aula 07 fusão e vazamento
TRANSCRIPT
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Processos de Fundição
Modelagem;
Moldagem;
Macharia (se necessário);
Fusão;
Vazamento;
Solidificação;
Desmoldagem;
Acabamento (rebarbação e limpeza).
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Processos de Fundição
Modelagem (Aula 02)
Moldagem (Aulas 03 e 04)
Macharia (Aulas 02, 03 e 04)
Fusão (Aula 06 e 07);
Vazamento (Aula 07);
Solidificação (aula 07);
Desmoldagem;
Acabamento (rebarbação e limpeza).
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fusão
O ponto de fusão (PF) é a respectiva temperatura emque o material passa de um estado físico para outroestado físico, no caso, do estado físico sólido para oestado físico líquido.
Cada elemento puro possui o seu respectivo ponto defusão.
Quando ligado com outros elementos químicos, nointuito de formar ligas metálicas, este ponto de fusãopode sofrer pequenas variações.
Alguns elementos químicos apresentam umapeculiariedade em especial, seus pontos de fusão estãomuito próximos a temperatura ambiente, ou seja, elespodem se derreter (ou se fundir) a baixas temperatura.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fusão
Elementos tais como: o Césio (29°C), o Gálio (30°C), e oRubídio (39°C), por exemplo.
Outros elementos como o Mercúrio (Hg) e o Bromo(Br), já estão líquidos em temperatura ambiente.
Os demais elementos metálicos necessitam de maiortemperatura para mudar de estado físico.
Estes já são mais conhecidos, tais como o Ferro, oAlumínio, a Prata, o Ouro, dentre tantos outrosexemplos.
O Carbono, por exemplo, é um elemento que necessitade elevadíssima temperatura, acima de 3.700°C.
O Tungstênio é outro, acima de 3.400°C.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
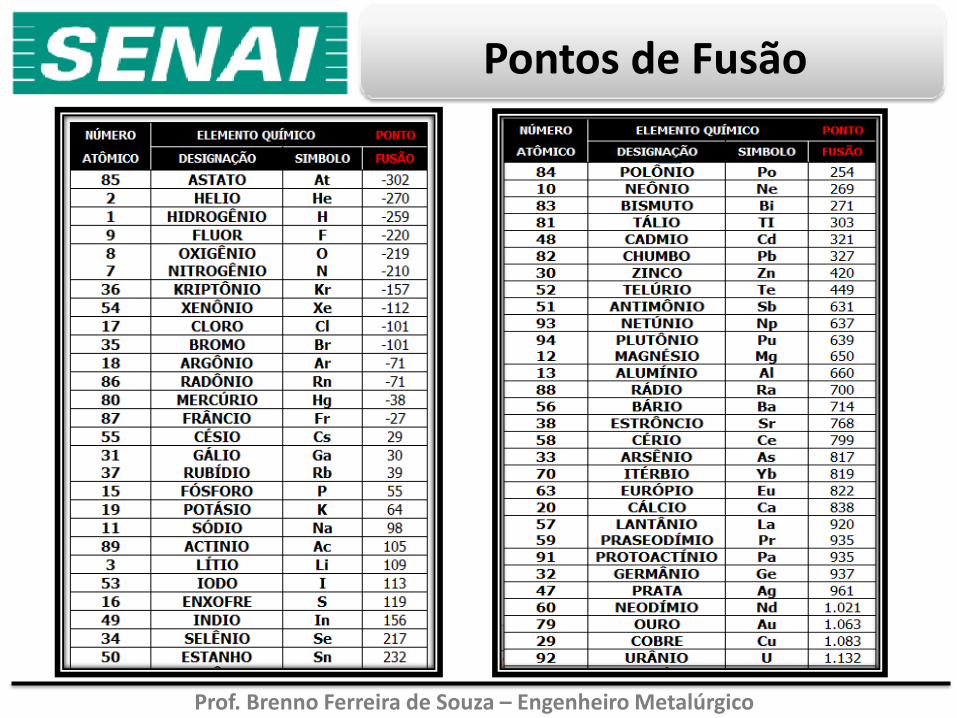
Pontos de Fusão
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
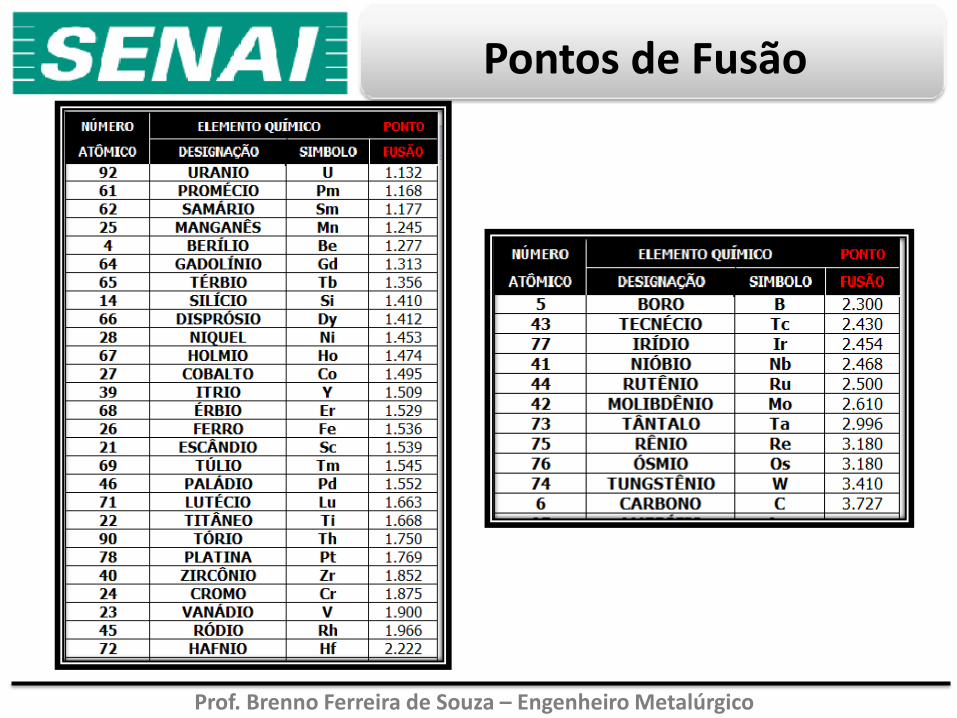
Pontos de Fusão
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fusão do Metal
Evento onde o metal se transforma do estadosólido para o estado líquido, visando seuvazamento em moldes com o formatoadequado da peça final.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fusão do Metal
Algumas considerações devem ser feitas aquanto a fundição do metal:• Oxidação parcial do metal com a atmosfera
durante a fusão do material gera perdas;
• Possível reação do metal líquido com o cadinhorefratário ou metálico;
• Dissolução de gases;
• Escória: de refino ou protetora;
• Fluidez: facilidade do material em preencher omolde.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Perdas por Oxidação
Perdas por escumagem (remoção da escória);• Por ação de agentes desoxidantes, as impurezas se
concentram na escória, que é removida antes do vazamento.
Penetração e contaminação do cadinho;• Infiltração e reação de óxidos e outros elementos no
material refratário.
Respingos;• Metal líquido projetado para fora da panela, que em
contato com atmosfera oxida.
Volatilização de um ou mais elementos da liga.• Elementos que oxidam após se volatilizarem.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Rendimento Metálico
O rendimento metálico na fusão é dado pela seguinte relação:
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Rendimento Metálico
O rendimento metálico de fusão depende de diversas variáveis:• Quanto maior a presença de elementos oxidantes
na liga Menor o f ;
• Quanto menores as dimensões do material carregado Menor o f
• Tipo do forno. • Revérberos a combustível, gás de combustão entrando
em contato com o carregamento Menor f ;
• Fornos de indução perdas mínimas.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Rendimento Metálico
O rendimento metálico de fusão depende de diversas variáveis:• Quanto maior a presença de elementos oxidantes
na liga Menor o f ;
• Quanto menores as dimensões do material carregado Menor o f
• Tipo do forno. • Revérberos a combustível, gás de combustão entrando
em contato com o carregamento Menor f ;
• Fornos de indução perdas mínimas.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Inibição da Oxidação
A oxidação pode ser inibida ou diminuída atravésde:• Controle de Atmosfera: Criar atmosfera inerte ou
protetora (He, Ar), ou redutoras (Hidrocarbonetosgasosos, hidrogênio e CO);
• Emprego de escórias protetoras (Sílica, Borax,Misturas salinas complexas): protegem o metal líquidoda atmosfera;
• Adição de elementos (às vezes em teores mínimos): oelemento oxida mais facilmente ou gera um óxido demaior estabilidade, protegendo o restante do metal.

Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Gases em Metais Líquidos
Os metais líquidos dissolvem consideráveisvolumes de gás durante as operações de fusão
Os gases dissolvidos no meio do líquidodevem ser removidos antes da solidificaçãosob pena de ocorrência de defeitos tipo“bolhas de gás” devido as diferentessolubilidades destes gases no líquido e nosólido.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Gases em Metais Líquidos
A dissolução dos gases se torna um problemaquando a quantidade de gases no metallíquido excede a que pode ser retida emsolução sólida.
A concentração de gases no líquidoremanescente aumenta com o progresso dasolidificação e, em certo ponto, nucleiam-se ecrescem bolhas gasosas.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Gases em Metais Líquidos
A dissolução de um gás em um metal pode ser indicada por uma expressão do seguinte tipo:
M( l ) + H2(g) + ⇔ 2H
A molécula H2(g) de gás hidrogênio se dissociaem contato com o metal, entrando emsolução como hidrogênio atômico → H
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Gases em Metais Líquidos
Para o Sistema Al(l) e O2(g) o produto dareação é um composto sólido (s):
Al(l) + O2 (g) → Al2O3(s)
O2 não se dissolve no Al(l) e forma um filmede óxido inerte na interface metal-gás.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Gases em Metais Líquidos
Eliminação dos gases:
• Tratamentos para remoção do Oxigênio
• Tratamentos para remoção de Hidrogênio
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Remoção de Hidrogênio
Prática mais comum de desgaseificação;
Borbulhamento de um gás inerte no metallíquido.• Cloro
• Nitrogênio no caso das ligas de Al
O gás inerte ao se deslocar no interior dolíquido tende a arrastar consigo o H atômicodissolvido neste líquido, ocorrendo então adesgaseificação do metal líquido.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Remoção do Oxigênio
A solubilidade do oxigênio nos metais difere dado hidrogênio principalmente pela grandetendência do oxigênio de formar compostosestáveis com os metais.• Compostos insolúveis nos metais líquidos nas
temperaturas normais de fusão ⇒ a desoxidação setorna desnecessária, como nos casos do Al, Mg, Sn,Pb, Cd, Zn e respectivas ligas.
• Metais que dissolvem oxigênio(Cu, Ni e Fe) ⇒ asolubilidade do oxigênio em relação à atmosfera dosfornos pode ser tratada de mesma maneira que com ohidrogênio
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Remoção do Oxigênio
Desoxidação pela Aplicação do Princípio daEstabilidade Relativa dos Óxidos:• Ma = metal líquido solvente contendo oxigênio em
solução
• Mb = elemento soluto adicionado
Se o óxido MbO mais estável que o óxidoMaO:• Mb é considerado um desoxidante satisfatório
para o metal Ma se forem obedecidas outrascondições adicionais.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Remoção do Oxigênio
Condições para que uma Metal B seja umdesoxidante efetivo do Metal A:• O produto de desoxidação (óxido MbO) deve
separar-se facilmente do metal líquido.
• As propriedades do metal Ma não devem serafetadas substancialmente por qualquer resíduode Mb que permaneça em solução.
• A quantidade de oxigênio residual em solução nãodeve ter efeito significativo nas propriedades daliga fundida.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Remoção do Oxigênio
A reação de desoxidação pode serrepresentada pela equação:
Mb(l) + O2 (g) → MbO
onde Mb e O estão em solução em Ma , eMbO é um óxido sólido, líquido ou gasoso.
Exemplo : Desoxidação de Aços• Ma = Ferro Líquido
• Mb = Al, Si ou Mn
• MbO = Al2O3, SiO2 ou MnO
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fluidez
A capacidade de o metal líquido preencher ascavidades do molde antes da solidificação échamada de fluidez.
A fluidez vai depender das características dometal e dos parâmetros de fundição.
Casos Críticos:• peças que apresentam paredes muito finas;
• o fluxo de metal líquido precisa percorrer distânciasmuito grandes ⇒ grandes perdas de carga e detemperatura.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fluidez
Variáveis do metal:• Viscosidade;• composição química;• tensão superficial;• filmes superficiais de óxidos;• teor de gás dissolvido;• inclusões (sólidas) em suspensão;• temperatura de vazamento.
Variáveis do processo:• forma da peça;• forma e dimensões da bacia de vazamento;• material do molde (poder de extração de calor);• velocidade do vazamento;• grau de aquecimento
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fluidez
Variáveis do metal:• Viscosidade;• composição química;• tensão superficial;• filmes superficiais de óxidos;• teor de gás dissolvido;• inclusões (sólidas) em suspensão;• temperatura de vazamento.
Variáveis do processo:• forma da peça;• forma e dimensões da bacia de vazamento;• material do molde (poder de extração de calor);• velocidade do vazamento;• grau de aquecimento
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fluidez
Para medir a máxima distância de fluidez de umaliga seria necessário, em alguns casos um moldedemasiadamente longo, característica esta quenão torna o experimento prático.
Os moldes teriam que estar muito nivelados paranão comprometer o resultado do experimento.
Assim o método mais comum para medir afluidez de uma liga é o que utiliza um molde cujocanal é uma espiral, tornando o molde muitomais compacto e muito menos sujeito aodesnivelamento.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fluidez
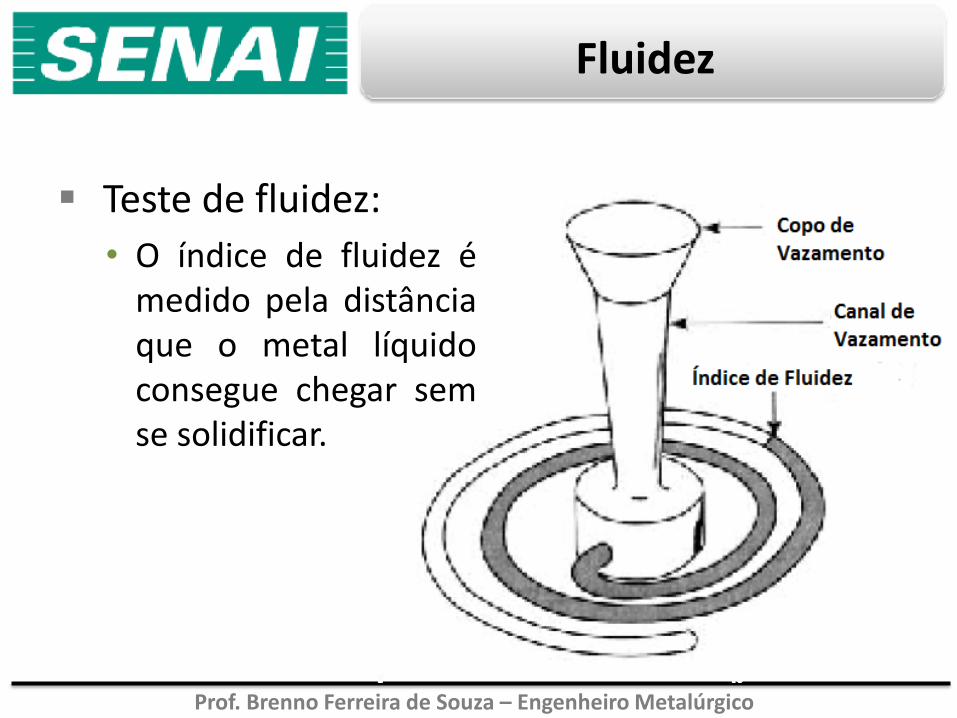
Teste de fluidez:
• O índice de fluidez émedido pela distânciaque o metal líquidoconsegue chegar semse solidificar.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Fluidez
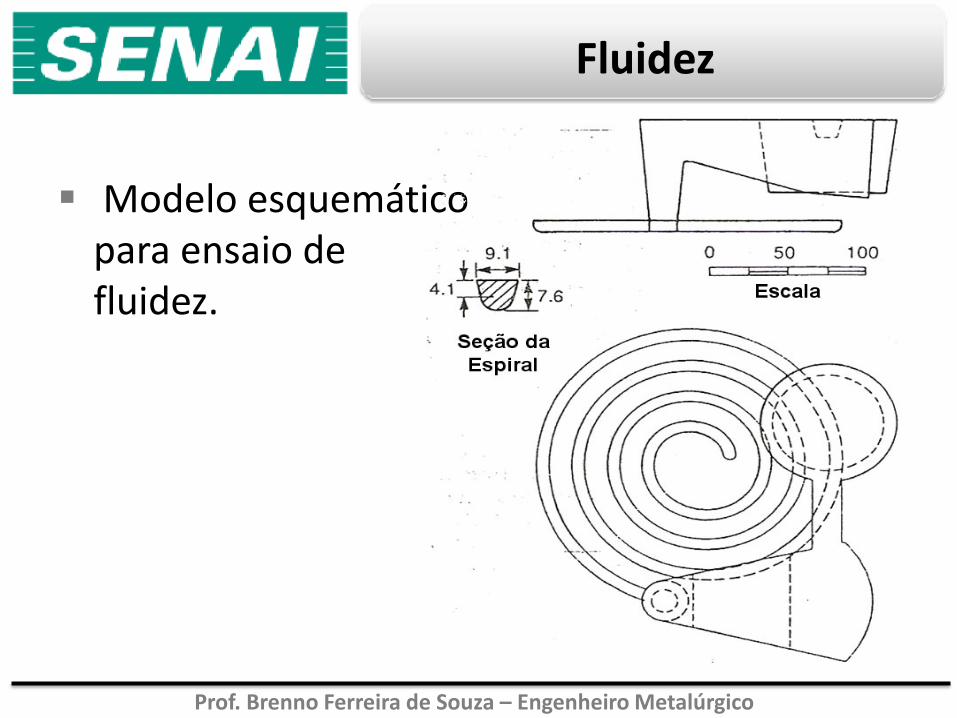
Modelo esquemático para ensaio de fluidez.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Tensão Superficial
A tensão superficial é um efeito que ocorre nacamada superficial do metal líquido, e faz comque a superfície se comporte como umamembrana elástica.
Os átomos situados no interior do líquido sãoatraídos em todas as direções pelos átomosvizinhos, e por isso, a resultante das forçasatuantes é praticamente nula.
Os átomos da superfície do líquido, entretantosofrem apenas atração lateral e inferior, estaforça para o lado e para baixo cria a tensão nasuperfície.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Tensão Superficial
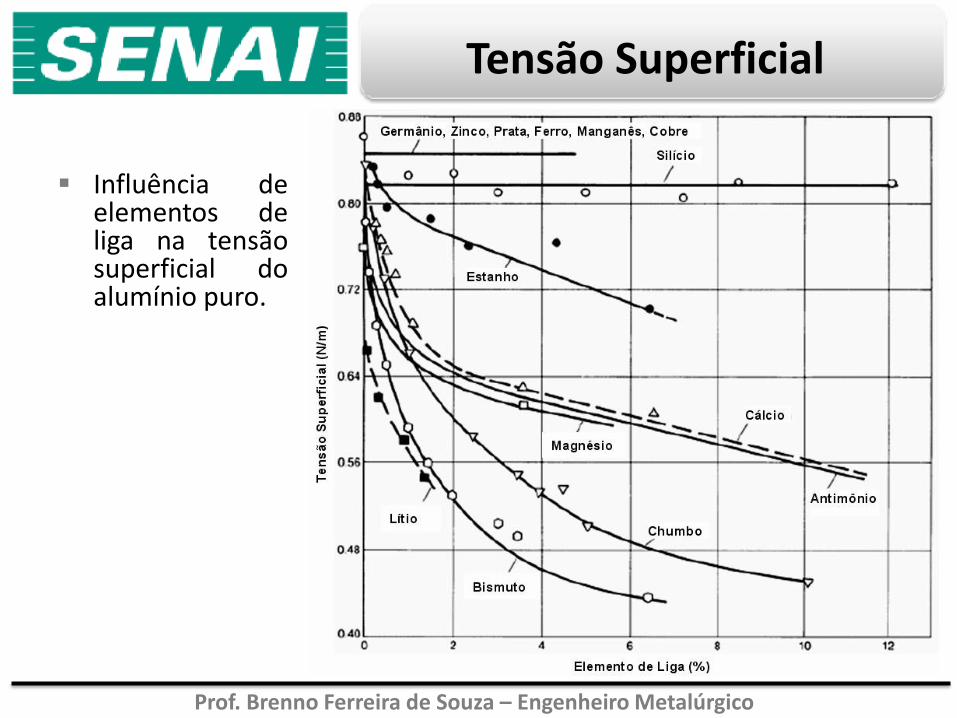
A contra pressão resultante da tensãosuperficial aumenta em seções finas, algunselementos como Li, Bi, Pb, Mg, Sb, Ca e Sn,reduzem significativamente a tensãosuperficial no alumínio fundido.
Contudo o efeito da tensão superficial éocultado pela influência dos filmes de óxidosuperficiais nas ligas de alumínio.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Tensão Superficial
Influência deelementos deliga na tensãosuperficial doalumínio puro.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Filme de Óxido
Os filmes de óxido estão sólidos na temperatura devazamento do metal podendo assim elevarsignificativamente a tensão superficial,consequentemente reduzindo a capacidade do metalde preencher detalhes mais finos do molde.
Estima-se que a tensão superficial aparente dos metaiscom filme de óxido deva ser três vezes superior a dometal sem filme de óxido.
Assim sendo a elevação da tensão superficial temcomo efeito o aumento da pressão necessária para queo metal líquido escoe no interior do molde.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Temperatura de Superaquecimento
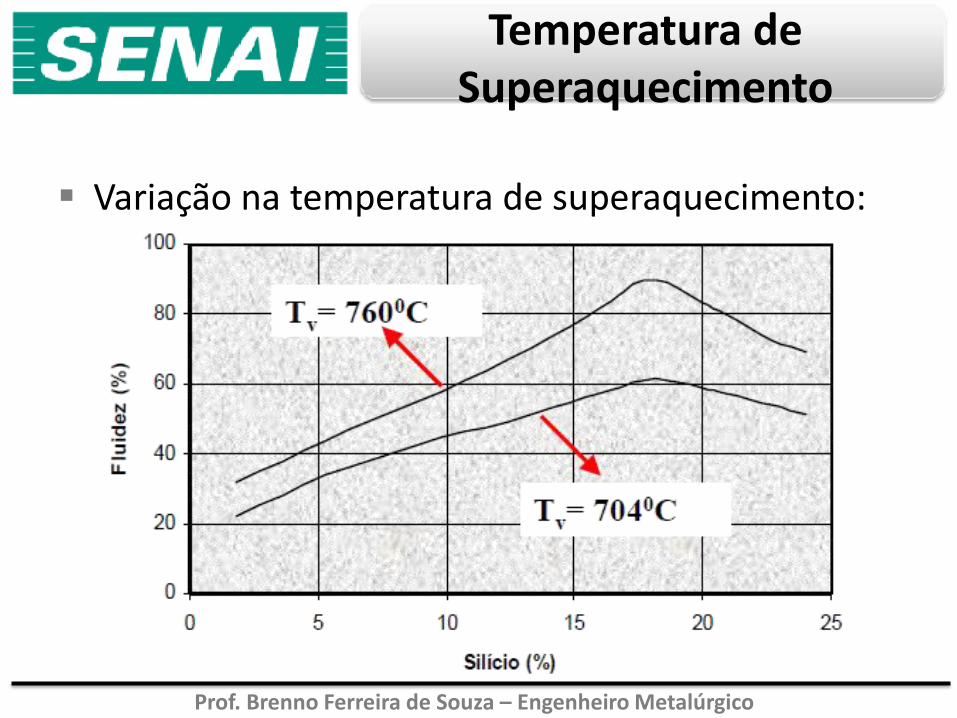
A temperatura de superaquecimento é definidacomo a diferença entre a temperatura devazamento e a temperatura líquidus.
A fluidez se eleva com o acréscimo datemperatura de superaquecimento da liga.
Quanto maior o superaquecimento, maior é aredução da viscosidade, assim a fluidez é elevada.
O superaquecimento também afeta a taxa deresfriamento, características de solidificação dometal e consequentemente a fluidez do metallíquido.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Temperatura de Superaquecimento
Variação na temperatura de superaquecimento:
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Composição Química
Os elementos de liga afetamsignificativamente as ligas metálicas.
Isto ocorre porque variações na composiçãopodem influênciar a viscosidade, tensãosuperficial, intervalo de solidificação e o modode solidificação das ligas.
A fluidez do alumínio puro, por exemplo,decresce rapidamente com a diminuição dapureza do metal.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Composição Química
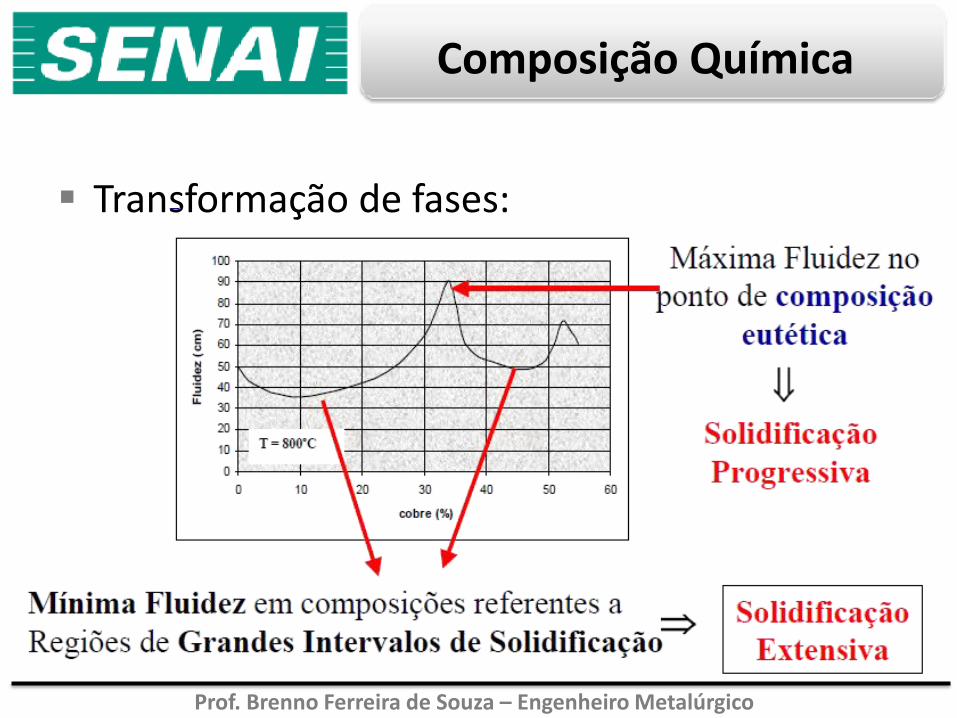
Transformação de fases:

Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Composição Química
Influênciada adiçãodeelementosde ligas nafluidez doalumíniopuro.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Composição Química
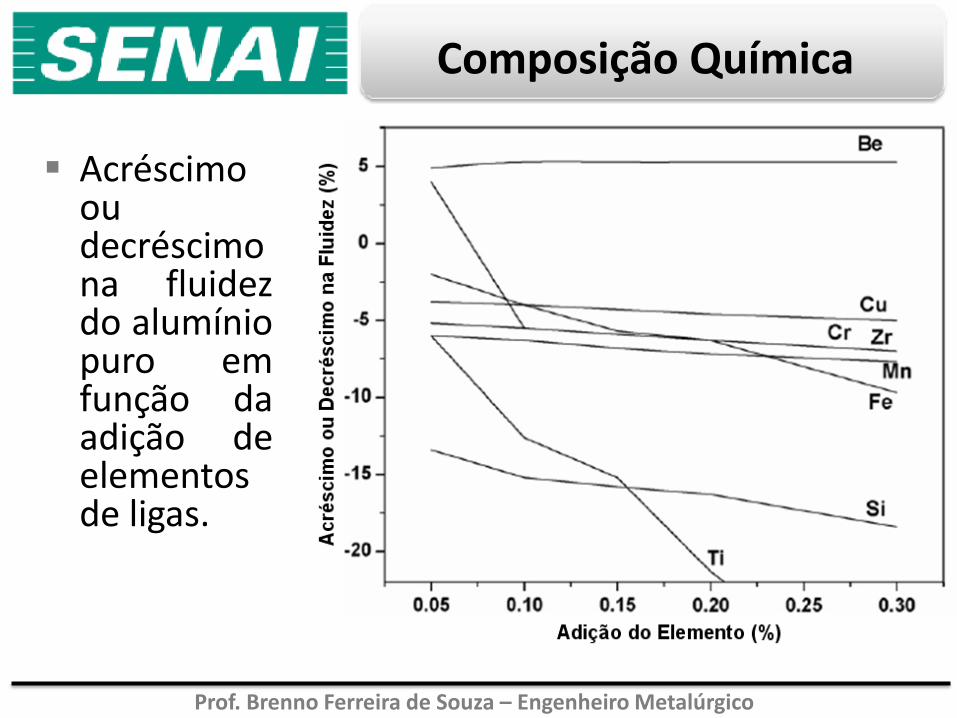
Acréscimooudecréscimona fluidezdo alumíniopuro emfunção daadição deelementosde ligas.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Composição Química
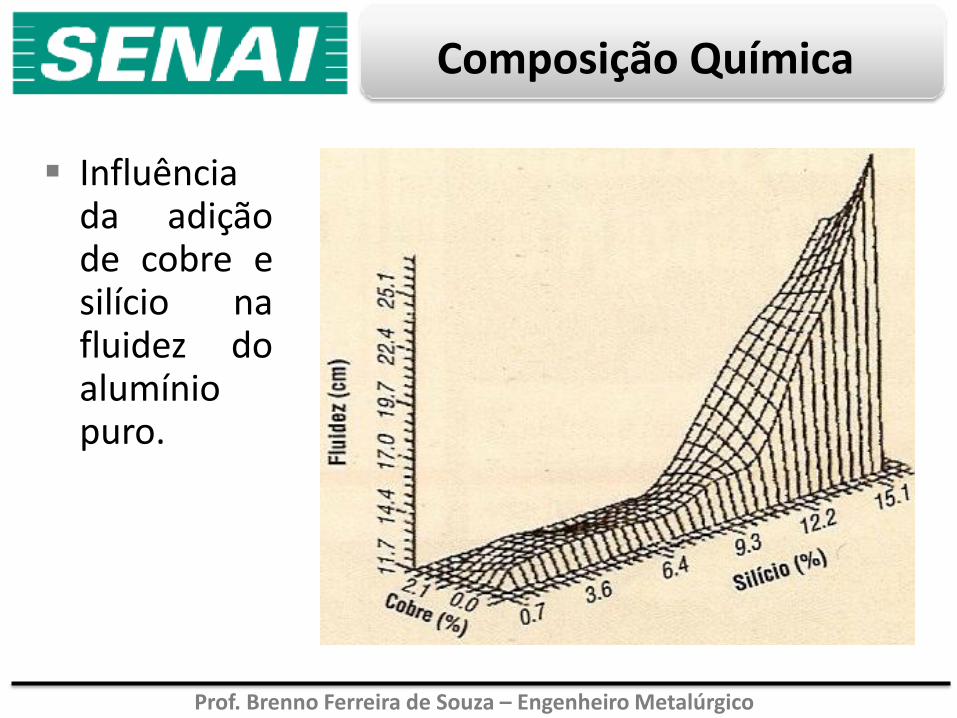
Influênciada adiçãode cobre esilício nafluidez doalumíniopuro.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Temperatura de Vazamento
Um metal apresenta uma temperatura de fusão bemdefinida, isto é, ele inicia e termina o processo desolidificação em uma temperatura bem determinada.
Já as ligas apresentam uma temperatura onde se iniciao processo de solidificação e uma temperatura ondetermina esse processo.
Dentro da faixa de temperaturas em que ocorre asolidificação para uma liga existe sempre uma misturade sólido e líquido.
A temperatura de vazamento dever ser estar sempreacima da temperatura onde existem 100% de líquido(superaquecimento).
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Temperatura de Vazamento
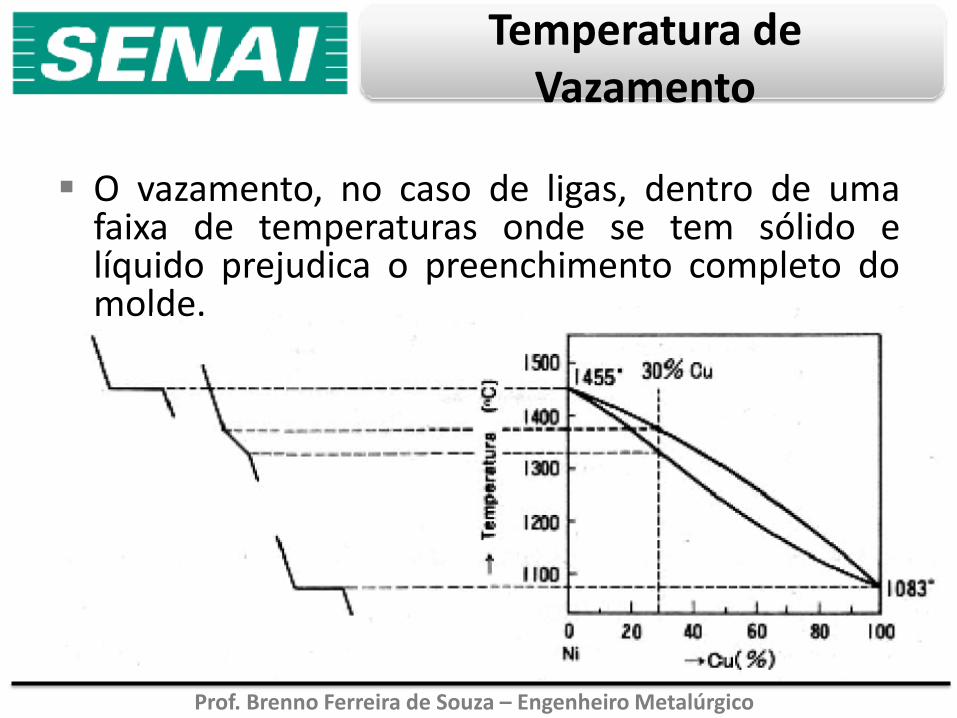
O vazamento, no caso de ligas, dentro de umafaixa de temperaturas onde se tem sólido elíquido prejudica o preenchimento completo domolde.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
Temperatura de Vazamento
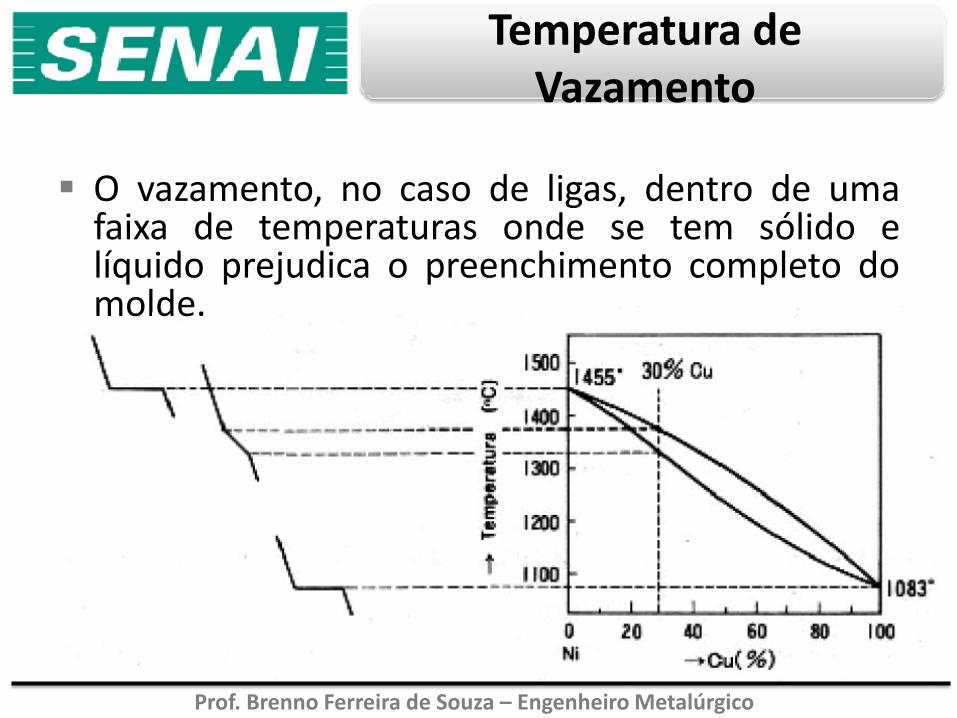
O vazamento, no caso de ligas, dentro de umafaixa de temperaturas onde se tem sólido elíquido prejudica o preenchimento completo domolde.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
O escoamento
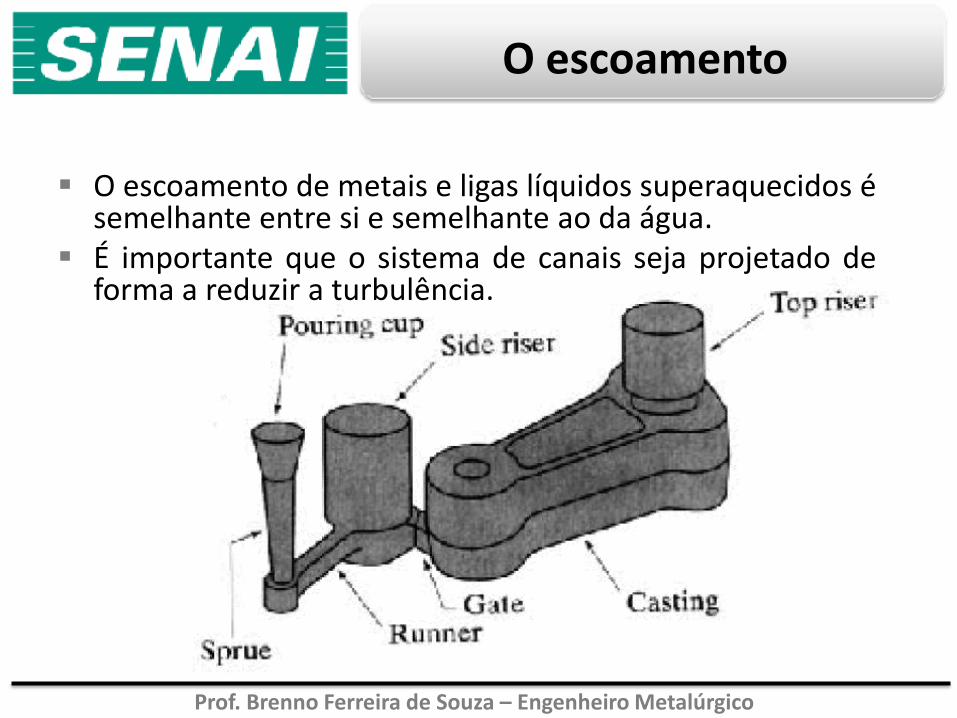
O escoamento de metais e ligas líquidos superaquecidos ésemelhante entre si e semelhante ao da água.
É importante que o sistema de canais seja projetado deforma a reduzir a turbulência.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
O escoamento
Isso pode ser quantificado pelo número deReynolds:
Re=v.d/ν
Onde:
• v é a velocidade do fluxo,
• d é o diâmetro hidráulico do canal e
• ν é a viscosidade cinemática do líquido, que édada pela viscosidade dinâmica dividida peladensidade do líquido.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
O escoamento
O fluxo apresenta diferentes regimes paracada número de Re:
• Para Re até aproximadamente 2000: O Fluxo élaminar.
• Para valores de Re entre 2000 e 23000: o fluxoapresenta uma mistura entre laminar eturbulento.
• Acima de 23000: o fluxo é severamenteturbulento.
Prof. Brenno Ferreira de Souza – Engenheiro Metalúrgico
O escoamento
Para a maioria dos casos reais o fluxo seaproxima do turbulento.
Isso permite que ocorram mais reações dometal líquido com formação de gases, o quenão é bom, pois pode haver formação debolhas.
Essas bolhas de gás podem ficar presas econstituírem defeitos nas peças fundidas.