
ap·t användninge i industriav tekn. dr Curt Nicolin
Kapitalets roll i produktionen är ett omhuldat tema såväl blandnationalekonomer som industriledare, låt vara med skilda utgångspunkter. Denna uppsats gör inte anspråk på att ha vetenskapligprecision men avser att belysa några faktorer av väsentlig betydelseför kapitalets produktivitet i den industriella tillämpningen. I vissutsträckning kommer mina synpunkter att röra sig i gränsområdetmellan nationalekonomernas och industriledarnas domäner. Rationalisering har i vida kretsar kommit att bli liktydigt med åtgärderför att öka produktionen per arbetstimme, vare sig det åstadkommes med administration, ny teknik eller kapital. Mera sällan talasom rationalisering i bemärkelsen ökat utbyte på kapitalet. Nationalekonomer talar visserligen om den »rena» produktivitetstillväxten,varvid förstås den tillväxt, som åstadkommes utan ökning av vare sig'arbete eller kapital. Vissa ekonomer definierar under stundom kapitalmängden som den andel av tillgängligt kapital som utnyttjas.! Jagavser att' något utveckla synpunkter kring kapitalets kvalitet och utnyttjning. Det synes mig sannolikt att en djupare förståelse för kapitalets produktionsbidrag innebär en ~väsentlig möjlighet, för industrins förkovran.
Det är viktigt att hålla isär kapitalets funktion i den totala nationella ekonomin och i det enskilda företaget. Det enskilda företagetkan genom att avvika från flertalet andra företag uppnå effekter avganska dramatisk art, ett tema som jag vill återkomma till. I denoffentliga ekonomiska d~batten framhålls ofta nödvändigheten avhöga investeringar i industrin för att åstadkomma högre produktivitet. I diagram I illustreras sambandet mellan årlig produktionsökning per arbetstimme loch investeringar i procent av BNP. Materialet gäller. flertalet viktiga' industriländer och utgör medelvärdenför 60-talet.
Rimligtvis måste många andra faktorer än investeringsnivån påverka produktionsutvecklingen, men att döma av detta materialsynes ändå ,investeringarna inta en dominerande plats. Vid en investeringskvot överstigande 10 % synes produktiviteten öka med nära1/2. % för varje procents ytterligare ökning av investeringskvoten.Det är intressant att notera att landets storlek inte synes ha någon

184 Curt Nicolin
Diagram I.
Produktivitet och investeringar. Genomsnittliga värden 1960-1970.
Arlig produktionsökningper arbetstimme i %
15
10
SverigeBelgien • • Holland
Italie~· • • Västtyskiand5 Storbritannien Frankrike
• •USA. Canada
10 15 20 25 30 35Investeringari % av BNP
Källor: Monthly Labor Review, Nov. 1973, OECD EconomicSurveys. Australia 1973
systematisk effekt på utbytet av investeringarna. Den angivna kurvan bevisar ingen absolut kausalitet, även om den synes sannolik.Man kunde t.ex. föreställa. sig att stor eller snabb produktivitetsökning leder till stora investeringar.
Om man emellertid djärves anta, att -det linjära sambandet kundeextrapoleras till än högre investeringskvot än den Japan haft, skulleman kunna beräkna optimal investeringskvot för snabbast möjligakonsumtionsökning. Denna inträffar då för en investeringskvot avca 55 %. Men den möjliga konsumtionstillväxten stiger i avtagandegrad, eftersom alltmer åtgår till investeringar. Man kan kanske tänkasig att Japans exempel ligger i närheten av ett praktiskt optimum.
Det vore naturligtvis intressant att studera om detta sambandockså gäller ett enskilt land över en viss tidsepok. I diagram IIh~ motsvarande relation framställts' för Sverige under perioden.1950-74. Ett likartat samband har då erhållits, men med ett ännustarkare beroende av investeringskvoten än för det första materialet.För att eliminera effekten av variationer mellan enskilda år och konjunkturer har medelvärdet för 3-årsperioder tagits~ Investeringskvo-ten har som synes stigit väsentligt, eller frän ca 17 %till ca 22,5 %.Det kan betyda att, trots att kurvan uppvisar en god anslutning -tillobservationsmaterialet, hä~ kan hä insmugit sig andra förändringar

Kapitalanvändningen i industrin 185
Diagram II.
Produktivitet och investeringar i Sverige 1950-1974
Årlig produktionsökningper arbetstimme i %
10
8
6
4
15 20 25Investeringari % av BNP
Källor: Produktivitet: Bearbetning av uppgifter från IUI resp SCBInvesteringar: SCB: SM N 1971 :31 samt Kl: Konjunkturläget1976 :2
som varierat i tiden ungefår parallellt med ökningen av investeringskvoten.
Den punkt som representerar Sverige i den första kurvan liggerdär högt. Det är känt, att Sverige under 60-talet genomgick en
_mycket aktiv strukturrationaliseringsperiod, och det är därför inteomöjligt att kapitalets utnyttjning under den perioden stigit med åtföljande produktivitetseffekter, som går utöver dem som motiverasav lnvesteringskvoten. Likaså är det uppenbart att början av 50-taletpräglades av bristfällig konkurrens till följd av säljarnas marknadsom efterkrigsfenomen.' Likaså kan Koreakrisen ha inneburit en belastning. Det är känt att den s.k. teknikfaktorn under den aktuellaperioden stigit väsentligt. Av dessa skäl tror jag att det internationella materialet i diagram' I mera korrekt anger ett sannolikt samband mellan investeringskvot och produktivitetsökning.E~ inte ovanlig föreställn~p.g är att investeringar i e~ mer utve~~
lad ekonomi skulle ge lägr~ avkastning än i en mindr-e .uive-c~lad
såd?n. I diagram III har för det internationella materialet indikeratssambandet mellan nettoinvesteringarna och BNP per capita i VS dollar. Detta material antyder inget samband mellan investeringarnasrelativa avkastning och utvecklingsnivån i resp. lands ekonomi.LCl:g~p. _Q,m ~vtagande utbyte synes sålunda inte ha någon till~_~pni_ng
här, och förklaringen måste vara den, att även' de mest utveckläde

186 Curt Nicolin
Diagram III.
Investeringar utbyte relaterat till BNP per capita
Kvoten av årlig produktionsökningper arbetstimme i % och investeringari % av BNP-10 %(medelvärden 1960-1970)
1,0
Stor- S .Italiene britannien e Belgien ve~lge
0,5 •Jap:n Holla~d • .Frankrike
Väst- Ca~adatyskland
.-USA
1000 2000 3000 4000 5000BNP per capita i US dollar, 1969
Källor: Se diagram I
länderna ligger långt från någon form av mättnad. Tillgången på nyteknik skulle med andra ord inte utgöra någon begränsning för utbytet av ökade investeringar. Hade så inte varit fallet, hade inteheller sambandet i kurva I blivit linjärt.
Ett ytterligare stöd för investeringarnas betydelse kan fås i diagram IV,' som anger kapiJ~~JJ<9_~ffi~i~nten. .för svensk i~dustri underen . .J. QQ:~~r~p~rtQg ..~J861~19.6.5. Med kapitalkoefficient förstås kvötenmellan kapitalmängd och förädling'svärde. Denna Jlar. varit nära konst3:nt .. omkring 2, d.v.s. approximativt samma relation""s()m"övanstående"pekar på för den totala ekonomin.
Diagratn IV skulle också kunna tolkas på det viset, att till varjeindustriafiställds förfogande står ett kapital, som motsvarar två årsarbet2*res produktio.n och att det varit så nära nog oförändrat underhela IOO-årsperioden, och detta trots att produktionen per mantimine mer än 1O-dubblats under denna period. Temporära variationer är naturliga, t.ex. till följd av konjunkturer. Men i förstone kan
.' det synas märkligt att kvoten i det långa loppet förblir konstant. Nu,är det naturligtvis inte särskilt relevant att mäta arbete i timmat och
~ kapital i pengar. Mätes båda i timmar eller i pengar, så blir detgenast något mera förståeligt. Den ständigt ökade kapitalintensitet.en, d.v.s. kapital per sysselsatt, fötsvinner då. Den ofta betonade

Kapitalanvändningen i industrin 187
Diagram IV.
Genomsnittlig kapitalkoefficient för svensk industri 1861-1965
Kapitalkoefficient3
2~-....._.........~--
1860 1880 1900 1920 1940 1960
Källa: Lundberg, L: Kapitalbildningen i Sverige 1861-1965. IUI,Uppsala 1969
ökningen av kapitalintensiteten är alltså resultatet av att två storheter mätes med olika mått! Man måste ju nämligen konstatera attrationaliseringen även kommer kapitalföremålen till del.
Direktör Birger Hellström vid Verkstadsföreningen har i en undersökning visat, att den reala produktio.nsökl'lingen för svensk verkst~dsindustri mellan ~9'65' och '1975 .va~it drygt 75 %. Samtidigt .!larreala. produktionskapitalet (byggnader, markanläggningar, m'askiner,inventarier och -fordon) ökat drygt 80 % inom svensk verkstadsindustri. Även d~tta ger ett -visst stöd' åi' observationerna om konstans. i relationen mellan. produktion och kapital. Idetfa" fall harvarukapitalet utelämnats. Om också detta stigit i takt med produktionen, ingår ej i undersökningen.
I de följande diagrammen V-VI illustreras effekten av förändrade produktionsförutsättningar.
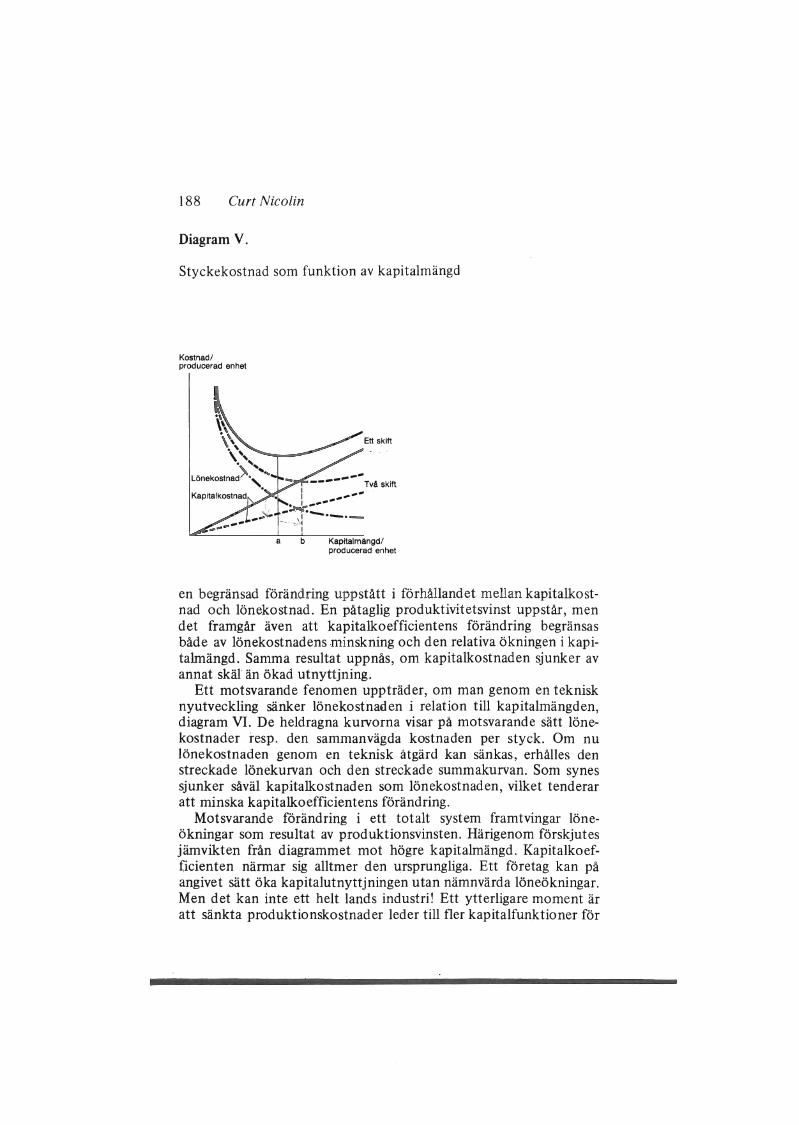
Diagram V illustrerar det principiella sambandet mellan kapitalmängd, kapitalkostnad och lönekostnad. Adderas den heldragnalinjen med lönekostnadskurvan, erhålles ett minimum. Om nu kapitalutnyttjningen dubbleras, sjunker kapitalkostnaden för givenkapitalmängd till hälften. Den streckade kurvan ipdikerar den nyatotalkostnadens minimum. Det är att märka, att i denna nya situation ,är såväl kapitalkostnad som lönekostnad lägre. Kapitalkostna-
.den är dock väsentligt mer än hälften. Vidare konstateras, att endast
188 Curt Nicolin
Diagram V.
Styckekostnad som funktion av kapitalmängd
Kostnad!producerad enhet
Ett skift
Två skift.l "". __
: • • l "".---"".i.:.. -~ ........-.-
... - ....... l- "'" \
"',a b Kapitalmängd!
producerad enhet
en begränsad förändring uppstått i förhållandet mellan kapitalkostnad och lönekostnad. En påtaglig produktivitetsvinst uppstår, mendet framgår även att kapit~lkoefficiente.ns förändring begränsasbåde av lönekostnadens .minskning och den rel~tiva ökningen i kapitahnängd. Samma resultat uppnås, om kapitalkostnaden sjunker avannat skäl' än ökad utnyttjning.
Ett motsvarande fenomen uppträder, om man genom en teknisknyutveckling sänker lönekostnaden i relation till kapitalmängden,diagram VI. De heldragna kurvorna visar på motsvarande sätt lönekostnader resp. den sammanvägda kostnaden per styck. Om nulönekostnaden genom en teknisk åtgärd kan sänkas, erhålles denstreckade lönekulVan och den streckade summakurvan. Som synessjunker såväl kapitalkostnaden som lönekostnaden, vilket tenderaratt minska kapitalkoefficientens förändring.
Motsvarande förändring i ett totalt system framtvingar löneökningar som resultat av produktionsvinsten. Härigenom förskjutesjämvikten från diagrammet mot högre kapitalmängd. Kapitalkoef(icienten närmar sig alltmer den u;rsprungliga. Ett företag kan påangivet sätt öka kapitalutnyttjningen utan nämnvärda löneökningar.Men det kan inte ett helt lands industri! Ett ytterligare moment äratt sänkta produktionskostnader leder till fler kapitalfun.ktioner för

Kapitalanvändningen i industrin 189
Diagram VI.
Styckekostnad som funktion av kapitalmängd och lönekostnad
Lönekostnad/producerad enhet
b a Kapitalmängd/producerad enhet
ett givet fast pris. Även detta medverkar till att återföra kapitalkoefficienten till ursprungsvärdet. Ytterligare en slutsats må anföras:ökad kåpitalutnyttjning motiverar mer kapital per arbetsplats. Medandra ord skall i skiftarbete användas mer sofistikerade hjälpmedelän vid enskiftsdrift.
F örändringar i kapitalutnyttjning, specifik kapitalkostnad ellerteknik synes endast oväsentligt påverka kapitalkoefficienten. Däremot påverkar både teknik och ökad kapitalutnyttjning produktivitet och kostnade~på ett gynnsamt sätt, och v.arje gång n~go.l}ting5n-
.träffar, som sänker kostnaden för den ena faktorn, utbildas ett nyttoptimum, där båda sjunker..' I !. r . .
Av ovanstående kan man dra den slutsatsen,' att investeringarmåste indelas i två grupper, vad jag vill kalla för investeringar påbredden resp. investeringar på djupet. Med investering på breddenförstås att man gör en parallell installation till sådana som redan existerar. Härigenom kan inte någon produktivitetsvinst förväntas uppstå. Med en investering på djupet förstås att en existerande installation ersätts med en sådan, som har antingen lägre kapitalkostnadereller högre produktivitet i form av lägre lönekostnad.er. Detta resultat kan, som tidigare illustrerats, också uppnås genom en intensifierad utnyttjning av kapitalet.
I nationalekonomernas språkbruk brukar alla förändringar som

190 Curt Nicolin
hänförs till intensivare användning av kapital, genuin teknisk förändring, ökad stordrift, standardisering eller vad det månde vara,hänföras till tekniska förändringar. Jag skulle vilja vidareföra diskussionen av dessa förändringar i relation till kapitalanvändning.
Uppenbart är en nödvändig förutsättning för att en ökad kapitalutnyttjning skall ha något värde, att det finns användning för denmerproduktion, som då uppstår. En djupinvestering innebär mycketofta en produktionsenhet för större produktionsvolym. En maskinkan t.ex. ersätta två eller flera tidigare enheter. Då gäller givetvissamma förutsättning för den typen av djupinvestering. Ma~, "t,!larofta om att en viss teknologisk utveckling är arbetskraftbesparandeeller kapitalbesparande. Som ovanstående resonemang illustrerat, inställer sig, oavsett vilket fallet är, en ny jämvikt, som inte väsentligen ändrar kapitalkoefficienten. Det torde vara utomordentligtsvårt att särskilja det ena från det andra. Standardisering har tilleffekt att sänka såväl arbetskostnader som kapitalkostnader ochkapitalbehov, dels genom uppövningseffekter, lägre ställkostnadermen 'också därigenom att vanligtvis det blir lönsamt med mera produktiva maskiner. Vidare innebär en ökad standardisering snabbaregepomlopp, mindre förråds- och lagerkostnader med motsvarandemindre kapitalbindningar i varor. Transportkostnadernas sänkninggenom teknisk utveckling av transportmedel ökar upptagningsområde resp. avsättningsområde för en viss typ av industri och skapardärmed förutsättningar för ökad stordrift och för större djupinvesteringar med produktivitetseffekter till följd. I själva verket tordetransportsystemens utveckling ha haft en utomordentligt betydandesekundär effekt på industrins totala produktivitetsutveckling. Närman talar om ökad kapitalutnyttjning, tänker man naturligtvis iförsta hand på att kapital skall utnyttjas'under 'flera av årets timmar.Detta är nog så viktigt, och jag vill återkomma därtill. Men det ärinte den enda formen för en ökad kapitalutnyttjning. Den befrämjast.ex. också av konkurrens, vilket tvingar företagen till att hålla neresina fasta kostnader genom ett intensivt utnyttjande av kapitalet.
Produktionspersonalens väsentliga uppgift är att tillse att'produktiqnskapitalet arbetar. För,'hundra år sedan var arbetarnas och dragdjurens muskelarbete väsentliga i produktionen. På den tiden utgjorde muskelarbetet mer än 50 %av den mekaniska energin i industrin. Motsvarande siffra är i dag långt under l %. D~(är .fQr ~tt_s.1i
mule!a till att hålla kapitalet. i produktion som incentivelöner harsin .stora .betY(l..~lse i dag. . .'_. . .__.- ~" ,.. --
Ett område för intensifierat utnyttjande av kapital, som ärmindre observerat, är dess samband med avlöningsformerna i industrin. Prestationslöner och ackordslöner har naturligtvis som pri-

Kapitalanvändningen i industrin 191
märt syfte att öka arbetsprestationen per timme genom att skapasamförstånd mellan den anställdes och företagets intressen. Men omden anställde under givna yttre betingelser presterar mer med prestationslön, betyder det också, att det k~pita1 som betjänas av honom,presterar motsvarande mer, d.v.s. man får en motsvarande störreproduktion per kapitalenhet. Den effekten är väsentlig och ofta försummad.
Nationalekonomer talar ständigt om optimeringen av fakt~ri!1~at
se~na i kapital och arbete men mera sällan om avvägningen mellanolika kapitalslag. Om man studerar mekanisk verkstadsindustri,finner man att som regel utgörs mer än hälften av det fysiska produktionskapitalet av varorna. I företagens balansräkningar rubriceras dessa som omsättningstillgångar, oaktat de är lika fasta sombyggnader och maskiner. Det är bara det, att varukapitalets komponenter omsättes snabbare än komponenterna i maskin- och byggnadskapital. Företagsledningarnas kontroll av kapitalvolymen varorär som regel aven långt lägre standard än motsvarande kontroll avmaskin- och byggnadskapital. Det framstår som en angelägen åtgärdför att befrämja hög kapitalutnyttjning att avväga byggnadsvolymentill volymen av maskiner och varor, att avväga volymen varor i förhållande till maskiner och byggnader, likaså att avväga volymenvaror i förråd till volymen varor under produktiori, volymen varori lager i förhållande till kvantitetenl maskiner, d.v.s flexibiliteten iproduktionsvolym i förhållande till beredskapen i lager etc. Dessakapitalavvägningar förtjänar med· största säkerhet betydligt meruppmärksamhet än vad de fått, i varje fall i den praktiska tillämpningen, men sannolikt också i den vetenskapliga litteraturen. Produktionens organisation - blandad tillverkning, funktionella enhe-
" ter eller produktorienterad produktion - torde också ha avgörandeeffekter på kapitalbildningen.·
I verkstadsindustrin pågår också en utveckling mot sådan produktorienterad produktion. Den innebär i sina utvecklade konse-kvenser produktionsgrupper för komponenter och detaljer, syftandetill dramatiska minskningar av genomloppstiderna och motsvarandeminskad bindning av varukapitalet.' I motsats till allmän förmodansynes icke kapitalbindningen i maskiner öka med denna produktionsutveckling samtidigt som kapitalbindningen i varor påtagligtsjunker. Det är i mången mekanisk verkstadsindustri möjligt att fördubbla kapitalomsättningshastigheten väsentligen genom snabbareomlopp på varor.
Det bör observeras att det enskilda företaget mycket väl kandubblera' sin kapitalomsättningshastighet .lika med en halvering avkapitalkoefficienten, trots att kapitalkoefficienten förblir konstant

192 , Curt Nicolin
för industrin som helhet. För den enskilda industrin leder en sådanåtgärd nämligen inte till väsentligt ändrade lönekostnader eller priser på kapitalföremålen, vilka tenderar att återföra kapitalkoefficienten. I själva verket bör ett investeringsförslag som leder tillökad kapitalkoefficient lika med högre kapitalkostnader bedömasmed största skepsis. Det torde sällan vara riktigt att göra sådana investeringar. Varje investering är en chans till produktivitetshöjning.Breddinvesteringar bör därför i de flesta fall utbytas mot djupinvesteringar.
Möjligheterna att öka antalet utnyttjningstimmar per år för kapitalet beror av möjligheterna att bemanna produktionen under detillkommande timmarna. Skiftarbete möter ett växande motståndoch har i dag naturlig förståelse endast i såd3:na sammanhang, där detekniska processerna överhuvud taget inte kan genomföras utanskiftgång. De ekonomiska: vinningarna av ökad kapitalutnyttjning iskiftgån~ är emellertid även i många andra industrier betydande ochborde i sig själva vara tillräckliga motiv för skiftkörning.
Av diagram V framgår, att inte bara sjunker den totala tillverkningskostnaden vid ökande kapitalutnyttjning, utan dessutom stigerkapitalintensiteten (kapitalmängd per arbetsplats). Med andra ord,det existerar många gånger avancerade tekniska lösningar, somendast kan ekonomiskt försvaras, om utrustningen används undertillräckligt lång tid. Kan möjligen lösningen på vårt dilemma liggah o. O?ar!.
Sedan ett ID-tal år anvä~der vi 'i växande'utsträckning programstyrda maskiner. Kännetecknand'e för dessa är: större andel av tidenblir bearbetningstid, mindre kassationer och mindre produktionsför~
lust för upplärning. Produktionsförmågan bestäms i högre grad avmaskinen och mindre av operatören. ,Maskinerna kan ofta utföraflera operationer i en följd med 'inbesparande av transporter ochköer.. Till skillnad frän manuellt opererade maskiner behövermaskinoperatören inte göra någon insats fqr själva produktionen.Hans insats består i ställarbete samt byte av arbetsstycke, verktygoch hålremsor, planering, ko~troll oc4 underhåll. Med andra ord,arbetarens arbete håller på att undergå en radikal förändring. I handarbete och manuella m~askiner utför operatören (arbetaren) verkligp'roduktion. Den dominerande uppgiften är att flytta material ochatt styra verktyg och maskiner, medan ställning, underhåll och kontroll vanligen representerar den mindre delen. För de programstyrdamaskinerna återstår väsentligen bara de senare. Robotar eliminerarytterligare arbetsinsatser, t.ex. byte av arbetsstycke ,och kontroll.'Såväl programstyrda Il!askiner som robotar minskar ytbehoxet ochvaruvolymerna. I själva verket är det avgörande argumentet för

Kapitalanvändningen i industrin 193
dessa hjälpmedel att omsättningshastigheten för det totala produktionskapitalet ökar. Dessa nya tekniska hjälpmedel skapar förutsättningar för en produktion utan operatörer.
Vi kan i den icke processbundna industrin inte få personal attsköta produktionen för någon stor del av årets timmar. Vi kan intemekanisera produktionen för en produktionstid, då vi har personalnärvarande. Men kanske här ligger en öppning. Kanske vi kan mekanisera därhän, att vi under huvuddelen av tiden inte behöver någonpersonal alls, oP.~raJQJ~frLprogQJction. Vi skulle då få en intensivkapitalutnyttjning och låg personåfåtgång.
D~t_tradition~lla ._~rbetarjobb~t k.~n _~~g_~t~_~,.t.J~~_..hu~dgr~per,dep. et:ta gäller att med eller utan hjälpmedel flytta material och föraverktyg (operatörjobbet), den andra innebär planering,ställarbete,övervakning, kontroll, rapportering, etc. Båda typerna av arbetsuppgifter"kan i viss grad mekaniseras, men förutsättningarna förmekanisering är självklart långt större för den första huvudgruppen.I själva verket torde man för en stor del av mekanisk tillverkningkunna föreställa sig att den första gruppen av arbetsuppgifter tekniskt sett helt kan elimineras. Sedan är det en annan fråga om det ärekonomiskt välmotiverat. Arbetsuppgifterna av den andra kategorinde mera övervakande, skulle kunna förläggas på dagtid, medan produktionen i maskinen försiggår hela dygnet. Härigenom blir utnyttjningstiden så lång, att en fullständig eller nära fullständig mekanisering av operatörsjobbet blir ekonomiskt försvarbar. Produktionskapitalet kunde utnyttjas bättre samtidigt som personalen slapparbeta på obekväm arbetstid.
Vore en sådan produktionsuppläggning en möjlighet i dag? Vi vetatt vi har ett flertal vattenkraftstationer som arbetar i övre Norrlandutan personal på närmare avstånd än några mil. Den skeptiske görnaturligtvis gällande att det är ett enkelt problem i förhållande tillsvarvning, fräsning, borrning, gjutning eller vad det månde vara. Menkan det vara något annat äp tankens ovana med denna nya produktionsuppläggning? Redan i dag finns, i begränsat antal, maskinersom producerar utan operatörer. Som exempel kan nämnas plastgjutningsmaskiner och magasinförsedda automatsvarvar. Om dennautveckling skall bli mera allmän, fordras naturligtvis att våra produktionsutrustningar på ett systematiskt sätt 'inrättas för en sådanutnyttjning. Hit hör för det första automatiska stopp som utlösesav olika typer av felfunktioner i anläggningen, alternativt eller kombinerat med utlösning av signaler till övervakningscentraler. För detandra fordras anordningar för automatisk frammatning och byte avarbetsstycke. Om vi ser på programstyrda maskiner, är väl denstörsta bristen i dag att de saknar anordningar för in- och utmatning

194 Curt Nicolin
av arbetsstycken. Vidare kan det bli aktuellt med borttransport avspån, tillförsel av smörjmedel med flera detaljproblem, som säkertkan lösas med begränsat utvecklingsarbete. För vissa typer av maskiner börjar det finnas automatiska matningsanordningar på marknaden, t.ex. magasin för automatsvarvar. Stansmaskiner måste. arbetamed band och ha utbytesanordningar för nya band etc. I ett meravancerat skede måste även anordningar för automatiskt byte, intebara av verktyg utan även av program, introduceras. Lönsamhetenaven sådan produktionsuppläggning är naturligtvis. starkt beroendepå tillförlitligheten hos utrustningarna, tillgången till bearbetningsstål, som håller under tillräckligt lång tid, alternativet automatisktkan bytas etc.
Resonemanget kan möjligen antyda, att dessa lösningar endastskulle vara användbara för mycket höggradigt standardiserad produktion och för lättare produkter och detaljer. Man kan dockmycket väl tänka sig att i mycket stora maskiner, där visserligenarbetsstycket måste ställas upp och inriktas av operatörer, bearbetningstiden. ändå är så lång, att bearbetningen kan ske automatiskt.Riskerna som· är förbundna med detta, behöver inte vara större änvid manuell betjäning. Automatiken fungerar ofta snabbare ännågon övervakare kan göra. Tankegångarna är inte heller reserveradeför tillverkning av detaljer, man kan också föreställa sig montagemaskiner, som monterar ihop flera eller färre komponenter. Medhjälp av transfennaskiner eller robotar kan man också tänka sig enhel produktionskedja av operationer för att göra kompletta montagefärdiga detaljer.
Ett införande av operatörsfri produktion kräver uppenbarligen enhel del utveckling och omsorgsfull planering. Den leder inte, och börinte leda, till någon revolution, men väl en evolution, som påverkarsåväl bearbetningsmaskinernas som verkstädernas utformning. Detbetraktelsesätt som jag här velat anbringa, syftar självfallet till attbidra till lägre produktkostnader under förbättrade arbetsbetingelserför de anställda. Jag har valt att angripa problemet utifrån synpunkter på kapitalets utnyttjning. När man vill installera en hanteringsrobot, anförs ofta att ma.n. därmed k,an eliminera en person i produktionen och reducera lönekostnaderna. Sådana räntabla installationstillfällen för en hanteringsrobot är i dagens industri förhållan-
. devis fåtaliga. Med det här anförda betraktelsesättet motiverar jag istället· vad som sker med 'det totala produktionskapitalets utnyttjning. Jag finner då ofta att roboten medger en effektivare utnyttjnit:tg av de betjänade maskinerna än vad en mänsklig operatör kanåstadkomma. Den merproduktion vi kan åstadkomma i dessa maskiner representerar då e_n kapitalvinst, som ofta överstiger det kapital,

Kapitalanvändningen i industrin 195
som representerats av roboten. Med andra ord, kapitahnängden iförhållande till produktionsvolymen reduceras genom att vi investerar i en robot. Verkligt effektiva rationaliseringar nås genom att vikan minska såväl kapitalkostnaden som personalkostnaden. Detorde uppnås främst genom att vi söker efter tillfällen att förkovrakapitalets utnyttjning.
I ljuset av vad som här framförts om relationerna mellan kapitaloch arbete har framgått att om kapitalkostnaderna kan reduceras såblir den optimerade effekten en ökad kapitalanvändning och enminskad arbetsinsats, eller vad vi i dagligt tal kallar rationalisering.En del av kapitalets kostnader utgörs av skatter på företagsvinster.Det förespråkas understundom en politik med stegrade vinstskattersom ett medel att främja arbetskraftens intresse. Detta måste varaett .logiskt felslut. Sänkta skatter och därmed sänkta kapitalkostnader skulle innebära ett incitament till ökade investeringar ochökade produktivitetsvinster. Enligt denna tankegång har med säkerhet det förhållandevis liberala företagsskattesystemet i Sverige haften positiv effekt på investeringsutvecklingen. Motsatsen kan medstor sannolikhet sägas om USA.
Hur lönsamt är det då att öka kapitalutnyttjningen? I den ekonomiska litteraturen sätts vanligen kapitalets produktionsbidrag likamed dess kostnader. Detta anges t.ex. i Erik Lundbergs bok Produktivitet och räntabilitet till 25% per år (23 % för mekanisk verkstadsindustri) .
Ett något avvikande resultat framgår av diagram VII. FörASEAs sektorer (divisioner) har för åren 1969-73 medelvärden avräntabiliteten avsatts mot kapitalomsättningshastigheten uttrycktsom fakturerad omsättning dividerad med fysiskt kapital (byggnader, maskiner och varor). Byggnader avskrives på 33 år och maskiner på 15 år degressivt. Det antages att den räta linjen beskriversambandet mellan räntabilitet och kapitalomsättningshastighet.
R=~+,A.O
R = räntabilitet ilA och jj =konstanter
0= kapitalomsättningshastighet = ~
Q = fakturerad omsättning
K =kapital
V = vinst inklusive utgiftsränta efter avskrivning och före skatt

196 . Curt Nicolin
~ =C\ +,fi. ~
V=fÅK+/ Q
Ö V =~ÖK
= -0.25 d.v.s. kapitalets årskostnad = 25 %
Observera att utgiftsräntor tillkommer!
D.v.s. att om den är 10 %, så blir nettovinstens tillskott aven kapitalminskning för given verksamhet 35 %.
Diagram VII.
Räntabilitet och kapitalomsättningshastighet inom ASEA1969-1973
Räntabilitet%50 •
40
30
20
10
•
1,0 1,5 2,0 2,5 3,0Kapitalomsättnings.hastighet
Detta material indikerar ett högre kostnadsberoende än som anges i professor Lundbergs bok. (Kapitalomsättningshastigheten mättsom förädlingsvärde genom kapital understiger väsentligt l. Hadedet. varit 1, hade överenskommelse rått.) Förklaringen kan möjligenvara att en del av arbetskostnaderna är mer kapitalberoende än produktionsvolymsberoende/(T .ex. byggnadsunderhåll.)

Kapitalanvändningen i industrin 197
Diagram VIII.
Räntabilitet och kapitalomsättningshastighet för svensk verkstadsindustri 1969-1973
Räntabilitet%12
10
8
6
4
2
Kapitalomsättnings -0,5 0,6 0,7 0,8 hastighet
Källa: Sveriges Verkstadsförening
Diagrammet illustrerar alltså räntabilitetens samband med kapitalomsättningen. Självklart finns även andra faktorer av betydelse,men ändock framstår kapitalutnyttjningen som dominerande. Imaterialet ingår verksamheter med relativt tung produktion och sådana med lätt produktion av seriekaraktär. I ett fall har under enfemårsperiod kapitalomsättningshastigheten fördubblats. Räntabiliteten har då i stort sett utvecklats enligt kurvan. Oavsett hur kapitalomsättningshastigheten åstad,kommes, med skiftkörning, standardisering, planering eller goda konstruktioner, synes huvuddelen aveffekten kunna beskrivas genom ovanstående samband. Ett likartatmaterial för svensk verkstadsindustri 1969-1973 illustreras i diagram VIII. Avskrivningar av byggnader har skett på 3~ år och påmaskiner på 10 år linjärt. Härur framkommer kapitalkostnaden20.5 %. I detta fall har siffran erhållits ur en tidsföljd, vilket lättminskar tillförlitligheten, då andra parallella fenomen kan uppträda.Antalet observationer är också få. Det styrker dock det principiella
,- sambandet mellan räntabilitet och kapitalomsättningshastighet. Enföretagsledare inriktad på hög räntabilitet har få alternativ till högkapitalutnyttjning för att nå målet. Om hög kapitalutnyttjningåstadkommes' genom intensitet i utnyttjningen eller genom långdrifttid per är, synes vara av underordnad betydelse.

198 Curt Nico/in
Diagram IX.
Kapitalavkastning och kapitalkoefficient för Svenska Industribranscher 1954
Kapitalavkastning%15
10
5
.12
19.18
-22
15
.21
4
.13
0,1 0,2 0,3 0,4 0,5 0,6 0,7Förädlingsvärde/kapital
Källa: Lundberg, E: Produktivitet och räntabilitet. Stockholm 1961
1. Järn- och stålverk 12. Kvarnar2. Järn- och stålmanufaktur 13. Bageriindustri3. Annan metallmanufaktur 14. Mejeriindustri4. Skeppsvarv och båtbyggeri '15. Slakteriindustri5. Elektroteknisk industri 16. Choklad- och konfektind.6. Tegelbruk J 7. Bryggerier och vattenfabriker7. Porslins-, kakel- och 18. Yll~industri .. '
lergodsindustri 19. Bomullsindustri8. Glasindustri 20. Trikåfabriker9. Sågverk och hyvleri 21. Skoindustri10. Pappersmassefabriker 22. Gummivaruindustri11. Pappersbruk
Diagram IX illustrerar sambandet mellan kapitalavkastning ochkapitalkoefficient i olika industribranscher i Sverige. Materialet härrör från år 1954.2 Korrelationen mellan avkastning och kapitalkoefficient är inte extremt hög, men den är ändå anmärkningsvärt högoch förklarar huvuddelen av variationer i observationsmaterialet;Materialet antyder hopplösheten av hög räntabilitet i kapitaltungindustri.

Kapitalanvändningen i industrin 199
Som redan antytts i källskriften, kan de använda kapitalvolymerna vara för stora. Det ändrar emellertid inte det principiella sambandet. Det skulle väsentligen endast öka siffervärdena på räntabilitet ochkapitalomsättningshastighet.
Vad kan nu vara en rimlig förklaringsgrund? I en kapitalintensivverksamhet kan stora framsteg i räntabilitet endast åstadkommasgenom reduktion av kapitalkostnaderna. En sådan torde 'vanligenbara ske vid installation av ny utrustning. Om denna byts ofta, kommer kostnaderna att domineras av avskrivningarna. D.v.s. ävensnabba tekniska framsteg leder endast till måttlig kostnadssänkning.Bidragande till resultatet kan även vara, att industri med höga fastakostnader (mycket kapital) tenderar att sälja för billigt för att få»bidrag» till de fasta kostnaderna. Ytterligare kan man tänka sig att itung industri har stater ett större deltagande. Stater har ofta andra/motiv än kapitalavkastning för sitt ägande och tenderar genom sittengagemang att sänka branschens räntabilitet. Och det räcker idagens internationaliserade värld med statligt ägande i ett begränsatantal länder för att branschen världen över skall ta skada. Uteblivenkapitalavkastning leder lätt (oavsett ägarkategori) till stagnation.
,Investeringsvolymens betydelse för produktivitetsutvecklingen ilandet och det ständiga talet om att substituera arbete med kapitalkan lätt leda till den uppfattningen, att en sjunkande kapitalkoefficient skulle vara i utvecklingens riktning och väl försvarlig somhjälpmedel att förverkliga en höjd produktivitet. Det är min ambition med denna uppsats att illustrera att sådana slutsatser inte fårstöd i den faktiska utveckling som äger rum och har ägt rum sedanlång tid tillbaka och rent logiskt inte heller borde vara rimliga. Deökade investeringarna behövs för att möjliggöra en ökad produktion. Kvantiteten människor eller arbetstimmar som erfordras kanemellertid variera inom ytterst vida gränser. Samma produktion iIndien kräver lätt tio gånger så många arbetstimmar som i Sverigemen kapitalbehovet blir ungefär lika stort. De facto är produktionen per mantimme i fritt konkurrerande, moderna industriländervarierande inom gränserna 1-3, men kapitalmängden är väsentligendesamma.
Alla resonemang om kapitalutnyttjning och produktivitet förutsätter givetvis att kapitalet på ett rimligt sätt utnyttjas så som jagillustrerat i mina påpekanden om effekter av konkurrens och prestationslöner. Produktionspersonalens uppgifter i modern industri äratt tillse, att produktionskapitalet producerar. Det är ingen svårighet att föreställa sig sociala system, som försvårar detta, och dåminskas givet.vis kapitalets produktionsresultat.
En hög nationell investeringskvot innebär såsom inledningsvis på-

200 Curt Nicolin
pekades, en snabb produktionsökning per arbetstimme, eller uttryckt på annat sätt i reala tenner, en snabb sänkning av produktionskostnaden. Effekten härav blir att maskinparkens ekonomiskalivslängd sjunker. Det äldre produktionskapitalet ersätts snabbareoch avskrivningarna måste öka. Detta är alltså en sekundär effekt avhöga investeringar.
I försöken att illustrera här framförda tankegångar med statistisktobservationsmaterial från svenskt samhälle och svenskt näringslivhar jag mött utomordentliga svårigheter att finna tillförlitliga dataoch framförallt att finna modemadata. Kapitalanvändning i vårtnäringsliv är en så viktig fråga, att förståelsen kring dess olika aspekter måste vidgas, och studierna kring olika samband fördjupas. Härtill fordras sammanställning av tillförlitliga observationsmaterial ochforskning. Dessa forskningsresultat måste sedan bringas ut till företagsamheten och bli förstådda av de människor som skall leda vårtnäringslivs utveckling.
Noter
1 Y Åberg: Produktionen och produktivitet i Sverige 1861-1965.2 Erik Lundberg: Produktivitet och räntabilitet







