bulletin nářaďovny Škoda auto 2018 Únor · elektromagnety v lisovacím nářadí permanentní...
TRANSCRIPT

Elektromagnety v lisovacím nářadíPermanentní magnety jsou
součástí lisovacího nářadí. Sta-bilizují výlisek do doby, než je nářadím zafixován nebo me-chanizací odebrán. Jejich síla musí stačit na stabilizaci, ale nesmí deformovat výlisek ani poškozovat mechanizaci při odebírání. Optimalizace síly ale trvá měsíce - každá změna znamená fyzický zásah do ná-řadí, nadto permanentní mag-nety zhoršují údržbu přidržo-váním magnetických nečistot.
S cílem odstranit tyto nevý-hody nářaďovna představila lisovně koncept elektromag-netického úchytu výlisků. Elek-tromagnet v okamžiku uchytí výlisek a o chvíli později jej uvolní. Ačkoli nejde elektro-magnet opracovat, do nerovin-ných ploch nářadí lze usadit obrobitelný nástavek, který vyvádí magnetické pole k vý-lisku a umožňuje servis elek-tromagnetu.
Údržba lisovacího nářadí
úspěšně ověřila synchronizaci elektromagnetu s lisovacím cyklem. Další testování elek-
tromagnetu v lisovacím nářadí pokračuje.
| Pavel Adam PSW-T
Robotizace pracovních činností v PSW-PVývoj technologií a robotizace lidských činností dovoluje dnes propojení různorodých pracovních působení a sloučení několika profesí v jednu nebo zahrnutí do jednoho pracoviště. V tomto článku si popíšeme, co se již zrealizovalo, co je naplánováno a co zůstává jen vizí pro budoucnost a technologický vývoj.
V první řadě je to robotické brou-šení, které se po dlouhodobém tes-tování dočká produkčního nasazení na projektu SK370/3, tj. broušení povrchu tvarových činných ploch, kamenování neboli začištění stop po strojním opracování. Je to činnost nástrojaře před nasazením na lis. Tuto činnost vykonávají nástrojaři výhradně ručně, stejně jako tušíro-vání tvarů pod lisem. Prioritním cílem projektu je zefektivnit výrobu a zpřesnit vstup pro tušírování tvarů pod lisem.
Pro splnění cíle je projekt rozdělen do dvou hlavních směrů a to brou-šení mírně zakřivených ploch, což představují přidržovače tahových ope-rací a tvarově náročných tvarových ploch (např. vnitřní plech dveří).
Pro tyto úkony bylo nutné nalézt vhodný brusný nástroj. Brusných ná-strojů bylo odzkoušeno na stovky, přičemž se jednalo o průmyslově vy-ráběné typy brusiva, ale také o spe-ciální nástroje, jež nejsou standardně dodávány a v mnoha případech byly použity prototypové vzorky. Dnes jsme v PSW-P schopni roboticky brou-sit neboli začistit stopy po frézování a zaleštit povrch mírně zakřivených ploch. Výsledek není identický jako po broušení rukou zkušeného nástro-jaře, ale co do funkce nástroje, do-sahujeme prakticky stejných parame-trů. Nicméně i přes pozitivní výsledky je před námi velmi dlouhá cesta dal-šího rozvoje.
Robotické leštění je vyvíjeno pa-ralelně s broušením. Jeho předmětem je leštění tvarových ploch a umožně-ní snadnějšího vtoku materiálu finál-ního výrobku. Leštění robotickou technologií jsme v současnosti schop-
ni nasadit na finálních obrobcích a dosáhnout stabilnějších výsledků v kvalitě leštěných ploch.
Robotické tušírování průmyslovým robotem přímo pod lisem je velmi specifickým projektem, který vychází ze zvládnutí výše uvedených techno-logií robotického broušení a leštění. Tušírování tvarů je zapracování hlu-bokotažného nářadí k dosažení rov-noměrného a konstantního plošného tlaku mezi horní a dolní polovinou nářadí. Při tom jsou činné plochy, které udávají tvar budoucího výlisku, na lisovacím nářadí v sestavě horní-ho a dolního dílu tušírovány neboli dopasovány (slícovány).
Broušeny jsou tušírovací skvrny, které vznikají za pomoci tušírovací barvy při kontrolním otisku lisovacího nářadí v lise. V současnosti je celý proces prováděn stoprocentně ma-nuálními činnostmi. Množství úběru pro každý cyklus broušení určuje pra-covník sám na základě osobní zku-šenosti. Proces musí být prováděn tak dlouho, dokud se na činné ploše nářadí nevytvoří pravidelný rovnoměr-ný tušírovací otisk. Jak ale tento pro-ces založený na umu, zkušenosti a pocitu nástrojaře zautomatizovat a pomoci tak pracovníkovi s těžkým broušením nad hlavou přímo v lise? Je nutno zjistit obrys tušírovací skvr-ny a výši úběru v její oblasti. V této oblasti pak bezpečně odbrousit kon-taktní materiál a to se setinovou přesností. Bohužel v současnosti, díky technickému stavu spojených tech-nologií průmyslového robota, optic-kého měření tušírovacích skvrn a CAM softwaru nejsme schopni zajistit opa-kovatelný proces a aplikaci techno-logie přímo do lisu.
V jiné fázi vývoje je projekt robo-tického vrtání. Zde jsme po testech schopni vrtat otvory do průměru osm milimetrů. Na projektu SK 370/3 byly poprvé úspěšně na tahovém nástro-ji vyvrtány odvzdušňovací otvory. V současnosti je v testech vyhledáván vhodnější typ robota a vřeteno s možností vrtání a následné výroby závitů. Cílem je z velkých CNC strojů vyčlenit vrtání a závitování a tím zvý-
šit strojní kapacitu a snížit objem vyvážené práce.
Zvažovaná výroba polystyrénových modelů průmyslovým robotem se nachází ve fázi tvorby specifikace pracoviště a poptávky komplexní ro-botické buňky. Záměrem je robotická buňka s robotem na sedmé ose a tře-mi obráběcími stoly, kdy je cílem po-loautonomní výroba vedoucí k zefek-tivnění výroby s eliminací přípravných
časů. Dalším hlediskem pro zvolení tohoto netradičního řešení technolo-gie je několikanásobně nižší pořizo-vací cena oproti CNC stroji. Pokud budou vykázány kladné hodnoty, ve-doucí k rychlé návratnosti a k sníže-ní nákladů na výrobu, bude tato ro-botická buňka pořízena v blízké bu-doucnosti.
Staronovou myšlenkou je robotické indukční kalení, kdy lze za pomoci robota a zařízení pro indukční kalení zajistit stabilitu v oblasti indukčně kalených ploch lisovacího nářadí a tímto pak eliminovat lidskou chybu v tomto procesu při ručním vedení induktoru. Cílem je technologie, kte-rá pomocí programování z bodu do bodu nebo dle CAD dat zajišťuje plynulý pohyb bez přerušení procesu. Dalším kritériem v průběhu robotic-kého indukčního kalení je využití ob-sluhujícího zaměstnance na jinou činnost. Projekt je v přípravě specifi-kace technologie.
Konvenční naváření robotem je podobný projekt jako robotické in-dukční kalení jen s agregátem pro naváření. Zde se opět jedná o zefek-tivnění celého procesu dle CAD dat, a to společně s předpokladem elimi-novat nedostatek svářečů ve špičce kapacitních převisů. Zde se nacházíme v PSW-P ve fázi plánování a zjišťová-ní podrobnosti o technologii, která je již v určité míře uplatněna na trhu.
Jelikož v nejbližší budoucnosti bude docházet k transformaci a soustře-dění různorodých technologií jako jsou CNC obrábění, digitalizace, au-tonomní řízení, optické měřicí systé-my, tepelné zpracování, průmyslový robot a jiné, v jedinou pracovní buň-ku obsluhovanou jedním zaměstnan-cem, bude docházet k diametrálně jinému přístupu v oblasti profesního vzdělávání. Proto je důležitá i role profesního vzdělávání vybraných za-městnanců.
| Marek Volf PSW-P
Elektronickou podobu INSTRUMENTU naleznete na týmovém webu Nářaďovna - Bulletin INSTRUMENT a také na webových stránkách https://skoda-naradovna.cz/cs/i
Bulletin Nářaďovny ŠKODA AUTO 2018 ÚNOR
| 1 |
Robotické vrtání odvzdušňovacích otvorů v lisovacím nářadí. | PSW-P
Testování elektromagnetu v lisovacím nářadí. | PSW-T
Personální změny
Setkání s panem Miroslavem KroupouDne 11. 12. 2017 se v Lean centru v „Café koutku“ konal termín s Dipl.-Ing. Mirosla-vem Kroupou, vedoucím PS, který odpoví-dal na dotazy cca 30 zaměstnanců útvaru PS.
Zaměstnanci kladli otázky a diskutovalo se o inovacích, kapacitách, robotizaci, elek-
tromobilitě, digitalizaci, o úkolech a úloze útvaru PS do budoucna. Pro velký úspěch akce se plánuje pokračování. Cílem je zor-ganizovat setkání 4x ročně. O dalším termí-nu akce, kterého se může zúčastnit každý zaměstnanec z útvaru PS, Vás budeme in-formovat. | Aleš Vondra PSW/1
JOB ROTACE ODCHODY/NÁSTUPY
Ing. Pavel Umáčený
do 31. 12. 2017 koordinátor konstrukce PSW-P
od 1. 1. 2018 koordinátor lisovacího nářadí PFO-P
Ing. Veronika Brabcová
Specialista rozvojepersonálu
od 21. 2. 2018 odchod na mateřskou dovolenou
Bc. Tomáš Pulda
do 31. 12. 2017 koordinátor lis. nářadí PFO-P
od 1. 1. 2018 koordinátor konstrukce PSW-P
Kateřina Brzobohatá
Specialista rozvojepersonálu
od 1. 2. 2018 nástup
| 2 |
Bulletin Nářaďovny ŠKODA AUTO INSTRUMENT 2018 ÚNOR
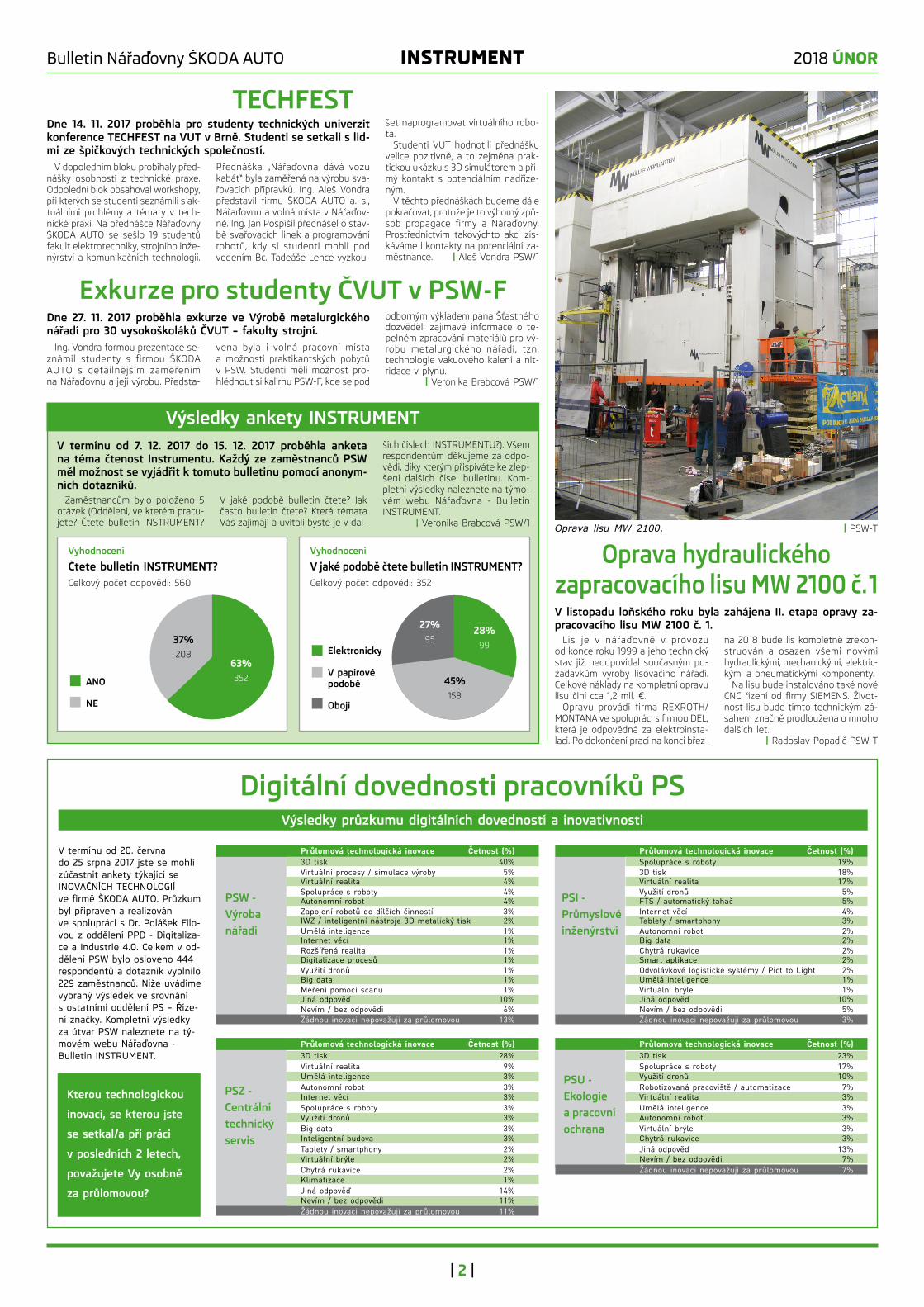
Oprava lisu MW 2100. | PSW-T
Výsledky ankety INSTRUMENT
TECHFESTDne 14. 11. 2017 proběhla pro studenty technických univerzit konference TECHFEST na VUT v Brně. Studenti se setkali s lid-mi ze špičkových technických společností.
V dopoledním bloku probíhaly před-nášky osobností z technické praxe. Odpolední blok obsahoval workshopy, při kterých se studenti seznámili s ak-tuálními problémy a tématy v tech-nické praxi. Na přednášce Nářaďovny ŠKODA AUTO se sešlo 19 studentů fakult elektrotechniky, strojního inže-nýrství a komunikačních technologií.
Přednáška „Nářaďovna dává vozu kabát“ byla zaměřená na výrobu sva-řovacích přípravků. Ing. Aleš Vondra představil firmu ŠKODA AUTO a. s., Nářaďovnu a volná místa v Nářaďov-ně. Ing. Jan Pospíšil přednášel o stav-bě svařovacích linek a programování robotů, kdy si studenti mohli pod vedením Bc. Tadeáše Lence vyzkou-
šet naprogramovat virtuálního robo-ta.
Studenti VUT hodnotili přednášku velice pozitivně, a to zejména prak-tickou ukázku s 3D simulátorem a pří-mý kontakt s potenciálním nadříze-ným.
V těchto přednáškách budeme dále pokračovat, protože je to výborný způ-sob propagace firmy a Nářaďovny. Prostřednictvím takovýchto akcí zís-káváme i kontakty na potenciální za-městnance. | Aleš Vondra PSW/1
Exkurze pro studenty ČVUT v PSW-FDne 27. 11. 2017 proběhla exkurze ve Výrobě metalurgického nářadí pro 30 vysokoškoláků ČVUT – fakulty strojní.
Ing. Vondra formou prezentace se-známil studenty s firmou ŠKODA AUTO s detailnějším zaměřením na Nářaďovnu a její výrobu. Předsta-
vena byla i volná pracovní místa a možnosti praktikantských pobytů v PSW. Studenti měli možnost pro-hlédnout si kalírnu PSW-F, kde se pod
odborným výkladem pana Šťastného dozvěděli zajímavé informace o te-pelném zpracování materiálů pro vý-robu metalurgického nářadí, tzn. technologie vakuového kalení a nit-ridace v plynu.
| Veronika Brabcová PSW/1
Oprava hydraulickéhozapracovacího lisu MW 2100 č. 1V listopadu loňského roku byla zahájena II. etapa opravy za-pracovacího lisu MW 2100 č. 1.
Lis je v nářaďovně v provozu od konce roku 1999 a jeho technický stav již neodpovídal současným po-žadavkům výroby lisovacího nářadí. Celkové náklady na kompletní opravu lisu činí cca 1,2 mil. €.
Opravu provádí firma REXROTH/MONTANA ve spolupráci s firmou DEL, která je odpovědná za elektroinsta-laci. Po dokončení prací na konci břez-
na 2018 bude lis kompletně zrekon-struován a osazen všemi novými hydraulickými, mechanickými, elektric-kými a pneumatickými komponenty.
Na lisu bude instalováno také nové CNC řízení od firmy SIEMENS. Život-nost lisu bude tímto technickým zá-sahem značně prodloužena o mnoho dalších let.
| Radoslav Popadič PSW-T
V termínu od 7. 12. 2017 do 15. 12. 2017 proběhla anketa na téma čtenost Instrumentu. Každý ze zaměstnanců PSW měl možnost se vyjádřit k tomuto bulletinu pomocí anonym-ních dotazníků.
Zaměstnancům bylo položeno 5 otázek (Oddělení, ve kterém pracu-jete? Čtete bulletin INSTRUMENT?
V jaké podobě bulletin čtete? Jak často bulletin čtete? Která témata Vás zajímají a uvítali byste je v dal-
ších číslech INSTRUMENTU?). Všem respondentům děkujeme za odpo-vědi, díky kterým přispíváte ke zlep-šení dalších čísel bulletinu. Kom-pletní výsledky naleznete na týmo-vém webu Nářaďovna - Bulletin INSTRUMENT.
| Veronika Brabcová PSW/1
Digitální dovednosti pracovníků PSVýsledky průzkumu digitálních dovedností a inovativnosti
V termínu od 20. června do 25 srpna 2017 jste se mohli zúčastnit ankety týkající se INOVAČNÍCH TECHNOLOGIÍ ve firmě ŠKODA AUTO. Průzkum byl připraven a realizován ve spolupráci s Dr. Polášek Filo-vou z oddělení PPD - Digitaliza-ce a Industrie 4.0. Celkem v od-dělení PSW bylo osloveno 444 respondentů a dotazník vyplnilo 229 zaměstnanců. Níže uvádíme vybraný výsledek ve srovnání s ostatními oddělení PS – Říze-ní značky. Kompletní výsledky za útvar PSW naleznete na tý-movém webu Nářaďovna - Bulletin INSTRUMENT.
Kterou technologickou
inovaci, se kterou jste
se setkal/a při práci
v posledních 2 letech,
považujete Vy osobně
za průlomovou?
Vyhodnocení
Čtete bulletin INSTRUMENT?Celkový počet odpovědí: 560
Vyhodnocení
V jaké podobě čtete bulletin INSTRUMENT?Celkový počet odpovědí: 352
ANO
NE
Elektronicky
V papírovépodobě
Obojí
37%208
63%352 45%
158
28%99
27%95
PSW -
Výroba
nářadí
PSI -
Průmyslové
inženýrství
PSU -
Ekologie
a pracovní
ochrana
PSZ -
Centrální
technický
servis
Průlomová technologická inovace Četnost (%)3D tisk 40%Virtuální procesy / simulace výroby 5%Virtuální realita 4%Spolupráce s roboty 4%Autonomní robot 4%Zapojení robotů do dílčích činností 3%IWZ / inteligentní nástroje 3D metalický tisk 2%Umělá inteligence 1%Internet věcí 1%Rozšířená realita 1%Digitalizace procesů 1%Využití dronů 1%Big data 1%Měření pomocí scanu 1%Jiná odpověď 10%Nevím / bez odpovědi 6%Žádnou inovaci nepovažuji za průlomovou 13%
Průlomová technologická inovace Četnost (%)3D tisk 28%Virtuální realita 9%Umělá inteligence 3%Autonomní robot 3%Internet věcí 3%Spolupráce s roboty 3%Využití dronů 3%Big data 3%Inteligentní budova 3%Tablety / smartphony 2%Virtuální brýle 2%Chytrá rukavice 2%Klimatizace 1%Jiná odpověď 14%Nevím / bez odpovědi 11%Žádnou inovaci nepovažuji za průlomovou 11%
Průlomová technologická inovace Četnost (%)Spolupráce s roboty 19%3D tisk 18%Virtuální realita 17%Využití dronů 5%FTS / automatický tahač 5%Internet věcí 4%Tablety / smartphony 3%Autonomní robot 2%Big data 2%Chytrá rukavice 2%Smart aplikace 2%Odvolávkové logistické systémy / Pict to Light 2%Umělá inteligence 1%Virtuální brýle 1%Jiná odpověď 10%Nevím / bez odpovědi 5%Žádnou inovaci nepovažuji za průlomovou 3%
Průlomová technologická inovace Četnost (%)3D tisk 23%Spolupráce s roboty 17%Využití dronů 10%Robotizovaná pracoviště / automatizace 7%Virtuální realita 3%Umělá inteligence 3%Autonomní robot 3%Virtuální brýle 3%Chytrá rukavice 3%Jiná odpověď 13%Nevím / bez odpovědi 7%Žádnou inovaci nepovažuji za průlomovou 7%