低炭素オーステナイト系ステンレス鋼 sus316 の 加工硬化材のナ … ·...
TRANSCRIPT

日本金属学会誌 第 69巻 第 6号(2005)472480
低炭素オーステナイト系ステンレス鋼 SUS316の加工硬化材のナノメゾマクロ強度解析
長島 伸 夫 松 岡 三 郎
物質・材料研究機構 材料基盤情報ステーション
J. Japan Inst. Metals, Vol. 69, No. 6 (2005), pp. 472480 2005 The Japan Institute of Metals
Nanoscopic Strength Analysis of WorkHardened Low Carbon AusteniticStainless Steel, 316SS
Nobuo Nagashima and Saburo Matsuoka
Materials Information Technology Station, National Institute for Materials Science (MITS/NIMS), Tsukuba 3050047
Stress corrosion cracking (SCC) occurs in shrouds and piping of low carbon austenitic stainless steels at nuclear powerplants. A workhardened layer, where the transgranular SCC initiates, is considered to be one of the probable cause for this occur-rence. In order to clarify the microstructural characteristics of workhardened layer at the surface of shrouds or piping, thestrengthen analysis of low carbon austenitic stainless steel, 316SS, rolled at the reduction in area, RA, of 10, 20, 30, 40 and 50 atroom temperature were conducted on a nanoscopic scale, using an ultramicrohardness tester, TEM and SEM. TEM and SEMobservation showed that the microstructural parameters are the dislocation cell size, dcel, coarse slip spacing, lcsl, and austeniticgrain size, dg. Referring 10dcel and 10lcsl, Vickers hardness, HV, corresponding to macro strength was expressed as Hv=Hvbas+
Hvsol+Hvdis+Hvcel+Hvcsl. Hvbas (= 100) is the base hardness, Hvsol is the solid solution strengthening hardness, Hvdis is the dislo-cation strengthening hardness in the dislocation cell, and Hvcel and Hvcsl are the fine grain strengthening hardness due to the dislo-cation cell and coarse slip. Hvsol was about 50, independently of RA. Hvdis was zero at RA<30 and increased at RA>30. Hvcel
and Hvcsl increased with increasing in RA and were kept constant at about 50 and 120 at RA=20 and 30, respectively. It wassuggested from these results that all dislocations introduced by rolling might be dissipated for the creation of dislocation cells andcoarse slips at RA<30 and that the microstructure contributing to the fine grain strengthening due to the dislocation cell andcoarse slip might be accomplished at RA=30. The dislocation strengthening in the dislocation cell might begin to operate at RA>30.
(Received November 12, 2004; Accepted April 11, 2005)
Keywords: BWR (Boiling Water Reactor), SCC (Stress Corrosion Cracking), low carbon austenitic stainless steel, 316SS, workhardening, nanoindentation, microstructural parameters
1. 緒 言
沸騰水型原子炉(BWR: Boiling Water Reactor)が開発され
た当初,オーステナイト系ステンレス鋼製の再循環系配管の
溶接部に応力腐食割れ(SCC: Stress Corrosion Cracking)が
生じた.SCCは熱影響部に沿って進展し,破面様相は粒界
型割れであった.この粒界型応力腐食割れ(IGSCC: Inter-
granular SCC)の原因は,溶接時に粒界近傍に Cr炭化物が
析出し,その結果粒界近傍に Cr欠乏層が形成され,耐食性
が低下することによると判明した1).この対策として,Cr
炭化物の形成を抑制するため,炭素量を低減した低炭素オー
ステナイト系ステンレス鋼が開発された1).しかし,最近低
炭素オーステナイト系ステンレス鋼で制作されたシュラウド
や再循環系配管で SCC が顕在化している2).実機から採取
されたサンプルを調査した結果,起点部は材料表層部であ
り,結晶粒内型応力腐食割れ(TGSCC: Transgranular SCC)
が形成されていたことが判明した.TGSCCは表層部を進展
した後,母地においては粒界を進展する IGSCC に変化し
た.このような SCCメカニズムは現在完全に説明されてい
ない.特に,表層部ではビッカース硬さが 300以上のとこ
ろがあり,切削加工やグラインダ仕上げ等による加工硬化が
顕著であったと推定されているが,このような加工硬化領域
に TGSCCが発生するメカニズムを解明することは重要課題
の一つとなっている.
著者らのグループは,原子間力顕微鏡(AFM: Atomic
Force Microscope)を基にした AFM超微小硬さ試験機を開
発した3),さらに,金属単結晶を標準試料として用い,押し
込み力深さ(Fh)曲線をビッカース硬さ Hvに換算する実
験式を求めた4,5).この試験機と実験式により得られるナノ
とメゾ領域の硬さ並びにビッカース硬さ試験で得られるマク
ロ領域の硬さを結びつけることにより,ナノからマクロ領域
に渡る硬さプロファイルを取得することを可能にした.さら
に,AFM等による組織観察から組織パラメータを決定し,
硬さプロファイルと組織パラメータを結びつけることによ
り,固溶,転位,粒子分散,粒界(細粒)の各強化因子を分離
することを可能にした.このような一連の流れをナノメゾ
マクロ強度解析6)と名付け,1 mm超微細粒フェライト鋼5),

473
Fig. 1 Nominal stressstrain curves of rolled SUS316(NG)steels10).
Table 1 Chemical composition of SUS316 (NG) steel (mass).
C Si Mn P S Ni Cr Mo N
0.007 0.28 1.49 0.033 0.005 12.23 16.58 2.07 0.109
Table 2 Tensile properties of rolled SUS316 (NG) steels10).
Rolling at ~25°Cs0.2(MPa)
sB(MPa)
dU()
dT()
q() HVReduction
area, RA ()TrueStrain
0 0 285 589 55.7 78.2 83.7 144
10 0.104 508 659 37.9 57.6 82.1 226
20 0.223 651 751 19.9 44.1 82.3 278
30 0.358 773 858 2.2 29.9 80.8 314
40 0.513 846 968 1.6 22.5 78.6 341
50 0.693 907 1041 1.6 17.4 76.4 358
473第 6 号 低炭素オーステナイト系ステンレス鋼 SUS316の加工硬化材のナノメゾマクロ強度解析
低炭素フェライトベイナイト鋼7),フェライトパーライト
鋼8),焼戻しマルテンサイト鋼9)のような鉄鋼材料の強度発
現メカニズムの解析に適用してきた.
本研究では,シュラウドや再循環系配管の表面加工層にお
ける TGSCC発生の原因究明の一助として,冷間圧延を施し
た低炭素オーステナイト系ステンレス鋼 SUS316(NG)のナ
ノメゾマクロ強度解析を実施する.また,得られた結果と
過去に冷間圧延したオーステナイト系ステンレス鋼で SCC
発生を調べた結果と比較,検討する.
2. 実 験 方 法
2.1 供試材
供試材は BWR の再循環系配管に用いられている低炭素
オーステナイト系ステンレス鋼 SUS316(NG)で,その化学
成分をTable 1に示す.低炭素による強度低下を補うために,
0.109 msssの窒素が添加されている.
SCCが発生した材料表層部を模擬するため,Table 1の供
試材に減面率 RA=(A0-A)/A0=10, 20, 30, 40, 50の冷間
圧延を室温で施し,全ての減面率において圧延後の厚さが
10 mm,幅が 40 mmの板を製造した.材料表層部は切削加
工やグラインダー仕上げに伴う塑性ひずみによって加工硬化
するが,塑性ひずみを制御することができない.冷間圧延材
も塑性ひずみによって加工硬化し,塑性ひずみは減面率から
求めることができる.そこで,表面加工層の組織や硬さを調
べる第 1歩として,冷間圧延材を実験対象とした.Fig. 1に
各々の圧延材で得られた応力ひずみ曲線を示す10).Table 2
は機械的性質として 0.2耐力 s0.2,引張強度 sB,一様伸び
dU,全伸び dT,絞り q を示す.この表には押し込み荷重
196.1 Nで測定したビッカース硬さ HVも示す.母材のビッ
カース硬さは 144であるが,減面率 50材では 358に達し
ており,シュラウドや配管から採取されたサンプルの表面加
工硬化層で測定されたビッカース硬さ2)の最大値 400に近い.
2.2 組織観察
冷間圧延後の試料について電界放出型走査電子顕微鏡
(FESEM)を用いて加速電圧 20 kVのもとで組織観察を実
施した.さらに,圧延により導入されたすべり帯や転位セル
を詳細に調べるため,電界放出型透過電子顕微鏡(FE
TEM)による観察を加速電圧 300 kV のもとで実施した.
FESEM 試料は圧延方向に直角な断面(C 面)を測定面と
し,バフ研磨後に室温の王水系腐食液(水 1硝酸 1塩酸
3)中で 30秒間腐食した.FETEM試料は C面を観察面と
するようにスライシングマシーンにより厚さ 0.3 mmに切り
出した.その後,ダイヤモンドスラリー法によりラッピング
研磨し,厚さ約 30 mmの薄片を作成した.最後に,双ジェ
ット式電界研磨装置を用い,7.5過塩素酸酢酸電解液中に
おいて電界研磨した.
2.3 硬さ測定
硬さ測定に際しては,ナノメゾマクロ領域に渡る硬さの
圧痕サイズ依存性を調べるため,超微小硬さ試験機(押し込
み力0.1~5 mN),微小硬さ試験機(1~2000 mN)およびビ
ッカース硬さ試験機(0.196~490 N)を用いた.それぞれの
試験機で得られた硬さをナノ硬さ,メゾ硬さ,マクロ硬さと
名付ける.組織観察と同様に,硬さ測定も C面で行った.
厚さ 2 mmで切り出した試料をバフ研磨した後に,8過塩
素酸,10ブトシキエタノール,70エタノール,12蒸
留水からなる溶液中で電解研磨した.電解研磨面の採用はバ
フ研磨までの過程で形成される加工層を取り除くためであ
る.特に,nmオーダーの押し込み深さを対象とする超微小
硬さ試験では,試料表面の加工層の影響が大きいことから,
電解研磨面の採用は不可欠である.
超微小硬さ試験は著者ら4)が開発した AFM超微小硬さ試
験機と両持ちレバーを用いて行った.両持ちレバーはレバー
中央にそれぞれ対稜角 60°と 115°の三角錐ダイヤモンド圧
子がついた二種類のレバーを使用した.60°の三角錐圧子の
付いたレバーを No. 1レバー,115°の三角錐圧子のレバーを
No. 2レバーとする.微小硬さ試験は島津製 DUH201と対
稜角 115°の三角錐ダイヤモンド圧子を用いて行った.ビッ
カース硬さ試験は明石製マイクロビッカース硬さ試験機を用

474
Table 3 Constants p, q and n in an experimental equation, HV={F/[p(h+q)2]}n.
Hardnesstester Indenter p q n
Nanomicro60°indenter, No. 1 lever 9.011×10-5 66.6 1.262
115°indenter, No. 2 lever 6.886×10-4 49.51 1.151
Micro 115°indenter 5.530×10-7 255.2 1.175
Fig. 2 SEM image of microstructure in parent SUS316(NG)steel.
Fig. 3 SEM images of microstructure in 30 rolled SUS316(NG) steel. (a) Low magnification. (b) High magnification.
474 日 本 金 属 学 会 誌(2005) 第 69 巻
いて行った.ダイヤモンド圧子形状は対面角 136°の四角錐
である.
超微小硬さ試験においては,ビッカース硬さの定義に従っ
て,押し込み力を圧痕の表面積で割り,硬さを求めると,押
し込み深さが浅くなるほど,硬さが大きくなるという寸法効
果が生じる11).この原因としては,押し込み深さが小さい
ため,圧子先端の丸まりの影響が顕在化することが上げられ
ている11).このような点を解決するため,著者らは複数の
電解研磨した金属単結晶を標準試料として用い,超微小硬さ
試験で得られる押し込み力深さ(Fh)曲線(Fig. 7参照)を
ビッカース硬さ Hvに換算する次の実験式を提案した4,5).
Hv={ Fp(h+q)2}
n
( 1 )
ここで,p, q, n は定数で,それぞれの圧子毎に定める必要
がある.同じ手法は微小硬さ試験で求まる Fh曲線(Fig. 8
参照)にも適用できる8,9).Table 3には本実験の超微小硬さ
試験で用いた対稜角 60°と 115°の三角錐圧子,微小硬さ試
験機で用いた 115°の三角錐圧子について,それぞれ決定し
た定数 p, q, nを示す.
3. 実 験 結 果
3.1 組織観察
Fig. 2に SUS316(NG)鋼の母材(すなわち減面率 0材)
の SEM 組織像を示す.オーステナイト結晶粒径が約 150
mmであることがわかる.
Fig. 3と 4 に,SUS316(NG)鋼の冷間圧延材の代表例と
して,減面率 30材の SEM組織像と TEM組織像を示す.
Fig. 5には SUS316(NG)鋼と同じ面心立方金属であるアル
ミニウムの表面で観察されるすべり変形のモデル図12)を示
す.
Fig. 5によると,ひずみ eが 10以下では段差 200 nmの
粗大すべり線が形成される.ひずみが大きくなるに従い,粗
大すべり線の間隔は小さくなり,ひずみが 10において,
粗大すべり線の間隔は 2 mm で飽和する.ひずみが 10以
上になると,2 mmの粗大すべり線の根元には間隔 20 nmの
微細すべり線が形成される.このモデルと SUS316(NG)鋼
圧延材の結果を比較するため,圧延材の真ひずみを減面率か
ら求めて Table 1 に示す.Fig. 3 の SEM 像と Fig. 4(a)の
TEM 像に示すように,減面率 30(真ひずみ 35.8)の
SUS316(NG)鋼においても間隔 2 mmの粗大すべり線が形成
されている.さらに,Fig. 4(b)の TEM像は間隔 2 mmのす
べり線の根元に間隔 20 nm程度の微細なすべり線が形成さ
れていることを示している.
Fig. 4(b)と(c)の TEM像においては,転位セル(サブグ
レイン)が形成されていることがわかる.Fig. 6に転位セル

475
Fig. 4 TEM images of 30 rolled SUS316(NG) steel. (a)Low magnification. (b) Medium magnification. (c) High mag-nification.
Fig. 5 Slip deformation model12).
Fig. 6 Relationships between dislocation cell size and reduc-tion in area for rolled SUS316(NG) steels.
475第 6 号 低炭素オーステナイト系ステンレス鋼 SUS316の加工硬化材のナノメゾマクロ強度解析
寸法と減面率の関係を示す.それぞれの圧延材において,転
位セルをランダムに 5個選び,その寸法の平均値を転位セ
ル寸法とした.Fig. 6には Bassimら13)が低合金鋼(C : 0.12,
Si : 0.14, Mn : 1.15, P : 0.01, S : 0.01, Al : 0.02, Nb : 0.10
(mass))の引張試験で得た結果も示す.彼らは破断した引
張試験片の絞り部分を複数箇所で輪切りにし,それぞれの箇
所で TEM観察した.同時に,それぞれの箇所で測定した直
径と元の直径を用いて,減面率を求めた.彼らは,減面率が
大きくなると,転位セル寸法は小さくなるが,減面率 20
以上において転位セル寸法はほぼ 0.4 mmで一定になること
を明らかにした.この結果と比較すると,SUS316(NG)鋼
を冷間圧延した場合には,転位セル寸法は 0.15~0.25 mm
と小さくなるが,それが一定となる減面率は 10から 20で
あると推定できる.
476
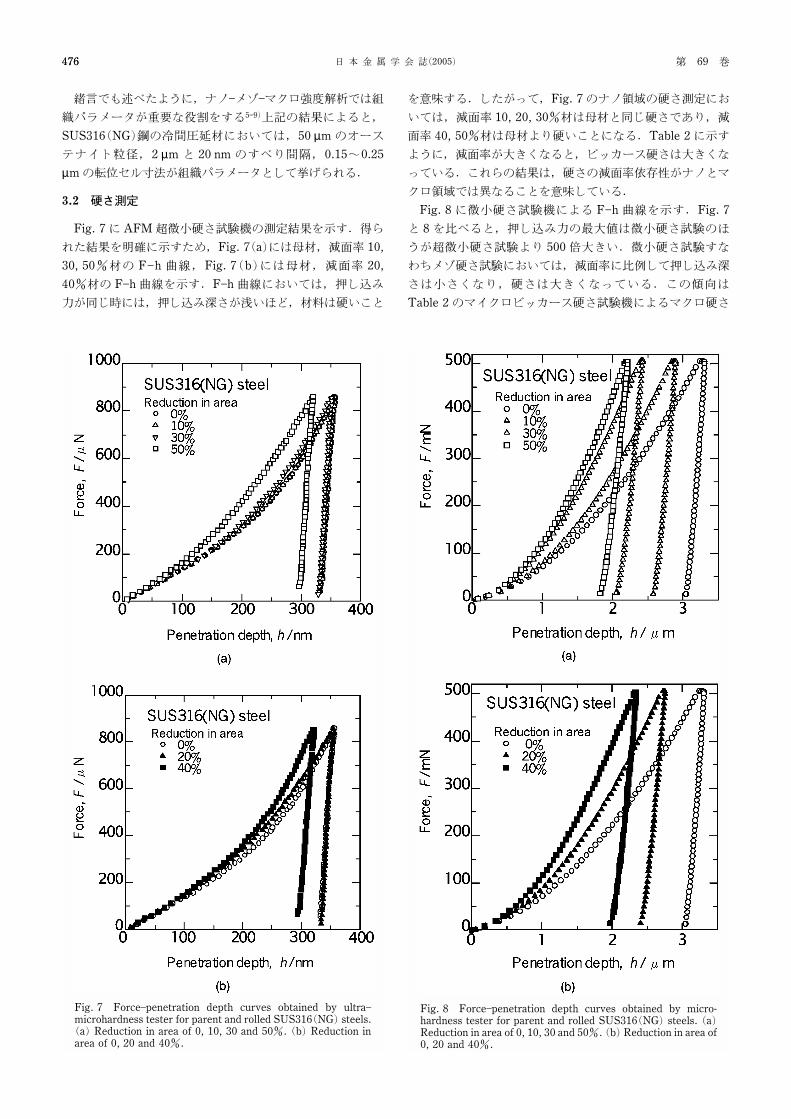
Fig. 7 Forcepenetration depth curves obtained by ultramicrohardness tester for parent and rolled SUS316(NG) steels.(a) Reduction in area of 0, 10, 30 and 50. (b) Reduction inarea of 0, 20 and 40.
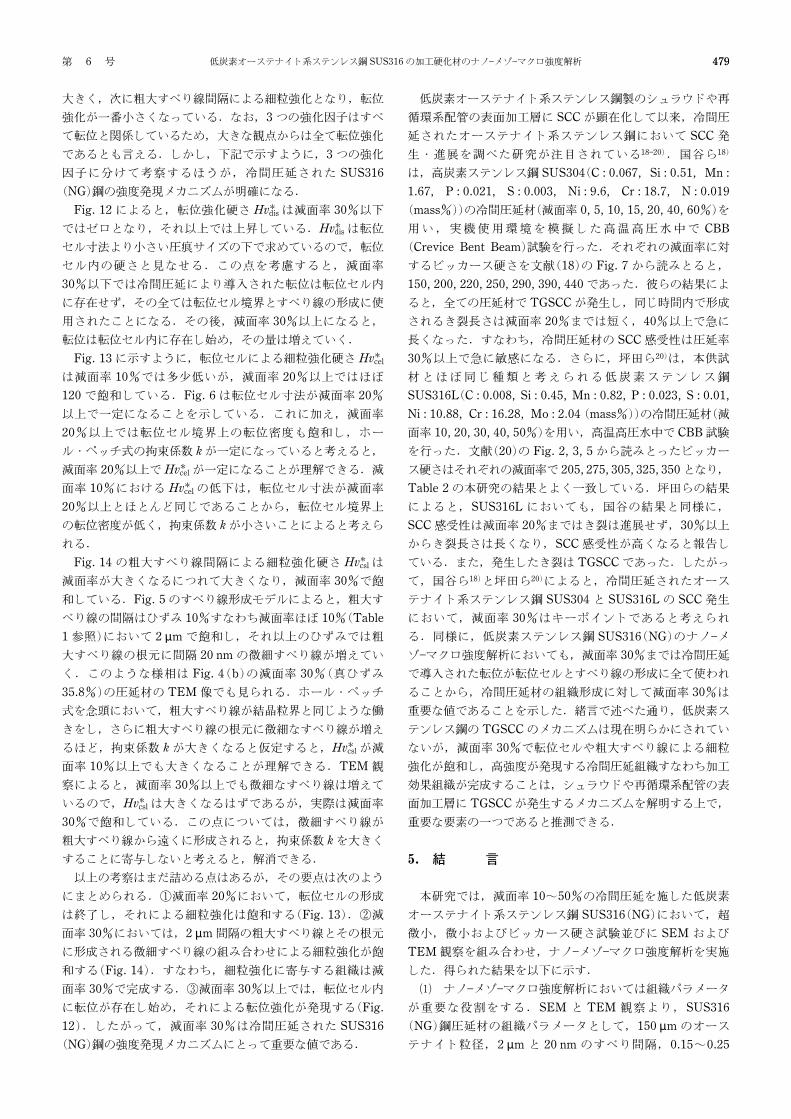
Fig. 8 Forcepenetration depth curves obtained by micro-hardness tester for parent and rolled SUS316(NG) steels. (a)Reduction in area of 0, 10, 30 and 50. (b) Reduction in area of0, 20 and 40.
476 日 本 金 属 学 会 誌(2005) 第 69 巻
緒言でも述べたように,ナノメゾマクロ強度解析では組
織パラメータが重要な役割をする59)上記の結果によると,
SUS316(NG)鋼の冷間圧延材においては,50 mm のオース
テナイト粒径,2 mm と 20 nm のすべり間隔,0.15~0.25
mmの転位セル寸法が組織パラメータとして挙げられる.
3.2 硬さ測定
Fig. 7に AFM超微小硬さ試験機の測定結果を示す.得ら
れた結果を明確に示すため,Fig. 7(a)には母材,減面率 10,
30, 50材の Fh 曲線,Fig. 7(b)には母材,減面率 20,
40材の Fh曲線を示す.Fh曲線においては,押し込み
力が同じ時には,押し込み深さが浅いほど,材料は硬いこと
を意味する.したがって,Fig. 7のナノ領域の硬さ測定にお
いては,減面率 10, 20, 30材は母材と同じ硬さであり,減
面率 40, 50材は母材より硬いことになる.Table 2に示す
ように,減面率が大きくなると,ビッカース硬さは大きくな
っている.これらの結果は,硬さの減面率依存性がナノとマ
クロ領域では異なることを意味している.
Fig. 8 に微小硬さ試験機による Fh 曲線を示す.Fig. 7
と 8を比べると,押し込み力の最大値は微小硬さ試験のほ
うが超微小硬さ試験より 500倍大きい.微小硬さ試験すな
わちメゾ硬さ試験においては,減面率に比例して押し込み深
さは小さくなり,硬さは大きくなっている.この傾向は
Table 2のマイクロビッカース硬さ試験機によるマクロ硬さ

477
Fig. 9 Relationships between converted hardness or VickersHardness and indent size for parent and rolled SUS316(NG)steels. (a) Reduction in area of 0, 10, 30 and 50. (b) Reduc-tion in area of 0, 20 and 40.
Fig. 10 Relationship between converted hardness or Vickershardness and indent size for 1.2 mm finegrained ferritic steel6).
Fig. 11 Relationships between converted hardness or Vickershardness and indent size for parant and 50 rolled SUS316(NG) steels.
477第 6 号 低炭素オーステナイト系ステンレス鋼 SUS316の加工硬化材のナノメゾマクロ強度解析
の傾向と一致した.
Fig. 9にナノメゾマクロ領域に渡る硬さの圧痕サイズ依
存性を母材,減面率 10, 30, 50材と母材,減面率 20, 40
材の場合に分けて示す.横軸の圧痕サイズは,形状が異なる
圧子による試験結果を統一的に示すため,圧痕の投影面積の
平方根 S0を採用した.圧痕サイズが 2 mm以下には超微小
硬さ試験によるナノ硬さ,2 から 20 mmの間には微小硬さ
試験によるメゾ硬さ,20 mm以上にはビッカース硬さ試験
によるマクロ硬さが示されている.ナノ硬さとメゾ硬さは
Fig. 7と 8に示すような Fh曲線から式( 1 )を用いてビッ
カース硬さに換算した値である.この図には,0.15~0.25
mm の転位セル寸法 dcel とその 10 倍 10 dcel 並びに 2 mm の
粗大すべり間隔 lcslの 10倍 10lcslを組織パラメータとして示
す.dcelは平均化して 0.2 mmを採用してある.10dcelまたは
10lcslは転位セルまたはすべり間隔による粒界(細粒)強化が
飽和し,それ以降では硬さが一定になる位置を示している.
この点については次章の考察で詳しく述べる.
Fig. 9において,母材すなわち 0材の硬さはナノからマ
クロ領域に渡ってほぼ一定の 150となっている.一方,10
~50の圧延材の硬さは圧痕サイズが大きくなるにしたが
って上昇している.その様相は,dcel, 10dcelと 10lcslを参考
にすると,3段階の階層的変化をしているように見える.第
1段のナノ硬さ領域では,10~30材の硬さは 0材すなわ
ち母材の硬さと一致し,40と 50材の硬さは大きくなって
いる.第 2段のメゾ硬さと第 3段のマクロ硬さは減面率が
大きくなるにしたがって単純に大きくなっている.
4. 考 察
著者らのグループは最初にナノメゾマクロ強度解析を 1
mm超微細粒フェライト鋼に適用した6).Fig. 10に 1 mm超
微細粒フェライト鋼と 30 mm粗粒フェライト鋼における硬
さの圧痕サイズ依存性を示す.圧痕サイズとしては,超微小
硬さ試験では三角形圧痕の 1辺長さ lh,ビッカース試験では
四角形圧痕の対頂角長さ ldを採用してある.粗粒フェライ
ト鋼の硬さは圧痕サイズに依存せず,ほぼ鉄の基本硬さ 100
と一致した.超微細粒フェライト鋼の硬さは粒径 da付近か
ら上昇し,粒径の 10倍 10da で飽和し,ビッカース硬さ試
験で得たマクロ硬さに到達した.Miyazaki ら14)は Cu, Cu
13 atAl, Feの板状試験片を用い,引張強度に与える結晶
粒径 dと板厚 Bの比の影響を調べ,板厚が粒径のほぼ 5倍

478
Fig. 12 Dislocation strengthing hardness, Hvdis, against reduc-tion in area.
Fig. 13 Finegrain strengthing hardness due to dislocationcell, Hvcel, against reduction in area.
Fig. 14 Finegrain strengthing hardness due to coarse slipspacing, Hvcsl, against reduction in area.
478 日 本 金 属 学 会 誌(2005) 第 69 巻
B=5dの時に引張強度は飽和し,マクロ特性に一致するこ
とを明らかにした.彼らの結果に加え,圧痕周辺には圧痕サ
イズの 2 倍の塑性域が形成されること15)を考慮に入れる
と,超微細粒フェライト鋼において硬さが 10daで飽和する
ことが説明でき,daと 10daが重要な組織パラメータである
ことが明らかとなった.この 2つの組織パラメータを基に
すると,超微細粒フェライト鋼のマクロ硬さすなわちビッ
カース硬さ HVは鉄の基本硬さ Hvbas,固溶と転位強化硬さ
Hvdis,細粒(粒界)強化硬さ Hvferに分解できた.特に,細粒
強化硬さ Hvferからはホール・ペッチ式
s=s0+k
d a1/2 ( 2 )
の拘束係数 kを求めることができ,それは引張試験から得ら
れた値と一致した6).このような解析は強度の異なる複数の
焼戻しマルテンサイト鋼にも適用できた9).
Fig. 10 と同様な図を SUS316(NG)鋼の母材と減面率
50材を用いて作成し,Fig. 11に示す.Fig. 11中には,組
織パラメータとしては,転位セル寸法 dcel,その 10 倍
10dcel,粗大すべり間隔の 10倍 10lcslを示してある.50材
のビッカース硬さ HVは鉄の基本的硬さ Hvbas,固溶強化硬
さ Hvsol,転位強化硬さ Hvdis,転位セルによる細粒強化硬さ
Hvcel,粗大すべり線間隔による細粒強化硬さ Hvcslに分解し
てある.
溶体化処理されたオーステナイト組織の母材では,転位と
析出物がほとんど無いので,転位強化と析出強化は無視でき
る.また,粒径も 150 mmと大きいので,細粒強化もほとん
ど働かない.そこで,母材の硬さと鉄の基本硬さ Hvbasとの
差は固溶強化硬さ Hvsolと考えられる.当然,固溶強化硬さ
は 50材でも存在する.Pickering16)の著書の Fig. 2.2によ
ると,Hvsolに大きく寄与する化学成分は Table 1中で C, N,
Mo が挙げられる.冷間圧延を加えると,転位は増えるの
で,母材の硬さと 50材の第 1段水平部の硬さの差は転位
強化硬さ Hvdisと考えられる.圧痕寸法が大きくなると,
50材の硬さは dcel付近で上昇を開始し,10dcelで飽和して
いる.この傾向は Fig. 10の超微細粒フェライト鋼の傾向と
一致していることから,第 1と 2段水平部の硬さの差は転
位セルによる細粒強化硬さ Hvcelと考えられる.最終的に,
50材の硬さは 10lcslの位置でマクロ硬さに達していること
から,第 2 と 3段水平部の硬さの差はすべりが関係した硬
さと考えられる.Thompson ら17)は,銅,アルミ,黄銅の
応力ひずみ曲線が式( 2 )のホール・ペッチ式にすべり線の
寄与を含めた次式で良く表現できることを見い出した.
s=s0+(1+ ld )(
k1
l)+ld (
k2
d 1/2) ( 3 )
ここで,dは結晶粒径である,lはすべり線長さであり,す
べり間隔に比例する.ひずみが小さい時には lは dに近づ
くので,式( 3 )は式( 2 )のホール・ペッチ式となる.一
方,ひずみが大きくなると,lが小さくなり,すべり線が強
度に与える影響が大きくなる.このような点を考慮し,第 2
と第 3段水平部の硬さの差は大粗すべり線間隔による細粒
強化硬さ Hvcslとした.
Fig. 9と 11を用い,転位強化硬さ Hvdis,転位セルによる
細粒強化硬さ Hvcel,粗大すべり線間隔による細粒強化硬さ
Hvcslと減面率の関係を求め,Fig. 12から 14に示す.これ
らの硬さを求める際には Fig. 9の平均値を用いている.こ
れら 3つの強化因子の内,転位セルによる細粒強化が最も
479479第 6 号 低炭素オーステナイト系ステンレス鋼 SUS316の加工硬化材のナノメゾマクロ強度解析
大きく,次に粗大すべり線間隔による細粒強化となり,転位
強化が一番小さくなっている.なお,3つの強化因子はすべ
て転位と関係しているため,大きな観点からは全て転位強化
であるとも言える.しかし,下記で示すように,3つの強化
因子に分けて考察するほうが,冷間圧延された SUS316
(NG)鋼の強度発現メカニズムが明確になる.
Fig. 12によると,転位強化硬さ Hvdisは減面率 30以下
ではゼロとなり,それ以上では上昇している.Hvdisは転位
セル寸法より小さい圧痕サイズの下で求めているので,転位
セル内の硬さと見なせる.この点を考慮すると,減面率
30以下では冷間圧延により導入された転位は転位セル内
に存在せず,その全ては転位セル境界とすべり線の形成に使
用されたことになる.その後,減面率 30以上になると,
転位は転位セル内に存在し始め,その量は増えていく.
Fig. 13に示すように,転位セルによる細粒強化硬さ Hvcel
は減面率 10では多少低いが,減面率 20以上ではほぼ
120で飽和している.Fig. 6は転位セル寸法が減面率 20
以上で一定になることを示している.これに加え,減面率
20以上では転位セル境界上の転位密度も飽和し,ホー
ル・ペッチ式の拘束係数 kが一定になっていると考えると,
減面率 20以上で Hvcelが一定になることが理解できる.減
面率 10における Hvcelの低下は,転位セル寸法が減面率
20以上とほとんど同じであることから,転位セル境界上
の転位密度が低く,拘束係数 kが小さいことによると考えら
れる.
Fig. 14 の粗大すべり線間隔による細粒強化硬さ Hvcslは
減面率が大きくなるにつれて大きくなり,減面率 30で飽
和している.Fig. 5のすべり線形成モデルによると,粗大す
べり線の間隔はひずみ 10すなわち減面率ほぼ 10(Table
1 参照)において 2 mmで飽和し,それ以上のひずみでは粗
大すべり線の根元に間隔 20 nmの微細すべり線が増えてい
く.このような様相は Fig. 4(b)の減面率 30(真ひずみ
35.8)の圧延材の TEM像でも見られる.ホール・ペッチ
式を念頭において,粗大すべり線が結晶粒界と同じような働
きをし,さらに粗大すべり線の根元に微細なすべり線が増え
るほど,拘束係数 kが大きくなると仮定すると,Hvcslが減
面率 10以上でも大きくなることが理解できる.TEM 観
察によると,減面率 30以上でも微細なすべり線は増えて
いるので,Hvcslは大きくなるはずであるが,実際は減面率
30で飽和している.この点については,微細すべり線が
粗大すべり線から遠くに形成されると,拘束係数 kを大きく
することに寄与しないと考えると,解消できる.
以上の考察はまだ詰める点はあるが,その要点は次のよう
にまとめられる.◯減面率 20において,転位セルの形成
は終了し,それによる細粒強化は飽和する(Fig. 13).◯減
面率 30においては,2 mm間隔の粗大すべり線とその根元
に形成される微細すべり線の組み合わせによる細粒強化が飽
和する(Fig. 14).すなわち,細粒強化に寄与する組織は減
面率 30で完成する.◯減面率 30以上では,転位セル内
に転位が存在し始め,それによる転位強化が発現する(Fig.
12).したがって,減面率 30は冷間圧延された SUS316
(NG)鋼の強度発現メカニズムにとって重要な値である.
低炭素オーステナイト系ステンレス鋼製のシュラウドや再
循環系配管の表面加工層に SCCが顕在化して以来,冷間圧
延されたオーステナイト系ステンレス鋼において SCC 発
生・進展を調べた研究が注目されている1820).国谷ら18)
は,高炭素ステンレス鋼 SUS304(C : 0.067, Si : 0.51, Mn :
1.67, P : 0.021, S : 0.003, Ni : 9.6, Cr : 18.7, N : 0.019
(mass))の冷間圧延材(減面率 0, 5, 10, 15, 20, 40, 60)を
用い,実機使用環境を模擬した高温高圧水中で CBB
(Crevice Bent Beam)試験を行った.それぞれの減面率に対
するビッカース硬さを文献(18)の Fig. 7から読みとると,
150, 200, 220, 250, 290, 390, 440であった.彼らの結果によ
ると,全ての圧延材で TGSCCが発生し,同じ時間内で形成
されるき裂長さは減面率 20までは短く,40以上で急に
長くなった.すなわち,冷間圧延材の SCC感受性は圧延率
30以上で急に敏感になる.さらに,坪田ら20)は,本供試
材とほぼ同じ種類と考えられる低炭素ステンレス鋼
SUS316L(C : 0.008, Si : 0.45, Mn : 0.82, P : 0.023, S : 0.01,
Ni : 10.88, Cr : 16.28, Mo : 2.04 (mass))の冷間圧延材(減
面率 10, 20, 30, 40, 50)を用い,高温高圧水中で CBB試験
を行った.文献(20)の Fig. 2, 3, 5から読みとったビッカー
ス硬さはそれぞれの減面率で 205, 275, 305, 325, 350となり,
Table 2の本研究の結果とよく一致している.坪田らの結果
によると,SUS316L においても,国谷の結果と同様に,
SCC感受性は減面率 20まではき裂は進展せず,30以上
からき裂長さは長くなり,SCC感受性が高くなると報告し
ている.また,発生したき裂は TGSCCであった.したがっ
て,国谷ら18)と坪田ら20)によると,冷間圧延されたオース
テナイト系ステンレス鋼 SUS304と SUS316Lの SCC発生
において,減面率 30はキーポイントであると考えられ
る.同様に,低炭素ステンレス鋼 SUS316(NG)のナノメ
ゾマクロ強度解析においても,減面率 30までは冷間圧延
で導入された転位が転位セルとすべり線の形成に全て使われ
ることから,冷間圧延材の組織形成に対して減面率 30は
重要な値であることを示した.緒言で述べた通り,低炭素ス
テンレス鋼の TGSCCのメカニズムは現在明らかにされてい
ないが,減面率 30で転位セルや粗大すべり線による細粒
強化が飽和し,高強度が発現する冷間圧延組織すなわち加工
効果組織が完成することは,シュラウドや再循環系配管の表
面加工層に TGSCCが発生するメカニズムを解明する上で,
重要な要素の一つであると推測できる.
5. 結 言
本研究では,減面率 10~50の冷間圧延を施した低炭素
オーステナイト系ステンレス鋼 SUS316(NG)において,超
微小,微小およびビッカース硬さ試験並びに SEM および
TEM観察を組み合わせ,ナノメゾマクロ強度解析を実施
した.得られた結果を以下に示す.
ナノメゾマクロ強度解析においては組織パラメータ
が重要な役割をする.SEM と TEM 観察より,SUS316
(NG)鋼圧延材の組織パラメータとして,150 mm のオース
テナイト粒径,2 mm と 20 nm のすべり間隔,0.15~0.25

480480 日 本 金 属 学 会 誌(2005) 第 69 巻
mmの転位セル寸法が抽出できた.
超微小,微小およびビッカース硬さ試験より,硬さと
圧痕サイズの関係,すなわち硬さプロファイルをナノーメ
ゾーマクロ領域に渡って得ることができた.母材では,硬さ
は圧痕サイズに依存せず,ほぼ 150で一定になった.これ
に対し,減面率 10~50の圧延材の硬さは圧痕サイズとと
もに大きくなった.組織パラメータである転位セル寸法
dcel,その 10 倍の 10dsel,2 mm の粗大すべり線の 10 倍の
10lcslを基にすると,圧延材の硬さプロファイルは 3階層構
造を示した.結果として,マクロ強度に対応するビッカース
硬さ HVは,鉄の基本的硬さ Hvbas,固溶強化硬さ Hvsol,転
位強化硬さ Hvdis,転位セルによる細粒強化硬さ Hvcel,粗大
すべり間隔による細粒強化硬さ Hvcslに分解できた.
Hvcelと Hvcslは減面率 20と 30でそれぞれ飽和
し,それ以後は約 120と約 50で一定となった.このことか
ら,転位セルとすべり線の形成は減面率 20と 30でそれ
ぞれ終了し,結果として細粒強化に寄与する冷間圧延組織は
減面率 30で完成することが推測できた.
Hvdisは減面率 30まではゼロ,それ以降で上昇し
た.そこで,冷間圧延で導入される転位は減面率 30まで
は転位セルとすべり線の形成に全て使われることが推測でき
た.転位は減面率 30以上になると転位セル内に存在し始
め,転位強化が発現することが推測できた.
BWR環境を模擬した高温高圧水環境下の CBB試験
において SUS304と SUS316L鋼の SCC発生に及ぼす冷間
圧延の影響を調べた結果によると,減面率 30以上で SCC
感受性が高まり,き裂発生は TGSCCであると報告されてい
る.これと本研究結果から,減面率 30で転位セルや粗大
すべり線による細粒強化が飽和し,高強度が発現する加工硬
化組織が完成することは,最近のシュラウドや再循環系配管
の表面加工層に TGSCCが発生するメカニズムを解明する上
で,重要な要素であると推定できた.
文 献
1) M. Kowaka: Kinzoku no fusyoku sonsyou to bousyoku gijyutu,(Agune, Tokyo, 1993) 377404.
2) Sougo shigen energy tyousakai genshiryoku anzen hoanbukai. 7thgennshiryokusetubi no kenzensei hyouka ni kannsuru syouiinnkai(2003.3.10) genshiryoku anzen hoanin.
3) K. Miyahara, S. Matsuoka, N. Nagashima and S. Mishima:Trans. Jpn. Soc. Mech. Engrs. A61(1995) 23212328.
4) K. Miyahara, N. Nagashima, S. Matsuoka and T. Ohmura:Trans. Jpn. Soc. Mech. Engrs. A64(1998) 25672573.
5) K. Miyahara, S. Matsuoka and T. Hayashi: Metallurgical andMater. Trans. A 32(2001) 761768.
6) S. Matsuoka: ISIJ 53th Shiraisi kinen kouza (2004) 5167.7) N. Nagashima, K. Miyahara, S. Matsuoka, K. Tsuzaki, T. Hara
and T. Takahashi: Tetsu to hagane 86(2000) 815821.8) H. Hirukawa and S. Matsuoka: Trans. Jpn. Soc. Mech. Engrs.
A68(2002) 10381045.9) H. Hirukawa, S. Matsuoka, Y. Furuya and K. Miyahara: Trans.
Jpn. Soc. Mech. Engrs. A68(2002) 14731480.10) S. Matsuoka: Trans. Jpn. Soc. Mech. Engrs. A70(2004) 1535
1541.11) W. C. Oliver and G. M. Pharr: J. Matter. Res. 7(1992) 1564
1583.12) B. Jaoul: Kinzoku no sosei, (Marusen Tokyo 1969).13) M. N. Bassim and R. J. Klassen: Mater. Sci. Eng. 81(1986)
163167.14) K. Miyazaki, K. Shibata and H. Fujita: Acta Met. 27(1978)
855862.15) D. Tabor: The Hardness of Merals (Clarendon Press, Oxford,
1951) pp. 3437.16) F. B. Pickering: Physical Metallurgy and the Design of Steels,
(Applied Science Publishers Ltd., London, 1978) pp. 1012.17) A. W. Thompson, M. I. Baskes and W. F. Flangan: Acta Metall.
21(1973) 10171028.18) J. Kuniya, I. Masaoka and R. Sasaki: Corrosion 44(1988) 2128.19) Y. Katayama, M. Tsubota and Y. Saito: Zairyou to kankyou
(2004) 149158.20) M. Tsubota, Y. Kanazawa and H. Inoue: 7th International Sym-
posium on Environmental Degradation of Materials in NuclearPower System 1(1995) 519527.