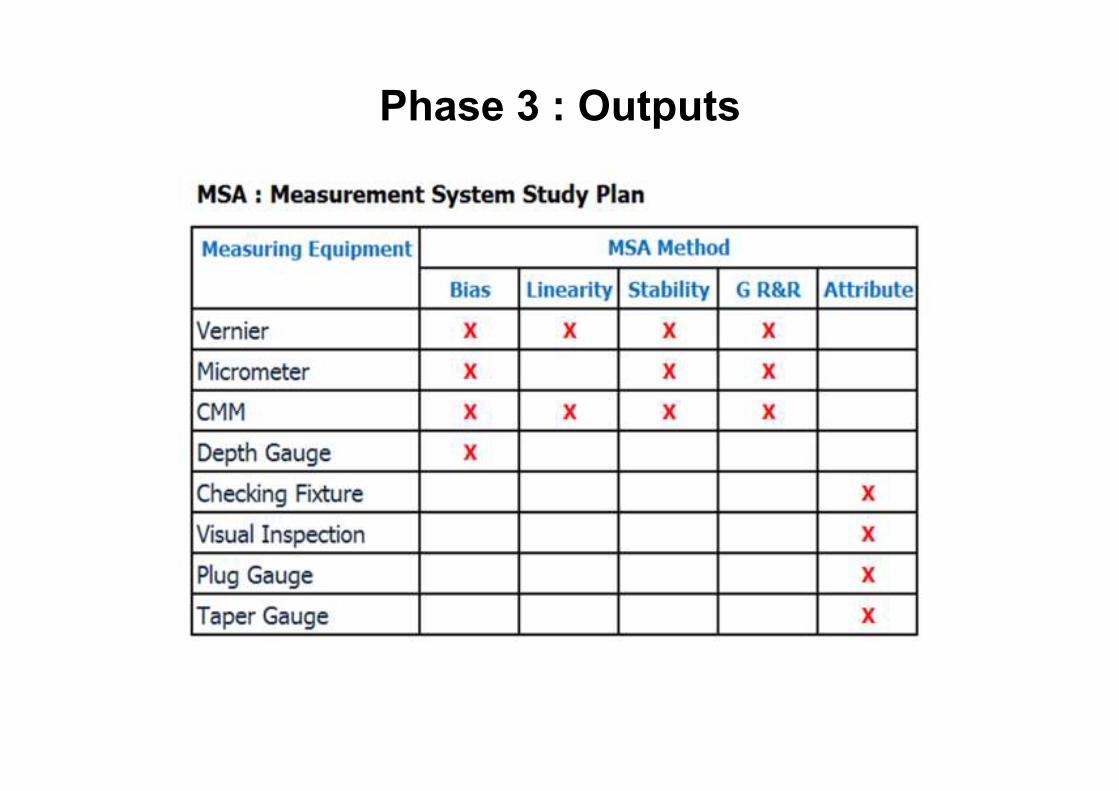
จัดทํา MSAเพื3อศกึษาวา่ระบบการวัดวา่มคีวามเหมาะสมหรอืไม่
ทํา MSA ทกุประเภทของเครื3องมอืที3ไวร้ะบุใน Control Plan
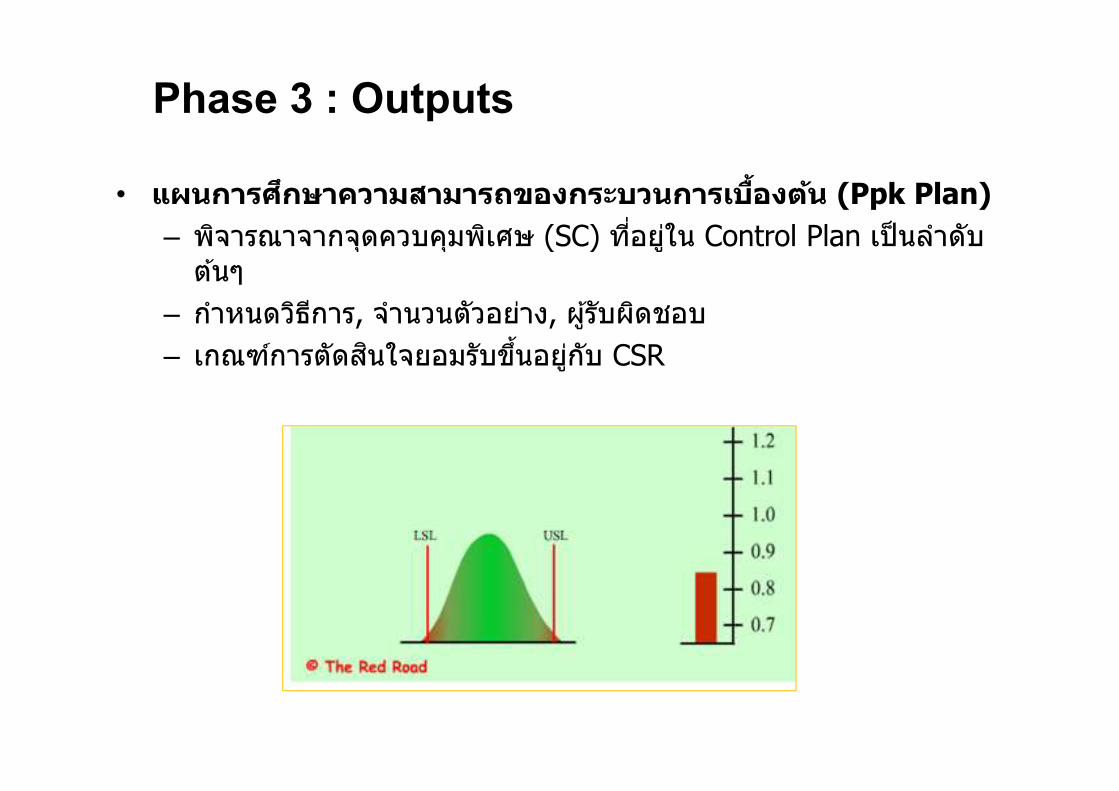
• แผนการศกึษาความสามารถของกระบวนการเบือ̂งตน้ (Ppk Plan)– พจิารณาจากจดุควบคมุพเิศษ (SC) ที3อยูใ่น Control Plan เป็นลําดับ
ตน้ๆ– กําหนดวธิกีาร, จํานวนตัวอยา่ง, ผูร้ับผดิชอบ– เกณฑก์ารตัดสนิใจยอมรับขึ�นอยูก่บั CSR
Phase 3 : Outputs
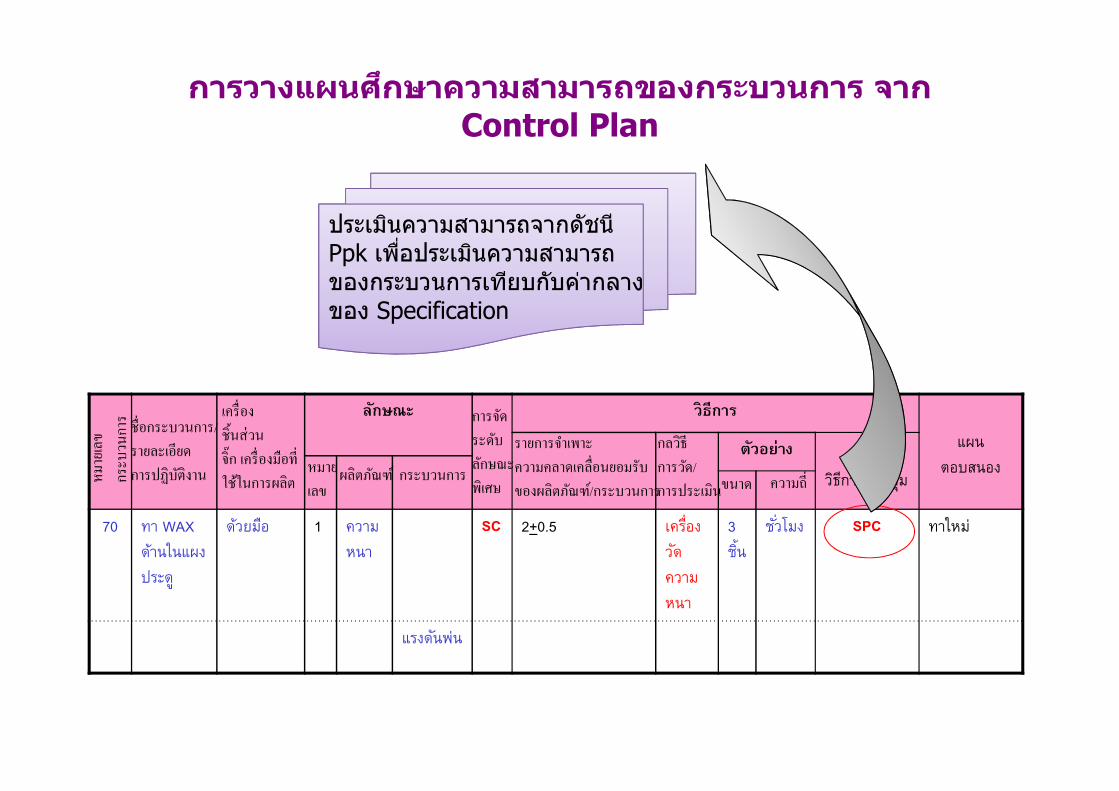
การวางแผนศกึษาความสามารถของกระบวนการ จาก Control Plan
ลกัษณะ วิธีการ
แผนตอบสนอง
ตวัอย่าง
วธิกีารควบคุม
70 ทา WAX ดา้นในแผงประดู
ดว้ยมอื 1 ความหนา
SC 2+0.5 เครื)องวดัความหนา
3 ชิ-น
ชั )วโมง SPC ทาใหม่
แรงดนัพ่น
ระดบั
หมาย
เลขกร
ะบวน
การ ชื�อกระบวนการ/
รายละเอียดการปฏิบตัิงาน
เครื�องชิ�นส่วนจิ ก เครื�องมือที�ใชใ้นการผลิต
หมายเลข
ผลิตภณัฑ์ กระบวนการ
รายการจาํเพาะความคลาดเคลื�อนยอมรับของผลิตภณัฑ/์กระบวนการ
กลวิธีการวดั/การประเมินขนาด ความถี�
การจดัระดบัลกัษณะพิเศษ
ประเมนิความสามารถจากดชันีPpk เพื3อประเมนิความสามารถของกระบวนการเทยีบกบัคา่กลางของ Specification
APQP : Phase 4
Product & Process Validation
APQP Timing Chart
Plan & DefineProgramme
Product Design &
Development Verification
Product & ProcessValidation
Feedback Assessment& Corrective Action
•Reliability &
Quality
Goals
•Pre PFC
•Pre SC of
Product &
Process
•Management Support
•DFMEA
•Drawing
•Eng Spec
•Material
Spec
•Prototype CP
•ManagementSupport
•PFC + SC
•Floor Plant
•PFMEA
•Ppk Plan
•Pre Launch CP
•MSA Plan
•Packing Std.
•Training Plan
•ManagementSupport
•Training Record
•Production Trial
•MSA Result
•Ppk Result
•Validation Test
•Production CP
•PPAP File
•Sign Off
•ManagementSupport
•Customer
Satisfaction
•QCD
•Reduction
Variation
•Lesson Learned
•ManagementSupport
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5

• การทดลองผลติ (Significant production run)– 4M 1E จรงิ– จํานวนหรอืชั3วโมงในการทดลองขึ�นอยูก่บัขอ้กําหนดของลกูคา้– Dimension Check Data– Performance Test (If require)– Master Sample– วดัและประเมนิ Target เชน่ สดัสว่นของเสยี Cycle Time เป็นตน้
การเตรยีมความพรอ้มในการทดลองผลติ– เครื3องมอื อปุกรณ์ เครื3องมอืวดั (ผา่นการสอบเทยีบและการทํา MSA)– เอกสาร แบบฟอรม์ มาตรฐานการตรวจสอบ ทดสอบ– ฝึกอบรมพัฒนาพนักงาน
Phase 4 : Outputs
ทําการวเิคราะหร์ะบบระบบการวดั (MSA)– ทกุประเภทของระบบการตรวจวดั และทดสอบที3
กําหนดไวใ้นแผนควบคมุตอ้งนํามาศกึษาหาความผันแปรของระบบการวดัตามวธิกีารที3ลกูคา้หรอืองคก์รกําหนด
Phase 4 : Outputs
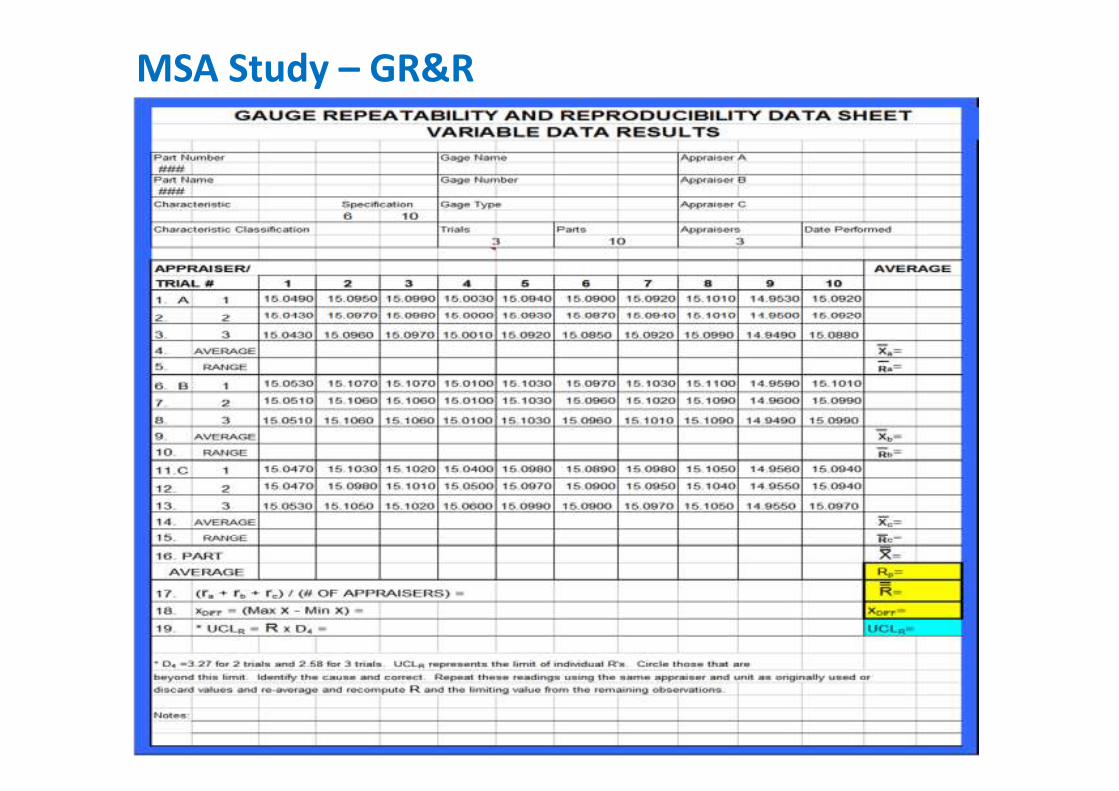
MSA Study – GR&R
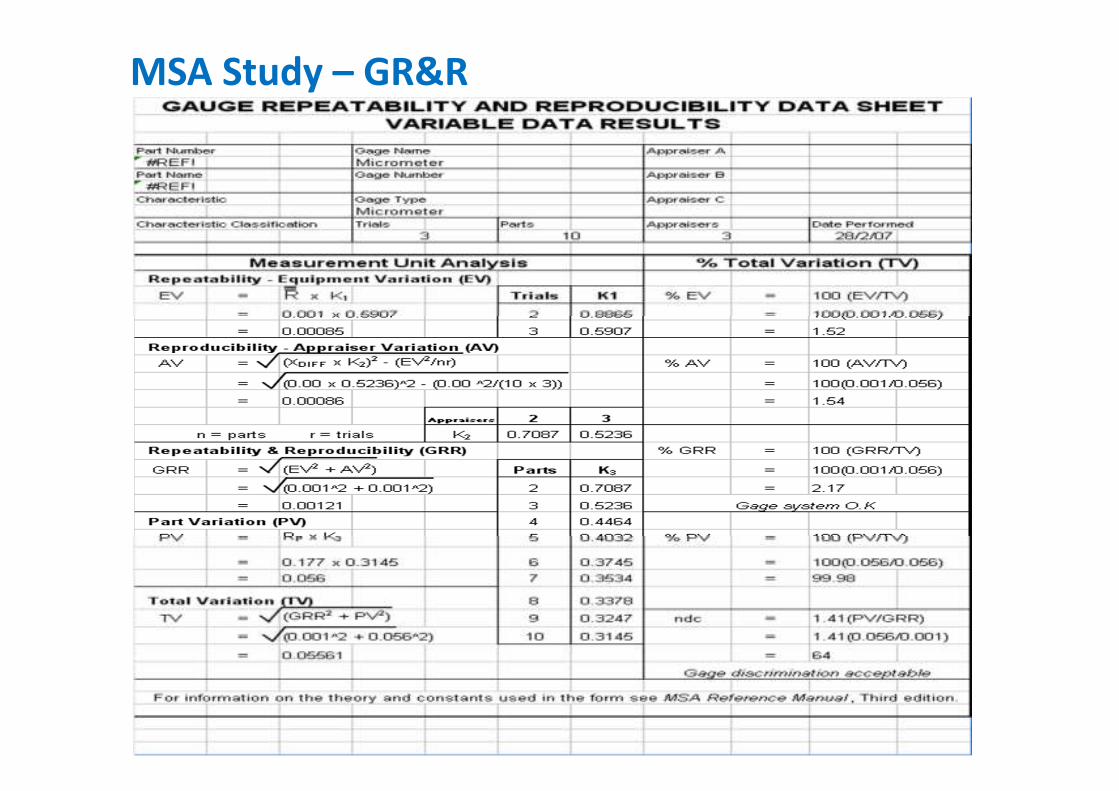
MSA Study – GR&R
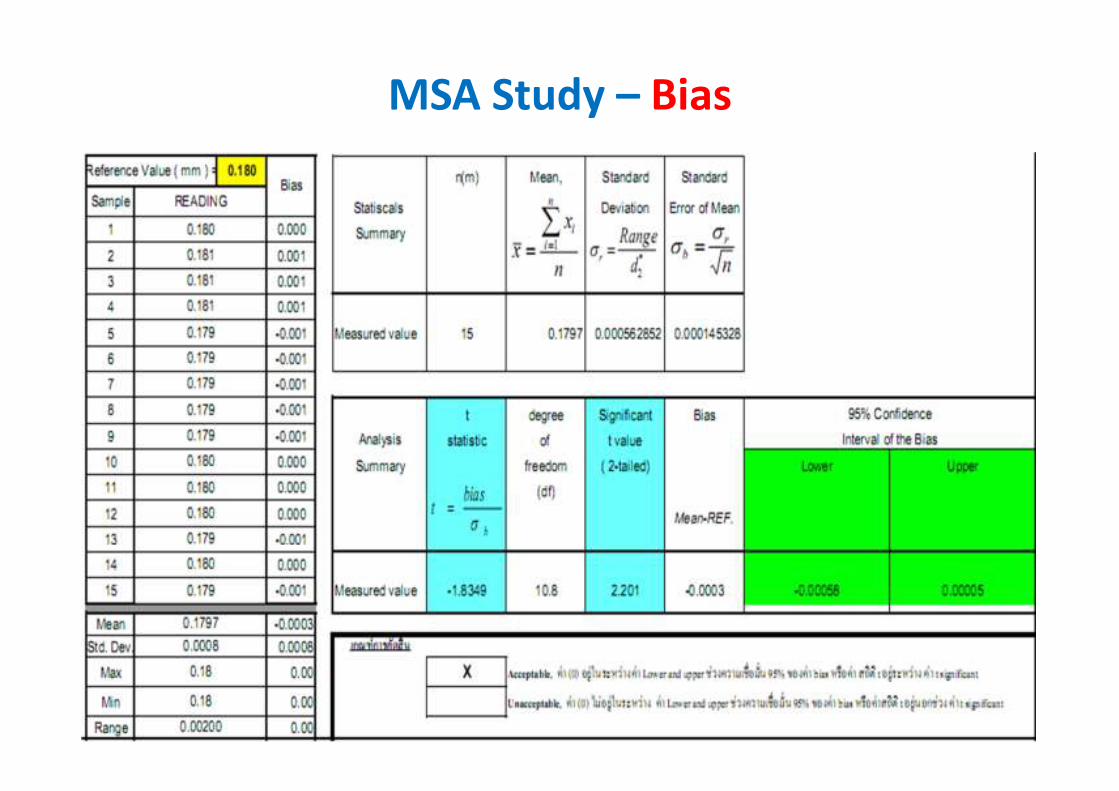
MSA Study – Bias

MSA Study – Attribute Gages (Effectiveness Index)
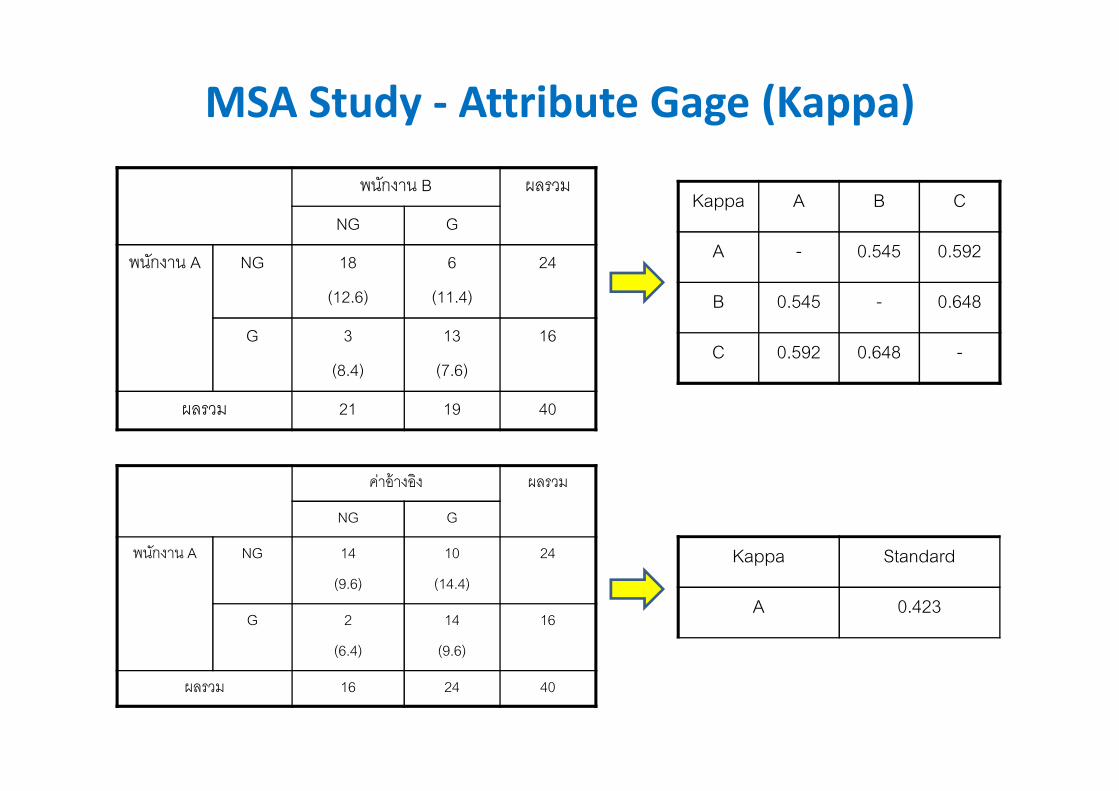
MSA Study - Attribute Gage (Kappa)
พนกังาน B ผลรวม
NG G
พนกังาน A NG 18
(12.6)
6
(11.4)
24
G 3
(8.4)
13
(7.6)
16
ผลรวม 21 19 40
Kappa A B C
A - 0.545 0.592
B 0.545 - 0.648
C 0.592 0.648 -
คา่อ้างอิง ผลรวม
NG G
พนกังาน A NG 14
(9.6)
10
(14.4)
24
G 2
(6.4)
14
(9.6)
16
ผลรวม 16 24 40
Kappa Standard
A 0.423
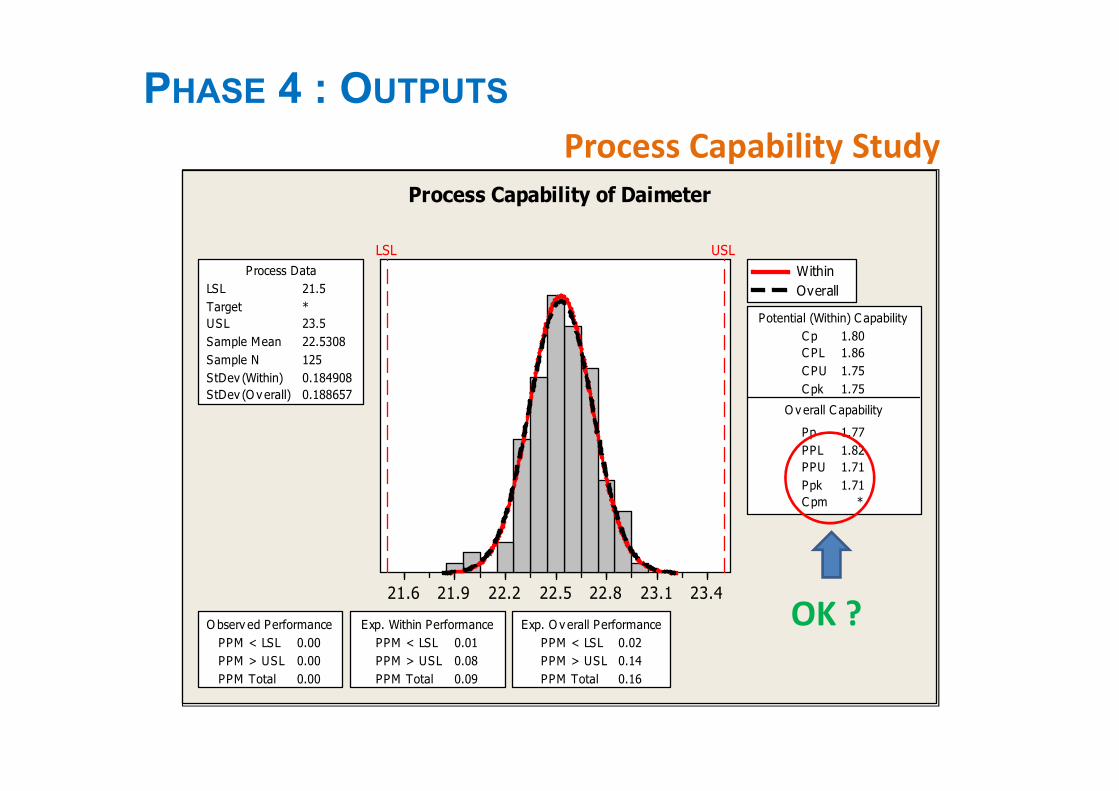
Process Capability Study
23.423.122.822.522.221.921.6
LSL USL
LSL 21.5Target *USL 23.5Sample Mean 22.5308Sample N 125StDev (Within) 0.184908StDev (O v erall) 0.188657
Process Data
C p 1.80C PL 1.86C PU 1.75C pk 1.75
Pp 1.77PPL 1.82PPU 1.71Ppk 1.71C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 0.00PPM > USL 0.00PPM Total 0.00
O bserv ed PerformancePPM < LSL 0.01PPM > USL 0.08PPM Total 0.09
Exp. Within PerformancePPM < LSL 0.02PPM > USL 0.14PPM Total 0.16
Exp. O v erall Performance
WithinOverall
Process Capability of Daimeter
OK ?
PHASE 4 : OUTPUTS

82
Ppk > 1.67 Acceptable
Ppk < 1.67 > 1.33 Needs
Controls
Ppk < 1.33 100% Check

ดชันวีดัความสามารถของกระบวนการ
• จํานวน Sample = 100 Data, 25 Subgroup
ดชันีวดัความสามารถกระบวนการ (Cpk)
ดัชนีวัดสมรรถนะกระบวนการ (Ppk)
ช่วงทดลองหรือเริ�มต้นการผลิต
1.33≥
σ
−
σ
−
22 d
R
d
R3
LSLX,
3
XUSLmin
1.67≥
σ
−
σ
−
ss 3
LSLX,
3
XUSLmin
� เกณฑก์ารยอมรับขึ�นอยูก่บั CSR และ Process KPIs
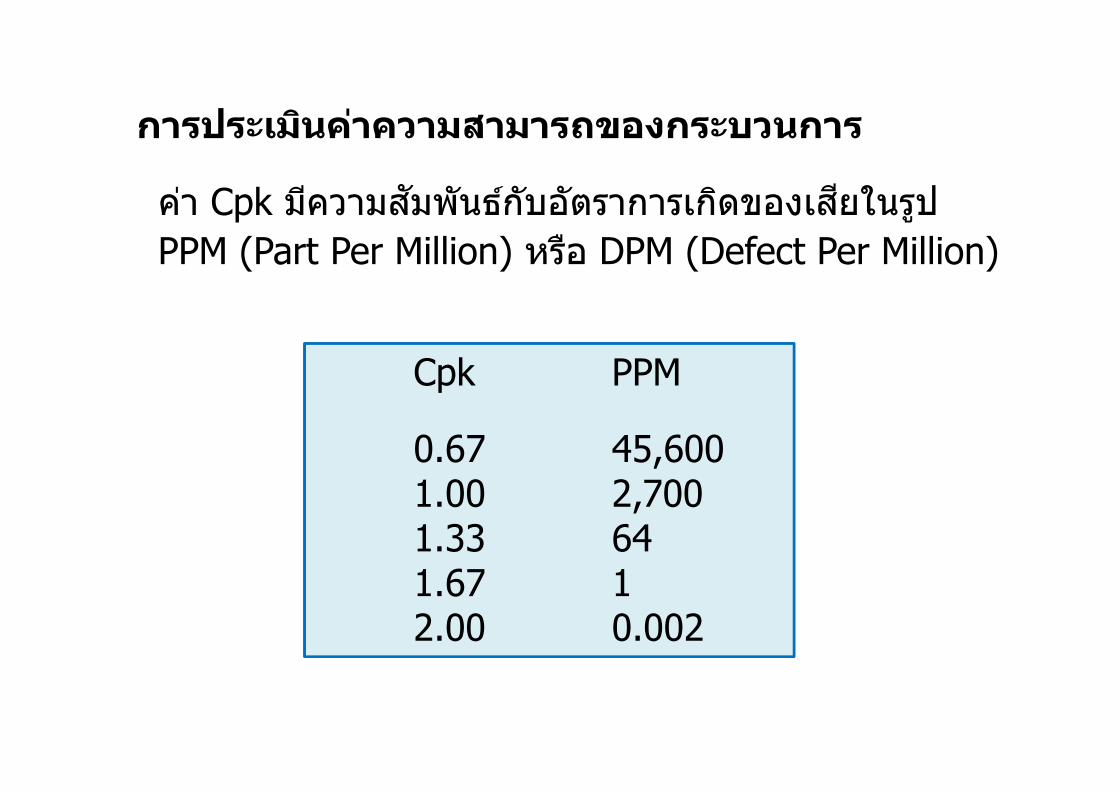
การประเมนิคา่ความสามารถของกระบวนการ
คา่ Cpk มคีวามสมัพันธก์บัอตัราการเกดิของเสยีในรปูPPM (Part Per Million) หรอื DPM (Defect Per Million)
Cpk PPM
0.67 45,6001.00 2,7001.33 641.67 12.00 0.002
• การประเมนิการบรรจแุละหบีหอ่ผลติภณัฑ์– ทดสอบเพื3อใหม้ั3นใจวา่ผลติภัณฑไ์ดถ้กูป้องกนัความเสยีหายที3จะ
เกดิขึ�นระหวา่งการขนสง่และปัจจัยสภาวะแวดลอ้ม– บรรจภุัณฑข์องลกูคา้ก็ตอ้งมกีารประเมนิเชน่กนั
• แผนควบคมุการผลติจรงิ (Production Control Plan)– สําหรับควบคมุกระบวนการผลติทั �งชิ�นสว่น ระบบยอ่ย และ ระบบรวม– เป็นการพัฒนามาจากแผนควบคมุการทดลองผลติ– เป็นเอกสารที3มชีวีติ ตอ้งทบทวนแกไ้ขปรับปรงุใหท้ันสมัยอยูเ่สมอ– อาจตอ้งสง่ใหล้กูคา้เพื3ออนุมัตกิอ่นการผลติจรงิ
Phase 4 : Outputs

Benefits of Control Plan
Control Plan
Controlled
Variations (5M)
Waste
Cost of Poor
Satisfaction
for

Control Plan Input
Process Flow Chart (PFC)
Process FMEA
Drawing (SC)
Engineering Specification
VOC � Claim, Complaint
VOP � Experience from Similar Product
Team Experience
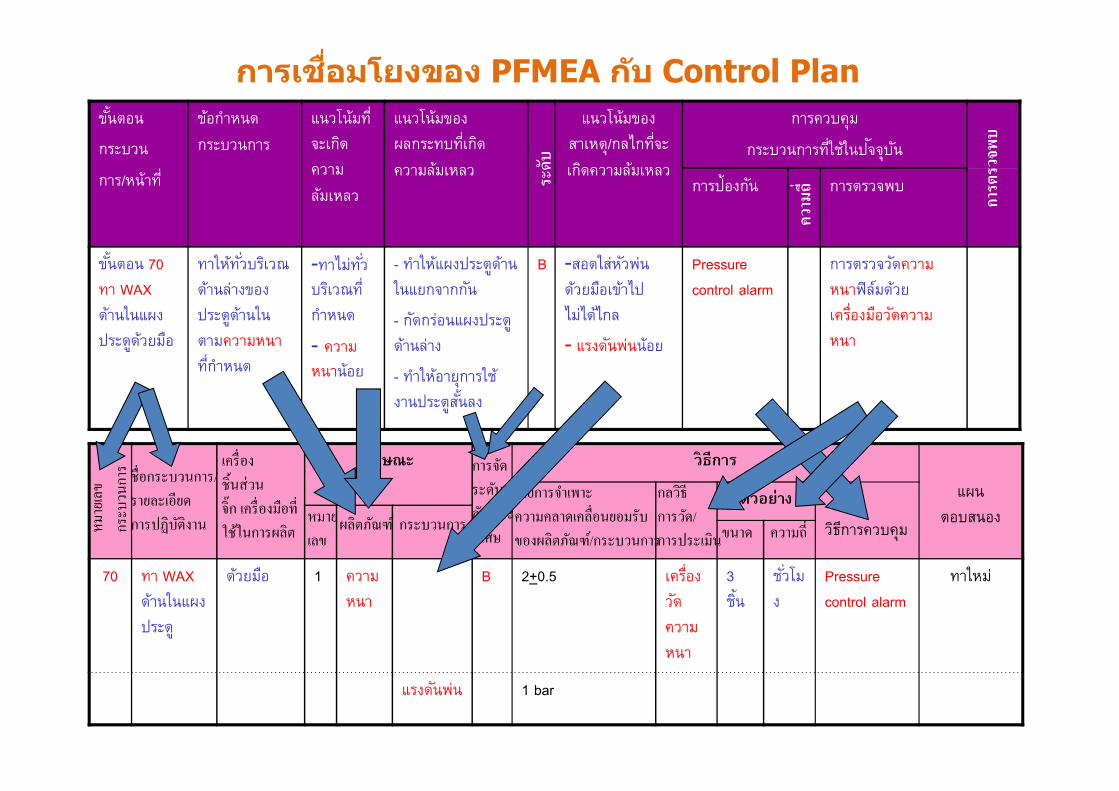
การเชืcอมโยงของ PFMEA กบั Control Planขั -นตอน
กระบวน
การ/หน้าที)
ขอ้กําหนดกระบวนการ
แนวโน้มที)จะเกดิความลม้เหลว
แนวโน้มของผลกระทบที)เกดิความลม้เหลว
แนวโน้มของสาเหตุ/กลไกที)จะเกดิความลม้เหลว
การควบคุม
กระบวนการที)ใชใ้นปจัจุบนั
การป้องกนั การตรวจพบ
ขั -นตอน 70 ทา WAX ดา้นในแผงประดดูว้ยมอื
ทาใหท้ั )วบรเิวณดา้นล่างของประตูดา้นในตามความหนาที)กําหนด
-ทาไมท่ั )วบรเิวณที)กําหนด
- ความหนาน้อย
- ทาํใหแ้ผงประตูดา้นในแยกจากกนั
- กดักรอ่นแผงประตูดา้นล่าง
- ทาํใหอ้ายกุารใช้งานประตูสั -นลง
B -สอดใส่หวัพ่นดว้ยมอืเขา้ไปไมไ่ดไ้กล
- แรงดนัพ่นน้อย
Pressure control alarm
การตรวจวดัความหนาฟิลม์ดว้ยเครื)องมอืวดัความหนา
การต
รวจพ
บ
ความ
ถี�
ลกัษณะ วิธีการ
แผนตอบสนอง
ตวัอย่าง
วธิกีารควบคุม
70 ทา WAX ดา้นในแผงประดู
ดว้ยมอื 1 ความหนา
B 2+0.5 เครื)องวดัความหนา
3 ชิ-น
ชั )วโมง
Pressure control alarm
ทาใหม่
แรงดนัพ่น 1 bar
ระดบั
หมาย
เลขกร
ะบวน
การ ชื�อกระบวนการ/
รายละเอียดการปฏิบตัิงาน
เครื�องชิ�นส่วนจิ ก เครื�องมือที�ใชใ้นการผลิต
หมายเลข
ผลิตภณัฑ์ กระบวนการ
รายการจาํเพาะความคลาดเคลื�อนยอมรับของผลิตภณัฑ/์กระบวนการ
กลวิธีการวดั/การประเมินขนาด ความถี�
การจดัระดบัลกัษณะพิเศษ
เมืcอไรตอ้งมกีารแกไ้ขปรบัปรงุ Control Plan
• การเปลี3ยนแปลงผลติภัณฑ ์(ECR, ECN)• การเปลี3ยนแปลงกระบวนการ (Process Change)• กระบวนการไมเ่สถยีร (Unstable)• กระบวนการไมม่คีวามสามารถ (Uncap ability)• การเปลี3ยนแปลงหวัขอ้การตรวจสอบ, ระบบการ
ตรวจสอบ, ความถี3 เป็นตน้

การอนมุตักิารวางแผนคณุภาพ (Sign-Off)– ทบทวนกระบวนการผลติวา่เป็นไปตามแผนผังการไหลและแผน
ควบคมุที3กําหนดไวห้รอืไม่– แสดงความสามารถในการผลติไดต้ามกําลงัการผลติโดยการใช ้
กระบวนการผลติจรงิ, อปุกรณ์จรงิและพนักงานจรงิ– เป็นการทบทวนอยา่งเป็นทางการ โดยการทบทวน
• แผนควบคมุมคีรบและครอบคลมุทกุกระบวนการผลติ• ทบทวนการเชื3อมโยงของ PFMEA กบั Control Plan• วธิปีฏบิตังิานตอ้งครอบคลมุทกุคณุลกัษณะที3ระบใุนแผน
ควบคมุ และ คําแนะนําที3ระบใุน FMEA
Phase 4 : Outputs
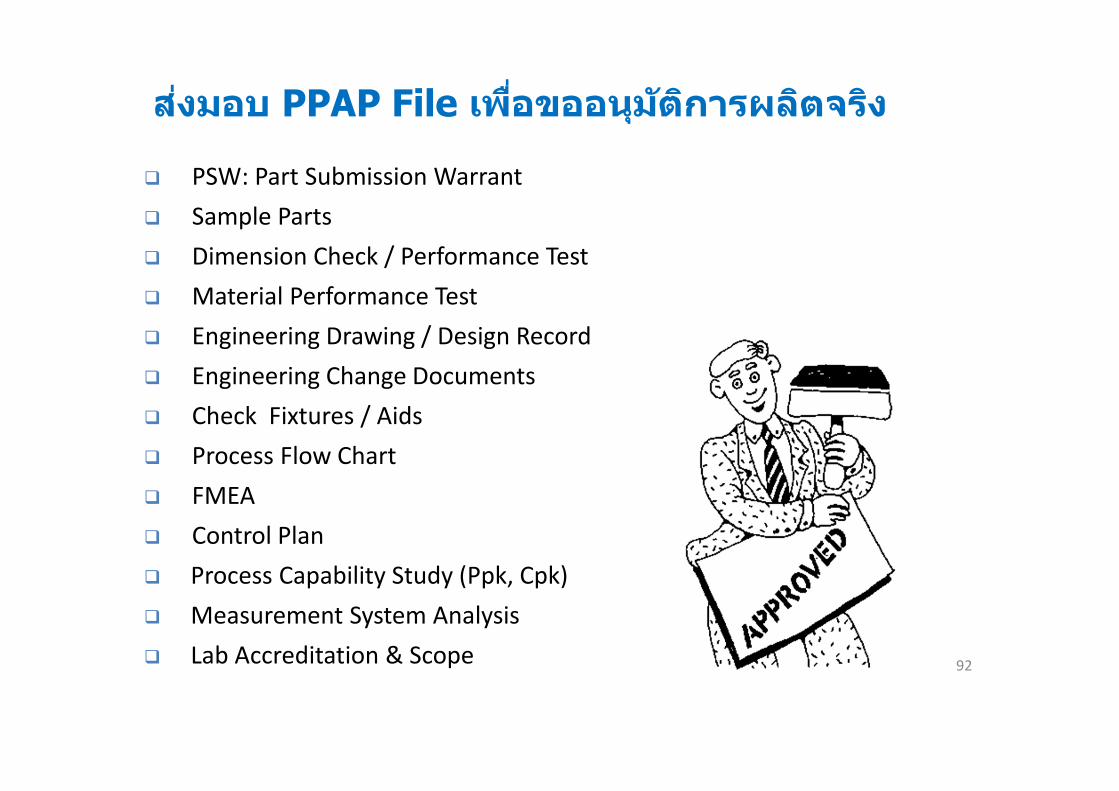
สง่มอบ PPAP File เพืcอขออนมุตักิารผลติจรงิ
92
� PSW: Part Submission Warrant
� Sample Parts
� Dimension Check / Performance Test
� Material Performance Test
� Engineering Drawing / Design Record
� Engineering Change Documents
� Check Fixtures / Aids
� Process Flow Chart
� FMEA
� Control Plan
� Process Capability Study (Ppk, Cpk)
� Measurement System Analysis
� Lab Accreditation & Scope
APQP : Phase 5
Feedback, Assessment & Corrective Action
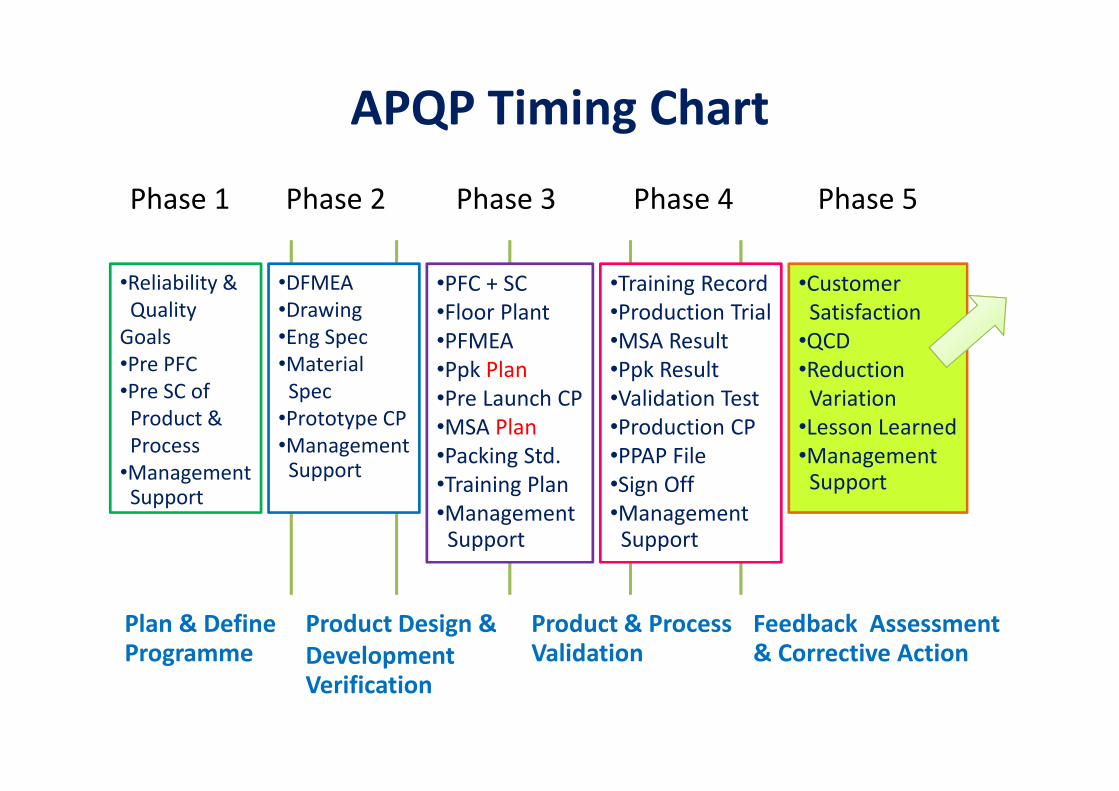
APQP Timing Chart
Plan & DefineProgramme
Product Design &
Development Verification
Product & ProcessValidation
Feedback Assessment& Corrective Action
•Reliability &
Quality
Goals
•Pre PFC
•Pre SC of
Product &
Process
•Management Support
•DFMEA
•Drawing
•Eng Spec
•Material
Spec
•Prototype CP
•ManagementSupport
•PFC + SC
•Floor Plant
•PFMEA
•Ppk Plan
•Pre Launch CP
•MSA Plan
•Packing Std.
•Training Plan
•ManagementSupport
•Training Record
•Production Trial
•MSA Result
•Ppk Result
•Validation Test
•Production CP
•PPAP File
•Sign Off
•ManagementSupport
•Customer
Satisfaction
•QCD
•Reduction
Variation
•Lesson Learned
•ManagementSupport
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5
ระยะทีc 5 : การประเมนิผลและการแกไ้ขป้องกนั
• Reduced Variation
• SPC
• MSA
• Six Sigma
• TPM
• Customer Satisfaction Survey
• Customer Feedback Management
• Delivery and Service Improvement
• Update FMEA ���� CP ���� WI ���� Check Point
Lessons Learned + Best Practices

Question & Answer