炭素繊維複合材加工用 ダイヤモンドコーティング工具 への ...2015/11/06 ·...
TRANSCRIPT

0 © 2014 OSG Corporation
炭素繊維複合材加工用 ダイヤモンドコーティング工具 への取り組み
2015年11月6日
オーエスジー株式会社 開発グループ Aerospaceチーム
辻村 桂司

1 © 2014 OSG Corporation
内容
1. 航空機材料の変化
2. CFRPの難削性
3. ダイヤモンドコーティングの最適化
4. 工具形状の最適化

2 © 2014 OSG Corporation
1.航空機材料の変化

3 © 2014 OSG Corporation
CFRP活用の象徴的出来事 B787
20%
50%
15%
10%
5%
Titanium
Aluminum
Composite & Fiberglass
Steel
Other

4 © 2014 OSG Corporation
機体材料の構成比推移
Boeing 777 FF 1994 Boeing 747
First flight 1969 50%
20%
15%
10% 5%
70% 11%
7% 11% 1%
Carbon Laminate Composite Aluminum Titanium Steel
Boeing 787 FF 2009
81%
4% 13%
1% 1%
52% 32%
9%
6% 1%
Airbus 350 FF 2013
35t x 10p=350t/m
60 t /p
35%
16% 35%
5%
11%
F35
4.6t x 20p=92t/m 10 t /p

5 © 2014 OSG Corporation
航空機材料の変化
• 燃費改善要求
• 1次構造部材がアルミ→CFRPへ
• CFRPの使用量が急増!

6 © 2014 OSG Corporation
2.CFRPの難削性

7 © 2014 OSG Corporation
複合材とは?
2種以上の異なる材料を一体的に組み合わせて
その特性を強化した材料
繊維強化プラスチック→FRP(Fiber Reinforced Plastic)
– ファイバー(強化材) • 炭素繊維(CFRP)
• ガラス繊維(GFRP)
• アラミド繊維(AFRP)
– レジン(マトリクス) • 熱硬化性樹脂(Thermoset plastic)
• 熱可塑性樹脂(Thermo Plastic)

8 © 2014 OSG Corporation
CFRPの難削性①
• 炭素繊維は鉄の約10倍の高強度
• 激しい工具摩耗

9 © 2014 OSG Corporation
CFRP加工に求められる加工品位
• 表層・層間剥離 (De-lamination )
• 盛上り (Rolling)
• むしれ (Fiber break out)
• バリ
• 毛羽立ち
• 穴拡大
• 熱損傷
• 焼け
これらが無いこと!

10 © 2014 OSG Corporation
目標とする穴

11 © 2014 OSG Corporation
不具合例①
0° -45° 45° 盛り上り
アンカットファイバー
むしれ
アンカットファイバー

12 © 2014 OSG Corporation
不具合例②
穴品位の良好な穴 CFRPの引きちぎりでえぐれが発生した穴

13 © 2014 OSG Corporation
UD材のレイアップ構造
繊維直角方向引張り応力 繊維直角方向圧縮応力
圧縮応力
引張り応力
UD-プリプレグ
擬似等方化積層
金属は全方位ほぼ同等の等方性を示す
軸直角曲げ応力

14 © 2014 OSG Corporation
非せん断繊維の発生位置
Unidirectional Fibers Woven Fibers
Typical area of uncut fibers
Typical area of uncut fibers
③ 90°
④ -45°
① 0°
② 45°
穴出口から見た場合

15 © 2014 OSG Corporation
CFRPの難削性②
• 炭素繊維が細くてしなやか
• レジンの繊維層間保持力が低い
• 剥離、むしれの発生
16 © 2014 OSG Corporation
CFRP加工用工具の必須条件
激しい工具摩耗 ↓
耐摩耗性の付加
剥離、むしれの発生 ↓
工具形状の最適化
この両方を満たすことが
CFRP加工用工具における
必須条件となる

17 © 2014 OSG Corporation
3.ダイヤモンドコーティングの 最適化

18 © 2014 OSG Corporation
ダイヤモンドコーティングの効果
グラファイト
アルミ合金
セラミックス成形体
超硬仮焼体
FRP等の強化型樹脂
非鉄金属材料
これらの被削材で、超硬ノンコート工具の
約10~50倍もの耐久が得られる

19 © 2014 OSG Corporation
例:MMC加工におけるダイヤモンドコーティングの効果
被削材: MMC(SiC20%含有 アルミ複合材料) 回転数:8,000min-1
工具:R5ボールエンドミル 送り速度:2,000mm/min
切削油:ドライ 切り込み:ap=1mm、Pf=0.5mm
0 50 100 150 200 250
ダイヤモンドコーティング
TiAlNコーティング
切削距離(m)
MMC切削性能比較
継続可能
TiAlNコーティング
ダイヤモンドコーティング
磨耗

20 © 2014 OSG Corporation
4.工具形状の最適化

21 © 2014 OSG Corporation
剥離、むしれを回避するためには
• シャープな切れ刃
• 低抵抗
• 抵抗分散形状
• 耐チッピング性
• 切り屑排出性

22 © 2014 OSG Corporation
ドリルの場合
A部
切れ刃の抜け際
切れ刃入口での
すくい剥がし
B部
C部
• A部(入り口) • 締結方法によっては、穴入口の品位も重要
• C部(抜け際) • 不具合(剥離等)多発箇所
• 貫通間際の切削抵抗を下げる
• 発生してしまう抵抗を壁側に分散させる
• 切り取り量を小さくする

23 © 2014 OSG Corporation
外周小先端角の抵抗分散効果
120°先端角 の標準ドリル 肩部に小さな先端角を持つ
ダブルアングル、トリプルアングルドリル
f f
T
T
Thrust Force
W W
Cutting Resistance
Cutting Resistance
Thrust Force

24 © 2014 OSG Corporation
外周小先端角の抵抗分散効果
Torque
Thrust
Torque
Thrust
Drill Size: .5730” Coolant: Water Soluble
Material: CFRP Thickness: 11mm
Cutting Speed: 125 m/min Cutting Feed: 0.10 mm/rev
120° 先端角の標準的ドリル 120° x 30° ダブルアングルドリル
25 © 2014 OSG Corporation
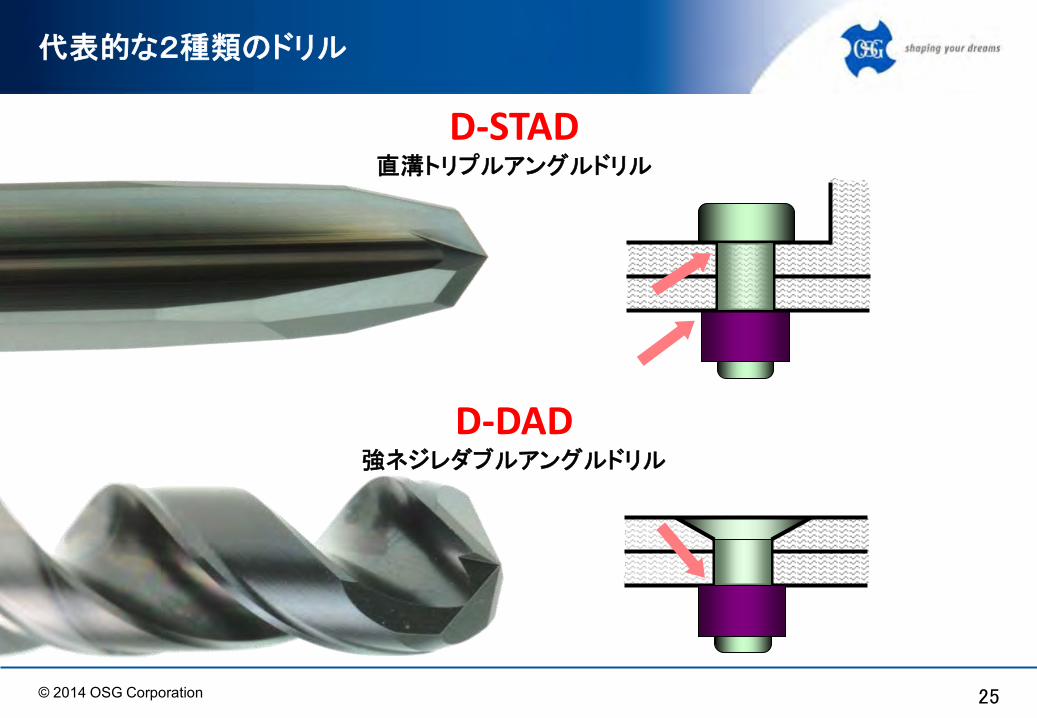
代表的な2種類のドリル
D-STAD 直溝トリプルアングルドリル
D-DAD 強ネジレダブルアングルドリル

26 © 2014 OSG Corporation
D-STADとPCDドリルの穿孔性能
入口
PCD
D-STAD
出口
PCD
D-STAD
1穴目 200穴目 400穴目 600穴目 800穴目
ドリル直径: 0.251” 切削油剤: 水溶性
被削材: UD-CFRP+入口Woven 厚さ: 19mm
切削速度 : 100 m/min 送り量 : 0.06 mm/rev
27 © 2014 OSG Corporation
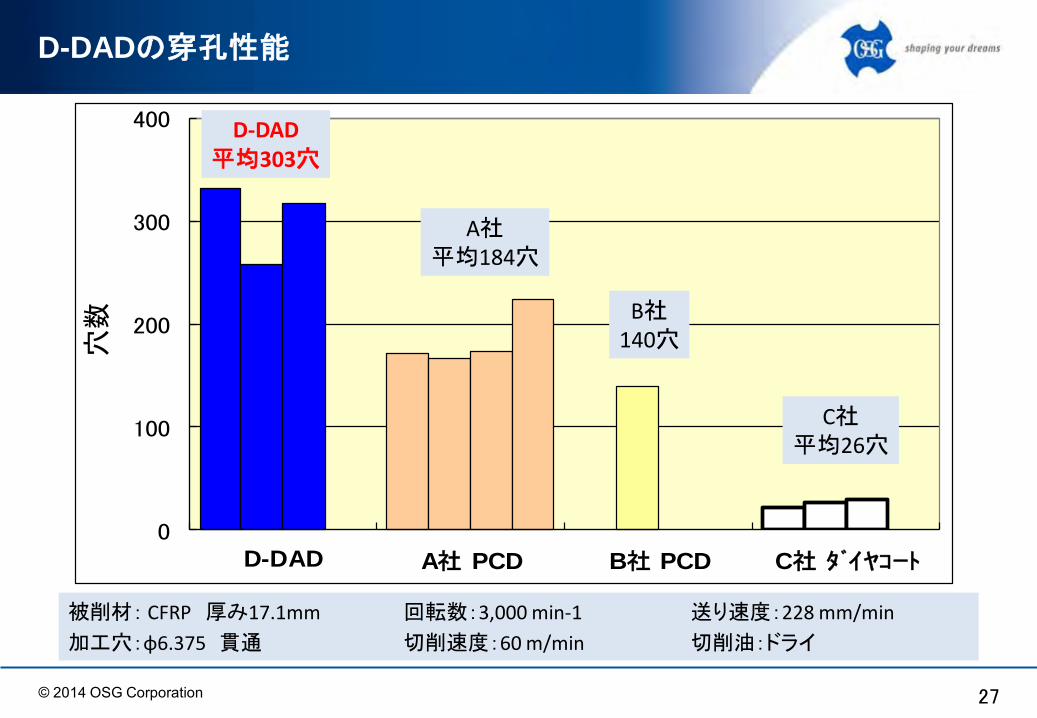
D-DADの穿孔性能
0
100
200
300
400
D-DAD A社 PCD B社 PCD C社 ダイヤコート
穴数
被削材: CFRP 厚み17.1mm 回転数:3,000 min-1 送り速度:228 mm/min
加工穴:φ6.375 貫通 切削速度:60 m/min 切削油:ドライ
D-DAD 平均303穴
A社 平均184穴
B社 140穴
C社 平均26穴
28 © 2014 OSG Corporation
CFRP加工用工具の必須条件
激しい工具摩耗 ↓
耐摩耗性の付加
剥離、むしれの発生 ↓
工具形状の最適化
この両方を満たすことが
CFRP加工用工具における
必須条件となる
解決! 解決!

29 © 2014 OSG Corporation
ご清聴ありがとうございました