data evaluation and modeling for product definition engineering - ise 677
TRANSCRIPT

1 Davies
Data Analysis and Modeling for PDE
Process Planning and Control
by: Charles Justin Davies
ISE 677
Professor: Dr. Thom Hodgson
North Carolina State University

2 Davies
Tables of Contents
Abstract……………………………………………………………………………3
Introduction………………………………………………………………………..4
Phase 1……………………………………………………………………………4
Phase 2…………………………………………………………………………..11
Phase 3…………………………………………………………………………..14
The Next Step….Where the Research Goes Now………………………….19
Conclusion……………………………………………………………………….20

3 Davies
Abstract
In any manufacturing environment, production planning and control is essential in order for
companies to remain competitive. There is a strong emphasis on this factor of operations in
manufacturing. Such an emphasis is needed in the General Electric Energy Division Product
Definition Engineering Department. Visual flow network techniques were utilized to test a
sample of data which revealed measurable results. These results suggested repeated instances of
rework loops, work stalls due to scope change, and errors from standard practices. An
opportunity for improvement was highlighted based upon these findings. The researcher
understood that improvements are based upon a medium of measurement which sets a baseline
of current state. Efforts were engaged to develop the current state for numerous activities within
the PDE organization. Simple averages were employed for this reflection. The data was first
extracted from Activity Management Tools generated by individual drafters who performed the
work. The results of the data did not fit intuition of the respective management and employees
involved. Thus, the AMT was decommissioned as a tool to capture the current state. Data
analysis was applied to a database that houses durations of activities based upon the time sheet
recording database. The data of drafting activities for any given duration from this approach was
considerably skewed. Measures of central tendency and spread were applied. These results
proved insufficient for activity planning. All of the data researched possessed skewed
distributions with considerable spreads. Due to this spread, graphical representations of the data
suggested variations that would make accurate planning impossible. A normalization method
was applied to capture a measurement mechanism based upon confidence intervals. Such a
method proved valuable in acquiring a baseline for measurement and a gage for planning and
loading of drafting work.

4 Davies
Introduction
Today’s business environment requires that companies become more competitive by
reducing costs. This concept has traditionally been applied to the manufacturing environment
where cycle times, lead times, WIP status etc. define the financial measuring stick of the
organization. Nonetheless, there is extreme value in applying these approaches to the other
industries.
There has been a need to quantitatively measure the operational health of the Product
Definition Engineering Division of the General Electric Energy Division. Although there is no
production per say on a manufacturing line, this organization provides design services for the gas
turbine energy division. Currently, the department has little visibility to the loading within the
various groups along with any metrics from which to be measured such as productivity. As a
contractor for GE, QuEST Global Services approached this need as an opportunity to partner
with GE to make them more productive and efficient.
The purpose of this paper is to methodically demonstrate the problem solving approach
that was implemented to meet the end goal – defined metrics for drafting activities. This paper
will also demonstrate methods used to convince management that the approaches developed
were optimal based on the current research performed and the resources available. It is important
to understand that 90% of the problem solving is communicating to upper management and all
employees involved. The method of communication and the approach of the communication are
key factors.
Phase 1
Determining the current state of the drafting system was the first step in defining
appropriate direction. As a starting point, communication with the drafters was carried out in
depth to understand the day-to-day issues that were experienced. There were a lot of comments,
attitudes, opinions etc. It was realized early on that in order to effectively solve the process
issues much attitude and personality must be filtered. Common states of the drafting process
were classified and defined according to the following along with their respective definitions:
1. Original Assignment Work (Orig.Assign.Wk) – This state occurs only at the beginning of
the project when the drafter first receives his/her inputs and direction from the engineer.
5 Davies
2. Mishap Rework (Mis.Rwk) – This is defined as rework performed by the drafter based
upon mistakes that the drafter made while performing their assigned task; this is a
definite highlight for improvement from the drafting side of the business.
3. Preference Rework (Pr.Rwk) – This is defined as rework performed by the drafter based
upon personal preference of the drawing checker and/or the engineer; this rework has
nothing to do with the communication of the drawing and its integrity.
4. Scope Change Work (Sc.Ch.Wk) – This is defined as work performed by the drafter on
their respective drawing or model based upon the engineer changing the scope as
originally defined in the work instructions.
5. Checking (CK) – This is the state at which QuEST customer GE performs checking on
the drafting/modeling of the work and either approves or send back for corrections,
preference rework, mishap rework, scope change work etc.
6. Finish (Finish) – This is the final state of the drafting process in which the respective
drafting/modeling is completed and approved by all responsible parties.
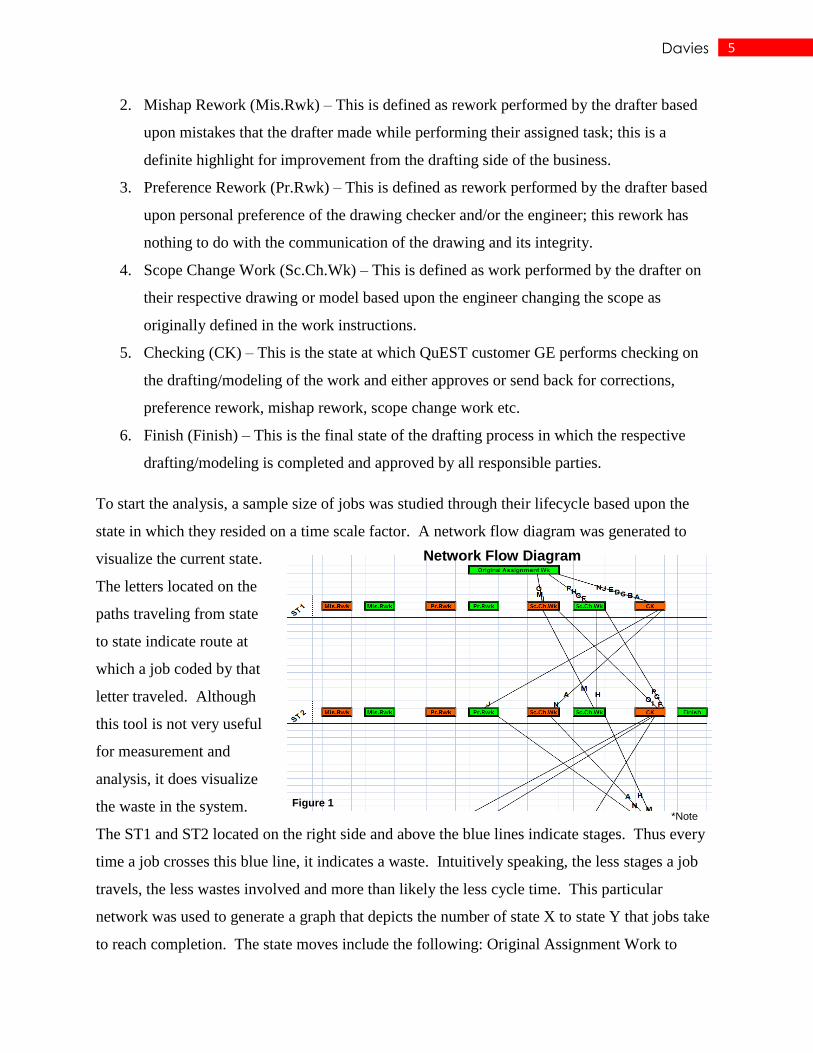
To start the analysis, a sample size of jobs was studied through their lifecycle based upon the
state in which they resided on a time scale factor. A network flow diagram was generated to
visualize the current state.
The letters located on the
paths traveling from state
to state indicate route at
which a job coded by that
letter traveled. Although
this tool is not very useful
for measurement and
analysis, it does visualize
the waste in the system.
The ST1 and ST2 located on the right side and above the blue lines indicate stages. Thus every
time a job crosses this blue line, it indicates a waste. Intuitively speaking, the less stages a job
travels, the less wastes involved and more than likely the less cycle time. This particular
network was used to generate a graph that depicts the number of state X to state Y that jobs take
to reach completion. The state moves include the following: Original Assignment Work to
Network Flow Diagram
Figure 1
*Note
6 Davies
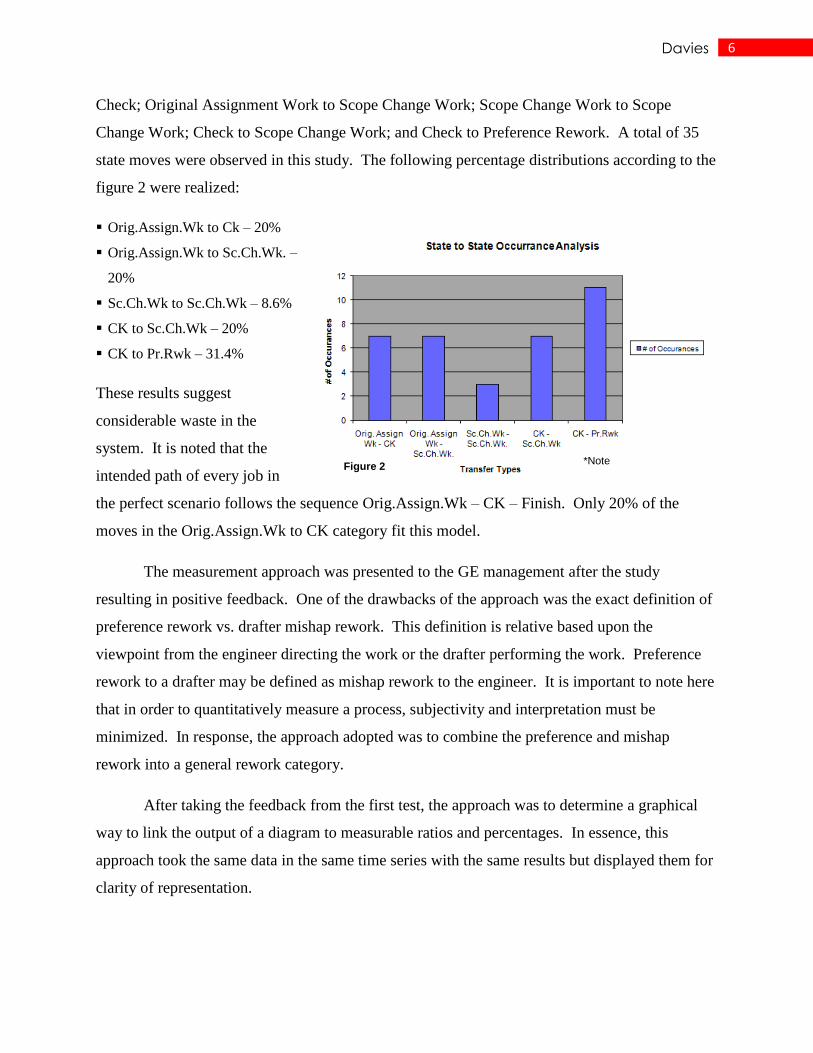
Check; Original Assignment Work to Scope Change Work; Scope Change Work to Scope
Change Work; Check to Scope Change Work; and Check to Preference Rework. A total of 35
state moves were observed in this study. The following percentage distributions according to the
figure 2 were realized:
Orig.Assign.Wk to Ck – 20%
Orig.Assign.Wk to Sc.Ch.Wk. –
20%
Sc.Ch.Wk to Sc.Ch.Wk – 8.6%
CK to Sc.Ch.Wk – 20%
CK to Pr.Rwk – 31.4%
These results suggest
considerable waste in the
system. It is noted that the
intended path of every job in
the perfect scenario follows the sequence Orig.Assign.Wk – CK – Finish. Only 20% of the
moves in the Orig.Assign.Wk to CK category fit this model.
The measurement approach was presented to the GE management after the study
resulting in positive feedback. One of the drawbacks of the approach was the exact definition of
preference rework vs. drafter mishap rework. This definition is relative based upon the
viewpoint from the engineer directing the work or the drafter performing the work. Preference
rework to a drafter may be defined as mishap rework to the engineer. It is important to note here
that in order to quantitatively measure a process, subjectivity and interpretation must be
minimized. In response, the approach adopted was to combine the preference and mishap
rework into a general rework category.
After taking the feedback from the first test, the approach was to determine a graphical
way to link the output of a diagram to measurable ratios and percentages. In essence, this
approach took the same data in the same time series with the same results but displayed them for
clarity of representation.
Figure 2 *Note
7 Davies
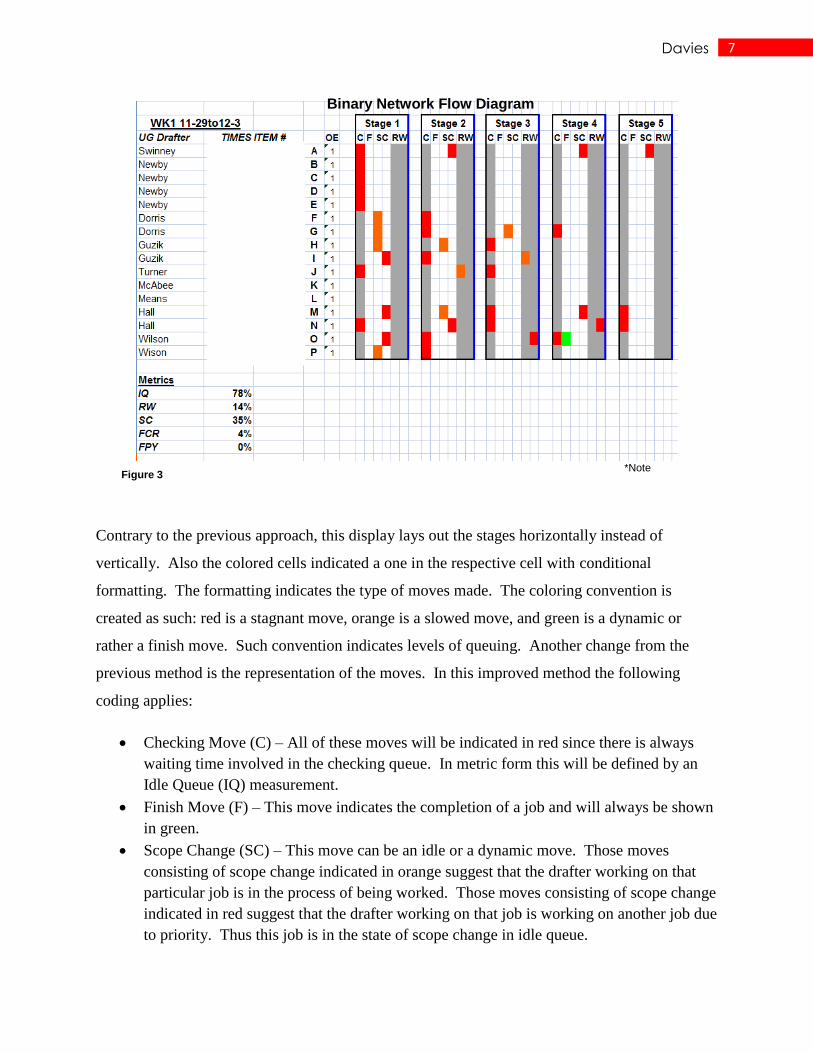
Contrary to the previous approach, this display lays out the stages horizontally instead of
vertically. Also the colored cells indicated a one in the respective cell with conditional
formatting. The formatting indicates the type of moves made. The coloring convention is
created as such: red is a stagnant move, orange is a slowed move, and green is a dynamic or
rather a finish move. Such convention indicates levels of queuing. Another change from the
previous method is the representation of the moves. In this improved method the following
coding applies:
Checking Move (C) – All of these moves will be indicated in red since there is always
waiting time involved in the checking queue. In metric form this will be defined by an
Idle Queue (IQ) measurement.
Finish Move (F) – This move indicates the completion of a job and will always be shown
in green.
Scope Change (SC) – This move can be an idle or a dynamic move. Those moves
consisting of scope change indicated in orange suggest that the drafter working on that
particular job is in the process of being worked. Those moves consisting of scope change
indicated in red suggest that the drafter working on that job is working on another job due
to priority. Thus this job is in the state of scope change in idle queue.
Figure 3
Binary Network Flow Diagram
*Note

8 Davies
Rework Move (RW) – This move can also be an idle or a dynamic move just like scope
change, thus it can be represented in orange or red respectively.
The gray columns under C and RW indicate potential improvement opportunities from the
drafter perspective. Operational soundness can be generally indicated by a minimized number of
moves in these regions. It must be understood that jobs could move in this region from factors
outside control of drafting. Case by case investigation would determine such since preferential
and mishap factors are no longer displayed as in the original approach method.
On the lower left hand corner of Figure 3 above, a metrics table is compiled of critical to
quality (CTQ) metrics for the particular instant in time that the study was performed. A brief
description of each of these metrics is listed as follows below. Note that there are a few metrics
that were explained as moves previously. This explanation involves ratios related to the moves:
Idle Queue Move Ratio (IQ) – This metric relates the number of idle moves made to this
point in time to the total move made. On the graph, all idle moves are indicated in red.
Mathematically it is (idle moves/total moves). In the example above the IQ = 78%.
Rework Move Ratio (RW) – This metric relates the number of rework moves to the total
moves made. Mathematically this metric is derived from the operation (rework
moves/idle moves). In the example above the RW = 14%.
Scope Change Ratio (SC) – This metric is resultant of relating the number of scope
change moves to the total moves. Mathematically this metric is derived from the
operation (scope change moves/total moves). In the example above the SC = 35%.
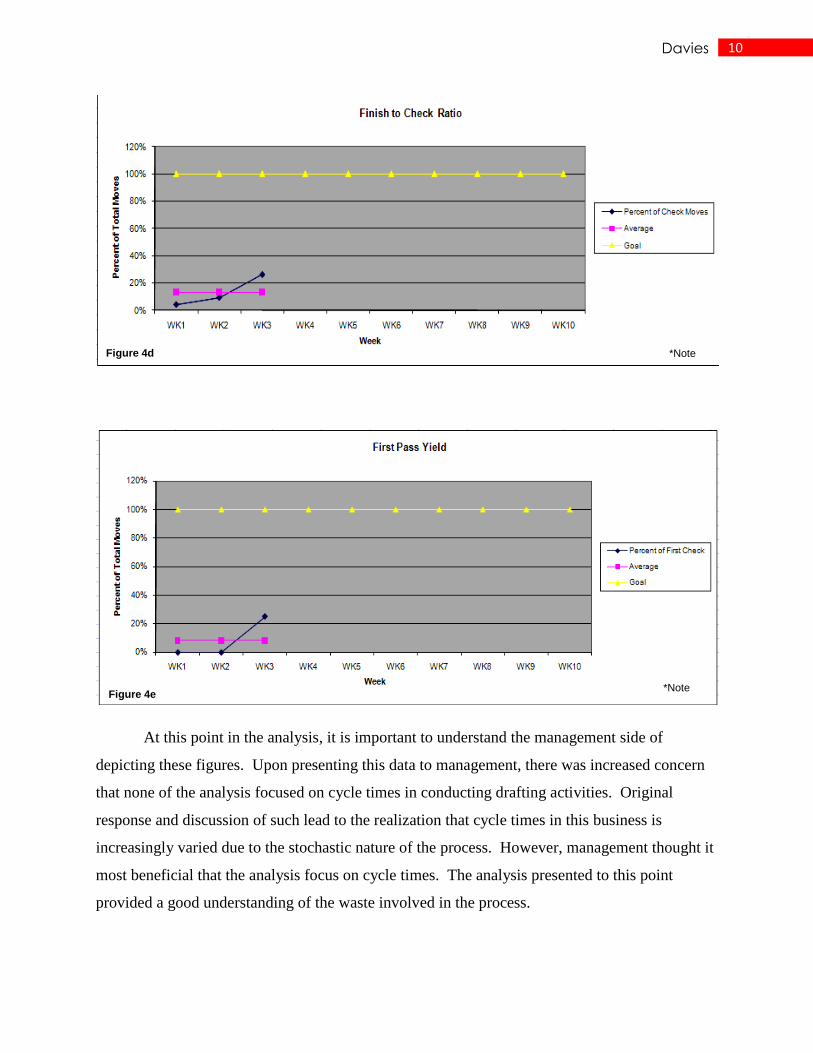
Finish to Check Ratio (FCR) – This metric is the ratio of the number of finish moves
compared to the number of checking moves. Mathematically this metric is derived from
the operation (finish moves/checking moves). In the example above the FCR = 4%.
First Pass Yield (FPY) – This metric is the ratio of the number of jobs that went to
checking the first time and moved to finish the same time. In the example above the FPY
= 0%.
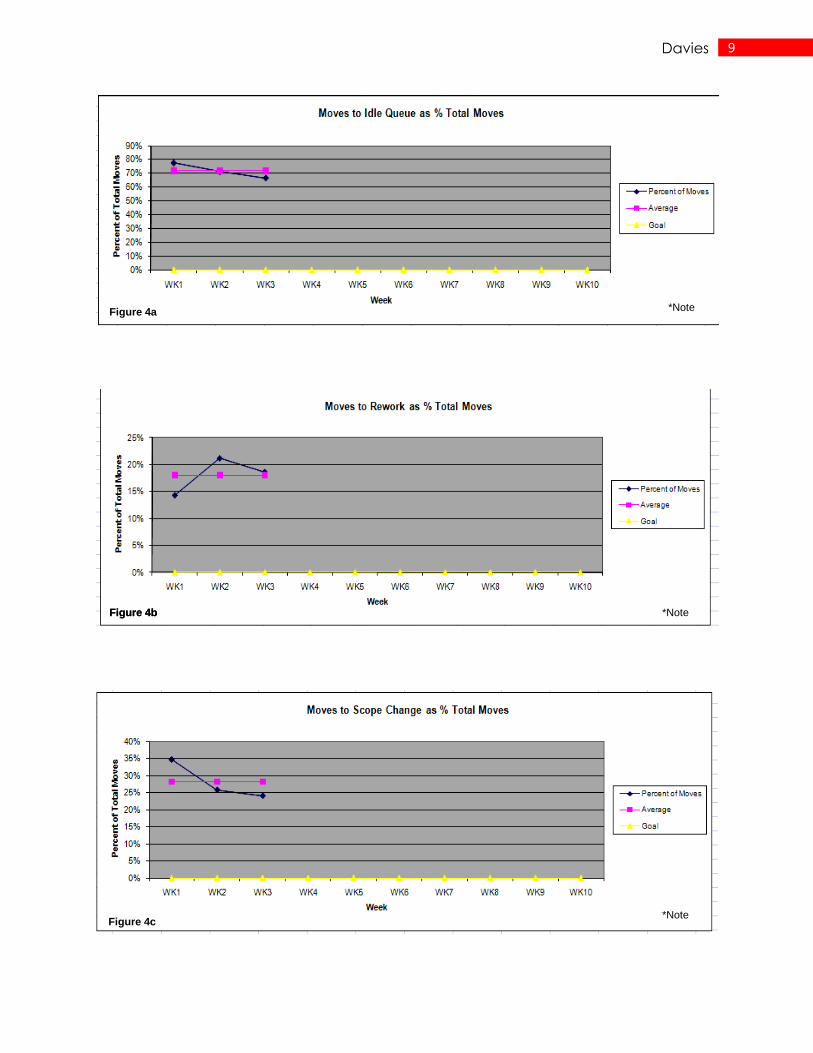
The data results provided in this test suggest serious operational problems. The goal for IQ, RW,
and SC is 0% and that of FCR and FPY is 100%. The study went further to gather these metrics
for a series of three weeks and plotted the progression to validate any trends and capture the
average performance level.
9 Davies
Figure 4c
Figure 4b Figure 4b
Figure 4a
*Note
*Note
*Note
10 Davies
At this point in the analysis, it is important to understand the management side of
depicting these figures. Upon presenting this data to management, there was increased concern
that none of the analysis focused on cycle times in conducting drafting activities. Original
response and discussion of such lead to the realization that cycle times in this business is
increasingly varied due to the stochastic nature of the process. However, management thought it
most beneficial that the analysis focus on cycle times. The analysis presented to this point
provided a good understanding of the waste involved in the process.
Figure 4e
Figure 4d
*Note
*Note

11 Davies
Phase 2
Prior to performing the data analysis, the GE PDE group was using a process log to
record cycle times of activities. Due to the complexity of the tool, not much research was
conducted on the integrity of data that the tool generated. The tool consisted of multiple
automation features compiled on an excel spreadsheet. Usage of the tool appeared to give too
much subjectivity to interpretation due to a lack of constraint on the human aspect of its usage.
However, management insisted that the research would analyze the data generated from this tool
in search of the current state of performance. It must be pointed out that the search for the
optimal solution is a journey and sometime not an easy one. The researcher tried to convince
management that the data generated from this tool would not yield true direction since human
behavior of fudging the data input was not adequately constrained. However, the approach was
to go through the rigger of analyzing the data and let the results speak for itself.
The data from the process logs was compiled manually by selecting a random sample of
388 logs and generating a table of data with times associated with categories such as drafter work
time, scope change time, checking time etc. This data was then analyzed using Minitab as seen
in the below graphs:
Figure 5a
Figure 5a Figure 5b *Note *Note
12 Davies
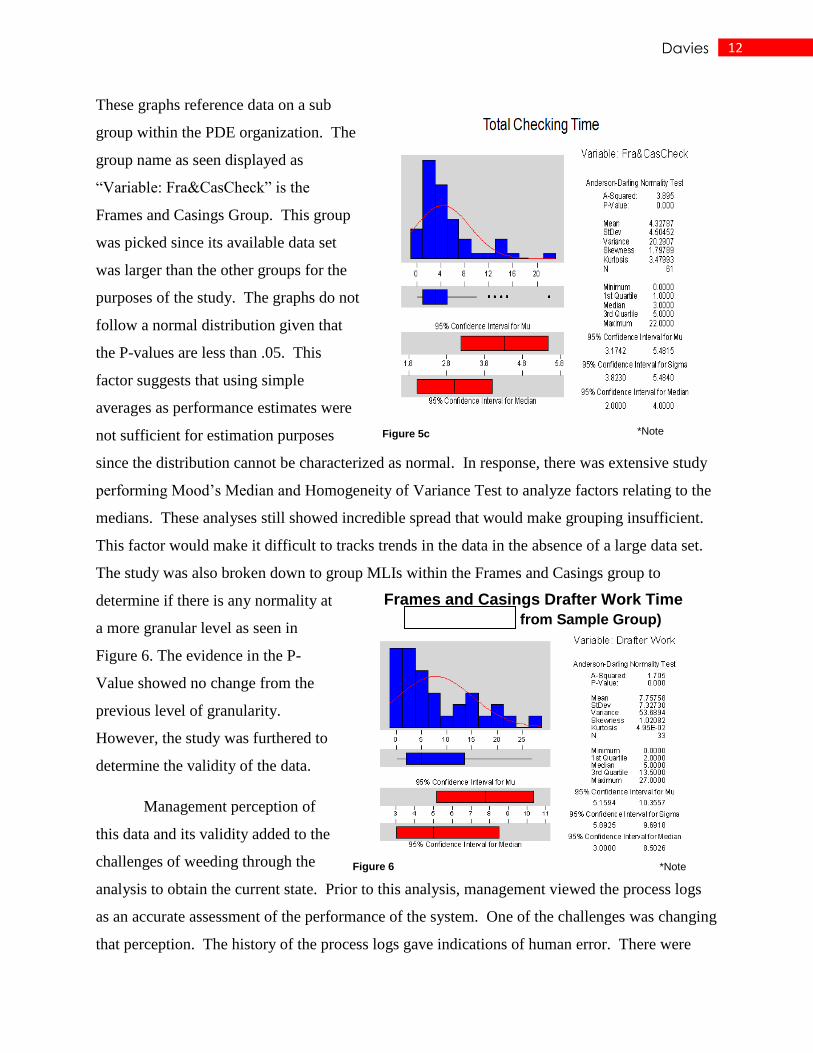
These graphs reference data on a sub
group within the PDE organization. The
group name as seen displayed as
“Variable: Fra&CasCheck” is the
Frames and Casings Group. This group
was picked since its available data set
was larger than the other groups for the
purposes of the study. The graphs do not
follow a normal distribution given that
the P-values are less than .05. This
factor suggests that using simple
averages as performance estimates were
not sufficient for estimation purposes
since the distribution cannot be characterized as normal. In response, there was extensive study
performing Mood’s Median and Homogeneity of Variance Test to analyze factors relating to the
medians. These analyses still showed incredible spread that would make grouping insufficient.
This factor would make it difficult to tracks trends in the data in the absence of a large data set.
The study was also broken down to group MLIs within the Frames and Casings group to
determine if there is any normality at
a more granular level as seen in
Figure 6. The evidence in the P-
Value showed no change from the
previous level of granularity.
However, the study was furthered to
determine the validity of the data.
Management perception of
this data and its validity added to the
challenges of weeding through the
analysis to obtain the current state. Prior to this analysis, management viewed the process logs
as an accurate assessment of the performance of the system. One of the challenges was changing
that perception. The history of the process logs gave indications of human error. There were
Figure 5c
Figure 6
Frames and Casings Drafter Work Time
(0805,0706,0705 from Sample Group)
*Note
*Note

13 Davies
daily reports provided to management of the status of every drafter’s job based on their
respective process logs. In the fields of the process logs, drafters indicated their best estimate of
respective durations. Once a step such as “checking” with an estimated duration was crossed in
time, the real duration was not being captured. In essence, this tool was designed to be a
planning and a data capture tool all at once. Understanding the dynamics of this gave the
researcher the indication that human behavior is to stay out of the spot light, thus there is a
tendency to “fudge” the number to stay off a report. The researcher brought this factor to
management as a potential disclaimer of the data residing in the process logs. Management was
not receptive of this idea as a possible reason for error in the data. The first response of
management was that the real problem was with drafter behavior. The researcher attempted to
steer management away from this perception. While behavior is a factor, it must not be coerced
in process design, it must be constrained. As industrial engineers it is essential to understand
human behavior as it relates to system performance and data representation. The approach taken
from this was to continue the analysis on the process log data and let simple intuition of
relationships be compared to the data.
Some simple regression analysis was performed to determine if intuitive relationships
between variables was realized. The first relationship tested was the drafter work time imputed
in the log versus the applied hours in the database connected to the drafter time record system.
Intuition would suggest that as the drafter work time increases so does the total hours applied.
Figure 7a shows this relationship. The plot shows that there is no relationship between the two
variables under study as evidenced by the R-Sq = 7.8%. This fact suggests that there is potential
Figure 7a Figure 7b *Note *Note

14 Davies
for human error in the data input on the logs and/or likewise on the drafter time record in the
database. Such evidence indicated to the research effort that using the process log data would be
inaccurate for activity duration measurement and planning. However, the research team
continued the analysis to verify the errors in the process log data. Figure 7b portrays the
relationship between time for engineering input to scope change time. Again intuitively, change
in scope is a direct correlation of the time it take for engineering to revise inputs. However, the
data portrayed shows R-Sq = 23.7%. Again, the results portray that the data within the process
logs were insufficient.
Phase 3
Given the results from the process logs, the research had to change direction of which the
search was to determine an accurate estimate of the current state of the system for selected
activities within the PDE organization. At this point in the analysis, research was conducted on
the database that houses all the activities on the schedule and captures the charges in hours to
those respective activities or in GE language manufacturing line item (MLI). Data was extracted
from this database for selected MLIs over a four year period (February 1, 2007 – February 1,
2011). The two variables analyzed in the study were duration in days and actual hours charged.
These two variables would help determine on-time delivery and productivity. Each MLI studied
has a respective drafting item and an engineering item respectively. Drafting items are
designated by numbers while engineering items are designated with their same connected
drafting item with an “E” tagged to the end. It is important to note that the values stream for any
complete drafting job starts with an engineering item and ends with a drafting item. In dumping
this data, both the engineering and drafting item was captured simultaneously. This data was
then sorted accordingly to fit the engineering in front of the drafting item in order to capture the
exact duration of the drafting item. The results as known previously still showed immense
spread in the data as seen in Figure 8 for MLI# 0961. This returns the research to the fact that
the data is so spread that simple averages would do little for measurement purposes – it would
make trend analysis very difficult.
15 Davies
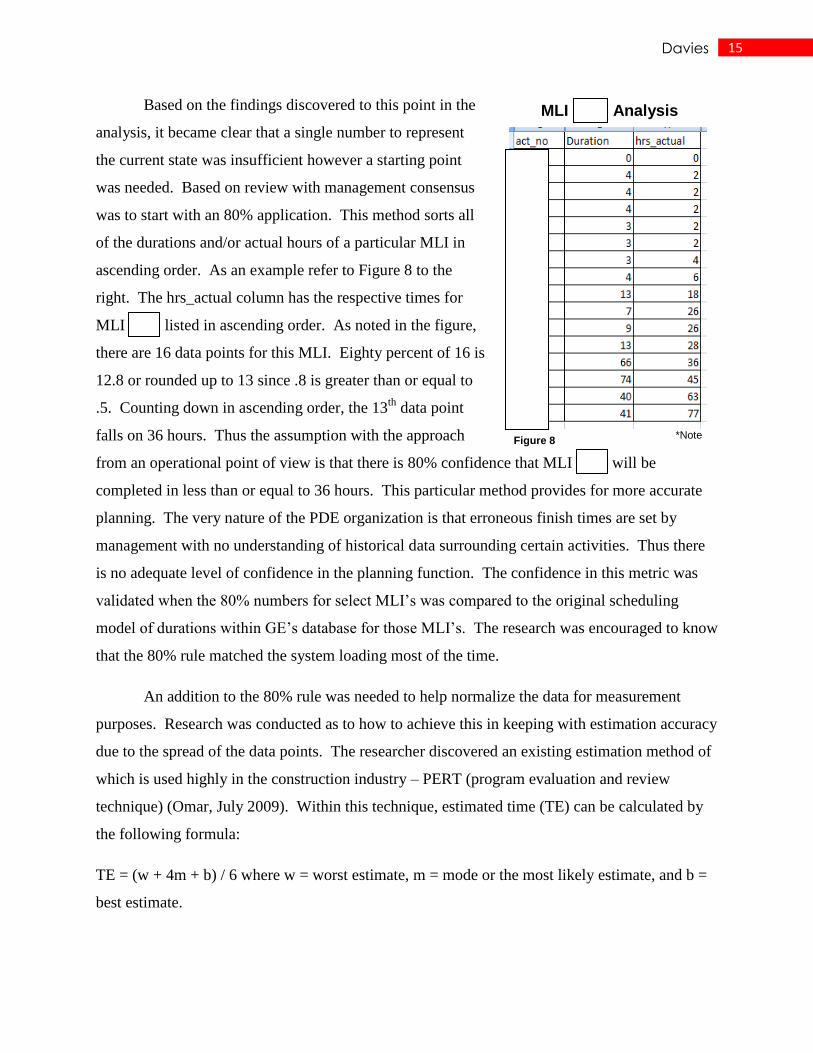
Based on the findings discovered to this point in the
analysis, it became clear that a single number to represent
the current state was insufficient however a starting point
was needed. Based on review with management consensus
was to start with an 80% application. This method sorts all
of the durations and/or actual hours of a particular MLI in
ascending order. As an example refer to Figure 8 to the
right. The hrs_actual column has the respective times for
MLI 0961 listed in ascending order. As noted in the figure,
there are 16 data points for this MLI. Eighty percent of 16 is
12.8 or rounded up to 13 since .8 is greater than or equal to
.5. Counting down in ascending order, the 13th
data point
falls on 36 hours. Thus the assumption with the approach
from an operational point of view is that there is 80% confidence that MLI 0961 will be
completed in less than or equal to 36 hours. This particular method provides for more accurate
planning. The very nature of the PDE organization is that erroneous finish times are set by
management with no understanding of historical data surrounding certain activities. Thus there
is no adequate level of confidence in the planning function. The confidence in this metric was
validated when the 80% numbers for select MLI’s was compared to the original scheduling
model of durations within GE’s database for those MLI’s. The research was encouraged to know
that the 80% rule matched the system loading most of the time.
An addition to the 80% rule was needed to help normalize the data for measurement
purposes. Research was conducted as to how to achieve this in keeping with estimation accuracy
due to the spread of the data points. The researcher discovered an existing estimation method of
which is used highly in the construction industry – PERT (program evaluation and review
technique) (Omar, July 2009). Within this technique, estimated time (TE) can be calculated by
the following formula:
TE = (w + 4m + b) / 6 where w = worst estimate, m = mode or the most likely estimate, and b =
best estimate.
Figure 8
MLI 0961 Analysis
*Note
16 Davies
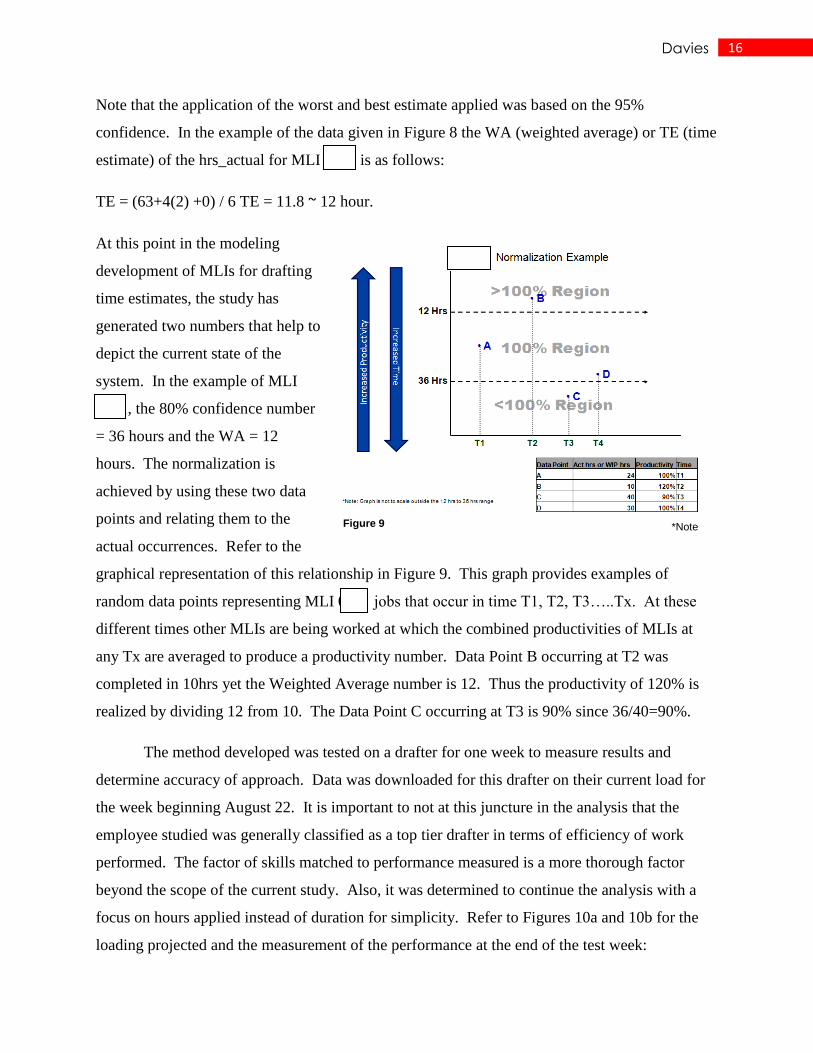
Note that the application of the worst and best estimate applied was based on the 95%
confidence. In the example of the data given in Figure 8 the WA (weighted average) or TE (time
estimate) of the hrs_actual for MLI 0961 is as follows:
TE = (63+4(2) +0) / 6 TE = 11.8 ~ 12 hour.
At this point in the modeling
development of MLIs for drafting
time estimates, the study has
generated two numbers that help to
depict the current state of the
system. In the example of MLI
0961, the 80% confidence number
= 36 hours and the WA = 12
hours. The normalization is
achieved by using these two data
points and relating them to the
actual occurrences. Refer to the
graphical representation of this relationship in Figure 9. This graph provides examples of
random data points representing MLI 0961 jobs that occur in time T1, T2, T3…..Tx. At these
different times other MLIs are being worked at which the combined productivities of MLIs at
any Tx are averaged to produce a productivity number. Data Point B occurring at T2 was
completed in 10hrs yet the Weighted Average number is 12. Thus the productivity of 120% is
realized by dividing 12 from 10. The Data Point C occurring at T3 is 90% since 36/40=90%.
The method developed was tested on a drafter for one week to measure results and
determine accuracy of approach. Data was downloaded for this drafter on their current load for
the week beginning August 22. It is important to not at this juncture in the analysis that the
employee studied was generally classified as a top tier drafter in terms of efficiency of work
performed. The factor of skills matched to performance measured is a more thorough factor
beyond the scope of the current study. Also, it was determined to continue the analysis with a
focus on hours applied instead of duration for simplicity. Refer to Figures 10a and 10b for the
loading projected and the measurement of the performance at the end of the test week:
Figure 9 *Note

17 Davies
According the 80% Max metric Employee C is loaded 17.3 hours/day for MLI 0909. This
loading is indicated by orange suggesting a risk in this item closing on its current due date of
August 25. The orange shading also projects the loading out to a suggested revised LFD based
upon loading of 8 hrs/day. This indicates that the date should be moved to September 1. At the
end of the test, this MLI was finally
completed on September 1. Such a
reality provided potential evidence
that the approach was valid. Also at
the end of the test week, the
performance of the WIP and
completed jobs under drafter C was
measured. The results are shown in
Figure 11. Note in this figure that
there are several activities – 1602 and
1623 – that are duplicated. These are
instances in which the same activity is
performed on similar gas turbine
units. In these cases, the approach was to test a heuristic by combining the actual hours of both
Figure 10b
Figure 11
Figure 10a
Employee C Loading Projection
*Note
*Note
*Note

18 Davies
activities into one and increasing the metric for the activity by 20%. This was chosen since a
duplication of activities for similar machines usually involves a “Save As” operation, thus
requiring less time for the second similar activity. It must be understood that this is a random
heuristic test to start as a baseline. Given this assumption the measured productivity for
Employee C for the test week averaged to 91%. At the macro level, this seems fair and
reasonable. However, importance was placed on the items that exceeded the 80% metrics values
such as MLIs 096101 and 1602. This highlights opportunities for improvement. The test and
subsequent results were presented to management for feedback and discussion. Positive reaction
was prevalent however; management proposed that the approach be applied to a team of drafters
within the PDE organization and compare
one team such as CTQ to another sub team.
Such a test required substantial data mining
and analysis along with rigorous excel
functions. However, this test would give
management a better understanding and view
of individual team performance as well as
loading. A test was implemented on the
research group for a week to ascertain the
response of the approach to the perceived loading and performance. This method was also
applied to a second group simultaneously to understand competing group and how they
measured accordingly. The two groups were teams CTQ and GEIQ respectfully. Team CTQ
was the control group and team GEIQ was the comparison group. At the end of the test week the
results were realized according to Figure 12. An important comparison in these graphs is the
earned hours per head. It was agreed that the 80% metric be the earned hours applied to a given
Figure 12
Weekly Comparison of Team’s
Performance
*Note
19 Davies
job once completed. CTQ being the research group possessed earned hours/head = 11.4 while
GEIQ was earned hours/head = 25 respectively. Another indicative measurement was cost
performance index (CPI) where CTQ’s was 44% while GEIQ’s was 92%. These metrics suggest
that the overall performance of GEIQ is better that CTQ. It is important to note that these are the
results of performance of the closed activities for the week under study. Management was very
receptive to this approach as it had been the first time that a more granular measurement has
been applied to stochastically driven processes in the PDE organization. The top manager was
so impressed with the approach that he asked for the research to be expanded and applied his
whole team of over 300 drafters so as to report to senior executive level management.
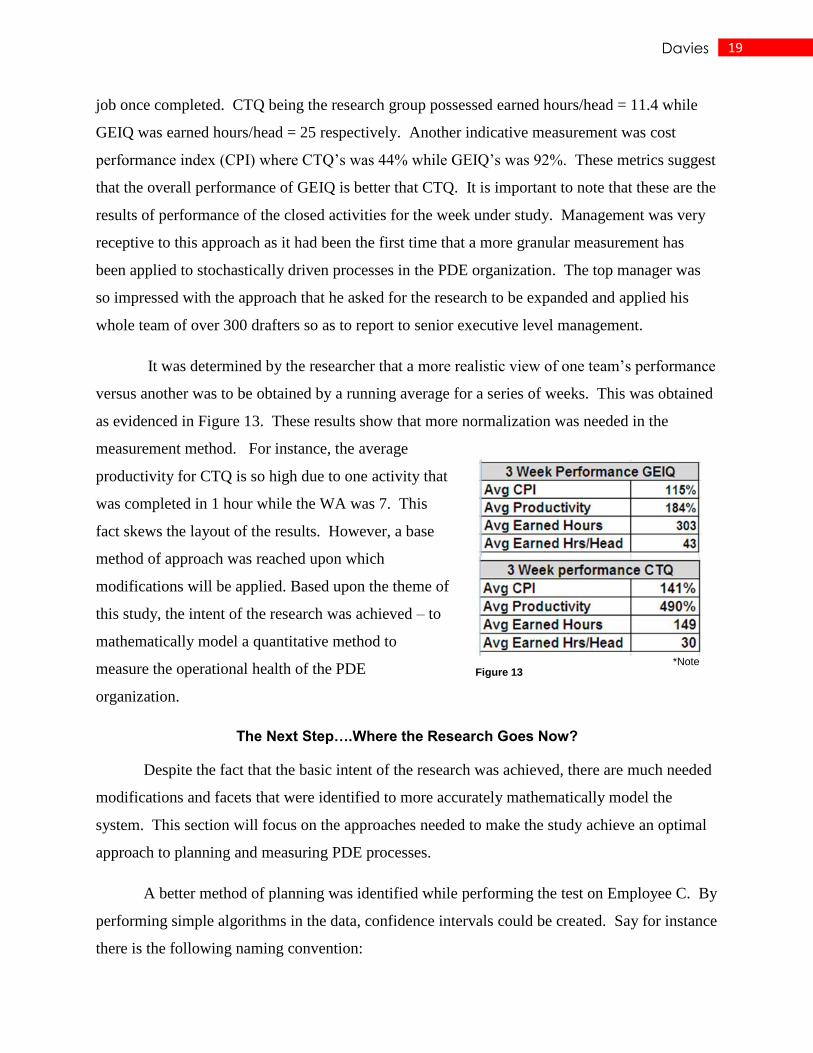
It was determined by the researcher that a more realistic view of one team’s performance
versus another was to be obtained by a running average for a series of weeks. This was obtained
as evidenced in Figure 13. These results show that more normalization was needed in the
measurement method. For instance, the average
productivity for CTQ is so high due to one activity that
was completed in 1 hour while the WA was 7. This
fact skews the layout of the results. However, a base
method of approach was reached upon which
modifications will be applied. Based upon the theme of
this study, the intent of the research was achieved – to
mathematically model a quantitative method to
measure the operational health of the PDE
organization.
The Next Step….Where the Research Goes Now?
Despite the fact that the basic intent of the research was achieved, there are much needed
modifications and facets that were identified to more accurately mathematically model the
system. This section will focus on the approaches needed to make the study achieve an optimal
approach to planning and measuring PDE processes.
A better method of planning was identified while performing the test on Employee C. By
performing simple algorithms in the data, confidence intervals could be created. Say for instance
there is the following naming convention:
Figure 13 *Note

20 Davies
Drafter Name – Drafter X
Job Name – X1,X2…..
Due Date – DX1(for X1), DX2(for X2)……
There is an array of jobs loaded on Drafter X. If this array of X1 and X2 are running in parallel,
there would also be DX1 and DX2 respectfully. If for instance that DX1 is before DX2, then
allow 8 hours per day up to DX1. Then begin from the DX1+1 the same method for X2. Thus if
for example there were 2 days for DX1 and 5 days for DX2, then the hours applied for job X1
would be 16 hours and for job X2 24 hrs respectfully. The 5 is subtracted from the 2 since the
drafter is working on job X1 before job X2. The 16hrs and 24hrs for the respective job’s MLIs
are added to the hours already applied to their respective jobs. This new number of total
estimated hours falls within a percentile range once compared to the array study from the MLIs
once arranged in ascending order. Much like the 80% confidence, this would generate a level of
confidence that the job would be completed by the current due date. Theoretically, this method
would assist in level loading the work load for planning purposes.
Another opportunity was identified for optimal application
of the methods developed in the research. Refer to Figure 14 as
used prior on page 15 of this research. Note in this figure that five
of the data points 2 – 7 took 2hrs to complete. Management
suggested that the history of these data points should be researched
to determine factors that caused this MLI to take 2hrs instead of the
other hours in the array. Furthermore, there could be another layer
of normalization applied to the hours that fall within a heuristic set
number of sigma’s range to determine common denominators
among job groups. If this in-depth research were conducted, the planning function in the study
would generate more granular output of loading among drafters.
Conclusion
The findings from this research have yielded considerable gains in understanding the
drafting process at the GE Gas Turbines Product Definition Engineering Division. The research
Figure 14
MLI 0961 Analysis
*Note
21 Davies
was subdivided into a series of phases representing methodical stages in a heuristic approach to
find the optimal solution. Each phase within the search was the result of an elimination of the
previous phase. The intent of the research was met – to create a mathematical model of the
drafting process that is accepted by management for planning and measurement purposes. Even
though there are improvements to the approach needed, it is understood that there will always be
a search for the “optimal”.
The results of this study are fairly significant. Recall from the first section, that the study
was performed by an employee for QuEST – a contractor for GE. By the end of the third phase
of this research, GE management noted that the method produced from this study was more
accurate than the method used and developed by GE employees. The end intent of this is to
highlight the waste so QuEST can mathematically prove to GE the savings that can be yielded
once improvements are made to the process. As an industrial engineer, the researcher
understands that the value of this work is in the money that can be saved based upon the methods
generated from the analysis. Now that GE has agreed to an approach of measurement, the
researcher feels certain that there is over a 1 million/year that can be saved from using this
method as a planning and measurement tool. The top GE PDE manager, Craig Humanchuk,
made the following statement regarding the results from this study: “It was an analysis that has
never been done in the past and will be a game changer for how GE PDE will run its business in
the future. It will give us a better way to monitor when our process gets off track.”

22 Davies
References and Notes
Omar, Anwar (July 1, 2009) Uncertainty in Project Scheduling – Its Use in PERT/CPM
Conventional Techniques, Cost Engineering Vol. 51/No. 7 July 2009, retrieved from:
http://ehis.ebscohost.com.prox.lib.ncsu.edu/ehost/pdfviewer/pdfviewer?sid=7a85b964-
558c-49be-bf24-7f2dc8593788%40sessionmgr113&vid=2&hid=120
*Note: Data and Graphical representations were generated with approval from related companies
using related company’s software packages such as Minitab, PowerPoint, and Excel for the
completion of this project.