
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
341
4.4. SOLDADURA SIN FUSIÓN DEL METAL BASE
En este caso consideramos tres procesos de unión que son similares a la soldadura en ciertos
aspectos; la soldadura fuerte, la soldadura blanda y uniones adhesivas.
La soldadura fuerte y la soldadura blanda usan metales de aporte para juntar y unir dos (o más)
partes metálicas con el fin de proporcionar una unión permanente. Es difícil, auque no imposible,
desensamblar las partes después de que se ha hecho una unión o soldadura fuerte o blanda. En el
espectro de procesos de unión la soldadura fuerte y la soldadura blanda se encuentran entre la soldadura
por fusión y la soldadura de estado sólido. En ambos se añade un metal de aporte, como en la mayoría
de las operaciones de soldadura por fusión; sin embargo, no ocurre la fusión de los metales base, en la
cual es similar a la soldadura de estado sólido. A pesar de estas incongruencias, la soldadura fuerte y la
soldadura blanda generalmente se consideran distintas a la soldadura por fusión. La soldadura fuerte y la
soldadura blanda son atractivas en comparación con la soldadura por fusión bajo circunstancias donde:
1) los metales tienen poca soldabilidad, 2) se unen metales distintos, 3) el intenso calor de la soldadura
por fusión puede dañar los componentes que se van a unir, 4) la geometría de la unión no se presta para
ninguno de los métodos de soldadura por fusión y 5) no se requiere de una gran resistencia.
El pegado comparte ciertas características con la soldadura fuerte y lo soldadura blanda. Utiliza las
fuerzas de atracción entre un metal de aporte y dos superficies mas cercanas para unir las partes. Las
diferencias son que el material de aporte en el pegado no es metálico y el proceso de unión se realiza a
temperatura ambiente o sólo un poco más arriba.
4.4.1. SOLDADURA FUERTE (SOLDADURA CON LATÓN)
La soldadura fuerte es un proceso de unión en el cual se funde un metal de aporte y se distribuye
mediante acción capilar entre las superficies empalmantes de las partes metálicas que se van a unir. En
este tipo de soldadura no ocurre la fusión de los metales base; sólo se derrite el material aporte. En el
proceso, el metal de aporte, también llamado el metal para soldadura fuerte, tiene una temperatura de
fusión (líquida) superior a 450 0 C pero menor que el punto de fusión (sólido) de los metales base que se
van a unir. Sí la unión se diseña en forma correcta y la operación de soldadura fuerte se ejecuta
adecuadamente, la unión con soldadura fuerte será más resistente que el metal de aporte del que se
formó tras la solidificación. Este notable resultado se debe a los pequeños espacios libres entre las partes
en la soldadura fuerte, a la unión metalúrgica que ocurre entre los metales base y de aporte a las
limitaciones geométricas que imponen a la unión las partes base.
La soldadura fuerte tiene varias ventajas en comparación con la soldadura por fusión: 1) puede
unirse cualquier metal, inclusive los que son distintos; 2) ciertos métodos para soldadura fuerte pueden
realizarse en forma rápida y consistente, lo que permite altas velocidades de los ciclos y la producción
automatizada; 3) algunos métodos permiten la soldadura simultánea de varias uniones; 4) la soldadura
fuerte se aplica para unir partes de paredes delgadas que no pueden soldarse con arco eléctrico; 5) en
general, se requiere menos calor y energía que en la soldadura por fusión; 6) se reducen los problemas

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
342
en la zona afectada por el calor en el metal base cerca de la unión y 7) es posible soldar áreas de unión
inaccesibles para muchos procesos dc soldadura por fusión, dado que la acción capilar atrae el metal de
aporte fundido dentro de la unión.
Las desventajas y limitaciones de la soldadura fuerte son que: 1) la resistencia de la unión por lo
general es menor que una unión por fusión; 2) aunque la resistencia de una buena unión con soldadura
fuerte es mayor que la del metal de aporte, es posible que sea menor que la de los metales base; 3) las
altas temperaturas de servicio pueden debilitar una unión con soldadura fuerte, 4) el color del metal en
una unión con soldadura fuerte puede no coincidir con el color de las partes metálicas base, lo cual
produce una posible desventaja estética.
La soldadura fuerte es un proceso de producción de amplio uso en diversas industrias, incluyendo
la automotriz (por ejemplo, para unir tubos y conductos), equipo eléctrico (por ejemplo, para unir alambres
y cables), herramientas de corte (por ejemplo, para unir insertos de carburo reforzado a partes finales) y
la fabricación de joyería. Además, la industria de procesamiento químico, al igual que los contratistas de
plomería y calefacción, unen conductos y tubos metálicos mediante soldadura fuerte. El proceso se usa
extensamente para reparación y trabajos de mantenimiento en casi todas las industrias.
4.4.1.1. Uniones con soldadura fuerte
Las uniones con soldadura fuerte son de dos tipos: empalmadas y sobrepuestas. Sin embargo, los
dos tipos se han adaptado para el proceso de soldadora fuerte en varias formas. La unión empalmada
convencional proporciona un área limitada para la soldadura fuerte, que pone en riesgo la resistencia de
la unión. Para aumentar las áreas empalmantes en las uniones con soldadura fuerte, las partes que se
van a aparear se biselan o escalonan o alteran de algún modo, como se muestra en la figura 4.49. Por lo
general, se requiere de un procesamiento adicional en la fabricación de las partes para estas uniones
especiales. Una dificultad particular asociada con una unión biselada es el problema de mantener la
afinación de las partes antes y durante la soldadura.
FIGURA 4.49 (a) Unión empalmada convencional y adaptaciones de la unión
empalmada para soldadura fuerte; (b) unión con bisel, (c) unión empalmada escalonada
y (d) sección transversal aumentada de la parte en la unión.
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
343
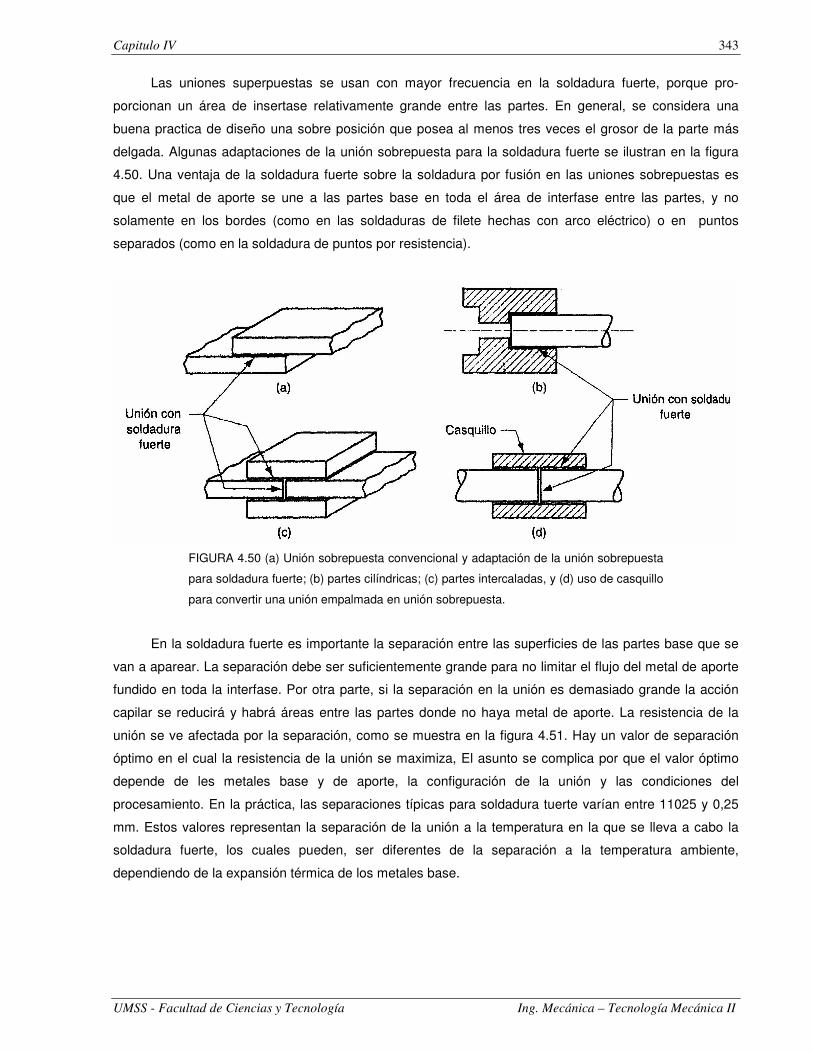
Las uniones superpuestas se usan con mayor frecuencia en la soldadura fuerte, porque pro-
porcionan un área de insertase relativamente grande entre las partes. En general, se considera una
buena practica de diseño una sobre posición que posea al menos tres veces el grosor de la parte más
delgada. Algunas adaptaciones de la unión sobrepuesta para la soldadura fuerte se ilustran en la figura
4.50. Una ventaja de la soldadura fuerte sobre la soldadura por fusión en las uniones sobrepuestas es
que el metal de aporte se une a las partes base en toda el área de interfase entre las partes, y no
solamente en los bordes (como en las soldaduras de filete hechas con arco eléctrico) o en puntos
separados (como en la soldadura de puntos por resistencia).
FIGURA 4.50 (a) Unión sobrepuesta convencional y adaptación de la unión sobrepuesta
para soldadura fuerte; (b) partes cilíndricas; (c) partes intercaladas, y (d) uso de casquillo
para convertir una unión empalmada en unión sobrepuesta.
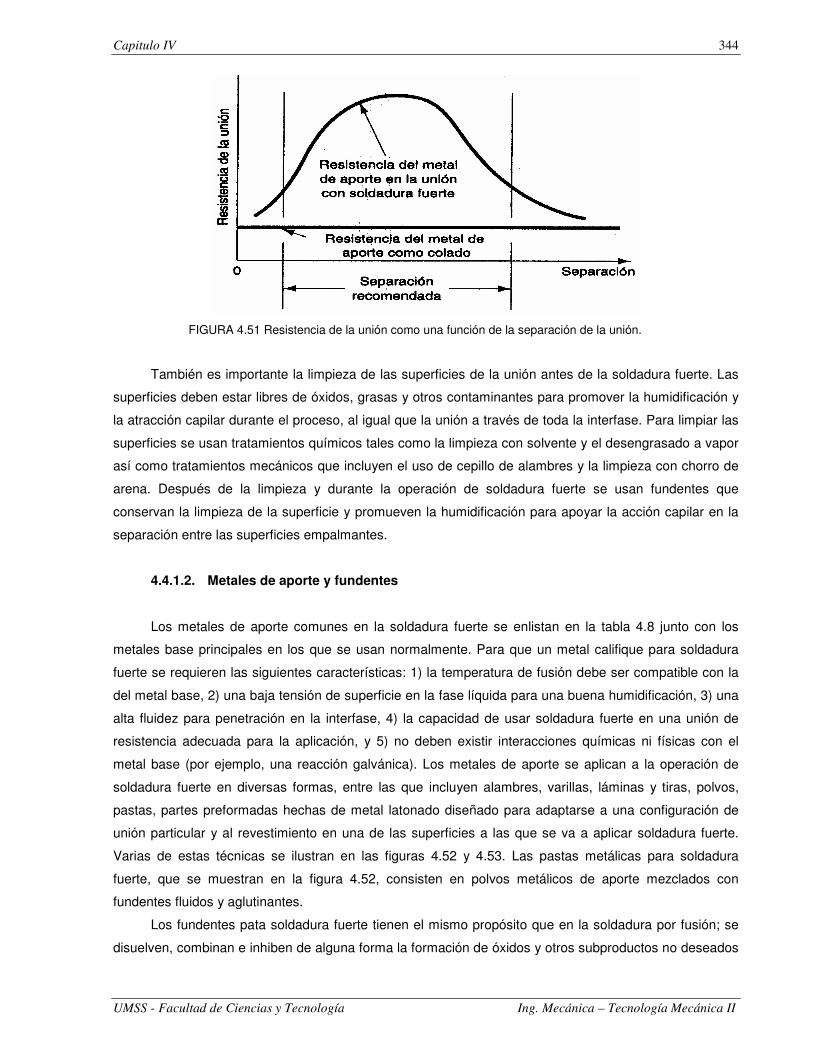
En la soldadura fuerte es importante la separación entre las superficies de las partes base que se
van a aparear. La separación debe ser suficientemente grande para no limitar el flujo del metal de aporte
fundido en toda la interfase. Por otra parte, si la separación en la unión es demasiado grande la acción
capilar se reducirá y habrá áreas entre las partes donde no haya metal de aporte. La resistencia de la
unión se ve afectada por la separación, como se muestra en la figura 4.51. Hay un valor de separación
óptimo en el cual la resistencia de la unión se maximiza, El asunto se complica por que el valor óptimo
depende de les metales base y de aporte, la configuración de la unión y las condiciones del
procesamiento. En la práctica, las separaciones típicas para soldadura tuerte varían entre 11025 y 0,25
mm. Estos valores representan la separación de la unión a la temperatura en la que se lleva a cabo la
soldadura fuerte, los cuales pueden, ser diferentes de la separación a la temperatura ambiente,
dependiendo de la expansión térmica de los metales base.
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
344
FIGURA 4.51 Resistencia de la unión como una función de la separación de la unión.
También es importante la limpieza de las superficies de la unión antes de la soldadura fuerte. Las
superficies deben estar libres de óxidos, grasas y otros contaminantes para promover la humidificación y
la atracción capilar durante el proceso, al igual que la unión a través de toda la interfase. Para limpiar las
superficies se usan tratamientos químicos tales como la limpieza con solvente y el desengrasado a vapor
así como tratamientos mecánicos que incluyen el uso de cepillo de alambres y la limpieza con chorro de
arena. Después de la limpieza y durante la operación de soldadura fuerte se usan fundentes que
conservan la limpieza de la superficie y promueven la humidificación para apoyar la acción capilar en la
separación entre las superficies empalmantes.
4.4.1.2. Metales de aporte y fundentes
Los metales de aporte comunes en la soldadura fuerte se enlistan en la tabla 4.8 junto con los
metales base principales en los que se usan normalmente. Para que un metal califique para soldadura
fuerte se requieren las siguientes características: 1) la temperatura de fusión debe ser compatible con la
del metal base, 2) una baja tensión de superficie en la fase líquida para una buena humidificación, 3) una
alta fluidez para penetración en la interfase, 4) la capacidad de usar soldadura fuerte en una unión de
resistencia adecuada para la aplicación, y 5) no deben existir interacciones químicas ni físicas con el
metal base (por ejemplo, una reacción galvánica). Los metales de aporte se aplican a la operación de
soldadura fuerte en diversas formas, entre las que incluyen alambres, varillas, láminas y tiras, polvos,
pastas, partes preformadas hechas de metal latonado diseñado para adaptarse a una configuración de
unión particular y al revestimiento en una de las superficies a las que se va a aplicar soldadura fuerte.
Varias de estas técnicas se ilustran en las figuras 4.52 y 4.53. Las pastas metálicas para soldadura
fuerte, que se muestran en la figura 4.52, consisten en polvos metálicos de aporte mezclados con
fundentes fluidos y aglutinantes.
Los fundentes pata soldadura fuerte tienen el mismo propósito que en la soldadura por fusión; se
disuelven, combinan e inhiben de alguna forma la formación de óxidos y otros subproductos no deseados

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
345
en el proceso. El uso de un fundente no sustituye los pasos de limpieza descritos antes. Las
características de un buen fundente son: 1) una temperatura de fusión baja, 2) baja viscosidad para que
pueda ser desplazado por el metal de aporte. 3) facilita la humidificación y 4) protege la unión hasta la
solidificación del metal de aporte. El fundente también debe ser fácil de remover después de la soldadura
fuerte. Los ingredientes comunes de fundentes para soldadura fuerte son el bórax, los boratos, los
fluoruros y los cloruros. Las distintas formas incluyen los polvos, las pastas y las pastas fluidas. En la
mezcla también se utilizan agentes de humidificación para reducir la tensión de la superficie del metal de
aporte fundido y facilitar la humidificación. Una alternativa para el uso de un fundente es ejecutar la en
vacío o en una atmósfera que inhiba la formación de óxidos.
Tabla 4.8 Metales de aporte comunes usados en la soldadura fuerte metales base sobre
los que se usan
Metal aporte Composición típica
Temperatura aproximada para soldadura fuerte
(0 C) Metales base
Aluminio y silicio
Cobre
Cobre y Fósforo
Cobre y Zinc
Oro y Plata
Aleaciones de níquel
Aleaciones de plata
90 Al, 10 Si
99.9 Cu
95 Cu, 5 P
60 Cu, 40 Zn
80 Au, 20 Cu
Ni, Cr, otros
Ag, Cu, Zn, Cd
600
1120
850
926
950
1120
730
Aluminio
Níquel Cobre
Cobre
Aceros hierros
colados de níquel
Acero inoxidable,
Aleaciones de níquel
Acero inoxidable
Aleaciones de níquel
Titanio, monel, inconel
Acero para
herramientas, Níquel.
Figura 4.52 Aplicación de pasta para soldadura fuerte a una unión mediante surtidor
(cortesía de Fusión, Inc.)

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
346
FIGURA 4.53 Varias técnicas para aplicar metal de aporte en la soldadura fuerte: (a)
soplete y varilla de aporte, (b) anillo de metal de aporte a la entrada de la separación y
(c) hoja de metal de aporte entre superficies de partes planas. Secuencia:(1) antes y (2)
después.
4.4.1.3. Métodos de soldadura fuerte
En la soldadura fuerte se usan diversos métodos denominados procesos para soldadura fuerte, y la
diferencia entre ellos es su fuente de calentamiento.
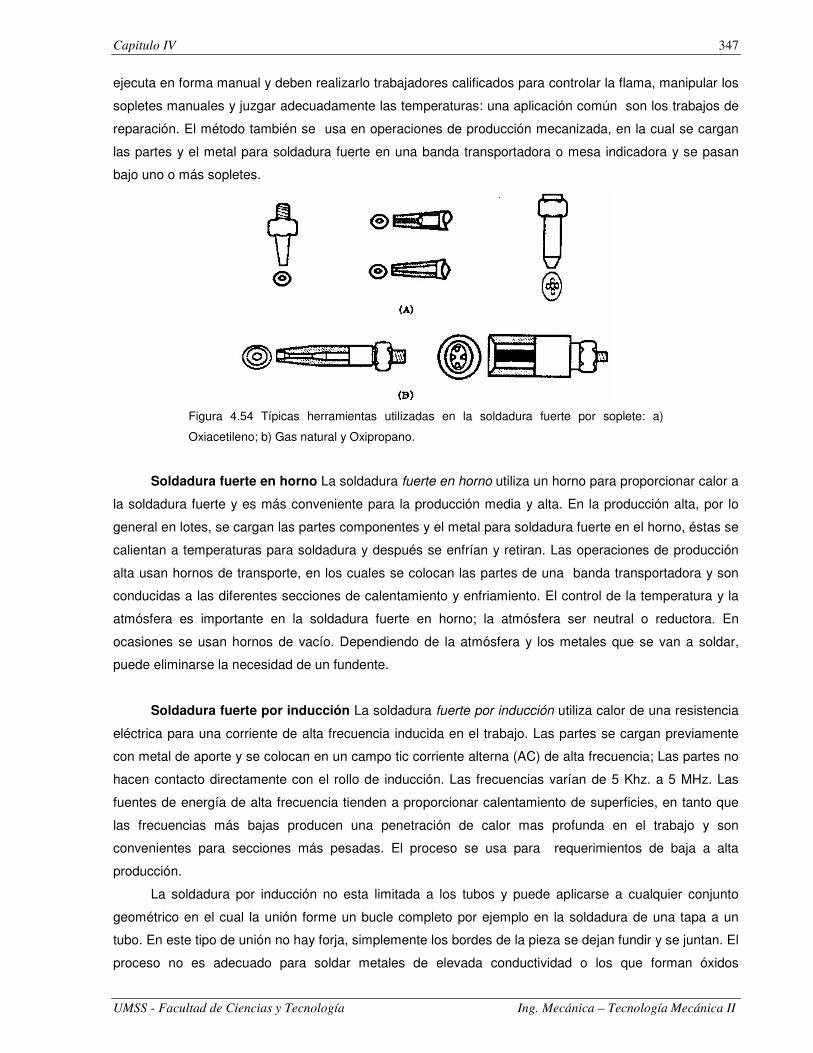
Soldadura fuerte con soplete En la soldadura fuerte con soplete se aplica un fundente a las
superficies de las partes y se usa un soplete para dirigir una flama contra el trabajo en la vecindad de la
unión. Normalmente se usa una flama reducida para inhibir la oxidación. Después de que las áreas para
unión de la parte de trabajo se calientan u una temperatura adecuada, se agrega metal de aporte a la
unión, generalmente en forma de alambre o varilla. Los combustibles usados en la soldadura fuerte con
soplete incluyen el acetileno, el propano y otros gases, junto con aire u oxígeno. La selección de la
mezcla depende de los requerimientos de calentamiento del trabajo. Con frecuencia, el proceso se
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
347
ejecuta en forma manual y deben realizarlo trabajadores calificados para controlar la flama, manipular los
sopletes manuales y juzgar adecuadamente las temperaturas: una aplicación común son los trabajos de
reparación. El método también se usa en operaciones de producción mecanizada, en la cual se cargan
las partes y el metal para soldadura fuerte en una banda transportadora o mesa indicadora y se pasan
bajo uno o más sopletes.
Figura 4.54 Típicas herramientas utilizadas en la soldadura fuerte por soplete: a)
Oxiacetileno; b) Gas natural y Oxipropano.
Soldadura fuerte en horno La soldadura fuerte en horno utiliza un horno para proporcionar calor a
la soldadura fuerte y es más conveniente para la producción media y alta. En la producción alta, por lo
general en lotes, se cargan las partes componentes y el metal para soldadura fuerte en el horno, éstas se
calientan a temperaturas para soldadura y después se enfrían y retiran. Las operaciones de producción
alta usan hornos de transporte, en los cuales se colocan las partes de una banda transportadora y son
conducidas a las diferentes secciones de calentamiento y enfriamiento. El control de la temperatura y la
atmósfera es importante en la soldadura fuerte en horno; la atmósfera ser neutral o reductora. En
ocasiones se usan hornos de vacío. Dependiendo de la atmósfera y los metales que se van a soldar,
puede eliminarse la necesidad de un fundente.
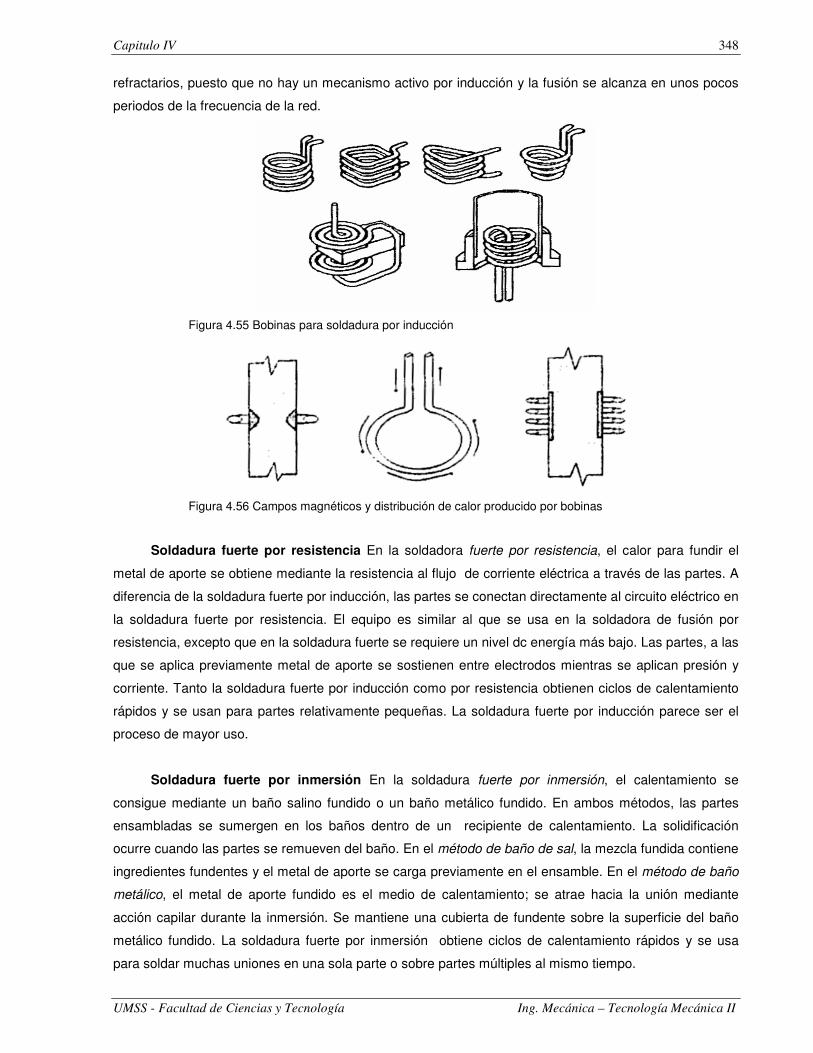
Soldadura fuerte por inducción La soldadura fuerte por inducción utiliza calor de una resistencia
eléctrica para una corriente de alta frecuencia inducida en el trabajo. Las partes se cargan previamente
con metal de aporte y se colocan en un campo tic corriente alterna (AC) de alta frecuencia; Las partes no
hacen contacto directamente con el rollo de inducción. Las frecuencias varían de 5 Khz. a 5 MHz. Las
fuentes de energía de alta frecuencia tienden a proporcionar calentamiento de superficies, en tanto que
las frecuencias más bajas producen una penetración de calor mas profunda en el trabajo y son
convenientes para secciones más pesadas. El proceso se usa para requerimientos de baja a alta
producción.
La soldadura por inducción no esta limitada a los tubos y puede aplicarse a cualquier conjunto
geométrico en el cual la unión forme un bucle completo por ejemplo en la soldadura de una tapa a un
tubo. En este tipo de unión no hay forja, simplemente los bordes de la pieza se dejan fundir y se juntan. El
proceso no es adecuado para soldar metales de elevada conductividad o los que forman óxidos
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
348
refractarios, puesto que no hay un mecanismo activo por inducción y la fusión se alcanza en unos pocos
periodos de la frecuencia de la red.
Figura 4.55 Bobinas para soldadura por inducción
Figura 4.56 Campos magnéticos y distribución de calor producido por bobinas
Soldadura fuerte por resistencia En la soldadora fuerte por resistencia, el calor para fundir el
metal de aporte se obtiene mediante la resistencia al flujo de corriente eléctrica a través de las partes. A
diferencia de la soldadura fuerte por inducción, las partes se conectan directamente al circuito eléctrico en
la soldadura fuerte por resistencia. El equipo es similar al que se usa en la soldadora de fusión por
resistencia, excepto que en la soldadura fuerte se requiere un nivel dc energía más bajo. Las partes, a las
que se aplica previamente metal de aporte se sostienen entre electrodos mientras se aplican presión y
corriente. Tanto la soldadura fuerte por inducción como por resistencia obtienen ciclos de calentamiento
rápidos y se usan para partes relativamente pequeñas. La soldadura fuerte por inducción parece ser el
proceso de mayor uso.
Soldadura fuerte por inmersión En la soldadura fuerte por inmersión, el calentamiento se
consigue mediante un baño salino fundido o un baño metálico fundido. En ambos métodos, las partes
ensambladas se sumergen en los baños dentro de un recipiente de calentamiento. La solidificación
ocurre cuando las partes se remueven del baño. En el método de baño de sal, la mezcla fundida contiene
ingredientes fundentes y el metal de aporte se carga previamente en el ensamble. En el método de baño
metálico, el metal de aporte fundido es el medio de calentamiento; se atrae hacia la unión mediante
acción capilar durante la inmersión. Se mantiene una cubierta de fundente sobre la superficie del baño
metálico fundido. La soldadura fuerte por inmersión obtiene ciclos de calentamiento rápidos y se usa
para soldar muchas uniones en una sola parte o sobre partes múltiples al mismo tiempo.
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
349
Soldadura fuerte infrarroja La soldadura fuerte infrarroja usa el calor de una lámpara infrarroja de
alta intensidad. Algunas lámparas para soldadura fuerte infrarroja son capaces de generar hasta 5000 W
de energía calorífica radiante la cual se dirige a las partes de trabajo. El proceso es mas lento que la
mayoría de los otros procesos analizados previamente y por lo general se limita a secciones delgadas.
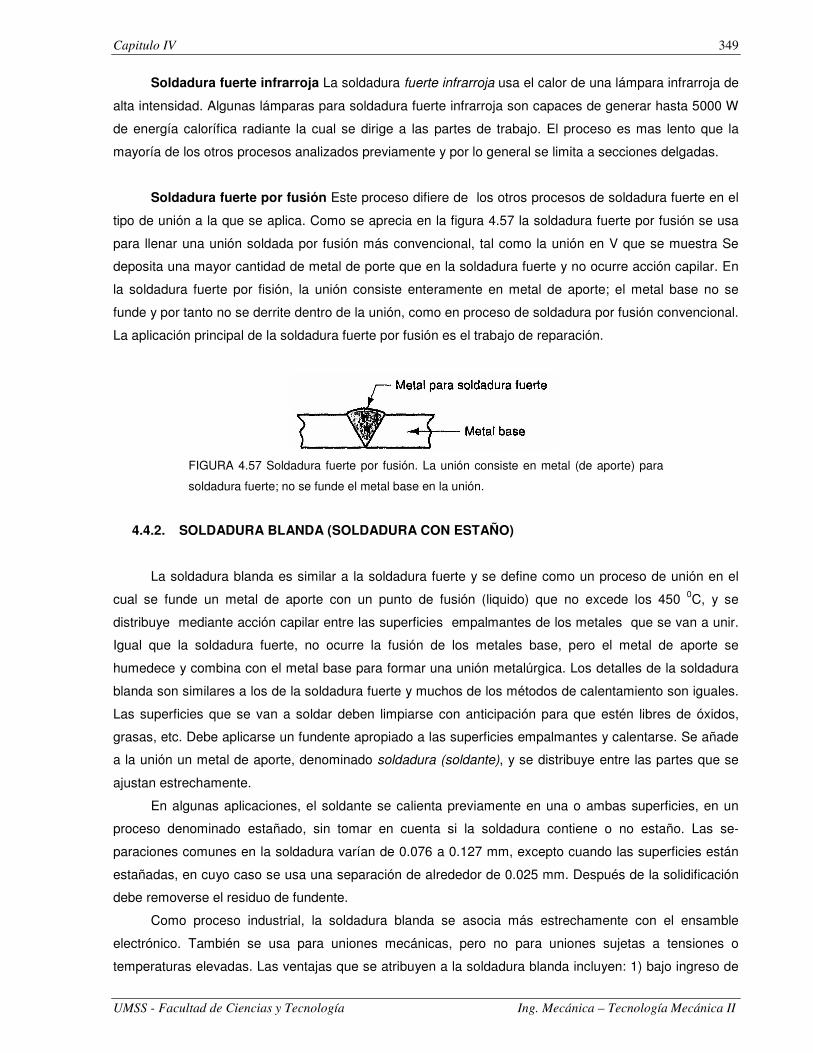
Soldadura fuerte por fusión Este proceso difiere de los otros procesos de soldadura fuerte en el
tipo de unión a la que se aplica. Como se aprecia en la figura 4.57 la soldadura fuerte por fusión se usa
para llenar una unión soldada por fusión más convencional, tal como la unión en V que se muestra Se
deposita una mayor cantidad de metal de porte que en la soldadura fuerte y no ocurre acción capilar. En
la soldadura fuerte por fisión, la unión consiste enteramente en metal de aporte; el metal base no se
funde y por tanto no se derrite dentro de la unión, como en proceso de soldadura por fusión convencional.
La aplicación principal de la soldadura fuerte por fusión es el trabajo de reparación.
FIGURA 4.57 Soldadura fuerte por fusión. La unión consiste en metal (de aporte) para
soldadura fuerte; no se funde el metal base en la unión.
4.4.2. SOLDADURA BLANDA (SOLDADURA CON ESTAÑO)
La soldadura blanda es similar a la soldadura fuerte y se define como un proceso de unión en el
cual se funde un metal de aporte con un punto de fusión (liquido) que no excede los 450 0C, y se
distribuye mediante acción capilar entre las superficies empalmantes de los metales que se van a unir.
Igual que la soldadura fuerte, no ocurre la fusión de los metales base, pero el metal de aporte se
humedece y combina con el metal base para formar una unión metalúrgica. Los detalles de la soldadura
blanda son similares a los de la soldadura fuerte y muchos de los métodos de calentamiento son iguales.
Las superficies que se van a soldar deben limpiarse con anticipación para que estén libres de óxidos,
grasas, etc. Debe aplicarse un fundente apropiado a las superficies empalmantes y calentarse. Se añade
a la unión un metal de aporte, denominado soldadura (soldante), y se distribuye entre las partes que se
ajustan estrechamente.
En algunas aplicaciones, el soldante se calienta previamente en una o ambas superficies, en un
proceso denominado estañado, sin tomar en cuenta si la soldadura contiene o no estaño. Las se-
paraciones comunes en la soldadura varían de 0.076 a 0.127 mm, excepto cuando las superficies están
estañadas, en cuyo caso se usa una separación de alrededor de 0.025 mm. Después de la solidificación
debe removerse el residuo de fundente.
Como proceso industrial, la soldadura blanda se asocia más estrechamente con el ensamble
electrónico. También se usa para uniones mecánicas, pero no para uniones sujetas a tensiones o
temperaturas elevadas. Las ventajas que se atribuyen a la soldadura blanda incluyen: 1) bajo ingreso de
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
350
energía en comparación con la soldadura fuerte y la soldadura por fusión, 2) se cuenta con diversos
métodos de calentamiento, 3) buena conductividad eléctrica y térmica en la unión, 4) capacidad de hacer
engargolados para envases herméticos al aire y los líquidos y 5) fácil de reparar y retrabajar.
Las desventajas más grandes de la soldadura blanda son: 1) baja resistencia de la unión a menos
que se refuerce mediante medios mecánicos y 2) posible debilitamiento o fusión de la unión en servicios
de temperatura elevada.
4.4.2.1. Diseños de uniones en la soldadura blanda
Igual que en la soldadura fuerte, las uniones de soldaduras blanda están limitadas a los tipos
empalmados y sobrepuestos, aunque no deben usarse uniones empalmadas en aplicaciones que
soportan carga. También se aplican algunas adaptaciones de la soldadura fuerte a estas uniones para
soldadura blanda, alternativamente la tecnología de la soldadura blanda ha agregado algunas variables
propias para maneja las geometrías de partes especiales que ocurren en las conexiones eléctricas. En
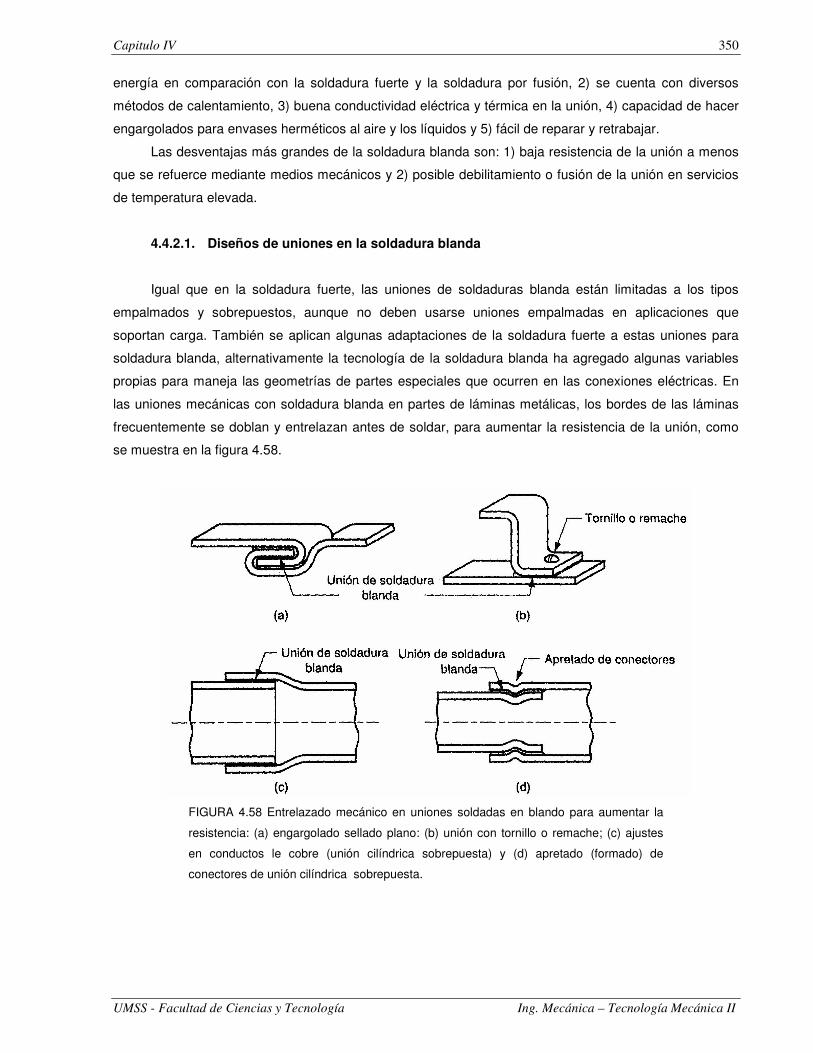
las uniones mecánicas con soldadura blanda en partes de láminas metálicas, los bordes de las láminas
frecuentemente se doblan y entrelazan antes de soldar, para aumentar la resistencia de la unión, como
se muestra en la figura 4.58.
FIGURA 4.58 Entrelazado mecánico en uniones soldadas en blando para aumentar la
resistencia: (a) engargolado sellado plano: (b) unión con tornillo o remache; (c) ajustes
en conductos le cobre (unión cilíndrica sobrepuesta) y (d) apretado (formado) de
conectores de unión cilíndrica sobrepuesta.

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
351
FIGURA 4.59 Técnicas para asegurar la unión mediante medios mecánicos antes de la
soldadura blanda en conexiones eléctricas: (a) alambre de plomo apretado en el tablero
de PC, (b) orificio enchapado en tablero de PC para maximizar la superficie de contacto
de la soldadura blanda (c) alambre enganchado en terminal plana y (d) alambres
trenzados.
Para aplicaciones electrónicas, la función principal de la unión con soldadura blanda es
proporcionar una trayectoria eléctricamente conductiva entre dos partes que se unen. Otras
consideraciones de diseño en estos tipos de uniones soldadas incluyen la generación de calor (de la
resistencia eléctrica de la unión) y la vibración. La resistencia mecánica es una conexión eléctrica con
soldadura blanda se obtiene frecuentemente, mediante la deformación de una o ambas partes metálicas
para conseguir una unión mecánica entre ellas, o haciendo más grande las áreas de la superficie para
proporcionar el máximo soporte mediante la soldadura. En la figura 4.59 se representa varias
posibilidades.
4.4.2.2. Soldaduras y fundentes
Las soldaduras y los fundentes son los materiales usados en la soldadura blanda. Ambos son muy
importantes en el proceso de unión.
Soldaduras Casi todas las soldaduras sin aleaciones de estaño y plomo, dado que ambos metales
tienen bajos puntos de fusión. Sus aleaciones poseen un rango de temperaturas líquidas y sólidas para
obtener un buen control del proceso de soldadura blanda para diversas aplicaciones. El plomo es
venenoso y su porcentaje se minimiza en la mayoría de los compuestos para soldante. El estaño es
químicamente activo a temperaturas para soldadura blanda y promueve la acción de humidificación
requerida para una unión exitosa. En el cobre para soldadura blanda, que es común en las conexiones

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
352
eléctricas, se forman compuestos íntermetálicos de cobre y estaño que fortalecen la unión. En ocasiones
también se usan plata y antimonio en las aleaciones para soldadura blanda. La tabla 4.9 en lista diversas
composiciones de aleaciones para soldadura blanda, e indica también sus temperaturas aproximadas de
soldado en las aplicaciones principales.
TABLA 4.9 Composiciones comunes do aleaciones para soldadura blanda con sus
temperaturas de fusión y aplicaciones
Metal de aporte Composición Aproximada
Temperatura de fusión aproximada
ºC
Aplicaciones Principales
Plomo-plata
Estaño-antimonio
Estaño-plomo
Estaño-plata
Estaño-zinc
96 Pb, 4 Ag
95 Sn, 5 Sb
63 Sn, 37 Pb
60 Sn, 40 Pb
50 S n, 50 Pb
40 Sn, 60 Pb
96 Sn, 4 Ag
91 Sil, 9 Z11
(350)
(238)
(183)
(188)
(199)
(207)
(221)
(199)
Uniones a temperatura
elevada
Plomería y calefacción
Electrónicaa
Electrónica
Propósito general
Radiadores de
automóviles
Envases de alimentos
Uniones de aluminio
Recopilado de [1] [4] [5] [6] a Composición eutéctica: El punto de fusión mas bajo de las composiciones estaño-plomo.
Fundentes para soldadura blanda Los fundentes para soldadura blanda deben:
1) fundirse a temperaturas de soldadura blanda, 2) remover películas de óxido y manchas de las
superficies de las partes base, 3) evitar la oxidación durante el calentamiento, 4) promover la
humidificación de las superficies empalmantes, 5) ser fáciles de desplazar mediante la soldadura fundida
durante el proceso y 6) dejar un residuo que no sea corrosivo ni conductivo. Desafortunadamente, no hay
un fundente único que cumpla todas estas funciones a la perfección para todas las combinaciones de
soldadura y metales base. La formulación del fundente debe seleccionarse para una aplicación
determinada.
Los fundentes para soldadura blanda sé clasificar, como: 1) orgánicos y 2) inorgánicos. Los
fundentes orgánicos están hechos de resina (resina natural, como madera de árbol gomífero, que no es
soluble en agua) o ingredientes solubles en agua (por ejemplo, alcoholes, ácidos orgánicos y sales
halogenadas). Los solubles en agua facilitan la limpieza después de la soldadura blanda. Los fundentes
orgánicos se usan con, más regularidad para conexiones eléctricas y electrónicas. Tienden a ser
químicamente reactivos a temperaturas de soldadura blanda elevadas, pero relativamente no corrosivos
a temperatura ambiente. Los fundentes inorgánicos están, formados por ácidos inorgánicos (por ejemplo,
combinaciones de cloruros de zinc y amonio) y se usan, para obtener un fundente rápido y activo donde

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
353
las películas de ácido son un problema. Las sales se activan cuando sé fusionan, pero son menos
corrosivas que los ácidos. Un alambre para soldadura blanda con un núcleo de ácido pertenece a esta
categoría.
Tanto los fundentes orgánicos como los inorgánicos deben removerse después de la soldadura
blanda, pero esto es especialmente importante en el caso de los ácidos inorgánicos, para evitar una con-
tinua corrosión de las superficies metálicas. La remoción de fundente se consigue usando soluciones de
agua, excepto en el caso de las resinas, que requieren solventes químicos, Las tendencias recientes en
la industria se inclinan más por los fundentes solubles en agua que por las resinas, debido que los
solventes químicos usados en las resinas son dañinos para el ambiente y las personas.
4.4.2.3. Métodos para soldadura blanda
Muchos de los métodos usados en la soldadura blanda son iguales a los que se emplean en a
soldadura fuerte, excepto que se requieren temperaturas más bajas para la primera. Estos métodos
incluyen la soldadura blanda con soplete, en horno, por inducción, por resistencia, por inmersión e
infrarroja. Otros métodos de soldadura blanda, que no se emplean en la soldadura fuerte y que se
describirán aquí son la soldadura manual, la soldadura en olas y la soldadura por reflujo.
Soldadura blanda manual.- La soldadura blanda manual se ejecuta en forma manual usando
hierro caliente para soldadura blanda. Un punto, hecho de cobre, es el extremo de trabajo de un hierro
para soldadura blanda. Sus funciones son: 1) aportar calor las partes que se sueldan, 2) fundir la
soldadura, 3) aportar soldadura fundida a la unión y 4) retirar el exceso dc soldadura. Casi todos los
hierros para soldadura modernos se calientan mediante resistencia eléctrica. Algunos están diseñados
como pistolas para soldadura de calentamiento rápido, los cuales son populares en el ensamble
electrónico para Operación intermitente (encendido - apagado. Son capaces de hacer una unión de
soldadura blanda en un segundo.
Soldadura blanda en olas.- La soldadura blanda en olas es una técnica mecanizada que permite
que se suelden múltiples alambres de plomo en un tablero de circuitos impresos, TCI (en inglés printed
circuit board, PCB), conforme pasa una ola de soldadura blanda fundida. La distribución común es en la
que se carga un PCB, en donde los componentes electrónicos se han colocado con sus alambres de
plomo que sobresalen por los orificios del tablero, sobre un transportador que lo conduce a través del
equipo para soldadura blanda en olas. El transportador sujeta el tablero de circuitos impresos por los
lados, de manera que la parle inferior quede expuesta a los siguientes pasos del procesamiento: 1) se
aplica fundente usando alguno de los diferentes métodos incluyendo la aplicación con espuma, por
aspersión o por cepillado; 2) se usa un precalentamiento (mediante tubos de luz, rollos de calentamiento
y dispositivos infrarrojos) con el fin de evaporar solventes, activar el fundente y elevar la temperatura del
ensamble; y 3) se usa la soldadura blanda en olas para bombear soldante líquido desde un baño fundido,
a través de tina ranura en la Parte inferior del tablero, para hacer las conexiones de soldadura entre los

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
354
alambres de plomo y el circuito metálico en el tablero. Este tercer paso se ilustra en la figura 4.60. Con
frecuencia el tablero se inclina ligeramente y se mezcla un aceite estañante especial con el soldante
fundido para disminuir su tensión de superficie como se aprecia en el diagrama. Estas dos medidas
ayudan a controlar la acumulación de excesos de soldadura y la formación de carámbanos en la parte
inferior del tablero. La soldadura blanda en olas se aplica extensamente en la electrónica para producir
ensambles de tableros con circuitos impresos.
FIGURA 4.60 Soldadura blanda en olas, en la cual se aplica soldante fundido a través de
un orificio estrecho sobre la parte inferior de un tablero de circuitos impresos para
conectar los alambres de plomo componentes.
Soldadura blanda por reflujo Este proceso también se usa extensamente en electrónica para
ensamblar componentes montados en superficies de tableros de circuitos impresos. En el proceso, una
pasta para soldadura, que consiste en polvos de soldadura en un aglutinante solvente, se aplica a puntos
en el tablero donde se van, a hacer contactos eléctricos entre los componentes montados en la superficie
y el circuito de cobre. Después, los componentes sé colocan en los puntos de la pasta y el tablero se
calienta para fundir el soldante, formando Uniones mecánicas y eléctricas entre las puntas de los
componentes y el cobre en el tablero de circuitos.
Los métodos de calentamiento para la soldadura blanda por reflujo incluyen el reflujo de fase de
vapor y el reflujo infrarrojo. En la soldadura blanda con reflujo de fase de vapor, un hidrocarburo líquido
inerte fluorina do se vaporiza en un horno mediante calentamiento y después se condensa en la
superficie del tablero, en donde transfiere su calor de vaporización para fundir la pasta pata soldadura y
formar uniones soldadas en los tableros de circuitos impresos. En la soldadura blanda infrarroja por
reflujo se usa el calor de una lámpara infrarroja para fundir la pasta de soldante y formar uniones entre las
puntas de los componentes y las áreas de circuitos en el tablero. Los métodos de calentamiento
adicionales para refundir la pasta de soldante incluyen el uso de placas calientes, aire caliente y laceres.
4.4.3. UNIONES ADHESIVAS
El uso de los adhesivos data de épocas antiguas, Y el pegado fue probablemente el primero de los
métodos de unión permanente. Actualmente, los adhesivos tienen un amplio rango de aplicaciones de
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
355
unión y sellado para integrar materiales similares y diferentes, como metales, plásticos, cerámica,
madera, papel y cartón. Aunque bien establecido como una técnica de unión, el pegado se considera un
área en crecimiento entre las tecnologías de ensamble, debido a las tremendas oportunidades para
aplicaciones cada vez mayores.
La unión con adhesivos es un proceso de unión en el cual se usa un material de rellenado para
mantener juntas dos (o más) partes muy cercanas mediante la fijación de la superficie. El material
rellenador que une las partes es el adhesivo. Es una sustancia no metálica, generalmente un polímero.
Las piezas que se unen se denominan partes adheridas. Los de mayor interés en la ingeniería son los
adhesivos estructurales, que son capaces de formar uniones fuertes y permanentes entre partes
adheridas fuertes y rígidas. Hay gran cantidad de adhesivos disponibles comercialmente, que se
galvanizan mediante diversos mecanismos y son convenientes para la unión de diversos materiales. El
curvado o galvanizado se refiere al proceso mediante el cual se modifican las propiedades físicas del
adhesivo de líquido a sólido, por lo general mediante una reacción química, para obtener la sujeción de
las superficies de las partes. La reacción química puede implicar una polimerización, condensación o
vulcanización. El vulcanizado se provoca frecuentemente mediante calor o un catalizador, y en ocasiones
se aplica presión entre las dos partes para activar el proceso de unión. Si se requiere calor, las
temperaturas de vulcanizado son relativamente bajas (cuando mucho de pocos cientos de grados
Fahrenheit) por lo que generalmente no se afectan los materiales que se unen, lo cual es una ventaja del
pegado. El vulcanizado o endurecimiento de los adhesivos requiere un tiempo determinado, al que se
denomina tiempo de vulcanizado (curado) o tiempo de estabilizado. En algunos casos este tiempo es
importante y, en general, es una desventaja en la manufactura.
La resistencia de la unión en la sujeción adhesiva está determinada por la fortaleza del adhesivo
mismo y la fortaleza de la sujeción entre el adhesivo y cada parte adherida. Un criterio que se usa con
frecuencia para definir un pegado satisfactorio es que si ocurre una falla debido a las tensiones
excesivas, debe producirse en una de las partes que se vayan a adherir y no en una interfase o dentro
del adhesivo mismo. La resistencia de la adhesión proviene de varios mecanismos y todos ellos
dependen del adhesivo y las partes adheridas particulares 13: 1) unión química, en la cual el adhesivo se
une a las partes y forma una unión química primaria tras el endurecimiento; 2) interacciones físicas, en
las cuales se producen fuerzas de unión secundarias entre los átomos de las superficies opuestas y 3)
entrelazado mecánico, en el cual la dureza de superficie de las partes adheridas provoca que el adhesivo
endurecido se enrede o atrape en sus asperezas de superficie microscópicas.
Para que estos mecanismos de adhesión operen con mejores resultados, deben predominar las
siguientes condiciones: 1) las superficies de las partes adheridas deben estar limpias y libres de películas
de suciedad, grasa y óxido que podrían interferir en la obtención del contacto intimo entre el adhesivo y
las partes adheridas, ésa es la causa de que frecuentemente se requiera una preparación especial de las
superficies; 2) el adhesivo en su forma líquida inicial debe conseguir una humidificación completa de la
superficie de la parte adherida y 3) por lo general es útil que las superficies no estén perfectamente lisas;
una superficie ligeramente áspera aumenta el área de contacto real y promueve el entrelazado mecánico.

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
356
Además, la unión debe diseñarse para explotar tas resistencias particulares del pegado y evitar sus
limitaciones.
4.4.3.1. Diseño de uniones
Por lo general, las uniones con adhesivos no son tan fuertes como las que se hacen con soldadura
por fusión, soldadura blanda o soldadura fuerte. Por tal razón, siempre debe considerarse el diseño de
tas uniones adhesivas. Los siguientes principios se aplican en el diseño de uniones:
1) Debe maximizarse el área de contacto de la unión.
2) Los pegados son más fuertes en cizalla y en tensión, como en las figuras 4.61 (a) y (b), las
uniones deben diseñarse para que se apliquen tensiones dc estos tipos
3) Los pegados son más débiles en hendiduras o desprendimientos, igual que en las figuras
4.61 (c) y (d), y deben diseñarse para evitar estos tipos de tensiones.
FIGURA 4.61 Tipos de tensiones que deben considerarse en la unión adhesiva: (a)
transversal, (b) de cizalla (corte, (c) de hendidura y (d) desprendimiento.
FIGURA 4.62 Algunos diseños por uniones adhesivas: de la (a) a la (d), uniones
empalmadas; (e) y (f), uniones en T; de la (g) a la (j), un uniones de esquina.

Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
357
Los diseños de unión comunes para el pegado que ilustran estos principios se presentan en la
figura 4.62. Algunos diseños de unión combinan el pegado con otros métodos para aumentar la
resistencia y proporcionar un sellado entre los dos componentes.
Algunas de las posibilidades se muestran en la figura 4.63. Por ejemplo, la combinación de pegado
y soldadura de puntos se denomina adhesivo soldado.
FIGURA 4.63 Uniones adhesivos combinadas con otros métodos: (a) adhesivo y
soldadura, con soldadura de puntos, (b) remachado o atornillado y unión adhesiva y (c)
formado más unión adhesiva.
Además de la configuración mecánica de la unión, la aplicación debe seleccionarse para que las
propiedades físicas y químicas del adhesivo y las partes adheridas sean compatibles bajo las condiciones
de servicio a las que está sujeto el ensamble. Los materiales de los adherentes incluyen metales,
cerámica, vidrio, plástico, madera, hule, cuero, tela, papel y cartón. Observe que la lista incluye
materiales rígidos y flexibles, porosos y no porosos, metálicos y no metálicos y que es posible unir
sustancias similares o diferentes
4.4.3.2. Tipos de adhesivos
Existe una gran cantidad de adhesivos comerciales disponibles. Se clasifican en tres categorías
1) naturales, 2) inorgánicos y 3) sintéticos.
Los adhesivos naturales son materiales derivados de fuentes naturales (plantas y animales), e
incluyen las gomas, el almidón, la destina, el flúor de soya y el colágeno. Esta categoría de adhesivos por
lo general se limita a aplicaciones de baja tensión. Tales como cartulinas, muebles encuadernación de
libros, o donde están implícitas áreas de superficies grandes (por ejemplo madera contra chapada). Los
adhesivos inorgánicos se basan principalmente en el silicato de sodio y el oxicloruro de magnesio.
Aunque su costo es relativamente bajo, también lo es su resistencia representa una seria limitación en
adhesivo estructural.
Los adhesivos sintéticos constituyen la categoría más importante en la manufactura; incluye
diversos polímeros termoplásticos y duroplásticos, muchos de los cuales se listan y describen
brevemente en tabla 4.10.
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
358
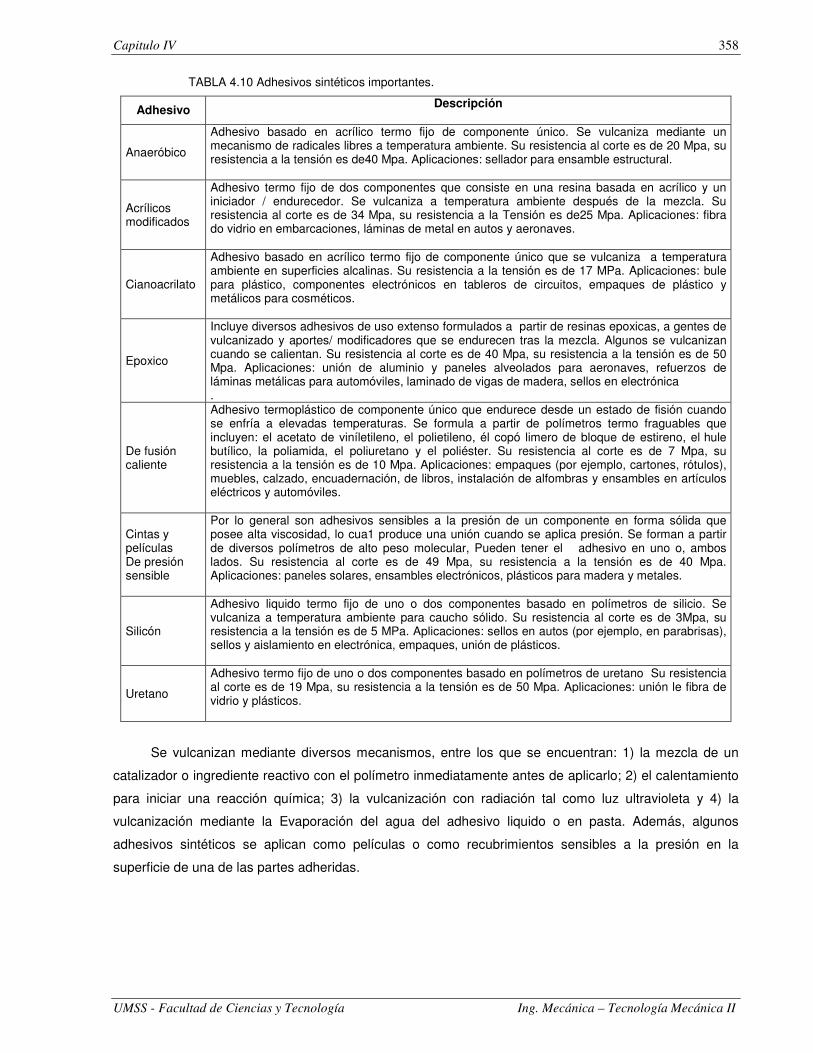
TABLA 4.10 Adhesivos sintéticos importantes.
Adhesivo Descripción
Anaeróbico
Adhesivo basado en acrílico termo fijo de componente único. Se vulcaniza mediante un mecanismo de radicales libres a temperatura ambiente. Su resistencia al corte es de 20 Mpa, su resistencia a la tensión es de40 Mpa. Aplicaciones: sellador para ensamble estructural.
Acrílicos modificados
Adhesivo termo fijo de dos componentes que consiste en una resina basada en acrílico y un iniciador / endurecedor. Se vulcaniza a temperatura ambiente después de la mezcla. Su resistencia al corte es de 34 Mpa, su resistencia a la Tensión es de25 Mpa. Aplicaciones: fibra do vidrio en embarcaciones, láminas de metal en autos y aeronaves.
Cianoacrilato
Adhesivo basado en acrílico termo fijo de componente único que se vulcaniza a temperatura ambiente en superficies alcalinas. Su resistencia a la tensión es de 17 MPa. Aplicaciones: bule para plástico, componentes electrónicos en tableros de circuitos, empaques de plástico y metálicos para cosméticos.
Epoxico
Incluye diversos adhesivos de uso extenso formulados a partir de resinas epoxicas, a gentes de vulcanizado y aportes/ modificadores que se endurecen tras la mezcla. Algunos se vulcanizan cuando se calientan. Su resistencia al corte es de 40 Mpa, su resistencia a la tensión es de 50 Mpa. Aplicaciones: unión de aluminio y paneles alveolados para aeronaves, refuerzos de láminas metálicas para automóviles, laminado de vigas de madera, sellos en electrónica .
De fusión caliente
Adhesivo termoplástico de componente único que endurece desde un estado de fisión cuando se enfría a elevadas temperaturas. Se formula a partir de polímetros termo fraguables que incluyen: el acetato de viníletileno, el polietileno, él copó limero de bloque de estireno, el hule butílico, la poliamida, el poliuretano y el poliéster. Su resistencia al corte es de 7 Mpa, su resistencia a la tensión es de 10 Mpa. Aplicaciones: empaques (por ejemplo, cartones, rótulos), muebles, calzado, encuadernación, de libros, instalación de alfombras y ensambles en artículos eléctricos y automóviles.
Cintas y películas De presión sensible
Por lo general son adhesivos sensibles a la presión de un componente en forma sólida que posee alta viscosidad, lo cua1 produce una unión cuando se aplica presión. Se forman a partir de diversos polímetros de alto peso molecular, Pueden tener el adhesivo en uno o, ambos lados. Su resistencia al corte es de 49 Mpa, su resistencia a la tensión es de 40 Mpa. Aplicaciones: paneles solares, ensambles electrónicos, plásticos para madera y metales.
Silicón
Adhesivo liquido termo fijo de uno o dos componentes basado en polímetros de silicio. Se vulcaniza a temperatura ambiente para caucho sólido. Su resistencia al corte es de 3Mpa, su resistencia a la tensión es de 5 MPa. Aplicaciones: sellos en autos (por ejemplo, en parabrisas), sellos y aislamiento en electrónica, empaques, unión de plásticos.
Uretano
Adhesivo termo fijo de uno o dos componentes basado en polímetros de uretano Su resistencia al corte es de 19 Mpa, su resistencia a la tensión es de 50 Mpa. Aplicaciones: unión le fibra de vidrio y plásticos.
Se vulcanizan mediante diversos mecanismos, entre los que se encuentran: 1) la mezcla de un
catalizador o ingrediente reactivo con el polímetro inmediatamente antes de aplicarlo; 2) el calentamiento
para iniciar una reacción química; 3) la vulcanización con radiación tal como luz ultravioleta y 4) la
vulcanización mediante la Evaporación del agua del adhesivo liquido o en pasta. Además, algunos
adhesivos sintéticos se aplican como películas o como recubrimientos sensibles a la presión en la
superficie de una de las partes adheridas.
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
359
4.4.3.3. Tecnología de aplicaciones
Las aplicaciones industriales de las uniones adhesivas son extensas y están en desarrollo. Los
usuarios principales son las industrias automotrices, de productos de la construcción y empaques; otras
industrias que las incluyen son del calzado, los muebles, la encuadernación de libros, la eléctrica y la
construcción de embarcaciones La tabla 4.10 indica algunas de las aplicaciones especificas para las que
se usan adhesivos sintéticos. En esta sección consideramos aspectos relacionados con la tecnología de
aplicaciones adhesivas.
Preparación de la superficie Para que una unión adhesiva tenga éxito, las superficies de las
partes deben estar extremadamente limpias. La resistencia de la unión depende del grado de adhesión
entre el adhesivo y las partes adheridas, y en consecuencia la también de la limpieza de la superficie. En
la mayoría de los casos, se requieren pasos de procesamiento adicionales en la limpieza y preparación
de las superficies, los métodos varían de acuerdo con los distintos materiales de las partes adheridas.
Para los metales se usan con frecuencia el desengrasado o la limpieza con solventes y el desgaste de la
superficie mediante el pulido u otros procesos, por lo general esto mejora la adherencia. Para partes no
metálicas, generalmente se usa de limpiador solvente, y en ocasiones las superficies se desgastan en
forma mecánica o se ataca químicamente para aumentar la aspereza. Es deseable realizar el proceso de
pegado lo mas pronto posible después de estos tratamientos, ya que mientras transcurre el tiempo
aumenta la oxidación de las superficies y la acumulación de impurezas.
Métodos de aplicación. La aplicación real del adhesivo en una o ambas superficies de las
partes se obtiene de diversas formas. La lista siguiente, aunque incompleta, proporciona una muestra de
las técnicas usadas en la industria:
• Aplicaciones con brocha, esta técnica se ejecuta en forma manual usando una brocha de cerdas
duras. Los recubrimientos resultantes con frecuencia no son uniformes.
• Rodillos manuales, éstos son similares a los rodillos de pintura para aplicar adhesivo de un
contenedor plano.
• Serigrafía, este método, implica aplicar el adhesivo para sólo cubrir las áreas su seleccionadas
de la superficie de la parte a través de arreas abiertas en la pantalla.
• Por flujo, se utilizan pistolas de flujo alimentadas a presión de operación manual para un control
más consistente que con brocha.
• Por aspersión o atomización, se usa una pistola de aspersión impulsada por aire (o sin aire) para
una aplicación rápida sobre áreas grandes o difíciles de alcanzar.
• Con aplicadores automáticos, éstos incluyen, diversos despachadores y boquillas automáticas,
para usarse en aplicaciones de producción a velocidades medias y altas.
• Recubrimiento mediante rodillo, es una técnica mecanizada en la cual se sumerge parcialmente
un rodillo rotatorio en una vasija con adhesivo líquido y recoge un recubrimiento del adhesivo, el
cual transfiere después a la superficie de trabajo. La figura 4.64 muestra una aplicación posible,
Capitulo IV
UMSS - Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
360
en la cual el trabajo es un material flexible delgado (por ejemplo, papel, tela, cuero o plástico) Se
usan variables de este método para recubrir con adhesivo, madera, compuestos de madera,
cartones y materiales similares en áreas con superficies grandes.
Figura 4.64 Recubrimiento mediante rodillo con adhesivo sobre materiales flexibles y
delgados, tales como papel tela o polímetros flexibles.
Ventajas y limitaciones Las ventajas de las uniones adhesivas son :1) el proceso es aplicable a
una amplia variedad de materiales; 2) es posible unir partes de tamaños diferentes y secciones
transversales (las partes frágiles se pegan mediante uniones adhesivas); 3) la unión ocurre sobre el área
completa de la unión, y no sólo en puntos separados o a lo largo de engargolados, Como en la soldadura
por fusión; por tanto, las tensiones se distribuyen por completo en e! área; 4) algunos adhesivos son
flexibles después de la unión y por lo tanto toleran una carga cíclica y diferencias en la expansión térmica
de las parles adheridas; 5) l vulcanizado a baja temperatura evita daños a las partes que se unen; 6) es
posible obtener un sellado al mismo tiempo que la adhesión y 7) Con frecuencia se simplifica el diseño de
uniones; por ejemplo, se unen dos superficies planas sin incorporar características de partes especiales
tales como orificios para tornillos.
Las principales limitaciones de esta tecnología son: 1) las uniones generalmente no son tan fuertes
como con otros métodos; 2) el adhesivo debe ser compatible con los materiales que se van a unir; 3) las
temperaturas de servicio son limitadas; (4) son importantes la limpieza y la preparación de las superficies
antes de la aplicación del adhesivo; 5) los tiempos de vulcanización pueden imponer un límite sobre las
velocidades de producción y 6) la inspección de la unión adherida es difícil de realizar.







