cryo edm - copen 8
TRANSCRIPT

8/11/2019 Cryo Edm - Copen 8
http://slidepdf.com/reader/full/cryo-edm-copen-8 1/6
International Conference on PRECISION, MESO, MICRO AND NANO ENGINEERING (COPEN-8: 2013)December 13
th-15
th, 2013, NIT Calicut, Kerala, India
Study of the Effect of Cryogenic Treatment ofTool Electrodes during Electro Discharge Machining
Mathai V.J.1, Vaghela R.V.
2, Dave H.K.
3, Raval H.K.
4 and Desai K.P.
5
1,2,3,4,5Department of Mechanical Engineering,
S.V. National Institute of Technology, Surat, Gujarat–395007, IndiaEmail:
Abst ract: - In this paper, an attempt has been made to study the effect of cryogenic
treatment of tool electrodes on various responses during Electro Discharge Machining.Process performance has been analyzed by studying the change in critical responsecharacteristics like Material Removal Rate (MRR), Tool Wear Rate (TWR) and Surfaceroughness (Ra) with respect to current and pulse ON time when machining is performedusing electrodes subjected to different cryogenic treatment durations. It has beenobserved that cryogenic treatment of tool electrodes result into reduction in tool wear rate.Relatively lesser influence of the same has been observed on material removal rate andsurface roughness. The observations are critically analyzed.
Keywords: Electro Discharge Machining, Cryogenics, Tool wear, Roughness
1. INTRODUCTION
The rapid development in the field of materialshas given an impetus to the modern manufacturing
technology to develop, modify and discover newtechnological processes with a view to achieveresults that are far beyond the scope ofconventional or traditional machining processes.
Consequently, some new strategies of machiningwhich are known as non-traditional machiningtechniques or unconventional machining
techniques or advanced machining processes have been developed. These techniques provide effectivesolutions to the problems imposed by the
increasing demand of high strength temperature
alloys, the requirement of parts with intricate andcomplicated shapes and materials so hard to defymachining by conventional methods [1]. According
to Jain, advanced machining processes can becategorized in to three categories, viz. Mechanical,Thermoelectric and Electrochemical or chemical processes based on the type of energy utilized for performing energy [2]. Out of these processes,Electro Discharge Machining (EDM) process has been widely used for many applications as it is an
almost force free machining process. Anyelectrically conductive material can be machinedusing this process irrespective of its mechanical
properties like hardness. The material can beremoved from the workpiece at micron level toensure precision and accuracy of the final
geometry. Generation of 3D cavities can be
performed with ease using appropriate tooling and
tool motions [3]. All these advantages make the process cost effective and viable for industrial
applications.
Even though the process is widely accepted inmanufacturing fraternity, the process still has somedrawbacks like lower material removal rate, highersurface roughness and machining time etc. whencompared with other unconventional machiningtechniques. Many process improvement techniqueshave been reported in the field of electro dischargemachining like incorporating tool or workpiecemotions, use of different dielectric fluids andadding powder suspensions, using different toolmaterials or subject them to specific processes sothat the tool electrode properties can be improved[4]. Application of cryogenics in electro dischargemachining is one among such process improvementtechniques as it improves material propertiessignificantly [5]. Many researchers have appliedthis method to reduce tool wear which is almostinevitable in electro discharge machining. Kumar etal. [6] used cryogenic treated copper electrodes to perform experiments in order to evaluate themachining efficiency of additive powder mixedelectro discharge machining of Inconel 718 andobserved significant reduction in tool wear rate andwear ratio. Abdulkareem et al. [7] used cryogeniccooling using liquid nitrogen during the machining

8/11/2019 Cryo Edm - Copen 8
http://slidepdf.com/reader/full/cryo-edm-copen-8 2/6
680 ♦ International Conference on (COPEN-8: 2013)
of Ti-6Al-4V in order to reduce electrode wearratio. Similar method has been adopted bySrivastava and Pandey [8, 9] for machining M2grade high speed steel and they reported that
cryogenic treated electrodes have better shaperetention capacity than non-treated electrodes after performing machining. The technique has also beenreported to be applied in micro level EDM whereaberrations like tool wear are extremely detrimental[10]. Cryogenics treatment has also been reportedto be employed on workpiece materials in order toimprove its machinability. Yildiz et al. [11]investigated the effect of cold and cryogenictreatment on the machinability of beryllium-copperand reported about 20 to 30% increase in materialremoval rate. Gill and Singh [12] has also studiedthe effect of deep cryogenic treatment onmachinability of titanium alloy in electro dischargedrilling and reported superior drilling accuracy ofholes on treated alloy workpieces.
From the literature survey, it has beenobserved that many works has been reported oncryogenic assisted EDM but very few works areobserved where effect of cryogenic treatmentduration on various responses in electro dischargemachining. The objective of this paper is to analyzethe performance of cryogenic treated toolelectrodes subjected to different treatmentdurations and compare them with the performanceof non-treated electrodes.
2. EXPERIMENTAL PLAN AND
PROCEDURE
2.1 Parameter Selection
Based on the literature survey, three electricaland two non-electrical parameters have beenselected for the study. Current and Pulse ON time
have been selected as the electrical parameters andcryogenic treatment time has been considered asthe non-electrical parameter. Table 1 shows thevalues pertaining to each level for the factors
considered.
Table 1: Variable Parameters and their Levels
Parameters Units Levels
1 2 3 4 5
Current A 9 13 17 21 28
Pulse on Time μs 93 165 240 315 385
Cryogenic TreatmentTime
Hour 0 12 24 - -
Other machining parameters like gap voltage,duty factor and flushing pressure have been kept at
constant values of 75 V, 0.7 and 0.3 kg/cm2
respectively. The experiment design has been done
using full factorial design methodology.
2.2 Response Selection
In this study, material removal rate, tool wear
rate and surface roughness have been considered as
the response characteristics. Material RemovalRate (MRR) is the amount of material removed
from the workpiece during EDM process. It is
calculated by finding out the difference in weight
before and after machining and dividing the value
by the total machining time. Tool wear rate is
defined as the ratio of amount of tool material
eroded to the total machining time. The weight of
the workpiece and tool has been measured by
Precision Weighing Machine having a least count
of 0.1 mg.
As the material is removed in the form ofmicro craters, the machined surface would be
slightly uneven with peaks and valleys. To quantify
this unevenness, arithmetic mean roughness values
are measured. Surface roughness has been
measured by Mitutoyo SJ-401 Surface Roughness
Tester.
2.3 Experimental Procedure
The experiments were carried out on Joemars
ZNC Die-sinking Electro-Discharge Machine.
Electrolytic copper rods turned to 9.7mm diameter
and 30 mm length have been used as toolelectrodes. Stainless steel (SS 304), which have a
wide range of application in the field of food
processing industries, fabrication of medical
implants etc. has been selected as the workpiece
material. Material blocks are ground to dimensions
of 30mm x 25 mm x 15 mm have been used as the
workpiece. Cavity of 9 mm depth has been
generated for experimental study.
Since cryogenic treatment time of the tool
electrodes is considered as an input parameter for
performing experimentation, tools in requirednumber and specifications in terms of treatment
time as per the experimental design has been
subjected to cryogenic treatment using liquid
nitrogen stored in a dewar flask. After the treatment
time period, the electrodes are taken out and are
allowed to attain room temperature at a slow rate.
Prior to experimentation, the hardness of the
electrode surface has been measured using
Rockwell hardness tester. From table 2, it can be
observed that the hardness of the electrode has
been improved after

8/11/2019 Cryo Edm - Copen 8
http://slidepdf.com/reader/full/cryo-edm-copen-8 3/6
Study of the Effect of Cryogenic Treatment of Tool Electrodes during Electro Discharge Machining ♦ 681
Table 2: Hardness Value Comparison between Non-treated and Treated Electrodes
Condition Hardness % Increase after
Treatment
Non-treated 20 HRB -Cryo-treated for 12hour
23 HRB 15 %
Cryo-treated for 24hour
24 HRB 20 %
Fig. 1: Experimental Setup
the cryogenic treatment. This could be because
of the significant refinement of grains andattainment of fine grain structure. This results in toimprovement of wear resistance and the electrical
and thermal conductivity of electrodes.
In the electro discharge machining (EDM) setup, workpiece has been held in vice on a standard parallel rectangular block to ensure that its face is parallel to the face of the tool as shown in figure 1.
Jet flushing has been used in all the experiments.Machining time has been noted using a stopwatchand weights of the tool electrode and workpiece before and after experimentation has been
measured for the calculation of material removalrate and tool wear rate using a precision weighingmachine.
3. RESULTS AND DISCUSSION
Detailed study of response characteristics withrespect to the machining parameters and differentcryogenic treatment conditions has been done.Analysis of variance has been performed to identify
the significance of the parameters considered forexperimentation and to quantify their effects on theresponse characteristics. Factor having lowest p-
value has been identified as the most statisticallysignificant parameter on the response. Mean effect plots have been plotted in the form of bar charts for
the ease of comparison of performance of non-treated and cryogenic treated electrodes.
3.1 Material Removal Rate (MRR)
From figure 2, it can be observed that the
material removal rate increases with increase in
current and pulse ON time irrespective of thecryogenic treatment condition applied on the tool
electrode. It is known that the effective sparkenergy available at the machining area is directly proportional to the current and pulse ON time.
With increase in current, the effective energy
available at tool–workpiece interface increases andas a result the size of craters formed becomes bigger resulting in increase in MRR. Further, from
table 3, it can be observed that on the basis ofanalysis of variance, current has the highestsignificance on material removal rate.
Further, from figure 2, it can also be observedthat material removal rate is relatively higher fornon-treated electrodes compared to that obtained
using treated electrodes. After performingcryogenic treatment, the electrical and thermalconductivity of the electrode material increases,
which reduces the bulk heating and therebyexcessive melting of the tool and the work pieceand resulting in relatively lower MRR [13]. Oncomparison between the performances of thecryogenically treated electrodes for differentdurations, it can also be observed that for lowercurrent values, the tool electrodes treated for 24
hours aided in providing higher material removalrate and vice versa at higher current values.
Fig. 2: Mean Effective Plots for Material RemovalRate (MRR)
Table 3: ANOVA Table for Material Removal Rate(MRR)
Factor Non Treated 12 Hour 24 Hour
FRatio
p-Value
FRatio
p-Value
FRatio
p-Value
Current 99.44 0.000 89.54 0.000 43.83 0.000Pulse onTime
6.80 0.002 9.75 0.000 4.80 0.010
Tool holder
Tool
Nozzle
Standard
parallel
block
Workpiece
Vice

8/11/2019 Cryo Edm - Copen 8
http://slidepdf.com/reader/full/cryo-edm-copen-8 4/6
682 ♦ International Conference on (COPEN-8: 2013)
3.2 Tool Wear Rate (TWR)
On observing figure 3, it can be seen that forall three types of electrodes used, TWR increaseswith reduction in pulse on time and increase in
current. This is due to the fact that the diameter ofthe discharge column increases with the pulseduration which reduces the energy density of the
electrical discharge on the discharge spot [9, 11].Further, at longer pulse on time, the carbon fromthe decomposition of hydrocarbon-based dielectricliquid gets deposited on the surface of the
electrode. This deposited layer increases the wearresistance of the electrode and thereby reducingTWR.
Further, it can be observed from figure 3 thatTWR is lower for cryogenic treated electrodes
when compared to non-treated electrodes. Duringthe cryogenic treatment, as the temperaturedecreases, the thermal vibration of atoms in a metalwill become weaker and so the electrons move
easily. This phenomenon results in decrease ofelectrical resistivity of the metal. In copper alloys,the cryogenic process increases the homogeneity of
the crystal structure, dissolving gaps anddislocations of the alloying elements andconsequently, the resulting improved structuralcompactness improves electrical conductivity [7].
With increase in electrical conductivity, electronsare cold emitted more easily and there is less bulkelectrical heating. As per Wiedmann–Franz-Lorenz
law, increase in electrical conductivity wouldincrease thermal conductivity of the material [14].Thus, when thermal conductivity increases, thelocal temperature rise would be less due to faster
heat conducted to the bulk of the tool and thus lesstool wear, for the same heat load. Similarobservations have been reported by Jafferson and
Hariharan [11] in their work also.
It is also worth noting that the tool wear rate is
dependent on the cryogenic treatment time. Thetool wear rate has been observed to be lower forelectrodes treated for 12 hours.
From ANOVA (Table 4), it can be understood by observing the p-values that current has arelatively higher statistical significance on TWR
than pulse ON time, irrespective of the treatmentcondition of the tool electrode.
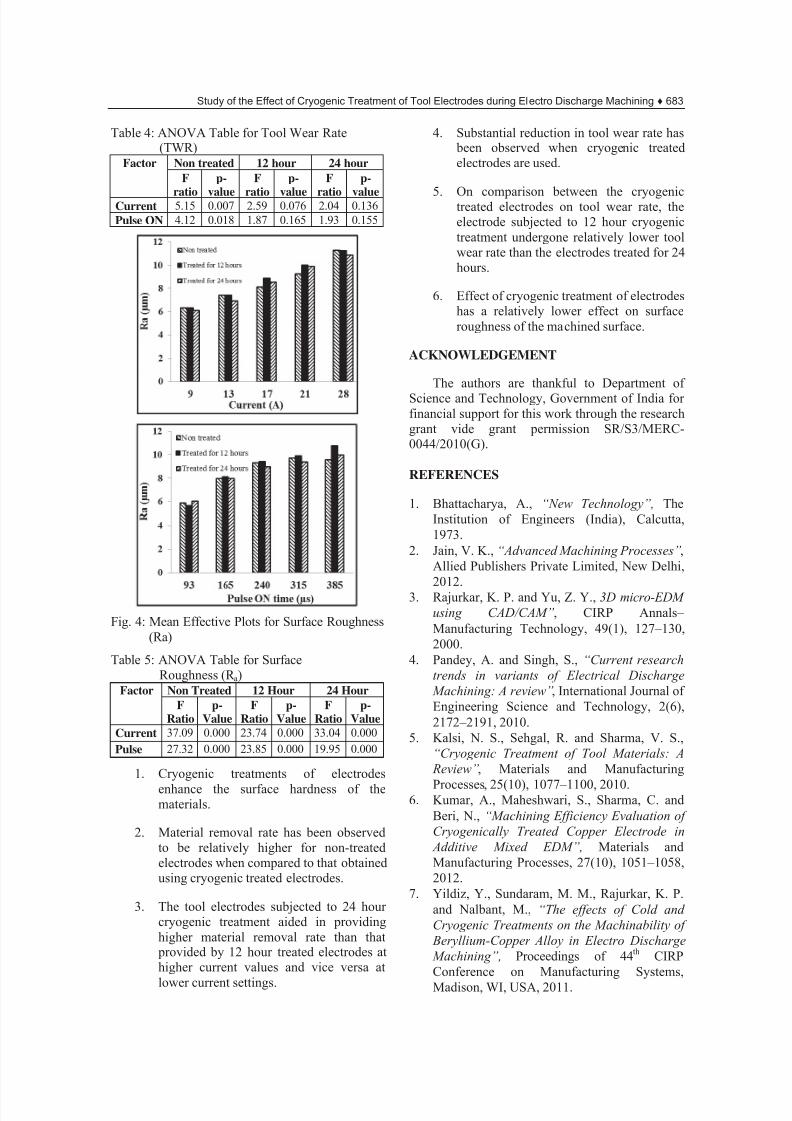
3.3 Surface Roughness (Ra)
The surface generated by EDM process isalways tend to be rough as the material removaltakes place in the form of craters and the re-
solidification of the molten metal during machining[9]. Higher the discharge energy, more rough the
surface becomes. In present study also similarresult has been observed. From figure 4, it can be
clearly observed that the surface roughnessincreases with increase in current and pulse ON
time. The trend can be seen to be the same for allelectrodes irrespective of its cryogenic treatmentcondition. Further, ANOVA results show that bothcurrent and pulse ON time are statisticallysignificant on the response (Table 5).
It is also worth noting that no significant effectof cryogenic treatment has been observed on
improvement of surface quality of the workpiece.The roughness on machined surface is highestwhen electrode with 12 hour cryogenic treatment is
used. For lower current settings, the electrodetreated for 24 hours yielded relatively good surface
quality when compared when compared with othertwo electrode variations.
4. CONCLUSION
Effect of current and pulse ON time duringelectro discharge machining of stainless steel using
copper electrodes subjected to three differentcryogenic treatment conditions (non-treated, treatedfor 12 hours and treated for 24 hours) on responsecharacteristics such as material removal rate, tool
wear rate and surface roughness has beeninvestigated. Basic conclusions are mentioned below:
Fig. 3: Mean Effective Plots for Tool Wear Rate(TWR)
8/11/2019 Cryo Edm - Copen 8
http://slidepdf.com/reader/full/cryo-edm-copen-8 5/6
Study of the Effect of Cryogenic Treatment of Tool Electrodes during Electro Discharge Machining ♦ 683
Table 4: ANOVA Table for Tool Wear Rate(TWR)
Factor Non treated 12 hour 24 hour
F
ratio
p-
value
F
ratio
p-
value
F
ratio
p-
valueCurrent 5.15 0.007 2.59 0.076 2.04 0.136
Pulse ON 4.12 0.018 1.87 0.165 1.93 0.155
Fig. 4: Mean Effective Plots for Surface Roughness
(Ra)
Table 5: ANOVA Table for SurfaceRoughness (R a)
Factor Non Treated 12 Hour 24 Hour
FRatio
p-Value
FRatio
p-Value
FRatio
p-Value
Current 37.09 0.000 23.74 0.000 33.04 0.000
Pulse 27.32 0.000 23.85 0.000 19.95 0.000
1. Cryogenic treatments of electrodes
enhance the surface hardness of thematerials.
2. Material removal rate has been observedto be relatively higher for non-treatedelectrodes when compared to that obtainedusing cryogenic treated electrodes.
3. The tool electrodes subjected to 24 hourcryogenic treatment aided in providing
higher material removal rate than that provided by 12 hour treated electrodes athigher current values and vice versa at
lower current settings.
4. Substantial reduction in tool wear rate has been observed when cryogenic treatedelectrodes are used.
5. On comparison between the cryogenictreated electrodes on tool wear rate, theelectrode subjected to 12 hour cryogenic
treatment undergone relatively lower toolwear rate than the electrodes treated for 24hours.
6. Effect of cryogenic treatment of electrodeshas a relatively lower effect on surface
roughness of the machined surface.
ACKNOWLEDGEMENT
The authors are thankful to Department ofScience and Technology, Government of India for
financial support for this work through the researchgrant vide grant permission SR/S3/MERC-0044/2010(G).
REFERENCES
1. Bhattacharya, A., “New Technology”, The
Institution of Engineers (India), Calcutta,
1973.
2. Jain, V. K., “Advanced Machining Processes”,
Allied Publishers Private Limited, New Delhi,
2012.
3. Rajurkar, K. P. and Yu, Z. Y., 3D micro-EDM
using CAD/CAM”, CIRP Annals–
Manufacturing Technology, 49(1), 127–130,
2000.
4. Pandey, A. and Singh, S., “Current research
trends in variants of Electrical Discharge
Machining: A review”, International Journal of
Engineering Science and Technology, 2(6),
2172–2191, 2010.
5. Kalsi, N. S., Sehgal, R. and Sharma, V. S.,
“Cryogenic Treatment of Tool Materials: A
Review”, Materials and Manufacturing
Processes, 25(10), 1077–1100, 2010.6. Kumar, A., Maheshwari, S., Sharma, C. and
Beri, N., “Machining Efficiency Evaluation of
Cryogenically Treated Copper Electrode in
Additive Mixed EDM”, Materials and
Manufacturing Processes, 27(10), 1051–1058,
2012.
7. Yildiz, Y., Sundaram, M. M., Rajurkar, K. P.
and Nalbant, M., “The effects of Cold and
Cryogenic Treatments on the Machinability of
Beryllium-Copper Alloy in Electro Discharge
Machining”, Proceedings of 44th CIRP
Conference on Manufacturing Systems,
Madison, WI, USA, 2011.

8/11/2019 Cryo Edm - Copen 8
http://slidepdf.com/reader/full/cryo-edm-copen-8 6/6
684 ♦ International Conference on (COPEN-8: 2013)
8. Abdulkareem, S., Khan, A. A. and Konneh,M., “Reducing electrode wear ratio using
cryogenic cooling during electrical dischargemachining”, International Journal of
Advanced Manufacturing Technology, 45,1146–1151, 2009.9. Srivastava, V. and Pandey, P. M., “Study of
the Cryogenically Cooled Electrode Shape in Electric Discharge Machining Process”,World Academy of Science, Engineering andTechnology, 60, 1017–1021, 2011.
10. Srivastava, V. and Pandey, P. M.,
“Performance Evaluation of Electrical Discharge Machining (EDM) Process UsingCryogenically Cooled Electrode”, Materialsand Manufacturing Processes, 27(6), 683–688,
2012.
11. Jafferson, J.M. and Hariharan, P., Experimental Investigation on Machining
Performance of Cryogenically treated Electrodes in μ EDM” Proceeding of 4
th
International and 25th National AIMTDR
Conference, Jadavpur University, Kolkata,India, 1069–1072.
12. Gill, S. S. and Singh, J., “Effect of DeepCryogenic Treatment on Machinability of
Titanium Alloy (Ti-6246) in Electric Discharge Drilling”, Materials and Manufacturing
Processes, 25(6), 378–385, 2010.13. Jafferson, J. M. and Hariharan, P., “ Machining performance of cryogenically treatedelectrodes in Microelectric Discharge Machining: A Comparative Study”, Materialsand Manufacturing Processes, 28(4), 397–402,2013.
14. Isaak, C. J. and Reitz, W., “The effects of
cryogenic treatment on thermal conductivity ofGR Cop-84”, Materials and ManufacturingProcesses, 23(82–91), 2008.