desenvolvimento de um sistema de abertura e controle de altura do arco elétrico para o processo de...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE SANTA CATARINA – UFSC
DEPARTAMENTO DE ENGENHARIA ELÉTRICA – EEL CENTRO TECNOLÓGICO – CTC
CAMPUS UNIVERSITÁRIO - TRINDADE - CEP 88040-900 FLORIANÓPOLIS - SANTA CATARINA
Desenvolvimento de um sistema de abertura e controle de altura do arco elétrico para o processo
de soldagem TIG
Monografia submetida à Universidade Federal de Santa Catarina
como requisito para a aprovação da disciplina:
EEL 7890 – Projeto Final
Acadêmico: Alexandre Blum Weingartner
Orientador: Jorge Coelho, D.Sc.
Florianópolis, julho de 2011.

Desenvolvimento de um sistema de abertura e controle de altura do arco elétrico para o processo de soldagem TIG
Alexandre Blum Weingartner
Esta monografia foi julgada no contexto da disciplina EEL 7890: Projeto Final
e aprovada na sua forma final pelo Curso de Engenharia Elétrica
Banca Examinadora:
__________________________ Raul Gohr Junior, DSc. Orientador da Empresa
_______________________________ Jorge Coelho, DSc.
Orientador no Curso de Engenharia Elétrica
_______________________________ Tiago Vieira da Cunha, Msc.
Participante da Banca Examinadora

i
Agradecimentos
Ao Prof. Jair Carlos Dutra pela oportunidade de realização deste trabalho e
pela infraestrutura disponibilizada.
Ao engenheiro Raul Gohr Junior por partilhar seu conhecimento ao longo de
vários anos de trabalho e principalmente pela sua colaboração neste trabalho de fim
de curso.
À equipe interdisciplinar do LABSOLDA com a qual adquiri experiência de
trabalho em equipe e principalmente aos que ajudaram a concretizar este projeto:
João Facco de Andrade, Marcus Barnetche, Mateus Barancelli Schwedersky, Marcia
Paula Thiel, Hellinton Direne Filho, Cleber Guedes, Luiz Fernando Suliman e
Marcelo Pompermaier Okuyama.
Ao LABSOLDA, pela bolsa de pesquisa e compra de materiais. À empresa
SPS – Sistemas e Processos de Soldagem por parte do financiamento e à IMC –
Engenharia de Soldagem pelo apoio a este trabalho.
Agradeço também a minha família, em especial minha mãe por ser uma
guerreira e dar suporte ao longo da minha jornada na graduação e também a minha
namorada e aos meus amigos que sempre estão por perto nos momentos difíceis.

ii
Resumo
A evolução tecnológica e a globalização da economia tornam as indústrias
cada vez mais competitivas, exigindo delas mais eficiência, maximização da
produção com o menor consumo de energia e matéria prima, menor emissão de
resíduos de qualquer espécie e melhores condições de segurança. Uma forma de
suprir estas exigências advém da utilização de sistemas automatizados. A
automação industrial é um conjunto de equipamentos e tecnologias capazes de
fazerem com que uma máquina ou processo industrial trabalhem automaticamente,
ou seja, com a mínima intervenção humana, cabendo a este o papel de programar,
parametrizar ou supervisionar o sistema para que trabalhe de acordo com os
padrões desejados. A automação é utilizada com a finalidade de trazer benefícios
como aumento da produtividade, segurança, qualidade do produto, confiabilidade,
melhor relação custo benefício de investimento e substituição do homem em
atividades de risco. O LABSOLDA, conhecido por sua característica pioneira no
Brasil em desenvolver equipamentos voltados à tecnologia da soldagem, tais como
fontes e dispositivos de automatização e instrumentação, implementou um sistema
de abertura e controle da altura do arco elétrico voltado às necessidades internas do
laboratório e também de aplicação direta na indústria, o AVC (Arc Voltage Control).
O referido equipamento mostrou-se eficiente nas pesquisas internas do laboratório,
porém, a sua utilização na indústria ficou comprometida devido a sua baixa
manutenibilidade e confiabilidade. Neste sentido, o objetivo deste trabalho foi
desenvolver um novo sistema de abertura e controle da altura do arco elétrico que
se enquadre às exigências da indústria. Dentre as diversas características do novo
equipamento estão a implementação de um sistema de proteção, a possibilidade de
uma maior integração com outros equipamentos e compatibilidade com qualquer
fonte de soldagem.
Palavras-chave: Indústria, Automação, AVC.

iii
Sumário
Agradecimentos ................................................................................................. i
Resumo ............................................................................................................ ii
Simbologia ........................................................................................................ v
Capítulo 1: Introdução ...................................................................................... 1
Capítulo 2: Revisão Teórica ............................................................................. 4
2.1: Soldagem ............................................................................................... 4
2.2: Características Elétricas do Arco ........................................................... 5
2.3: Processo de Soldagem TIG ................................................................... 8
2.4: Defeitos na soldagem .......................................................................... 10
2.5: Motor de Passo .................................................................................... 11
2.6: Sistemas de Controle ........................................................................... 14
Capítulo 3: Desenvolvimento do Hardware .................................................... 17
3.1: Dimensionamento do Microcontrolador ................................................ 17
3.2: Eletrônica em Diagrama de Blocos ...................................................... 19
3.3: Layout das Placas ................................................................................ 25
3.4: Dimensionamento do Motor de Passo e seu Driver de Potência ......... 30
Capítulo 4: Desenvolvimento do Software ...................................................... 33
4.1: Kit de Desenvolvimento ....................................................................... 33
4.2: Software Básico Implementado para o LPC2148................................. 35
4.3: Implementação da Classe AVC e suas Funcionalidades ..................... 37
4.4: Calibração do Sistema de Medição ...................................................... 42
Capítulo 5: Resultados e Discussões ............................................................. 43
5.1: Navegação Intuitiva dos Menus ........................................................... 43
5.2: Compatibilidade do Sistema com Fontes de Soldagem ....................... 46
5.3: Sistema de Proteção ............................................................................ 47

iv
5.4: Resultados Práticos ............................................................................. 48
5.4.1: Soldagem em chapa plana ............................................................ 50
5.4.2: Soldagem de Chapa em Rampa ................................................... 56
5.4.3: Soldagem em chapa irregular ........................................................ 59
Capítulo 6: Conclusões e Perspectivas .......................................................... 63
Capítulo 7: Propostas para Trabalhos Futuros ............................................... 66
Bibliografia: ..................................................................................................... 68
Anexo 1. Pinagem do Microcontrolador LPC2148 .......................................... 69
Anexo 2. Layout da placas de controle e IHM do AVC ................................... 70

v
Simbologia
ARM - Advanced RISC Machine
AVC - Arc Voltage Control
CPU - Central Processing Unit
CLP - Controlador lógico programável
E - Tensão da coluna de plasma
GTAW - Gas Tungsten Arc Welding
Icc - Corrente de curto-circuito
IHM - Interface Homem-Máquina
Kp - Constante de proporcionalidade
- Comprimento do arco
P - Controlador Proporcional
PID - Controlador Proporcional Integral-Derivativo
PWM - Pulse Width Modulation
RAM - Random Acess Memory
RISC - Reduced Instruction Set Computer
SDCard - Secure Digital Card
SMD - Surface Mount Device
TIG - Tungsten Inert Gas
Ucc - Tensão de curto-circuito
USB - Universal Serial Bus
UTS - Unidade de Tratamento de Sinal
Va - Tensão anódica
Vc - Tensão catódica

1
Capítulo 1: Introdução
A distância entre o eletrodo e a peça no processo TIG afeta as condições da
poça de fusão, que por sua vez afeta o resultado da solda. Em soldagem que
utilizam sistemas de deslocamento de tocha automático, variações da distância entre
o eletrodo e a peça, que em soldagem manual é corrigida pelo soldador, devem ser
compensadas automaticamente. No processo TIG a tensão de arco é proporcional a
distância entre o eletrodo e a peça, possibilitando o uso da mesma para corrigir tais
variações.
A correção automática do arco elétrico tem sido usada desde a década de 80
quando o estadunidense William J. Toohey patenteou sua invenção denominada Arc
Voltage Control Circuit for Welding Apparatus. Nesta invenção, um circuito de
controle de tensão elétrica foi desenvolvido para utilização integrada com uma fonte
de soldagem. Na presença de um sinal de erro, o circuito de controle envia um sinal
ao motor, que inicia gradualmente o posicionamento do eletrodo indicando que a
tensão do arco não está no nível desejado. O motor é acelerado até que o sinal de
erro seja zerado e em seguida, rapidamente desacelerado para minimizar o
overshoot do eletrodo. A utilização deste circuito mostrou uma melhora significativa
na operações de soldagem [1].
Atualmente, diversas empresas estrangeiras comercializam este tipo de
sistema, as quais chamam de AVC (Arc Voltage Control). O LABSOLDA, consciente
do papel da universidade frente a sociedade e preocupado com a independência
tecnológica do Brasil, desenvolve equipamentos voltados à tecnologia da soldagem,
tais como fontes e dispositivos de automatização e instrumentação. O
desenvolvimento de tecnologias próprias também permite criar, adequar e interferir
nas características dos equipamentos para suprir necessidades de pesquisa e da
indústria. Já equipamentos comerciais vem com funcionalidades predefinidas.
Nos últimos anos, um de seus desenvolvimentos foi um sistema automático
de abertura e correção de altura do arco elétrico voltado às necessidades internas
do laboratório e também de aplicação direta na indústria.

2
O referido equipamento mostrou-se eficiente nas primeiras pesquisas
realizadas no laboratório, porém, atualmente a sua utilização ficou comprometida
devido a necessidade de melhorar e expandir seu hardware. Na indústria, sua
utilização ficou comprometida devido a sua baixa manutenibilidade e confiabilidade.
Para aumentar a confiabilidade e o grau de automação, o seu hardware
necessitava passar por uma expansão para suprir as necessidades do sistema de
proteção e aumentar a possibilidade de integração com dispositivos de uma
bancada/célula de soldagem, tais como fontes de soldagem e robôs.
Outro fator que justificou a realização deste trabalho foi o de se projetar um
AVC compatível com diversos modelos de fontes de soldagem. A primeira versão do
AVC havia sido idealizada para ler a tensão de arco das fontes de soldagem da
empresa IMC – Engenharia de Soldagem, parceira do LASBOLDA, as quais
disponibilizam sinais de tensão e corrente devidamente tratados. Esta topologia de
leitura diminui a necessidade de várias etapas de tratamento de sinais com
amplificadores operacionais por parte do AVC, porém, exige que uma calibração
seja feita cada vez que a fonte de soldagem for substituída. Isto diminui
drasticamente a manuseabilidade do AVC e demanda tempo do corpo técnico para
as calibrações, além do sistema ficar restrito às fontes da IMC.
Ainda, a série de adaptações realizadas no hardware, no decorrer do
desenvolvimento da primeira versão, tornaram o equipamento muito susceptível a
falhas, promovendo aumento da manutenção e perda de tempo nas pesquisas que
utilizam o AVC.
Neste sentido, o objetivo deste trabalho foi desenvolver um novo sistema de
abertura e controle da altura do arco elétrico com alta manutenibilidade,
confiabilidade, manuseabilidade, que seja compatível com qualquer fonte de
soldagem, que necessite de apenas uma calibração, com maior possibilidade de
integração com outros equipamentos e que se enquadre às exigências da indústria.
Para uma melhor compreensão do funcionamento e aplicabilidade do AVC,
uma breve revisão teórica sobre alguns temas que norteiam soldagem e automação
serão abordados no capítulo 2. O capítulo 3 aborda a especificação do
microcontrolador, do motor e seu driver, bem como o desenvolvimento da eletrônica
projetada para a nova versão do AVC em forma de diagrama de blocos. Também
3
serão ilustrados o layout e as placas que compõem o hardware do AVC. O capítulo 4
é dedicado ao software desenvolvido para o microcontrolador, o qual permite uma
interação com o usuário através de uma interface homem-máquina, realiza diversas
funções no sistema e, principalmente, é responsável pela abertura e controle do arco
elétrico. No capítulo 5, ficam evidenciados a consolidação do equipamento e seus
resultados práticos com soldagem. Nos capítulos finais, são discutidas as
conclusões sobre o novo sistema e propostas para trabalhos futuros.
4
Capítulo 2: Revisão Teórica
2.1: Soldagem
Por estar em constante desenvolvimento, teóricos apontam diversas
definições para o termo soldagem. Uma boa definição encontrada na literatura é:
“Operação que visa obter a união de duas ou mais peças, assegurando na junta a
continuidade das propriedades físicas e químicas” [2]. Esta definição não é tão
precisa quanto outras, que abordam ainda se esta união deve ser feita com ou sem
utilização de pressão e/ou material de adição, contudo, é simples e passa bem o
significado do termo.
Para ocorrer a soldagem, é preciso transferir energia para a zona da junta do
material de base. Com metais, isso normalmente é feito com laser, chama ou arco
elétrico (também chamado de arco voltaico), sendo esta última modalidade a
especialidade do LABSOLDA.
Os fenômenos que ocorrem em arcos elétricos são dependentes de muitos
fatores e são temas de pesquisas no mundo da soldagem.
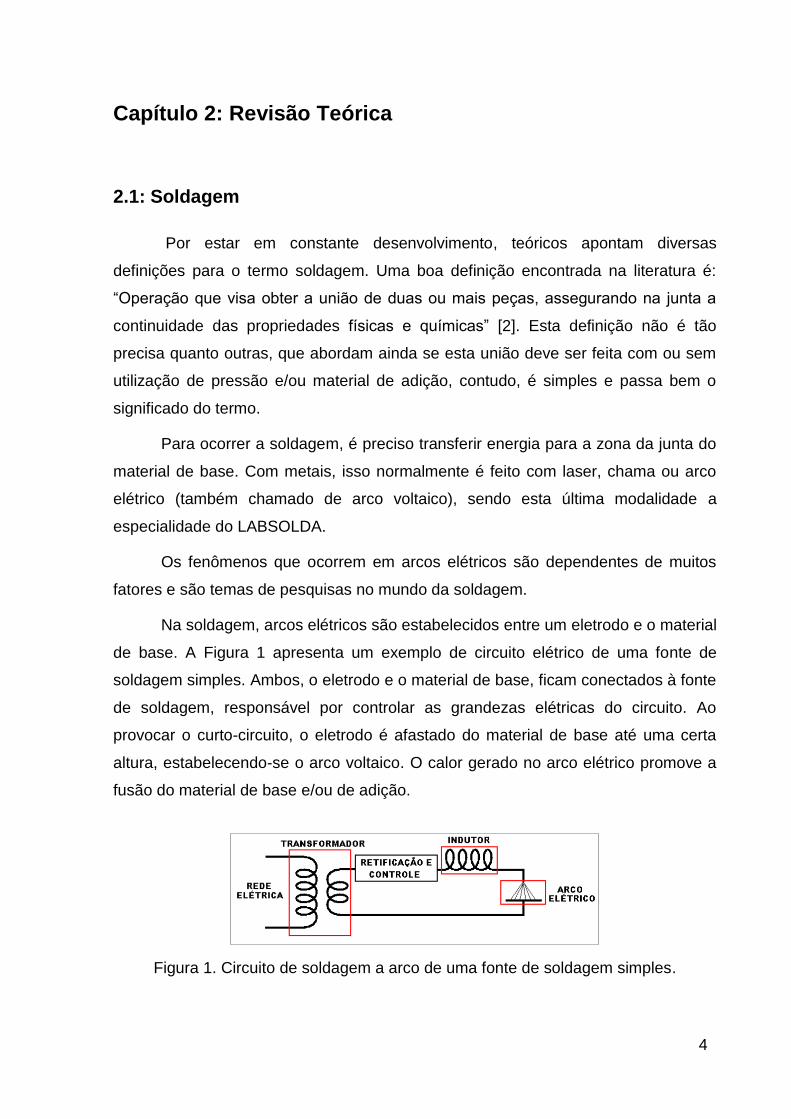
Na soldagem, arcos elétricos são estabelecidos entre um eletrodo e o material
de base. A Figura 1 apresenta um exemplo de circuito elétrico de uma fonte de
soldagem simples. Ambos, o eletrodo e o material de base, ficam conectados à fonte
de soldagem, responsável por controlar as grandezas elétricas do circuito. Ao
provocar o curto-circuito, o eletrodo é afastado do material de base até uma certa
altura, estabelecendo-se o arco voltaico. O calor gerado no arco elétrico promove a
fusão do material de base e/ou de adição.
Figura 1. Circuito de soldagem a arco de uma fonte de soldagem simples.

5
Estabelecendo-se um arco, em sua extensão é possível medir uma tensão
elétrica que varia entre 0 e 40 V, dependendo do processo. A tensão elétrica, em
processos onde a corrente é imposta, provavelmente seja a principal variável de
medida no arco, pois muitas observações e conclusões podem ser feitas a partir do
conhecimento da mesma. Uma demonstração disso é o fato de a tensão aumentar
proporcionalmente ao comprimento de arco o comprimento de arco. Essa
proporcionalidade permite utilizar o próprio arco como sensor de altura, por exemplo.
2.2: Características Elétricas do Arco
O arco elétrico é a fonte de calor mais utilizada na soldagem de metais [2].
Inúmeras características favorecem seu uso, tais como: concentração de calor
adequada para fusão localizada do material de base, possibilidade de controle e
baixo custo se comparado a outras fontes de calor, como o laser.
O arco elétrico é resultado do rompimento dielétrico de um meio o qual produz
um fluxo de corrente elétrica através de um gás ionizado (plasma). Na soldagem,
este fenômeno é provocado para se obter poder calorífico, já em outras áreas, como
nos sistemas de transmissão e distribuição de energia elétrica, este fenômeno é
indesejável, pois deteriora os componentes constituintes destes sistemas.
A corrente de soldagem varia tipicamente de 5 a 1.000 A e o formato do arco
é geralmente cônico (Figura 2), porque o mesmo opera entre um eletrodo em forma
de vareta ou arame e uma peça cuja área de troca calorífica é muito maior do que o
do primeiro [2].
Figura 2. Formato cônico do arco elétrico [2].
Eletricamente, o arco de soldagem por ser caracterizado pela diferença de
potencial entre suas extremidades e pela corrente elétrica que circula por este. A

6
queda de potencial ao longo do arco elétrico não é uniforme, distinguindo-se três
regiões distintas como ilustrado na Figura 3.
Figura 3 - Distribuição de potencial em um arco e suas regiões: (a) Zona de Queda
Catódica, (b) Coluna do Arco e (c) Zona de Queda Anódica [2].
As regiões de queda anódica e catódica são caracterizadas por elevados
gradientes térmicos e elétricos, de ordem de 106 °C/mm e de 103 e 105 V/mm,
respectivamente, e as somas das quedas de potencial nessas regiões é
aproximadamente constante, independentemente das condições de operação do
arco [2].
A parte visível e brilhante do arco constitui a coluna de plasma, que apresenta
gradientes térmicos e elétricos bem mais baixos que as regiões anteriores, da ordem
de 103 °C/mm e 1 V/mm, respectivamente. A tensão elétrica nesta região varia de
forma aproximadamente linear com o comprimento do arco [2]. Assim, para um dado
valor de corrente de soldagem, a tensão entre o eletrodo e a peça é dada por (ver
Figura 3):
( ) (1)
A tensão entre as extremidades do arco necessária para manter a descarga
elétrica, varia com a distância entre os eletrodos, chamada de comprimento do arco
( ), tamanho e material dos eletrodos, composição e pressão do gás na coluna de
plasma e corrente que atravessa o arco [2].
A Figura 4 mostra a variação de tensão no arco elétrico com a corrente de
soldagem no processo TIG, para três diferentes comprimentos de arco. Esta curva é

7
conhecida como “característica estática do arco”. A curva característica do arco
difere da curva de uma resistência comum, para a qual vale a Lei de Ohm ( ),
que tem o formato de uma reta passando pela origem. Por sua vez, a curva do arco
passa por um valor mínimo de tensão para valores intermediários de corrente e
aumenta tanto para maiores como menores valores de corrente. O aumento da
tensão para os valores elevados de corrente é similar ao observado em uma
resistência comum. O comportamento encontrado para baixos valores de corrente é
próprio do arco elétrico e reflete o fato de que, nesse, a condução da corrente
elétrica é feita por íons e elétrons gerados por ionização térmica. Quando a corrente
é baixa, existe pouca energia disponível para o aquecimento e ionização do meio em
que o arco ocorre, resultando em um aumento da tensão elétrica do arco [2].
Figura 4. Curvas características estáticas do arco entre um eletrodo de tungstênio e
um anodo de cobre para diferentes comprimentos de arco [2].
A Figura 5 mostra esquematicamente uma curva de variação da queda de
tensão ao longo do arco com o seu comprimento para dois valores de corrente.
Observa-se uma relação aproximadamente linear entre a tensão e o comprimento do
arco e que, quando este último torna-se muito pequeno, o valor da tensão não tende
para zero, o que está de acordo com a equação (1).

8
Figura 5. Variação da tensão entre as extremidades de um arco de soldagem TIG
com a distância de separação entres elas, para diferentes níveis de corrente (dados
da Figura anterior) [2].
2.3: Processo de Soldagem TIG
O processo de soldagem TIG ou Gas Tungsten Arc Welding (GTAW), como é
mais conhecido atualmente, é um processo de soldagem onde o arco elétrico é
formado entre um eletrodo não consumível de tungstênio e a peça. A Figura 6 ilustra
esquematicamente o processo TIG, onde é possível perceber que a poça de
soldagem, o eletrodo e parte do cordão de solda são isolados da atmosfera através
de gás de proteção que flui pelo bocal da tocha [2].
Figura 6. Representação esquemática do processo TIG.

9
No processo, pode-se utilizar material de adição ou não (solda autógena), e
seu grande desenvolvimento deveu-se à necessidade de disponibilidade de
processos eficientes de soldagem para materiais difíceis, como o alumínio e
magnésio, notadamente na indústria da aviação no começo da Segunda grande
guerra mundial. Assim, com o seu aperfeiçoamento, surgiu um processo de alta
qualidade, relativo baixo custo e de uso em aplicações diversas [2].
O processo TIG utiliza uma tocha de soldagem com formato específico, onde
o eletrodo de tungstênio é fixado e confinado em um ambiente protegido por gás. O
arco elétrico é criado pela passagem de corrente elétrica pelo gás de proteção
ionizado, estabelecendo-se o arco entre a ponta do eletrodo e a peça. Em termos
básicos, os componentes do TIG são [2]:
1. Tocha;
2. Eletrodo;
3. Fonte de Energia;
4. Gás de Proteção
As variáveis que determinam basicamente o processo são a tensão do arco, a
corrente de soldagem e o gás de proteção. Deve-se considerar que as variáveis não
agem especificamente de forma independente, havendo forte interação entre elas.
Em relação à corrente de soldagem pode-se considerar, de forma geral, que
ela controla a penetração da solda, com efeito diretamente proporcional. Ainda
assim, a corrente afeta também a tensão do arco, sendo que para um mesmo
comprimento de arco, um aumento na corrente (valores acima de 50 A, ver Figura 4)
causará um aumento na tensão do arco [2].
A tensão do arco, designação dada para a tensão entre o eletrodo e a peça, é
fortemente influenciada por diversos fatores, a saber:
1. Corrente do arco;
2. Perfil da ponta do eletrodo;
3. Distância entre o eletrodo e a peça (altura do arco);
4. Tipo do gás de proteção;

10
O comprimento do arco afeta diretamente a largura da poça e a penetração.
Em uma operação de soldagem, para se garantir a integridade da junta soldada é
necessário se manter o mesmo constante. Assim sendo, como existe uma relação
direta entre a tensão e o comprimento do arco, a mesma pode ser usada como
variável de controle em um sistema automático de posicionamento, a fim de se
manter a distância entre o eletrodo e a peça.
Este controle do comprimento do arco pela tensão deve ser feito de maneira
cuidadosa, observando-se outros parâmetros que também afetam a tensão como
perfil de afiação do eletrodo, gás de proteção, alimentação imprópria do material de
adição, mudanças de temperatura no eletrodo e erosão do eletrodo [2].
2.4: Defeitos na soldagem
Existe uma série de defeitos que podem ocorrer na junta soldada, tais como
distorção, dimensões incorretas da solda, perfil incorreto da solda, porosidade, falta
de fusão, falta/excesso de penetração, trincas, inclusão de tungstênio, entre outras.
Na maioria dos casos, é imprescindível a ausência de qualquer defeito na
solda realizada. Alguns defeitos como falta ou excesso de fusão e penetração
(Figura 7) e a inclusão de tungstênio podem ser evitados diretamente com o uso de
um sistema automático de abertura e controle do comprimento do arco elétrico,
tendo em vista que estes defeitos são provocados pela manipulação incorreta do
eletrodo. Outros defeitos como trincas e porosidades podem ser evitados
indiretamente através da estabilidade do processo obtida quando se usa sistemas
automáticos. Nesta situação o AVC se apresenta como solução.
Figura 7. Exemplos de descontinuidades na soldagem [2].
A detecção dos defeitos pode ser feita visualmente, com utilização de
materiais como líquido penetrante, ou instrumentos como ultra-som e raio-x. A

11
necessidade de um mecanismo ou outro dependerá da aplicação. Por exemplo,
existem soldas que são aceitas somente com utilização de raio x em toda sua
extensão.
Figura 8. Exemplos de descontinuidades na soldagem [2].
2.5: Motor de Passo
Uma explanação sobre as características, funcionamento, vantagens e
desvantagens será dada a seguir, uma vez que um motor de passo foi escolhido
para ser usado no deslocamento da tocha de soldagem durante a abertura e
correção da altura do arco elétrico.
O motor de passo é um dispositivo eletromecânico que converte pulsos
elétricos em movimentos mecânicos com variações angulares discretas. O rotor ou
eixo de um motor de passo é rotacionado em pequenos incrementos angulares,
quando pulsos elétricos são aplicados em uma determinada sequência nos seus
terminais.
A rotação de tais motores é diretamente relacionada aos impulsos elétricos
que são recebidos, bem como a sequência a qual tais pulsos são aplicados reflete
diretamente a direção a qual o motor gira. A velocidade que o rotor gira é dada pela
frequência de pulsos recebidos e o tamanho do ângulo rotacionado é diretamente
relacionado com o número de pulsos aplicados.
Um motor de passo pode ser uma boa escolha sempre que movimentos
precisos são necessários. Eles podem ser usados em aplicações onde é necessário

12
controlar vários fatores tais como: ângulo de rotação, velocidade, posição e
sincronismo. O ponto forte de um motor de passo não é a sua força (torque),
tampouco sua capacidade de desenvolver altas velocidades - ao contrário da maioria
dos outros motores elétricos - mas sim a possibilidade de controlar seus movimentos
de forma precisa. Por conta disso este é amplamente usado em impressoras,
scanners, robôs, câmeras de vídeo, brinquedos, automação industrial, entre outros
dispositivos eletrônicos que requerem precisão.
O funcionamento básico do motor de passo é dado pelo uso de solenóides
alinhados dois a dois que quando energizados atraem o rotor fazendo-o se alinhar
com o eixo determinado pelos solenóides, causando assim uma pequena variação
de ângulo que é chamada de passo. A Figura 9 mostra esquematicamente o
funcionamento de um motor de passo.
Figura 9. Funcionamento do motor de passo.
O número de passos é dado pelo número de alinhamentos possíveis entre o
rotor e as bobinas. Ou seja, para aumentar o número de passos de um motor usa-se
um maior número de bobinas, maior número de pólos no rotor.
A energização de uma, e somente uma, bobina de cada vez produz um
pequeno deslocamento no rotor. Este deslocamento ocorre simplesmente pelo fato
de o rotor ser magneticamente ativo e a energização das bobinas criar um campo
magnético intenso que atua no sentido de se alinhar com os dentes do rotor. Assim,
polarizando de forma adequada as bobinas, podemos movimentar o rotor entre as
bobinas (meio passo ou “half-step”) ou alinhadas com as mesmas (passo completo
ou “full-step”).

13
Os motores de passo possuem como vantagem em relação aos outros tipos
de motores disponíveis os seguintes pontos:
• Seguem uma lógica digital: Diz-se que o motor de passo segue uma lógica
digital, pois seu acionamento é feito através de pulsos elétricos que ativam
sequencialmente suas bobinas, fazendo o rotor se alinhar com as mesmas e assim
provocando um deslocamento do mesmo.
• Alta precisão em seu posicionamento:
O posicionamento do motor de passo é preciso uma vez que o rotor sempre
se movimentará em ângulos bem determinados, chamados “passos” cujo erro de
posicionamento é não-cumulativo.
• Precisão no torque aplicado: As variações no torque aplicado por um motor
de passo são pequenas, tendo em vista seu funcionamento.
• Excelente resposta a aceleração e desaceleração: O movimento que um
motor de passo produz é resultado das ativações em sequência de suas bobinas. A
resposta para tais solicitações de aceleração e desaceleração é rápida pois o rotor
se alinha rapidamente com a(s) bobina(s) que se encontra(m) energizada(s).
Em relação com outros tipos de motores podemos destacar os seguintes fatos
como desvantagens no uso de motores de passo:
• Baixo desempenho em altas velocidades: O aumento de rotações no motor
de passo (sua aceleração) é gerado pela variação no tempo entre o acionamento de
uma bobina e a seguinte. Entretanto é necessário um rápido chaveamento de um
solenóide energizado para outro de forma que tal velocidade seja mantida, o que
muitas vezes é complexo e pouco eficiente.
• Requer certo grau de complexidade para ser operado: Pelo fato de usar uma
lógica digital não basta apenas ligar o motor de passo a uma fonte de energia que o
mesmo começará a girar sem parar. Sua complexidade reside no fato de ser
necessário um circuito para controlá-lo ativando sequencialmente seus solenóides.
O “custo computacional” e a complexidade do dispositivo de controle cresce a
medida que o número de passos aumenta, uma vez que mais passos requerem um
maior o número de terminais a serem ativados e controlados.

14
• Ocorrência de ressonância por controle inadequado: Como todos os objetos
que existem, o motor de passo também tem uma frequência de ressonância. Caso
as revoluções do mesmo se deem nesta frequência, este pode começar a oscilar,
aquecer e perder passos. Este problema pode ser contornado mudando-se o modo
de operação do motor: utilizando-se meio-passo ou o passo completo com as
bobinas energizadas duas a duas.
As duas últimas desvantagens supracitadas podem ser minimizadas com o
uso de um driver para motor de passo. O capítulo 4.4 apresenta o motor de passo
escolhido para este projeto, bem como o seu driver.
2.6: Sistemas de Controle
Os sistemas de controle representam uma parte fundamental nos processos
industriais e de fabricação modernos. Grande parte da repetitividade e confiabilidade
de muitos processos fabris dependem de um sistema de controle. Este propicia
meios para otimizar o desempenho de sistemas dinâmicos, bem como melhoria da
qualidade, diminuição dos custos de produção e aumento da taxa de produção [3].
Um sistema de controle possui um sinal de referência, um controlador, uma
planta e pode conter ainda um sistema de medida. Se houver um sistema de
medida, o controle é dito realimentado, e caso não houver, o sistema é dito de malha
aberta. Porém, quase toda a teoria de controle baseia-se nos sistemas
realimentados, pois pode-se garantir que a saída do sistema siga o sinal de
referência (erro nulo) ou siga a referência com um erro mínimo aceitável. A Figura 10
ilustra um sistema de controle com realimentação.
Figura 10. Diagrama de um sistema de controle em malha fechada [3].

15
O diagrama da malha de controle do AVC está ilustrado na Figura 11. Através
do diagrama é possível observar que a malha de controle começa com o sinal de
referência ajustado pela interface homem-máquina, que subtraído pela sinal do
medidor resulta no sinal de erro, o qual passa pelo controlador digital, que por fim é
enviado ao atuador do sistema, constituído pelo binário driver e motor de passo.
Figura 11. Diagrama de um sistema de controle do AVC.
As propriedades básicas de um sistema de controle estão relacionadas ao
seguimento de uma referência, efeito de perturbações e comportamento dinâmico do
sistema. O seguimento de uma referência e o efeito de perturbações são
caracterizados principalmente pelos erros do sistema em regime permanente. Já o
comportamento dinâmico é caracterizado pelo tempo de resposta, amortecimento e
estabilidade.
Quando o sistema em malha fechada não atende os requisitos de projeto em
termos de desempenho em regime e transitório desejados, deve-se modificar a
função de transferência através do uso de um controlador. O projeto de sistemas de
controle visa obter um desempenho do sistema tal que
1. o sistema seja estável,
2. a resposta transitória seja aceitável (tempo de resposta e amortecimento),
3. o erro em regime permanente atenda às especificações (erro baixo ou
nulo).
Os controladores podem ser do tipo proporcional (P), proporcional-derivativo
(PD), proporcional-integral (PI), proporcional-integral-derivativo (PID), atraso de fase
e avanço de fase. Cada controlador tem suas características particulares e devem
ser utilizados conforme os requisitos de projeto.
O controlador mais simples, o proporcional, é simplesmente um ganho. De
forma que o esforço de controle é dado pela multiplicação do ganho pelo erro (sinal

16
de referência menos sinal lido). Este controlador pode suprir as necessidades da
resposta transitória, porém ser incapaz de suprir as necessidades em regime
permanente. Já um controlador mais complexo, como o PID, pode suprir as
necessidades tanto em regime permanente como em transitório. As características
de cada controlador podem ser vistas de forma mais aprofundada em [3].
17
Capítulo 3: Desenvolvimento do Hardware
O hardware do AVC deve ser de fácil manutenção, confiável, fornecer meios
que compatibilize o sistema com qualquer fonte de soldagem, necessitar de apenas
uma calibração e possibilite uma maior integração com outros equipamentos.
Este capítulo apresenta as soluções para as diretivas supracitadas dentro do
contexto do laboratório. Serão discernidas a escolha do microcontrolador e da
eletrônica que realiza o tratamento dos sinais do mundo externo com o
microcontrolador e vice-versa. Também será mostrado o projeto da placa que foi
desenhada para facilitar a manuseabilidade e manutenibilidade do equipamento.
3.1: Dimensionamento do Microcontrolador
Há alguns anos, em reunião da equipe de desenvolvimento de equipamentos
do LABSOLDA, decidiu-se que os futuros equipamentos que necessitem de
microcontrolador, o serão feitos com o LPC2148 da Philips.
Figura 12. Microcontrolador LPC2148 da Philips: versatilidade e economia.
Vários motivos levaram a esta escolha deste microcontrolador:
Dos seus 64 pinos, 14 são entradas analógicas, que são amplamente
utilizadas em equipamentos que necessitem ler vários transdutores.
Uma fonte de soldagem possui vários transdutores internos e externos
necessários tanto para proteção quanto para o controle, por exemplo.
Um sistema de aquisição de sinais de soldagem também exige um

18
grande número de conversores analógico-digital; a seguir será
mostrado que o AVC necessitará de 3 conversores analógicos;
Possui um clock de CPU elevado (60 MHz), o que garante que
sistemas complexos como fontes de soldagem, sistemas metrológicos,
de automação e controle possam operar de forma adequada;
Possui comunicação USB, a qual apareceu em substituição às portas
serial e paralela;
Possui considerável quantidade de memória flash (512 kBytes) e RAM
(32 kBytes);
Grande parte de sua pinagem possui até 4 funções (ver Anexo 1). Esta
característica é muito importante no tocante a número de porta digitais,
pois depois de escolher os pinos que realizam comunicação, entradas
analógicos, etc., os pinos restantes podem ser utilizados como porta
digital (entrada ou saída);
Sua arquitetura ARM7 o coloca entre os microcontroladores de alto
desempenho e baixo consumo de energia. Característica essencial
para o desenvolvimento de sistemas portáteis que utilizem bateria, por
exemplo. Além disso, devido a sua versatilidade, espera-se que este
microcontrolador demore a se tornar obsoleto, que é uma preocupação
da equipe do LABSOLDA, tendo em vista que os últimos
desenvolvimentos foram praticamente impostos pela evolução da
microeletrônica e da informática.
A utilização do mesmo microcontrolador em várias frentes de trabalho
reduz os custos de fabricação, tempo de treinamento e
desenvolvimento dos programas.
Não fosse essa padronização adotada pelo LABSOLDA, o uso do LPC2148
no AVC poderia até ser questionado. No que diz respeito às memórias, número de
entradas analógicas, clock de CPU e USB, o AVC não usufruirá de todas essas
características. Porém, todos esses pinos são usados como porta digital e permitiu
ao novo AVC deixar algumas portas sobressalentes em caso de novas aplicações.
Um discernimento sobre as necessidades de hardware e a pinagem do
LPC2148 será feita a seguir.

19
3.2: Eletrônica em Diagrama de Blocos
O microcontrolador juntamente com seu programa embarcado possui um alto
valor agregado e pode ser considerado o principal componente eletrônico de
qualquer sistema eletrônico. Porém, para o seu perfeito funcionamento outros
componentes devem adequar os sinais que norteiam o microcontrolador, como será
visto adiante.
No início do projeto do AVC, um esboço em forma de diagrama de blocos foi
realizado para delegar funções aos pinos do LPC2148, uma vez que os pinos podem
ter mais de uma função. Este diagrama pode ser observado na Figura 13.
O microcontrolador LPC2148 possui 64 pinos, dos quais 22 são usados para
alimentação, oscilador, LED de indicação do estado de funcionamento, entre outras
funções vitais. Dos 42 pinos que restaram:
11 foram escolhidos para saída digital,
11 para entrada digital,
3 para entrada analógica,
2 para saída analógica,
4 para comunicação com memória SDCard,
2 para comunicação com memória flash,
2 para comunicação serial e
7 para comunicação com a IHM.
Esta escolha pode ser melhor observada através do diagrama de blocos.
O bloco representando por UTS1 (Unidade de Tratamento de Sinal) na Figura
13 é responsável pela leitura da tensão do arco. Um detalhamento deste bloco é
ilustrado pela Figura 14.
O sinal de tensão é primeiramente filtrado, com o objetivo de eliminar os
ruidos de alta frequência e dividido de forma que possa ser tratado pelos
componentes eletrônicos conseguintes. Após isso, uma opto-acoplagem é utilizada
para que sinais provenientes de outros blocos não interfiram na leitura de tensão do
arco.
Depois três amplificadores operacionais são usados na conFiguração de
buffer, somador e inversor, de forma a garantir que sinais de tensão de arco tanto

20
Figura 13. Diagrama de blocos do hardware do AVC.

21
Figura 14. Blocos que compõem a UTS1.
positivos como negativos possam ser lidos pelo programa embarcado no LPC2148.
Em suma, o que este bloco faz é transformar sinais de tensão na faixa de -50 V a
+50 V, livre de ruidos internos e externos, em sinais de 0 a 3,3 V que é a tensão de
alimentação do LPC2148. O final deste bloco é ligado a um pino do
microcontrolador que fará a conversão analógico-digital de 10 bits. Com isso, sabe-
se que o erro inerente na leitura de tensão seja aproximadamente de 0,1V.
Esta topologia adotada na leitura de tensão de arco permitirá o AVC controlar
a tensão do arco em qualquer fonte de soldagem e que repetidas calibrações sejam
desnecessárias.
O bloco representado por UTS2 é responsável pela leitura da corrente do
arco elétrico. A primeira versão do AVC também possuía esta função, mas também
lia sinais disponibilizados pelas fontes de soldagem da IMC. Nesta versão, a
corrente será lida através de sensor de efeito Hall, o que também permitirá ser
usado em qualquer fonte de soldagem. A leitura da corrente pode aumentar a
confiabilidade dos sistemas envolvidos. Por exemplo, o robô só poderá iniciar a
trajetória depois que certo valor de corrente for ultrapassado.
O bloco representado por UTS3 tem por finalidade ler um sinal de tensão
externo, que não seja o arco elétrico. Ele foi adicionado pois poderá ser usado para
controlar a altura do arco usando algum outro transdutor (sensor de distância, i.e.).
Essas entradas analógicas são de grande importância, pois são com elas que
o AVC fecha a malha de controle e exerce um esforço no seu motor. Além de
realizar esta leitura do mundo externo, o AVC também está preparado para controlar
até dois dispositivos analogicamente. Um exemplo de aplicação seria o controle da
rotação de uma mesa giratória através de um motor de corrente contínua.

22
O LPC2148 possui apenas um conversor digital-analógico. Uma outra saída
analógica é obtida usando modulação por largura de pulso (PWM). Nesta modulação
conFigura-se a frequência e a razão cíclica dos pulsos. Uma tensão média constante
(Figura 15) é obtida com a aplicação de um filtro passa-baixa. Estes dois sinais
analógicos passam por uma etapa de amplificação de tensão através de
amplificadores operacionais, de forma a se obter na saída valores de tensão de 0 a
+10V.
Figura 15. Modulação por largura de pulso.
No tocante à comunicação, o AVC poderá transmitir e receber dados por uma
porta serial padrão RS232. O padrão mais usado na indústria é o RS485 por permitir
grande comprimento de cabo (cerca de 1000m contra 20m do padrão RS232).
Contudo, a idéia do AVC é se comunicar com equipamentos próximos à bancada de
soldagem ou até mesmo com computadores em meios acadêmicos, e para isso o
padrão RS232 é o suficiente.
Outra comunicação serial utilizada é a I2C, porém para uso interno do AVC.
Esta comunicação é utilizada entre o LPC2148 e uma memória flash para
armazenamento das variáveis do sistema.
O hardware do AVC também está preparado para receber um cartão de
memória do tipo SD (Secure Digital, Figura 16), que se tornou o padrão de cartão de
memória com melhor custo/benefício do mercado (ao lado do Memory Stick), devido
a sua popularidade e portabilidade.
Figura 16. Memória SD Card: alta capacidade de armazenamento e baixo custo.

23
Hoje, estas memórias chegam a ter 32GB de capacidade de armazenamento.
A idéia de armazenar uma grande quantidade de dados é fazer uma análise
qualitativa e quantitativa para se ter um maior conhecimento dos processos
envolvidos (análise de produtividade, por exemplo).
Em relação à interface homem-máquina, o novo AVC contemplará um display
alfanumérico de 2x40 caracteres (Figura 17), 7 botões de acesso aos menus e
variáveis e 4 botões para alteração do valor das variáveis. A IHM comunica-se com o
LPC2148 através de 7 pinos digitais, pelos quais são transmitidos sinais de controle
e dados.
Figura 17. Display alfanumérico de 40x2 caracteres.
Devido a grande quantidade de sinais digitais, os mesmos foram separados
no diagrama esquemático em entradas e saídas e de uso interno e externo, como
pode ser observado na Figura 13.
As saídas digitais internas chamadas step, dir e enable são sinais enviados
ao driver do motor de passo. Um driver tem por objetivo transformar um sinal (step)
em tantas quantas bobinas o motor de passo possuir, fornecer corrente suficiente e
outras características que serão abordadas mais adiante.
Entre as oito saídas digitais externas disponíveis, três acionam relés que já
possuem funções específicas. São elas: arco aberto, disparo fonte e sinal de falha.
O sinal de arco aberto acionará um relé quando for detectada a corrente de
soldagem acima de um valor específico. Este sinal pode ser usado pelos dispositivos
de automação do deslocamento da tocha de soldagem. No exemplo já citado, o robô
só iniciaria sua trajetória quando este relé for acionado. O sinal de disparo de fonte
acionará um relé quando o AVC iniciar seu funcionamento, o qual habilitará a fonte
de soldagem. O sinal de falha será habilitado quando seu sistema de proteção for
acionado, podendo acionar também a emergência de outros equipamentos.
As outras três saídas digitais externas têm como características a operação
em 15V, com capacidade de fornecimento de corrente de 500mA cada. Estas portas

24
foram disponibilizadas com essa conFiguração caso haja a necessidade de
chaveamento em alta frequência. Estas saídas ainda não possuem funções
específicas, porém foram disponibilizadas prevendo aplicações no futuro.
As entradas digitais internas permitem a leitura de quatro chaves e um sinal
de falha do driver do motor de passo. Duas chaves estão localizadas no dispositivo
mecânico do AVC e correspondem ao fim de curso de movimentação. Outra está
localizada no painel do equipamento e corresponde ao botão de emergência do
AVC. O sinal de falha (fault) do driver é acionado quando algum problema ocorrer
com o mesmo. Todas estas entradas digitais são utilizadas no sistema de proteção
do AVC.
Ainda há uma outra entrada digital com função de proteção. Esta entrada tem
a mesma função do botão de emergência, porém a idéia é que este botão esteja
afastado do AVC, em uma bancada que controle vários equipamentos remotamente,
por exemplo.
As outras entradas digitais externas são inicia processo e habilita correção, as
quais são usadas durante o funcionamento do AVC. Outras três entradas digitais
estão disponíveis para uso futuro. A eletrônica projetada para ler estas portas
permite que uma chave simples, contato seco de relé ou aplicação de tensão de até
24V seja usado para o acionamento destas portas. Buscou-se tornar o sistema
compatível com a utilização de robô, Controlador Lógico Programável (CLP) e
dispositivos similares de automação industrial.
Uma característica importante neste projeto foi a utilização de opto-
acopladores em todos os sinais digitais e nas entradas analógicas. Isto permite total
isolamento entre os sinais do AVC e os sinais provenientes do arco elétrico e de
outros equipamentos, eliminando a possibilidade de um sinal ruidoso acionar alguma
porta indesejavelmente e, com isso, aumentando a fidelidade na leitura da tensão.
Esta característica torna o sistema mais confiável e robusto.
A desvantagem de se utilizar inúmeros opto-acopladores é que muitas fontes
de alimentação são requeridas. Como pode ser observado na Figura 13, existem
nove fontes de alimentação na placa de controle do AVC. Quatro destas fontes
utilizam a estrutura padrão de uma fonte linear. Define-se como estrutura padrão a
utilização de transformador, ponte retificadora, filtro de entrada, circuito integrado

25
regulador de tensão e filtro de saída. Outras quatro fontes são obtidas com a
utilização de técnicas de fontes chaveadas. Sua estrutura básica possui um
oscilador, um amplificador de corrente e transformador de pulso. Outra fonte de
alimentação é obtida com a utilização de um circuito integrado conversor cc-cc.
Percebe-se então que a eletrônica desenvolvida para o novo AVC contempla
todos os requisitos de projeto e prevê uma integração maior do que a requisitada no
projeto, deixando uma folga para aplicações futuras. Diversas portas foram
adicionadas, tais como leitura dos botões de emergência (painel e bancada), fault do
driver, memória de alta capacidade, IHM mais acessível, RS232, arco aberto, sinal
falha, e outras nove portas digitais e uma analógica foram disponibilizadas para uso
futuro. Além disso, foi levado em consideração a forma com que os sinais são
tratados (com uso de filtros e opto-acopladores) e como serão utilizados (através de
robô, CLP, etc.).
A seguir será visto como esta eletrônica toda foi desenhada, pensando nos
requisitos técnicos de projeto, tais como melhor acomodação dos componentes
eletrônicos e acessibilidade dos sinais e também nos requisitos de projeto, tais como
manutenibilidade e manuseabilidade.
3.3: Layout das Placas
Uma placa de circuito impresso é usada para suportar mecanicamente e
conectar eletricamente os componentes eletrônicos através de condutores em forma
de trilhas e vias. As placas de circuito impresso são usadas em todos os dispositivos
eletrônicos, por isso se tornou alvo de estudo e avanços tecnológicos.
Há mais de cem anos, as placas utilizavam o método through-hole, que
consiste em posicionar os componentes em um lado da placa e, através de um furo,
soldar do outro lado. Nas últimas décadas, a miniaturização dos componentes
eletrônicos permitiu a soldagem de componentes na superfície da placa (surface
mount), sem necessidade de furação.
Os avanços tecnológicos também permitiram a utilização de várias camadas
sobrepostas de condutores e isolantes conectadas através de vias metalizadas. As
placas multicamadas são usadas em projetos complexos, como os de placa-mãe de

26
computadores, e permite a miniaturização das placas. Com a colaboração dos
engenheiros de materiais, espera-se que o próximo nível de evolução permita a
construção de placas flexíveis (eletrônica orgânica).
Enquanto esta tecnologia não está disponível, desenha-se a placa em um dos
diversos programas computacionais e utiliza-se de um dos diversos processos
industriais para a sua manufatura (serigrafia, fotoplotagem, jato abrasivo, deposição
metálica, transferência de imagem, etc.).
A complexidade no layout da placa envolve o número de componentes e
conexões e determina qual a melhor ferramenta computacional para o desenho da
mesma. O hardware que compõe o AVC foi separado em duas placas, controle e
IHM. A placa de controle é mais complexa e foi desenhada no Orcad da empresa
Cadence e a placa de IHM foi desenhada no Proteus da Labcenter Electronics.
A principal ferramenta desta categoria de programas computacionais é
chamada de Auto Route. Uma vez posicionados todos os componentes, usa-se
então o Auto Route para a criação das trilhas e vias (conexões entre faces ou
camadas).
A problemática reside na quantidade de informações que é passada ao
programa para que a criação das trilhas seja realizada com sucesso. Estas
informações são: tamanho das trilhas, distância mínima entre qualquer objeto e
quais áreas não pode haver cruzamento de trilhas. No Orcad, muita informação pode
ser adicionada no projeto, tornando-o complexo, mas garante um excelente
resultado no roteamento automático. No Proteus, pouca informação é passada ao
programa, caracterizando-o como uma ferramenta mais fácil, ideal para projeto de
placas pequenas ou com poucos componentes eletrônicos.
O desenho das placas de controle e IHM pode ser visualizado através do
Anexo 2. A identificação dos principais blocos da placa de controle pode ser
visualizada na Figura 18. Os blocos estão listados abaixo:
1) Fontes;
2) Placa do LPC2148;
3) Comunicação serial RS232;
4) Comunicação com a placa IHM;
5) Comunicação com SD Card;

27
6) Comunicação serial SPI;
7) Leitura de corrente;
8) Leitura de tensão;
9) Entradas digitais de uso interno;
10) Entradas e saídas analógicas de uso externo;
11) Saídas dos relés;
12) Entradas digitais de uso externo;
13) Entradas digitais de uso externo;
14) Saídas digitais de uso externo;
15) Saídas digitais de uso interno;
A placa foi projetada pensando-se também no gabinete do AVC. A idéia é que
o usuário tenha acesso aos conectores (blocos 10, 11, 12, 13 e 14 da Figura 18) por
uma porta de fácil abertura. O limite de acesso da placa de controle é dado pela
linha em vermelho na Figura 18.
A identificação dos principais blocos da placa IHM pode ser visualizada na
Figuras 19. Seus blocos estão listados abaixo:
1) Comunicação com a placa de controle;
2) Display;
3) Botões de acesso aos menus e variáveis;
4) Botões de mudança das variáveis.
Nas duas placas utilizou-se as duas faces da placa para o desenho de trilhas
e malhas de terra (dupla face). Na manufatura das mesmas utilizou-se o método
industrial de fotoplotagem, que consiste em banhar as placas em solução
fotossensível, que após queimada é revelada em meio corrosivo à semelhança das
fotografias. Na placa de controle optou-se ainda pela utilização de componentes
miniaturizados (SMD) em um dos lados da placa.
A utilização de SMD diminui o número de furos na placa e o espaço físico
ocupado pelos componentes, reduzindo o tamanho da placa. Isto justifica seu uso,
uma vez que a diminuição na quantidade de furos (exige menor tempo na
fabricação) e redução do tamanho da placa implicam em diminuição no custo da
manufatura das placas.

28
Figura 18. Principais blocos da placa de controle.
Figura 19. Principais blocos da placa IHM.

29
As características adotadas para a manufatura das placas garantem
qualidade e confiabilidade no funcionamento do AVC. As placas com seus
respectivos componentes eletrônicos montados podem ser visualizadas nas Figuras
20 e 21.
Figura 20. Placa de controle.

30
Figura 21. Placa IHM.
3.4: Dimensionamento do Motor de Passo e seu Driver de Potência
Seguindo o mesmo raciocínio do microcontrolador LPC2148, o motor de
passo e o driver foram escolhidos há alguns anos em reunião da equipe de trabalho.
A idéia também foi escolher dispositivos que preenchessem requisitos dos projetos
de automação do LABSOLDA.
O motor de passo escolhido foi o modelo 401 da série HT23 (Figura 22) da
Applied Motion. A principal característica usada para o desenvolvimento deste
trabalho é o ângulo do passo (1,8º). Com esse dado é possível estabelecer uma
relação entre número de passos e deslocamento angular.
Figura 22. Modelo 401 (esquerda) da série HT23 da Applied Motion.
O driver do motor de passo que a Applied Motion recomenda para utilizar com
o motor HT23-401 é o STR8 (Figura 23).

31
Figura 23. Driver do motor de passo usado com o HT23-401 [4].
Conforme anteriormente observado, há uma certa complexidade na operação
do motor de passo. Sua complexidade reside no fato de ser necessária a ativação
sequencial de suas bobinas. O controle do motor torna-se menos complexo com a
utilização de um driver, o qual possui sinais de controle chamados de step, dir e
enable.
O enable tem por objetivo ligar ou desligar o motor. O dir diz respeito ao
sentido de rotação do motor (horário ou anti-horário) e o step é responsável pela
velocidade com que o eixo do motor irá se mover.
Estas funções básicas estão disponíveis em todos os drivers disponíveis no
mercado. O STR8 possui, ainda, uma série de funcionalidades que podem ser
ajustadas através de chaves localizadas na parte externa do driver, além de possuir
suas entradas e saídas opto-acopladas, tornando-o mais versátil e robusto.
A Figura 24 indica as conexões e ajustes possíveis no driver. As conexões
com o motor e com a fonte de 70V é realizada no conector mais a esquerda na
Figura 24. No outro conector, tem-se as entradas step, dir e enable, e a saída fault,
usada no sistema de proteção do AVC. Com a chave rotatória localizada no canto
direito é possível escolher o motor que usar-se-á com o driver (neste caso o HT23-
401). Os drivers da família STR são otimizados para usar com alguns motores
cuidadosamente escolhidos [4].
Nas chaves localizadas no centro do driver é possível ajustar a corrente
máxima do motor, corrente com o motor ocioso, número de passos por revolução,
uma estimativa da inércia da carga e ainda realizar um teste de movimentação
repetitivo.

32
O teste de movimentação permite checar se as conexões com o motor estão
corretas, se o motor foi adequadamente selecionado e se encontra operacional.
Figura 24. Driver do motor de passo usado com o HT23-401 [4].
A maioria destas características é automaticamente ajustada quando o motor
é selecionado pela chave no canto direito. Porém, melhorias podem ser feitas com
os ajustes. Como exemplo, diminuir para 50% a corrente nas bobinas quando o
motor está ocioso pode evitar problemas térmicos com o uso contínuo do motor ou
ainda se ter maiores precisões com o aumento do número de passos por revolução.
O driver que a primeira versão do AVC usava era de autoria do próprio
LABSOLDA e perdurou durante anos em vários dispositivos de automação usados
no laboratório. Este driver funcionava bem durante a maior parte das operações as
quais era requisitado. Contudo, o mesmo era muito sensível quanto a variações
bruscas de carga no motor, ocasionado a queima de seu principal componente.
A troca do driver juntamente com o novo dispositivo mecânico tornaram o
AVC muito mais robusto e confiável. Estas características também são fundamentais
para dirimir o tempo com manutenção e para o lançamento de um dispositivo como
este na indústria.

33
Capítulo 4: Desenvolvimento do Software
O software deve complementar o hardware de forma a processar os sinais e
executar alguma ação. Além disso, procura-se utilizar práticas de programação para
criar programas que sejam reutilizáveis, eficientes do ponto de vista computacional e
de fácil manutenção.
Assim como o hardware, o software do novo AVC foi totalmente remodelado
por alguns motivos, sendo o principal deles a substituição do microcontrolador. De
fato, é uma tarefa árdua escrever um programa para certa aplicação e reutilizá-lo em
outras distintas, tais como fontes de soldagem, sistema de aquisição de dados e
dispositivos de automação. Mais difícil ainda é escrever um programa para um
microcontrolador e reutilizá-lo em outros microcontroladores.
Neste sentido, a equipe de desenvolvimento do LABSOLDA adotou uma
postura de boa prática de programação no momento que foi escolhido um único
microcontrolador para todas as aplicações. Uma estrutura de software padrão foi
desenvolvida para ser reutilizada em novas frentes de trabalho e o tempo
despendido com a aprendizagem de novos microcontroladores não se faz mais
necessária.
Este capítulo abordará esta estrutura básica, bem como o programa principal,
a descrição das funcionalidades do AVC e o kit montado para o desenvolvimento do
software.
4.1: Kit de Desenvolvimento
Com o projeto do hardware executado e testado, foi possível começar o
desenvolvimento do software do AVC. Para isso, foi montado um kit de
desenvolvimento contendo o hardware desenvolvido, transformadores, driver do
motor de passo e a parte mecânica do AVC.
A Figura 25 mostra a bancada de desenvolvimento do AVC, a qual possui um
computador, uma fonte de tensão regulável, um osciloscópio e o kit de
desenvolvimento do AVC.

34
Figura 25. Bancada de desenvolvimento do AVC.
O computador foi utilizado para o projeto das placas (esquemático e layout),
desenvolvimento do software e documentação. A utilização da fonte de tensão
ajustável foi imprescindível no desenvolvimento e teve por finalidade simular a
tensão do arco elétrico. Certamente a dinâmica do arco difere muito de uma simples
movimentação dos botões de uma fonte de tensão, mas seu uso foi fundamental
para se ter uma noção do comportamento do AVC com a leitura da tensão. O
osciloscópio foi amplamente usado tanto na calibração e primeiros testes do
hardware bem como no desenvolvimento do software.
O kit de desenvolvimento do AVC (Figura 26) é constituído de placas de
controle e IHM, três transformadores, driver do motor de passo e dispositivo
mecânico. A parte mecânica compreende o motor de passo, que é acoplado por um
conjunto de polias e correia ao fuso e guia linear, de maneira a permitir a
movimentação do eixo.

35
Figura 26. Kit de desenvolvimento do AVC.
4.2: Software Básico Implementado para o LPC2148
Um processo de desenvolvimento de software é um conjunto de atividades,
parcialmente ordenadas, com a finalidade de obter um produto de software. O
sucesso deste produto depende do êxito alcançado em cada etapa do processo.
Algumas etapas do processo de desenvolvimento de software compreendem
a análise de requisitos, escolha da arquitetura de software, implementação, teste,
documentação e manutenção.
A análise de requisitos e arquitetura são peças chaves na criação do software
e exigem muita experiência por parte do profissional para garantir que as
necessidades de software irão ao encontro dos requisitos. A escolha do LPC2148,
por exemplo, se encaixa nestas etapas iniciais do processo de desenvolvimento de
software.
A implementação deve ser a parte mais evidente do desenvolvimento do
software onde o projeto é transformado em código. O teste é realizado durante a
implementação para suprir os defeitos e preencher os requisitos necessários.

36
Documentação e manutenção são etapas importantes e tem por finalidade descobrir
novos problemas e requisitos e corrigi-los.
Estas etapas nem sempre são realizadas pelos mesmos programadores. Isto
acontece muito no meio acadêmico, por exemplo, onde o fluxo de colaboradores é
intenso. Isto caracteriza-se em um problema, pois aumenta muito o tempo de
desenvolvimento ou o insucesso no produto final, o software.
Na tentativa de dirimir este problema, um software básico foi implementado
para o LPC2148 para que possa ser utilizado em diversas aplicações. Este software
contempla codificação para a inicialização do microcontrolador, conversores
analógico-digital, conversor digital-analógico, timers, interrupções, comunicação
serial e USB, conFiguração da pinagem (ver descrição do LPC2148 no capítulo 4.1),
PWM e rotinas de leitura e escrita das portas de uso geral.
A medida que novos dispositivos são desenvolvidos, pedaços de código são
incorporados à estrutura básica, como foi no caso do desenvolvimento do AVC, que
permitiu a incorporação da comunicação com memória externa e uma melhor IHM.
Além da reutilização, outra característica importante na codificação é a
manutenibilidade. É essencial que um software seja facilmente modificado, por
programadores distintos, afim de corrigir defeitos ou adequá-lo a novos requisitos.
Seguindo os conceitos de engenharia de software, escolheu-se a linguagem
C++ para ser utilizada no LPC2148. Esta linguagem permite um alto nível de
reutilização e manutenibilidade porque é uma linguagem orientada a objetos [5].
Na programação orientada a objetos, implementa-se um conjunto de classes
que definem os objetos presentes no software. Cada classe determina o
comportamento (definido nos métodos ou funções) e estados possíveis (atributos ou
variáveis) de seus objetos, assim como o relacionamento com outros objetos. Por
exemplo, num objeto chamado Carro, tem como métodos Acelerar, Abrir janela,
Buzinar, e como atributos Cor, Modelo e Motor. Um outro objeto chamado Motorista,
tem como método Dirigir e atributos Idade e Responsabilidade. Estes objetos podem
ou não interagir.
No software da estrutura básica do LPC2148, por exemplo, um dos objetos é
o Conversor. Seus métodos são lerTensao, lerCorrente, lerEntradaAuxiliar e
escreverTensao e seus atributos são varTensaoLida, varCorrenteLida,

37
varTensaoAuxiliarLida e VarTensaoEscrita. Qualquer aplicação que necessite utilizar
os conversores, basta criar uma instância do objeto Conversor, por isso a
importância da reutilização.
Outra questão de suma importância na linguagem C++ é a abstração dos
dados. Na definição das classes, as variáveis podem ser públicas ou privadas.
Quando designada como pública, as variáveis podem ser usadas por outros objetos.
Caso contrário, apenas o próprio objeto pode usar suas variáveis. Esta característica
aumenta a estabilidade dos softwares.
A estabilidade do programa é função da restrição dada às variáveis. Diz-se
que um bom programa escrito na linguagem C é aquele que contém poucas ou
nenhuma variável global, aquela acessível em todo o programa. Na linguagem C++,
uma boa prática de programação é criar variáveis e funções do tipo Private e não
Public.
4.3: Implementação da Classe AVC e suas Funcionalidades
Com o hardware disponível e o software para tratá-lo é chegado o momento
do desenvolvimento do software que realizará de fato as ações do equipamento.
Seguindo a lógica de orientação a objetos, concebeu-se uma classe chamada
AVC, cujos principais métodos e atributos são as ações que o equipamento pode
realizar e as variáveis de referência ajustadas pela IHM. A seguir é mostrado um
trecho de código da classe AVC com os principais métodos e atributos.
class AVC{ public: int CapturarDados(int); void interpretar(int,int); void executaSoldagem(void); void executaReferencia(void); void executaSimulacao(void); void executaReferenciaManual(void); void moveMotor(int); void lerSinaisProtecao(void); private: int flagEB,flagEP,flagFCE,flagFCD,flagDRV; int sinalErro; int tensaoRef; int Kp; int posicaoInicialRef; int recuoRef; int uccRef; };
38
Na prática esta classe possui outros métodos e atributos (privados) que
complementam as principais funcionalidades e não serão abordados.
Os métodos CapturarDados e interpretar são responsáveis pela comunicação
com a IHM. Esta comunicação é amplamente usada, uma vez que as ações que o
AVC realiza dependem da utilização da IHM.
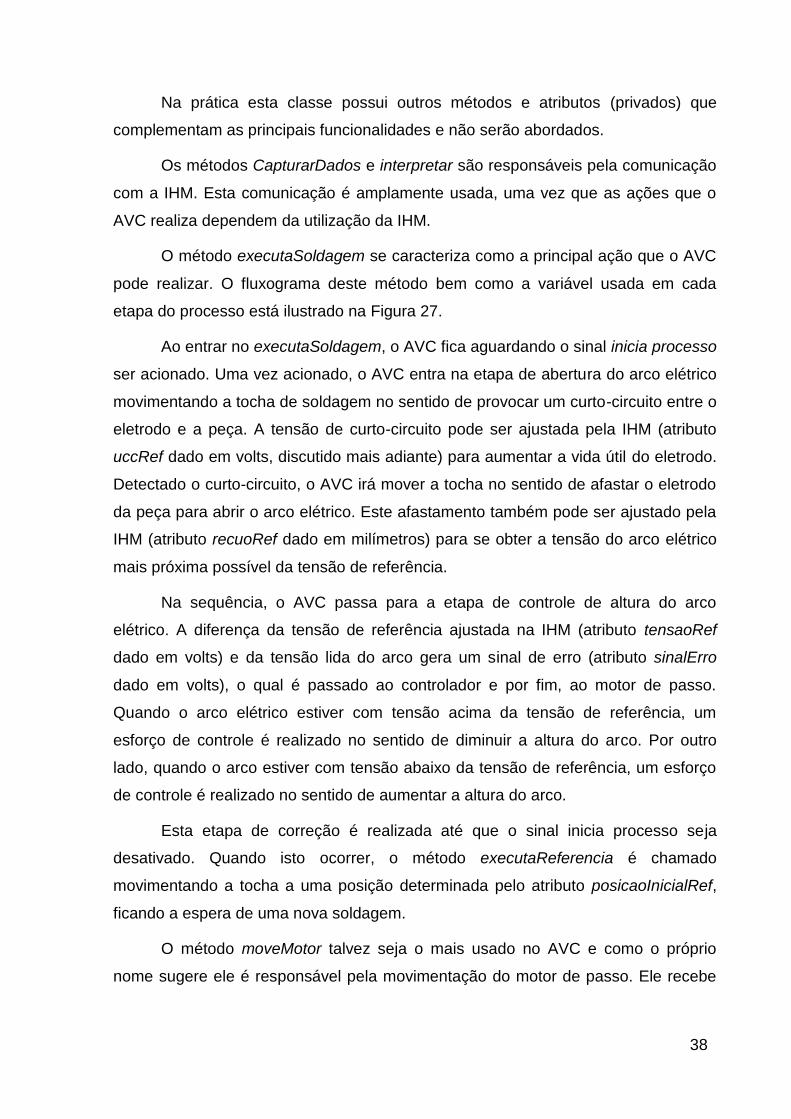
O método executaSoldagem se caracteriza como a principal ação que o AVC
pode realizar. O fluxograma deste método bem como a variável usada em cada
etapa do processo está ilustrado na Figura 27.
Ao entrar no executaSoldagem, o AVC fica aguardando o sinal inicia processo
ser acionado. Uma vez acionado, o AVC entra na etapa de abertura do arco elétrico
movimentando a tocha de soldagem no sentido de provocar um curto-circuito entre o
eletrodo e a peça. A tensão de curto-circuito pode ser ajustada pela IHM (atributo
uccRef dado em volts, discutido mais adiante) para aumentar a vida útil do eletrodo.
Detectado o curto-circuito, o AVC irá mover a tocha no sentido de afastar o eletrodo
da peça para abrir o arco elétrico. Este afastamento também pode ser ajustado pela
IHM (atributo recuoRef dado em milímetros) para se obter a tensão do arco elétrico
mais próxima possível da tensão de referência.
Na sequência, o AVC passa para a etapa de controle de altura do arco
elétrico. A diferença da tensão de referência ajustada na IHM (atributo tensaoRef
dado em volts) e da tensão lida do arco gera um sinal de erro (atributo sinalErro
dado em volts), o qual é passado ao controlador e por fim, ao motor de passo.
Quando o arco elétrico estiver com tensão acima da tensão de referência, um
esforço de controle é realizado no sentido de diminuir a altura do arco. Por outro
lado, quando o arco estiver com tensão abaixo da tensão de referência, um esforço
de controle é realizado no sentido de aumentar a altura do arco.
Esta etapa de correção é realizada até que o sinal inicia processo seja
desativado. Quando isto ocorrer, o método executaReferencia é chamado
movimentando a tocha a uma posição determinada pelo atributo posicaoInicialRef,
ficando a espera de uma nova soldagem.
O método moveMotor talvez seja o mais usado no AVC e como o próprio
nome sugere ele é responsável pela movimentação do motor de passo. Ele recebe

39
como parâmetro o tempo entre pulsos, determinando a velocidade com que o motor
irá se mover.
Figura 27. Fluxograma do método executaSoldagem.
O método executaSimulacao tem a função de simular o procedimento de
soldagem. Do ponto de vista computacional este método é parecido com o
executaSoldagem, diferindo pela inexistência do arco elétrico e, consequentemente,
sem correção de altura. Este função é normalmente utilizada uma vez antes de
realizar a soldagem, quando algum parâmetro do robô ou da fonte de soldagem é
alterado para a averiguação dos dispositivos de automação. O fluxograma do
método executaSimulacao está ilustrado na Figura 28.
Executa Soldagem
Inicia
Processo?
Curto-circuito?
Aproxima Tocha
Posição de
Recuo?
Fim do
Processo?
Sinal de Erro?
Executa
Referencia
Uref
Uarco
Afasta Tocha
Corrige a altura
UccRef
RecuoRef
PosInicialRef
TensaoRef
N
S
N
N
S
S
S
S
N
N

40
Figura 28. Fluxograma do método executaSimulacao.
O método executaReferencia é chamado pelos métodos supracitados e
também pode ser chamado por meio da IHM. O que ele faz é afastar a tocha de
soldagem até bater na chave de fim de curso e retornar a distância ajustada pela
variável posicaoInicialRef. O fluxograma do método executaReferencia está ilustrado
na Figura 29.
Outra ação que o objeto AVC é capaz de realizar é executaReferenciaManual,
o qual permite posicionar a tocha de soldagem através da IHM (Figura 30). Os
botões da direita e superior movem o tocha em um sentido com velocidades X e 5X,
respectivamente. Os botões da esquerda e inferior movem a tocha no outro sentido
com velocidades X e 5X, respectivamente.
Executa Simulação
Inicia
Processo?
Curto-circuito?
Aproxima Tocha
Posição de
Recuo?
Fim do
Processo?
Executa
Referencia
Afasta Tocha
N
S
N
N
N
S
S
S
UccRef
RecuoRef
PosInicialRef

41
Figura 29. Fluxograma do método executaReferencia.
Figura 30. Botões utilizados no método executaReferenciaManual.
O método lerSinaisProtecao é responsável pela leitura e acionamento da
proteção do equipamento. Existem cinco formas de acionamento:
Chave de emergência localizada no painel do equipamento;
Chave de emergência localizada em um bancada externa;
Chave de fim de curso localizada em um dos extremos do dispositivo
mecânico;
Chave de fim de curso localizada no outro extremo do dispositivo
mecânico;
Sinal de falha do driver do motor de passo (fault).
Executa Referencia
Inicia
Processo?
Fim de curso?
Afasta Tocha
Posição de
Referência?
Aproxima Tocha
N
S
N
N
S
S
PosInicialRef

42
Os atributos da classe AVC relacionados com o sistema de proteção são
flagEB, flagEP, flagFCE, flagFCD e flagDRV.
O sistema de proteção possui prioridade máxima no funcionamento do AVC,
ou seja, a proteção é ativada não importa qual método estiver em execução. Assim
que algum dos sinais de proteção for acionado, o motor será desligado, a saída sinal
de falha será acionada (para desligar fonte de soldagem e robô, por exemplo) e uma
mensagem no display indicará qual dos cinco sinais de proteção foi acionado.
Assim que qualquer tecla for apertada, o sistema será reiniciado e o método
executaReferencia automaticamente realizado. Nenhum dado será perdido pois os
mesmos são guardados em uma memória não-volátil.
Em relação a memória, o usuário pode ainda gravar os dados em seis
posições de memória, possibilitando o uso do mesmo equipamento em várias
bancadas ou vários usuários utilizando a mesma bancada, por exemplo.
Com pode ser observado, a linguagem orientada à objetos permite uma maior
integração entre a codificação e as ações que o equipamento pode realizar. Esta
característica facilita a interpretação da codificação e, consequentemente, o
aumento de sua manutenibilidade.
4.4: Calibração do Sistema de Medição
Calibração é o nome dado ao conjunto de operações que estabelecem a
relação entre os valores indicados por um sistema de medição e os valores
correspondentes das grandezas estabelecidas por padrões.
A calibração do sistema de medição do AVC é fundamental para que todo o
sistema seja validado.
Uma das vantagens deste AVC é a possibilidade de operação com fontes de
soldagem de diferentes fabricantes, bastando apenas uma calibração. Visando
aprimorar ainda mais o AVC, um menu chamado ‘calibração’ foi implementado, o
qual mostra na tela do display a tensão medida. Esta implementação facilita muito a
calibração, realizada através de potenciômetros no hardware do AVC.

43
Capítulo 5: Resultados e Discussões
5.1: Navegação Intuitiva dos Menus
A substituição do display (8x1 para 40x2 caracteres) e o aumento no número
de botões (5 para 11) permitiu uma melhor organização dos menus e variáveis. Seis
botões são usados para acessar menus e variáveis, 4 botões são usados para
alterar o valor da variáveis (e também movimentar a tocha no modo posicionamento
manual) e um botão tem a função de voltar menu. Estes botões estão representados
pelas letras a, b e c na Figura 31.
Figura 31. IHM mais intuitiva. Botões (a) acessam menu e variável; Botões (b)
alteram valor de variáveis; botão (c) volta ao menu anterior.
Estas substituições e o modo como o software da IHM foi programada
tornaram a navegação pelos menus e variáveis mais intuitiva e permitiu a
visualização de uma maior quantidade de informações. A principal tela do AVC
(Figura 32) permite acessar as funções de soldagem, simulação, posicionamento da
tocha manual e automático, conFiguração das variáveis e obter também informações
como versão, número de série e calibração.
Ao acessar o menu ‘SOLDAR’, o AVC realiza o método executaSoldagem e
durante a operação, a IHM especifica na tela em qual etapa o AVC se encontra
(Figura 33).

44
Figura 32. Menu principal do AVC.
Figura 33. Etapas de operação do AVC no modo Soldagem.
No menu CONFIGURAÇÃO (Figura 34), o usuário pode alterar o valor das
variáveis, limpar a memória, restaurar os valores padrões, salvar e carregar as
variáveis na memória.
Nos submenus SALVAR/CARREGAR (Figura 35) o usuário tem a
possibilidade de gravar/ler até 6 posições de memória. Isto facilita o manuseio do
equipamento quando o mesmo é utilizado por vários usuários ou até mesmo quando
um usuário testa o AVC com vários parâmetros de soldagem.

45
Figura 34. Menu CONFIGURAÇÃO permite diversas operações com as variáveis e
memória.
Figura 35. Menu SALVAR/CARREGAR permite gravar e ler as variáveis na
memória.
No submenu VARIAVEIS (Figura 36), o usuário pode escolher a variável
através dos botões tipo (a) e alterar o valor através dos botões tipo (b). Os botões (b)
superior e inferior acrescentam ou diminuem uma unidade, enquanto os botões da
direita e esquerda acrescentam ou diminuem uma casa decimal da variável
escolhida. A tabela 1 mostra os valores limite de cada variável.
Figura 36. Menu VARIAVEIS permite alterar o valor das variáveis do sistema.
Algumas informações podem ser extraídas da tabela 1, como por exemplo, o
comprimento máximo de correção do arco (80,0 mm), dado pelo limite superior da
variável ‘Posição inicial’. A constante de proporcionalidade (Kp) e a tensão de curto-
circuito são novidades nesta versão do AVC e permitem uma maior flexibilidade na
operação.
46
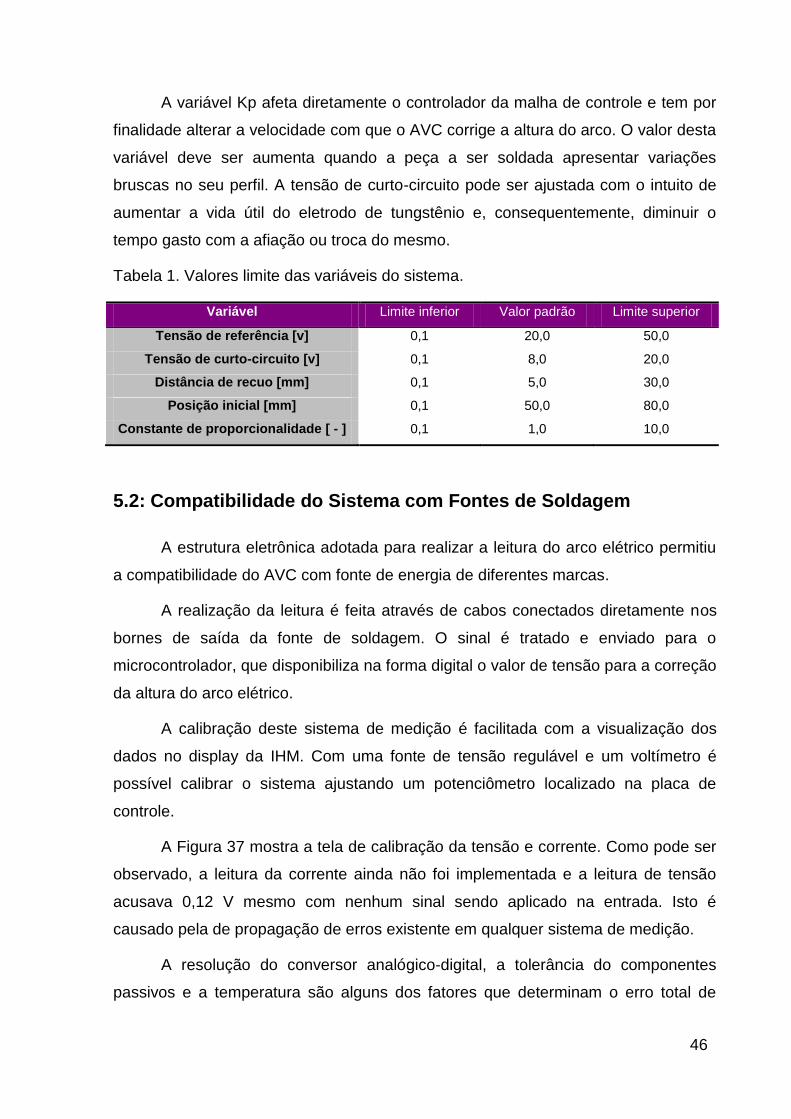
A variável Kp afeta diretamente o controlador da malha de controle e tem por
finalidade alterar a velocidade com que o AVC corrige a altura do arco. O valor desta
variável deve ser aumenta quando a peça a ser soldada apresentar variações
bruscas no seu perfil. A tensão de curto-circuito pode ser ajustada com o intuito de
aumentar a vida útil do eletrodo de tungstênio e, consequentemente, diminuir o
tempo gasto com a afiação ou troca do mesmo.
Tabela 1. Valores limite das variáveis do sistema.
Variável Limite inferior Valor padrão Limite superior
Tensão de referência [v] 0,1 20,0 50,0
Tensão de curto-circuito [v] 0,1 8,0 20,0
Distância de recuo [mm] 0,1 5,0 30,0
Posição inicial [mm] 0,1 50,0 80,0
Constante de proporcionalidade [ - ] 0,1 1,0 10,0
5.2: Compatibilidade do Sistema com Fontes de Soldagem
A estrutura eletrônica adotada para realizar a leitura do arco elétrico permitiu
a compatibilidade do AVC com fonte de energia de diferentes marcas.
A realização da leitura é feita através de cabos conectados diretamente nos
bornes de saída da fonte de soldagem. O sinal é tratado e enviado para o
microcontrolador, que disponibiliza na forma digital o valor de tensão para a correção
da altura do arco elétrico.
A calibração deste sistema de medição é facilitada com a visualização dos
dados no display da IHM. Com uma fonte de tensão regulável e um voltímetro é
possível calibrar o sistema ajustando um potenciômetro localizado na placa de
controle.
A Figura 37 mostra a tela de calibração da tensão e corrente. Como pode ser
observado, a leitura da corrente ainda não foi implementada e a leitura de tensão
acusava 0,12 V mesmo com nenhum sinal sendo aplicado na entrada. Isto é
causado pela de propagação de erros existente em qualquer sistema de medição.
A resolução do conversor analógico-digital, a tolerância do componentes
passivos e a temperatura são alguns dos fatores que determinam o erro total de
47
sistema de medição. No projeto, determinou-se um erro de 0,1 V na leitura do
conversor, o que está muito próximo do valor real apresentado pelo sistema.
Figura 37. IHM facilita a calibração do sistema de medição.
5.3: Sistema de Proteção
Um dos principais motivos para a realização deste trabalho foi a ausência de
um sistema de proteção na primeira versão do AVC. O sistema de proteção
desenvolvido realiza a leitura de cinco sinais de proteção e o acionamento um relé
(sinal de falha) para ativar a proteção de equipamentos que funcionam em conjunto
com o AVC.
A proteção foi propositalmente acionada em diversas ocasiões para validação
do sistema. Ao acionar o sistema de proteção, o motor é ligeiramente desligado, a
saída do relé acionada (para ativar a proteção de outros equipamentos, se preciso) e
o display acusa qual sinal acionou a proteção para a resolução do problema
encontrado.
As Figuras 38 e 39 mostram o display no momento em que a chave de fim de
curso direita em uma operação de posicionamento manual e, outrora, a chave de
emergência do painel são fechadas, respectivamente. As siglas FCE, FCD, EP, EB e
DRV significam Fim de Curso Esquerdo, Fim de Curso Direito, Emergência Painel,
Emergência Bancada e Driver, respectivamente.
Depois que o usuário pressionar o botão ‘REINICIAR’, o sistema é reiniciado
e a tocha de soldagem é movimentada até a posição inicial.
Fontes de soldagem que possuem sinal de saída indicando proteção ativada
(a exemplo das fontes da IMC usadas no LABSOLDA), podem usar o sinal
‘Emergência Bancada’ para acionar a proteção do AVC. Neste sentido, robôs e
CLP’s também podem acionar a proteção do AVC usando o mesmo sinal. Talvez o

48
nome mais adequado para este sinal fosse ‘Emergência Externa’ ao invés de
‘Emergência Bancada’.
Figura 38. Proteção ativada pela chave de fim de curso direita.
Figura 39. Proteção ativada pela chave de emergência do painel.
5.4: Resultados Práticos
Os testes práticos com o AVC foram realizados em uma bancada de
soldagem, cujos equipamentos utilizados estão enumerados na Figura 40.
Na Figura 40, a fonte de soldagem está representada pelo número 1. Esta
fonte permite a soldagem de vários processos tais como eletrodo revestido, MIG,
TIG e Plasma. A escolha do processo e o ajuste das variáveis de soldagem são
realizadas pela IHM na parte frontal da máquina. No TIG, por exemplo, podem ser
ajustadas a corrente contínua de soldagem, a tensão de curto-circuito, corrente na
fase final do processo, tempo de fase final, corrente de curto-circuito, entre outras
variáveis. A principal grandeza a ser ajustada é a corrente de soldagem e para os
testes do AVC foi escolhida uma corrente de 100 A. Esta magnitude de corrente é
relativamente baixa e não chegou a provocar a fusão das chapas utilizadas nos
testes, pois o objetivo final é verificar se o AVC está seguindo a referência de tensão
imposta.

49
Figura 40. Bancada utilizada para testes do AVC.
O número 2 e 3 representam a unidade de controle e IHM de um dispositivo
de automação que permite deslocar a tocha de soldagem com dois graus de
liberdade. Este sistema chamado de Tartílope V2, assim como a fonte de soldagem
supracitada são equipamentos desenvolvidos também no LABSOLDA. Apesar do
Tartílope V2 possuir dois graus de liberdade, apenas um eixo foi utilizado para os
testes do AVC, cuja velocidade de deslocamento ajustada foi de 80 cm/min.
O número 4 é um conjunto representado pelo dispositivo mecânico do
Tartílope V2, pelo dispositivo mecânico do AVC e pela tocha de soldagem e o
número 5 representa o kit de desenvolvimento do AVC. O computador (6) foi
utilizado para fazer ajustes no software do AVC a medida que os problemas foram
aparecendo.
As medidas foram realizadas com o Sistema de Aquisição Portátil (SAP4,
Figura 41), desenvolvido pelo LABSOLDA em parceria com a IMC Soldagem. Esta
ferramenta permite monitor as principais grandezas envolvidas nos processos de
soldagem a arco elétrico, tais como tensão, corrente, velocidade de adição de arame
e vazão do gás de proteção da poça de fusão. Caracteriza-se como uma poderosa
ferramenta para análise dos processos de soldagem, tanto para o ensino e pesquisa,
quanto para a indústria.

50
Figura 41. Sistema de Aquisição Portátil (SAP4) utilizado para monitoramento da
tensão do arco elétrico nos ensaios do AVC.
Os principais testes com soldagem foram conduzidos em três situações
geométricas distintas e estão descritas a seguir.
5.4.1: Soldagem em chapa plana
O primeiro teste com soldagem foi realizado em uma chapa plana de aço
(Figura 42) com o intuito de verificar o erro em regime permanente, dado pela
diferença entre o valor de tensão de referência e o valor lido, para o caso mais
simples onde não há variação da superfície.
Os parâmetros do AVC utilizados para o teste estão listados na tabela 2.
Tabela 2. Parâmetros ajustados no AVC para soldagem em rampa
Variável Uref [v] Ucc [v] Recuo [mm] Kp [-]
Ensaio 1 12,0 8,0 4,0 3,0
Ensaio 2 13,5 8,0 5,0 3,0
Ensaio 3 15,0 8,0 6,0 3,0

51
Figura 42. Soldagem em chapa plana.
Os gráficos de tensão com valores instantâneos e médios obtidos para o
ensaio 1 estão ilustrados nas Figuras 43 e 44.
Figura 43. Gráfico de valores instantâneos de tensão para o primeiro ensaio da
chapa plana.
A primeira impressão que se teve com este ensaio foi muito boa, pois a
tensão de referência de 12V foi seguida com sucesso. Observando o gráfico da
Figura 43, é possível observar uma oscilação no sinal de tensão. Porém, esta
oscilação tem componentes de altíssimas frequências, o que não seria possível ser
causada pela AVC, caracterizando-se assim, como ruído captado pelo sistema de
medição SAP4.
Um zoom dado no gráfico de valores médios releva um erro máximo de 0,22V
(Figura 45). Este erro de 1,8% pode ser proveniente da malha de controle, pois em

52
um sistema de controle onde há apenas um controlador proporcional, sempre haverá
um erro em regime permanente; pode ser consequência do erro sistêmico da leitura
de tensão (ver cap. 5.2); bem como um erro de leitura do próprio sistema de
aquisição de dados;
Figura 44. Gráfico de valores médios de tensão para o primeiro ensaio da chapa
plana.
Figura 45. Zoom no gráfico de valores médios de tensão para o primeiro ensaio da
chapa plana.
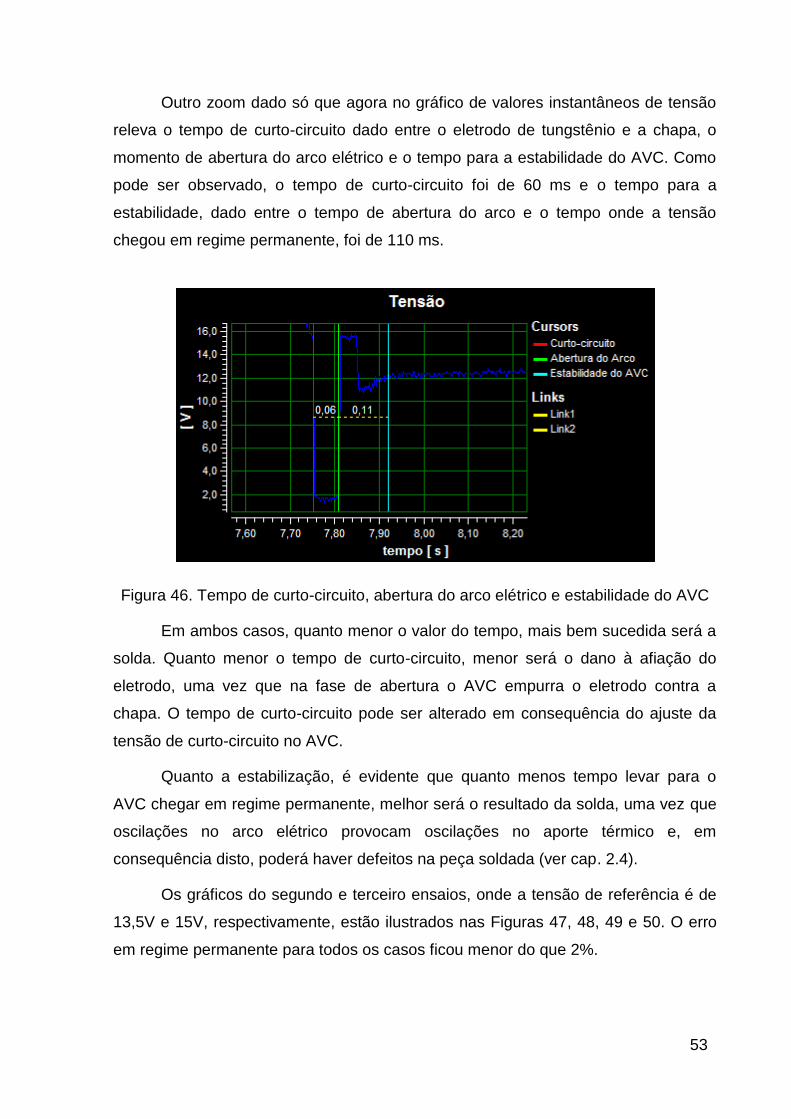
53
Outro zoom dado só que agora no gráfico de valores instantâneos de tensão
releva o tempo de curto-circuito dado entre o eletrodo de tungstênio e a chapa, o
momento de abertura do arco elétrico e o tempo para a estabilidade do AVC. Como
pode ser observado, o tempo de curto-circuito foi de 60 ms e o tempo para a
estabilidade, dado entre o tempo de abertura do arco e o tempo onde a tensão
chegou em regime permanente, foi de 110 ms.
Figura 46. Tempo de curto-circuito, abertura do arco elétrico e estabilidade do AVC
Em ambos casos, quanto menor o valor do tempo, mais bem sucedida será a
solda. Quanto menor o tempo de curto-circuito, menor será o dano à afiação do
eletrodo, uma vez que na fase de abertura o AVC empurra o eletrodo contra a
chapa. O tempo de curto-circuito pode ser alterado em consequência do ajuste da
tensão de curto-circuito no AVC.
Quanto a estabilização, é evidente que quanto menos tempo levar para o
AVC chegar em regime permanente, melhor será o resultado da solda, uma vez que
oscilações no arco elétrico provocam oscilações no aporte térmico e, em
consequência disto, poderá haver defeitos na peça soldada (ver cap. 2.4).
Os gráficos do segundo e terceiro ensaios, onde a tensão de referência é de
13,5V e 15V, respectivamente, estão ilustrados nas Figuras 47, 48, 49 e 50. O erro
em regime permanente para todos os casos ficou menor do que 2%.

54
Figura 47. Gráfico de valores instantâneos de tensão para o segundo ensaio da
chapa plana.
Figura 48. Gráfico de valores médios de tensão para o segundo ensaio da chapa
plana.

55
Figura 49. Gráfico de valores instantâneos de tensão para o terceiro ensaio da
chapa plana.
Figura 50. Gráfico de valores médios de tensão para o terceiro ensaio da chapa
plana.

56
5.4.2: Soldagem de Chapa em Rampa
O segundo teste com soldagem foi realizado em duas chapas de aço
dispostas de forma a se obter uma rampa de subida e outra de descida, conforme
pode ser observado na Figura 51. Este teste foi realizado com o intuito de aumentar
o esforço de controle do AVC e verificar o seguimento da referência.
Figura 51. Soldagem em rampa.
Os parâmetros do AVC utilizados para este teste estão listados na tabela 3.
Tabela 3. Parâmetros ajustados no AVC para soldagem em rampa
Variável Uref [v] Ucc [v] Recuo [mm] Kp [-]
Ensaio 1 12,0 8,0 4,0 3,0
Ensaio 2 13,5 8,0 5,0 3,0
Os gráficos com valores instantâneos e médios de tensão estão ilustrados
nas Figuras 52 e 53. Olhando-se para o gráfico da Figura 53, onde um zoom foi
dado, é possível observar dois níveis de tensão separados em t = 42 s. De fato, até t
= 42s a tocha de soldagem subiu a rampa e a partir daí desceu a rampa. O erro em
cada estágio está indicado na Figura: na subida tem-se um erro máximo de 0,6 V
(5%) e na descida um erro máximo de 0,23 V (1,9%).

57
Figura 52. Gráfico de valores instantâneos de tensão para o primeiro ensaio da
chapa em rampa.
Figura 53. Gráfico de valores médios de tensão para o primeiro ensaio da chapa em
rampa.
Os gráficos do segundo ensaio, onde a tensão de referência é de 13,5V,
estão ilustrados nas Figuras 54 e 55. O erro em cada estágio está indicado na
Figura: na subida tem-se um erro máximo de 0,52 V (4,3%) e na descida um erro
máximo de 0,19 V (1,6%).

58
Figura 54. Gráfico de valores instantâneos de tensão para o segundo ensaio da
chapa em rampa.
Figura 55. Gráfico de valores médios de tensão para o segundo ensaio da chapa
em rampa.
Como pode ser observado, o erro máximo obtido nos dois casos foi de 5% e
4,3%, que dependendo da aplicação é inaceitável. Porém, ressalva-se que a
velocidade de deslocamento da tocha ajustada nos ensaios é considerada elevada
para o processo TIG (sem adição de arame). Ainda, a constante de
proporcionalidade poderia ser aumentada com o intuito de dirimir este erro (teste
realizado em 5.4.3).

59
5.4.3: Soldagem em chapa irregular
Uma chapa foi conformada com subidas e descidas íngremes para estudar o
efeito da constante de proporcionalidade (Kp) na velocidade de resposta do AVC
frente a grandes deturpações. Esta chapa com estrutura irregular está ilustrada na
Figura 56.
Figura 56. Soldagem em chapa irregular.
Os parâmetros do AVC utilizados para o teste estão listados na tabela 4.
Tabela 4. Parâmetros ajustados no AVC para soldagem em rampa
Variável Uref [v] Ucc [v] Recuo [mm] Kp [-]
Ensaio 1 12,0 8,0 4,0 3,0
Ensaio 2 12,0 8,0 4,0 5,0
Ensaio 3 12,0 8,0 4,0 10,0
Os gráficos com valores instantâneos e médios de tensão obtidos com o
primeiro ensaio (Kp = 3) estão ilustrados nas Figuras 57 e 58. Olhando-se para o
gráfico da Figura 58, é possível observar o erro máximo atingido na subida mais
íngreme da chapa conformada de 1,16 V (9,7%).
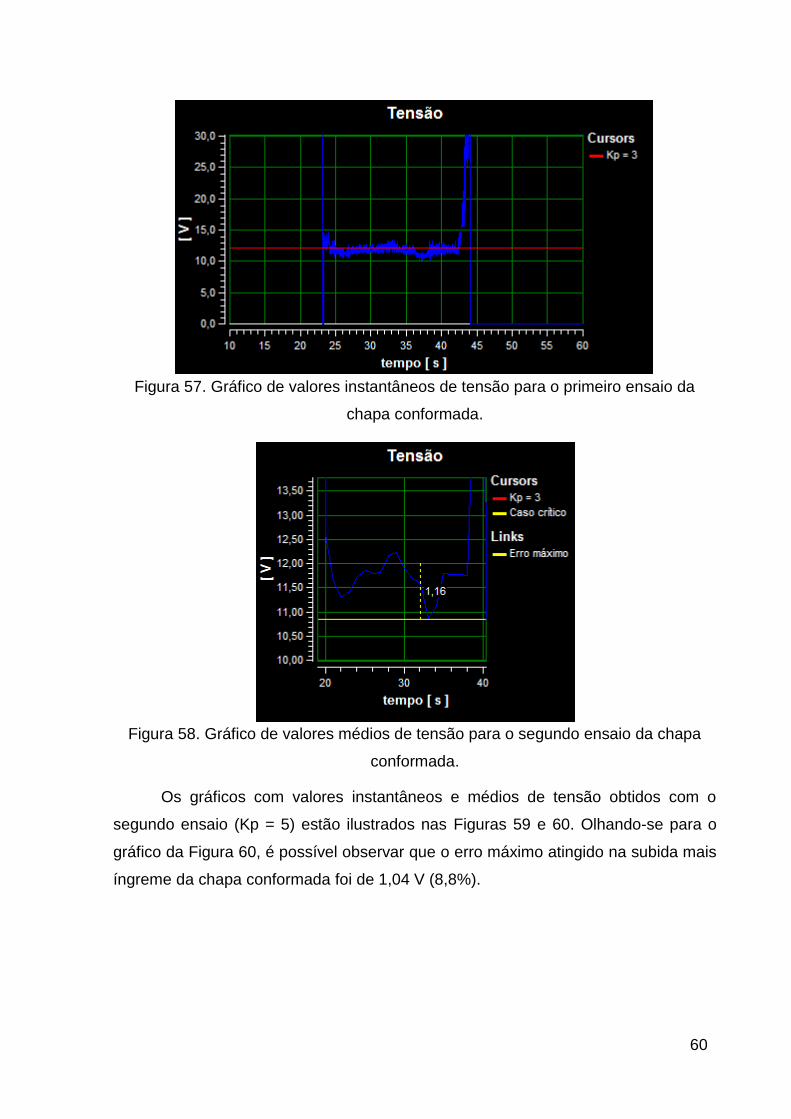
60
Figura 57. Gráfico de valores instantâneos de tensão para o primeiro ensaio da
chapa conformada.
Figura 58. Gráfico de valores médios de tensão para o segundo ensaio da chapa
conformada.
Os gráficos com valores instantâneos e médios de tensão obtidos com o
segundo ensaio (Kp = 5) estão ilustrados nas Figuras 59 e 60. Olhando-se para o
gráfico da Figura 60, é possível observar que o erro máximo atingido na subida mais
íngreme da chapa conformada foi de 1,04 V (8,8%).

61
Figura 59. Gráfico de valores instantâneos de tensão para o segundo ensaio da
chapa conformada
Figura 60. Gráfico de valores médios de tensão para o segundo ensaio da chapa
conformada
Os gráficos com valores instantâneos e médios de tensão obtidos com o
terceiro ensaio (Kp = 10) estão ilustrados nas Figuras 61 e 62. Olhando-se para o
gráfico da Figura 62, é possível observar que o erro máximo atingido na subida mais
íngreme da chapa conformada foi de 0,95 V (7,9%).

62
Figura 61. Gráfico de valores instantâneos de tensão para o terceiro ensaio da
chapa conformada.
Figura 62. Gráfico de valores médios de tensão para o terceiro ensaio da chapa
conformada.
Este teste comprovou que o aumento da constante de proporcionalidade da
malha de controle aumenta a velocidade com que o AVC corrige a altura do arco
elétrico.
Mesmo com um Kp elevado (Kp = 10), o erro máximo mostrou-se inaceitável
(e = 7,9%). Contudo, este teste foi realizado apenas para demonstrar o efeito da
constante de proporcionalidade e estruturas como esta chapa conformada não
representam o objetivo da utilização do AVC.
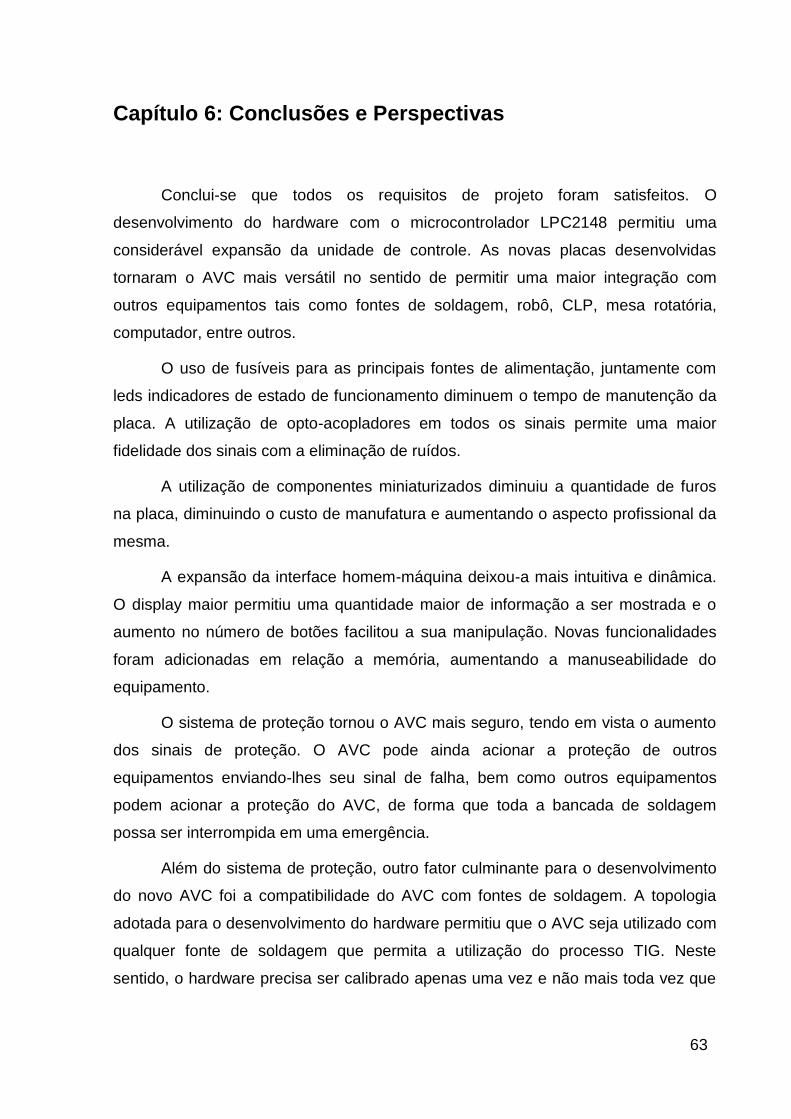
63
Capítulo 6: Conclusões e Perspectivas
Conclui-se que todos os requisitos de projeto foram satisfeitos. O
desenvolvimento do hardware com o microcontrolador LPC2148 permitiu uma
considerável expansão da unidade de controle. As novas placas desenvolvidas
tornaram o AVC mais versátil no sentido de permitir uma maior integração com
outros equipamentos tais como fontes de soldagem, robô, CLP, mesa rotatória,
computador, entre outros.
O uso de fusíveis para as principais fontes de alimentação, juntamente com
leds indicadores de estado de funcionamento diminuem o tempo de manutenção da
placa. A utilização de opto-acopladores em todos os sinais permite uma maior
fidelidade dos sinais com a eliminação de ruídos.
A utilização de componentes miniaturizados diminuiu a quantidade de furos
na placa, diminuindo o custo de manufatura e aumentando o aspecto profissional da
mesma.
A expansão da interface homem-máquina deixou-a mais intuitiva e dinâmica.
O display maior permitiu uma quantidade maior de informação a ser mostrada e o
aumento no número de botões facilitou a sua manipulação. Novas funcionalidades
foram adicionadas em relação a memória, aumentando a manuseabilidade do
equipamento.
O sistema de proteção tornou o AVC mais seguro, tendo em vista o aumento
dos sinais de proteção. O AVC pode ainda acionar a proteção de outros
equipamentos enviando-lhes seu sinal de falha, bem como outros equipamentos
podem acionar a proteção do AVC, de forma que toda a bancada de soldagem
possa ser interrompida em uma emergência.
Além do sistema de proteção, outro fator culminante para o desenvolvimento
do novo AVC foi a compatibilidade do AVC com fontes de soldagem. A topologia
adotada para o desenvolvimento do hardware permitiu que o AVC seja utilizado com
qualquer fonte de soldagem que permita a utilização do processo TIG. Neste
sentido, o hardware precisa ser calibrado apenas uma vez e não mais toda vez que

64
fonte de soldagem for substituída. Ainda sobre a calibração, a mesma foi muito
facilitada com a apresentação da variável na tela da IHM.
A utilização da linguagem C++ para a programação do AVC acelerou o seu
desenvolvimento, tendo em vista a estrutura previamente desenvolvida para o
LPC2148. Seguindo a boa prática de programação, o código do AVC deixou-o
compatível com a estrutura adotada para as novas frentes de desenvolvimento do
LABSOLDA, o que facilita a sua manutenção. A idéia é que um programador que
conheça esta estrutura seja capaz de realizar manutenção em qualquer código de
qualquer equipamento desenvolvido no laboratório, num curto espaço de tempo,
apenas munido da documentação do referido equipamento.
Os resultados práticos com soldagem foram satisfatórios. Na soldagem em
chapa plana, onde atestou-se o seguimento da referência, observou-se um erro
menor que 2%, sendo que pelo menos 1% seja erro de leitura do sistema de
aquisição de dados. Aumentando-se o valor de Kp é possível dirimir ainda mais este
erro, caso o mesmo seja consequente da malha de controle e não da medida do
sistema de aquisição.
Na soldagem em rampa foi observado um erro maior. Contudo, uma série de
fatores devem ser levados em consideração, como a não utilização de um robô para
garantir a ortogonalidade da tocha de soldagem em relação a chapa, a elevada
velocidade de deslocamento da tocha e o ângulo da rampa.
Já na soldagem com a chapa conformada comprovou-se a relação da
constante de proporcionalidade com a taxa de correção da altura do arco elétrico.
Quanto maior a constante Kp, mais rápido o AVC irá corrigir a altura, garantindo um
menor erro em regime permanente, ideal para aplicação de peças que possuem
disfunções abruptas na sua estrutura.
Mesmo que os resultados nos testes em rampa e chapa conformada terem
apresentado um erro acentuado, isto não caracteriza um defeito do AVC, pois o
mesmo será utilizado para corrigir a altura do arco elétrico em soldagem de peças
com pequenas deturpações, tubos com excentricidades e peças sendo soldadas
com a utilização de robôs onde haverá um erro de trajetória dado pelo número finito
de pontos que definem esta trajetória. Nestes casos, o esforço de controle será
menor que o esforço imposto nos testes realizados neste trabalho.

65
Em suma, o desenvolvimento do novo AVC resultou em um equipamento
mais robusto, versátil e eficiente, que poderá ser utilizado na indústria, com o intuito
de dirimir a taxa de falha na soldagem TIG. Espera-se que sua utilização no
LABSOLDA diminua o tempo de desenvolvimento de novos processos e
procedimentos de soldagem, tendo em vista o aumento da manutenibilidade,
manuseabilidade e versatilidade do equipamento.
O desenvolvimento do AVC foi uma realização pessoal, pois foi possível
aplicar o conhecimento adquirido na graduação1 e a experiência adquirida em vários
anos de trabalho no LABSOLDA em todas as etapas de projeto, execução e
finalmente na consolidação de um equipamento que será utilizado nas pesquisas
internas do LABSOLDA, e também poderá ser utilizado em outros laboratórios de
pesquisa e na indústria cujos processos de fabricação utilizem o processo de
soldagem TIG.
1 Especificamente nas disciplinas de Computação Científica I (linguagem de programação C,
algoritmos, fluxogramas), Eletrônica Básica e Circuito Elétricos I (cálculos básicos para
dimensionamento dos componentes eletrônicos), Eletrônica Aplicada (cálculo de estruturas utilizando
amplificadores operacionais), Sistemas de Controle (sistemas em malha fechada, estabilidade, erro,
tempo de resposta, controlador proporcional e PID), Sinais e Sistemas Discretos (filtro digital, média
móvel), Fenômenos de transporte (dissipação térmica).

66
Capítulo 7: Propostas para Trabalhos Futuros
Se correção do comprimento do arco elétrico é sinônimo de estabilidade, que
por sua vez, é garantia de sucesso na soldagem, por que não desenvolver um
sistema de correção da altura do arco para outros processos de soldagem?
No processo MIG, caracterizado pela alta produtividade, o comprimento do
arco poderia ser controlado utilizando como sensor a própria tensão do arco quando
há imposição de corrente (MIG com pulsação de corrente) ou a corrente do arco
quando há imposição de tensão (MIG convencional). Outros sensores tais como
indutivo, ultra-som, ótico, ou mesmo laser, são factíveis de uso no AVC.
No caso do AVC ser utilizado com processo TIG para aplicações com grandes
deturpações da peça a ser soldada, como nos testes realizados neste trabalho, seria
o caso de aumentar o Kp, que hoje está limitado ao valor 10 para valores bem
maiores. Contudo, o resultado da utilização desta solução poderá apresentar
overshoot (quando o sinal ultrapassa o sinal de referência) ou mesmo a
instabilidade, podendo elevar demais a altura do arco elétrico ou mesmo curto-
circuitar o eletrodo com a peça. A solução mais adequada seria projetar um
controlador proporcional integral-derivativo. A parte integral garantiria um erro nulo,
porém diminuiria a taxa de resposta do sistema. O controlador derivativo, por sua
vez, resolveria o problema da parte integral aumentando a taxa de resposta do
sistema.
Uma outra proposta seria o desenvolvimento de um sistema de correção de
altura do arco elétrico para a utilização com o TIG Orbital (Figura 63) para o caso
onde haja excentricidades nos tubos de pequenos diâmetros. Neste caso, o motor
precisa de um torque mínimo suficiente para mover apenas o eletrodo localizado na
parte interna do equipamento. Para a realização deste trabalho, seria necessário
encontrar um motor adequado e remodelar a parte mecânica do TIG Orbital. A lógica
de controle poderia ser aproveitada, diminuindo o tempo de desenvolvimento.
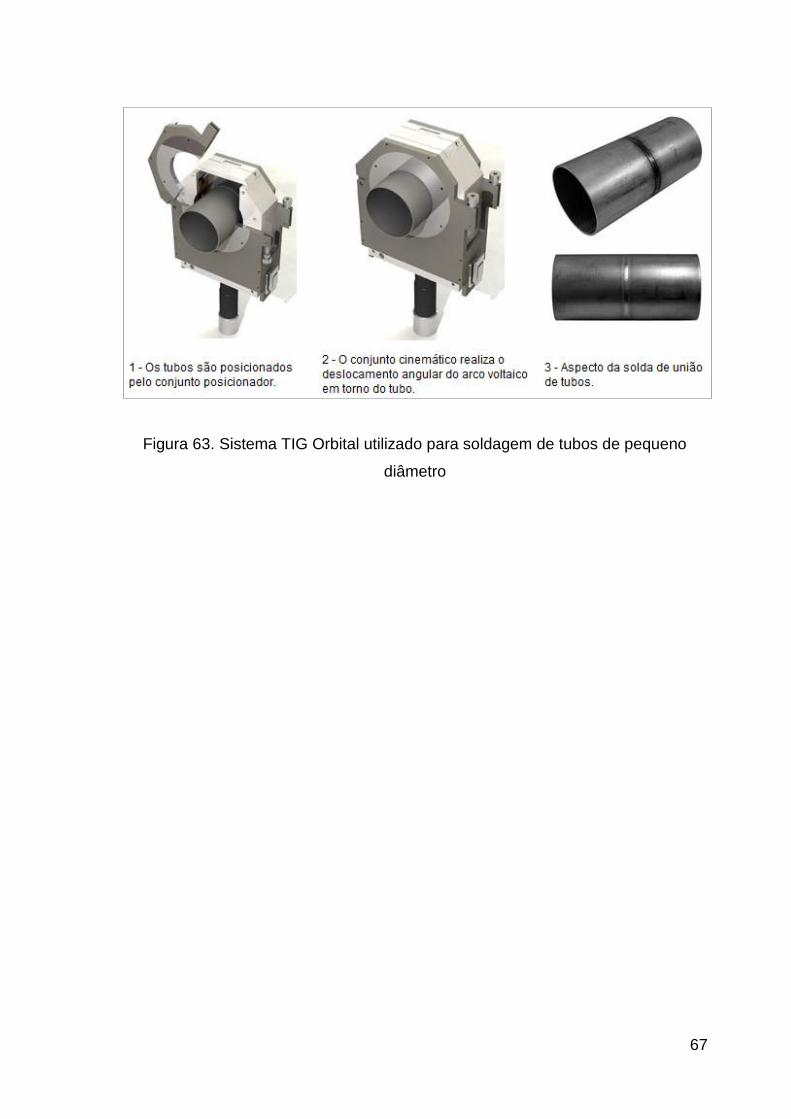
67
Figura 63. Sistema TIG Orbital utilizado para soldagem de tubos de pequeno
diâmetro
68
Bibliografia:
[ 1 ] WILLIAM J. TOOHEY. San Diego, California, EUA. Arc voltage circuit for
welding apparatus. Int CI3 B23K 9/10. 372,194. 26 abr. 1982, 3 abr. 1984.
http://www.patentstorm.us/.
[ 2 ] MARQUES, Paulo Villani. MODENESI, Paulo José. BRACARENSE,
Alexandre Queiroz. Soldagem: Fundamentos e Tecnologia. 3. ed. Belo
Horizonte: Editora UFMG, 2009. 362 p.
[ 3 ] OGATA, Katsuhiko. Engenharia de Controle Moderno. Rio de Janeiro:
Prentice Hall do Brasil, 1985. 928 p.
[ 4 ] Applied Motion. STR8 Hardware Manual. Watsonville: 2010. 44 p.
[ 5 ] DEITEL, Harvey e Paul. C++ Como Programar. 3. ed. Porto Alegre:
Bookman, 2005. 1098 p.

69
Anexo 1. Pinagem do Microcontrolador LPC2148

70
Anexo 2. Layout da placas de controle e IHM do AVC