bzn* コンパクト 工具素材とインサート -...
TRANSCRIPT

BZN* コンパクト工具素材とインサート
鉄系素材の切削加工
BZN コンパクト 切削の最先端技術
BZN コンパクトは鋳鉄、焼入鋼、焼結金属、超耐熱合金等々、様々な難削材の切削において他の従来工具素材に較べて卓越した性能を発揮します。
ダイヤモンド・イノベーションは鉄系材料の切削用高品質多結晶CBN切削工具素材のパイオニアです。 多結晶 CBN工具素材 BZNは、その卓越した工具寿命で安定した表面仕上げと寸法精度を大幅に改善します。その結果として、製造ラインでは大幅な生産性向上とトータルコストの低減が可能になります。
シックスシグマ手法で管理された品質優れた性能
独自のシックスシグマ手法で管理された製造工程が最も安定した高品質素材とインサートを市場に提供しています。 BZN コンパクトには、最高品質のボラゾン * CBN の微細粒子が超硬基板上に一体焼結した製品群と、超硬基板の無い PCBN( 多結晶CBN)のみのソリッド状製品があります。 CBN の微細結晶は特定の方向性を持たず、粒子同士が共有結合もしくはセラミックを結合相として 強固に焼結されています。その優れた熱的・化学的安定性が工具特性の改善に大きく影響を及ぼします。靭性の高い超硬を基盤としている為、PCBN層の機械的強度を高め、ロー付け接着を容易にします。
BZN* コンパクト工具素材とインサート
2
● 高い材料除去率
● サイクルタイムの削減
● 高い生産性
● より速く、高い切削パラメーター
● 被削材品質の改善
● 寸法精度の改良
● 表面仕上げの改善
● 長い工具寿命
● 機械稼働時間の延長
製品選択ガイドライン
パーライトねずみ鋳鉄 BZN 6000 BZN 7000S
高硬度鋳鉄 (>45 HRc) BZN 7000S BZN 9100
焼入鋼 (>45 HRc) BZN 8200 BZN 9100 BZN HTC 2000 BZN HTM 2100
鉄系焼結金属 BZN 9100 BZN 9000 BZN 6000 BZN 7000S
耐熱合金 BZN 6000

3
BZN 6000 ‒ 断続切削と粗加工に最適
微細な CBN砥粒同士が特定の方向性を持たずに強固に結合している為、均一な硬さと靭性が得られます。また高靭性の超硬を基盤としている為、多結晶 CBN層の機械的強度はより高くなります。BZN 6000 は熱衝撃の発生する断続用途に最適です。
断続切削と粗加工で高性能を発揮
● パーライトねずみ鋳鉄● 工具鋼とダイス鋼● 表面硬化合金● 焼結金属● ニッケルとコバルト基耐熱合金
● 高い耐摩耗性● 卓越した衝撃強さ● 素晴らしい切れ刃品質と維持● 最高の表面仕上げ
用途と切削条件ガイドライン
ねずみ鋳鉄シリンダーボアの高速切削 750-1200 m/min工具の長寿命化、生産性の向上、寸法管理の向上、優れた円筒度
ダイス鋼ボールエンドミリング、 30-35 HRc工具寿命 25-30 倍向上、後工程手仕上げの大幅削減
材質 切削速度 送り 切り込み m/min mm/rev mm
パーライトねずみ 600 - 1500 0.15 - 0.60 0.10 - 2.50鋳鉄
工具鋼 60 - 90 0.10 - 0.20 0.10 - 0.50
表面硬化合金 100 - 300 0.10 - 0.25 0.10 - 1.50
鉄系焼結金属 90 - 180 0.10 - 0.25 0.10 - 1.30
耐熱合金仕上げ切削 150 - 250 0.10 - 0.30 0.10 - 0.40
90 Vol % CBN / メタル平均粒径 2 µm導電性

BZN 7000S はソリッド状の PCBN 切削工具インサートです。粗めの粒径、高 CBN 含有量並びにセラミック系バインダにより高い耐欠損性、優れた耐摩耗性と化学的安定性をもたらします。
4
BZN 7000S は優れた刃先安定性で卓越した寸法管理と安定した表面仕上げを可能にし、様々な鉄系難削材切削の生産性を大幅に改善します。BZN 7000S インサートはNi ハード鋳鉄、高硬度鋳鉄、高クロム合金鋼、パーライトねずみ鋳鉄、並びに焼結金属合金の切削用に開発されました。ソリッド状工具インサートである為、表裏 2面を切れ刃として利用出来、コスト的にもその効果は大です。
厳しい状況下で発揮
● 高い耐欠損性● 優れた耐摩耗性● 優れた化学的安定性● ソリッド状構造 - 複数切れ刃● 卓越した材料除去率● 卓越した工具寿命
用途と切削条件ガイドライン
粉砕用容器、 1700 mmΦ , Ni ハード鋳鉄、 60 HRcBZN 7000S は工具破損やチッピング無しに鋳砂等の異物を含む高硬度黒皮を効果的に切削
鋼材圧延ロール、 760 mmΦ、 2550 mm 高硬度高クロム鋼、 56 - 60 HRc。 BZN 7000S は高い材料除去率と共に卓越した工具寿命と寸法管理を実現
82 Vol % CBN ・セラミック平均粒径 15 µm非導電性
BZN 7000S ‒ ソリッド PCBN 切削工具インサート卓越した生産性と安定した品質
材質 切削速度 送り 切り込み m/min mm/rev mm
高硬度鋳鉄(>45 HRc) 40 - 100 0.10 - 0.60 0.10 - 2.50
焼入鋼(>45 HRc) 65 - 120 0.10 - 0.50 0.50 - 2.50
パーライトねずみ鋳鉄 600 - 1200 0.15 - 0.60 0.10 - 2.50
表面硬化合金 50 - 200 0.10 - 0.25 0.10 - 1.50
鉄系焼結金属 90 - 180 0.10 - 0.25 0.10 - 1.30

BZN 8200 - ハードターニング用
5
BZN 8200 は焼入鋼 (>45 HRc) の仕上げ用旋削に開発された多結晶 CBN工具素材です。微細 CBN結晶と TiN セラミックバインダにより、優れた化学的安定性と衝撃強度を備えています。 BZN 8200によるハードターニングは従来のアルミナ砥石による研削に比べ、素晴らしい表面仕上げを維持しつつ10倍以上の材料除去率を可能にします。
焼入鋼製トランスミッションギア、 58-62 HRc優れた寸法管理と表面仕上げにより研削工程を省略。生産性を 50% 向上。
旋盤ガイドレールの正面フライス、焼入鋼、 63 HRc研削時間を 85%削減、 0.3 µm Ra 表面仕上げを達成
材質 切削速度 送り 切り込み m/min mm/rev mm
焼入鋼 100 - 150 0.10 - 0.20 0.10 - 0.50
工具鋼・ダイス鋼 90 - 110 0.10 - 0.20 0.10 - 0.50
焼入鋼のハードターニングに最適 (>45 HRc)
● 優れた耐摩耗性 ● 高い耐欠損性● 優れた化学的安定性● 厳しい部品寸法管理● 連続・断続切削で安定した表面仕上げ
用途と切削条件ガイドライン
65 Vol % CBN/TiN平均粒径 2 µm導電性
6
BZN 9000 コンパクト鉄系焼結金属切削用に新製品
鉄系焼結金属は化学的反応成分と相まって、非常に難削性の強い粉末焼結構造です。シックスシグマの管理手法を使う事により様々な粉末焼結金属の切削に対応出来る新しい工具素材を開発しました。
BZN 9000 は高 CBN含有率と特別に鉄系焼結金属用に設計されたセラミックバインダにより高い耐摩耗性・耐衝撃性と優れた耐化学摩耗の特性を備えています。最少の摩耗で安定した形状、表面仕上げ、および切れ刃当りの部品数を大幅に向上させる事が可能になりました。
汎用性と経済性
● 優れた耐摩耗性と耐衝撃性● 高い化学的安定性● 厳しい寸法管理● 安定した表面仕上げ● 生産性向上
用途と切削条件ガイドライン
材質 切削速度 送り 切り込み m/min mm/rev mm
鉄系焼結金属 60 - 200 0.10 - 0.25 0.10 - 1.30
クーラント: 連続切削で湿・乾式、断続切削で乾式
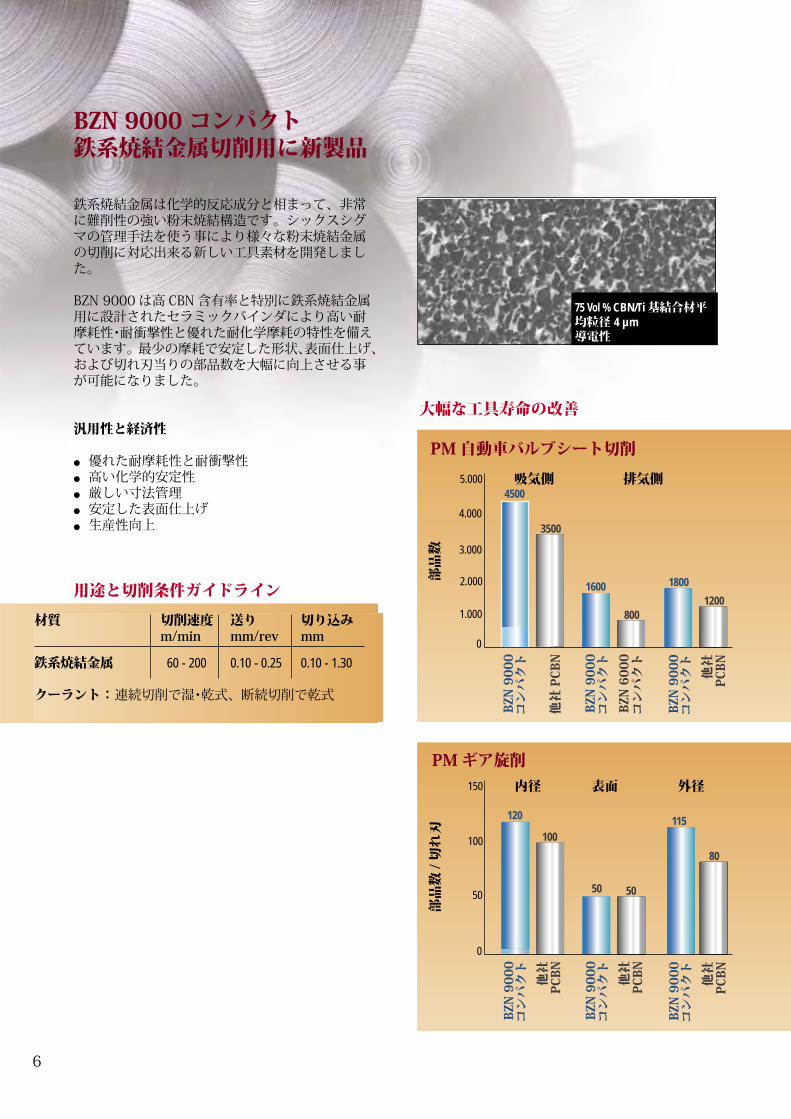
大幅な工具寿命の改善
PM自動車バルブシート切削
PMギア旋削
1.000
0
3.000
5.000
4.000
2.000部品数
BZN 9000
コンパクト
他社PCBN
BZN 9000
コンパクト
BZN 6000
コンパクト
BZN 9000
コンパクト
他社
PCBN
4500
1600 18001200
800
3500
吸気側 排気側
50
0
150
100
部品数/切れ刃
BZN 9000
コンパクト
他社
PCBN
BZN 9000
コンパクト
他社
PCBN
BZN 9000
コンパクト
他社
PCBN
120 115
80
50
100
内径 表面 外径
75 Vol % CBN/Ti 基結合材平均粒径 4 µm導電性
50
BZN* 9100 コンパクト
優れた衝撃強さと化学安定性性能は 50% アップ
用途と切削条件ガイドライン
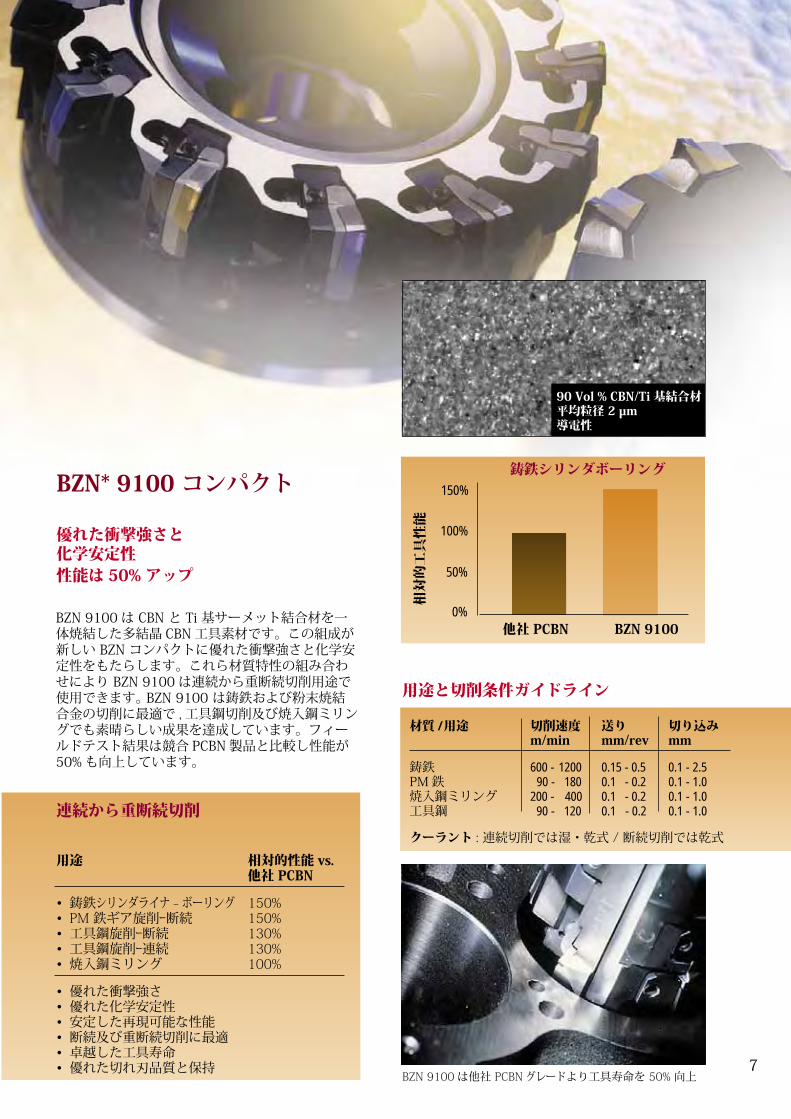
BZN 9100 は CBN と Ti 基サーメット結合材を一体焼結した多結晶 CBN工具素材です。この組成が新しい BZN コンパクトに優れた衝撃強さと化学安定性をもたらします。これら材質特性の組み合わせにより BZN 9100 は連続から重断続切削用途で使用できます。 BZN 9100 は鋳鉄および粉末焼結合金の切削に最適で , 工具鋼切削及び焼入鋼ミリングでも素晴らしい成果を達成しています。フィールドテスト結果は競合 PCBN製品と比較し性能が50%も向上しています。
90 Vol % CBN/Ti 基結合材平均粒径 2 µm導電性
連続から重断続切削
用途 相対的性能 vs. 他社 PCBN
• 鋳鉄シリンダライナ ‒ ボーリング 150%• PM 鉄ギア旋削ー断続 150%• 工具鋼旋削ー断続 130% • 工具鋼旋削ー連続 130% • 焼入鋼ミリング 100%
• 優れた衝撃強さ• 優れた化学安定性• 安定した再現可能な性能• 断続及び重断続切削に最適• 卓越した工具寿命• 優れた切れ刃品質と保持
BZN 9100は他社 PCBNグレードより工具寿命を 50% 向上
他社 PCBN BZN 9100
相対的工具性能
0%
50%
100%
150%
材質 /用途 切削速度 送り 切り込み m/min mm/rev mm
鋳鉄 600 - 1200 0.15 - 0.5 0.1 - 2.5PM鉄 90 - 180 0.1 - 0.2 0.1 - 1.0焼入鋼ミリング 200 - 400 0.1 - 0.2 0.1 - 1.0工具鋼 90 - 120 0.1 - 0.2 0.1 - 1.0
クーラント : 連続切削では湿・乾式 / 断続切削では乾式
7
鋳鉄シリンダボーリング

BZN HTC 2000 ハードターニング連続切削用
HTC 2000 は主に焼入鋼やベアリング鋼の仕上げ切削、ダイス鋼の連続切削に最適です。低い化学反応性と最適化された熱伝導率 を備えたHTC 2000 は高い材料除去率、優れた表面仕上げ、そしして非常に長い工具寿命を備えています。
連続切削に最適
● 高い耐摩耗性● 最適化された熱伝導率● 低い化学反応性● 高い材料除去率● 優れた表面仕上げ● 長い工具寿命
材料 切削速度 送り 切り込み m/min mm/rev mm
焼入鋼(>45 HRc) 140 - 250 0.05 - 0.20 0.10 - 0.25
ダイス鋼 80 - 140 0.05 - 0.20 0.10 - 0.25
14,5
18,5
Ø 2
7,52
Ø 4
7,05
テスト条件
被削材 AISI 4130 25CrMo4 硬度 : HRc 58 - 62仕様 粗さ : Rz 12.5 µm 寸法精度 : OD -0.016 mm 工具 インサート: DNMA 120408 刃先処理 : 25° x 0.1 mm旋削条件 切削速度: 138 - 145 m/min 送り : 0.12 mm/rev 切り込み : 0.15 mmクーラント 乾式切削モード 連続
切削面
サイドギアシャフトの外形並びに表面旋削
結果HTC 2000: 1000 部品PCBN-X: 700 部品
8
切削例:
用途と切削条件ガイドライン
外輪の内径旋削 テスト条件
被削材 AISI 4150 50CrMo4 硬度 : HRc 62仕様 粗さ : Ra 0.7 µm max. 寸法精度 : I.D. 0.024 mm 工具 インサート : CNMA 120408 刃先処理 : 25° x 0.15 mm旋削条件 切削速度 : 180 m/min 送り : 0.10 mm/rev 切り込み : 0.25 mmクーラント エマルジョン切削モード 連続
結果PCBN-X: 300 部品、 Ra 0.72 µm
結果HTC 2000: 500 部品、 Ra 0.44 µm
HTC 2000 は他社 PCBNより長い切れ刃寿命
50 Vol% CBN/Ti 基結合材平均粒径 2 µm導電性
BZN* HTM 2100 コンパクト
多目的ハードターニング用 高い衝撃強さ 優れた化学安定性
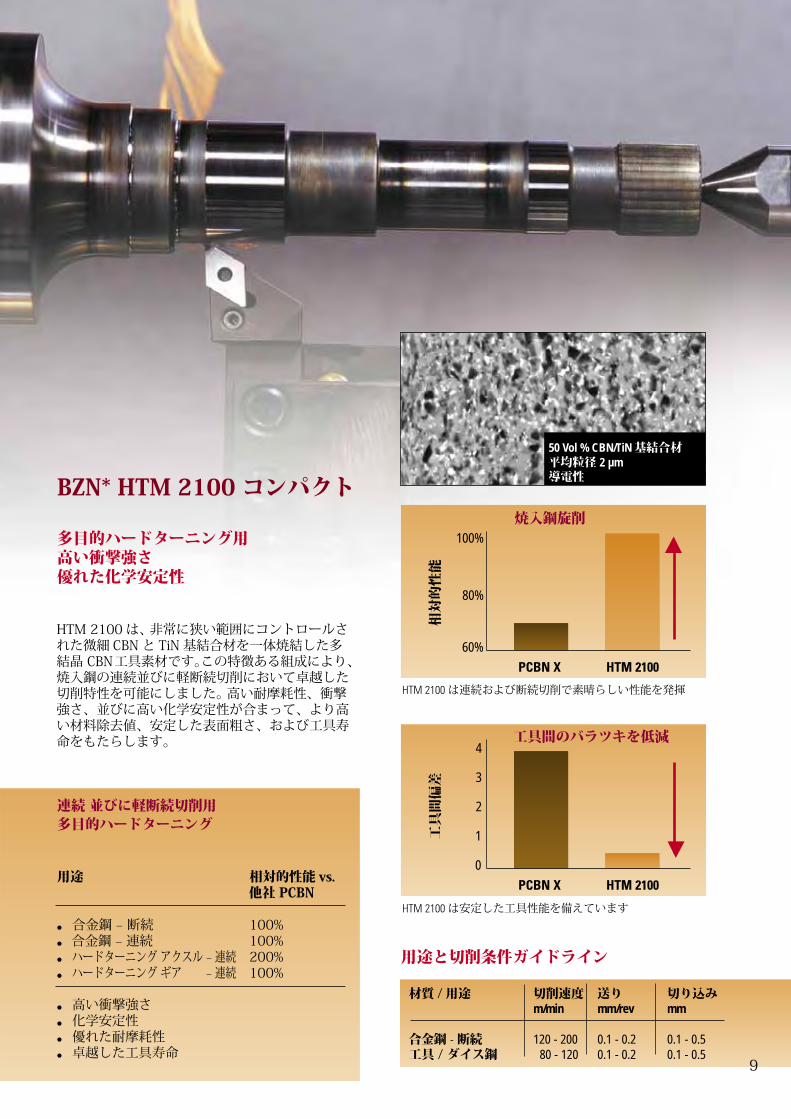
HTM 2100 は、 非常に狭い範囲にコントロールされた微細 CBNと TiN 基結合材を一体焼結した多結晶 CBN工具素材です。この特徴ある組成により、焼入鋼の連続並びに軽断続切削において卓越した切削特性を可能にしました。 高い耐摩耗性、衝撃強さ、並びに高い化学安定性が合まって、より高い材料除去値、安定した表面粗さ、および工具寿命をもたらします。
50 Vol % CBN/TiN 基結合材平均粒径 2 µm導電性
連続 並びに軽断続切削用多目的ハードターニング
用途 相対的性能 vs. 他社 PCBN
● 合金鋼 ‒ 断続 100%● 合金鋼 ‒ 連続 100%● ハードターニング アクスル ‒ 連続 200%● ハードターニング ギア ‒ 連続 100%
● 高い衝撃強さ● 化学安定性● 優れた耐摩耗性● 卓越した工具寿命
HTM 2100 は安定した工具性能を備えています
PCBN X HTM 2100
工具間偏差
4
3
2
1
0
工具間のバラツキを低減
HTM 2100は連続および断続切削で素晴らしい性能を発揮
PCBN X HTM 2100
相対的性能
100%
80%
60%
焼入鋼旋削
材質 /用途 切削速度 送り 切り込み m/min mm/rev mm
合金鋼 - 断続 120 - 200 0.1 - 0.2 0.1 - 0.5工具 / ダイス鋼 80 - 120 0.1 - 0.2 0.1 - 0.5
用途と切削条件ガイドライン
9

フルラウンドブランク製品形状 呼び寸法 [mm] 材種 直径 (d) 厚さ (t) 6000 8200 9000 9100 HTC 2000 HTM 2100
360R 50.8 1.6 / 2.4 / 3.2 □ □ n/a n/a n/a n/a 58.0 1.6 / 2.4 / 3.2 n/a n/a □ □ □ □ 58.0 4.8 ■ n/a ■ ■ n/a n/a
WEDM カット製品多くの形状とサイズが揃っています。詳細は AbrasivesNet.com をご参照、又は弊社・弊社代理店までご連絡下さい。
BZN コンパクトセミフィニッシュインサート製品形状 参照 ANSI ISO 呼び寸法 [mm] 材種 製品番号 内接円形 厚さ (t) 6000 8200 9000 9100 HTC 2000 HTM 2100
円形 BRNU-32X RNU-32 RNUN-0903XX 10.0 3.2 □ ■ ■ ■ ■ ■ BRNU-42X RNU-42 RNUN-1203XX 13.2 3.2 □ ■ ■ ■ ■ ■ BRNU-43X RNU-43 RNUN-1204XX 13.2 4.8 □ n/a ■ ■ n/a ■
四角形 BSNU-32X SNU-32X SNUN-0903XX 9.8 3.2 □ ■ ■ ■ ■ ■ BSNU-42X SNU-42X SNUN-1203XX 12.9 3.2 □ ■ ■ ■ ■ ■ BSNU-43X SNU-43X SNUN-1204XX 12.9 4.8 □ n/a ■ ■ n/a ■
三角形 BTNU-22X TNU-22X TNUN-1103XX 6.7 3.2 ■ ■ ■ ■ ■ ■ BTNU-32X TNU-32X TNUN-1603XX 9.9 3.2 ■ ■ ■ ■ ■ ■ BTNU-43X TNU-43X TNUN-2204XX 13.2 4.8 □ n/a ■ ■ n/a ■
BZN 7000S ソリッド PCBN セミフィニッシュインサート製品形状 参照 ANSI ISO 呼び寸法 [mm] 材種 製品番号 内接円形 厚さ (t) 7000S
円形 BRNU-32X RNU-32 RNUN-0903XX 10.0 3.2 □ BRNU-33X RNU-33 RNUN-0904XX 10.0 4.8 □ BRNU-42X RNU-42 RNUN-1203XX 13.2 3.2 □ BRNU-43X RNU-43 RNUN-1204XX 13.2 4.8 □ BRNU-63X RNU-63 RNUN-1904XX 19.4 4.8 □ BRNU-82X RNU-82 RNUN-2503XX 26.0 3.2 □ BRNU-83X RNU-83 RNUN-2504XX 26.0 4.8 □
四角形 BSNU-32X SNU-32X SNUN-0903XX 10.0 3.2 □ BSNU-33X SNU-33X SNUN-0904XX 10.0 4.8 □ BSNU-42X SNU-42X SNUN-1203XX 13.2 3.2 □ BSNU-43X SNU-43X SNUN-1204XX 13.2 4.8 □
ひし形 BCNU-32X CNU-32X CNUN-0903XX 10.1 3.2 □ BCNU-33X CNU-33X CNUN-0904XX 10.1 4.8 ■ BCNU-42X CNU-42X CNUN-1203XX 13.2 3.2 □ BCNU-43X CNU-43X CNUN-1204XX 13.2 4.8 □
三角形 BTNU-22X TNU-22X TNUN-1103XX 7.0 3.2 □ BTNU-32X TNU-32X TNUN-1603XX 10.0 3.2 ■ BTNU-33X TNU-33X TNUN-1604XX 10.0 4.8 □
BZN コンパクト工具素材 : 寸法は全て mm表示。寸法公差は、長さ (l) と幅 (w) +/- 0.15 mm 、直径 (d) +/- 0.1 mm 、厚み (t) +/- 0.05 mm 。 PCBN層の厚みはBZN 素材とインサートは0.8 - 1.1 mm。 HTC 2000とHTM 2100 PCBN 層厚みは 0.8 - 1.2 mm。上記以外の形状とサイズは受注生産になります。 n/a は無し。半仕上げ品につき、完成品に加工する為の余分の仕上げ代が残してあります。外周はダイヤモンド研削、放電加工切削またはレーザーカット。ご注文の際は、寸法と材種をご指定下さい。例: 360R50.8/3.2-60 または BRNU-43X-60, BRNU-42X-70S (60 = BZN 6000, 70S = BZN 7000S, 82 = BZN 8200, 90 = BZN 9000, 91 = BZN 9100, HTC = HTC 2000, HTM = HTM 2100)
□ 標準品 ■ 特注品
10
サイズ表

注:ほとんどの粗切削と全ての断続切削にチャンファ と 0.025 mmの丸ホーニングを施す事を推奨します。
BZN コンパクト製品使用上の留意点
● 高剛性機械の使用● 最大工具強度を引き出す為、最大径工具を推奨● 出来るだけネガティブレーキを使用することを推奨● 工具のオーバーハング量は出来る限り小さくする● 断続切削時チッピング防止の為に刃先処理された切れ刃を使用● インサート破損防止の為に切れ刃の使い過ぎや切削中の機械停止の禁止● 断続切削でのクーラント供給の禁止
提供
: Walt
er K
iening
er G
mbH,
Ger
many
BZN コンパクト工具素材とインサート刃先処理ガイドライン
被削材質 BZN 6000 / 7000S / 9000 / 9100 BZN 8200/HTC 2000 /HTM 2100
粗加工 仕上げ 仕上げ
焼入鋼 20°x 0.2 - 0.5 mm 25° x 0.1 - 0.2 mm プラス 0.01 mmの丸ホーニング 表面硬化合金 20°x 0.2 mm 20° x 0.2 mm を推奨 焼結金属 20°x 0.2 mm 20° x 0.2 mmねずみ鋳鉄 20° x 0.2 mm 20° x 0.2 mm 又は 0.025 mm 丸ホーニング高硬度鋳鉄 20° x 0.2 - 0.5 mm 20° x 0.2 mm耐熱合金 0.012 mm 丸ホーニング
11

ダイヤモンド・イノベーション〒 105-0003 東京都港区西新橋 1-17-11 リバティ 11ビル 6階Phone: (03)5157-8723 Fax: (03)5157-8724
* 米国ダイヤモンド・イノベーション・インクの商標© 米国ダイヤモンド・イノベーション・インクの 2004 年著作権
DI 1328 J
代理店 三井物産プラスチックス株式会社先端材料営業本部 機能材料部Phone: (03)4562-7018 Fax: (03)4562-7118