cimo edit
TRANSCRIPT
ềđề
êu
TiêTi
Töø leänh YÙ nghóaCAÙC LEÄNH G LAÄP TRÌNHÝ nghĩa từ
lệnh
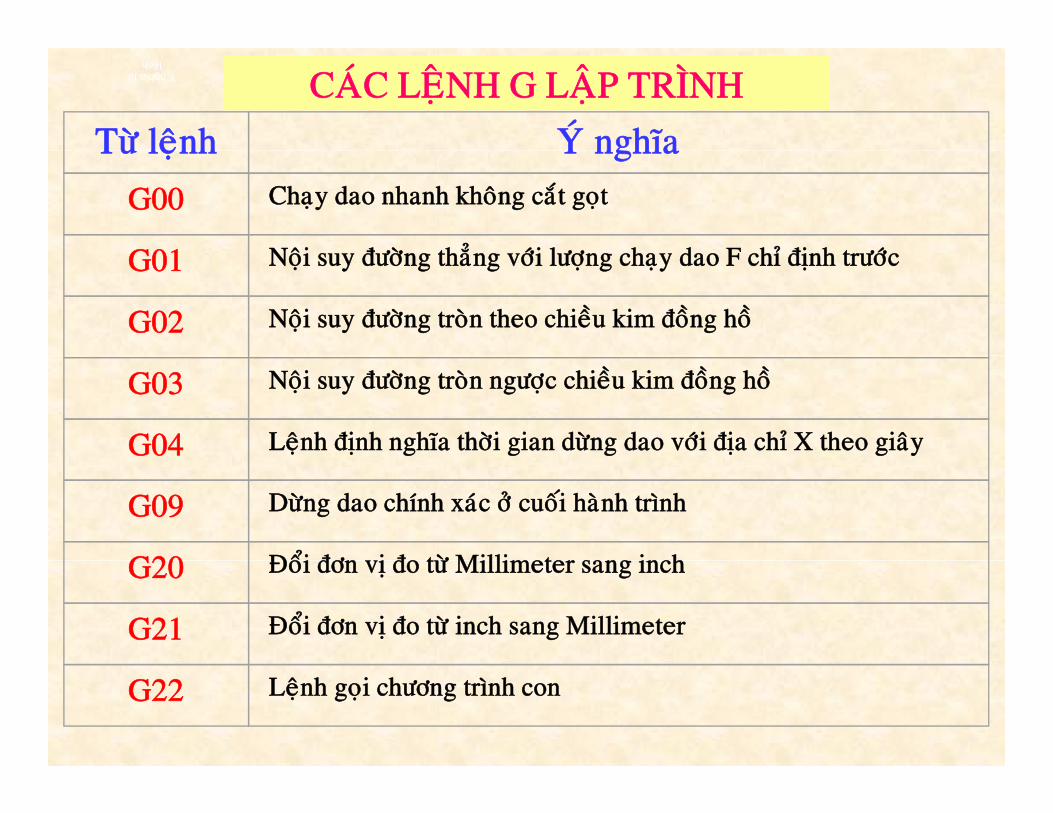
Tö leänh Y nghóaG00 Chaïy dao nhanh khoâng caét goït
G01 N äi ñöôø th ú ôùi löô h d F hæ ñò h t öôùG01 Noäi suy ñöông thang vôi löôïng chaïy dao F chæ ñònh tröôc
G02 Noäi suy ñöôøng troøn theo chieàu kim ñoàng hoà
G03 Noäi suy ñöôøng troøn ngöôïc chieàu kim ñoàng hoà
G04 Leänh ñònh nghóa thôøi gian döøng dao vôùi ñòa chæ X theo giaây
G09 Döøng dao chính xaùc ôû cuoái haønh trình
G20 Ñoåi ñôn ò ño töø Millimeter sang inchG20 Ñoi ñôn vò ño tö Millimeter sang inch
G21 Ñoåi ñôn vò ño töø inch sang Millimeter
G22 Leänh goïi chöông trình con

CAÙC LEÄNH G LAÄP TRÌNH
Töø leänh YÙ nghóaä gG23 Leänh laëp laïi moät ñoaïn chöông trình
G24 Leänh nhaûy caâu leänh khoâng coù ñieàu kieän
G25 Leänh chaïy dao veà ñieåm tham chieáu R
G26 Leänh chaïy dao veà ñieåm thay dao
G28 Ñònh vò uï ñoäng
G31 Chu trình tieän ren
G33 Leänh caét ren
G36 Leänh giôùi haïn vuøng chaïy cho chu trình
G40 Leänh huyû boû hieäu chænh baùn löôõi caét
G41 Leänh hieäu chænh baùn kính beân traùi so vôùi ñöôøng bieân daïng
G42 Hieäu chænh baùn kính löôõi caét beân phaûi so vôùi ñöôøng bieân daïng
CAÙC LEÄNH G LAÄP TRÌNH
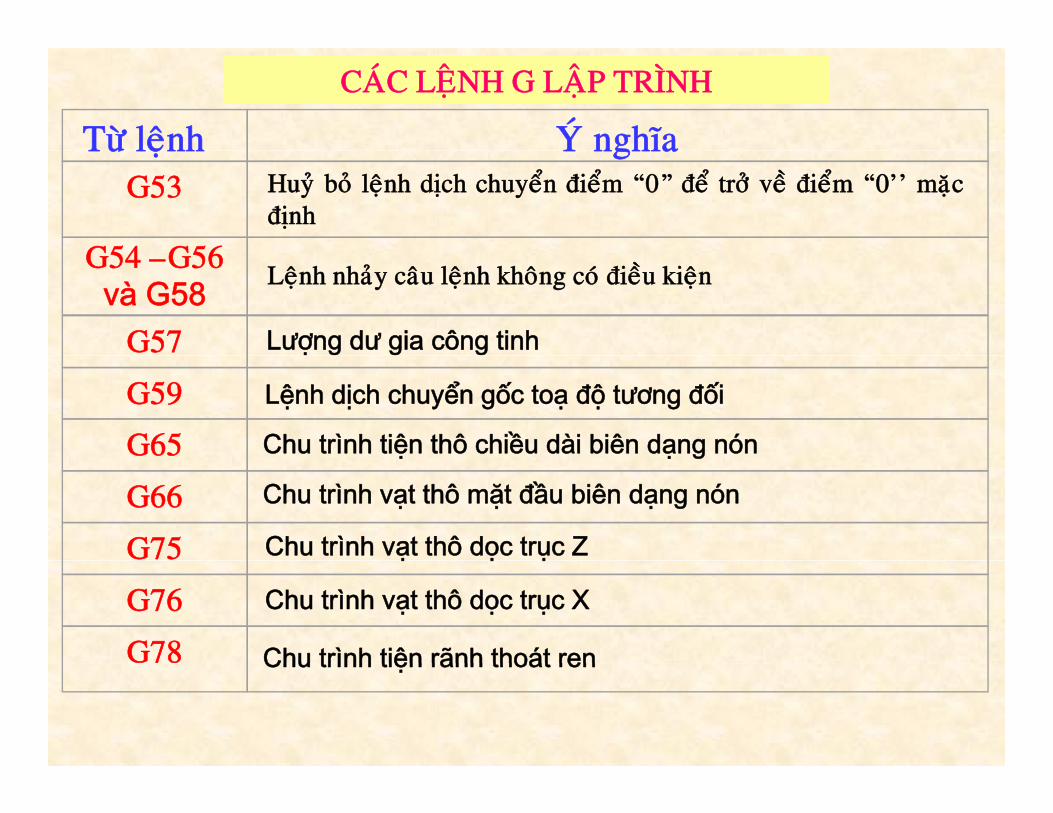
Töø leänh YÙ nghóaTö leänh Y nghóaG53 Huyû boû leänh dòch chuyeån ñieåm “0” ñeå trôû veà ñieåm “0’’ maëc
ñònh
G54 G56G54 –G56 và G58 Leänh nhaûy caâu leänh khoâng coù ñieàu kieän
G57 Lượng dư gia công tinh
G59G65
Lệnh dịch chuyển gốc toạ độ tương đối
Chu trình tiện thô chiều dài biên dạng nón
G66G75
ệ ạ g
Chu trình vạt thô mặt đầu biên dạng nón
Chu trình vạt thô dọc trục Z
G76G78
ạ ọ ụ
Chu trình vạt thô dọc trục X
Chu trình tiện rãnh thoát renChu trình tiện rãnh thoát ren

CAÙC LEÄNH G LAÄP TRÌNH
Töø leänh YÙ nghóaTö leänh Y nghóaG79G80
Chu trình tiện rãnh
Gọi chu trình (của chu trình trước đó đã được xác định)
G81G82
ọ ( ợ ị )
Chu trình tiện thô chiều dài biên dạng nón
Chu trình tiện thô theo chiều trục Z cho biên dạng bất kỳ
G83G84 Chu trình khoan sâu
Chu trình tiện thô theo chiều trục X cho biên dạng bất kỳ
G85 Chu trình rãnh thoát dao theo DIN 76
G86 Chu trình rãnh vuôngG86G87G88
Chu trình rãnh vuông
Chu trình tạo hình
Chu trình vát cung / vạt cạnhG88 Chu trình vát cung / vạt cạnh
CAÙC LEÄNH G LAÄP TRÌNH
Töø leänh YÙ nghóaG90G91
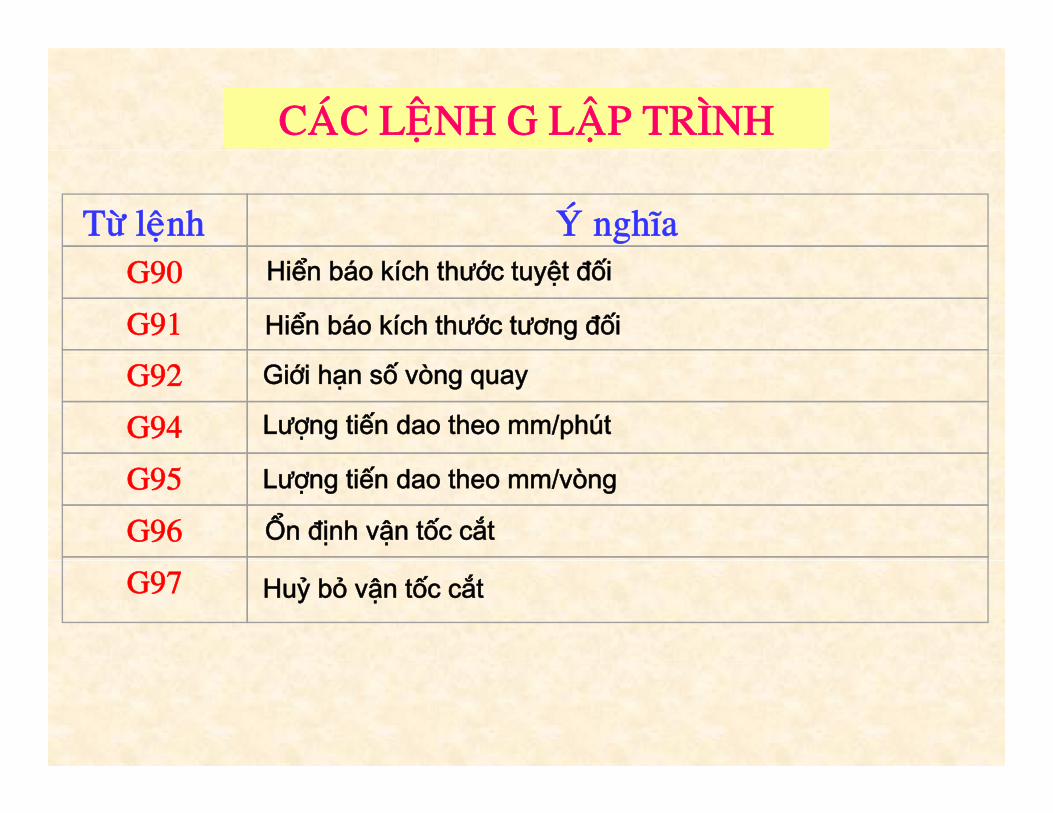
Hiển báo kích thước tuyệt đối
Hiển báo kích thước tương đối
G92G94
Giới hạn số vòng quay
Lượng tiến dao theo mm/phút
G95G96 Ổn định vận tốc cắt
Lượng tiến dao theo mm/vòng
G97 Huỷ bỏ vận tốc cắt

G00 Chạy Dao Nhanh Không Cắt Gọt
Chöùc naêng Ñoà hoaChöc nang Ño hoaï
Cuù phaùp Laäp trình
Keát Thuùc G00

G01 Nội Suy Đường ThẳngG01 Nội Suy Đường Thẳng
Chöùc naêng Ñoà hoaï
C ù h ù L ä t ì hCuù phaùp Laäp trình
Keát Thuùc G01

G02 Nội Suy Đường Tròn Cùng Chiều ồ ồKim Đồng Hồ
Chöùc naêng L.trình G90
Cuù phaùp L.trình G91
Ñoà hoaÑo hoaï
Keát Thuùc G02

G03 Nội Suy Đường Tròn Ngược Chiều ồ ồKim Đồng Hồ
Chöùc naêng L.trình G90
Cuù phaùp L.trình G91
Ñoà hoaÑo hoaï
Keát Thuùc G03

G04 Thời Gian Dừng (Thời Gian Trể)g ( )
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G04

G09 Ngưng Chính Xácg g
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G09

G20 Đổi Đơn Vị Đo Qua Inchị
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G20
G21 Đổi Đơn Vị Đo (Qua mm)ị ( )
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G21

G22 Lệnh Gọi Chương Trình ConG22 Lệnh Gọi Chương Trình Con
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G22

G23 Lặp Lại Một Đoạn Chương Trìnhặp ạ ộ ạ g
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G23

G24 Lệnh Nhảy Bắt BuộcG24 Lệnh Nhảy Bắt Buộc
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G24
G25 Chạy Tới Điểm Tham ChiếuG25 Chạy Tới Điểm Tham Chiếu
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G25

G26 Chạy Tới Điểm Thay Dụng CụG26 Chạy Tới Điểm Thay Dụng Cụ
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G26

G28 Định Vị Ụ Động
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G28

G31 Chu Trình Tiện RenG31 Chu Trình Tiện Ren
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G31
G33 Cắt RenG33 Cắt Ren
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G33

G36 Giới Hạn Vùng Chạy Cho Chu TrìnhG36 Giới Hạn Vùng Chạy Cho Chu Trình
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G36

G40 Huỷ Bỏ Hiệu Chỉnh ắBán Kính Lưỡi Cắt
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G40

G41 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bên Trái So Với Đường Biên Dạng
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G41
G42 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bên Phải So Với Đường Biên Dạng
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G42

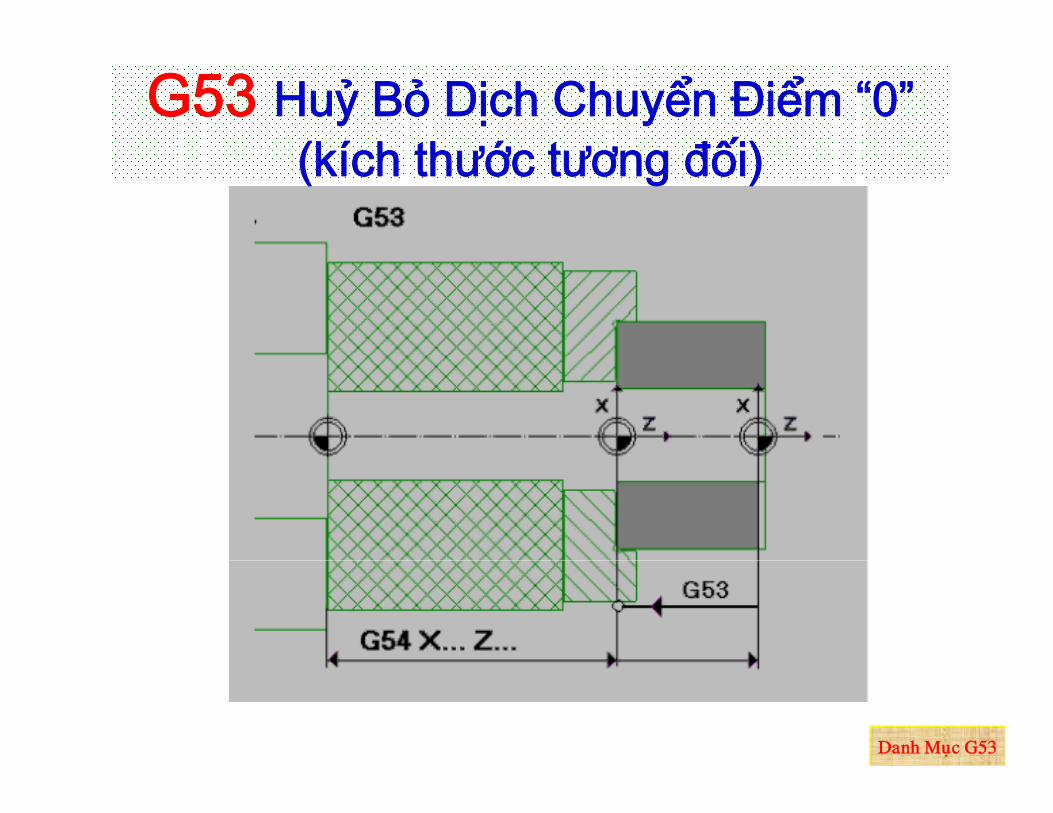
G53 Huỷ Bỏ Dịch chuyển Điểm “0” (Kích Thước Tương Đối)
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G53
G54 G56 và G58 Đặt Điểm “0” MớiG54-G56 và G58 Đặt Điểm 0 Mới
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G54

G57 Lượng Dư Gia Công TinhG57 Lượng Dư Gia Công Tinh
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G57

G59 Dịch chuyển Điểm “0” Kích Thước Tương Đối
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G59

G65 Chu Trình Tiện Thô ềChiều Dài Biên Dạng Nón
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G65

G66 Chu Trình Vạt Thô Mặt Đầu Biên Dạng Nón
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G66

G75 Chu Trình Tiện Thô Dọc Trục ZG75 Chu Trình Tiện Thô Dọc Trục Z
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G75

G76 Chu Trình Tiện Thô Dọc Trục XG76 Chu Trình Tiện Thô Dọc Trục X
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G76

G78 Chu Trình Tiện Rãnh Thoát RenG78 Chu Trình Tiện Rãnh Thoát Ren
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G78

G79 Chu Trình Tiện RãnhG79 Chu Trình Tiện Rãnh
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G79

G80 Gọi Chu Trình (Của Chu Trình Trước Đó Đã Được Xác Định)
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G80
G81 Chu Trình Tiện Thô Theo Chiều Trục Z Cho Biên Dạng Bất Kỳ
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G81

G82 Chu Trình Tiện Thô Theo Chiều ệTrục X Cho Biên Dạng Bất Kỳ
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G82

G83 Chu Trình Tiện Thô Song Song Đường Biên Dạng
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G83

G84 Chu Trình Khoan SâuG84 Chu Trình Khoan Sâu
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G84

G86 Chu Trình Rãnh VuôngG86 Chu Trình Rãnh Vuông
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G86

G88 Chu Trình Vát Cung/Vạt CạnhG88 Chu Trình Vát Cung/Vạt Cạnh
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G88

G90 Hiển Báo Kích Thước Tuyệt ĐốiG90 Hiển Báo Kích Thước Tuyệt Đối
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G90

G91 Hiển Báo Kích Thước Tương ĐốiG91 Hiển Báo Kích Thước Tương Đối
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G91
G92 Giới Hạn Số Vòng QuayG92 Giới Hạn Số Vòng Quay
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G92

G94 Lượng Tiến Dao mm/phútG94 Lượng Tiến Dao mm/phút
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G94

G95 Lượng Tiến Dao mm/vòngG95 Lượng Tiến Dao mm/vòng
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G95
G96 Ổn Định Vận Tốc CắtG96 Ổn Định Vận Tốc Cắt
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G96

G97 Huỷ Bỏ Vận Tốc Cắt
Chöùc naêng Laäp trình
Moâ phoûngCuù phaùp
Ñ à h C.trình NCÑoà hoaï
Keát Thuùc G97

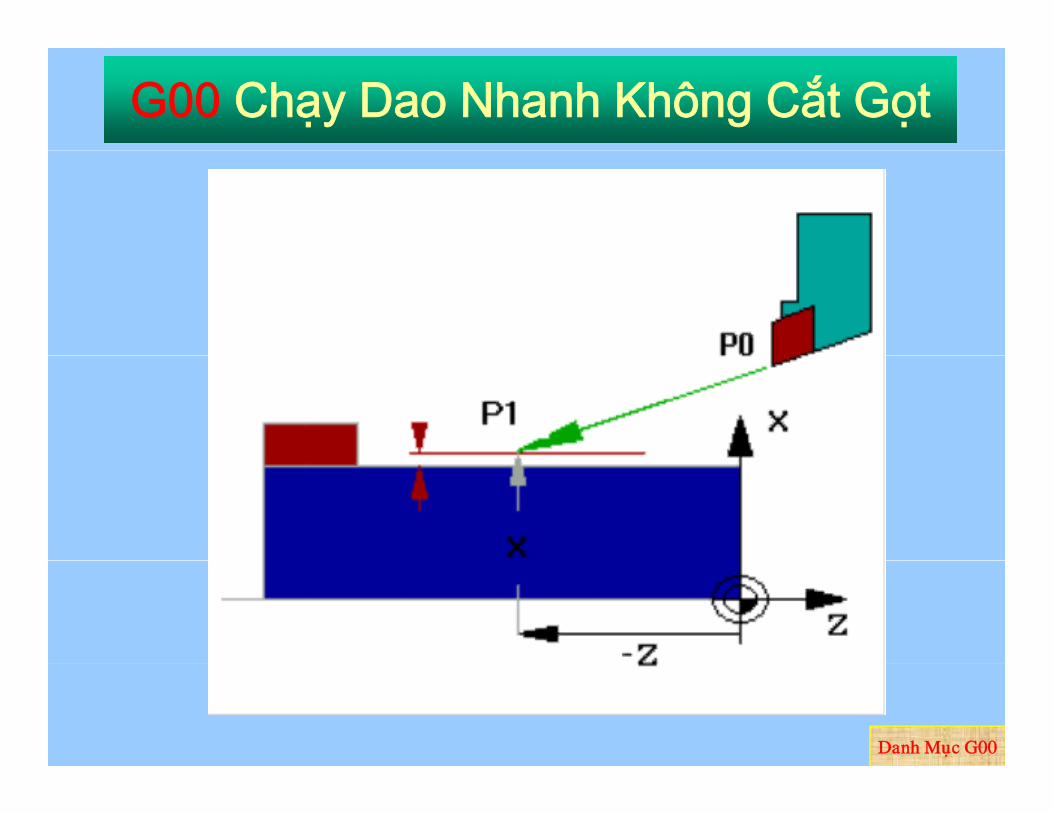
G00 Chạy Dao Nhanh Không Cắt GọtChức năng
Dao di chuyển với tốc độ tiến dao cho phép nhanh nhất tới điểm đích lập trình X,Z. Điểm ập ,đích này được lập trình trong hệ toạ độ tuyệt đối (G90) hoặc tương đối (G91).( ) ặ g ( )
Danh Muïc G00

G00 Chạy Dao Nhanh Không Cắt Gọt
G00 X Z [T ] [M ]
Cú Pháp
G00 X… Z… [T…] [M…]
X, Z : Toạ độ điểm đíchX, Z : Toạ độ điểm đích
T : Chức năng thay dao
M : Chức năng phụ
Danh Muïc G00
G00 Chạy Dao Nhanh Không Cắt Gọt
Danh Muïc G00

G00 CHẠY DAO NHANH KHÔNG CẮT GỌTLập Trình: Toạ độ X được lập trình theo đường kínhLập Trình: Toạ độ X được lập trình theo đường kính
Ñieåm ñích
55Ñieåm ñaàu Ñieåm ñaàu
Ñieåm ñí h
55Xñích
30
ÞX
ñích30
ZW 40
Z
5W 405
ZLập trình với G90
G00 X+30 Z+5Lập trình với G91
G00 X-12 5 Z-35G00 X+30 Z+5 G00 X-12,5 Z-35
Danh Muïc G00

G01 Nội Suy Đường ThẳngChức năng
Lập trình G01dao di chuyển với tốc độ tiến dao cho phép đến toạ độ điểm đích lập trình X,Z. Toạ độ này được lập trình trong hệ toạ độ tuyệt đối (G90) hoặc toạ độ tương đối (G91).
Danh Muïc G01

G01 Nội Suy Đường ThẳngG01 X… Z…[F…] [S…] [T…] [M…]
X, Z : Toạ độ điểm đích
F L tiế d ( / ò )F : Lượng tiến dao (mm/vòng)
T : Chức năng thay daoT : Chức năng thay dao
M : Chức năng phụ
Danh Muïc G01

G01 Nội Suy Đường Thẳng
Danh Muïc G01
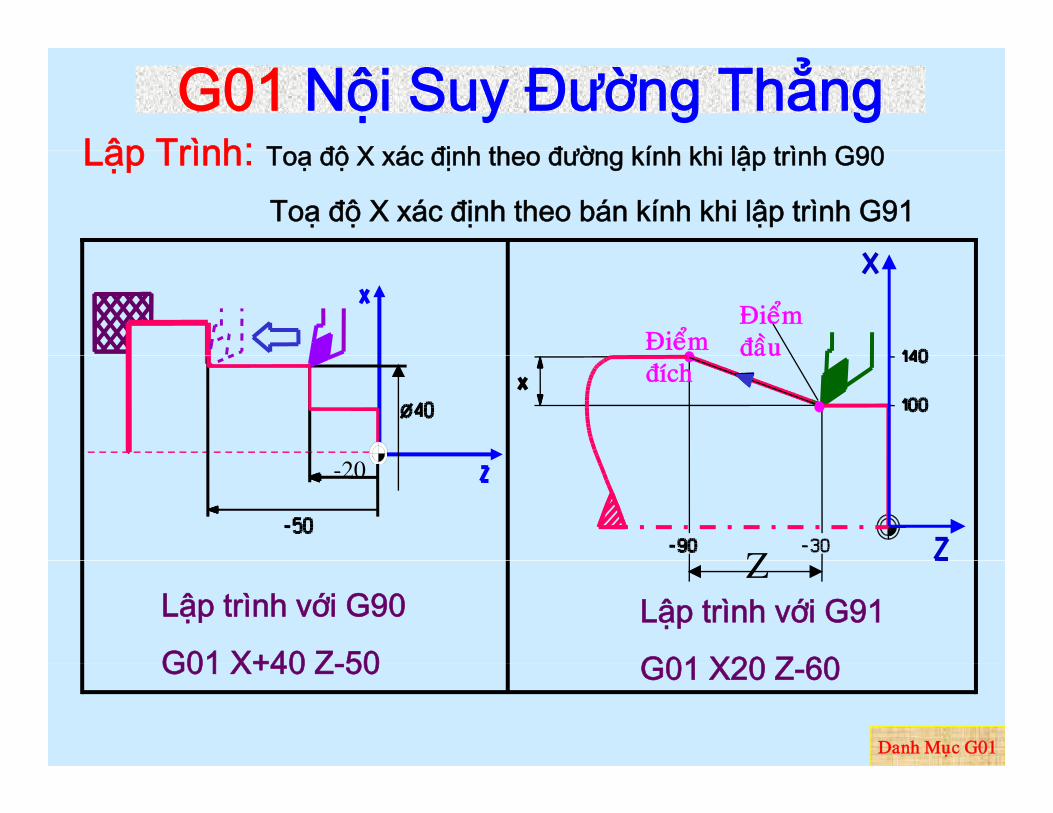
Lập Trình: T độ X á đị h th đườ kí h khi lậ t ì h G90
G01 Nội Suy Đường ThẳngLập Trình: Toạ độ X xác định theo đường kính khi lập trình G90
Toạ độ X xác định theo bán kính khi lập trình G91
Ñieåm ñaàuÑieåm ñau
ñích
-20
ZLập trình với G90
G01 X+40 Z 50Lập trình với G91
G01 X20 Z 60
Z
G01 X+40 Z-50 G01 X20 Z-60
Danh Muïc G01
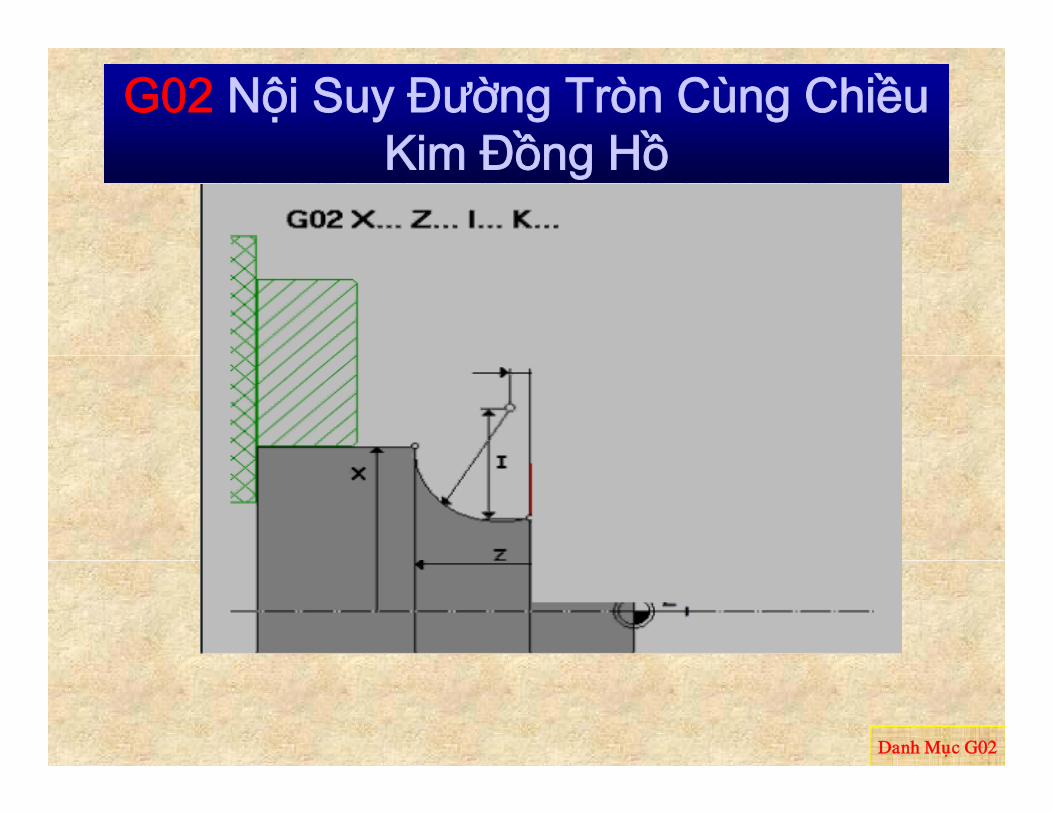
G02 Nội Suy Đường Tròn Cùng Chiều Kim Đồng Hồ
Chức năng
Kim Đồng Hồ
Lậ t ì h G02 d di h ể ù hiề
Chức năng
Lập trình G02 dao di chuyển cùng chiều kim đồng hồ trên một cung tròn đến điểm đi h lậ t ì h G02 đượ lậ t ì h ới G90đich lập trình. G02 được lập trình với G90 hoặc G91
Danh Muïc G02

G02 Nội Suy Đường Tròn Cùng Chiều Kim Đồng Hồ
Cú Pháp
Kim Đồng Hồ
G02 X Z I K
Cú Pháp
G02 X… Z… I… K…X, Z : Toạ độ điểm đích
I, K : Toạ độ tâm tương đối so với
điểm đầuđiểm đầu
Danh Muïc G02
G02 Nội Suy Đường Tròn Cùng Chiều Kim Đồng HồKim Đồng Hồ
Danh Muïc G02

Ví du laäp trình vôùi G90:
G02 Nội Suy Đường Tròn Cùng Chiều Kim Đồng HồVí duï laäp trình vôi G90:N025 G90...N110 G01 X+80 Z-40N110 G01 X+80 Z 40N115 G02 X+140 Z-106 I+45 K-20 K
Ñieåm ñích
I
Ñiem ñích
Ñieåm ñaàu
WZ
W
Danh Muïc G02
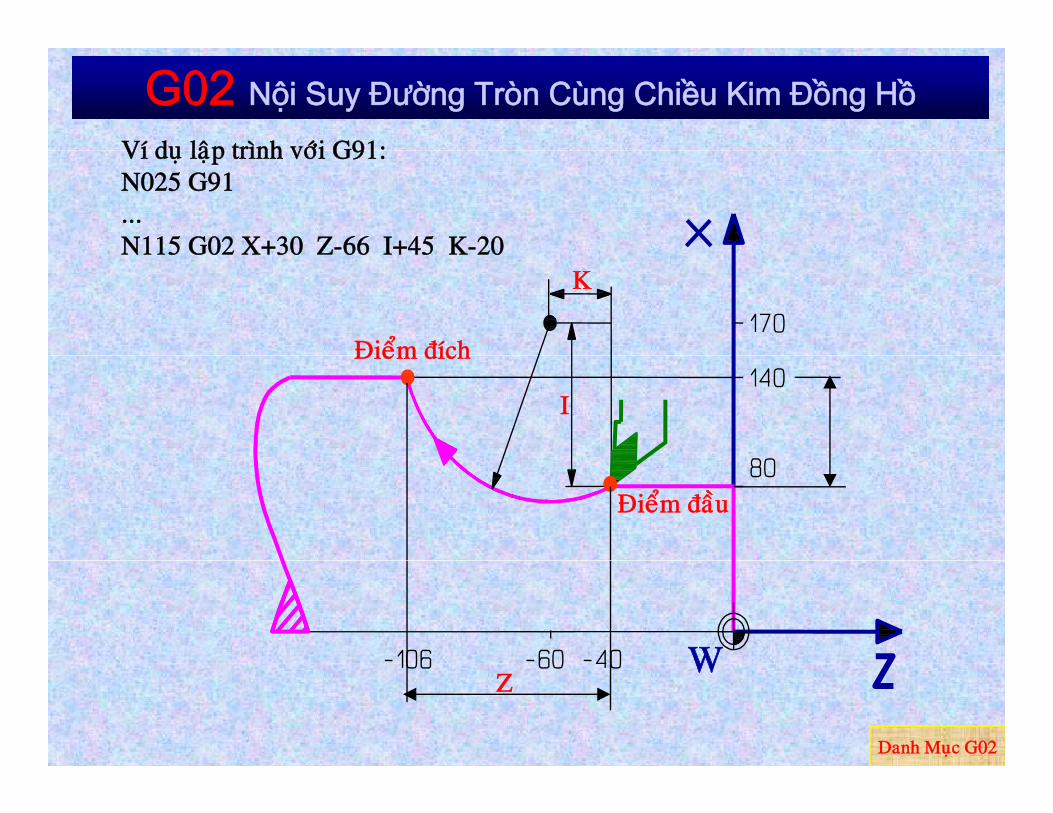
Ví du laäp trình vôùi G91:
G02 Nội Suy Đường Tròn Cùng Chiều Kim Đồng HồVí duï laäp trình vôi G91:N025 G91...N115 G02 X+30 Z-66 I+45 K-20N115 G02 X+30 Z 66 I+45 K 20
K
Ñieåm ñích
I
Ñiem ñích
Ñieåm ñaàu
WZ
W
Danh Muïc G02

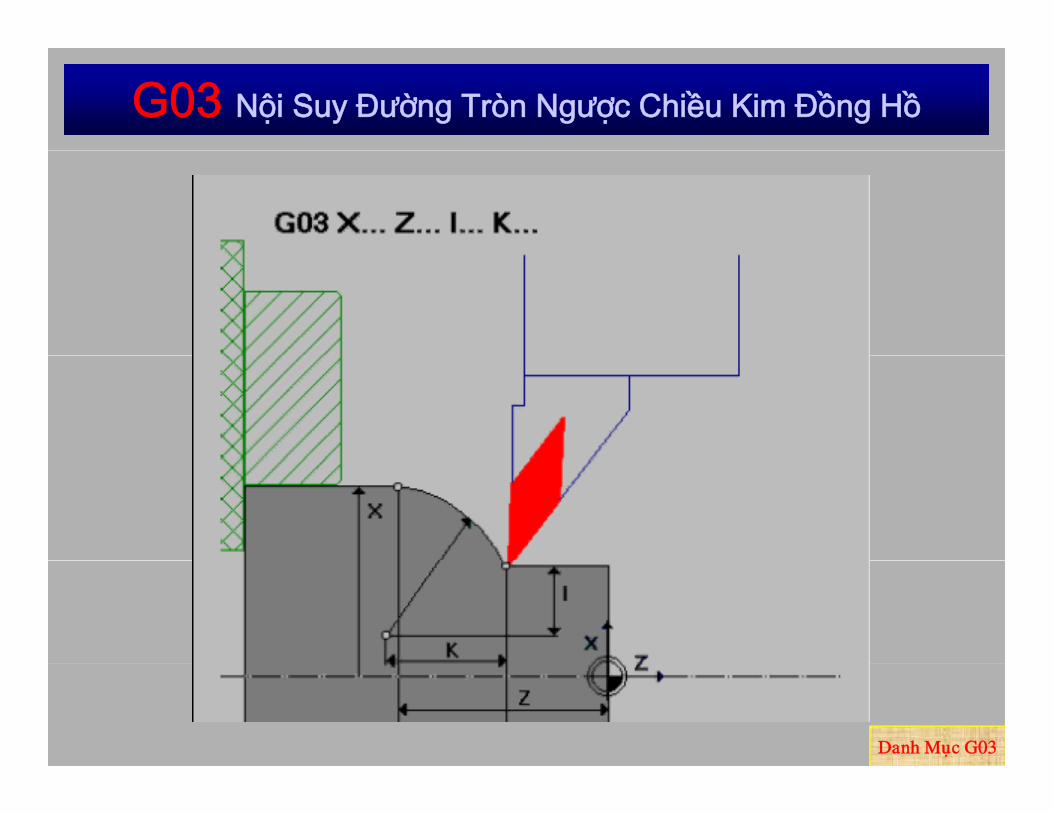
G03 Nội Suy Đường Tròn Ngược Chiều Kim Đồng Hồ
Chức năng
Ngược Chiều Kim Đồng Hồ
Lậ t ì h G03 d di h ể ượ hiề
Chức năng
Lập trình G03 dao di chuyển ngược chiều kim đồng hồ trên một cung tròn đến điểm đi h lậ t ì h G03 đượ lậ t ì h ới G90đich lập trình. G03 được lập trình với G90 hoặc G91
Danh Muïc G03

G03 Nội Suy Đường Tròn Ngược Chiều Kim Đồng Hồ
G03 X… Z… I… K…
Ngược Chiều Kim Đồng HồG03 X… Z… I… K…
X, Z : Toạ độ điểm đích
I, K : Toạ độ tâm tương đối tâm
t ò t ê t X Zcung tròn trên trục X, Z
Danh Muïc G03
G03 Nội Suy Đường Tròn Ngược Chiều Kim Đồng Hồ
Danh Muïc G03

G03 Nội Suy Đường Tròn Ngược Chiều Kim Đồng Hồ
Ví duï laäp trình vôùi G90:N025 G90...N110 G01 X 80 Z 50N110 G01 X+80 Z-50N115 G03 X+140 Z-80 I-15 K-45
Ñieåm ñích
Ñieåm ñaàu
W
Danh Muïc G03

G03 Nội Suy Đường Tròn Ngược Chiều Kim Đồng Hồ
Ví duï laäp trình vôùi G91:N025 G91...N115 G03 X+30 Z-30 I-15 K-45
Ñieåm ñích
Ñieåm
X
eñaàu
WZZ
Danh Muïc G03
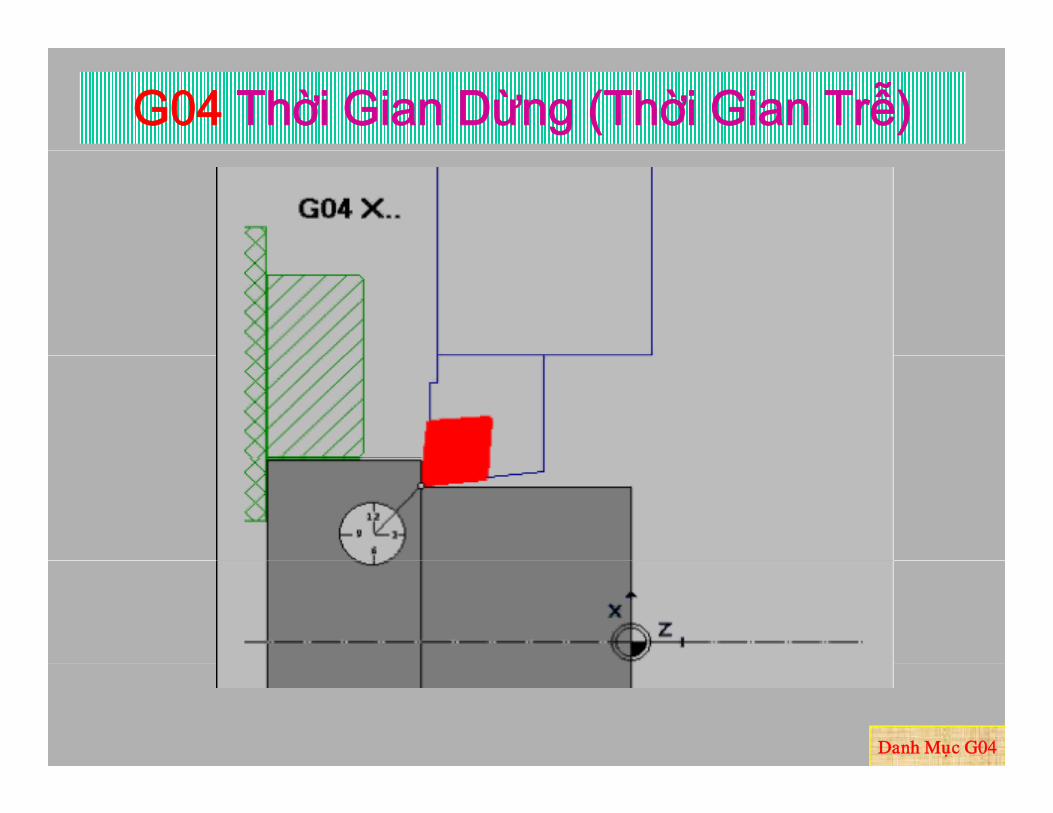
G04 Thời Gian Dừng (Thời Gian Trể)
Chức năng
Lập trình G04 sẽ tạm dừng chuyển động ập ạ g y ộ gcủa dao trong khoảng thời gian xác định
Danh Muïc G04

G04 Thời Gian Dừng (Thời Gian Trể)
Cú Pháp
G04 X…
X : Thời gian dừng (đơn vị giây)
Ví dụ : G04 X2
Danh Muïc G04
G04 Thời Gian Dừng (Thời Gian Trễ)
Danh Muïc G04
G09 Dừng Chính Xác
Chức năng
g
Lậ t ì h G09 lượ tiế d ẽ iả
Chức năng
Lập trình G09 lượng tiến dao sẽ giảm dần dần đến 0 dao di chuyển đến toạ độ lậ t ì h X Z G09 thườ đượ lậ t ì hlập trình X, Z. G09 thường được lập trình vị trí cuối câu lệnh.
Danh Muïc G09

G09 Ngưng Chính Xácg g
Cú Pháp
G01 [X ] [Z ] G09
p
G01 [X…] [Z…] G09
hoặc [X…] [Z…] G09ặ [ ] [ ]
Danh Muïc G09
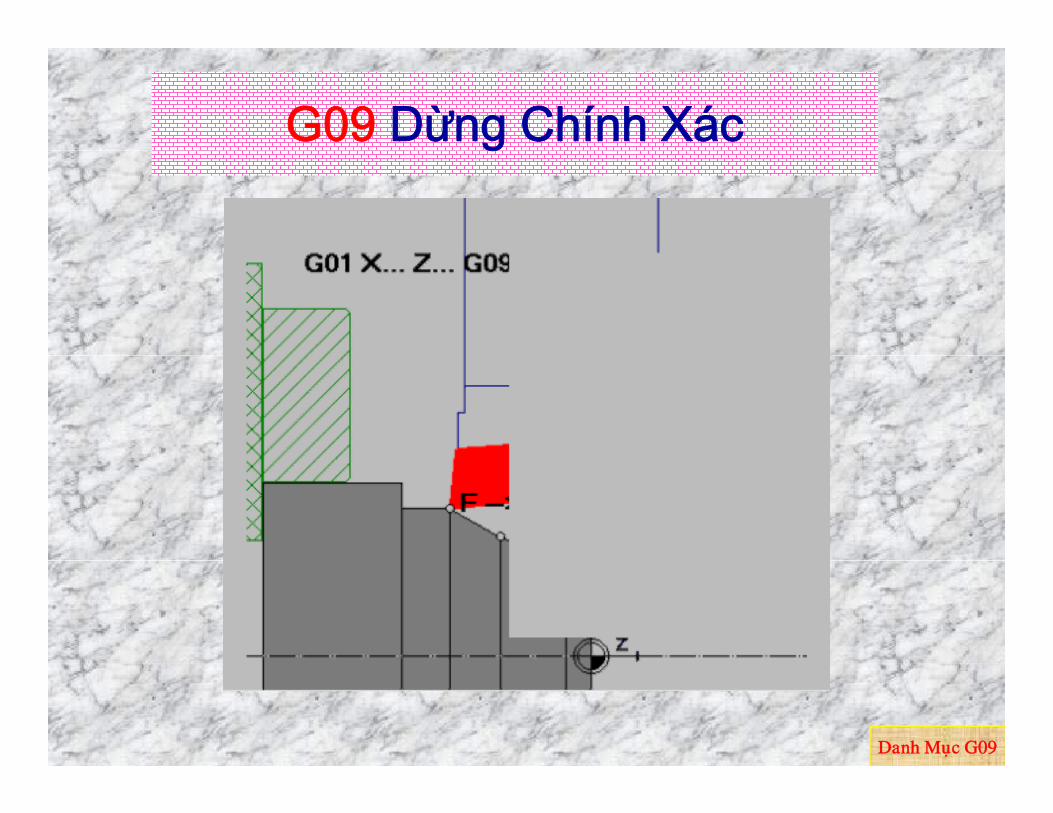
G09 Dừng Chính Xácg
Danh Muïc G09

G09 Dừng Chính Xác
Ví duï laäp trình G09
g
N110 G00 X+40 Z-20
N115 G01 X+100 Z-35 G09
N120 G01 X+130 Z-60 G09
N125 G01 X+140 Z-95
Danh Muïc G09
G20 Đổi Đơn Vị Đo Qua Inch
Chức năng
ị
Lậ t ì h G20 đơ ị đ t hệ thố
Chức năng
Lập trình G20 đơn vị đo trong hệ thống sẽ chuyển đổi từ mm sang inch
Danh Muïc G20

G20 Đổi Đơn Vị Đo Qua Inch
Cú Pháp
ị
p
G20
Danh Muïc G20

G20 Đổi Đơn Vị Đo Qua InchLập Trình:Khi gọi G20 đơn vị chuyển đổi trong câu lệnhKhi gọi G20, đơn vị chuyển đổi trong câu lệnh hiện tại:
F(mm/vòng) => F(inch/vòng)F(mm/vòng) => F(inch/vòng)
S(m/phút) => S(Feed/phút)
Khi kết thúc câu lệnh hoặc kết thúc chương trình (M30), đơn vị hệ thống tự quay trở lại đơn vị trước đó.
Quay trở lại G21.y ạ
Danh Muïc G20

G21 Đổi Đơn Vị Đo (Qua mm)
Chức năng
Lậ t ì h G21 đơ ị đ t hệ thốLập trình G21 đơn vị đo trong hệ thống sẽ chuyển đổi từ inch sang mm.
Danh Muïc G21

G21 Đổi Đơn Vị Đo (Qua mm)
Cú Pháp
ị ( )
p
G21
Danh Muïc G21
G21 Đổi Đơn Vị Đo (Qua mm)Lập Trình:Khi gọi G21 đơn vị chuyển đổi trong câu lệnhKhi gọi G21, đơn vị chuyển đổi trong câu lệnh hiện tại:
F(inch/vòng) => F(mm/vòng)F(inch/vòng) => F(mm/vòng)
S(Feed/phút) => S(m/phút)
Khi kết thúc câu lệnh hoặc kết thúc chương trình (M30), đơn vị hệ thống tự quay trở lại đơn vị trước đó.
Quay trở lại G20.y ạ
Danh Muïc G21
G22 Lệnh Gọi Chương Trình Con
Chức năng
Lập trình G22 dùng để gọi một chương trình thực thi (chương trình con) trong chươngthực thi (chương trình con) trong chương trình NC (chương trình chính), sau khi thực thi xong đoạn chương trình đó hệ điều khiểnthi xong đoạn chương trình đó hệ điều khiển sẽ chuyển điều khiển đến câu lệnh tiếp theo của chương trình chính.của chương trình chính.
Danh Muïc G22

G22 Lệnh Gọi Chương Trình Con
G22 U… (O… Q… S…)
U: Tên chương trình được gọi
O: Số của câu lệnh bắt đầu chươngO: Số của câu lệnh bắt đầu chương
trình con.
Q: Số của câu lệnh kết thúc chương
trình contrình con.
S: Số lần lặp lại của chương trình U
Danh Muïc G22

G22 Lệnh Gọi Chương Trình Conệ ọ g
Danh Muïc G22
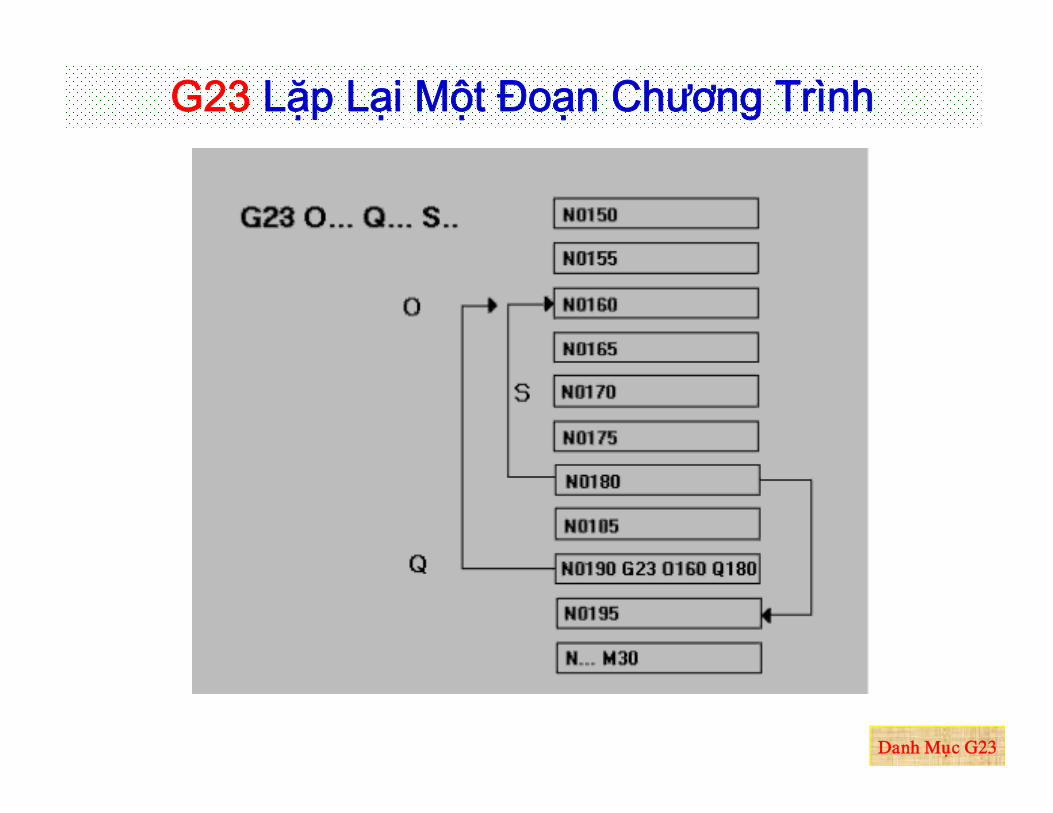
G23 Lặp Lại Một Đoạn Chương Trình
Chức năng
Lập trình G23 để lặp lại một đoạn chương ập ặp ạ ộ ạ gtrình NC
Danh Muïc G23
G23 Lặp Lại Một Đoạn Chương Trình
G23 O… Q… (S…)( )
O: Câu lệnh bắt đầu của đoạn chương
trình được lặp lại.
Q: Câu lệnh kết thúc.Q ệ
S: Số lần lặp lại.
Danh Muïc G23

G23 Lặp Lại Một Đoạn Chương Trình
Lập Trình:ập
G23 không phải là một chương trình con.
Nếu S không được lặp trình thì đoạn chương trình được thực hiện 1 lầng ợ ự ệ
Danh Muïc G23
G23 Lặp Lại Một Đoạn Chương Trình
Danh Muïc G23
G24 Lệnh Nhảy Bắt Buộc
Cú Pháp
ệ y ộ
p
G24 O…
O: Số thứ tự câu lệnhO: Số thứ tự câu lệnh
cần thực hiệncần thực hiện
Danh Muïc G24

G24 Lệnh Nhảy Bắt Buộcệ y ộ
Danh Muïc G24
G25 Chạy Tới Điểm Tham Chiếu
Chức năng
Lập trình G25 sẽ di chuyển đầu Revolver ập yđến điểm R trong hệ thống.
Danh Muïc G25
G25 Chạy Tới Điểm Tham Chiếu
Cú Pháp
G25G25
Danh Muïc G25

G25 Chạy Tới Điểm Tham Chiếu
Lập Trình:Lập Trình:Khi gọi G25 dao sẽ di chuyểnKhi gọi G25 dao sẽ di chuyển với đoạn đường ngắn nhất, nên phải chú ý vị trí hiện tại của daophải chú ý vị trí hiện tại của dao để tránh va chạm
Danh Muïc G25

G25 Chạy Tới Điểm Tham Chiếu
Danh Muïc G25

G26 Chạy Tới Điểm Thay Dụng Cụ
Chức năng
Lập trình G26 tác động lên hệ điều khiển di ập ộ g ệchuyển đầu Revolver đến vị trí thay dao với chuyển động nhanh nhất.y ộ g
Danh Muïc G26
G26 Chạy Tới Điểm Thay Dụng Cụ
Cú Pháp
G26G26
Danh Muïc G26
G26 Chạy Tới Điểm Thay Dụng Cụ
Lập Trình:Khi gọi G26 dao sẽ di chuyển ới đ đ ờ ắ hất êvới đoạn đường ngắn nhất, nên
phải chú ý vị trí hiện tại của dao p ý ị ệ ạđể tránh va chạm
Danh Muïc G26

G26 Chạy Tới Điểm Thay Dụng Cụ
Danh Muïc G26

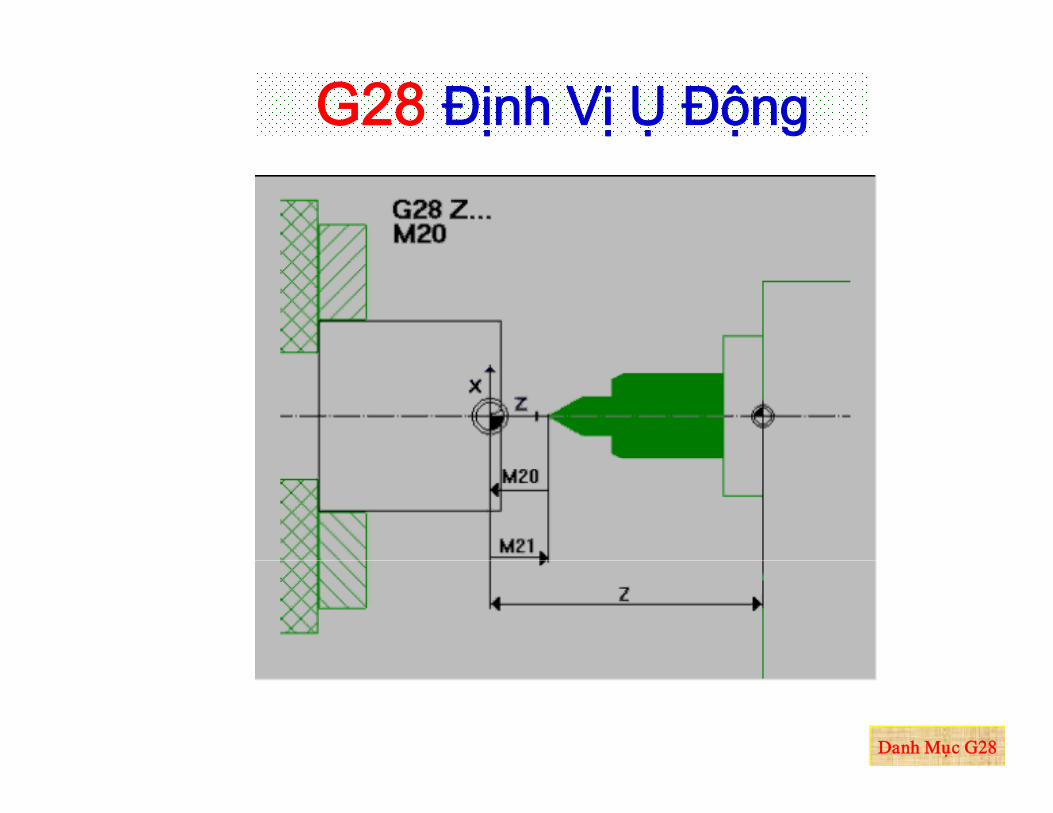
G28 Định Vị Ụ Động
Chức năng
Lập trình G28 di chuyển ụ động ập y ụ ộ gđến toạ độ lập trình Z.
Danh Muïc G28
G28 Định Vị Ụ Động
Danh Muïc G28

G28 Định Vị Ụ Động
Cú Pháp
G28 ZG28 Z…
Z: Toạ độ lập trình Z
Danh Muïc G28

G28 Định Vị Ụ Động
Lập Trình:Ví duï laäp trình
N190 G28 Z120
Danh Muïc G28
G31 Chu Trình Tiện Ren
Chức năng
Lập trình G31 để cắt ren theo chu trình với ậpgốc đỉnh ren tối đa là 90 độ. Có thể tiện ren ngoài, trong, côn hay trụ.g g y ụ
Danh Muïc G31

G SG31 Chu Trình Tiện Ren
G31 X… Z… A… D… I… F… S…
X Z :Toạ độ điểm đích của renX, Z :Toạ độ điểm đích của ren.
A : Nửa góc chân ren (so với trục X)
D : Chiều cao ren
I : Khoảng cách từ điểm bắt đầu đếnI : Khoảng cách từ điểm bắt đầu đến
điểm kết thúc theo phương X
F : Bước ren theo trục Z
S : Số lát cắt
Danh Muïc G31

G31 Chu Trình Tiện Ren
Ñieåm aátÑiem xuat phaùt=ñieåm keát
Ñi å k áÑieåm baét ñaàu ren lyù
Ñieåm keát thuùc ren lyù thuyeát
ñau ren ly thuyeát
Danh Muïc G31

G33 Cắt Ren
Chức năng
Lập trình G33 dùng để cắt ren, lượng tiến dao và số vòng quay trục chính được tự động đồng bộ với bước ren đã được lập trình.
Danh Muïc G33

GG33 Cắt Ren
G33 X… Z… F…
X Z :Toạ độ điểm đích lập trìnhX, Z :Toạ độ điểm đích lập trình
F : Bước ren nếu :
+ Ren trụ : F xác định theo phương Z
+ Ren côn (>45 độ) : Bước ren xác+ Ren côn (>45 độ) : Bước ren xác
định I, K theo hướng trục X hoặc Z.
Danh Muïc G33

G33 Cắt Ren
Danh Muïc G33

G33 Cắt Ren
Ví duï laäp trình G33
Ñieåm keát thuùc ren lyù thuyeát
Ñieåm vaøo =ñieåm ra dao
å é à
°
°
N110 G00 X25 Z3
Ñieåm baét ñaàu ren lyù thuyeát°
N115 G33 X20 Z-37 D1.534
F2.5 J0.3 ÞX
Danh Muïc G33

G36 Giới Hạn Vùng Chạy Cho Chu Trình
Chức năng
ạ g ạy
Lập trình G36 dùng để giới hạn vùng chạy
Chức năng
ập g g ạ g ạydao trong chu trình gia công vớI lệnh G83. G36 phảI được lập trình ngay sau G83p ợ ập g y
Danh Muïc G36

G36 Giới Hạn Vùng Chạy Cho Chu Trình
Cú Pháp
Chu TrìnhCú Pháp
G36G36
Danh Muïc G36

G36 Giới Hạn Vùng Chạy Cho Ch T ì hChu Trình
Ví duï laäp trình…
N20 G00 X100 Z5N20 G00 X100 Z5
N30 G83 X30 Z5 I5
N40 G36N40 G36
N50…
Moâ taû caùc ñieåm bieân…Mo ta cac ñiem bien daïng
N90
N100 G80
Danh Muïc G36

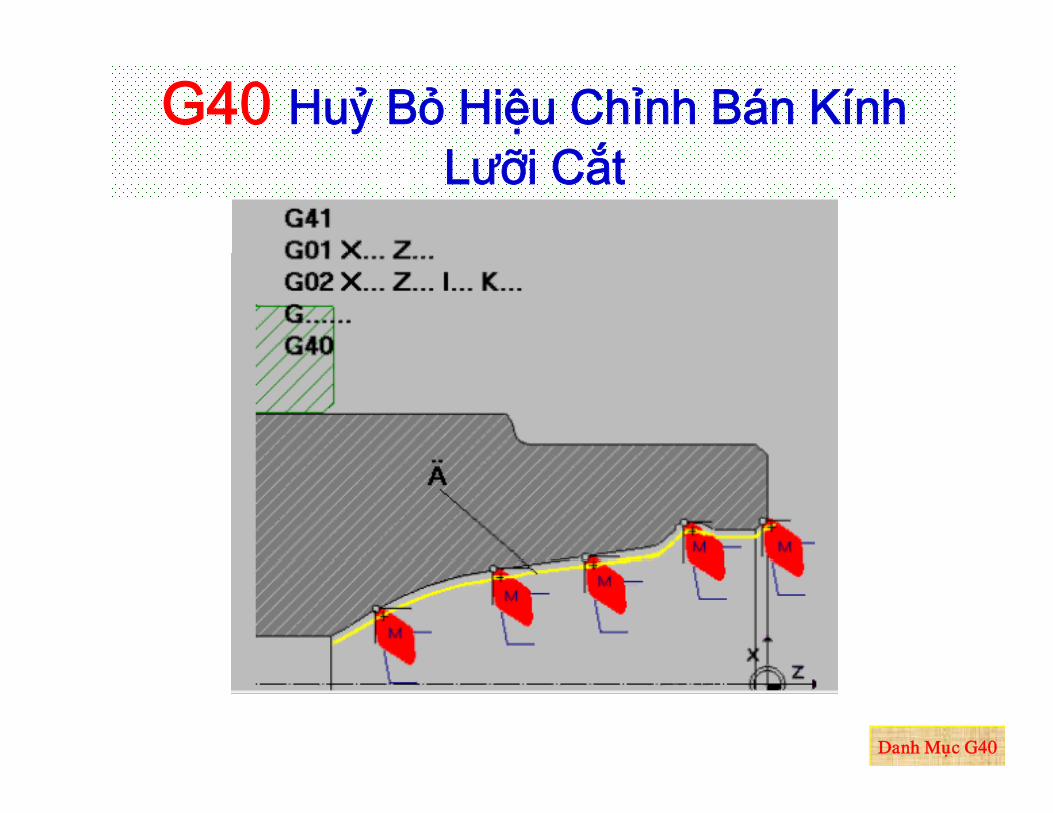
G40 Huỷ Bỏ Hiệu Chỉnh Bán Kính Lưỡi Cắt
Chức năng
G40 Huỷ Bỏ Hiệu Chỉnh Bán Kính Lưỡi Cắt
Lập trình G40 sẽ huỷ bỏ lệnh hiệu chỉnh
Chức năng
Lập trình G40 sẽ huỷ bỏ lệnh hiệu chỉnh bán kính lưỡI cắt đã lập trình G41, G42
Danh Muïc G40

G40 Huỷ Bỏ Hiệu Chỉnh Bán Kính L ỡi Cắt
Cú Phá
Lưỡi Cắt
Cú Pháp
G40
Danh Muïc G40
G40 Huỷ Bỏ Hiệu Chỉnh Bán Kính L ỡi CắtLưỡi Cắt
Danh Muïc G40

G40 Huỷ Bỏ Hiệu Chỉnh Bán Kính L ỡi CắtLưỡi Cắt
Lập Trình:ểCó thể lập trình với G00, G01
hoặc G02, G03hoặc G02, G03
Danh Muïc G40
G41 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bê T ái S Với Đ ờ Biê D
Chức năng
Bên Trái So Với Đường Biên Dạng
Lập trình G41 dao di chuyển bên trái biên
Chức năng
Lập trình G41 dao di chuyển bên trái biên dạng lập trình, theo hướng cắt.
Danh Muïc G41

G41 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bê T ái S Với Đ ờ Biê D
Cú Pháp
Bên Trái So Với Đường Biên Dạng
Cú Pháp
G41
Danh Muïc G41
G41 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bê T ái S Với Đ ờ Biê DBên Trái So Với Đường Biên Dạng
Lập Trình:ểCó thể lập trình với G00, G01
hoặc G02, G03hoặc G02, G03
Danh Muïc G41

G41 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bên Trái So Với Đường Biên Dạng
12
Bên Trái So Với Đường Biên Dạng
Chöù ê L ä 2Chöùc naêng: Laäp. 2
1
ù i á û d
Hieäu chænh baùn kính löôõi caét khi tieän ngoaøi,beân traùi cuûa bieân daïng
Hieäu chænh baùn kính löôõi caét khi tieän trong,beân traùi cuûa bieân daïng
Höôùng tieán cuûa dao.Bieân daïng laäp trình.
Danh Muïc G41
G42 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bê Phải S Với Đ ờ Biê D
Chức năng
Bên Phải So Với Đường Biên Dạng
Lập trình G42 dao di chuyển bên phải biên
Chức năng
Lập trình G42 dao di chuyển bên phải biên dạng lập trình, theo hướng cắt.
Danh Muïc G42
G42 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bê Phải S Với Đ ờ Biê D
Cú Pháp
Bên Phải So Với Đường Biên Dạng
Cú Pháp
G42
Danh Muïc G42

G42 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bên Phải So Với Đường Biên Dạng
Lập Trình:ểCó thể lập trình với G00, G01
hoặc G02, G03hoặc G02, G03
Danh Muïc G42
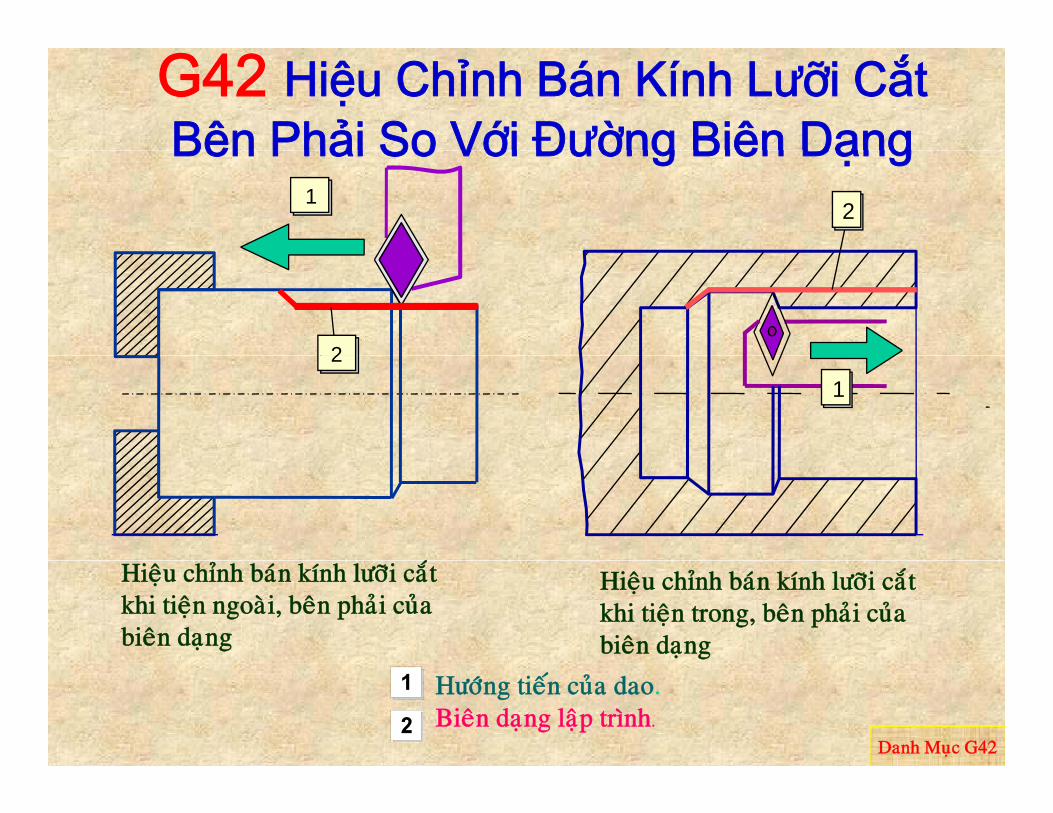
G42 Hiệu Chỉnh Bán Kính Lưỡi Cắt Bên Phải So Với Đường Biên Dạng
12
Bên Phải So Với Đường Biên Dạng
221
éHieäu chænh baùn kính löôõi caét khi tieän ngoaøi, beân phaûi cuûa bieân daïng
Hieäu chænh baùn kính löôõi caét khi tieän trong, beân phaûi cuûa bieân daïng
Höôùng tieán cuûa dao.Bieân daïng laäp trình.
Danh Muïc G42

G53 Huỷ Bỏ Dịch Chuyển Điểm “0” (kí h th ớ t đối)
Chức năng
(kích thước tương đối)
Lập trình G53 để huỷ bỏ gốc toạ độ W đã
Chức năng
Lập trình G53 để huỷ bỏ gốc toạ độ W đã được dịch chuyển hoặc quay bởI G59. Khi thực hiện lệnh G53 thì điểm W nhận đượcthực hiện lệnh G53 thì điểm W nhận được là toạ độ trước đó.
Danh Muïc G53

G53 Huỷ Bỏ Dịch Chuyển Điểm “0” (kí h th ớ t đối)
Cú Pháp
(kích thước tương đối)
Cú Pháp
G53
Danh Muïc G53
G53 Huỷ Bỏ Dịch Chuyển Điểm “0” (kí h thướ tươ đối)(kích thước tương đối)
Danh Muïc G53
G54-G56 và G58 Đặt Điểm “0”
Chức năng
Lập trình G54 – G56 và G58 thiết lập các W mới tại các toạ độ (X Z) khác nhauW mới tại các toạ độ (X, Z) khác nhau trong chương trình. Toạ độ này tham chiếu đến chuẩn M của máyđến chuẩn M của máy.
Danh Muïc G54

G54-G56 và G58 Đặt Điểm “0”
Cú Pháp
G54 [X…] [Z…] hoặc G55 [X…] [Z…]
G56 [X…] [Z…] hoặc G58 [X…] [Z…]
X, Z :Toạ độ các trục X, Z của các
điểm W mớiđiểm W mới.
Danh Muïc G54

G54-G56 và G58 Đặt Điểm “0”
Danh Muïc G54
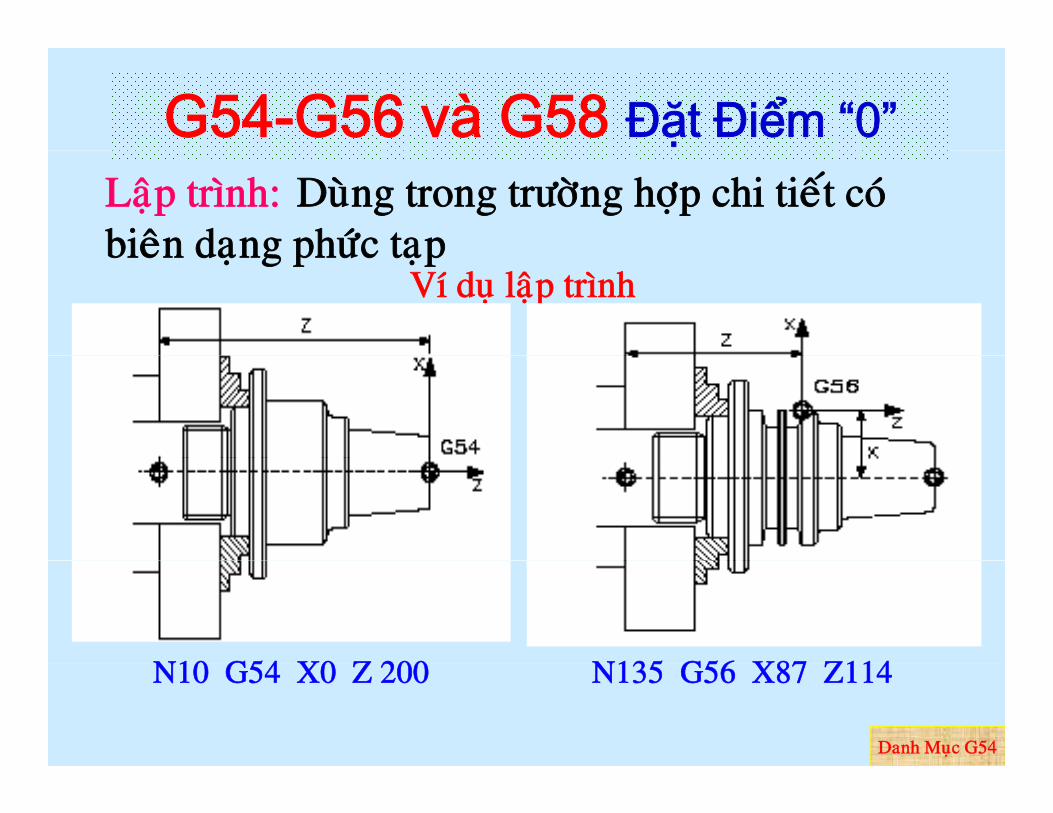
G54-G56 và G58 Đặt Điểm “0”Laäp trình: Duøng trong tröôøng hôïp chi tieát coù bieân dang phöùc tap
Ví duï laäp trìnhbien daïng phöc taïp
N10 G54 X0 Z 200 N135 G56 X87 Z114N10 G54 X0 Z 200 N135 G56 X87 Z114
Danh Muïc G54

G57 Lượng Dư Gia Công Tinh
Chức năng
Lập trình G57 xác định lượng dư dùng để gia công tinh cho các chu trình như G81gia công tinh cho các chu trình như G81, G83 và G83.
Danh Muïc G57
G57 Lượng Dư Gia Công TinhCú Pháp
G57 [X…] [Z…] [B…]X, Z : Lượng dư gia công theo các trục X và Z
B Lư dư á h đề t ê t X à ZB : Lượng dư cách đều trên trục X và Z
Danh Muïc G57

G57 Lượng Dư Gia Công Tinh
Danh Muïc G57

G57 Lượng Dư Gia Công Tinh
Lập Trình:Tham số tuỳ chọn X được lập trình với :
+ Dấu “+” lượng dư gia công đường kính ngoài.
+ Dấu “-” lượng dư gia công đường kính trong.
Danh Muïc G57

G59 Dịch Chuyển Điểm “0” (kí h thướ tươ đối)
Chức năng
(kích thước tương đối)
Lập trình G59 dùng để dịch hoặc quay hệ
Chức năng
ập g ị ặ q y ệtoạ độ W mới.
Danh Muïc G59

G59 Dịch Chuyển Điểm “0” (kí h thướ tươ đối)
G59 X… Z… [I…] [K…] [A…](kích thước tương đối)
[ ] [ ] [ ]X, Z : Toạ độ điểm W xác định từ hệ
toạ độ W trước đó.
I,K : Toạ độ X, Z của tâm quay liên , ạ ộ , q y
quan W mới.
ố ốA : Gốc quay tương đối.
Danh Muïc G59

G59 Dịch Chuyển Điểm “0” (kí h thướ tươ đối)
Ví du laäp trình
(kích thước tương đối)ï äp
N110 G59 X+40
Z+100 I+20Z+100 I+20
K- 30 A+120
Danh Muïc G59

G65 Chu Trình Tiện Thô Chiều Dài Biên Dạng Nón
Chức năng
Chiều Dài Biên Dạng Nón
Lập trình G65 dùng để gia công biên
Chức năng
Lập trình G65 dùng để gia công biên dạng hình nón với hướng tiến dao theo trục Z.trục Z.
Danh Muïc G65
G65 Chu Trình Tiện Thô Chiều Dài Biên Dạng Nón
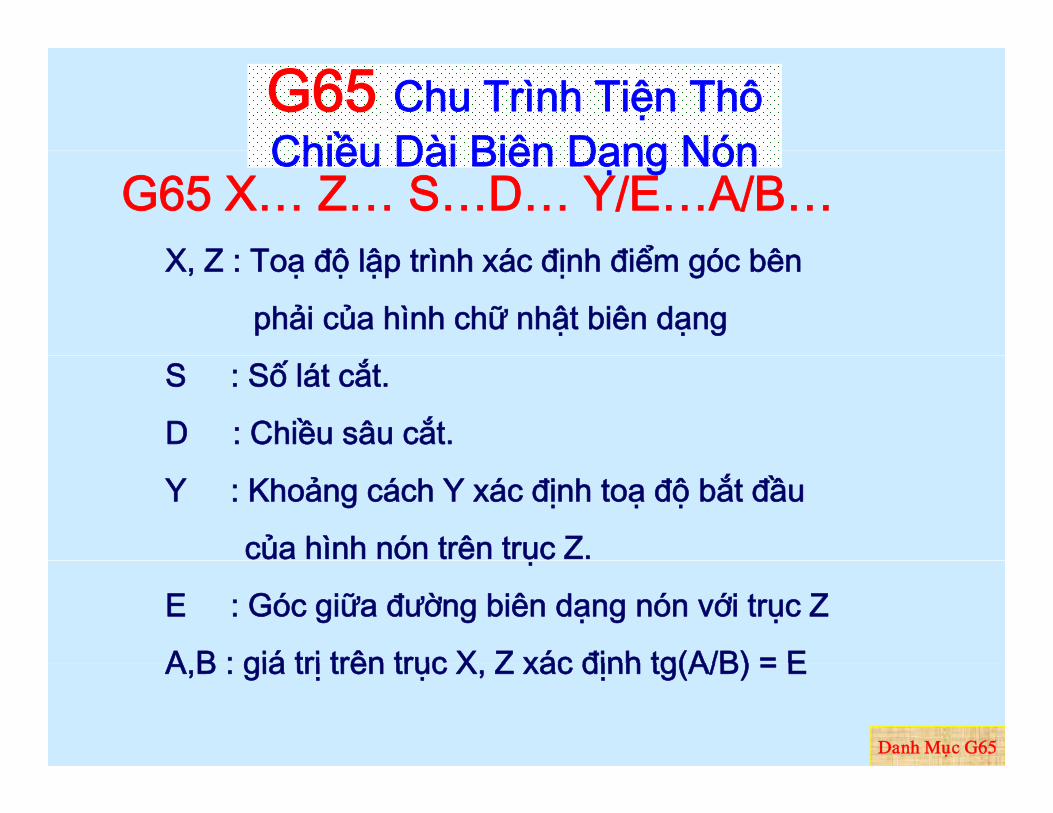
G65 X… Z… S…D… Y/E…A/B…X Z T độ lậ t ì h á đị h điể ó bê
Chiều Dài Biên Dạng Nón
X, Z : Toạ độ lập trình xác định điểm góc bên
phải của hình chữ nhật biên dạng
S : Số lát cắt.
D : Chiều sâu cắt.
Y : Khoảng cách Y xác định toạ độ bắt đầu
của hình nón trên trục Z.ụ
E : Góc giữa đường biên dạng nón với trục Z
A B : giá trị trên trục X Z xác định tg(A/B) = EA,B : giá trị trên trục X, Z xác định tg(A/B) = E
Danh Muïc G65

G65 Chu Trình Tiện Thô Chiều Dài Biên Dạng Nón
Ví du:ïChiều Dài Biên Dạng Nón
N125 G00 X + 102 Z+3
N130 G65 X +45 Z –52 D+4 Y-32.5
Danh Muïc G65
G66 Chu Trình Vạt Thô Mặt Đầu Biên Dạng Nón
Chức năng
Mặt Đầu Biên Dạng Nón
Lập trình G66 dùng để gia công biên
Chức năng
Lập trình G66 dùng để gia công biên dạng hình nón với hướng tiến dao theo trục X.trục X.
Danh Muïc G66
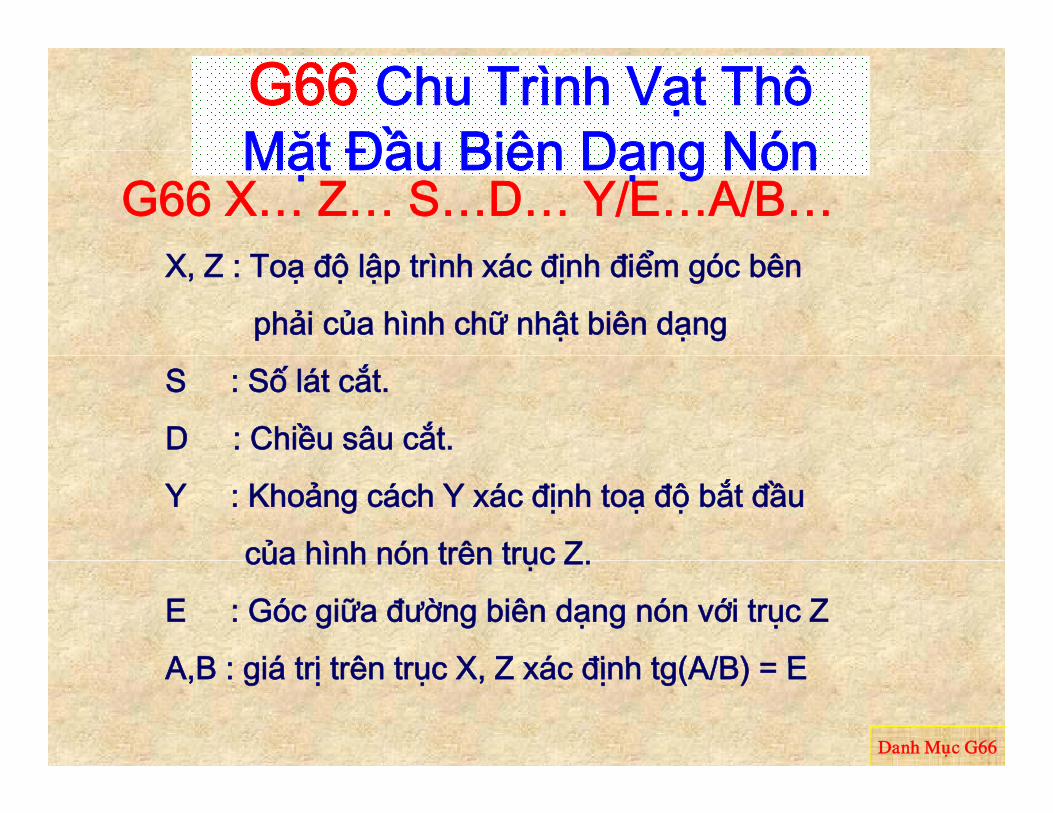
G66 Chu Trình Vạt Thô Mặt Đầu Biên Dạng Nón
G66 X… Z… S…D… Y/E…A/B…ể
Mặt Đầu Biên Dạng Nón
X, Z : Toạ độ lập trình xác định điểm góc bên
phải của hình chữ nhật biên dạng
S : Số lát cắt.
D : Chiều sâu cắt.
Y : Khoảng cách Y xác định toạ độ bắt đầu
của hình nón trên trục Zcủa hình nón trên trục Z.
E : Góc giữa đường biên dạng nón với trục Z
A B : giá trị trên trục X Z xác định tg(A/B) = EA,B : giá trị trên trục X, Z xác định tg(A/B) = E
Danh Muïc G66
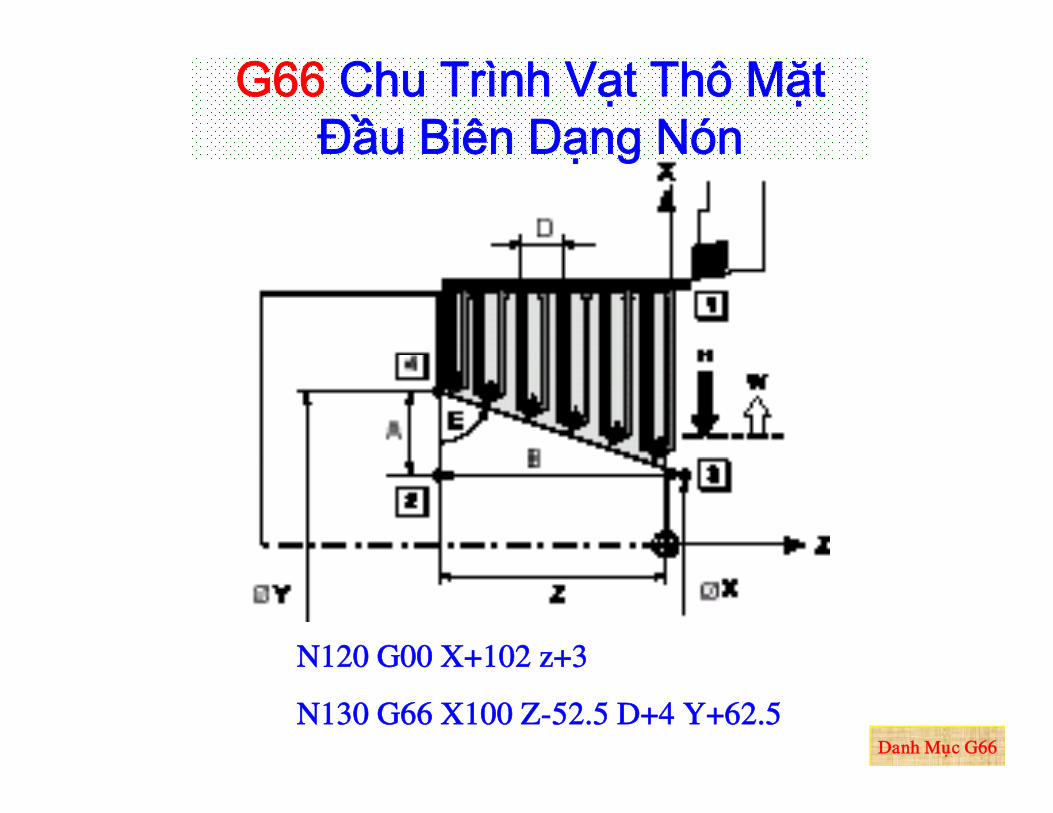
G66 Chu Trình Vạt Thô Mặt Đầu Biên Dạng NónĐầu Biên Dạng Nón
N120 G00 X+102 z+3N120 G00 X+102 z+3
N130 G66 X100 Z-52.5 D+4 Y+62.5Danh Muïc G66

G75 Chu Trình Tiện Thô Dọc Trục Z
Chức năng
G75 dùng để lập trình tiện thô với chiều tiến dao dọc trục Zchiều tiến dao dọc trục Z.
Danh Muïc G75
G75 Chu Trình Tiện Thô Dọc Trục Z
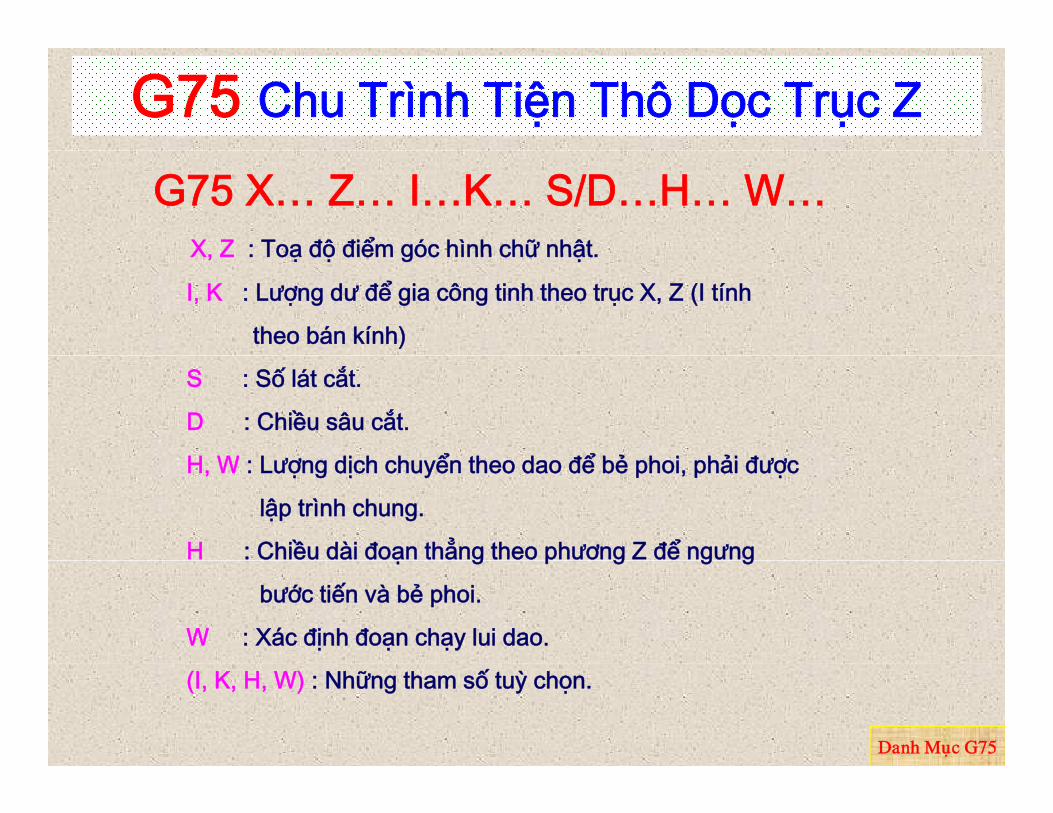
G75 X… Z… I…K… S/D…H… W…X Z : Toạ độ điểm góc hình chữ nhậtX, Z : Toạ độ điểm góc hình chữ nhật.
I, K : Lượng dư để gia công tinh theo trục X, Z (I tính
theo bán kính)
S : Số lát cắt.
D : Chiều sâu cắt.
H W L dị h h ể th d để bẻ h i hải đH, W : Lượng dịch chuyển theo dao để bẻ phoi, phải được
lập trình chung.
H : Chiều dài đoạn thẳng theo phương Z để ngưng ạ g p g g g
bước tiến và bẻ phoi.
W : Xác định đoạn chạy lui dao.
(I, K, H, W) : Những tham số tuỳ chọn.
Danh Muïc G75
G75 Chu Trình Tiện Thô Dọc Trục Z
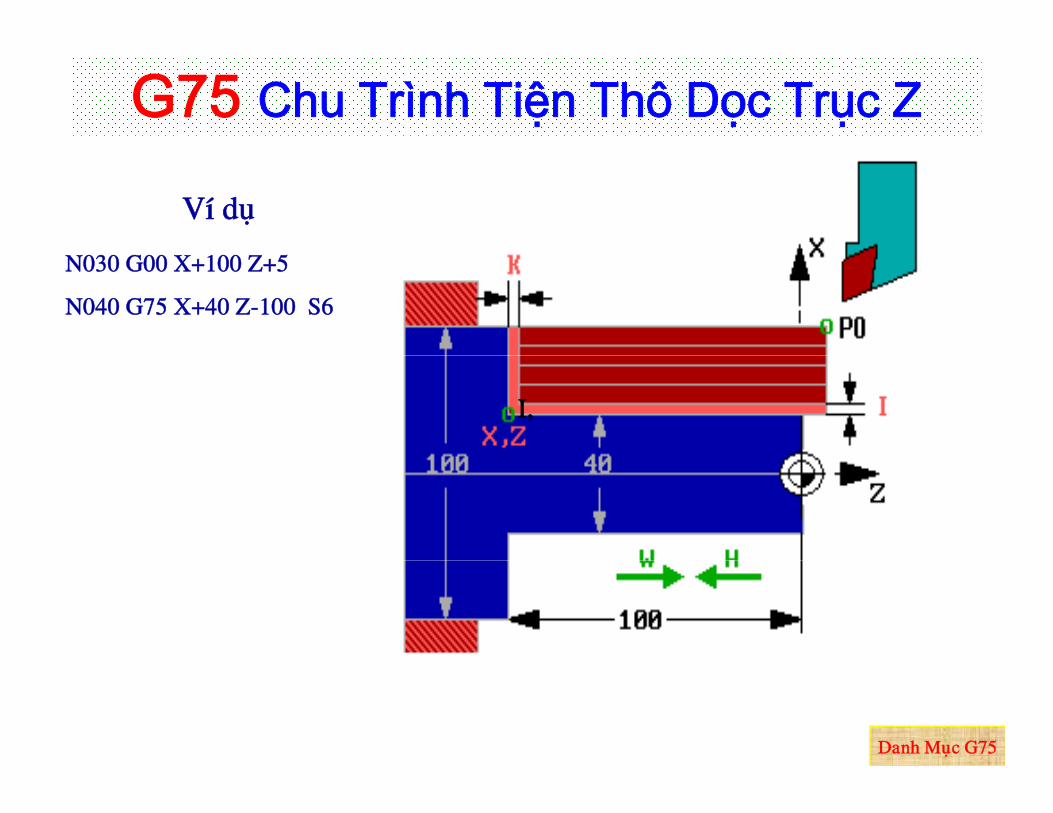
Ví duï
N030 G00 X+100 Z+5
N040 G75 X+40 Z-100 S6
I,
Danh Muïc G75

G76 Chu Trình Tiện Thô Dọc Trục X
Chức năng
G76 dùng để lập trình tiện thô song song theo trục X.
Danh Muïc G76
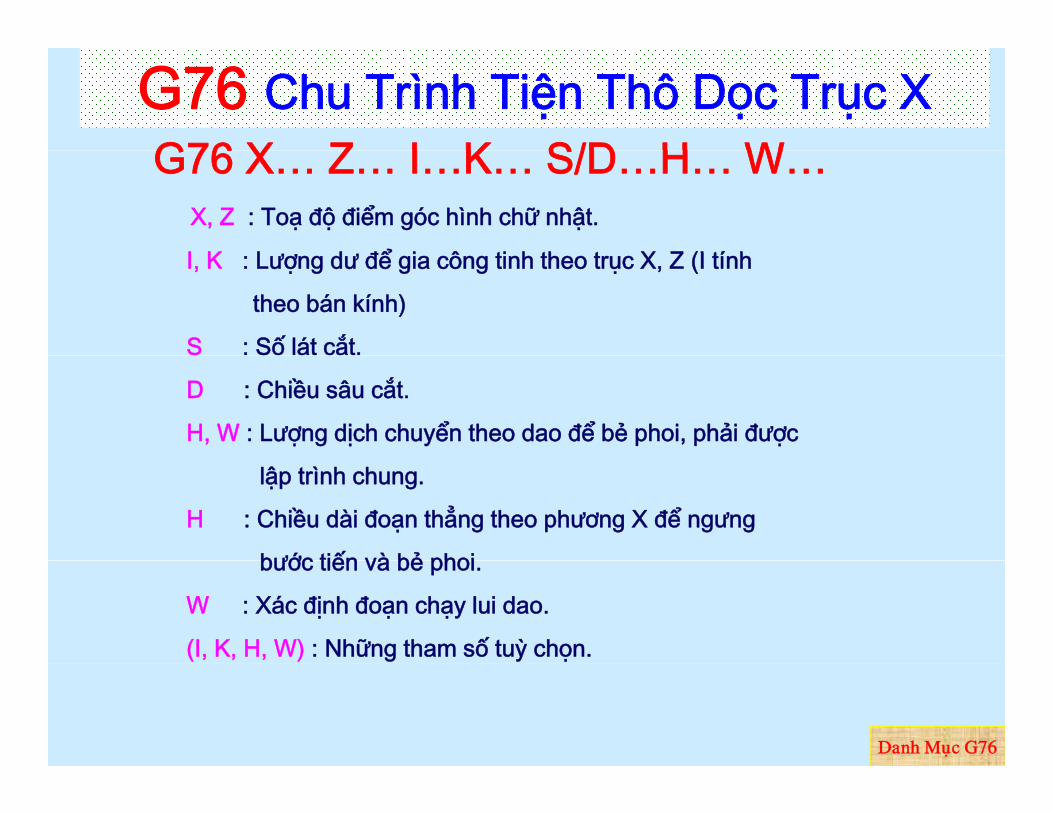
G76 X Z I K S/D H WG76 Chu Trình Tiện Thô Dọc Trục XG76 X… Z… I…K… S/D…H… W…
X, Z : Toạ độ điểm góc hình chữ nhật.
I K L d để i ô ti h th t X Z (I tí hI, K : Lượng dư để gia công tinh theo trục X, Z (I tính
theo bán kính)
S : Số lát cắt.
D : Chiều sâu cắt.
H, W : Lượng dịch chuyển theo dao để bẻ phoi, phải được
lập trình chung.
H : Chiều dài đoạn thẳng theo phương X để ngưng
bước tiến và bẻ phoibước tiến và bẻ phoi.
W : Xác định đoạn chạy lui dao.
(I, K, H, W) : Những tham số tuỳ chọn.
Danh Muïc G76

G76 Chu Trình Tiện Thô Dọc Trục X
Danh Muïc G76
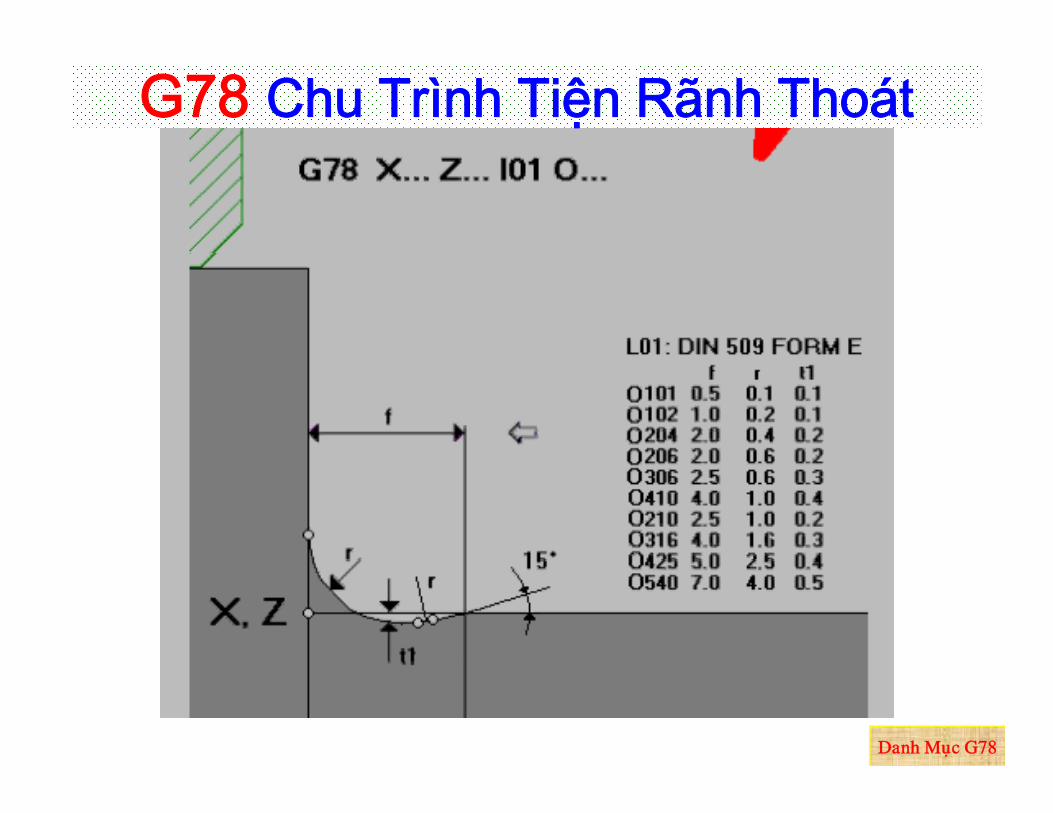
G78 Chu Trình Tiện Rãnh Thoát
Chức năng
Lập trình G78 dùng để cắt rãnh thoát ren.
Danh Muïc G78

G78 X Z D I L O h ặG78 Chu Trình Tiện Rãnh Thoát
G78 X… Z… D… I…L… O… hoặc
G78 X… Z… I… K…
X, Z : Toạ độ điểm góc của rãnh thoát.
L : Tham số tiêu chuẩn DIN xác định rãnhL : Tham số tiêu chuẩn DIN xác định rãnh
được thực hiện.
O : Xác định dạnh hình học của rãnh thoát.
D : Cho gia công (Dịch chuyển của dao theo
X và Z.
I : Lượng dư mài.
Danh Muïc G78
G78 Chu Trình Tiện Rãnh Thoát
Danh Muïc G78

G79 Chu Trình Tiện RãnhChứ ă
• G79 ñònh nghóa moät raõnh vôùi maët hoâng vaùt h ù ø ù h ù X ø Z h ûi ñ
Chức năng
caïnh, vaùt cung vaø vaùt cheùo. X vaø Z phaûi ñöôïc laäp trình. Taát caû caùc tham soá khaùc ñöôïc löïa chon Neáu moät trong nhöõng thamchoïn. Neu moät trong nhöng tham soáA,H,R,W,O hoaëc Q ñöôïc laäp trình thì löôïng dö I vaø K phaûi ñöôc laäp trình Khoâng ñöôcdö I va K phai ñöôïc laäp trình. Khong ñöôïc pheùp laäp trình chung A vaø H hoaëc R vaø W. Neáu D khoâng ñöôïclaäp trình, thì raõnh ñöôïc thöïc g ï äp , ï ïhieän vôùi khaû naêng nhoû nhaát baèng chieàu roäng duïng cuï ñaõ nhaäp trong boä nhôù hieäu chænh töùc thôøi.
Danh Muïc G79

G79 Chu Trình Tiện RãnhG79 X.. Z… A/H…R/W… I… K… D… J… O… Q…
Danh Muïc G79

G79 Chu Trình Tiện Rãnh
Danh Muïc G79

G79 Chu Trình Tiện RãnhG79 X Z A/H R/W I K D J O QG79 X.. Z… A/H…R/W… I… K… D… J… O… Q…
Danh Muïc G79

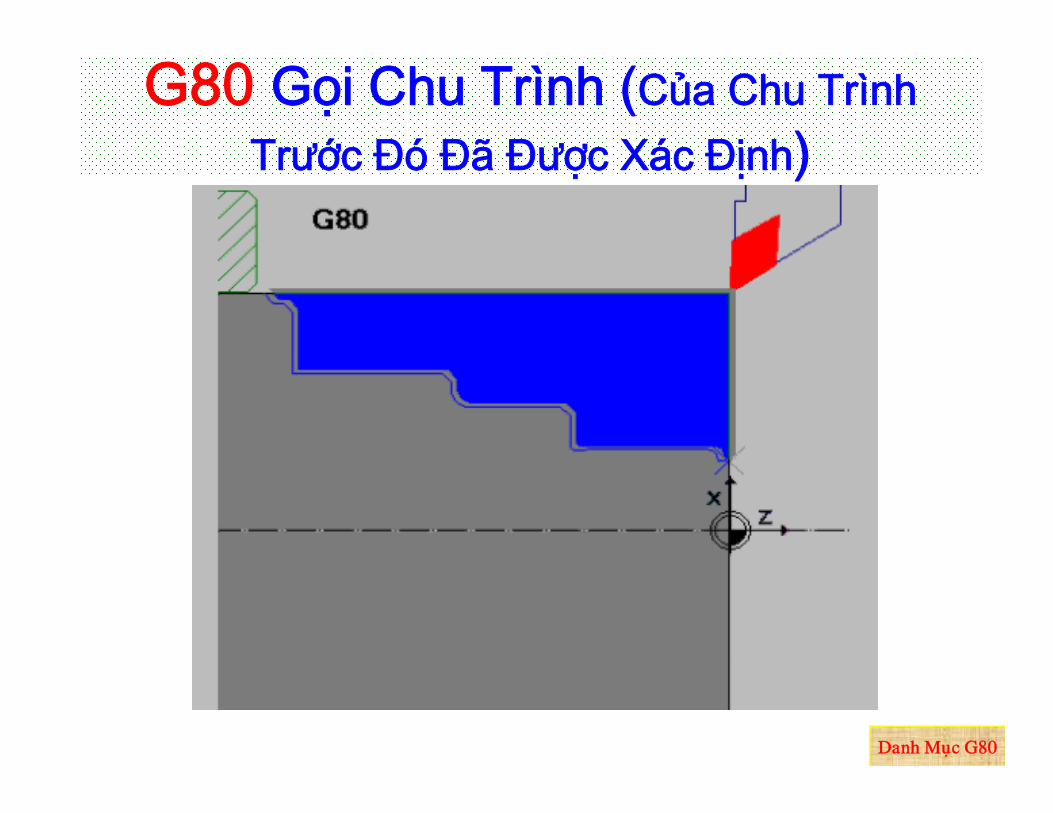
G80 Gọi Chu Trình (Của Chu Trình Trước Đó Đã Được Xác Định)
Chu trình được lập trình trước đó được thực hiệnChức năng
Trước Đó Đã Được Xác Định)
Chu trình được lập trình trước đó được thực hiện với sự hỗ trợ của lệnh G80. Ở đây tạo điều kiện cho G80 xác định cửa sổ giới hạn dạng vuông lựaG80 xác định cửa sổ giới hạn dạng vuông lựa chọn. VớI sự hỗ trợ này các phần tử của một biên dạng đã được lập trình có thể được lực chọn để gia ạ g ợ ập ợ ự ọ gcông. Hệ điều khiển được tạo cơ hộI chỉ để ý tớI các phần tử biên dạng được mô tả trước đó, các
hầ tử à ằ t ử ổ Cũ ó thể ửphần tử này nằm trong cửa sổ. Cũng có thể sử dụng G51 (biên dạng lí tưởng cho việc mô tả biên dạngdạng.
Danh Muïc G80

G80 Gọi Chu Trình (Của Chu Trình Trước Đó Đã Được Xác Định)
G80 [X… Z…] [I… K…]Trước Đó Đã Được Xác Định)
X, Z : Toạ độ điểm góc thứ nhất của cửa sổ giới
hạn. Nếu X và Z không được lập trình thì
không đặt cửa sổ.
I, K : Toạ độ điểm góc thứ hai của cửa sổ giớI
hạn. Nếu I và K không được lập trình, thì
trong trường hợp lập trình X và Z hệ điều
khiể t độ hậ ị t í ủ d tứkhiển tự động nhận vị trí của dụng cụ tức
thời như điểm góc thứ hai của cửa sổ giới hạn.
Danh Muïc G80
G80 Gọi Chu Trình (Của Chu Trình Trước Đó Đã Được Xác Định)Trước Đó Đã Được Xác Định)
Danh Muïc G80
G80 Gọi Chu Trình (Của Chu Trình )
Lập Trình:Trước Đó Đã Được Xác Định)
Lập Trình:Toạ độ X được lập trình như là trị số đườngToạ độ X được lập trình như là trị số đường kính, tọa độ I tiếp đó như là trị số bán kính.
Danh Muïc G80
G81 Chu Trình Tiện Thô Theo Chiều Trục Z Cho Biên Dạng Bất Kỳ
Chức năng
Trục Z Cho Biên Dạng Bất Kỳ
Lập trình G81 dùng gia công thô Chức năng
ập g g gcho biên dạng bất kỳ với hướng tiến dao dọc tr c Ztiến dao dọc trục Z.
Danh Muïc G81
G81 Chu Trình Tiện Thô Theo Chiều Trục Z Cho Biên Dạng Bất Kỳ
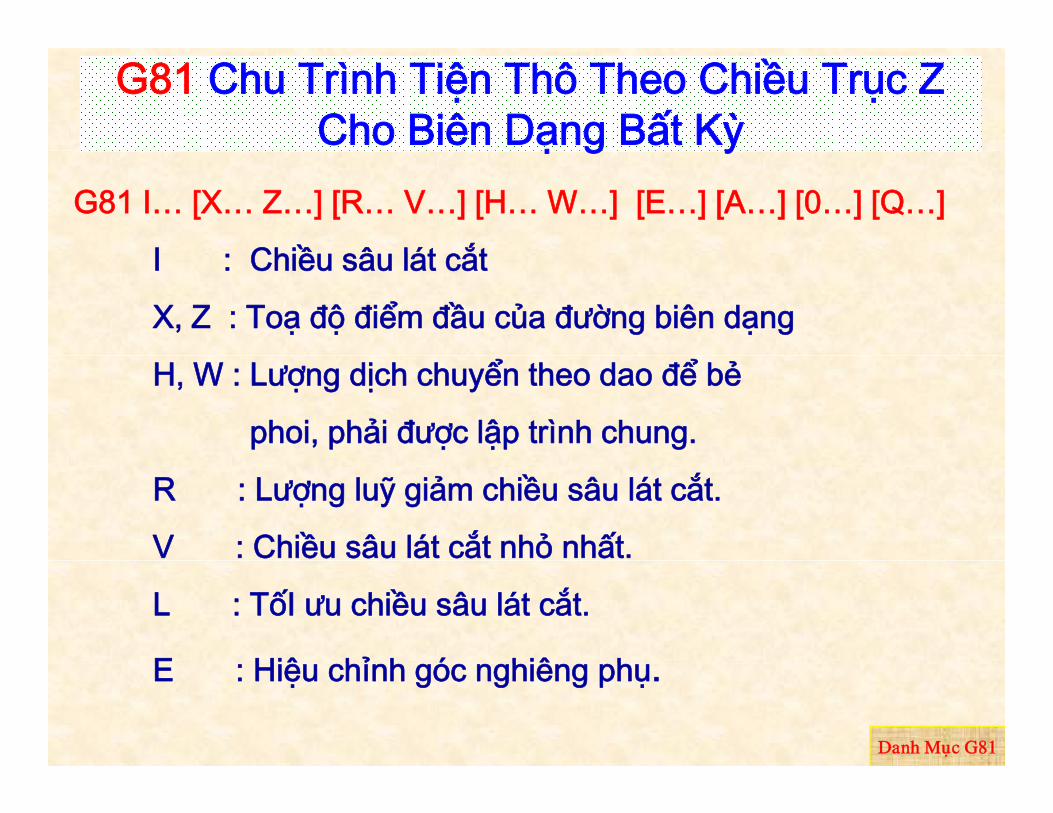
G81 I… [X… Z…] [R… V…] [H… W…] [E…] [A…] [0…] [Q…]
I Chiề â lát ắt
ạ g ỳ
I : Chiều sâu lát cắt
X, Z : Toạ độ điểm đầu của đường biên dạng
H, W : Lượng dịch chuyển theo dao để bẻ
phoi, phải được lập trình chung.
R : Lượng luỹ giảm chiều sâu lát cắt.
V : Chiều sâu lát cắt nhỏ nhất.
L : TốI ưu chiều sâu lát cắt.
E Hiệ hỉ h ó hiê hE : Hiệu chỉnh góc nghiêng phụ.
Danh Muïc G81
G81 Chu Trình Tiện Thô Theo Chiều Trục Z Cho Biên Dạng Bất Kỳ
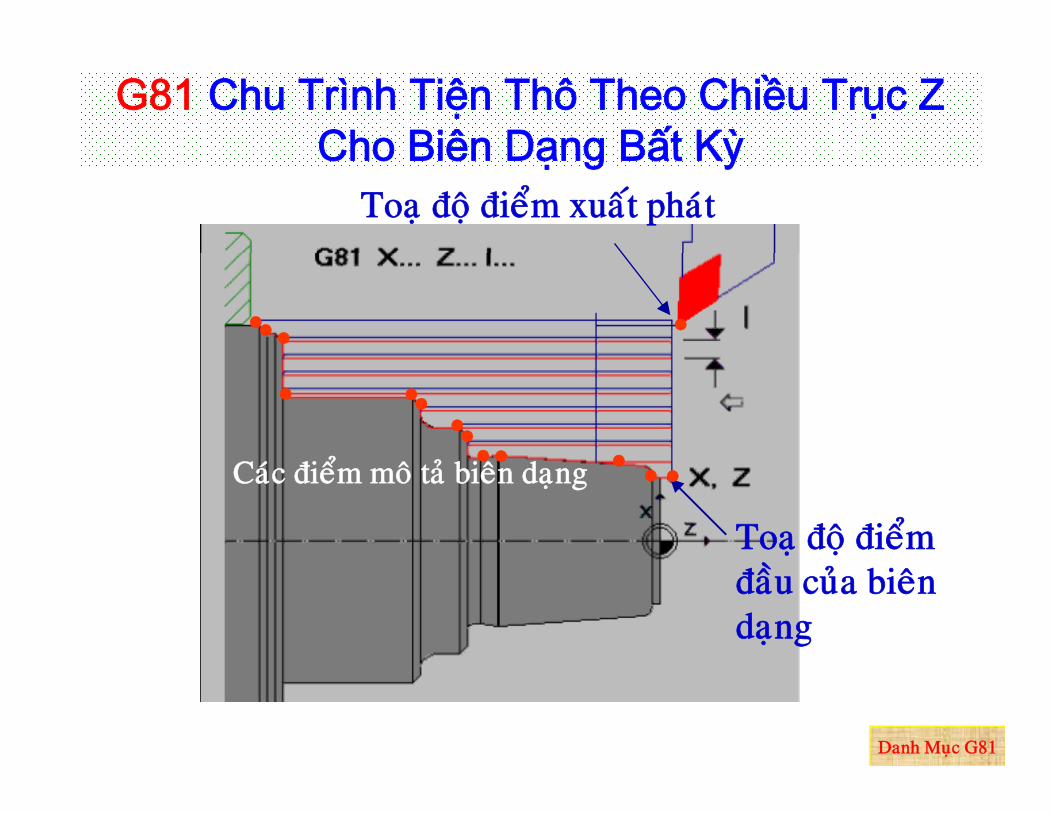
Toaï ñoä ñieåm xuaát phaùtCho Biên Dạng Bất Kỳ
°°° °
å
°°°
°
° °
° °
Toaï ñoä ñieåm
Caùc ñieåm moâ taû bieân daïng °°° ° °
ñaàu cuûa bieân daïng
Danh Muïc G81

G82 Chu Trình Tiện Thô Theo Chiều Trục X Cho Biên Dạng Bất Kỳ
Chức năngTrục X Cho Biên Dạng Bất Kỳ
Lập trình G82 dùng gia công thô ập g g gcho biên dạng bất kỳ với hướng tiến dao dọc tr c Xtiến dao dọc trục X.
Danh Muïc G82

G82 Chu Trình Tiện Thô Theo Chiều Trục X Cho Biên Dạng Bất Kỳ
G82 K… [X… Z…] [R… V…] [H… W…] [E…] [A…]
[0 ] [Q ][0…] [Q…]K : Chiều sâu lát cắt
X Z T độ điể đầ ủ đườ biê dX, Z : Toạ độ điểm đầu của đường biên dạng
H, W : Lượng dịch chuyển theo dao để bẻ
phoi, phải được lập trình chung.
R : Lượng luỹ giảm chiều sâu lát cắt.
V : Chiều sâu lát cắt nhỏ nhất.
L : TốI ưu chiều sâu lát cắt.
E : Hiệu chỉnh gốc nghiêng phụ.Danh Muïc G82

G82 Chu Trình Tiện Thô Theo Chiều Trục X Cho Biên Dạng Bất KỳTrục X Cho Biên Dạng Bất Kỳ
Toaï ñoä ñieåm xuaát phaùt
°°
° °
Toaï ñoä ñieåm ñaàu cuûa bieân daïng
Caùc ñieåm moâ taû bieân daïng
°°°°°
° °°
Danh Muïc G82
G83 Chu Trình Tiện Thô Song Song Đường Biên Dạng
Chức năngĐường Biên Dạng
Lập trình G83 dùng gia công ập g g gđường biên dạng bất kỳ với hướng tiến dao l ôn song songhướng tiến dao luôn song song vớI đường biên dạng này.g ạ g y
Danh Muïc G83
G83 Chu Trình Tiện Thô Song Song Đường Biên DạngĐường Biên Dạng
Cú Phápp
G83 X… Z… I… K…
X, Z: Toạ độ điểm bắt đầu
I, K : Chiều sâu lát cắt theo trục X, Z.
Danh Muïc G83
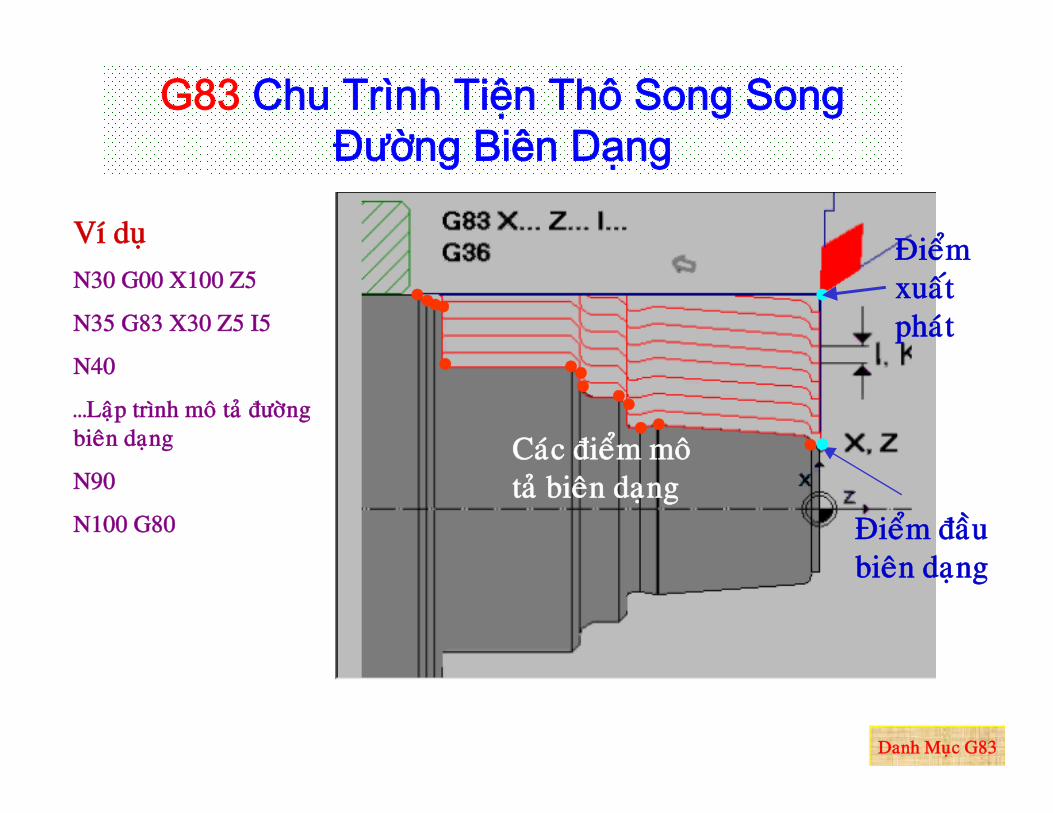
G83 Chu Trình Tiện Thô Song Song Đường Biên Dạng
Ví duï Ñieåm
Đường Biên Dạng
N30 G00 X100 Z5
N35 G83 X30 Z5 I5
Ñiem xuaát phaùt
° ° °°°
N40
…Laäp trình moâ taû ñöôøng bieân daïng Caùc ñieåm moâ
° °°°°
°°°°
°
N90
N100 G80 Ñieåm ñaàu bi â d
Cac ñiem mo taû bieân daïng
bieân daïng
Danh Muïc G83
G84 Chu Trình Khoan Sâu
Chức năng
Lập trình G84 dùng gia công lỗ bằ á h kh ới hiềlỗ bằng cách khoan với nhiều lát cắtlát cắt.
Danh Muïc G84

G84 Chu Trình Khoan SâuG84 Z… A… B… D… K…
Z: Toạ độ điểm đích.
A: Thời trễ sau khi trở lui để thoát phoi
(tính bằng giây)
B: Thời gian trễ để bẻ phoi (tính bằng giây)B: Thời gian trễ để bẻ phoi (tính bằng giây)
D: Lượng luỹ giảm chiều sâu lát cắt.
K Chiề â lát ắt đầ tiêK: Chiều sâu lát cắt đầu tiên
Danh Muïc G84

G84 Chu Trình Khoan Sâu
Danh Muïc G84
G86 Chu Trình Rãnh Vuông
Chức năng
Lập trình G86 dùng để tiện ã h ô ới át h àrãnh vuông với vát cạnh và
vát cung Hệ điều khiển chú ývát cung.Hệ điều khiển chú ý tới chiều rộng dao cắt rãnh được sử dụng.
Danh Muïc G86
G86 Chu Trình Rãnh VuôngG86 X… Z… B… I… K…
X, Z: K>0 Toạ độ ở điểm gốc trái của rãnh
K<0 Toạ độ ở điểm gốc phải của rãnhK 0 Toạ độ ở điểm gốc phải của rãnh
B : Bán kính cung vát, có thể lập trình
chung với lượng dư tinh I
I : Lượng dư tinh liên quan đến bán kínhợ g q
K : Chiều rộng rãnh.
Danh Muïc G86

G86 Chu Trình Rãnh Vuông
Danh Muïc G86

G88 Chu Trình Vát Cung / Vạt Cạnh
Chức năng
G88 ứng dụng để lập trình i ô á át h ặgia công các cung vát hoặc
vạt cạnh của các đường songvạt cạnh của các đường song song trục.
Danh Muïc G88
G88 Chu Trình Vát Cung / Vạt Cạnh
G88 X… Z… R…
X, Z : Toạ độ điểm lập trình
R : Chọn bán kính vát cạnh
+R Vát ó bá kí h R+R : Vát cung có bán kính R
-R : Vát cạnh chiều dài Rạ
Danh Muïc G88

G88 Chu Trình Vát Cung / Vạt Cạnh
Danh Muïc G88
G90 Hiển Báo Kích Thước Tuyệt Đối
Khi lậ t ì h G90 á t độ lậChức năng
Khi lập trình G90 các toạ độ lập trình sau đó nhận điểm W làmtrình sau đó nhận điểm W làm gốc toạ độ. Toạ độ điểm đích lập trình trong hệ toạ độ tuyệt đối không quan tâm đến vị tríđối không quan tâm đến vị trí hiện tại của dao
Danh Muïc G90

G90 Hiển Báo Kích Thước Tuyệt Đối
Cú Pháp
yệ
p
G90G90
Danh Muïc G90

Ví du laäp trình vôùi G90
G90 Hiển Báo Kích Thước Tuyệt ĐốiVí duï laäp trình vôi G90
N25 G90
……
-20
……
N90 G01 X40 Z-50
G90 ñöôïc öùng duïng khi chuoãi kích thöôùc coù daïng nhö sau:
Danh Muïc G90
G90 Hiển Báo Kích Thước Tuyệt Đối
Lập Trình:yệ
Khi lập trình G90, toạ độ X được tính theo đường kính chi tiếtđường kính chi tiết.
Hệ toạ độ tuyệt đốI được kết thúc khi gọi lệ h G91lệnh G91.
Danh Muïc G90

G91 Hiển Báo Kích Thước Tương Đối
Khi lậ t ì h G91 á t độ lậChức năng
Khi lập trình G91 các toạ độ lập trình sau đó có liên quan đến vị trítrình sau đó có liên quan đến vị trí hiện tại của dao và nhận điểm
ốnày làm gốc toạ độ.
ểToạ độ điểm đích lập trình trong hệ toạ độ tương đốihệ toạ độ tương đối.
Danh Muïc G91
G91 Hiển Báo Kích Thước Tương Đối
Cú Phápp
G91G91
Danh Muïc G91
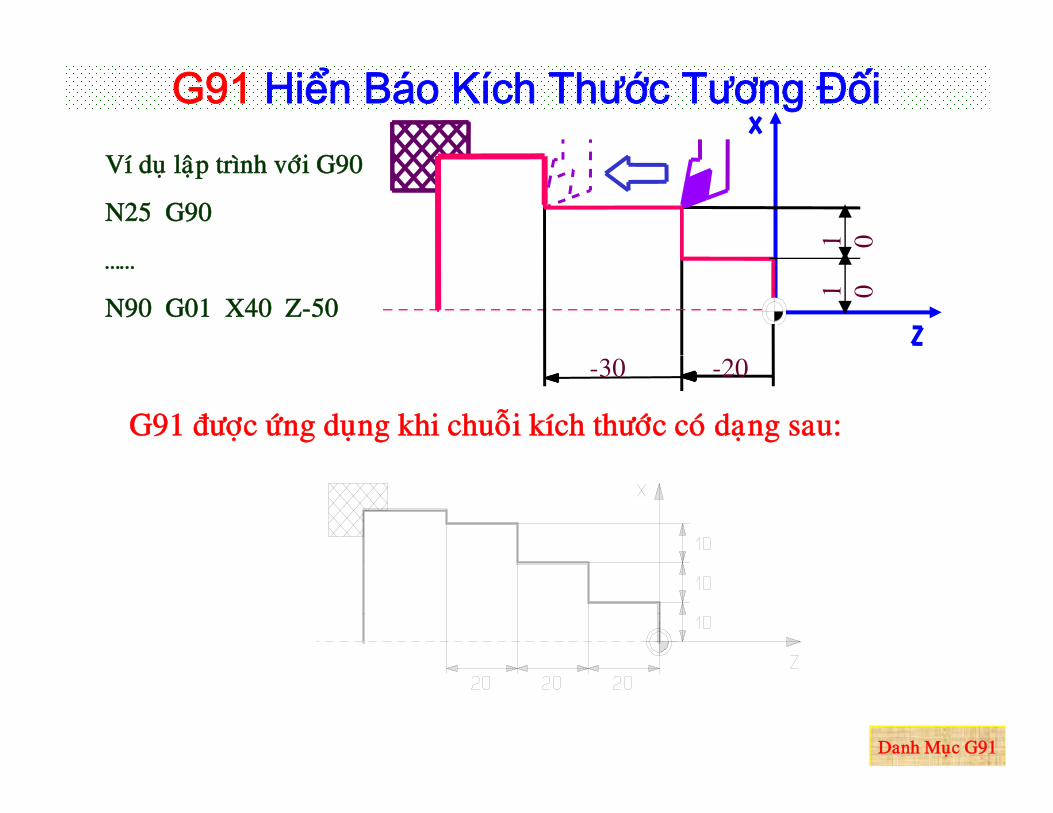
G91 Hiển Báo Kích Thước Tương ĐốiVí duï laäp trình vôùi G90
N25 G90
……
N90 G01 X40 Z-50
-20-30
G91 ñöôïc öùng duïng khi chuoãi kích thöôùc coù daïng sau:
Danh Muïc G91

G91 Hiển Báo Kích Thước Tương Đối
Lập Trình:Khi lập trình G91, toạ độ X được tính theo bán kính chi tiếtbán kính chi tiết.
Hệ toạ độ tuyệt đốI được kết thúc khi gọi lệ h G91lệnh G91.
Danh Muïc G91
G92 Giới Hạn Số Vòng QuayChức năng
Lập trình G92 xác định số vòng quay lớn nhất (maximum)quay lớn nhất (maximum)
Danh Muïc G92
G92 Giới Hạn Số Vòng Quay
Cú Phápp
G92 [S…]
Danh Muïc G92

G94 Lượng Tiến Dao mm/phútChức năng
Lập trình G94 xác định lượng tiến dao đơn vị mm/phúttiến dao, đơn vị mm/phút
Danh Muïc G94

G94 Lượng Tiến Dao mm/phút
Cú Phápp
G94 [F…]Ví dụ: N120 G94 F120
Lượng tiến dao 120 mm/phút
Danh Muïc G94

G95 Lượng Tiến Dao mm/vòngChức năng
Lập trình G95 xác định lượng tiến dao đơn vị mm/vòngtiến dao, đơn vị mm/vòng.
Danh Muïc G95
G95 Lượng Tiến Dao mm/vòng
Cú Pháp
G95 [F…]Ví dụ: N120 G95 F120
Lượng tiến dao 120 mm/vòng
Danh Muïc G95
G96 Ổn Định Vận Tốc CắtChức năng
Lập trình G96 xác định vận tốc cắt không đổi đơn vị m/phútcắt không đổi, đơn vị m/phút.
Danh Muïc G96
G96 Ổn Định Vận Tốc Cắt
Cú Pháp
G96 [S…]S Vậ tố ắt ( / hút)S: Vận tốc cắt (m/phút)
Ví dụ: G96 S120Ví dụ: G96 S120
G96 không thể sử dụng gia công ren.
Danh Muïc G96

G97 Huỷ Bỏ Ổn Định Vận Tốc CắtChức năng
Lập trình G97 sẽ huỷ bỏ lập trình vận tốc cắt không đổi G96trình vận tốc cắt không đổi G96
Danh Muïc G97

G97 Huỷ Bỏ Ổn Định Vận Tốc Cắt
Cú Pháp
G97 [S…]S Số ò t hí h ( ò / hút)S: Số vòng quay trục chính (vòng/phút)
Ví dụ: G97 S2000Ví dụ: G97 S2000
Số vòng quay hiện tại của trục chính
là 2000 vòng/phút
Danh Muïc G97