contenido - cenidet.edu.mx pablo genaro... · tabla 5.2 razón de amortiguamiento obtenido mediante...
TRANSCRIPT

CONTENIDO
Página
Lista de figuras i
Lista de tablas iii
CAPÍTULO I.
INTRODUCCIÓN 1
1.1 Uniones típicas en las estructuras. 2
1.1.1 Unión mecánica temporal. 3
1.1.2 Unión con adhesivo. 3
1.1.3 Unión con soldadura. 5
1.2 Objetivo.
1.3 Alcances y limitaciones. 5
1.4 Justificación 6
CAPÍTULO II
ESTADO DEL ARTE. 7
2.1 Introducción 7
2.2 Estudios analíticos. 9
2.3 Estudios con elemento finito. 12
2.4 Análisis experimentales. 16
2.4.1 Métodos en dominio del tiempo. 16
2.4.1.1 Método del decremento logarítmico. 16
2.4.1.2 Método de respuesta al impulso. 18
2.4.2 Métodos en dominio de la frecuencia. 19
2.4.2 .1 Método de resonancia por vibración forzada. 20
2.4.3 Métodos en dominio de la frecuencia. 22
CAPÍTULO III
BANCO EXPERIMENTAL. 23
3.1 Planeación del experimento. 23
3.2 Selección de la unión a estudiar. 24
3.3 Descripción del banco experimental. 29
3.4 Empotramiento del ángulo. 31
3.5 Uniones mecánicas. 32
3.5.1 Unión mecánica por tornillo. 32
3.5.2 Unión mecánica por soldadura. 33
3.5.3 Unión mecánica por adhesivo. 34
3.5.3.1 Selección del adhesivo. 34
3.5.3.2 Preparación de la superficie. 35
3.5.3.3 Aplicación del adhesivo. 36
3.5.4 Esquema y elementos utilizados para la medición de las
vibraciones.
39
3.6 Metodología.
39

CAPÍTULO IV
INSTRUMENTACIÓN DEL BANCO DE PRUEBAS. 41
4.1 Sistema de medición de frecuencias naturales experimentales. 41
4.2 Prueba de impacto. 43
4.3 Prueba de vibración forzada. 46
CAPÍTULO V 51
RESULTADOS EXPERIMENTALES. 51
5.1 Introducción. 51
5.2 Análisis cualitativo. 52
5.3 Análisis cuantitativo. 60
5.3.1 Estimación del valor de amortiguamiento. 61
CAPÍTULO VI
ANÁLISIS NUMÉRICO. 63
6.1 Método de elemento finito. 63
6.2 Tipos de elementos. 65
6.2.1 Elementos tipo brick. 65
6.2.2 Elementos tipo beam. 66
6.3 Modelo discreto de la estructura experimental. 67
6.4 Resultados del análisis numérico. 68
6.5 Conclusiones de la modelación por elementos finitos. 71
CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES. 72
6.1 Conclusiones. 73
6.2 Recomendaciones. 75
REFERENCIAS 76

AGRADECIMIENTOS:
Al Consejo Nacional de Ciencia y Tecnología (CONACYT) y la dirección General de
Educación Superior Tecnológica (DGEST) por el apoyo económico brindado.
Al Centro Nacional de Investigación y Desarrollo Tecnológico (CENIDET) por la
formación académica y humana que me otorgó a través de sus profesores.
A mis asesores, Dr. Dariusz Szwedowicz y M. C. Claudia Cortés por sus oportunos
consejos y paciencia.
Al jurado revisor de mi tesis: Dr. José Ma. Rodríguez Lelis, Dr. Enrique S. Gutiérrez Wing,
M. C. Claudia Cortés García, M. C. Eladio Martínez Rayón y Dr. Dariusz Szwedowicz por
el tiempo dedicado a este trabajo y por sus valiosos consejos.
A mis profesores en los cursos de maestría: M. C. Efraín Sima Moo, Dr Enrique S.
Gutiérrez Wing, M. C. Claudia Cortés García, M. C. Eladio Martínez Rayón, Dr. Alejandro
Salcido, Dr. José Ma. Rodríguez Lelis, Dr. Jorge Colín Ocampo, Dr. Dariusz Szwedowics y
Dr. Jorge Bedolla.
A mis compañeros de generación y amigos: Efrén Sánchez Flores, Alejandro Rodríguez
Méndez, Alberto Vicente López, Rony Jiménez Alcázar, Roberto León Piña, Ulises Díaz
Astudillo, Oscar Bautista Merino, Ariadna Ortiz Huerta y Cesar Maza Valle.
No me alcanzaría el espacio para agradecer a todos aquellos que llegan a mi mente, así que
lo resumo en estas palabras: gracias a todo el personal del CENIDET.
A la compañía 3M y en especial al ing. Cesar León por su fina atención y colaboración en
esta tesis.

Dedicatoria:
A Dios por permitirme llegar hasta éste momento, lograr esta meta y compartirla con mis
seres amados.
A Mané, por todos esos días y noches de trabajo en las que has estado a mí lado, toda la
comprensión que me has tenido y todo el apoyo que me has dado, te amo princesa.
A mis amados padres Teresa y Genaro quienes incondicionalmente siempre me han
apoyado y han estado conmigo en todo momento.
A mis hermanos Carlos, Gerardo y Gabriel quienes siempre me apoyaron y desde que nací
han estado al pendiente de mi.
Al Dr. Dariusz quien me recordó que tengo muchos amigos a mí alrededor y que nunca
tengo que renunciar.
A mi sobrino Emilio quien es la prueba de que cada día es un milagro de vida.
A mis sobrinos Claus, Carlitos, Jime y Alejandrito a quienes les digo que una de las cosas
más maravillosas de la vida es el conocimiento.

i
Lista de figuras.
Descripción. Página.
Fig. 1.1. Ilustración esquemática de las diferentes fuerzas utilizadas en la unión de
materiales y estructuras. 2
Fig. 1.2 Designación de los componentes de una unión por adhesivo. 4
Fig. 2.1 Modelo de la unión tubular. 9
Fig. 2.2 Efecto en el cambio de espesor del amortiguador pasivo con y sin amortiguador
activo.
11
Fig. 2.3 Espectro de frecuencias de los desplazamientos transversales en una viga en
cantiliver
11
Fig. 2.4 Modelo de la unión tipo sándwich. 12
Fig. 2.5 Elementos utilizados en el modelado de la estructura. 13
Fig. 2.6 Resultados obtenidos con diversas longitudes de traslape. 13
Fig. 2.7 Modelo utilizado por Gunes y Yildrim. 14
Fig. 2.8 Variación de la receptancia utilizando dos valores de amortiguamiento μ=0 y μ
=0.05.
15
Fig. 2.9 Sistema masa-resorte- amortiguador de un grado de libertad. 17
Fig. 2.10 Respuesta ideal de la vibración libre 18
Fig. 2.11 Tratamiento de señales mediante la transformada rápida de Fourier. 18 Fig. 2.12 Montaje típico de experimentación para la medición de la respuesta a la función
impulso. 19
Fig. 2.13 Respuesta de la frecuencia en un sistema de un solo grado de libertad. 21
Fig. 3.1 Uniones estructurales pegadas con adhesivos. 25
Fig. 3.2 Estructura de motor con uniones por soldadura. 26
Fig. 3.3 Estructura de soporte para motor eléctrico con 32 barrenos en las bases. 26
Fig. 3.4 Estructura con uniones por tornillo. 27
Fig. 3.5 Ejemplo de eliminación del proceso de remachado al sujetar las paredes exteriores
de aluminio en trailers. 27
Fig. 3.6 Esquema del modelo propuesto. 28
Fig. 3.7 Diseño del banco propuesto. vista frontal (C) detalle de la sección A-A’. 29 Fig. 3.8 Vista lateral del empotramiento de ángulo. 32
Fig. 3.9 Vista lateral de la unión con tornillo. 33
Fig. 3.10 Zonas principales en una unión soldada. 34
Fig. 3.11 Efecto del espesor del pegamento en una prueba de tensión en una unión acero con
un adhesivo epóxico.
36
Fig. 3.12 Mesas de la fresadora copiadora donde se presentan. 37
Fig. 3.13 Vista frontal de las mesas de trabajo donde se observa el nivel 0 y la placa de
compresión.
38
Fig. 3.14 Vista frontal, la mesa 2 es desplazada 9.4mm desde el nivel 0. 38
Fig. 3.15 Vista lateral, la unión es colocada debajo de la placa de compresión. 38
Fig. 3.16 Vista lateral, la mesa 2 es desplazada hacia el nivel 0 la tolerancia de 2mm. 38
Fig. 3.17 Esquema básico para la medición de vibraciones. 39 Fig. 4.1 Análisis modal experimental 42
Fig. 4.2 Esquema de la distribución de los trazos en la viga 43
Fig. 4.3 Esquema de ubicación del acelerómetro para determinar las frecuencias naturales. 44
Fig. 4.4 Diagrama de bloques del sistema de medición para el análisis modal experimental. 45
Fig. 4.5 Fotografía de la instrumentación utilizada en el análisis experimental. 45
Fig. 4.6 Esquema de la distribución de los elementos mecánicos para la experimentación
por vibración forzada.
46
Fig. 4.7 Unión viga-excitador 47
Fig. 4.8 Sistema de medición y control para pruebas de vibración forzada. 48
Fig. 4.9 Fotografía de instrumentación en la viga para vibración forzada. 50
Fig. 5.1 Respuestas del sistema en función del tiempo. 52 Fig. 5.2 Respuestas del sistema en función de la frecuencia. 53

ii
Fig. 5.3 Acercamientos en las frecuencias mostradas en la grafica 5.2. 54
Fig. 5.4 Componente imaginaria del modulo de frecuencias. 56
Fig. 5.5 Desplazamientos en los distintos tipos de unión en función de los trazos marcados. 57
Fig. 5.6 Carga aplicada por el excitador electromagnético en la viga experimental 58
Fig. 5.7 Desplazamientos obtenidos a diferentes frecuencias en la unión por adhesivo con
espesor igual a 0.4 mm 59
Fig. 5.8 Gráfica de desplazamiento vs frecuencia par la unión por adhesivo. 60
Fig. 5.9 Unión por adhesivo con espesor de pegamento igual a 0.4 mm para la segunda
frecuencia natural. 60
Fig. 6.1 Elemento tipo brick de 8 nodos con tres grados de libertad. 66
Fig. 6.2 Elemento tipo beam con 12 grados de libertad. 66
Fig. 6.3 Banco experimental y modelos discretos. 67
Fig. 6.4 Condiciones de frontera en el modelo discreto. 68
Fig. 6.5 Formas modales obtenidas utilizando elementos tipo brick. 68
Fig. 6.6 Formas modales obtenidas utilizando elementos tipo beam. 69
Fig. 6.7 Desplazamientos obtenidos utilizando el programa ABAQUS 69

iii
Lista de tablas.
Descripción. Página.
Tabla 1.1 Ventajas y desventajas de la unión mecánica 3
Tabla 1.2 Ventajas y desventajas de la unión con adhesivo 4
Tabla 1.3 Ventajas y desventajas de la unión con soldadura 5
Tabla 2.1 Comportamiento de la frecuencia natural y el valor de amortiguamiento en la
unión de traslape (single lap).
10
Tabla 2.2 Frecuencias naturales obtenidas al variar el espesor del adhesivo 14 Tabla 2.3 Frecuencias naturales de una estructura con tres pórticos con y sin
amortiguamiento
15
Tabla 3.1 Elementos del banco de pruebas. 30
Tabla 3.2. Frecuencias naturales obtenidas analíticamente para una viga en cantiléver. 30
Tabla 3.3 Frecuencias naturales para una viga en cantiliver. 31
Tabla 3.4 Propiedades mecánicas y características geométricas de la viga y el ángulo. 31
Tabla 5.1 Frecuencia natural para diferentes tipos de unión. 61
Tabla 5.2 Razón de amortiguamiento obtenido mediante el método del decremento
logarítmico en los diferentes tipos de unión.
61
Tabla 5.3 Amortiguamientos obtenidos mediante el método de ancho de banda para los
diferentes tipos de unión.
62
Tabla 5.4 Amortiguamientos en la unión por adhesivo con el método de ancho de banda
para el diagrama de desplazamientos.
62
Tabla 6.1 Frecuencias obtenidas con ABAQUS con los elementos utilizados. 69
Tabla 6.2 Desplazamientos máximos obtenidos con diversos valores de amortiguamiento
en ABAQUS.
70
Tabla 6.3 Desplazamientos obtenidos para la primera frecuencia natural en la unión con
adhesivo y valor de amortiguamiento 0.034.
70
Tabla 6.4 Desplazamientos obtenidos para la segunda frecuencia natural en la unión con
adhesivo y valor de amortiguamiento 0.009.
71

Apéndice A
Relación de planos de la unión mecánica. N° de dibujo Titulo
MCP100 Banco de pruebas.
MPC110 Unión por soldadura.
MPC001 Ángulo.
MPC002 Placa de sujeción.
MPC003 Placa de sujeción 2.
MPC004 Viga.







Apéndice B.
Programa para calcular la FFT a partir de una función amortiguada.
************************************************************
Programa creado por Pablo Genaro García Vences
Cuernavaca Morelos, Marzo 2009
************************************************************
Fs = 1000; %Rango de frecuencia.
T=1/Fs; %Rango de tiempo.
L =10000; %Longitud de señal.
t =(0:L-1)*T; %Vector de tiempo.
%Frecuencia = 135.15 HZ; Amortiguamiento = 0.00399
%Frecuencias a analizar en función del desplazamiento
% a: amortiguamiento; f: frecuencia; t: tiempo
%Y=e^(-a*pi*f*t)*seno[(raiz(1-a))pi*f*t]
y1=exp(-.00399*pi*135.15.*t).*sin(pi*135.15.*t);
y2=exp(-.000466*pi*371.88.*t).*sin(pi*371.88.*t);
y3=exp(-.000093*pi*729.25.*t).*sin(pi*729.25.*t);
y=y1+y2+y3;
figure(1)
plot(t,y1,'k',t,y2,'b',t,y3,'r')
title ('Funciones de desplazamiento')
xlabel ('Tiempo [s]')

ylabel ('Desplazamiento [X]')
legend ('135 Hz, 0.00399','371.88 Hz, 0.000466','729.25 Hz, 0.000093')
grid minor
figure(2)
plot(t,y)
title ('Suma de funciones de Desplazamiento')
xlabel ('Tiempo [s]')
ylabel ('Desplazamiento [X]')
grid minor
%Derivacion de la funcion Velocidad
ya=diff(y);
t1=(0:L-2)*T;
%Aceleracion
y12=diff(ya);
t2=(0:L-3)*T;
figure (3)
plot(t,y,'b',t1,ya,'k',t2,y12,'r')
title ('Desplazamiento, Velocidad, Aceleración')
xlabel ('Tiempo [s]')
legend ('Desplazamiento','Velocidad','Aceleración')
grid minor

%FFT
%FFT de Desplazamiento
NFFT = 2^nextpow2(L); % Next power of 2 from length of y
Y = fft(y,NFFT)/L;
f = Fs*linspace(0,1,NFFT/2+1); % Plot single-sided amplitude spectrum.
%plot(f,2*abs(Y(1:NFFT/2+1)))
%FFT de Velocidad
Y1 = fft(ya,NFFT)/L; %FFT de Aceleracion
Y2 = fft(y12,NFFT)/L;
figure (4)
plot(f,2*abs(Y(1:NFFT/2+1)),'k',f,2*abs(Y1(1:NFFT/2+1)),'b',f,2*abs(Y(1:NFFT/2+1)),'r')
title ('Desplazamiento, Velocidad, Aceleración')
xlabel ('Frecuencia [Hz]')
legend ('Desplazamiento','Velocidad','Aceleración')
grid minor

Apéndice C Componentes utilizados en la instrumentación de las pruebas experimentales.
Acelerómetro.
Marca: Kistler.
Tipo: 8728A500
Serie: 2010529
Rango: ±500 g.
Sensibilidad: 10 Mv/g
Sensibilidad universal: 10%
Frecuencia de resonancia: 76 KHz.
Temperatura de operación: -54 °C –
120°C.
Desplazometro.
Marca: Kistler.
Tipo: CMSS 61
Serie:
Rango: 1.9 mm
Sensibilidad: 200 mV/mil
Voltaje de alimentación: -18 a -24 Vdc
Transductor de fuerza.
Marca: Kistler.
Tipo: 9312A.
Serie: 564565
Rango:±1000 lb.
Sensibilidad: -17 pC/lbf.
Frecuencia de resonancia: 70 KHz.
Temperatura de operación: -40 °C –
120°C.
Acoplador Kistler.
Modelo 5134.
Amplificador LDS.
Modelo: PA500L.
Excitador electromagnético LDS.
Serie: V400
Frecuencia 30 Hz (resorte)
de resonancia: 9000 Hz (armadura)
Temperatura de operación: 30°C.
Computadora HP.
Microprocesador: 486/66XM.
Analizador de espectros HP.
Modelo: 3566A. Frecuencia de muestreo: 0 – 12.8 KHz. Número de canales: 8.

Apéndice D.
A partir de los desplazamientos obtenidos con la componente imaginaria de la aceleración,
se elige la mayor amplitud como valor 1, con lo que se dice que la amplitud se normaliza, en la
figura 1 se muestran las formas modales normalizadas y en la tabla 1 se dan los factores
normalizados.
Figura 1. Formas modales obtenidas experimentalmente, en a) se muestra la primera forma, en b)
la segunda forma y en c) la tercer forma.
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
0 1 2 3 4 5 6 7 8 9 10 11 12
De
spla
zam
ien
to
Trazo
Primera forma
Adhesivo 1
Adhesivo 2
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
-1.2-1
-0.8-0.6-0.4-0.2
00.20.40.60.8
11.2
0 1 2 3 4 5 6 7 8 9 10 11 12
De
spla
zam
ien
to
Trazo
Segunda forma
Adhesivo 1
Adhesivo 2
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
-1.5
-1
-0.5
0
0.5
1
0 1 2 3 4 5 6 7 8 9 10 11 12
De
spla
zam
ien
to
Trazo
Tercera forma
Adhesivo 1
Adhesivo 2
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm

Tabla 1. Normalización de los desplazamientos en las distintas uniones en sus tres primeras formas modales.
Unión Formas
modales
TRAZO
11 10 9 8 7 6 5 4 3 2 1 0
Soldada
1 -1.00 -0.85 -0.67 -0.52 -0.44 -0.42 -0.32 -0.30 - -0.2 -0.15 -0.09
2 1.00 0.53 0.13 -0.30 -0.70 -0.83 -0.92 -1.00 - -0.7 -0.26 -0.17
3 -1.00 -0.35 0.44 0.78 0.92 0.27 0.13 -0.79 - -0.8 -0.60 -0.35
Tornillo 40Nm
1 -1 -0.8 -0.79 -0.7 -0.62 -0.49 -0.42 -0.4 - -0.3 -0.25 -0.2
2 1 0.639 0.134 -0.31 -0.79 -0.89 -0.9 -0.9 - -0.9 -0.661 -0.1
3 -1 -0.26 0.395 0.709 0.624 0.205 0.11 -0.4 - -0.9 -0.973 -0.2
Tornillo 30Nm
1 -1 -0.81 -0.78 -0.70 -0.61 -0.48 -0.42 -0.38 - -0.3 -0.23 -0.14
2 1 0.57 0.28 -0.46 -0.54 -0.72 -0.83 -1.02 - -0.8 -0.68 -0.09
3 -1 -0.37 0.83 1.13 0.96 0.27 0.12 -0.56 - -1.1 -1.58 -0.32
Tornillo 20Nm
1 -1 -0.90 -0.84 -0.71 -0.56 -0.45 -0.38 -0.28 - -0.2 -0.17 -0.12
2 1 0.58 0.16 -0.32 -0.64 -0.71 -0.80 -0.70 - -0.5 -0.40 -0.07
3 -1 -0.30 0.38 0.79 0.66 0.22 -0.41 -0.66 - -0.9 -0.54 -0.18
Adhesivo 1
1 -1.00 -0.81 -0.73 -0.65 -0.55 -0.47 -0.42 -0.38 - -0.2 -0.07 0.00
2 1.00 0.58 0.15 -0.32 -0.75 -1.23 -1.19 -1.16 - -0.9 -0.32 -0.09
3 -1.00 -0.32 0.45 0.86 0.73 0.22 0.11 -0.34 - -0.9 -0.70 -0.26
Adhesivo 2
1 -1 -0.85 -0.79 -0.71 -0.61 -0.48 -0.37 -0.30 - -0.1 -0.05 0
2 1 0.58 0.32 0.16 -0.63 -0.07 -0.95 -0.75 - -0.3 -0.071 -0
3 -1 -0.38 0.40 0.79 0.77 0.326 0.15 -0.30 - -0.8 -0.772 -0.3

CAPÍTULO I
INTRODUCCIÓN.
“Unir es el proceso utilizado para producir ensambles o estructuras mediante el enlace de
partes y componentes” [17].
Actualmente, la mayoría de las estructuras tales como edificios, puentes o bases,
están sometidas a vibraciones en un amplio rango de frecuencias, las cuales pueden ser
generadas por factores como el viento, el tránsito de vehículos, motores eléctricos o
combustión interna, elevadores, sismos, etc. Estas vibraciones podrían llegar a excitar la
frecuencia natural de la estructura y por lo tanto hacer que entre en resonancia. Una manera
de reducir las vibraciones es incrementando el valor del amortiguamiento.
Como lo propone Rao [40], el amortiguamiento es la pérdida o disipación de
energía durante una oscilación. Algunos de los mecanismos que contribuyen al
amortiguamiento en una estructura mecánica son: la fricción viscosa, la fricción interna y la
fricción seca. Estos mecanismos de amortiguamiento han mostrado ser función de muchas
variables, incluyendo la geometría de la estructura, la forma, la ubicación de las superficies
de contacto, las propiedades del material, la temperatura, la frecuencia, las condiciones de
frontera y los diferentes niveles de excitación.
En las estructuras, las uniones influyen fuertemente en el comportamiento estático y
dinámico. Se ha mostrado que el 90% del amortiguamiento es aportado por las uniones, en
general, unir es la acción o el proceso de enlazar componentes para formar un continuo o
formar una unidad. Como una aplicación en la manufactura, unir es el proceso de sujetar un
componente, un elemento estructural, un detalle, o una parte de un ensamble donde se

Capítulo I. Introducción.
2
requiere realizar alguna función o combinación de funciones necesarias o deseadas y que
no pueden ser logradas por un solo componente en particular.
Un ensamble es un conjunto de partes que al ser unidas realizan una o más de una
función. Estas funciones pueden ser divididas en las siguientes tres categorías: (1)
estructurales, (2) mecánicas y (3) eléctricas. En ensambles estructurales, la función
principal es transmitir las cargas estáticas, dinámicas o ambas. Ejemplos de esto son los
edificios, puentes, presas, chasises de automóviles, estructuras aeroespaciales, etc. En
ensambles mecánicos la función principal es crear y permitir algunos movimientos o series
de movimientos para posicionar, alinear u orientar componentes. Finalmente en uniones
eléctricas, el principal propósito es crear, transmitir, procesar o almacenar señales
electromagnéticas; un ejemplo de esto son los paquetes microelectrónicos y los circuitos
impresos.
1.1 Uniones típicas en las estructuras.
En el proceso de ensamblado de estructuras se involucran las siguientes fuerzas típicas
en la unión: (1) fuerzas mecánicas, (2) fuerzas químicas y (3) fuerzas físicas, las cuales
tienen su origen en las fuerzas electromagnéticas. No es coincidencia que estas tres fuerzas
sean responsables de los tres métodos o procesos con los cuales los materiales y las
estructuras pueden ser unidas: (1) unión mecánica, (2) unión con adhesivo y (3) unión por
soldadura. En la figura 1.1 se presentan los procesos utilizados en las uniones de acuerdo
con la fuerza involucrada [24].
Fig. 1.1. Ilustración esquemática de las diferentes fuerzas utilizadas en los materiales y estructuras: (a)
fuerzas mecánicas para tornillos, (b) fuerzas químicas para adhesivos, (c) fuerzas
electromagnéticas para soldadura [24].
A continuación se presenta la descripción de los diferentes procesos de unión, así como las
ventajas y desventajas en su utilización.

Capítulo I. Introducción.
3
1.1.1 Unión mecánica temporal.
Las uniones mecánicas y los elementos integrales son las dos formas en las cuales
las fuerzas mecánicas pueden ser utilizadas para unir estructuras; este tipo de uniones
constituyen lo que se conoce como unión mecánica. Los ejemplos más comunes de uniones
mecánicas son los tornillos (con y sin tuerca), remaches, clavos y pernos. Las uniones
mecánicas ofrecen muchas ventajas sobre otros procesos de unión, algunas de las cuales
hacen único este proceso, cuyas ventajas y desventajas se muestran en la tabla 1.1.
Tabla 1.1 Ventajas y desventajas de la unión mecánica [25].
Ventajas Desventajas
Une estructuras a través de enlaces e
interferencia.
Permite el desensamble intencional
sin daño de las partes.
Facilita el mantenimiento,
reparación y mejoras.
Permite los movimientos
intencionales en estructuras
dinámicas.
No ocasiona cambios en la micro
estructura del material.
Se pueden unir materiales de
diferente composición.
Tiene un costo relativamente bajo y
no necesita a un operador con
mucha habilidad.
Es simple de realizar y requiere poca
o ninguna preparación para la unión.
Con algunas excepciones, puede
ocurrir el desensamble accidental.
Existen concentraciones de
esfuerzos en los puntos donde se
encuentran las uniones mecánicas.
Algunos materiales no soportan las
concentraciones de esfuerzos
ocasionadas por el barrenado.
Algunas uniones permiten la entrada
y salida de fluidos.
Tiende a aumentar el peso de las
estructuras, sobre otro tipo de unión.
Algunos métodos de instalación no
se pueden automatizar.
1.1.2 Unión con adhesivo.
En las estructuras ensambladas con adhesivos, los materiales y las estructuras son
enlazados con la ayuda de una sustancia capaz de mantener los materiales unidos por las
fuerzas de atracción superficial de origen químico. El agente de vinculación llamado
adhesivo debe ser químicamente compatible con cada sustrato, llamado adherente (ver
figura 1.2). Dependiendo de la naturaleza del pegamento escogido y de los adherentes, el
adhesivo en general causa poco o ningún cambio en la estructura microscópica de las partes
implicadas. Las ventajas y las desventajas de este tipo de unión se presentan en la tabla 1.2.

Capítulo I. Introducción.
4
Fig. 1.2 Designación de los componentes de una unión por adhesivo.
Tabla 1.2 Ventajas y desventajas de la unión con adhesivo [24].
Ventajas Desventajas
Posee una alta capacidad de soportar
cargas a causa de que éstas se
distribuyen en el área de pegado.
Concentración de tensión mínima a
causa de que se extiende sobre el
área pegada.
Causa poco o ningún cambio en la
estructura de los adherentes.
Útil para unir materiales similares o
diferentes.
Puede sellar en diferentes ambientes.
Aísla el calor y la electricidad.
Minimiza o previene la corrosión
entre los materiales.
Amortigua la vibración y las cargas
de choque.
Resistencia a la fatiga y tolerancia al
daño (en algunos adhesivos).
Es muy liviano y de contornos lisos.
Es más barata que la unión mecánica
o por soldadura.
Sensibilidad a pelarse o crear
hendiduras al ser sometido a tensión
o cortante.
Los análisis de esfuerzos son
sumamente complicados.
Requiere una preparación cuidadosa
de la superficie.
Es necesario un control en el
proceso de pegado.
En ocasiones el tiempo efectivo de
trabajo es corto.
El proceso de curado puede ser
largo.
El proceso de inspección directa no
es muy recomendable, por lo que se
sugiere realizar inspección por
ultrasonido.
La reparación de uniones
defectuosas es difícil.
En condiciones de alta temperatura,
el trabajo de los adhesivos es
limitado, especialmente en los
adhesivos orgánicos.
El periodo de vida depende del
ambiente.
Es sensible a los solventes.

Capítulo I. Introducción.
5
1.1.3 Unión con soldadura.
La unión por soldadura es el proceso de unión de mayor utilización. Soldar es el
proceso de unir dos o más materiales, mediante el uso de calor y de la presión de los
materiales para permitir que la unión ocurra. La cantidad de calor o de presión requerida
puede variar en gran manera dependiendo de las propiedades entre los materiales a unir, la
cual es una de las grandes ventajas de este proceso; puede haber suficiente calor para
derretir los dos materiales y hacer una sola pieza con solo ejercer presión sobre los
materiales en contacto. Las ventajas y las desventajas se presentan en la tabla 1.3.
Tabla 1.3 Ventajas y desventajas de la unión con soldadura [24].
Ventajas Desventajas
La unión es permanente lo cual no
permite el desensamble accidental.
Amplia variedad en los procesos de
fusión.
Permite automatizar los procesos.
Puede ser portátil
Costo total accesible.
No es posible desensamblar para
ningún propósito.
El calor del soldado puede alterar las
propiedades de los materiales.
El calor puede inducir
concentraciones de esfuerzos.
Se requiere un operador preparado.
Puede llegar a ser costoso a causa
del equipo y especialmente en
procesos automatizados.
1.2 Objetivo.
Realizar un estudio numérico y experimental comparando el comportamiento
dinámico de una estructura o unión mecánica adherida con un adhesivo contra una unión
temporal y una unión por soldadura. Además, estimar el amortiguamiento en tres casos de
unión.
1.3 Alcances y limitaciones.
Obtener el comportamiento dinámico de una estructura unida con adhesivo así como
de una unión temporal y una unión por soldadura, mediante el método de elemento finito,
con apoyo de un paquete computacional.
Diseñar y construir un banco experimental que permita la realización de pruebas de
comportamiento dinámico en una estructura unida con un adhesivo, una unión temporal y
soldadura.
Determinar la influencia del espesor del adhesivo en una unión o estructura
mecánica analizando su comportamiento dinámico.
Estimar el amortiguamiento en las uniones estudiadas.

Capítulo I. Introducción.
6
1.4 Justificación
El conocimiento del comportamiento dinámico de una unión permite elegir la mejor
opción entre las uniones existentes. Una unión bien diseñada tendrá una gran capacidad de
absorción de energía de choque, así como buenas propiedades de amortiguamiento de
vibraciones y de ruido.
El tipo de uniones utilizadas en el montaje y ensamble de elementos mecánicos
puede influir en el funcionamiento del sistema en operación, ya que si no es el adecuado
para el sistema, o bien existen claros fuera de la tolerancia de diseño, se pueden inducir
vibraciones no deseadas sobre la estructura a causa de la fricción.
Desde el punto de vista de fabricación, los adhesivos tienen un costo menor
comparado con los procesos de unión mecánica, ya que la aplicación requiere una
capacitación básica en comparación con otros tipos de uniones, por lo cual se reduce la
mano de obra, el peso de los materiales se reduce al mínimo así como un bajo costo en el
capital fijo invertido en herramientas de trabajo.

CAPÍTULO II
ESTADO DEL ARTE.
“El termino amortiguamiento se utiliza para referirse a la disipación de energía de los
materiales o estructuras sometidas a ciclos de esfuerzo; la energía que se disipa dentro de
un sistema vibratorio no se recupera y en muchos casos se transforma en calor” [39].
2.1 Introducción
Actualmente, la mayoría de las estructuras tales como edificios, puentes o bases
están sometidas a vibraciones en un amplio rango de frecuencias, las cuales pueden ser
generadas por factores como el viento, el tránsito de vehículos, motores, elevadores,
sismos, etc. Estas vibraciones podrían llegar a excitar la frecuencia natural de la estructura
y por lo tanto hacer que entre en resonancia.
No obstante, existe un rango limitado para ajustar las propiedades de masa y rigidez
en la estructura, con el fin de modificar su frecuencia de resonancia; esta situación se
agrava cuando la estructura posee poca masa, obteniendo como resultado un bajo

Capítulo II. Estado del arte.
8
amortiguamiento, por lo que se podrían presentar vibraciones súbitas en la estructura lo que
deteriorará su tiempo de vida o funcionamiento.
En las estructuras, el mayor porcentaje de amortiguamiento es aportado por las
uniones. Estas uniones tanto continuas como discontinuas contribuyen en el
comportamiento del amortiguamiento de una estructura, ya que la fricción disipa energía
durante el proceso de vibración. Sin embargo, la información disponible sobre el porcentaje
de amortiguamiento en las uniones es limitada y no es suficiente para ser optimizada en la
etapa del diseño [14].
La vibración puede ser reducida incrementando el amortiguamiento en cada uno de
los modos a través de la aplicación de un control de amortiguamiento activo o pasivo.
El control activo suprime la vibración con la utilización de ciertos elementos como
los actuadores, los cuales cambian la respuesta dinámica de la estructura. Este control
requiere la utilización de un hardware especial para este propósito y un algoritmo que en
tiempo real controle los componentes estructurales de manera individual.
El amortiguamiento pasivo de acuerdo con Johnson [38], es uno de los medios más
usados para suprimir vibraciones no deseadas. El efecto principal de incrementar el
amortiguamiento en una estructura, es la reducción de la amplitud de resonancia con un
correspondiente decremento de los esfuerzos, desplazamientos, fatiga y radiación del
sonido. El amortiguamiento pasivo puede dividirse en dos clases: inherente y diseñado. El
amortiguamiento inherente es el amortiguamiento del material, fricción o rozamiento de
componentes, etc. El amortiguamiento diseñado, se refiere al amortiguamiento que es
incorporado a una estructura por medio del diseño, esto se logra implementando
dispositivos como: amortiguadores viscosos, viscoelásticos o materiales especiales en los
elementos de la estructura, con el fin de disipar las vibraciones o cargas dinámicas.
En las estructuras, las uniones influyen fuertemente en su comportamiento estático y
dinámico. Se ha mostrado que el 90% del amortiguamiento es aportado por las uniones, y
en muchas aplicaciones industriales los adhesivos han desplazado a las uniones
tradicionales como los tornillos, remaches, pernos, etc., ya que la unión con adhesivo
permite la transferencia gradual de la carga de un elemento a otro en una estructura,
eliminando la concentración de esfuerzos en las uniones y distribuyéndolos de una manera
más uniforme a través del área de pegado. De acuerdo con [3,15, 22, 24] los beneficios al
utilizar este tipo de uniones son: reducción de peso en la estructura, mayor rigidez en
comparación con la unión mecánica o unión por soldadura, amortiguamiento, reducción de
costos en herramientas y mano de obra, eficiencia aerodinámica, apariencia estética y
aislamiento eléctrico.

Capítulo II. Estado del arte.
9
Para poder hacer más eficientes los diseños en las estructuras que cuentan con
uniones por adhesivos, el conocimiento del comportamiento dinámico y estático es
esencial; los estudios en las uniones por adhesivo han ido en aumento, y comprenden los
campos analíticos, numéricos y experimentales. Con el método de elemento finito se puede
modificar la geometría de la unión; cuenta con la ventaja de la existencia de software
disponible para solucionar este tipo de problemas; los métodos analíticos estudian las
uniones con adhesivo simplificando la geometría de la unión, la carga y los esfuerzos
resultantes; el método experimental cumple con dos funciones particulares: la
comprobación y la corrección de los métodos analíticos y numéricos.
2.2 Estudios analíticos.
El estudio analítico del comportamiento dinámico de una estructura con unión por
pegamento generalmente es resuelto con las ecuaciones de energía, el principio de
Hamilton o las ecuaciones de Euler-Bernulli.
Raho y Zhou [12] estudian la vibración y el amortiguamiento de un adhesivo en una
unión tubular; el sistema se modela como una unión single lap (ver figura 2.1).
Fig. 2.1 Modelo de la unión tubular donde t es el espesor del tubo, l es la longitud de traslape, h es
el espesor del pegamento, r1 es el radio del tubo 1, r2 radio de tubo 2, X es el eje central del
tubo, las partes 1,2 y 3 representan las denominaciones de las secciones utilizadas en el
estudio. [12]
Las ecuaciones gobernantes de movimiento del sistema para el caso de vibración
forzada pueden ser obtenidas a partir de la primer derivada del método de energía y el
principio de Hamilton. En el estudio se observa que el aumento en el espesor del adhesivo
ocasiona un decremento en la frecuencia para todos los modos estudiados. Así mismo, al
incrementar la razón de traslape se muestra que las frecuencias de resonancia y los factores
de pérdida aumentan especialmente en traslapes con razones menores a 0.5; no obstante, los

Capítulo II. Estado del arte.
10
beneficios del amortiguamiento aparentan no ser significantes cuando la razón de traslape
es mayor a 0.5. La razón de traslape en la unión del sistema la definen por la ecuación 2.1
(2.1)
donde l es la longitud de traslape y L es la longitud total de la viga. La temperatura
tiene un efecto significante en el factor de pérdida del sistema: un incremento en la
temperatura reduce la frecuencia de resonancia como respuesta del comportamiento del
material a altas temperaturas.
Crocker et al. [6], presentan un reporte experimental y analítico sobre la medición
del amortiguamiento en una estructura con uniones por adhesivo epóxico, las dimensiones
de la viga utilizada son 12.25 cm de longitud con un espesor de 0.25 cm. Las variables
utilizadas fueron dos razones de traslape, 0.2 y 0.4; esta razón es el cociente de la longitud
de traslape y la longitud de la viga. Se consideran dos tipos de unión: traslape simple
(single lap) y traslape doble (double strap), los resultados obtenidos al variar la razón de
traslape se muestran en la tabla 2.1.
Se observa que al aumentar el traslape, la frecuencia natural aumenta, en la primer
frecuencia natural una razón de traslape de 0.2 posee un mayor amortiguamiento en la
frecuencia natural respecto a una razón de traslape de 0.4. Sin embargo, en las frecuencias
siguientes, el valor de amortiguamiento aumenta para una razón de traslape de 0.4.
Tabla 2.1
Comportamiento de la frecuencia natural y el valor de amortiguamiento
en la unión de traslape (single lap) [6].
Razón de
traslape
Modo Frecuencia natural (Hz) Razón de amortiguamiento
Teórico Experimental Teórico Experimental
0.2
1 195.9 207.0 0.53 1.51
2 898 986.2 0.12 1.63
3 1864 1984.0 0.05 2.29
0.4
1 263.5 270.6 0.13 0.68
2 1148.4 1075.5 0.15 1.43
3 2492.7 2684.4 0.20 0.83
Azvine y Tomlinson [32] realizaron un modelo numérico trabajando con
amortiguadores activos en estructuras flexibles; el modelo utilizado son almohadillas
piezoeléctricas sobre un amortiguador pasivo en una viga en cantiliver. El modelo
numérico generado es utilizado en una viga de 158 mm x 30 mm x 3 mm, y haciendo variar
el espesor de la viga que es utilizada como amortiguador pasivo, los desplazamientos en la
primera y segunda frecuencia se ven reducidos aproximadamente 30.48 mm con respecto a

Capítulo II. Estado del arte.
11
una viga que solo cuenta con amortiguamiento pasivo, en comparación la diferencia en el
amortiguamiento es de 100%, como se observa en la figura 2.2.
Fig. 2.2 Efecto en el cambio de espesor del amortiguador pasivo con y sin amortiguador activo[33]
Sun y Tong [33] desarrollan las ecuaciones analíticas de una unión estructural tipo
sándwich, en la cual estudiaron el efecto del control en el amortiguamiento activo y la
existencia de huecos en la aplicación de estos. Los resultados obtenidos se muestran en la
figura 2.3, se observa que cuando existe un hueco en el 50% del área de pegado, el
amortiguador activo carece de efecto sobre la viga actuando solamente el amortiguador
pasivo.
Fig. 2.3 Espectro de frecuencias de los desplazamientos transversales en una viga en cantiliver,
____50% pegado, 100% pegado[33]

Capítulo II. Estado del arte.
12
2.3 Estudios con elemento finito.
Los análisis teóricos en uniones con adhesivos estructurales son llevados a cabo
utilizando el método de elemento finito (FEM). Con este método es posible variar
diferentes factores tales como la geometría de la unión, las propiedades físicas del sistema
y los análisis estáticos y dinámicos. En esta forma se puede prevenir el comportamiento de
la estructura con unión por adhesivo cuando ésta se encuentra en uso.
Chien-Chang y Tseng-Chung [34], realizaron un estudio de vibración libre con
elemento finito utilizando elementos tipo plate de ocho nodos, en placas pegadas para una
unión tipo sándwich (ver figura 2.4). Este análisis asume lo siguiente: 1) las deformaciones
son pequeñas, 2) los materiales son homogéneos y elásticos, 3) la deformación transversal
de los adherentes es despreciable en comparación con la del adhesivo, 4) existen esfuerzos
cortantes y de desgarre a través del espesor del adhesivo. Sus resultados muestran que
cuando se colocan refuerzos al centro de una placa y estos se van incrementando, la rigidez
de la placa aumenta, y la primer frecuencia natural es más alta que la de una placa con
refuerzos uniformes a todo lo largo.
a) b) Fig. 2.4 Modelo de la unión tipo sandwich donde a) refuerzos uniformes a lo largo de toda la placa, b)
refuerzos al centro de la placa. [34]
He y Oyadaji [19], realizan un estudio de vibración libre con elemento finito en una
viga con unión single lap, variando el módulo de Young y el coeficiente de Poisson del
adhesivo. Para modelar este problema utilizaron el programa ABAQUS y los elementos
tipo brick de 20 nodos en los adherentes, y en el adhesivo se utilizaron elementos
triangulares de 15 nodos (ver figura 2.5). El resultado muestra que cuando el módulo de
Young es mayor a 2 GPa, la diferencia en las frecuencias naturales es menor en 1.5% y en
las frecuencias modales es mayor al 7%. La diferencia en las frecuencias modales será
menor cuando la unión esté localizada en un nodo donde la amplitud de la vibración es
aproximadamente cero.

Capítulo II. Estado del arte.
13
a) b)
Fig. 2.5 Elementos utilizados en el modelado de la estructura donde a) el elemento brick de 20 nodos
modela al adherente y b) el elemento triángulo de 15 nodos modela al adhesivo. [19]
Del Real et al.[20], realizaron su estudio en ANSYS con elementos brick de 8 nodos en
una unión single lap; el estudio comprende variaciones en los traslapes sometiendo la unión
a tensiones de cizalla y desgarre, donde las magnitudes de los traslapes son 12.5 mm, 18.7
mm y 25 mm. Sus resultados muestran que los efectos de máxima tensión están localizados
en el plano medio del traslape, como se muestra en la figura 2.6; en la investigación se
concluye que los solapes mayores a 30 mm carecen de sentido, pues implica un consumo de
adhesivo injustificado, ya que la zona central no aporta resistencia a la tensión.
Fig. 2.6 Resultados obtenidos con diversas longitudes de traslape, donde: a) son las tensiones de pelado
y b) son las distribuciones de tensión de cizalla. [20]
Gunes y Yildrim [35] realizaron el estudio de una viga en cantiliver (ver figura 2.7)
con elemento finito, haciendo variar la longitud del traslape y el espesor de los adherentes;
las propiedades mecánicas se mantuvieron constantes, así como la longitud de la viga (L).
Los resultados obtenidos en este estudio muestran que la longitud de traslape (c) es
maximizada entre 26mm y 50mm, estas condiciones reducen los esfuerzos en la unión y
aumentan las frecuencias naturales del sistema.

Capítulo II. Estado del arte.
14
Fig. 2.7 Modelo utilizado por Gunes y Yildrim. [35]
Kaya et al. [26], estudiaron el efecto del espesor del adhesivo y dos valores de
amortiguamiento, μ=0 y μ =0.05, en una unión single lap simulando la estructura, en un
programa de elemento finito con elementos brick de ocho nodos y tres grados de libertad.
Observaron que cuando se varía el parámetro de espesor en el adhesivo (η), la primer
frecuencia natural es mayor para un espesor η=0.2, y conforme este aumenta a partir del
segundo modo, las frecuencias se ven aminoradas como se muestra en la tabla 2.2; el valor
del amortiguamiento afecta el comportamiento de la receptancia, y la vibración decrece
ampliamente (ver figura 2.8).
Tabla 2.2 Frecuencias naturales obtenidas al variar el espesor del adhesivo [26].
Modo Frecuencia (Hz)
η= 0.2 mm η= 0.6 mm η= 1 mm
1 145.88 145.61 145.40
2 865.31 857.85 852.56
3 2415.20 2408.90 2404.80
4 2662,7 2651.00 2641.90
5 4466.3 4440.40 4421.00
6 6913.70 6870.80 6841.40

Capítulo II. Estado del arte.
15
a) b)
Fig. 2.8 a) Variación de la receptancia utilizando dos valores de amortiguamiento, μ=0 y μ =0.05, en b)
ampliación de la gráfica. [26]
Gil [28], estudió la factibilidad de aplicar un tratamiento de amortiguamiento superficial
en edificios de acero con el fin de mitigar la respuesta a cargas dinámicas como vientos y
terremotos. El tratamiento de interés es el llamado “de cortante”, realizó los análisis de sus
modelos en Abaqus y Matlab. El modelo consiste en estructuras de tres pórticos con
material viscoelástico en las vigas; de sus resultados obtuvo las frecuencias naturales y los
factores de pérdida global del sistema (ver tabla 2.3).
Tabla 2.3 Frecuencias naturales de una estructura con tres pórticos con y sin amortiguamiento [28].
Número
de pisos
Sin
amortiguamiento
Con amortiguamiento
Matlab Abaqus Matlab Abaqus
ω (Hz) ω (Hz) ω (Hz) η ω (Hz) η
1 6.054 5.592 6.607 0.1318 6.418 0.140
2 3.737 3.118 4.019 0.1030 3.600 0.138
3 2.688 2.125 2.867 0.0842 2.450 0.107

Capítulo II. Estado del arte.
16
2.3 Análisis experimentales.
El análisis modal es comúnmente utilizado para estudiar las características de una
estructura. Con el comportamiento dinámico inherente de la estructura se pueden
determinar características como frecuencias naturales, formas modales y razón de
amortiguamiento de acuerdo con la metodología y los instrumentos utilizados.
Existen diversos métodos para determinar el amortiguamiento de un material o el
amortiguamiento del sistema. La elección de la técnica a utilizar depende de si el material
tiene un gran módulo de elasticidad, un pequeño o gran valor de amortiguamiento, el rango
de frecuencia que nos interesa estudiar, temperatura, estado de esfuerzos, tamaño y forma
de la probeta, configuración y excitación, instrumentación disponible, etc. De acuerdo con
[1, 2, 12], los diferentes métodos para estimar la razón de amortiguamiento pueden ser
clasificados de la siguiente manera:
1. Método en dominio del tiempo.
2. Método en dominio de la frecuencia.
3. Otros métodos especialmente desarrollados para pruebas de materiales
viscoelásticos.
2.4.1 Métodos en dominio del tiempo.
Como su nombre lo indica, la información de respuesta del sistema en dominio del
tiempo se utiliza en los métodos de estimación de la tasa de amortiguamiento modal. De
éste, se desprenden dos métodos: a) método del decremento logarítmico, y b) método de
respuesta al impulso.
2.4.1.1 Método del decremento logarítmico.
Este método también es llamado método del decaimiento libre de vibración. Esta es
una de las técnicas más antiguamente utilizadas en la estimación de la tasa de
amortiguamiento. En este método, el decaimiento libre de vibración de un sistema
transitorio se mide con un transductor y las mediciones se registran. La tasa del
amortiguamiento del sistema se calcula a partir de la curva de este decaimiento, llamada
decremento logarítmico δ.

Capítulo II. Estado del arte.
17
Fig. 2.9 Sistema masa-resorte- amortiguador de un grado de libertad.
Para el sistema de un solo grado de libertad (ver figura 2.9), la respuesta en el tiempo
del sistema a causa de la entrada transitoria puede ser expresada como [6]:
(2.2)
donde A es una constante definida por las condiciones iníciales, ζ es la tasa de
amortiguamiento, es la frecuencia natural no amortiguada, es el ángulo de fase y es
el tiempo. La ecuación (2.2) representa el decaimiento de un movimiento sinusoidal (ver
figura 2.10) y siempre que ζ sea pequeño, y si el término sinusoidal en la
ecuación (2.2) es unitario en un tiempo , entonces esta podrá ser nuevamente unitario en
los tiempos, donde N es un numero entero, por lo
tanto, examinado la ecuación (2.2), podemos ver que [6]:
(2.3)
Multiplicando la ecuación (2.3) por el logaritmo natural, se obtiene el decremento
logarítmico como [6]:
(2.4)
La utilización de la ecuación (2.4) proporciona una forma conveniente de medir la tasa
de amortiguamiento ζ. En este método, el espécimen se encuentra sujeto en posición
cantilever, se golpea y se permite que vibre libremente.

Capítulo II. Estado del arte.
18
Fig. 2.10 Respuesta ideal de la vibración libre. [6]
2.4.1.2 Método de respuesta al impulso.
Este procedimiento es esencialmente un método de vibración forzada. Con la ventaja
de los analizadores digitales de FFT (transformada rápida de Fourier), es posible obtener la
respuesta de la frecuencia de un sistema para cualquier excitación física, y los datos pueden
ser procesados en dominio del tiempo o en el dominio de la frecuencia con fracciones de un
segundo (ver figura 2.11). La frecuencia de respuesta de un sistema es la tasa de
respuesta a una excitación de entrada en dominio de la frecuencia. La respuesta al impulso
h(t) es el equivalente en el dominio del tiempo al dominio de la frecuencia. Esta se puede
obtener fácilmente por una transformación inversa de Fourier de la respuesta a la función
de frecuencia (FRF).
Fig. 2.11 Tratamiento de señales mediante la transformada rápida de Fourier, donde a) muestra una
señal en función del tiempo, en b) se aplica la FFT a la función obteniendo la respuesta en
función de la frecuencia. [40]

Capítulo II. Estado del arte.
19
Un montaje típico de experimentación con el cual se puede medir la función de
respuesta al impulso se muestra en la figura 2.12. Para un sistema de un solo grado de
libertad, la unidad de respuesta al impulso es idéntica a la ecuación (2.4) donde el
decaimiento exponencial puede ser reconocido fácilmente como una línea recta cuando la
amplitud del desplazamiento se grafica en una escala logarítmica. Por tal razón, la técnica
descrita en el método del decremento logarítmico puede ser utilizada para estimar la tasa de
amortiguamiento.
Fig. 2.12 Montaje típico de experimentación para la medición de la respuesta a la función impulso.
2.4.2 Métodos en dominio de la frecuencia.
Existen muchas técnicas disponibles para la estimación del amortiguamiento utilizando
los datos de respuesta en función del dominio de la frecuencia. Usualmente en estos
métodos se utiliza un modelo de un solo grado de libertad con amortiguamiento tipo
viscoso o por histéresis.
La siguiente es una amplia clasificación de las técnicas en dominio de la frecuencia
utilizadas para la estimación del amortiguamiento:
1. Método de resonancia por vibración forzada.
2. Método sin resonancia por vibración forzada y,
3. Método de potencia de entrada.

Capítulo II. Estado del arte.
20
2.4.2 .1 Método de resonancia por vibración forzada.
Así como en los métodos del dominio del tiempo, el amortiguamiento se asume que es
independiente de la amplitud de los desplazamientos, y dependiente de la frecuencia de
resonancia de vibración.
Si el amortiguamiento de un sistema simple como el mostrado en la figura 2.9 es
excitado por una fuerza armónica simple de amplitud con una frecuencia angular
, la función de respuesta a la frecuencia se presenta como la siguiente ecuación [6]:
(2.5)
donde es la razón de frecuencia, e . La razón Y/F es llamada función
de respuesta a la frecuencia (FRF) la cual en este caso es la receptancia. En la práctica las
excitaciones transitorias, aleatorias y sinusoidales pueden ser utilizadas para obtener la
función FRF. Cuando la excitación es aleatoria, la FRF puede ser calculada estimando el
promedio del espectro de potencia. En este caso, la FRF se define como la razón del
espectro de cruce entre las señales de fuerza y desplazamiento a causa de la señal de fuerza.
La técnica de excitación aleatoria es normalmente utilizada para obtener resultados más
precisos sobre otros métodos de excitación si existen señales de ruido presente en el
proceso de medición.
La ecuación (2.5) es la base para la estimación de los diferentes métodos de
amortiguamiento, como se presenta a continuación:
1. Método de los puntos medios de potencia.
La magnitud de la función de receptancia en la ecuación (2.5), puede ser expresada
como [6]:
(2.6)
Considerando amortiguamientos pequeños , los cuales son los más comunes en
la ingeniería aplicada, cuando la frecuencia de trabajo es igual a la frecuencia natural no
amortiguada , el desplazamiento de la admitancia es cercano al máximo. El factor de
aumento dinámico, cuando (resonancia) es por lo tanto,
(donde Q es el factor de calidad).
Definiendo los puntos medios de potencia como los puntos en los cuales
, se aproxima a del valor de resonancia (ver figura 2.13), obtenemos
dos valores para la frecuencia angular y

Capítulo II. Estado del arte.
21
(2.7)
Asumiendo , y obteniendo la solución para la ecuación cuadrática:
(2.8)
Por lo tanto, la razón de amortiguamiento ζ puede ser obtenida por la amplitud del
ancho de banda por:
(2.9)
Fig. 2.13 Respuesta de la frecuencia en un sistema de un solo grado de libertad.
Determinando las dos frecuencias y , en los cuales la respuesta es de
los valores en la frecuencia de resonancia , la razón de amortiguamiento ζ puede ser
determinada mediante la ecuación (2.9). La razón de amplitud corresponde a la
reducción de la amplitud medida en decibeles de . Si el sistema
tiene varias frecuencias de resonancia, el mismo procedimiento puede seguir siendo
utilizado mediante la medición del ancho de banda en los picos de cada curva. Este
aproximamiento puede ser utilizado siempre que el amortiguamiento no sea muy grande y
los picos de las frecuencias de resonancia tienen que estar separados en dominio de la
frecuencia [37].

Capítulo II. Estado del arte.
22
2.4.3 Métodos en dominio de la frecuencia.
La medición estática de una cantidad física se lleva a cabo cuando la cantidad no varía
en función del tiempo. La deformación o flexión que presenta una viga a causa de una
carga constante, puede ser considerada como flexión estática; pero, si se establecen
vibraciones en la viga, la flexión que resulta a causa de estas no es constante y está en
función del tiempo. Por tal razón, el proceso de medición es más complicado que para las
mediciones estáticas.
Debe establecerse que la función de desplazamiento en las vibraciones depende de la
frecuencia de excitación que se aplica en función del tiempo t. Se dice que el sistema
responde en forma diferente dependiendo de la frecuencia de entrada, y el comportamiento
global se designa como la “respuesta de frecuencia” del sistema.
El problema de cualquier tipo de medición de vibración se refiere a la determinación de
las cantidades apropiadas con referencia a algún estado específico, es decir,
desplazamiento, velocidad o aceleración en relación con alguna referencia. En forma ideal
debe tenerse un transductor de vibración conectado al cuerpo en movimiento, que
suministre una señal de salida proporcional a la entrada vibracional. El transductor ideal es
independiente de su localización.
Los valores de vibración pueden ser útiles para predecir la falla a la fatiga de una parte
en particular o de una máquina con un papel importante en los análisis en los que se
requiera reducir la vibración de las estructuras o del nivel de ruido.
La mayor parte de los sistemas de medición puede dividirse en tres partes:
1. Una etapa de detector-transductor, detecta la variable física y realiza una
transformación mecánica o eléctrica para convertir la señal en una forma más
práctica. En sentido general, un transductor es un dispositivo que transforma
un efecto físico en otro. Sin embargo, en la mayor parte de los casos la variable
física se transforma en una señal eléctrica, a causa de que ésta es la forma o
señal que se mide con más facilidad.
2. Una etapa intermedia, que modifica la señal directa por amplificación, filtrado
u otro medio, de modo que esté disponible una salida deseable.
3. Una etapa de terminación que indica, registra o controla la variable que se
mide.

CAPÍTULO III
BANCO EXPERIMENTAL.
En este capítulo se presenta la selección del tipo de unión a estudiar, las
características del banco de pruebas, las condiciones de apoyo y la metodología a utilizar en
el análisis experimental.
3.1 Planeación del experimento.
La experimentación desempeña un papel fundamental en el diseño, sobre todo cuando
es adecuadamente integrada con los procesos analíticos; la experimentación cumple con
dos funciones importantes: la verificación y la corrección de los resultados analíticos. El
análisis modal experimental es utilizado para explicar un problema dinámico, de vibración
o acústico.

Capítulo III. Banco experimental.
24
Las preguntas particulares que tienen que plantearse en las fases iniciales de la
planeación de un experimento son [7]:
1. ¿Qué variables básicas tienen que ser investigadas?
2. ¿Qué control debe ejercerse sobre el experimento?
3. ¿Qué rangos en las variables básicas son necesarias para describir los fenómenos de
estudio?
4. ¿Cuántos puntos de información tienen que tomarse en los intervalos de operación
para asegurar un muestreo de los datos, considerando la exactitud de los
instrumentos y otros factores?
5. ¿Qué exactitud de instrumento se requiere para cada medición?
6. Si está implicada una medición dinámica, ¿Qué respuesta a la frecuencia deben de
tener los instrumentos?
7. ¿Los instrumentos están en el mercado, o deben fabricarse para el experimento?
8. ¿Qué precauciones de seguridad son necesarias si alguna operación peligrosa está
implicada en el experimento?
9. ¿Qué recursos financieros están disponibles para realizar el experimento?
10. ¿Qué previsiones deben tomarse a fin de registrar la información?
3.2 Selección de la unión a estudiar.
Una de las principales causas de falla en la utilización de los adhesivos es una falta de
conocimiento en el diseño de este tipo de uniones en estructuras y ensambles, ya que no
trabajan igual que las uniones por soldadura o por tornillo.
Los esfuerzos a los que está sometido la unión con adhesivo, están determinados por
los siguientes factores: (1) las propiedades mecánicas de los adhesivos y los adherentes, (2)
la presencia de esfuerzos residuales generados durante el proceso de manufactura, (3) el
contacto logrado por el adhesivo a través del proceso de aplicación, (4) el tipo de carga a la
cual está sujeta la unión y (5) la geometría de la unión. Es por ello que las principales
consideraciones que se tienen que tomar en cuenta al seleccionar el tipo de unión son las
siguientes [17]:
1. Maximizar la distribución de la carga en el área de pegado y minimizar la
concentración de esfuerzos en el adhesivo.
2. Diseñar la unión de tal forma que las cargas puedan ser transmitidas de un
elemento a otro.
3. La orientación de la unión tendrá que ser de tal manera que minimice las
cargas desfavorables.
4. Diseñar la unión asegurándose de contar con un espesor de adhesivo constante
para poder maximizar las fuerzas cortantes y de tensión.

Capítulo III. Banco experimental.
25
La figura 3.1 muestra los acoplamientos estructurales de mayor utilización en el
proceso de unión con adhesivo.
Fig. 3.1 Uniones estructurales pegadas con adhesivos. [3]
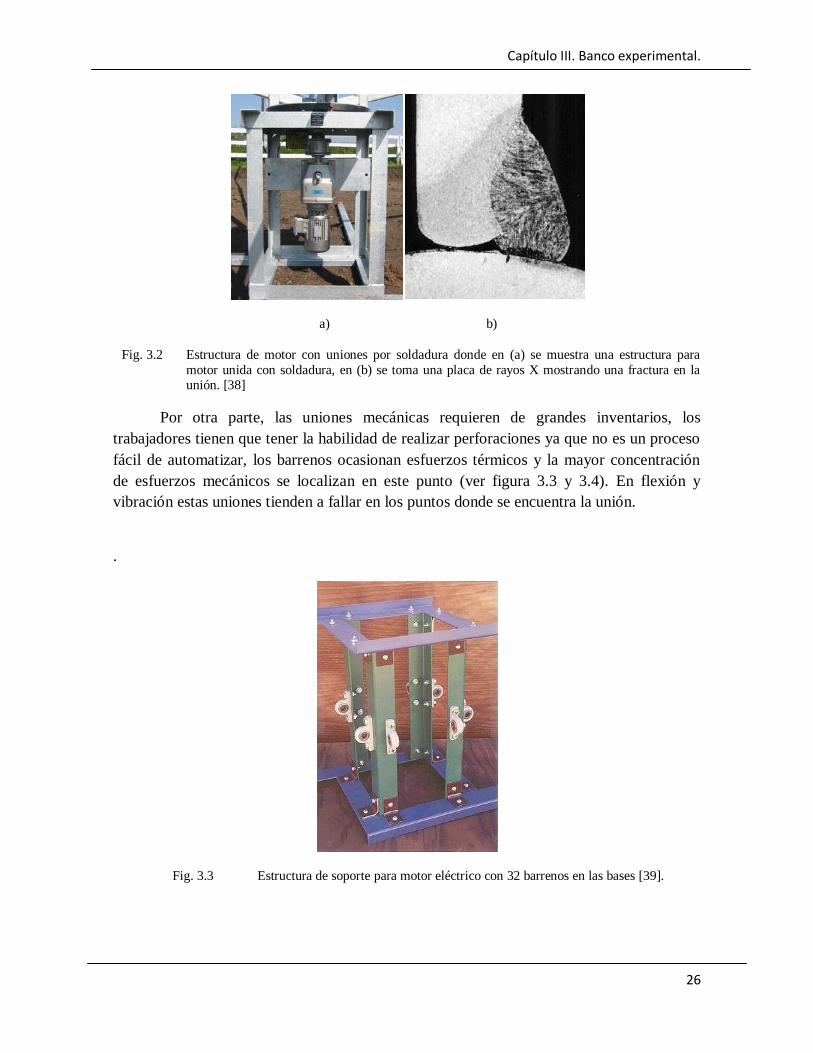
Un caso donde los adhesivos están teniendo mucha demanda es la unión de
estructuras, a causa de que las uniones soldadas en muchas ocasiones no son uniformes, no
dan una apariencia estética, se ocasionan esfuerzos térmicos y una vez terminada la unión
es difícil de desensamblar (ver figura 3.2).
Capítulo III. Banco experimental.
26
a) b)
Fig. 3.2 Estructura de motor con uniones por soldadura donde en (a) se muestra una estructura para
motor unida con soldadura, en (b) se toma una placa de rayos X mostrando una fractura en la unión. [38]
Por otra parte, las uniones mecánicas requieren de grandes inventarios, los
trabajadores tienen que tener la habilidad de realizar perforaciones ya que no es un proceso
fácil de automatizar, los barrenos ocasionan esfuerzos térmicos y la mayor concentración
de esfuerzos mecánicos se localizan en este punto (ver figura 3.3 y 3.4). En flexión y
vibración estas uniones tienden a fallar en los puntos donde se encuentra la unión.
.
Fig. 3.3 Estructura de soporte para motor eléctrico con 32 barrenos en las bases [39].

Capítulo III. Banco experimental.
27
a) b)
Fig. 3.4 Estructura con uniones por tornillo donde en a) se muestra la corrosión en las perforaciones de
la estructura [40] y en b) las grietas localizadas en la zona de barrenado. [38]
Los adhesivos estructurales están diseñados para soportar impactos, cargas y
temperaturas extremas, pueden resistir grandes deformaciones sin sufrir ruptura y absorber
energía. Los adhesivos estructurales han remplazado a los métodos tradicionales de unión
en los ensambles de estructuras, páneles y cabinas; además, simplifican la producción y la
reparación de estructuras al eliminar la necesidad de realizar perforaciones para la
instalación de tornillos u otras uniones mecánicas (ver figura 3.5), así como la incomodidad
de soldar en lugares complicados.
Fig. 3.5 Ejemplo de eliminación del proceso de remachado al sujetar las paredes exteriores de aluminio
en trailers. [40]

Capítulo III. Banco experimental.
28
El presente estudio tiene por objetivo conocer el comportamiento dinámico y el
valor del amortiguamiento de una unión pegada con adhesivo, y compararla con una unión
por tornillo y soldada. Los resultados del presente estudio permitirán que la información
dinámica obtenida en las tres uniones sea útil para los ingenieros en la fase conceptual del
diseño o en el rediseño existente. La geometría de la unión de traslape (plain single loop) se
seleccionó a causa de que es una de las más utilizadas en la unión de estructuras y se
encuentra sujeta a condiciones tanto estáticas como dinámicas. En el estudio además se
propone utilizar la unión por adhesivo en el mantenimiento correctivo, por lo que se
mantienen constantes dos barrenos simulando una unión que necesita sea reparada o en
caso de una falla, como por ejemplo fractura.
Las variables que se necesitan controlar o medir para la obtención experimental del
comportamiento dinámico son:
la frecuencia de excitación.
la fuerza de excitación.
posición de excitación
fuerza normal a la viga experimental.
En la figura 3.6 se presenta el esquema del modelo experimental. Para esta
investigación se propone utilizar un elemento flexible tipo viga (V), la cual se encuentra
unida en uno de sus extremos a un elemento ángulo (A); la viga se encuentra empotrada en
su base y la fuerza de excitación (Fe) se proporciona por medio de un martillo de impacto y
un excitador electromagnético colocado sobre un punto de la viga (V)
Fig. 3.6 Esquema del modelo propuesto donde: (V) viga, (Fe) Fuerza de excitación y (A) ángulo.
Los datos requeridos para obtener el análisis modal pueden ser obtenidos en función
del tiempo o en función de la frecuencia, ya sea como respuesta de una función impulso o
como respuesta de una función a la frecuencia. Esta investigación utiliza el método de
respuesta al impulso y como complemento el método de respuesta a la frecuencia en la
unión por adhesivo.

Capítulo III. Banco experimental.
29
Con los datos obtenidos de la respuesta al impulso se grafican las curvas de
respuesta a la función de frecuencia; las frecuencias de resonancia son localizadas en los
picos de estas gráficas, de la componente imaginaria se obtienen los desplazamientos de la
viga y con la utilización del método de ancho de banda se obtienen los amortiguamientos
del sistema.
3.3 Descripción del banco experimental.
Una vez seleccionada la unión se construyó un banco experimental el cual simula la
reparación en la base de una estructura. En la figura 3.7 se presenta el diseño del banco, la
característica principal consiste en la utilización de los diferentes tipos de unión, que serán
sometidos a pruebas dinámicas.
El banco experimental se fijó sobre la bancada de una máquina-herramienta
fresadora-copiadora, del Laboratorio de Diseño del CENIDET, y consta de los elementos
numerados en la tabla 3.7.
Fig. 3.7 Diseño del banco propuesto donde (A) vista isométrica, (B) vista frontal (C) detalle de la
sección A-A’.

Capítulo III. Banco experimental.
30
Tabla 3.1 Elementos del banco de pruebas.
Componentes
1 Viga.
2 Ángulo.
3 Placas de sujeción.
4 Sujetadores de acero.
5 Base escalonada.
6 Bancada de la máquina copiadora.
7 Tuerca de sujeción.
8 Tornillos de sujeción.
9 Tuercas de sujeción a la bancada.
La viga que se utiliza para este proyecto se selecciona a partir de un estudio analítico de
las frecuencias naturales para distintas geometrías, con el objetivo de que las frecuencias
naturales del sistema no se encuentren acopladas; para poder hacer una aproximación de
estas frecuencias se consideran las propiedades de un acero 1018 y a partir de la ecuación
3.1 de Euler-Bernulli que corresponden a una viga en cantiliver [39].
(3.1)
donde:
ωn frecuencia natural (rad/s)
βl valores númericos para condiciones típicas de extremo de una viga
E módulo de elasticidad (N/m2)
I momento de inercia de área (m4)
ρ densidad (kg/m3)
l longitud de la viga (m)
Las frecuencias obtenidas con la ecuación 3.1 en una viga cuyas dimensiones son
430 mm x 50.8 mm x 3.1 mm se presentan en la tabla 3.2.
Tabla 3.2. Frecuencias naturales obtenidas analíticamente para una viga en cantiliver.
Primer modo
=1.875104
Segundo modo
=4.694091
Tercer modo
=7.854757
Cuarto modo
=10.995541
ω 13.38343 Hz 83.8725 Hz 234.8455 Hz 460.2036 HZ

Capítulo III. Banco experimental.
31
Con el objetivo de comparar los resultados obtenidos, se generó un modelo en el
programa de elemento finito ALGOR utilizando elementos tipos BEAM; en el modelo
generado la viga se modela como una columna y se toma en cuenta el efecto de la
gravedad, la comparación de los resultados obtenidos se muestran en la tabla 3.3.
Tabla 3.3 Frecuencias naturales para una viga en cantiliver.
Modo Algor [Hz] Analítico [Hz] Error
1 13.3754 13.3834 0.059 %
2 83.7148 83.8725 0.188 %
3 234.103 234.8455 0.317 %
4 458.086 460.2036 0.462 %
En la tabla 3.4 se presentan las propiedades de los materiales utilizados en el estudio
experimental.
Tabla 3.4 Propiedades mecánicas y características geométricas de la viga y el ángulo.
Viga Ángulo
Espesor [mm] 3.1 3.8
Longitud [mm] 437 37
Ancho [mm] 50.8 50.08
Material Acero 1018 Acero 1018
Módulo de Elasticidad [GPa] 205 205
Poisson 0.29 0.29
Densidad [kg/m3] 7870 7870
Los barrenos de la unión mecánica se mantendrán constantes en todas las pruebas,
ya que se pretende comparar el comportamiento dinámico de la estructura al simular una
reparación con adhesivos y soldadura
3.4 Empotramiento del ángulo.
El empotramiento del ángulo se realizó en la mesa de la fresadora-copiadora, con
una gran rigidez y masa considerable para que no influya en los resultados experimentales.
Para empotrar el ángulo donde se situaría la unión, una cara del ángulo se colocó en
medio de las dos placas, cada una de las cuales cuenta con una ranura de 50.08 mm de
ancho por 1 mm de espesor (ver apéndice A); y se unen con 4 tornillos M8. El arreglo se
fijó a la bancada por medio de dos sujetadores de acero con tornillos M14 de alta
resistencia con un torque de apriete de 50 Nm, el arreglo se muestra en la figura 3.8.

Capítulo III. Banco experimental.
32
Fig. 3.8 Vista lateral del empotramiento de ángulo donde: (1) bancada de la máquina copiadora, (2)
placas de sujeción, (3) ángulo, (4) sujetadores de acero.
3.5 Uniones mecánicas.
Una unión mecánica consiste en el acoplamiento de componentes en un ensamble o
elementos de una estructura. Este tipo de uniones presenta grandes ventajas, ya que permite
el ensamble y desensamble de los elementos, acceso rápido para mantenimiento o servicio,
remplazar partes dañadas de un ensamble o estructura, modificación o reconfiguración del
ensamble o estructura, así como el movimiento relativo entre componentes y
amortiguamiento por fricción en las uniones [24].
3.5.1 Unión mecánica por tornillo.
El propósito de un tornillo o un grupo de tornillos en una unión, es crear una fuerza
de sujeción entre dos o más componentes; este tipo de uniones actúan en dos formas
dependiendo de la dirección en la que actúa una carga o fuerza. Si la línea de acción de la
fuerza en la unión es paralela al eje de los tornillos, la unión se encuentra en tensión; si la
línea de acción de la carga es perpendicular al eje de los tornillos, la unión se encuentra en
cortante [29].
(4)
(1) (2)
(3)

Capítulo III. Banco experimental.
33
Las uniones sometidas a tensión o cortante se comportan de la misma manera al estar
unidas con tornillos. El principal objetivo de este tipo de uniones consiste en sujetar los
elementos, para lo cual primeramente los tornillos se someterán a una precarga, la cual
tiene que tener suficiente fuerza de sujeción evitando fricción excesiva, interacciones
elásticas, falla por fatiga [30]
La unión mecánica se realiza con 2 tornillos M10 clasificación 8.8, el torque de
precarga recomendado para este tipo de tornillos de acuerdo con [16] es de 40 Nm. La
unión se presenta en la figura 3.9. La localización de los barrenos sobre el ángulo y la viga
se muestran en el apéndice A.
Fig. 3.9 Vista lateral de la unión con tornillo donde: (1) tornillos M10, (2) ángulo, (3) placas de
sujeción.
3.5.2 Unión mecánica por soldadura.
La soldadura produce una unión mecánica sólida entre dos partes. La fusión es el
medio más común para soldar. Para conseguir esta fusión, se aplica una fuente de energía
calorífica de alta densidad a las superficies que se van a empalmar, de tal modo que las
temperaturas resultantes sean suficientes para producir la fusión localizada de los metales
base. Si se agrega un metal de aporte, la densidad calorífica debe ser suficientemente
amplia para fundirlo [29].
Una junta soldada por fusión común a la cual se ha agregado un metal de aporte consta
de varias zonas como: 1) zona de fusión, 2) interfaces de soldadura, 3) zona afectada por el
calor y 4) zona de metal base no afectada (ver figura 3.10)
(3)
(2)
(1)

Capítulo III. Banco experimental.
34
La zona de fusión consiste en una mezcla de metal de aporte y de metal base que se ha
fundido por completo, esta zona se caracteriza por un alto grado de homogeneidad entre los
metales componentes que se han fundido durante la soldadura.
La interfaz de la soldadura es un estrecho límite que separa la zona de fusión de la zona
afectada por el calor (HAZ). La interface consta de una banda completa y delgada de metal
base fundido o parcialmente fundido durante el proceso de fusión, el cual se ha solidificado
inmediatamente después, antes de mezclarse con el metal en la zona de fusión. Por tanto, su
composición química es idéntica a la del metal base [29].
Fig. 3.10 Zonas principales en una unión soldada [29].
En la probeta experimental la soldadura se distribuyó alrededor del ángulo donde
existe el contacto con la viga. La soldadura utilizada para este propósito fue la E6018,
siendo ésta una soldadura comercial. Las especificaciones de esta unión se muestran en el
apéndice A.
3.5.3 Unión mecánica por adhesivo.
3.5.3.1 Selección del adhesivo.
Para poder lograr una unión apropiada, se tiene que seleccionar un adhesivo que
cumpla los requisitos exigidos por el diseño. Las propiedades de los adhesivos varían
ampliamente y es por eso que la selección debe de ser apropiada. Los adhesivos,
comúnmente utilizados en reparaciones, son los siguientes: 1) adhesivos de resina epóxica,
2) adhesivos de poliuretano y 3) adhesivos acrílicos [15].
Zona de fusión.
Interfaz de la
soldadura. Zona de metal
base no afectada.
Zona afectada por
el calor (HAZ).

Capítulo III. Banco experimental.
35
Los adhesivos de resina epóxica son elaborados de diversas formas, dependiendo de
estas técnicas se presentan diversas propiedades después del curado. Estos adhesivos
poseen buenas propiedades para rellenar cavidades, dependiendo de la formulación y la
forma de rellenar, son resistentes a los efectos de las condiciones ambientales. El tiempo de
curado es de aproximadamente 30 minutos a temperatura de 23°C. Son muy fuertes y
durables, y los materiales para los cuales es adecuada su utilización son: el acero, el
concreto y los plásticos.
Los adhesivos de poliuretano son muy versátiles y poseen diversas aplicaciones,
presentan una buena duración y una adecuada resistencia a la presencia de agua y una alta
tolerancia a los aceites y agentes químicos. Son más susceptibles a la fluencia y los efectos
de la humedad en comparación con los adhesivos epóxicos, la temperatura de operación es
buena arriba de los 60 °C para algunas fórmulas. Su aplicación es útil en aplicaciones
estructurales y semi estructurales en las cuales los materiales unidos se mantienen secos.
Los materiales adecuados a unir con este adhesivo son el concreto y las rocas.
Los adhesivos acrílicos cubren un gran rango de materiales con una gran variedad de
mecanismos de curado. En aplicaciones estructurales presentan una unión más fuerte y son
generalmente utilizados en superficies con mínima preparación. Son particularmente útiles
para unir metales con metales o con plásticos [15].
El pegamento utilizado en esta investigación es un adhesivo epóxico DP-100 de la
marca 3M. Este adhesivo tiene un tiempo de acción de 3-5 minutos y después de 15
minutos la unión podrá ser utilizada. Su poca viscosidad permite una fácil aplicación,
seleccionado por ser el más utilizado en el mercado de reparaciones estructurales. De
acuerdo con [21], el espesor del adhesivo tiene que ser entre 0.4318 mm a 0.508 mm.
3.5.3.2 Preparación de la superficie.
La causa por la cual la superficie de los metales tienen que contar con una
preparación es a causa de la corrosión a la cual pueden estar expuestos. Esto es de especial
importancia en los metales como el aluminio y el titanio. La abrasión mecánica consiste en
remover los óxidos y las impurezas en la superficie de los adherentes.
Los diferentes tratamientos de las superficies unidas con adhesivos muestran resultados
diversos en las pruebas de esfuerzos mecánicos. Kim et al. [12] investigaron las
condiciones óptimas en el tratamiento de las superficies, utilizando tratamiento por plasma,
abrasión mecánica y con arenas para cargas cuasi-estáticas en uniones con adhesivos
epóxicos.

Capítulo III. Banco experimental.
36
El método de limpieza sugerido en la ficha técnica del adhesivo seleccionado, para los
adherentes de acero, es mediante la abrasión mecánica; la metodología de este
procedimiento es la siguiente:
1. El primer paso es el de limpieza y desengrasado. Para ello se utilizará acetona o
alcohol isopropílico. Se deposita la acetona o el alcohol sobre la superficie del
adherente, y sin dejarlo evaporar se limpia con una gasa limpia y de una sola
pasada. Esta operación se repite hasta que al pasar la gasa esta esté totalmente
limpia.
2. En lugar de una gasa limpia, no esterilizada necesariamente, se puede utilizar un
pañuelo desechable, pero nunca algodón. La limpieza se hará en una sola pasada
por gasa; de lo contrario, al estar impregnada de disolvente, la suciedad y grasa se
disolvería más, introduciéndose en las pequeñas oclusiones que existan.
3. El metal, al estar constituido por cristales con orientaciones aleatorias, un pulido
superficial presentaría el aspecto de espejo, al incrustarse entre los cristales las
pequeñas partículas arrancadas. El proceso de pulido se realiza con lijas de carburo
de silicio de grado 200 ó 150.
4. Posteriormente se vuelve a limpiar como en los pasos 1 y 2 con el objetivo de
eliminar el desprendimiento del material generado por el lijado en el paso 3.
3.5.3.3 Aplicación del adhesivo.
En la unión de adherentes con adhesivos estructurales, el control del espesor del
pegamento es de gran importancia. Los factores más importantes a supervisar son la
cantidad de adhesivo y la uniformidad con que se aplica, ya que el esfuerzo sobre el
adhesivo está en función de su propia naturaleza. La figura 3.11 muestra el efecto del
espesor del pegamento en una unión con adhesivo epóxico curado con amidonamina.
Fig. 3.11 Efecto del espesor del pegamento en una prueba de tensión en una unión acero con un
adhesivo epóxico [31].

Capítulo III. Banco experimental.
37
Como se observa en la figura 3.11, el mejor desempeño para la prueba de tensión es un
espesor del adhesivo entre 0.002 in y 0.005 in, para lograr este grosor, en el artículo [31] se
proponen los siguientes métodos:
Ajuste de la viscosidad del adhesivo.
Aplicación de una presión calculada durante el curado.
Utilización de un molde diseñado para mantener el espesor del pegamento.
Control del espesor del pegamento.
Utilización de una cuña o una laina la cual mantenga uniforme los materiales a
unir.
El método seleccionado es controlar el espesor del adhesivo mediante la utilización de
la fresadora copiadora que se encuentra en el Laboratorio de Diseño de CENIDET, la cual
cuenta con dos mesas que pueden desplazarse en cualquier eje con una precisión de 0.02
mm, mediante el movimiento de un husillo; un giro completo de este husillo mueve a la
mesa 0.4 mm en cualquier eje, los desplazamientos de la mesa se muestran en la figura
3.12.
a)
b) c)
Fig. 3.12 Mesas de la fresadora copiadora donde se presentan: a) ejes y definición de las mesas, b) mesa
1con desplazamientos en los ejes “y” y “z”, c) mesa 2 con desplazamientos en los ejes “x”, “y”
y “z”.

Capítulo III. Banco experimental.
38
Una vez preparadas las superficies se procede a la aplicación del adhesivo, el
espesor del pegamento de acuerdo con la ficha de trabajo es entre 0.4318 mm y 0.508 mm,
el procedimiento para conseguir el espesor esperado es el siguiente:
1. Sobre la mesa 2 se coloca una placa de acero, la cual servirá como un elemento
de compresión (ver figura 3.13).
2. Se ponen las mesas 1 y 2 en un solo nivel para tomar esta como una altura 0
(ver figura 3.14).
3. Se desplaza la mesa 2 en el eje “y” 9.4 mm, el espesor de la unión solera-
adhesivo-ángulo 7.4 mm, mas una tolerancia de 2 milímetros con el objetivo de
poder introducir la unión debajo de la placa de compresión (ver figura 3.15).
4. Se desplaza la mesa 2 la tolerancia de 2 mm en sentido inverso (ver figura
3.16).
5. Se mantiene esta posición durante 15 minutos.
6. Se sube la mesa 2 y retirar la unión, el tiempo de curado es de 24 horas, por lo
que la prueba se realiza al siguiente día.
Fig. 3.13 Vista frontal de las mesas de trabajo donde se observa el nivel 0 y la placa de compresión.
Fig. 3.14. Vista frontal, la mesa 2 es desplazada 9.4mm desde el nivel 0.
Fig. 3.15. Vista lateral, la unión es colocada debajo de la placa de compresión.
Fig. 3.16. Vista lateral, la mesa 2 es desplazada hacia el nivel 0 la tolerancia de 2mm.

Capítulo III. Banco experimental.
39
3.5.4 Esquema y elementos utilizados para la medición de las vibraciones.
Un análisis de vibraciones es confiable de acuerdo a los datos obtenidos, por lo que la
selección del equipo y sensores utilizados es una parte crítica. La precisión, el uso y el
montaje del equipo determina si los datos conseguidos son o no confiables.
Específicamente tres tipos de transductores pueden ser utilizados para monitorear las
condiciones mecánicas del banco experimental: transductores de desplazamiento, velocidad
y aceleración.
En la figura 3.17 se representa el esquema básico para la medición de vibraciones. El
movimiento (o fuerza dinámica) de un cuerpo vibrante es convertido en una señal eléctrica
por medio de un transductor. Un transductor transforma los cambios mecánicos en cambios
de señales eléctricas.
Fig. 3.17 Esquema básico para la medición de vibraciones.
3.6 Metodología.
Con el objetivo de cumplir con el objetivo de obtener el comportamiento dinámico
de la estructura, se propone la siguiente metodología:
1. Seleccionar el tipo de unión a estudiar:
1.1 Soldadura.
1.2 Tornillo.
1.3 Adhesivo.
2. Instrumentar la viga
3. Colocar la viga en el banco de pruebas.
3.1 Si la unión es por soldadura, la configuración es única y se puede pasar al
punto 3 de la metodología propuesta.
3.2 En la unión con tornillo, se realizará el análisis con torques de apriete de
40, 30 y 20 Nm respectivamente; el procedimiento se repetirá para cada
torque de apriete.
3.3 En la unión con adhesivo, el espesor del pegamento será analizado en 0.5
mm y 0.4 mm; para asegurarse del correcto procedimiento de pegado y
que no existan espacios vacíos y/o fractura en el área donde se encuentra

Capítulo III. Banco experimental.
40
el adhesivo, se realiza un análisis estadístico con 5 vigas diferentes para
cada espesor a analizar.
4 Determinar en forma experimental cuáles son las frecuencias naturales de la viga, con
ayuda del analizador de señales y el martillo de impacto.
5 Localizar el acelerómetro en diferentes puntos de la viga, permaneciendo constantes el
punto de excitación.
6 Realizar las mediciones y grabar un número considerable de estas, de manera que se
obtenga repetividad en la adquisición de datos.
7 Transferir las grabaciones de señales a algún otro paquete computacional (por ejemplo
Matlab, Excel, etc.) para su revisión y análisis.
8 Realizar el análisis de resultados y plantear las observaciones correspondientes.
Con el propósito de corroborar experimentalmente el valor del amortiguamiento
para la unión con adhesivo, se realiza una prueba experimental de vibración forzada donde
se extrae el diagrama de frecuencia vs. desplazamiento, la metodología experimental a
seguir es la que se presenta a continuación:
1. Fijar la unión con adhesivo en el banco de pruebas.
2. Instrumentar la viga.
3. Determinar la posición, fuerza y frecuencia de excitación del shaker.
4. Realizar las mediciones y grabar un número considerable de estas, de manera
que se obtenga repetividad en la adquisición de datos.
5. Transferir las grabaciones de señales a algún otro paquete computacional (por
ejemplo Matlab, Excel, etc.) para su revisión y análisis.
6. Realizar el análisis de resultados y plantear las observaciones correspondientes.

CAPÍTULO IV
INSTRUMENTACIÓN DEL BANCO DE PRUEBAS.
En este capítulo se describen las pruebas experimentales realizadas para la
obtención de las frecuencias naturales del sistema, amortiguamiento y desplazamiento, se
realiza la instrumentación del sistema y la preparación del banco para llevar a cabo las
pruebas por impacto y vibración forzada.
4.1 Sistema de medición de frecuencias naturales experimentales.
Una vez colocada la unión en el banco de pruebas, se procede a conocer el valor de
sus primeras 4 frecuencias naturales, estas frecuencias se obtienen mediante el método de
respuesta al impulso descrita en el capítulo 2.3.1.2. En este procedimiento, al ser golpeados
diferentes puntos de medición, se obtiene la respuesta del sistema en dominio del tiempo y
al aplicar una transformada rápida de Fourier (FFT) a esta respuesta, se puede obtener la
respuesta en función del dominio de las frecuencias (FRF), en la cual, el módulo de las
componentes describe la respuesta y los picos más altos generados muestran la localización

Capítulo IV. Instrumentación del banco de pruebas.
42
de las frecuencias naturales. El amortiguamiento puede ser estimado a partir de la forma de
los picos mediante el método de ancho de banda y la parte imaginaria del módulo supone la
respuesta perpendicular del sistema mostrando sus desplazamientos (ver figura 4.1) [40].
Figura 4.1 Análisis modal experimental [40].
Con el objetivo de corroborar la teoría de la obtención del amortiguamiento
mediante el ancho de banda, se realizó un programa en MATLAB (apéndice B), donde
primeramente se generó una función amortiguada, y los valores de amortiguamiento y
frecuencias naturales son conocidas; una vez obtenida la respuesta en función del tiempo y
desplazamiento, tiempo y velocidad, tiempo y aceleración, el programa calcula la FFT
(transformada rápida de Fourier) de las funciones de respuesta generadas. Con las gráficas
obtenidas se calculan los amortiguamientos de cada frecuencia natural a partir del método
del ancho de banda, corroborando que el valor de amortiguamiento es exactamente igual
que el introducido en la función generada en el primer paso.
Las frecuencias fueron obtenidas mediante la función frequency response en el
analizador de señales HP3566A, el cual automáticamente aplica la FFT a los datos
generados en función de la respuesta en el tiempo y obtiene la función de respuesta a la
frecuencia (frequency response), graficando la frecuencia [Hz] vs inertancía [g/N]; es
Viga vibrando
Puntos de medición
Modo # 1
Modo # 2
Modo # 3
Frecuencia
Amortiguamiento

Capítulo IV. Instrumentación del banco de pruebas.
43
posible obtener una aproximación de los desplazamientos que se puedan presentar para las
frecuencias de los modos de vibración realizando un barrido en la viga experimental, y
tratando de mantener un control sobre la fuerza aplicada en cada impacto.
La importancia de las gráficas obtenidas de estas funciones está en determinar la
posición donde se presentan los picos con respecto al eje de la frecuencia, ya que ese valor
de frecuencia, se relacionará con un número de modo, incrementando el número
progresivamente, dependiendo del orden ascendente en que van apareciendo los picos de la
curva con respecto del eje de frecuencia; estos picos son analizados mediante el método de
ancho de banda para obtener el amortiguamiento.
4.2 Prueba de impacto.
Para llevar a cabo la prueba, la viga de 3.1 mm de espesor se discretizó en 11
segmentos, cada uno de 40 mm de longitud. La unión de los segmentos se denomina trazo.
Así la viga experimental queda dividida en 11 elementos, con un total de 11 trazos como se
observa en la figura 4.2. Los trazos son numerados a partir del 0 (cero), que se asigna al
empotramiento, hasta el nodo 11 en el extremo libre.
Fig. 4.2 Esquema de la distribución de los trazos en la viga [dimensiones en mm].

Capítulo IV. Instrumentación del banco de pruebas.
44
Las pruebas consisten en golpear la viga 25 veces en el trazo 3 con el martillo de
impacto de la marca Kistler, utilizando las puntas gris 9912, roja 9910 y verde 9908 sin la
utilización de de la extensión en la cabeza del martillo; la señal de frecuencia se obtiene con
un acelerómetro tipo piezoeléctrico de ±500 g de la marca Kistler modelo 8728A500.
El procedimiento que se llevó a cabo para este experimento consiste en variar la
posición del acelerómetro desde el trazo 11 hasta el trazo 1 y se mantiene fija la posición de
impacto en el trazo 3, siendo este trazo el único donde no se coloca el acelerómetro (ver
figura4.3).
a) b)
Fig. 4.3 Esquema de ubicación del acelerómetro para determinar las frecuencias naturales, donde: a) es
el punto donde se aplicó el impacto F, b) fotografía de la viga unida con adhesivo y trazos
marcados sobre el material.
El diagrama de conexión del equipo de medición usado para determinar las
frecuencias naturales se muestra en la figura 4.4 y la figura 4.5 muestra la instrumentación
de la viga y el equipo utilizado.
F

Capítulo IV. Instrumentación del banco de pruebas.
45
Fig. 4.4 Diagrama de bloques del sistema de medición para el análisis modal experimental.
Las características de elementos componentes del sistema que se muestra en el
diagrama de la figura 4.4 se presentan en el apéndice C.
a) b)
Fig. 4.5 Fotografía de la instrumentación utilizada en el análisis experimental, a) unión por tornillo,
(1) acelerómetro Kistler modelo 8728A500 b) equipo de sistema de adquisición de datos (2)
amplificador del acelerómetro, (3) amplificador del martillo de impacto, (4) martillo de impacto, (5)
computadora (HP483DX), (6) analizador de señales (HP3566A).
(4)
(6)
(5)
(3)
(2)
(1)
Acelerómetro
(Kistler 8728A500)
Amplificador
(Kistler 5010B)
Analizador de
señales (HP3566A) Computadora
(HP483DX)
Martillo de impacto
Kistler
Amplificador
(Kistler 5010B)

Capítulo IV. Instrumentación del banco de pruebas.
46
4.3 Prueba de vibración forzada.
El amortiguamiento se estima excitando la base de un sistema y midiendo los
desplazamientos que la fuerza que la excitación provoca; con los datos obtenidos, se realiza
un diagrama de Bode de desplazamientos, la precisión de este método está en función de la
exactitud con la cual se midan las deflexiones. Con la gráfica generada en respuesta de la
frecuencia, se calcula el amortiguamiento por el método de ancho de banda.
El objetivo de realizar este procedimiento es corroborar experimentalmente el valor
del amortiguamiento en la unión por adhesivo.
La distribución de elementos para realizar la prueba de vibración forzada se muestra
en la figura 4.6.
Fig. 4.6 Esquema de la distribución de los elementos mecánicos para la experimentación por vibración
forzada.
Los componentes del sistema para vibración forzada de acuerdo a la numeración de
la figura 4.6 son los siguientes:
1 Excitador electromagnético.
2 Sensor de fuerza que forma parte de la unión viga-excitador.
3 Viga experimental.
4 Empotramiento del ángulo.
5 Bancada de la fresadora copiadora.

Capítulo IV. Instrumentación del banco de pruebas.
47
Como complemento del excitador es necesaria una extensión colocada en la mesa
del excitador que sirva de unión entre ésta y la viga.
Esta unión debe tener características especiales requeridas por el funcionamiento del
excitador, como son:
Tener un margen de aproximación con la viga, para poder ajustar la distancia
existente entre la viga y la unión.
Ser ligero, para no incrementar el peso sobre la mesa del excitador (el peso
máximo a utilizar en cualquier prueba sobre esta mesa es de 49 N).
Transmitir una fuerza no mayor de 200 N en ciclos repetidos, de acuerdo a la
frecuencia a que se esté llevando a cabo la prueba.
Debe contener un sensor de fuerza para registrar, medir y grabar este
parámetro.
Soportar y absorber pequeños momentos y deflexiones, originados por la
deformación de la viga.
Ser una unión rígida que no permita cambios en la forma de la fuerza de
excitación proporcionada por el excitador electromagnético.
Ser lo más corto posible.
Basándose en los puntos antes mencionados, Bedolla [38] elaboró la extensión de
manera que fuera práctica y fácil de colocar y retirar.
El esquema ilustrativo de la unión se muestra en la figura 4.7.

Capítulo IV. Instrumentación del banco de pruebas.
48
Fig. 4.7 Unión viga-excitador [38].
Las partes componentes de este extensor son:
1.- Tornillo milimétrico M4 con contratuerca.
2.- 3 tuercas M6 unidas mediante soldadura.
3.- Contratuerca M6.
4.- Tornillo M6 sin cabeza y con perforaciones para alojar el alambre y los
prisioneros.
5.- Prisioneros estándar de 1/8” con contratuerca.
6.- Alambre de acero de 1mm de diámetro aproximadamente.
7.- Tornillo M6.
8.- Sensor de fuerza Kistler modelo 9312A.
En base de la figura 4.6 del sistema completo para la realización de pruebas, se
elabora el sistema de medición y control requerido, el cual se presenta en el diagrama de
bloques de la figura 4.8.
Fig. 4.8 Sistema de medición y control para pruebas de vibración forzada.
Las características de los elementos componentes del sistema que se muestra en el
diagrama de la figura 4.9 se presentan en el apéndice C.

Capítulo IV. Instrumentación del banco de pruebas.
49
El sistema de medición que se muestra en la figura 4.8, es el usado para someter las
estructuras con diferentes uniones a vibración forzada, para todas las diferentes frecuencias
(correspondientes a cada modo de vibración). La posición del sensor de fuerza y
desplazamiento se colocan en el trazo 11, en el cual los desplazamientos son de mayor
amplitud en los primeros 3 modos (ver figura 4.9)
La fuente de alimentación del desplazómetro contaba originalmente con salidas de
señal de 12 V y -12 V, mediante un arreglo electrónico se obtuvo una señal de salida
corregida de 23.89 V ±0.009 volts.
La señal de fuerza de excitación, como se observa en el diagrama de bloques de la
figura 4.8, fue registrada con el sensor de fuerza marca Kistler 9312A, se trató que el valor
de la fuerza de excitación con que se llevaron a cabo las pruebas, fuera el mismo para todos
los modos de vibración.
Esta cualidad deseable no fue posible obtenerla en todos los casos, a causa de las
características propias del diseño del excitador electromagnético, ya que a pesar de tener un
intervalo de operación de 5 Hz a 9000 Hz no fue posible obtener en todos los casos una
señal adecuada a los requerimientos por debajo de los 20 Hz, ya que en este intervalo su
respuesta de corriente y voltaje no es lineal. La curva de corriente (que es función de la
fuerza) puede considerarse lineal de 70 Hz hasta aproximadamente 1200 Hz [38].
A causa de las características de longitud, en el tercer modo, los desplazamientos de
la viga son inestables ya que estos desplazamientos se encuentran en el rango de los
milivoltios, y la fuente de alimentación no es lo suficientemente estable en este rango, por
lo que solo se consideraron los primeros dos modos.

Capítulo IV. Instrumentación del banco de pruebas.
50
a)
b)
c)
Fig. 4.9 Fotografía de instrumentación en la viga para vibración forzada, donde: a) muestra (1) desplazómetro, (2) soporte electromagnético, (3) acelerómetro, (4) sensor de fuerza y (5) excitador
electromagnético, en b) se observa (6) computadora HP483DX, (7) analizador de señales
HP3566A, (8) amplificador LDS, (9) amplificador para acelerómetro y (10) amplificador de carga
y en c) se muestra (11) fuente de poder C.C., (12) circuito de corrección de voltaje y (13) CMSS.
(1)
(2)
(3)
(4) (5)
(6)
(7)
(8) (9) (10)
(11)
(12)
(13)
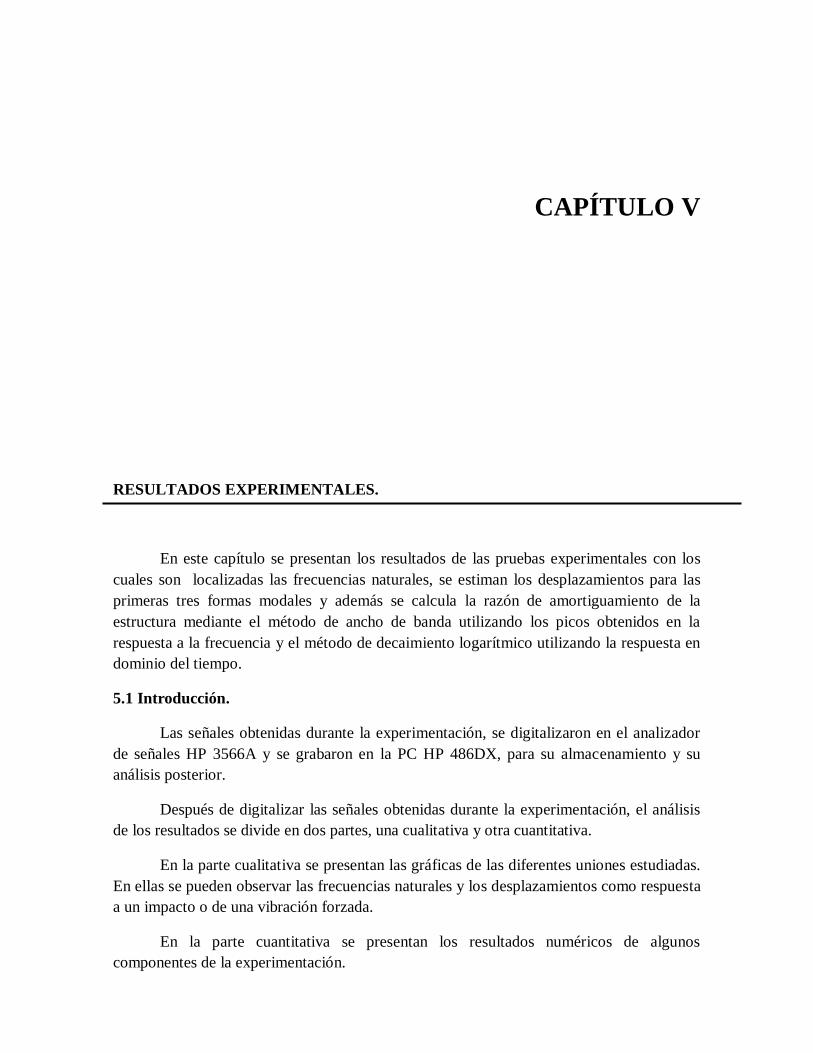
CAPÍTULO V
RESULTADOS EXPERIMENTALES.
En este capítulo se presentan los resultados de las pruebas experimentales con los
cuales son localizadas las frecuencias naturales, se estiman los desplazamientos para las
primeras tres formas modales y además se calcula la razón de amortiguamiento de la
estructura mediante el método de ancho de banda utilizando los picos obtenidos en la
respuesta a la frecuencia y el método de decaimiento logarítmico utilizando la respuesta en
dominio del tiempo.
5.1 Introducción.
Las señales obtenidas durante la experimentación, se digitalizaron en el analizador
de señales HP 3566A y se grabaron en la PC HP 486DX, para su almacenamiento y su
análisis posterior.
Después de digitalizar las señales obtenidas durante la experimentación, el análisis
de los resultados se divide en dos partes, una cualitativa y otra cuantitativa.
En la parte cualitativa se presentan las gráficas de las diferentes uniones estudiadas.
En ellas se pueden observar las frecuencias naturales y los desplazamientos como respuesta
a un impacto o de una vibración forzada.
En la parte cuantitativa se presentan los resultados numéricos de algunos
componentes de la experimentación.

Capítulo V. Resultados experimentales.
52
5.2 Análisis cualitativo.
En esta sección se muestran las gráficas que ejemplifiquen los resultados obtenidos
para las pruebas experimentales. El juego completo de los resultados obtenidos se
encuentra disponible en la copia electrónica de esta tesis en el anexo D, en la biblioteca del
Departamento de Ingeniería Mecánica del CENIDET.
La respuesta del sistema en función del tiempo es la primer señal que se adquiere en
el analizador HP3566A después de realizado el impacto. En la figura 5.1 se presentan las
señales de respuesta de las siguientes uniones: (A1) adhesivo con espesor de pegamento de
0.4mm, (A2) adhesivo con espesor de pegamento de 0.5mm, (S) soldadura, (T) tornillo con
torques de apriete de 20 Nm, 30 Nm, 40 Nm.
La identificación de la prueba viene dada en el título de cada gráfica, así por
ejemplo en la gráfica 5.1a el encabezado indica A1T11, lo cual significa que la prueba se
realizó con el adhesivo (A1) y adquisición de datos en el trazo 11, en 5.1d el título T40T11
indica que la prueba fue hecha con una unión por tornillo con 40Nm y adquisición de datos
en el trazo 11.
a) d)
b) e)
Fig. 5.1 Respuestas del sistema en función del tiempo para la unión con: a) adhesivo 1 (0.4 mm), b) adhesivo 2
(0.5 mm), c) soldadura, d) tornillo con torque de apriete de 40 Nm, e) tornillo con torque de apriete de
30Nm y f) tornillo con torque de apriete de 20Nm.
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-100
-80
-60
-40
-20
0
20
40
60
80
100
Tiempo [s]
Ace
lera
ción [g]
A1T11
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-100
-50
0
50
100
150
Tiempo [s]
Acele
ració
n [g]
T40T11
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-150
-100
-50
0
50
100
150
Tiempo [s]
Ace
lera
ció
n [
g]
A2T11
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-80
-60
-40
-20
0
20
40
60
80
100
Tiempo [s]
Acele
ració
n [
g]
T30T11

Capítulo V. Resultados experimentales.
53
Cont. 5.1
c) f)
En las gráficas mostradas en la figura 5.1 se puede observar lo siguiente:
1. La respuesta de las uniones por adhesivo es similar en 0.4 mm y 0.5 mm.
2. La atenuación de la respuesta de la unión por adhesivo es más significativa
en comparación con la unión por soldadura y la unión por tornillo con torque
de apriete de 40 Nm y 30 Nm.
3. La respuesta en el torque de 20 Nm es similar a la respuesta presentada por
los adhesivos 1 y 2.
Una vez obtenida la respuesta en función del tiempo se aplica la transformada
rápida de Fourier (FFT), y con ello se obtiene la respuesta del sistema en función de la
frecuencia (frecuency response); esta función se encuentra incorporada en la computadora
HP486DX. En la figura 5.2 se presentan las gráficas obtenidas para los diferentes tipos de
unión.
Fig. 5.2 Respuestas del sistema en función de la frecuencia para la unión con: a) adhesivo 1 (0.4 mm), b)
adhesivo 2 (0.5 mm), c) soldadura, d) tornillo con torque de apriete de 40 Nm, e) tornillo con torque de
apriete de 30Nm y f) tornillo con torque de apriete de 20Nm.
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-100
-80
-60
-40
-20
0
20
40
60
80
100
Tiempo [s]
Acele
ració
n [
g]
ST11
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-100
-50
0
50
100
150
Tiempo [s]
Acele
ració
n [g]
T20T11
50 100 150 200 250 300
0
50
100
150
200
250
Frecuencia [Hz]
Ine
rta
nci
a [
g/N
]
Frecuencias naturales
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
Adhesivo 1
Adhesivo 2

Capítulo V. Resultados experimentales.
54
A causa del número de puntos digitalizados tomados del analizador de señales
HP3566A y al espacio en que se presenta la figura 5.2, no se logra apreciar en detalle cada
una de las curvas, por lo que la figura 5.3 presenta las porciones aumentadas de la gráfica
5.2, donde pueden apreciarse claramente cada una de las curvas.
a)
b)
c)
Fig. 5.3 Acercamientos en las frecuencias mostradas en la gráfica 5.2, donde: a) primera frecuencia, b) segunda
frecuencia y c) tercera frecuencia.
11 12 13 14 15 16 17 18 19
0
2
4
6
8
10
12
14
16
Frecuencia [Hz]
Ine
rta
ncia
[g
/N]
Frecuencias naturales
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
Adhesivo 1
Adhesivo 2
75 80 85 90 95 100 105 110
0
20
40
60
80
100
120
Frecuencia [Hz]
Ine
rta
ncia
[g
/N]
Frecuencias naturales
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
Adhesivo 1
Adhesivo 2
230 235 240 245 250 255 260 265 270
0
50
100
150
200
250
Frecuencia [Hz]
Ine
rta
ncia
[g
/N]
Frecuencias naturales
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
Adhesivo 1
Adhesivo 2

Capítulo V. Resultados experimentales.
55
Como se puede observar en la figura 5.3, la variación en la frecuencia fundamental
no es significativa, pero en la segunda y tercera frecuencia natural se comienza a ver un
desplazamiento entre las curvas de los diferentes tipos de unión.
Las principales características que se pueden observar en las gráficas mostradas son:
1. La primera frecuencia se presenta muy cercana una de otra para todos los
tipos de unión examinados.
2. En la segunda y tercera frecuencia la unión por adhesivo comienza a tener
un mayor desplazamiento respecto a las otras uniones, haciendo más notable
esta característica en la tercera frecuencia.
3. La localización de la frecuencia de la unión por tornillo con diferentes
torques de apriete no presenta una variación considerable entre ellas.
4. La amplitud en la unión por adhesivo muestra ser mayor en comparación
con los otros tipos de unión para todos los modos, denotando más esta
característica en la segunda y tercer frecuencia.
5. La amplitud de la inertancia mostrada en cada tipo de unión, es diferente
entre ellas, ya que al ser aplicada la excitación con el martillo de impacto no
se tuvo una estandarización de la magnitud de ésta, por lo que este dato no
se considera como representativo.
Los desplazamientos correspondientes a cada modo de vibración se obtienen a partir
de la componente imaginaria del módulo de frecuencias, los desplazamientos están en
función de los 25 impactos proporcionados a la viga en cada uno de los nodos, por lo que
los resultados obtenidos son una aproximación para cada unos de los trazos.
En la figura 5.4 se observa el comportamiento de los desplazamientos en las
primeras tres frecuencias para la unión con adhesivo y espesor de 0.4 mm; con los datos
obtenidos se grafican los desplazamientos contra la longitud de la viga en función de los
trazos marcados previamente, se elige una de las amplitudes igual a 1, con lo que se dice
que la amplitud se encuentra normalizada en este trazo. En la figura 5.5 se presentan las
gráficas obtenidas para los desplazamientos de cada tipo de unión, indicando en qué
frecuencia se analizan los desplazamientos.

Capítulo V. Resultados experimentales.
56
a)
f)
b)
g)
c)
h)
d)
i)
e)
j)
Fig. 5.4 Componente imaginaria del módulo de frecuencias para el adhesivo con espesor de
0.4mm, se muestran la gráficas obtenidas en los trazos: a) 11, b) 10, c) 9, d) 8, e) 7, f) 6, g)
5, h) 4, i) 2, j)1.
0 50 100 150 200 250 300-150
-100
-50
0
50
100
Frecuencia [Hz]
Inert
ancia
(im
agin
aria)
[g/N
]
A1T11
0 50 100 150 200 250 300-100
-80
-60
-40
-20
0
20
40
Frecuencia [HZ]
Inert
ancia
(im
agin
aria)
[g/N
]
A1T6
0 50 100 150 200 250 300-50
-40
-30
-20
-10
0
10
20
30
40
Frecuencia [Hz]
Inert
ancia
[g/N
]
A1T10
0 50 100 150 200 250 300-80
-70
-60
-50
-40
-30
-20
-10
0
10
Frecuencia [Hz]
Inert
ancia
[g/N
]
A1T5
0 50 100 150 200 250 300-10
0
10
20
30
40
50
60
70
Frecuencia [Hz]
Inert
ancia
(im
agin
aria)
[g/N
]
A1T9
0 50 100 150 200 250 300-140
-120
-100
-80
-60
-40
-20
0
20
Frecuencia [Hz]
Inert
ancia
(im
agin
aria)
[g/N
]A1T4
0 50 100 150 200 250 300-40
-20
0
20
40
60
80
100
120
140
Frecuencia [Hz]
Inert
ancia
[g/N
]
A1T8
0 50 100 150 200 250 300-40
-35
-30
-25
-20
-15
-10
-5
0
5
Frecuencia [Hz]
Inert
ancia
(im
agin
ario)
[g/N
]
A1T2
0 50 100 150 200 250 300-60
-40
-20
0
20
40
60
80
100
120
Frecuencia [Hz]
Inert
ancia
(im
agin
aria)
[g/N
]
A1T7
0 50 100 150 200 250 300-120
-100
-80
-60
-40
-20
0
20
Frecuencia [Hz]
Inert
ancia
(im
agin
aria)
[g/N
]
A1T1

Capítulo V. Resultados experimentales.
57
a)
b)
c)
Fig. 5.5 Desplazamientos en los distintos tipos de unión en función de los trazos marcados, donde a) es la primer frecuencia natural, b) la segunda frecuencia natural y c) la tercer frecuencia natural.
Los valores de normalización del sistema se encuentran en el apéndice F, al final de
esta tesis.
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
0 1 2 3 4 5 6 7 8 9 10 11 12
De
spla
zam
ien
to
Trazo
Primera forma
Adhesivo 1
Adhesivo 2
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
-1.2-1
-0.8-0.6-0.4-0.2
00.20.40.60.8
11.2
0 1 2 3 4 5 6 7 8 9 10 11 12
De
spla
zam
ien
to
Trazo
Segunda forma
Adhesivo 1
Adhesivo 2
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm
-1.5
-1
-0.5
0
0.5
1
0 1 2 3 4 5 6 7 8 9 10 11 12
De
spla
zam
ien
to
Trazo
Tercera forma
Adhesivo 1
Adhesivo 2
Soldadura
Tornillo 40 Nm
Tornillo 30 Nm
Tornillo 20 Nm

Capítulo V. Resultados experimentales.
58
Con el objetivo de validar el valor del amortiguamiento en la unión por adhesivo,
se realiza una prueba de excitación forzada, donde la carga aplicada se mantiene constante
durante todo el barrido de frecuencias, variando la magnitud entre el primer, segundo y
tercer modo con el objetivo de obtener señales que sean claras para su detección en el
acelerómetro; la carga aplicada en cada modo se muestra en la figura 5.6
a) b)
Fig. 5.6 Carga aplicada en la viga experimental, donde a) representa la carga para el barrido de la
primera frecuencia natural y b) la carga para el barrido de la segunda frecuencia natural.
En la primer frecuencia se realiza un barrido de 8Hz hasta 22 Hz con incrementos
de 1 Hz y una carga de 5.5 N a -5.5 N; en la segunda frecuencia el barrido se encuentra
entre 84 Hz y 97 Hz con incrementos de 1 Hz y una fuerza de 4 N a -4N. La tercer
frecuencia no se examinó a causa de que los desplazamientos no pudieron ser detectados
por el desplazómetro. Los resultados obtenidos para el primer barrido se muestran en la
figura 5.7.
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-6
-4
-2
0
2
4
6
Tiempo [s]
New
ton [N
]
CUA
0 0.05 0.1 0.15 0.2 0.25-4
-3
-2
-1
0
1
2
3
4
Tiempo [s]N
ew
ton [N
]
CUA

Capítulo V. Resultados experimentales.
59
8 Hz
13 Hz
18 Hz
9 Hz
14 Hz
19 Hz
10 Hz
15 Hz
20 Hz
11 Hz
16 Hz
21 Hz
12 Hz
17 Hz
22 Hz
Fig. 5.7 Desplazamientos obtenidos a diferentes frecuencias en la unión por adhesivo con espesor
igual a 0.4 mm
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-1.1
-1
-0.9
-0.8
-0.7
-0.6
-0.5
-0.4
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.95
-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
-0.6
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-1.4
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
-0.6
-0.55
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-1.6
-1.4
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.95
-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
-0.6
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-1.3
-1.2
-1.1
-1
-0.9
-0.8
-0.7
-0.6
-0.5
-0.4
-0.3
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.86
-0.84
-0.82
-0.8
-0.78
-0.76
-0.74
-0.72
-0.7
-0.68
-0.66
Tiempo [s]
Despla
zam
iento
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.95
-0.9
-0.85
-0.8
-0.75
-0.7
-0.65
-0.6
-0.55
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-1.1
-1
-0.9
-0.8
-0.7
-0.6
-0.5
-0.4
Tiempo [s]
De
sp
laza
mie
nto
[m
m]
DUA
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1-0.84
-0.82
-0.8
-0.78
-0.76
-0.74
-0.72
-0.7
-0.68
-0.66
Tiempo [s]
Despla
zam
iento
[m
m]
DUA

Capítulo V. Resultados experimentales.
60
Los resultados obtenidos muestran el comportamiento del desplazamiento y la
inertancia en función de la frecuencia a la cual se excita el sistema; con los resultados
obtenidos se realizan las gráficas de frecuencia vs desplazamiento para la primer frecuencia
natural (ver figura 5.8), y las gráficas de frecuencia vs desplazamiento y frecuencia vs
aceleración para la segunda frecuencia natural (ver figura 5.9).
Fig. 5.8 Gráfica de desplazamiento vs frecuencia para la unión por adhesivo con espesor de pegamento
igual a 0.4 mm para la primer frecuencia natural.
a) b)
Fig. 5.9 Unión por adhesivo con espesor de pegamento igual a 0.4 mm para la segunda frecuencia
natural donde: a) es la gráfica de desplazamiento vs frecuencia, b) gráfica de aceleración contra
frecuencia.
5.3 Análisis cuantitativo.
En la parte cuantitativa se presentan los valores numéricos de las frecuencias
naturales de la estructura con los diferentes tipos de unión (ver tabla 5.1), obtenidos de las
gráficas de inertancia y de frecuencia (ver figura 5.2).
84 86 88 90 92 94 96 980
0.2
0.4
0.6
0.8
1
1.2
1.4
Frecuencia [Hz]
De
sp
laza
mie
nto
[m
m]
84 86 88 90 92 94 960
5
10
15
20
25
30
35
Frecuencia [Hz]
Ace
lera
ció
n [
g]
8 10 12 14 16 18 20 220
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Frecuencia [Hz]
Despla
zam
iento
[m
m]

Capítulo V. Resultados experimentales.
61
Tabla 5.1 Frecuencia natural para diferentes tipos de unión.
Frecuencia [Hz]
Forma
modal Soldadura
Tornillo con
apriete de
40Nm
Tornillo
con apriete
de 30 Nm
Tornillo
con apriete
de 20Nm
Adhesivo
1 espesor
de 0.4 mm
Adhesivo 2
espesor de
0.5 mm
1 15 14.5 14.5 14.5 15 15
2 91 90 90.5 90 92 93
3 249.5 249 249 249.5 250.5 251
La diferencia porcentual entre frecuencias de cada uno de los sistemas muestra una
variación porcentual del 3.3 %, 3.2 % y 0.7 % para la primer, segunda y tercer frecuencia
natural respectivamente. Las contribuciones en esta variaciones pueden atribuirse a los
incrementos en la frecuencia (0.5 Hz) utilizados para la obtención de la señal, otra
contribución viene dada por la función utilizada (frecuency response), ya que no es
únicamente la aceleración que se mide, si no que esta aceleración está siendo dividida entre
la señal de fuerza proporcionada por el impacto proporcionado [g/N].
5.3.1 Estimación del valor de amortiguamiento.
Se obtuvo el valor de amortiguamiento para los diferentes tipos de unión con el
método del decremento logarítmico mostrado en el capítulo 2. El valor del
amortiguamiento obtenido es la contribución de todos los modos excitados en la prueba de
impacto, siendo el amortiguamiento de la primera frecuencia natural el más dominante, en
la tabla 5.2 se presentan los resultados obtenidos.
Tabla 5.2 Razón de amortiguamiento obtenido mediante el método del decremento logarítmico en los
diferentes tipos de unión.
Análisis estadístico
Tipo de unión
Soldadura
Adhesivo
1
espesor de
0.4 mm
Adhesivo
2 espesor
de 0.5 mm
Tornillo con
apriete de 40
Nm
Tornillo con
apriete de 30
Nm
Tornillo con
apriete de 20
Nm
Razón de
amortiguamiento. 0.021 0.03 0.03 0.026 0.03 0.034
El valor obtenido de la razón de amortiguamiento es el promedio de los 25 impactos
proporcionados en la viga; se observa que el amortiguamiento en las uniones con adhesivo
es similar para los espesores de 0.4 mm y 0.5 mm, las uniones con tornillo presentan un
amortiguamiento similar al adhesivo en los torques de apriete 30 Nm y 20 Nm; finalmente
la unión que presenta un menor amortiguamiento es la unión por soldadura.

Capítulo V. Resultados experimentales.
62
La obtención de los valores de amortiguamiento para cada modo en particular se
realiza aplicando la metodología de ancho de banda en cada una de las curvas de la
respuesta a la frecuencia; los resultados obtenidos se presentan en la tabla 5.3.
Tabla 5.3 Amortiguamientos obtenidos mediante el método de ancho de banda para los diferentes tipos de
unión.
Tipo de unión.
Forma modal Soldadura Tornillo con apriete de
40Nm
Tornillo con apriete de
30 Nm
Tornillo con apriete de
20Nm
Adhesivo 1 con espesor de 0.4mm
Adhesivo 2 con espesor de 0.5 mm
1 0.0215 0.0279 0.0312 0.0322 0.0345 0.0331
2 0.0055 0.0057 0.0054 0.0054 0.0090 0.0067
3 0.0023 0.0025 0.0023 0.0025 0.0045 0.0036
En la tabla 5.3 se observa que el primer valor del amortiguamiento es el de mayor
consideración con respecto a los modos dos y tres, el porcentaje de variación es entre el
80% y 70% respectivamente para todos los tipos de unión; las razones de amortiguamiento
para la primer frecuencia natural en los adhesivos es similar para los espesores de 0.4mm y
0.5mm. Los amortiguamientos por tornillo varían en función del apriete que se les
proporcione, presentando un mayor valor para un apriete de 20 Nm; la menor razón de
amortiguamiento que se presenta en todos los tipos de unión es el enlace por soldadura.
Con las gráfica obtenidas en la figura 5.7 se calculan los valores de
amortiguamiento para los dos primeros modos en la unión por adhesivo con 0.4 mm de
espesor mediante el método de ancho de banda. Los resultados se muestran en la tabla 5.4 a
modo de comparación.
Tabla 5.4 Amortiguamientos en la unión por adhesivo 1 con 0.4 mm de espesor mediante el método de
ancho de banda para el diagrama de desplazamientos.
Forma modal Razón de
amortiguamiento
1 0.045
2 0.009

CAPÍTULO VI
ANÁLISIS NUMÉRICO.
En este capítulo se describe la generación y el análisis del modelo experimental en
el programa comercial ABAQUS. En la generación del modelo discreto se utilizan dos
tipos de elementos finitos, los elementos tipo beam (viga) y los elementos tipo brick
(ladrillo). El análisis con elementos finitos se divide en dos pasos, en un primer paso se
determinan las frecuencias naturales del sistema y en un segundo paso se determinan los
desplazamientos de la estructura en función de su amortiguamiento, las frecuencias
naturales del sistema y la carga aplicada. Los desplazamientos determinados con las
simulaciones son comparados con los desplazamientos determinados experimentalmente.
6.1 Método de elemento finito.
El método de elemento finito es un método numérico que es ampliamente aplicado
para resolver problemas que cubren la mayoría de los campos del análisis de ingeniería. Las
aplicaciones más comunes incluyen: análisis estático, dinámico, comportamiento térmico
de sistemas físicos y sus componentes.
Los avances en el desarrollo de computadoras, han facilitado el uso de programas de
elementos finitos para solucionar problemas complejos de ingeniería. Los resultados
obtenidos con el análisis de elementos finitos, no son exactos. Sin embargo, se puede
obtener una solución aproximada si es utilizado un modelo apropiado de elementos finitos.

Capítulo VI. Análisis numérico.
64
En el método de elemento finito, para realizar la discretización de un modelo en 3D,
se pueden utilizar diversos tipos de elementos para el mismo tipo de problema entre los
cuales se encuentran los tipos tetraedro, pentaedro y hexaedro. Cada elemento representa el
comportamiento potencial de una pequeña parte del modelo. Además estos elementos
tienen diversos nodos en sus caras, los cuales se utilizan para calcular las variables del
problema. El número de nodos depende del tipo y grado de elemento. El valor de las
variables en cualquier posición dentro del elemento, se calcula por interpolación entre los
nodos. La exactitud de los resultados incrementa con el número de nodos que contenga el
modelo; sin embargo, esto también expande el tamaño de las matrices de cálculo y tiempo
de cómputo.
La diferencia principal entre los métodos clásicos y el método de elementos finitos,
es la manera en que ven a la estructura y por consiguiente, el procedimiento para obtener la
solución. Los métodos clásicos consideran a la estructura como un continuo, cuyo
comportamiento es determinado por ecuaciones diferenciales ordinarias y parciales. El
método de elementos finitos, por el contrario, considera la estructura como un ensamble de
elementos pequeños de tamaño finitos, tales como cubos. El comportamiento de cada
elemento pequeño y toda la estructura, es obtenido mediante la formulación de sistemas de
ecuaciones algebraicas, que pueden ser resueltas por una computadora. Los elementos de
tamaño finito son llamados elementos finitos. Los puntos donde los elementos finitos son
interconectados se denominan nodos o puntos nodales, y el procedimiento de selección del
número de nodos es llamado discretización o modelado.
Los pasos básicos en cualquier análisis con elementos finitos consiste en lo
siguiente:
Fase de pre proceso.
1. Generar y discretizar la solución en función de elementos finitos, lo cual
consiste en subdividir el problema en nodos y elementos.
2. Suponer una función de forma que represente el comportamiento físico de
un elemento.
3. Desarrollar las ecuaciones para un elemento.
4. Ensamblar los elementos hasta presentar el problema completo, construir la
matriz global de rigidez.
5. Aplicar las condiciones de frontera, condiciones iníciales y la carga aplicada.

Capítulo VI. Análisis numérico.
65
Fase de solución.
6. Resolver un conjunto de ecuaciones algebraicas lineales o no lineales
simultáneamente para obtener los resultados nodales como valores de
desplazamiento o temperatura en los diferentes nodos.
Fase de post proceso.
7. Obtener los resultados de la simulación en forma gráfica o numérica,
seleccionar los valores de interés como los esfuerzos principales, flujos de
calor, etc., e interpretarlos.
6.2 Tipos de elementos.
Un elemento es la pieza más sencilla en que se puede dividir un modelo discreto.
Existen varios tipos de elementos, entre los que se pueden mencionar están los elementos
tipo truss (barra), beam (viga), axisimétricos, membranas, placas, cascarón, sólidos o brick
(ladrillos), elementos de contacto y gap. Tales elementos son usados dependiendo del
objeto que será modelado, y del tipo de análisis que se desee realizar.
Un elemento es una relación matemática que define, cómo los grados de libertad de
un nodo se relacionan con el próximo. Dependiendo de sus dimensiones, los elementos
básicos pueden dividirse en tres categorías: elementos tipo línea (barra, vigas y elementos
de frontera), elementos de área (elementos tipo disco plano, tipo rectangular o triangular,
axisimétricos, placas, membranas y cascarones) y elementos de volumen (sólidos o
ladrillos, tetraedros y hexaedros).
En esta sección sólo se describe de manera breve los elementos tipo brick y
elementos tipo beam. Dichos elementos fueron usados para modelar el ángulo utilizado y la
viga de prueba.
6.2.1 Elementos tipo brick o ladrillo.
Placas gruesas, componentes cilíndricos o esféricos de pared gruesa, etc., son
algunos ejemplos donde los elementos sólidos pueden ser usados para realizar el análisis de
elementos finitos. En general, estructuras o componentes estructurales, con un espesor
comparable con las otras dos dimensiones pueden ser modelados con elementos tipo
ladrillo. Los elementos sólidos son elementos tridimensionales con tres grados de libertad
translacional por cada nodo (ver figura 6.1).

Capítulo VI. Análisis numérico.
66
Fig. 6.1 Elemento tipo brick de 8 nodos con tres grados de libertad [41]
La ventaja de usar elementos sólidos o ladrillos, en vez de elementos tipo placa o
vigas para modelar componentes de gran espesor, es que, los elementos sólidos pueden
proveer información acerca de las variaciones de los esfuerzos y deformaciones en tres
dimensiones dentro del componente.
6.2.2 Elementos tipo beam o viga.
Las vigas juegan un importante papel en muchas aplicaciones de ingeniería,
incluyendo edificios, puentes, automóviles, y estructuras de aeroplanos. Una viga se define
como un miembro estructural cuya sección transversal es relativamente menor que la
longitud. Las vigas se encuentran comúnmente sujetas a cargas transversales.
Un elemento viga consiste en dos nodos. Cada nodo posee seis grados de libertad,
tres de desplazamiento y tres rotacionales (ver figura 6.2).
Fig. 6.2 Elemento tipo beam con 12 grados de libertad.

Capítulo VI. Análisis numérico.
67
6.3 Modelo discreto de la estructura experimental.
Con el objetivo de comparar los resultados de desplazamiento obtenidos
numéricamente y en el estudio experimental en la unión con adhesivo sujeta a vibración
forzada, se realizó un estudio con elementos finitos utilizando el paquete comercial
ABAQUS, considerando los amortiguamientos determinados previamente en pruebas
experimentales.
En el modelado por elementos finitos de la estructura estudiada en el programa
ABAQUS, se realizaron dos modelos utilizando elementos finitos tipo brick y tipo beam
(ver figura 6.3). Las propiedades mecánicas del material se presentan en la tabla 3.4 y las
dimensiones del modelo se presentan en el anexo A.
a) b) c)
Fig. 6.3 Banco experimental y modelos discretos, a) fotografía física del banco experimental, en b) se
presenta el modelo discreto de elementos finitos tipo brick y en c) modelo discreto de los elementos finitos tipo beam.
En el modelo generado con elementos finitos tipo brick se tomaron en consideración
las perforaciones de los barrenos para tornillos M-10 y el acelerómetro localizado en la
parte superior de la viga. En el modelo de elementos finitos tipo viga las perforaciones
fueron tomadas en consideración al disminuir la masa retirada por los barrenos en el
modelo completo.
La condición de frontera utilizada en el modelo, fue la restricción en la base del
ángulo, dejando 15 mm libres en la cara donde se localizan los tornillos (ver figura 6.4).

Capítulo VI. Análisis numérico.
68
Fig. 6.4 Condiciones de frontera en el modelo discreto por elementos finitos.
Para simular el efecto del amortiguamiento, una vez definidas las
condiciones de frontera, se realiza un primer análisis extrayendo las primeras tres
frecuencias de los modelos generados. Un archivo de comandos de entrada denominado
“Input” se genera después de realizar este primer paso; en este archivo se programa un
segundo análisis donde se especifica la frecuencia de trabajo, el amortiguamiento del
sistema y una carga aplicada.
Las frecuencias de trabajo utilizadas fueron las frecuencias naturales características
del sistema, la carga aplicada son los valores utilizados en el análisis experimental, el valor
del amortiguamiento utilizado es el calculado mediante el análisis de ancho de banda y
enlistado en la tabla 5.1 (ver capítulo 5).
6.4 Resultados del análisis numérico.
Como primer paso se obtienen las primeras tres frecuencias para los modelos con
los elementos tipo brick y tipo beam, en las figuras 6.5 y 6.6 se muestran los resultados
respectivos.
a) b) c)
Fig. 6.5 Formas modales obtenidas utilizando elementos tipo brick, en a) se muestra la primera frecuencia
natural a los 15.431 Hz, en b) se muestra la segunda frecuencia natural a los 95.824 Hz y en c) la
tercer frecuencia natural a los 265.98 Hz.

Capítulo VI. Análisis numérico.
69
a) b) c)
Fig. 6.6 Formas modales obtenidas utilizando elementos tipo beam, en a) se muestra la primera frecuencia
natural a los 14.83 Hz, en b) se muestra la segunda frecuencia natural a los 93.56 Hz y en c) la
tercer frecuencia natural a los 261.85 Hz.
En el análisis por elementos finitos realizado en ABAQUS se muestran las primeras
tres formas modales, así como el valor numérico de cada frecuencia natural, la variación en
los valores de las frecuencias se atribuye al número de elementos finitos utilizados en cada
análisis, ver tabla 6.1.
Tabla 6.1 Frecuencias obtenidas con ABAQUS con los elementos utilizados.
Elemento
Primera frecuencia
[Hz]
Segunda frecuencia
[Hz]
Tercera frecuencia
[Hz]
Brick 15.43 95.82 265.98
Beam 14.83 93.56 261.85
En el segundo paso se obtuvo el valor del desplazamiento una vez que se
introdujeron los valores de amortiguamiento obtenidos experimentalmente, 0.034 y 0.009
en la primer y segunda frecuencia natural para la unión por adhesivo, 0.0279 y 0.0057 en la
primer y segunda frecuencia respectivamente para la unión por tornillo, 0.0215 y 0.0055 en
la primer y segunda frecuencia para la unión por soldadura; la carga aplicada varía para la
primera y segunda frecuencia. En la figura 6.7 se muestran los desplazamientos normales a
la viga como resultado del segundo análisis con diferentes amortiguamientos, los
desplazamientos máximos se muestran en la tabla 6.2.
a) b) c)
Fig. 6.7 Desplazamientos obtenidos utilizando el programa ABAQUS, para la primera frecuencia natural,
los valores de amortiguamiento para cada caso son a) 0.034, b) 0.0279 y c) 0.0215.

Capítulo VI. Análisis numérico.
70
Tabla 6.2 Desplazamientos máximos obtenidos con diversos valores de amortiguamiento en ABAQUS.
Unión Adhesivo Tornillo 40 Nm Soldadura 1a frecuencia 2a frecuencia 1a frecuencia 2a frecuencia 1a frecuencia 2a frecuencia
Amortiguamiento
utilizado en la estructura 0.034 0.009 0.0279 0.0057 0.0215 0.0055
Desplazamiento [mm]
con elementos tipo brick 0.836 0.608 1.242 1.108 2.091 1.325
Desplazamiento [mm]
con elementos tipo beam 0.8232 0.593 1.223 1.204 2.059 1.279
En la tabla 6.3 se presenta una comparación de los resultados de desplazamiento
para la primera frecuencia natural de la unión por adhesivo, los resultados que se
obtuvieron con el programa ABAQUS se compararon con los desplazamientos
normalizados obtenidos en el capítulo 5, la medición experimental en el trazo 3 no fue
obtenida ya que este es el punto de impacto el cual impide la localización del acelerómetro.
Tabla 6.3 Desplazamientos obtenidos para la primera frecuencia natural en la unión
con adhesivo y valor de amortiguamiento 0.034.
Trazo ABAQUS
Experimental Elemento
Beam
Elemento
Brick
11 0.83 0.84 0.83
10 0.73 0.74 0.75
9 0.64 0.60 0.65
8 0.55 0.49 0.57
7 0.46 0.39 0.51
6 0.37 0.29 0.40
5 0.21 0.20 0.31
4 0.15 0.12 0.25
3 0.05 0.06 --
2 0.01 0.00 0.08
1 0 0.01 0.00
0 0 0.00 0.00
En la tabla 6.4 se presentan una comparación de los resultados de desplazamiento
para la segunda frecuencia natural de la unión por adhesivo, los resultados se obtuvieron
con el programa ABAQUS y con los factores de desplazamiento normalizados obtenidos en
el capítulo 5.

Capítulo VI. Análisis numérico.
71
Tabla 6.4 Desplazamientos obtenidos para la segunda frecuencia natural en la unión con adhesivo y valor
de amortiguamiento 0.009.
Trazo ABAQUS
Experimental Viga Ladrillo
11 0.59 0.60 0.59
10 0.41 0.38 0.34
9 0.23 0.20 0.19
8 0.07 0.016 0.09
7 -0.06 -0.10 -0.37
6 -0.17 -0.19 -0.42
5 -0.23 -0.21 -0.56
4 -0.25 -0.17 -0.44
3 -0.25 -0.11 --
2 -0.17 -0.03 -0.18
1 -0.11 0.00 -0.04
0 0 0 0
6.5 Conclusiones de la modelación por elementos finitos.
Con el análisis por elementos finitos de la estructura estudiada, se obtuvieron los
desplazamientos de la viga, tomando en consideración los amortiguamientos, la fuerza
aplicada y la frecuencia característica de cada forma modal en las distintas uniones
experimentadas.
Las frecuencias obtenidas con los elementos tipo brick y tipo beam, tienen una
variación porcentual entre 4% y 2.5%, este bajo porcentaje se atribuye a que la estructura
satisface la condición de utilización en los elementos tipo beam ó brick, la relación entre la
sección transversal con 0.0508 mm y la longitud de 473 mm es considerable, en este caso
es preferible utilizar los elementos tipo brick.
Al variar el valor del amortiguamiento, los desplazamientos de la estructura también
varían, como se muestra en la tabla 6.2; los resultados muestran que con un mayor valor de
amortiguamiento, los desplazamientos son menores y viceversa.

CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES.
En la presente investigación se desarrolló un trabajo experimental donde se comparó
el comportamiento dinámico de una estructura con uniones por soldadura, por tornillo con
torques de apriete igual a 40Nm, 30 Nm y 20 Nm y además por adhesivo con espesores de
pegamento de 0.4 mm y 0.5 mm. Las condiciones de frontera de los sistemas estudiados se
mantuvieron constantes en todos los análisis. Se obtuvieron las relaciones cualitativas y
cuantitativas de la respuesta al impacto en función de la fuerza de impacto, la aceleración
en diferentes trazos marcados sobre la viga y el desplazamiento en el extremo libre de la
viga.
Se diseño y construyó un banco experimental que permitió realizar pruebas en la estructura
con las uniones mencionadas en el párrafo anterior. La respuesta en el tiempo obtenida del
impacto al cual se sometió la estructura fue procesada y mediante la aplicación de la FFT se
obtuvo la respuesta en dominio de la frecuencia, lo cual permitió determinar las frecuencias
naturales del sistema.
Los amortiguamientos del sistema se determinaron primero utilizando la respuesta del
sistema en dominio del tiempo con el método del decremento logarítmico en cada una de
las uniones estudiadas; posteriormente, con la respuesta del sistema en dominio de la
frecuencia y con el método de ancho de banda se determinaron los amortiguamientos
característicos en cada frecuencia natural para cada unión estudiada.

Capítulo VII. Conclusiones y recomendaciones.
73
6.1 Conclusiones.
La curva de respuesta en el tiempo de la estructura sometida a vibración libre
muestra que cuando se aplican uniones por tornillo o por adhesivo, el decaimiento
de la curva ocurre en un menor tiempo en comparación de una unión por soldadura.
El mayor valor del amortiguamiento logarítmico entre las uniones estudiadas se
presenta en el adhesivo, siempre y cuando se considere un torque de apriete de 40
Nm en los tornillos, el porcentaje de variación con respecto al adhesivo y las
uniones con soldadura y tornillo es de 30% y 13.3% respectivamente. Se puede
resumir que tanto la soldadura como los tornillos proporcionan rigidez a la
estructura.
El amortiguamiento logarítmico que presentan los tornillos sometidos a los torques
de 20 Nm, 30 Nm y 40Nm muestran que el amortiguamiento es proporcional al par
de apriete, entre mayor sea el torque, el valor del amortiguamiento es menor. Esto
puede atribuirse al fenómeno de fricción que ocurre entre los elementos en contacto.
Analizando la respuesta del sistema en dominio de la frecuencia, los picos de las
curvas generadas muestran la localización de las frecuencias naturales de la
estructura, así como la influencia del efecto de amortiguamiento en la amplitud de
las curvas generadas.
La localización de la primera frecuencia natural del sistema permanece constante
para los tres tipos de unión analizados, el incremento en la masa del sistema
proporcionado por los tornillos y la aportación de soldadura, generan un
desplazamiento de las curvas generadas con respecto a la unión por adhesivo en la
segunda y tercera frecuencia.
Los amortiguamientos determinados en la unión por adhesivo con los espesores
estudiados, presentan una variación de 4% en la primera frecuencia natural, lo cual
puede considerarse como no significativo.

Capítulo VII. Conclusiones y recomendaciones.
74
Los amortiguamientos obtenidos para cada forma modal con diferentes torques de
apriete muestran que la mayor diferencia en la primera frecuencia natural entre los
sistemas es del 13%, en la segunda y tercera frecuencia natural, la máxima
diferencia es del 8%. Se determinó que el mayor valor de amortiguamiento entre las
uniones con tornillo se presenta en el torque de 20 Nm para la primer frecuencia
natural; en la segunda y tercera frecuencia, los amortiguamientos poseen una
variación mínima entre los diferentes torques de apriete.
La unión por soldadura presenta el mayor valor de amortiguamiento en la primer
frecuencia natural, en la segunda y tercer frecuencia, los amortiguamientos tienen
una variación del 3% y 8% respectivamente, respecto a los valores presentados con
la unión por tornillo en sus distintos torques de apriete. Se puede deducir que el
comportamiento del amortiguamiento en las formas 2 y 3 es semejante a la unión
por tornillo.
Se encontró que los amortiguamientos con tornillo y soldadura son similares,
mientras que la unión con adhesivo es mayor a estas dos últimas en 18% y 36% en
la segunda y tercer forma respectivamente.
Los desplazamientos experimentales determinados en la unión con adhesivo varían
4% en el extremo libre de la viga respecto a los resultados obtenidos con elemento
finito. Se deduce que los resultados obtenidos son validos para el sistema estudiado.
Se determinó con base en las simulaciones en ABAQUS, que el valor del
amortiguamiento afecta los desplazamientos de la estructura, entre mayor sea el
amortiguamiento, menor será el desplazamiento.
Los datos obtenidos experimentalmente pueden servir en la verificación de los
modelos numéricos por elemento finito de las uniones mecánicas con pegamento.
Los resultados de este trabajo proveen a los ingenieros de diseño información sobre
el comportamiento dinámico de los diferentes tipos de unión aquí estudiados en las
etapas de diseño, rediseño y reparación.

Capítulo VII. Conclusiones y recomendaciones.
75
Finalmente se puede concluir que la importancia del uso de adhesivos en las
uniones mecánicas radica en la facilidad de aplicación del pegamento; las
propiedades de los adherentes no cambian, no se introduce una concentración de
esfuerzos mecánicos o térmicos en la unión y el valor del amortiguamiento
característico del adhesivo puede ser un factor importante en la reducción de
desplazamientos de la estructura respecto a las uniones mecánicas.
6.2 Recomendaciones.
Con el propósito de complementar y continuar con los resultados generados con este
trabajo, se proponen las siguientes recomendaciones:
Utilizar un adhesivo en el cual el espesor del pegamento pueda ser
manipulado a conveniencia.
Estudiar el efecto del amortiguamiento con una unión tornillo-adhesivo.
Realizar pruebas estáticas destructivas de la unión por adhesivo con
diferentes espesores de pegado.
Estudiar el comportamiento de la unión con adhesivo en donde se engloben
altas frecuencias, utilizando el método de ultrasonido.
Utilizar diferentes materiales como probetas de estudio
Realizar pruebas en estructuras con uniones tipo sandwich.
Realizar un estudio donde se utilicen amortiguamientos pasivos con
amortiguamientos activos en una estructura.
Localizar la unión en el donde se localice la zona de resonancia de la
estructura.

76
Referencias bibliográficas.
[1] Bert C. W., Clary R. R., 1974, “Evaluation of Experimental Methods for Determining
Dynamic Stiffness and Damping of Composite Materials”, Composite Materials –
Testing and Design, ASTM, pp 250-265
[2] Plunket C. R., 1980, Friction Damping- Damping Application for Vibration Control,
ed. ASIDE, Chicago, pp. 65-74.
[3] Adams R. D., Wake W. C., 1984, Structural adhesive joints in engineering, London,
Elsevier.
[4] Saito H., Tani H., 1984, “Vibration of Bonded Beams With a Single Lap Adhesive
Joint”, Journal of Sound and Vibration, 92, pp. 299-309
[5] Roy S., Reddy N., 1988, “Finite Element Models of Viscoelastic and Diffusion in
Adhesively Bonded Joints”, International Journal for Numerical Methods in
Engineering, 26, pp. 2531
[6] Crocker M. J., Rao M. D., Raju P., K., Yan X., 1989, “Measurement of Damping of
Graphite Epoxy Materials & Structural Joints”, NASA Final Report NAS8-36146,
National Aeronautics & Space Administration George C. Marshall Space Flight
Center, Huntsville.
[7] Holman J.P., 1989, Experimental Methods for Engineers, Ed. Mc Graw Hill, United
States of America, p 29.
[8] Chandra R., Singh S. P., Gupta K., 1990, “Damping Studies in Fiber-Reinforced
Composites a Review”, Composite structures, 46, pp. 49-60
[9] Luego P., 1991, “Design of Joints for Damped Structures”, Proceedings of the
International Conference: Spacecraft Structures and Mechanical Testing, Netherlands,
24-26.
[10] He S., Rao M. D., 1992, “Vibration Analysis of Adhesively Bonded Lap Joint. Part I:
Theory”, Journal Sound and Vibration, 152(3), pp. 405-416.
[11] Alberts T. E., Xia H., Chen Y., 1992, “Dynamic Analysis to Evaluate Viscoelastic
Passive Damping Augmentation for the Space Shuttle Remote Manipulator System”,
Dynamic System Measurement and Control, ASME, 114(3), pp. 468-475.
[12] Rao M. D., Zhou H., 1993, “Vibration and Damping of a Bonded Tubular Lap Joint”,
Journal of Sound and Vibration, 178(3), pp. 577-590.

77
[13] Got A., Matsude M., Hamade H., Maekawa Z., Matuo T., 1993, “Vibration Damping
and Mechanical Properties of Continuous Fiber Reinforced Various Thermoplastics
Composites”, SAMPE, 38(2), pp. 1651-1665.
[14] Hildebrand M., Vessonen I., 1997, Experimental data on damping of adhesively
bonded single lap joints, Manufacturing Technology
[15] Mc Quillan D., Bush A., Desai S. B., Hurley S. A., Hutchinson A. R., Mays G. C.,
Mettem C. J., Morris D. R., Newman C. J., Robinson J. S., Thorpe N., 1999, Guide to
the structural use of adhesives, SETO, London UK, Cap. 2.
[16] ISO, 1999, ISO 898-1:1999, Mechanical properties of fasteners made of carbon steel
and alloy steel -- Part 1: Bolts, screws and studs.
[17] Bonanni D. L., Caiazzo A., Flanagan G., 2000, “Design Guide for Joints in Marine
Composite Structures”, Naval Surface Warfare Center Carderock Division, Report N°
NSWCCD-65-TR-2000101
[18] Ewins D. J., 2000, “Basics and State-of-Art of Modal Testin” Department of
Mechanical Enginnering Collage of Science, Technology and medicine, London, UK,
25, pp 207-220
[19] He X., Oyadaji S.O. 2001, “Influence of Adhesive Characteristics on the Transverse
Free Vibration of Single Lap-Joined Cantilevered Beams”, Journal of Materials
Processing Technology 119, pp. 366-373
[20] Dilar D. A., 2002, Adhesion Science and engineering -1 The Mechanics of Adhesion,
A. V. Pocius, United States of America, Cap. 1.
[21] Del Real J. C., Martínez S., Martínez M. A., López F., 2002, “Caracterización
mecánica de adhesivos para uniones estructurales sometidas a vibraciones”, VII
Congreso Nacional de Propiedades Mecánicas de Sólidos, 315-320.
[22] Engineered Adhesives Division 3M, 2002, DP-100 Clear, DP-100 NS Translucent,
United States of America.
[23] Chandra R., Singh S. P., Gupta K., 2003, “Experimental Evaluation of Damping of
Fiber-Reinforced Composites”, ASTM, Journal of Composites, Technology &
Research, 25, pp. 120-129
[24] Robert W. Messler Jr., 2004, Joining of Materials and structures, Elsevier, United
States of America, Cap. 1.

78
[25] Vaziri A., Nayeb-Hashemi H., Hamidzadeh H. R., 2004, “Experimental and Analytical
Investigations of the Dynamic Response of Adhesively Bonded Single Lap Joints”,
ASME Journal of Vibration and Acoustics, 126, 84-91
[26] Kaya A., Mehmet S., tekeliog L., Findi F., 2004, “Effects of Various Parameters on
Dynamic Characteristics in Adhesively”, materials letters, 3451-3456
[27] Balmes E., Corus M. Germes S.,2004, “Model validation for heavily damped
structures”, Application to a windshield joint. France.
[28] Gil P. J. J., 2007, “Amortiguamiento en Estructuras de Acero Utilizando Materiales
Viscoelásticos”, Ph. D. tesis, Universidad de Puerto Rico, Recinto Universitario de
Mayagüez, Puerto Rico.
[29] Groover M. P., 2007, “Fundamentals of Modern Manufacturing, Materials, Process,
and Systems”, John Wiley & Sons, INC., United States of America, pp. 699-704
[30] Bickford H. J., 2008, “Introduction to the design and behavior of bolted joints”, CRC
Press, United States of America.
[31] Petrie M. E., 2009, “Bondline Thickness Control”, Bonding Inovation, 54, 2009.
[32] Azvine B. Wynne R. J., Tomlinson G.R., 1994, “Active Damping for the control of
flexible structures”, International Conference on Control, Coventry, IEE, UK,pp. 1296-
1305.
[33] Sun D., Tong L., 2002, Modelling and vibration control of beams with partially
debonded active constrained layer damping patch, Journal of Sound and Vibration,
252, pp 493-507.
[34]Chien-Chang L., Tseng-Chung K., 1997, “Free vibration of bonded plates”, Computer
& Structures, 64, pp. 441-452.
[35] Gunes R., Kemal A. M., Yildrim, 2007, The free vibration analysis and optimal design
of an adhesively bonded functionally graded single lap joint, International Journal of
Mechanical Sciences, 49, pp. 479-499
[36] Malcom J. C., Mohan D. R., Raju P. K., Yan X., “Measurement of damping of
graphite epoxy materials & structural joints”, technical report N° NAS8-36 146,
National Aeronautics & Space Administration, 1989.
[37] Johanson L., 1993, “Contact With Friction Between Two Elastic Half-Planes”, ASME
Journal of Applied Mechanics, 60, pp. 737-742.

79
[38] Bedolla J. H., 1999, “Prueba experimental de detección de incisiones en vigas de
sección rectangular sometidas a vibración forzada”, tesis de maestría, CENIDET,
Cuernavaca.
[39] Rao S. S., 1990, Mechanical Vibration, Addison Wesley, United States of America.
[40] Schwarz B. J., Richardson M. H., 1999, Experimental Modal Analysis, Vibrant
Technology, California.
[41] Moaveni S., 1999, “Finite Element Analysis- Theory and Applications with Ansys”,
Prentice Hall, Ney Jersey.