
CONTENIDO Introducción. I Justificación. II Objetivos. III Caracterización del área en que se participó. IV Alcances y limitaciones. V
Símbolos. VI Capítulo 1 Fundamentos Teóricos. 1 1.1 Instrumentación virtual. 1 1.2 ¿Cómo construir un instrumento virtual? 2 1.3 Depósito de películas por la técnica CSVT-FE. 3 1.4 Controlador. 5 1.4.1 Control proporcional. 5 1.4.2 Control integral. 8 1.4.3 Control proporcional integral (P.I.). 10 1.4.4 Control derivativo. 13 1.4.5 Control proporcional derivativo (P.D.). 15 1.4.6 Control proporcional, integral y derivativo (P.I.D.). 15 1.5 Ajuste de las ganancias del controlador (Sintonización). 17 Capítulo 2 Arreglo Experimental. 20 2.1 Interfaz GPIB. 20 2.2 Fuente de poder programable de CD Xantrex 10-300. 21 2.3 Sistema de adquisición de datos. 22 2.3.1 Hardware DAQ. 23 2.3.2 Sistema de Acondicionamiento de Señal SCXI. 23 2.3.2.1 Descripción del módulo SCXI 1112. 24 2.4 Termopar. 26 2.4.1 Tipos de termopares. 26 2.5 Sistema de vacío. 28 2.6 Sistema de calentamiento. 29 2.7 Cámara de reacción del sistema CSVT-FE. 30 2.8 Sistema de sujeción del termopar. 31 2.9 Interconexión del sistema de crecimiento de películas
semiconductoras. 31
Automatización de un sistema para el depósito de
películas delgadaspor evaporación
utilizando instrumentación virtual

Capítulo 3 Desarrollo del software de control. 33 3.1.1 Verificación de instrumentos funcionando. 36 3.1.2 Medición de temperatura. 36 3.1.3 Programación de una función de temperatura para el
proceso. 36
3.1.4 Indicador de duración del proceso. 38 3.1.5 Creación de una tabla con la información de las funciones a
desarrollar en el proceso. 38
3.1.5.1 Cálculo de la pendiente de una función. 40 3.1.6 Tabla de proceso a ejecutar. 40 3.1.7 Botones de control del proceso. 41 3.1.8 Reloj. 41 3.1.9 Generador de temperatura deseada. 42 3.1.10 Programación de la corriente en las fuentes. 44 3.1.11 Graficación. 44 3.1.12 Almacenamiento digital de datos. 46 3.2 Implementación del algoritmo de control. 47 3.3 Panel principal del software. 59 3.4 Características del programa. 60 Capítulo 4 Resultados y conclusiones. 61 4.1 Curvas de respuesta. 61 4.2 Sintonización del controlador. 62 4.3 Pruebas al sistema de control implementado. 63 4.3.1 Función Escalón. 63 4.3.1.1 Ventajas y desventajas de una función escalón de
temperatura. 66
4.3.2 Función Rampa. 67 4.3.1.1 Ventajas y desventajas de una función rampa de
temperatura. 68
4.4 Repetición de proceso. 69 4.5 Comparación de procesos automatizados vs manuales. 71 4.6 Conclusiones. 74 Glosario. 75 Bibliografía. 78 Anexo. 80

ÍNDICE DE FIGURAS Capítulo 1 Fig. 1.1 La técnica CSVT. 4 Fig. 1.2 Banda proporcional. 6 Fig. 1.3 Salida de un controlador proporcional. 7 Fig. 1.4 Control proporcional. 7 Fig. 1.5 Salida de un controlador integral. 9 Fig. 1.6 Control Integral. 9 Fig. 1.7 Control proporcional Integral. 10Fig. 1.8 Salida de un controlador proporcional integral. 10Fig. 1.9 Salida de un controlador derivativo. 13Fig. 1.10 Control derivativo. 14Fig. 1.11 Controlador proporcional derivativo. 15Fig. 1.12 Controlador PID. 16Fig. 1.13 Curva de reacción del proceso. 18 Capítulo 2 Fig. 2.1 Conexión de la interfase GPIB mediante el cable IEEE-488. 21Fig. 2.2 Sistema de adquisición de datos. 22Fig. 2.3 Sistema de acondicionamiento de señal SCXI. 24Fig. 2.4 Vista frontal del módulo SCXI 1112. 25Fig. 2.5 Sistema de vacío. 28Fig. 2.6 Sistema de calentamiento. 29Fig. 2.7 Cámara de reacción del sistema CSVT-FE. 30Fig. 2.8 Sistema de sujeción del termopar. 31Fig. 2.9 Diagrama esquemático de la interconexión del Sistema de crecimiento
de películas semiconductoras. 32
Fig. 2.10 Vista frontal del equipo. 32 Capítulo 3 Fig. 3.1 Diagrama de bloques del software. 33Fig. 3.2 Diagrama de bloques de la subrutina “programación del proceso”. 34Fig. 3.3 Diagrama de bloques de la ejecución del proceso. 36Fig. 3.4 Campos de duración de la función. 37Fig. 3.5 Campos de selección de temperatura. 37Fig. 3.6 Campos de selección de función de temperatura. 37Fig. 3.7 Indicador de duración del proceso. 38Fig. 3.8 Adhesión de filas al arreglo. 38Fig. 3.9 Calculo de la pendiente. 40Fig. 3.10 Tabla de proceso a ejecutar. 40

Fig. 3.11 Botones de control del proceso. 41Fig. 3.12 Reloj. 41Fig. 3.13 Diagrama de flujo del funcionamiento del generador de la
temperatura. 42
Fig. 3.14 Cálculos para la obtención de la temperatura deseada. 43Fig. 3.15 Gráfica del comportamiento del proceso. 45Fig. 3.16 Gráfica de corrientes programadas. 46Fig. 3.17 Opciones para grabar. 46Fig. 3.18 Diagrama de bloques del controlador proporcional. 51Fig. 3.19 Entrada y salida de un controlador proporcional. 52Fig. 3.20 Diagrama de bloques de un controlador integral. 54Fig. 3.21 Gradiente. 54Fig. 3.22 Diagrama de bloques del controlador diferencial. 55Fig. 3.23 Ecuaciones para implementar un algoritmo de control P.I.D. 56Fig. 3.24 Controles de configuración del controlador. 57Fig. 3.25 Diagrama de bloques del algoritmo de control implementado. 58Fig. 3.26 Panel principal del programa. 59 Capítulo 4 Fig. 4.1 Calentamiento a de un bloque de grafito aplicándole corrientes de 25
A, 50 A, 75 A, 100 A, 125 A y 150 A. 61
Fig. 4.2 Respuesta del sistema a un escalón de temperatura. 62Fig. 4.3 Función escalón de temperatura de 50°C a 150°C. 63Fig. 4.4 Corriente programadas durante una función escalón de temperatura
de 50°C a 150°C. 64
Fig. 4.5 Función escalón a temperaturas típicas de calentamiento. 65Fig. 4.6 Corrientes programadas en una función a temperaturas típicas de
calentamiento. 66
Fig. 4.7 Función Rampa a temperaturas típicas de calentamiento (Impurificante 800°C, Fuente 600°C y Sustrato 250°C).
67
Fig. 4.8 Corrientes programadas en la función rampa a temperaturas típicas de calentamiento. (Impurificante 800°C, Fuente 600°C y Sustrato 250°C).
68
Fig. 4.9 Muestra un proceso de calentamiento de los bloques de grafito repetido en 2 ocasiones en las mismas condiciones de operación.
69
Fig. 4.10 Amplificación de la figura 4.9. 70Fig. 4.11 Calentamiento de un bloque de grafito a distintas corrientes,
manipulando la perilla de la corriente en la fuente. 71
Fig. 4.12 Calentamiento de un bloque de grafito a distintas corrientes, programando la corriente en la fuente.
72

ÍNDICE DE TABLAS Capítulo 1 Tabla 1.1 Instrumentos tradicionales vs virtuales. 3 Tabla 1.2 Criterios de Ziegler y Nichols para la curva de reacción del proceso. 18Tabla 1.3 Criterios de Ziegler y Nichols para la última ganancia. 19 Capítulo 2 Tabla 2.1 Precisión de la medición con el módulo de termopares SCXI 1112. 25Tabla 2.2 Clasificación de los termopares. 27 Capítulo 3 Tabla 3.1 Contenido del arreglo que almacena la información. 39Tabla 3.2 Controles e Indicadores que contiene el programa. 60 Capítulo 4 Tabla 4.1 Errores generados a las principales temperaturas de calentamiento. 68Tabla 4.2 Tabla de errores máximos obtenidos durante un proceso de
calentamiento. 70

I
INTRODUCCIÓN
Los materiales semiconductores en forma de película delgada son ampliamente
usados en aplicaciones tecnológicas como dispositivos opto electrónicos y
fotovoltaicos. Una de las técnicas para el crecimiento de estas películas es el
transporte de vapor en espacio reducido combinado con evaporación libre (CSVT-FE
por sus siglas en inglés). En esta técnica, el control y monitoreo de la temperatura es
crítica para el desarrollo del proceso de crecimiento del material, debido a que una
variación significativa de la temperatura programada, ocasiona razones de
evaporación diferentes a las deseadas. En el laboratorio de semiconductores
ternarios del CICATA-IPN, Altamira se cuenta con esta técnica de crecimiento, en la
cual el control se realizaba de forma manual, variando la perilla de las fuentes de
corriente, y el registro del comportamiento de la temperatura, se efectuaba a través
de lectores de termopares digitales, con la dificultad de manipular durante un proceso
de evaporación 3 fuentes de corriente al mismo tiempo. En este trabajo se presenta
la automatización, mediante instrumentación virtual, de la técnica de crecimiento
CSVT-FE. El programa de cómputo desarrollado, permite monitorear y controlar la
temperatura de tres bloques construidos a base de grafito, haciendo variar la
corriente que es suministrada a los bloques utilizando tres fuentes programables. Así
mismo, permite ir almacenando en un archivo de texto el comportamiento de la
temperatura del proceso para su posterior análisis.

II
JUSTIFICACIÓN
Es del interés de investigadores del grupo de Materiales y dispositivos opto
electrónicos del CICATA-IPN Altamira, y en general de todo grupo de investigación,
la Automatización de sus laboratorios. Para este grupo de investigadores su interés
primordial es implementar diversos métodos controlados para el depósito de
películas delgadas de materiales semiconductores. Para ello requieren el control y
monitoreo de diversos fenómenos físicos y químicos llevados a cabo en los
experimentos.

III
OBJETIVO GENERAL Y ESPECÍFICO
OBJETIVO GENERAL
Desarrollar un sistema de monitoreo y control térmico para el proceso de
crecimiento de películas delgadas de materiales semiconductores por la técnica
CSVT-FE.
OBJETIVOS ESPECÍFICOS
• Instalación del Hardware.
• Desarrollo de un programa de cómputo, para monitoreo y control
de temperatura utilizando Instrumentación virtual.
• Implementar el algoritmo de control adecuado para el sistema de
calentamiento.
• Sintonizar el controlador.

IV
CARACTERIZACIÓN DEL ÁREA EN QUE SE PARTICIPÓ
En el Laboratorio de Semiconductores Ternarios del área de Materiales Opto
electrónicos del Centro de Investigación en Ciencia Aplicada y Tecnología Avanzada
(CICATA), del Instituto Politécnico Nacional (IPN), de Altamira, Tamaulipas es donde
se llevó acabo este proyecto. En este laboratorio se elaboran películas delgadas de
materiales semiconductores, mediante técnicas como CSVT (close space vapor
transport), serigrafía (screen printing) y reacción en estado sólido, todas ellas con
posibles aplicaciones en la elaboración de celdas solares y sensores.

V
ALCANCES Y LIMITACIONES
Se realizó la instalación de todo el sistema para efectuar el monitoreo de la
temperatura y el calentamiento de los bloques de grafito, así como la automatización
de este, mediante un programa de cómputo desarrollado utilizando el lenguaje de
programación Labview. Este programa realiza el control térmico, despliega las
gráficas del comportamiento del proceso y permite el almacenamiento digital de éste.
Dicho programa cuenta con un algoritmo de control P.I.D., con el cual se realiza el
control. Se pueden programar funciones de comportamiento para la temperatura
(escalón, rampa, isoterma), a intervalos de tiempo definidos para tres bloques de
grafito. Esto permite que los procesos de calentamiento puedan ser repetibles. Los
datos del proceso pueden ser almacenados en archivos de texto para posteriormente
ser analizados.
El programa cuenta con una sintonización predeterminada óptima, que se
realizo manualmente del subprograma de control y permite modificar los parámetros
de sintonización de este, pero carece de una auto sintonización. Si algún elemento
del sistema es cambiado, hay que sintonizar de nuevo el controlador.

VI
Símbolos
][ke Error de la señal muestreada
][kei Sumatoria del error de la señal muestreada.
]1[ −kei Sumatoria del error de la señal muestreada hasta el periodo anterior
][ked Error diferencial de la señal muestreada.
G Función de transferencia o ganancia del sistema
)(sGc Función de transferencia de laso cerrado (closed)
)(sGo Función de transferencia de lazo abierto (opened)
dK Ganancia diferencial
iK Ganancia integral
pK Ganancia proporcional
I Corriente
m Pendiente de la función
)(sIθ Entrada, valor de referencia
)(soθ Salida, variable controlada
Aθ Salida de la suma de dos o más acciones de control
dθ Salida del controlador diferencial
iθ Salida del controlador integral
pθ Salida del controlador proporcional
it Tiempo inicial de sincronización de la función a programar.
rt Tiempo real que ha trascurrido del proceso.

VII
dT Temperatura deseada instantánea que va a ser entregada al programa de control.
iT Temperatura inicial de la función a programar.
V Voltaje

1
Capítulo 1
Fundamentos Teóricos
En el presente capítulo, se describen los recursos y bases teóricas necesarias
para llevar acabo este proyecto.
1.1 Instrumentación Virtual.
El concepto de instrumentación virtual, nace a partir del uso del computador
personal (PC), como "instrumento" de medición de tales señales como temperatura,
presión, caudal, etc. [1].
Es decir, el PC comienza a ser utilizado para realizar mediciones de
fenómenos físicos representados en señales de corriente (Ej. 4 a 20 mA) y/o voltaje
(Ej. (0 a 5 Vdc). Sin embargo, el concepto de "instrumentación virtual" va más allá de
la simple medición de corriente o voltaje, sino que también involucra el
procesamiento, análisis, almacenamiento, distribución y despliegue de los datos e
información relacionados con la medición de una o varias señales específicas. Es
decir, el instrumento virtual no se conforma con la adquisición de la señal, sino que
también involucra la interfaz hombre-máquina, las funciones de análisis y
procesamiento de señales, las rutinas de almacenamiento de datos y la
comunicación con otros equipos.
El instrumento virtual es definido entonces como una capa de software y
hardware, que se le agrega a un PC en tal forma que permite a los usuarios
interactuar con la computadora, como si estuviesen utilizando su propio instrumento
electrónico hecho a la medida.

2
1.2 ¿Cómo construir un instrumento virtual?
Para construir un instrumento virtual, sólo requerimos de un PC, una tarjeta de
adquisición de datos con acondicionamiento de señales (PCMCIA, ISA, XT, PCI, etc.)
y el software apropiado, los tres elementos clave en la conformación de un
instrumento virtual, teniendo un chasis de acondicionamiento de señales como
elemento opcional [1].
Decimos que el "acondicionamiento de señales" es opcional, porque
dependiendo de cada señal y/o aplicación, se puede o no requerir amplificación,
atenuación, filtraje, aislamiento, etc. de cada señal. Si la señal está en el rango de los
+/- 5Vdc y no se requiere de aislamiento o filtraje, la misma puede ser conectada
directamente a la tarjeta de adquisición de datos.
En el instrumento virtual, el software es la clave del sistema, a diferencia del
instrumento tradicional, donde la clave es el hardware. Con el sistema indicado
anteriormente, podríamos construir un osciloscopio "personalizado", con la interfaz
gráfica que uno desee, agregándole inclusive más funcionalidad. Sin embargo, este
mismo sistema puede también ser utilizado en la medición de temperatura, o en el
control de arranque/parada de una bomba centrífuga. Es allí donde radica uno de los
principales beneficios del instrumento virtual, su flexibilidad. Este instrumento virtual
no sólo me permite visualizar la onda, sino que a la vez me permite graficar su
espectro de potencia en forma simultánea. ¿Podría hacer algo así con un
instrumento convencional de bajo costo?
La siguiente tabla (Tabla 1.1), nos indica algunas de las principales diferencias
entre el instrumento convencional o tradicional, y el instrumento virtual:

3
Instrumento Tradicional Instrumento Virtual
Definido por el fabricante. Definido por el usuario.
Funcionalidad específica con conectividad limitada. Funcionalidad ilimitada, orientado a aplicaciones,
conectividad amplia.
Hardware es la clave. Software es la clave
Arquitectura "cerrada" Arquitectura "abierta".
Lenta incorporación de nuevas tecnología. Rápida incorporación de nuevas tecnologías, gracias a la
plataforma PC.
Bajas economías de escala, alto costo de mantenimiento. Altas economías de escala, bajos costos de mantenimiento.
Alto costo/función. Bajo costo/función, variedad de funciones, reusable.
Tabla 1.1: Instrumentos Tradicionales vs. Virtuales.
1.3 Depósito de películas por la técnica CSVT
La técnica CSVT, es una de las técnicas de crecimiento de películas delgadas,
la cual hace tener un crecimiento epitaxial de ellas durante su desarrollo [2]. Este
proceso lo podemos definir en tres etapas: a) la transformación del material a partir
de la fase sólida a fase vapor, b) el transporte de material en forma de vapor a
través de una cámara o campana de control, c) la condensación del material en el
substrato para de este modo formar películas delgadas. El fenómeno de transporte
tiene tres puntos a observar: el incremento de temperatura que tengamos en
nuestros materiales, la transferencia entre la fuente y el substrato, la absorción de las
partículas en el substrato manteniendo una temperatura determinada, aparte una de
las características de esta técnica que podemos mencionar, es la cercanía que tiene
la fuente y el substrato de apenas unos cuantos milímetros de separación. La mayor
ventaja, es que el 90% del material transportado en fase vapor es depositado en el
substrato. En la figura 1.1 se muestra el procedimiento de las etapas.

4
Figura 1.1. LA TÉCNICA CSVT. a) La transformación de material a partir de la fuente
de fase sólida a fase vapor dentro del gas de control. b) El transporte del gas en
forma de vapor a través del gas de control. c) La condensación en el substrato del
material para formar la película delgada.
El método experimental más usual, en términos generales, es el siguiente: se
sella un medio que contiene el material fuente, y se hace un vacío previo. Luego, se
agrega una atmósfera (o flujo), de un gas inerte para controlar la presión [3]. Se
genera un gradiente térmico, generalmente por efecto Joule del calentamiento, de
dos placas de grafito que sirven como fuente de evaporación del material a sublimar,
y de calentamiento del sustrato, respectivamente, de manera que el material fuente
esté en un punto más caliente, a una temperatura (Tf), y la superficie de
condensación (substrato), a una temperatura (Ts), inferior a (Tf) como se aprecia en
la figura 1.1.

5
1.4 Controlador
El controlador es un elemento en el sistema en lazo cerrado, que tiene como
entrada la señal de error y produce una salida que se convierte en la entrada al
elemento correctivo [4].
La relación entre salida y la entrada del controlador con frecuencia se
denomina ley de control. Existen tres formas de dicha ley: proporcional, integral y
derivativo. En algunos sistemas es necesario mejorar el desempeño del controlador,
lo cual se logra al introducir en el sistema de control elementos adicionales
denominados compensadores. Esta operación en el desempeño se denomina
compensación.
1.4.1 Control proporcional.
La salida ( )tpθ del controlador es directamente proporcional a su entrada; la
entrada es la señal de error ( )te , la cual es una función del tiempo.
( ) ( )teKt pp =θ [1.1]
Donde pK es una constante llamada ganancia proporcional. La salida del
controlador depende solo de la magnitud del error en el instante en el que se
considera. La función de transferencia )(sGc para el controlador es, por lo tanto
pc KsG =)( [1.2]
El controlador es, en efecto, sólo un amplificador con una ganancia constante.
En cierto tiempo, un error grande produce una salida grande del controlador. La
ganancia constante, sin embargo, tiende a existir sólo sobre cierto rango de errores

6
que se conoce como banda proporcional (Figura 1.2). Esto es provisto por el
controlador si opera dentro de su banda proporcional.
Figura 1.2 Banda proporcional
Es común expresar la salida del controlador como un porcentaje de la posible
salida total de éste. De este modo, un 100 % de cambio en la salida del controlador
corresponde a un cambio en el error desde un extremo a otro de la banda
proporcional. Así
alproporcionBanda
K p100
= [1.3]
Debido a que la salida es proporcional a la entrada, si la entrada al controlador
es un error en la forma de un escalón, y es exactamente una versión a escala de la
entrada (figura 1.3). Esto es provisto por el controlador si opera dentro de su banda
proporcional.

7
Figura 1.3 Salida de un controlador proporcional
El control proporcional es sencillo de aplicar, en esencia solo se requiere
alguna forma de amplificador. Éste podría ser un amplificador electrónico o un
amplificador mecánico en forma de palanca; el control proporcional es de la forma
que describe la figura 1.4. El resultado es una función de transferencia de lazo
abierto:
)()( sGKsG ppo = [1.4]
Donde )(sGp es la función de transferencia de la planta.
Figura 1.4 Control proporcional
La principal desventaja del sistema es que el controlador no introduce un
término s/1 o integrador en la trayectoria directa. Esto significa que si el sistema
Señal de error
pk )(sGp Planta
+ -
Controlador
Comparador
Señal de retroalimentación
Valor de referencia
)(sIθ
Entada Salida
Variable Controlada )(0 sθ
)(spθ ( )se

8
fuera de tipo 0 , entonces el controlador no cambiaría y seguiría siendo de tipo 0 con
los consecuentes errores en estado estable. El controlador no introduce nuevos
ceros o polos al sistema, sólo determina la ubicación de los polos en lazo cerrado.
Esto se debe a que la función de transferencia en lazo cerrado ( )sGc , es con el
controlador, y la retroalimentación unitaria es:
)(1
)()(
sGKsGK
sGpp
ppc +
=
Y, de esta manera, la ecuación característica ( )( )sGk pp+1 tiene los valores de
sus raíces afectados por pK .
1.4.2 Control Integral
Con el control integral la salida ( )tiθ del controlador es proporcional a la
integral de la señal de error ( )te con el tiempo, es decir,
( ) ( )∫=t
ii dtteKt0
θ [1.5]
Donde iK es la constante denominada ganancia integral. Ésta tiene unidades
de 1−s . La figura 1.5 se observa que pasa cuando el error tiene la forma de un
escalón. La integral entre 0 y t es de hecho, el área bajo la gráfica del error entre 0
y t . Así, debido a que después de que el error comienza, el área se incrementa en
una razón regular, la salida del controlador se debe incrementar en una razón
regular. La salida de cualquier tiempo es, entonces, proporcional a la acumulación de
los efectos de los errores pasados.

9
Figura 1.5 Salida de un controlador Integral
Al tomar la transformada de Laplace de la ecuación [1.5], da por resultado la
función de transferencia de lazo cerrado )(sGc , para el controlador integral es:
s
Kses
sG iic ==
)()(
)(θ
[1.6]
Así, para el sistema de la forma que se ilustra en la figura 1.6, el control integral da
una función de transferencia de la trayectoria directa de ( ) )(/ sGsK pi y, por lo tanto,
la función de transferencia en lazo abierto )(0 sG , es:
)()(0 sGs
KsG p
i ⎟⎠⎞
⎜⎝⎛= [7]
Figura 1.6 Control Integral
Señal de error s
Ki )(sGp
Planta
+ -
Controlador
Comparador
Señal de retroalimentación
Valor de referencia
)(sIθ
Entada Salida
Variable Controlada )(0 sθ
( )siθ ( )se

10
1.4.3 Control proporcional integral
La reducción en la estabilidad relativa, como resultado de usar el control
integral se puede resolver, como una extensión mediante el control proporcional
integral (figura 1.7). Para tal combinación la salida )(tAθ del controlador es:
( ) ( )∫+=t
ipA dtteKteKt0
)(θ [1.8]
Figura 1.7 Control proporcional Integral
La figura 1.8 ilustra el tipo de salida del controlador que se presenta en dicho
sistema cuando existe una entrada de error tipo escalón.
Figura 1.8 Salida de un controlador proporcional integral.
Señal de error
sKi
)(sGp Planta
+ -
Controlador ( )sGc
Comparador
Valor de referencia
)(sIθ
Señal de retroalimentación
Entada Salida pK
+ + Variable
Controlada )(0 sθ
)(sAθ
( )se

11
Al tomar la transformada de Laplace de la ecuación [1.8], se obtiene una
función de transferencia, ( ) ( )sesA /θ para el controlador PI de
s
KKsG i
pc +=)(
s
KsK ip +=
s
KK
sKp
ip
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+
=
( )ip KK / se denomina constante de tiempo integral, iτ . De esta manera
s
sKG i
p
c
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+
=τ1
[1.9]
En consecuencia, la función de transferencia de la trayectoria directa para el
sistema de la figura 1.7 es:
s
sGsKG
pi
p
o
)(1⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+
=τ
[1.10]
De esta manera, mediante el uso del control PI se adicionan un cero en
( )iτ/1− y un polo en 0 . El factor s/1 incrementa el tipo del sistema en 1 y elimina la
posibilidad de un error en estado estable para una entrada escalón. Debido a que
introducen un nuevo polo y un nuevo cero, la diferencia entre el número de polos n y

12
el número de ceros m permanece sin cambio. Así los ángulos de las asíntotas para
los lugares geométricos de las raíces no cambian.
.,3, etcéteramnmn
asíntotaslasdeÁngulos−−
±=ππ
Sin embargo, el punto de intersección de las asíntotas con el eje real se
mueve hacia el origen y, en consecuencia, se presenta cierta reducción de la
estabilidad relativa
Punto de intersecciónmn
cerosdesumapolosdesuma−−
=
Adicionar el polo 0 y el cero en ( )is τ/1−= da por resultado que el punto de
intersección cambia por ( ) ( )mni −+ //1 τ a la derecha y se hace más positivo y
cercano al origen. Sin embargo, la reducción en la estabilidad relativa no es tanto
como lo es en control integral solo.
La posición del cero que se introduce está determinada por la ganancia
integral, iK , es decir, ésta se determina mediante la constante de tiempo integral, iτ .
La ganancia proporcional, pK , determina las posiciones de los polos en lazo cerrado.

13
1.4.4 Control derivativo
Con la forma derivativa del controlador, la salida ( )tdθ del controlador es
proporcional a la razón de cambio con el tiempo del error ( )te , es decir:
( ) ( )tedtdKt dd =θ [1.11]
Donde dK es la ganancia derivativa y tiene unidades de s . La figura 1.9
muestra qué pasa cuando hay un error de entrada rampa. Con el control derivativo,
tan pronto como la señal de error inicia, puede haber una salida del controlador muy
grande, puesto que ésta es proporcional a la razón de cambio de la señal de error y
no a su valor. De este modo puede proporcionar una acción correctiva grande antes
de que se presente un error grande en realidad. Sin embargo si la acción es
constante no hay acción correctiva, aún si el error es grande. Así el control derivativo
es insensible a señales de error constantes o que varían con lentitud y, en
consecuencia, no se usa solo, sino combinado con otras formas del controlador.
Figura 1.9 Salida de un controlador derivativo.

14
Al tomar la transformada de Laplace de la ecuación [1.11] resulta, para el
control derivativo, una función de transferencia ( )sGc , de ( ) ( )sesd /θ
sKsG dc =)( [1.12]
Por lo tanto, para el sistema en lazo cerrado que muestra la figura 1.10, la
presencia del control derivativo produce una función de transferencia en lazo abierto
de:
)(1
)()(0 ssGK
ssGKsG
pd
pd
+= [1.13]
Figura 1.10 Control derivativo.
Si la planta es de tipo 1 o mayor, entonces la aplicación de la acción
derivativa es para cancelar una s en el denominador y así reducir el orden en 1. No
obstante, como antes se mencionó, la acción derivativa no se usa sola sino
exclusivamente en conjunto con otra forma de controlador. Cuando se usa esta
forma de control se logra que la respuesta sea más rápida.
Existen dificultades en la implantación de una ley de control derivativa, por lo
que en la práctica se tiene una aproximación mediante el uso de un compensador de
adelanto. Éste tiene una función de transferencia de la forma ( ) ( )pszsK ++ / , con
zp > .
Señal de error
sK d )(sGp Planta
+ -
Controlador ( )sdθ
Comparador
Señal de
Valor de referencia
)(sIθ
Entada Salida
Variable Controlada
( )se

15
1.4.5 Control proporcional derivativo.
Si el control derivativo se usa con el control proporcional (figura 1.11),
entonces la función de transferencia en lazo abierto se convierte en:
( ) )()( sGsKKsG pdpo +=
( )[ ] )(/1)( sGsKsG pddo += τ [1.1]
Figura 1.11 Controlador proporcional derivativo.
Donde dpd kk /=τ y se denomina constante de tiempo derivativa. Con esta
forma de control se ha introducido un cero en ds τ/1−= . Tampoco habrá cambios en
el tipo de sistema y, por lo tanto, en los errores en estado estable.
1.4.6 Control PID
El controlador proporcional integral derivativo (PID), mejor conocido como
controlador de tres términos, es un sistema de la forma que ilustra la figura 1.12 tiene
una salida )(tAθ , para una entrada de error ( )te , de
( ) ( ) ( ) ( )tedtdKdtteKteKt d
t
ipA ++= ∫0
θ [1.15]
Señal de error
sKd
)(sGp Planta
+ -
Controlador ( )sGc
Comparador
Valor de referencia
Señal de retroalimentación
Entada Salida pK
+ + Variable
Controlada )(0 sθ
( )sAθ
( )se

16
La función de transferencia, ( ) ( )sesA /θ , del controlador es, de esta manera
sKs
KKsG d
ipc ++=)( [1.16]
Figura 1.12 Controlador PID
Debido a que la constante de tiempo integral, iτ , es ip KK / y la constante de
tiempo derivativa dτ , es pd KK / , la ecuación [1.15] se puede escribir como:
⎟⎟⎠
⎞⎜⎜⎝
⎛++=
p
d
p
ipc K
sKsK
KKsG 1)(
⎟⎟⎠
⎞⎜⎜⎝
⎛++= s
sKsG d
ipc τ
τ11)( [1.17]
La función de transferencia en lazo abierto para el sistema de la figura 1.12 es
)(11)()()(0 sGss
KsGsGsG pdi
ppc ⎟⎟⎠
⎞⎜⎜⎝
⎛++== τ
τ
s
sGssKsG
i
pdiip
ττττ )()1(
)(2
0
++= [1.18]
Señal de error
sKi )(sGp
Planta
+ -
Comparador
Valor de referencia
)(sIθ
Señal de retroalimentación
Entada Salida
pK
+ + Variable
Controlada )(0 sθ sKd
+
Controlador ( )sGc
Proporcional
Integral
Derivativo
( )sAθ
( )se

17
De este modo, el controlador PID ha incrementado el número de ceros en 2 y
el número de polos en 1. En la ecuación anterior se supone que se ha empleado un
diferenciador ideal. En la práctica, se usa un compensador de adelanto.
1.5 Ajuste de las ganancias del controlador.
Para describir el proceso de selección de los mejores valores para el
controlador se usa el término sintonización. Existen varios métodos para lograrlo,
entre ellos los de Ziegler y Nichols [4]. Ambos métodos se basan en la
experimentación y análisis. El primer método se denomina método de la curva de
reacción del proceso. El procedimiento con este método consiste en abrir el lazo de
control, de modo que no se presenten acciones de control. En general, la ruptura del
lazo se hace entre el controlador y la unidad de corrección. Se aplica, entonces, una
señal de prueba a la unidad de corrección y se determina la respuesta de la variable
de proceso medida, es decir, la señal de error. La señal de prueba deberá ser tan
pequeña como sea posible. La figura 1.13 muestra la forma de la señal de prueba y
una respuesta típica. La gráfica de señal medida se grafica contra el tiempo y se
conoce como curva de reacción del proceso.

18
Figura 1.13 Curva de reacción del proceso
La señal de prueba, P , se expresa como el porcentaje de cambio en la unidad
de corrección. La variable medida se expresa como el porcentaje del rango a escala
completa. Para dar el máximo gradiente de la gráfica se traza una tangente. Para la
figura 1.13 el máximo gradiente R es TM / . El tiempo entre la aplicación de la señal
de prueba y cuando esta tangente intersecta el eje de tiempo de la gráfica se
denomina atraso L . La tabla 1.2 proporciona los criterios recomendados por Ziegler
y Nichols para los valores del controlador con base en los valores de P , R y L .
Modo de control pK iK dK
Proporcional solamente RLP /
Proporcional + integral RLP /9.0 L33.3/1
Proporcional + integral + derivativo RLP /2.1 L2/1 L5.0
Tabla 1.2 Criterios de Ziegler y Nichols para la curva de reacción del proceso.

19
El otro método se conoce como el método de la última ganancia. Primero, las
acciones integral y derivativa se reducen a sus valores mínimos. La constante
proporcional, pK , se fija en un valor bajo y, entonces, se incrementa en forma
gradual. Esto es lo mismo que decir que la banda proporcional se hace más angosta
de manera gradual. Mientras esto sucede, al sistema se le aplican pequeñas
perturbaciones. El proceso continua hasta que se presentan oscilaciones. Se anota
el valor crítico de la constante proporcional, pcK , en la que se presentan
oscilaciones, así como el tiempo, cT , de éstas. La tabla 1.3 muestra los criterios de
Ziegler y Nichols sobre como se relacionan los valores de pcK y cT para establecer
los valores del controlador. La banda proporcional crítica es pcK/100 .
Modo de control pK iK dK
Proporcional solamente K5.0
Proporcional + integral pcK45.0 cT/2.1
Proporcional + integral + derivativo pcK6.0 cT/0.2 8/cT
Tabla 1.3 Criterios de Ziegler y Nichols para la última ganancia.

20
Capítulo 2
Arreglo experimental
En este capítulo se describen las partes que componen el sistema de control.
2.1 Interfaz GPIB.
Las tarjetas de interfaz son controladores GPIB, que gobiernan el flujo de
información en el bus [5]. Esto se logra mandando comandos a los instrumentos para
que hablen, escuchen o respondan a pedidos de servicio de los dispositivos. Puede
haber más de un controlador GPIB en un bus, pero solo uno puede tener el control a
la vez. Un controlador GPIB puede pasar el control del bus de sí mismo a otro
controlador en el bus, pero solo un controlador puede tener el control de bus. Este
tipo de controladores es conocido como Controlador-A-Cargo (Controller-In-Charge,
CIC o System Controller), y es responsable del manejo total de bus.
El IEEE-488 permite que 15 dispositivos inteligentes compartan un simple bus,
con el dispositivo más lento determinando la velocidad de transferencia. La máxima
velocidad de transmisión está sobre 1 Mbps.
Las 16 líneas que componen el bus están agrupadas en tres grupos de
acuerdo con sus funciones: bus de datos, bus de control de transferencia de datos y
bus general. Algunas de ellas tienen retornos de corriente común y otras tienen un
retorno propio, lo que provoca un aumento del número de líneas totales.

21
2.2 Fuente de poder programable de CD Xantrex 10-300.
La fuente cuenta con una interfaz GPIB (Bus Interfase de Propósito General)
la cual permite que la fuente pueda ser operada desde una computadora vía un cable
de comunicaciones IEEE-488 vea figura 2.1 [6].
Figura 2.1 Conexión de la interfase GPIB mediante el cable IEEE-488.
La interfaz GPIB permite una programación remota completa de la fuente de
poder, incluyendo el reporte del estado, preguntas de configuración, y generación de
interrupciones con condiciones de error diseñadas por el usuario. Ambas salidas de
voltaje y corriente son programadas directamente en voltaje o amperes con 14 bits
de resolución. Las instrucciones de programación son sencillas. La tarjeta de interfaz
viene estandarizada con varias características de protección como la protección
programable de sobrevoltaje, señales de carga aisladas, etc.

22
2.3 Sistema de Adquisición de Datos.
La adquisición de datos es el proceso que involucra la recopilación de
información de una forma automatizada a partir de fuentes de medición análogas y
digitales, como sensores y dispositivos bajo prueba [7]. La adquisición de datos
utiliza una combinación de medición de hardware y software basado en PC para
proporcionar un sistema de medición flexible y definido por el usuario.
Hay cinco componentes que se consideran al construir un sistema básico de
Adquisición de datos, vea la figura 2.2.
a) Transconductores y sensores
b) Señales
c) Acondicionadores de señal
d) Hardware de DAQ (Data acquisition)
e) Controlador y software de aplicación.
Figura 2.2. Sistema de Adquisición de Datos.

23
2.3.1 Hardware DAQ.
El hardware de DAQ actúa como el interfaz entre la computadora y el mundo
exterior. Funciona sobre todo como un dispositivo que convierta señales análogas
entrantes a digital, de modo que la computadora pueda interpretarlas [7].
2.3.2 Sistema de Acondicionamiento de Señal SCXI.
SCXI es una plataforma de alto desempeño de acondicionamiento y
conmutación de señales en multicanal, empleada como frente de acondicionamiento
para dispositivos e instrumentos DAQ enchufables [8]. Un sistema SCXI consiste de
un chasis o varios que pueden alojar una variedad de módulos de acondicionamiento
de señal para todos sus requerimientos de entradas y salidas, vea la figura 2.3. Los
módulos de entrada analógica acoplan su sistema a una variedad de transductores y
señales que mejoran la calidad y confiabilidad de sus mediciones con alto
desempeño, acondicionamiento de señal con bajo ruido, tales como amplificación,
aislamiento, multiplexión, filtrado, excitación de transductores, muestreo y
sostenimiento simultáneo y conmutación.
Las señales son conectadas a los módulos mediante bloques terminales
removibles con terminales de tornillos, conectores BNC o plugs de termopar.
SCXI es también un sistema de conmutación ideal front-end para instrumentos a bajo
costo, con plataforma compacta donde usted puede instalar módulos de conmutación
de alta densidad o alto poder para manipular enrutamientos de señales y control de
dispositivos externos. El chasis compacto SCXI de enfriamiento por aire viene en
tamaños de 4 y 12 ranuras. Fuera de suministrar seguridad de alojamiento a bajo
ruido para módulos, el chasis incluye el SCXl bus, el cual es el conducto de

24
comunicación entre módulos. NI (National Instruments) también ofrece combinación
de módulos SCXI y PXI.
Figura 2.3. Sistema de acondicionamiento de señal SCXI. En la figura se muestra: 1.
Un cable para conectar el chasis a una tarjeta Ni DAQ instalada en la computadora,
2. Tornillos de apriete manual, 3. Módulo SCXI-1112, 4. Chasis SCXI.
2.3.2.1 Descripción del módulo SCXI 1112.
Este módulo amplifica y filtra señales del termopar [9]. El SCXI-1112 vea la
figura 2.4, tiene ocho canales diferenciados de la entrada análoga y ocho canales del
sensor de la unión fría. En cada canal, el SCXI-1112 tiene un filtro pasabajos con una
frecuencia de corte de 2 hertzios para rechazar 60 hertzios de ruido. Cada canal
también tiene un amplificador con un aumento fijo de 100.

25
Figura 2.4. Vista frontal del modulo SCXI 1112.
El modulo SCXI-1112 es un módulo de 8 canales diseñado para medir
temperaturas utilizando termopares. Cada uno de los 8 canales incluye un circuito de
protección a 42 V, un filtro de ruido pasabajos de 2 Hz y una ganancia ajustada de
100. El SCXI -1112 funciona solo en modo multiplexado.
En la tabla 2.1 se muestra la precisión con los distintos tipos de termopares.
Tabla 2.1 Precisión de la medición con el módulo de termopares SCXI 1112
Tipo de termopar
°C de la temperatura de la medida
-100 0 50
500 1000
1300 1700
J ±0.9 ±0.7 0.7
±0.7 0.9
------- -------
K ±0.9 ±0.7 0.7
±0.7 1.0
±1.2 -------
N ±1.1 ±0.8 0.7
±0.7 1.0
------- -------
E ±0.9 ±0.7 0.7
±0.7 ------
------- -------
T ±1.0 ±0.7 0.8
±0.8 (400°C) ------
------- -------

26
2.4 Termopar.
Es un circuito formado por dos hilos de metales diferentes o aleaciones de
metales diferentes, y si una de las uniones se mantiene a una temperatura superior
que la otra, surge una diferencia de tensión que hace fluir una corriente eléctrica
entre las uniones caliente y fría [10]. Este fenómeno fue observado por primera vez
en 1921 por el físico alemán Thomas Seebeck y se conoce como efecto Seebeck
2.4.1Tipos de termopares
a) Termopares Básicos: Los metales y aleaciones utilizadas son de bajo costo
y son los más utilizados industrialmente, dado que las aplicaciones admiten un
margen de error alto.
b) Termopares nobles: Son aquellos que utilizan platino en su composición. Por
supuesto, su costo es elevado y exigen instrumentos de alta sensibilidad.
Debido a su baja potencia termoeléctrica presentan altas precisiones.
c) Termopares especiales: A lo largo de los años, se han desarrollado
diferentes tipos de termopares con alguna característica útil para alguna
aplicación en particular.
En la tabla 2.2 se muestran los tipos de termopares y su clasificación.
Tipo de Termopar
Materiales empleados F.E.M. Rango de utilización
Termopares básicos
T Cobre y constantan –5,603 hasta +19,027 mV
-200°C hasta 370°C
J Hierro al 99.5% y constantan. –1,960 hasta +42,922 mV
-40°C hasta 760°C
E Chromel = Níquel (90%) y Cromo
(10%)
Constantan = Cobre (58%) y
–8,824 a +66,473 mV
-200°C hasta 870°C

27
Níquel (42%)
K Chromel = Níquel (90%) y Cromo
(10%)
Alumel = Níquel (95,4%),
Manganeso (1,8%), Silicio (1,6%)
y Aluminio (1,2%)
–5,891 a +50,99 mV
–200ºC hasta +1260ºC
Termopares nobles
S Platino (90%) y Rhodio (10%)
Platino (100%)
0 a 16,771 mV.
0 ºC a los +1600 ºC
R Platino (87%) y Rhodio (13%)
Platino (100%)
0 a 18,842 mV.
0 ºC a los +1600 ºC
B
Platino (70%) y Rhodio (30%)
Platino (94%) y Rhodio (6%)
600 ºC a los +1700 ºC
1,791 a 12,426 mV.
Termopares especiales
Tungsteno – Rhenio termopar que puede ser
utilizado en
forma continua hasta
2300 ºC y por periodos
cortos hasta
2750 ºC
Iridio – Rhodio/Iridio Utilizados por periodos
limitados hasta
2000ºC
Oro –Hierro/Chromel
Utilizados en
temperaturas criogénicas
Tabla 2.2 Clasificación de los termopares

28
2.5 Sistema de vacío.
El proceso de crecimiento de películas delgadas se realiza en un equipo de
evaporación que consiste en una cámara de vacío, conformada por una base de
acero inoxidable, la cual es sellada a través de una campana de vidrio; que están
conectadas por dos válvulas, por las cuales se realiza el vacío [2]. Esto se realiza a
través una bomba mecánica y una bomba turbo molecular, con las que se pueden
alcanzar presiones de trabajo de hasta 5x10-5 Torr. Las lecturas de la presión son
tomadas a través de sensores de vacío. En la figura 2.5 se muestra el esquema del
sistema de vacío.
Figura 2.5. Sistema de vacío.

29
2.6 Sistema de calentamiento
El sistema está integrado por una computara con una tarjeta interfaz PCI GPIB
instalada, por medio de la cual se establece una comunicación con las fuentes
programables a través de un cable IEEE-488. Las fuentes de corriente están
conectadas a cada bloque de grafito por medio de un cable de cobre de calibre #2.
La función es suministrar una corriente a cada bloque de grafito y provocar su
calentamiento por efecto Joule el cual nos dice que, si en un conductor circula
electricidad, parte de la energía cinética de los electrones se transforma en calor
debido al choque que sufren los electrones con las moléculas del conductor por el
que circulan elevando la temperatura del mismo; este efecto es conocido como
efecto Joule en honor a su descubridor el físico británico James Prescott Joule [14].
Figura 2.6 Sistema de calentamiento.
30
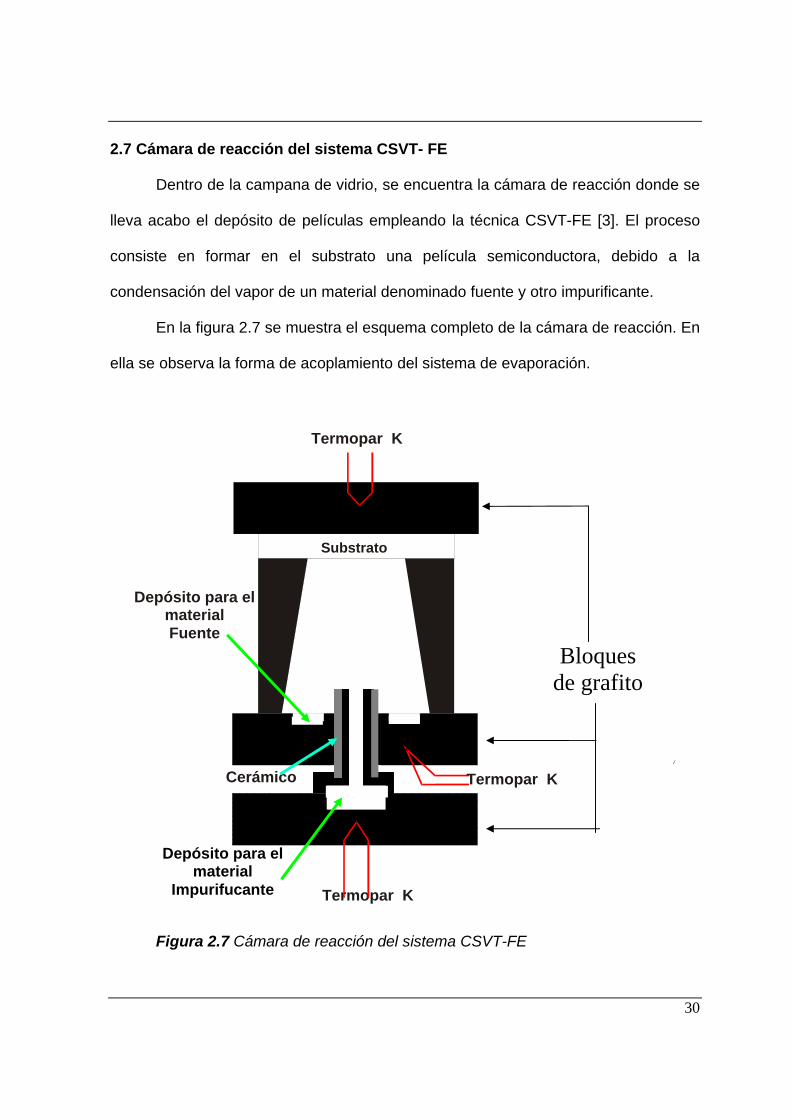
2.7 Cámara de reacción del sistema CSVT- FE
Dentro de la campana de vidrio, se encuentra la cámara de reacción donde se
lleva acabo el depósito de películas empleando la técnica CSVT-FE [3]. El proceso
consiste en formar en el substrato una película semiconductora, debido a la
condensación del vapor de un material denominado fuente y otro impurificante.
En la figura 2.7 se muestra el esquema completo de la cámara de reacción. En
ella se observa la forma de acoplamiento del sistema de evaporación.
Figura 2.7 Cámara de reacción del sistema CSVT-FE
Termopar K
Substrato
Cerámico
Bloques de grafito
Termopar K
Termopar K
Depósito para el material Fuente
Depósito para el material
Impurifucante

31
2.8 Sistema de sujeción del termopar
Los termopares se sujetan al bloque de grafito por medio de un sistema de
sujeción de termopar, el cual se encarga de mantenerlo unido con el bloque de
grafito, esto se realiza para evitar que con el calentamiento el termopar tenga una
separación y arroje una lectura errónea. Este sistema puede observarse en la figura
2.8.
Figura 2.8 Sistema de sujeción del termopar.
2.9 Interconexión del sistema de crecimiento de películas semiconductoras.
En la figura 2.9 se muestra el diagrama esquemático de la interconexión del
sistema de crecimiento de películas semiconductoras, el cual consiste en la
integración de los sistemas de adquisición de datos y de calentamiento, a la cámara
de reacción del sistema CSVT-FE, en la figura 2.10 podemos observar una imagen
frontal que le fue tomada a el equipo.

32
Figura 2.9 Diagrama esquemático de la interconexión del Sistema de crecimiento de
películas semiconductoras.
Figura 2.10. Vista frontal del equipo.

33
Capítulo 3
Desarrollo del software de control
La automatización, además de monitorear y controlar la temperatura consiste
en que el programa varíe automáticamente la temperatura deseada y después se la
entregue al programa de control, para que este último realice los cálculos necesarios
de la corriente que se va a programar en cada una de las fuentes.
En la figura 3.1 se observa un diagrama de bloques del software realizado,
similar al código de programación de labview. Cada bloque, representa una función o
subrutina que se ejecuta de izquierda a derecha. Los ciclos se representan con
recuadros que encierran a un determinado número de bloques y son encargados de
ejecutar las subrutinas un cierto número de veces (ciclos for) o mientras alguna
condición no se cumpla (ciclos while). El software se divide en dos subrutinas
principales: en la primera, el usuario diseña el proceso de calentamiento, y la
segunda, la computadora se encarga de llevarlo a cabo.
Figura 3.1 Diagrama de bloques del software
En el diagrama de bloques de la figura 3.2, se muestra como está constituida la
subrutina de la programación del proceso. El usuario cuenta con tres grupos de
controles que se muestran en el panel frontal del programa para poder programar
Programación del proceso
Ejecución del proceso
Arreglo
Salir del programa Detener Ciclo

34
una función de temperatura en el proceso, una vez que se ha seleccionado una
temperatura su función y la duración, se genera información que posteriormente va a
ser almacenada en un arreglo añadiendo una fila con las funciones a desarrollar en
el proceso. Este arreglo es mostrado en pantalla en forma de una tabla. Mientras el
usuario decide que función programar, la computadora está continuamente
verificando que instrumentos están conectados, funcionando adecuadamente,
midiendo la temperatura del proceso y actualizando sus respectivos indicadores. Una
vez que el usuario, terminó de diseñar el proceso, es necesario que presione el botón
iniciar en el panel principal del programa, para que la computadora lo lleve a cabo, o
en su defecto se salga del programa oprimiendo del botón de salir.
Figura 3.2 Diagrama de bloques de la subrutina “programación del proceso”.
En el diagrama de bloques de la figura 3.3, se muestra como está constituida
la subrutina de la ejecución del proceso. Debido a que varios subprogramas
intercambian información entre ellos, se decidió representar con un cable a un grupo
de datos, una flecha que está hacia del grupo hacia un bloque, significa que la
subrutina lee datos del grupo, si ésta esta del bloque hacia el grupo representa que
agrega datos, una que esté en ambos sentidos, primero lee y luego anexa.
Programación de la función de temperatura
Almacenamiento en un arreglo de las funciones a desarrollar en el
proceso
Medición de temperatura
Verificación de
instrumentos funcionando
Botones de control del proceso
Indicadores
Controles: Temperatura
Función Duración
Arreglo
Entrada
Iniciar
Salir
Detener Ciclo

35
El funcionamiento se describe a continuación: El reloj es programado con la
duración en segundos del proceso, tiene la responsabilidad de sincronizar todas las
subrutinas y de terminar el proceso. Durante la ejecución del proceso, primero se
genera una temperatura deseada para el instante de tiempo que el reloj indica y se
anexa al grupo de datos, después la computadora toma una muestra de la
temperatura real del proceso con el sistema de medición o de adquisición de datos y
se agrega al mismo grupo. La subrutina de control digital lee y compara la muestra
temperatura de la temperatura real con la deseada, determina el error y los valores
de corriente que deberán ser programados en las fuentes para eliminarlo. La
computadora procede a revisar, si el botón detener proceso el ha sido presionado
por el usuario, de ser así, programa 0 amperes en cada una de las fuentes mediante
la interfaz GPIB, detiene el almacenamiento digital de datos, y termina el proceso; si
el botón no ha sido presionado, la computadora manda a programar cada una de las
fuentes con la corriente que el control digital dejo en el grupo de datos. Varios
elementos del grupo de datos son mostrados en pantalla con indicadores digitales
que muestran el valor instantáneo o gráficos, en donde se describe la historia de las
magnitudes que estos han tenido durante el proceso. Varios elementos del grupo de
datos son almacenados en un archivo de texto. Cada nueva lectura efectuada, creará
una nueva fila en el archivo de texto. Estos archivos pueden ser abiertos por
aplicaciones que manejen hojas de calculó, para su posterior análisis.

36
Figura 3.3 Diagrama de bloques del la subrutina “ejecución del proceso”.
A continuación se describe con mayor detalle cada uno de los bloques que
conforman el proceso.
3.1.1 Verificación de instrumentos funcionando.
Una forma de saber si los instrumentos funcionan correctamente, es verificar
el código de error que devuelven, si este es diferente de cero, indica que es posible
que este apagado o que no este funcionando correctamente [11].
Para el caso del módulo lector de termopares SCXI-1112, se puede saber que
termopar no está conectado, ya que entrega una lectura muy alta de temperatura
fuera del rango de medición de los termopares.
3.1.2 Medición de temperatura.
Este subprograma es el encargado de muestrear la temperatura de cada uno
de los bloques de grafito. Las mediciones son entregadas a una variable local y
posteriormente un indicador muestra el contenido de esta variable [12].
3.1.3 Programación de una función de temperatura para el proceso.
El programa consta de tres grupos de controles, para poder programar una
función en el proceso, así como un indicador de las funciones que están siendo
programadas.
Programación de Fuentes de corriente
Control Digital
Almacenamiento digital de datos
Generador de la temperatura
deseada.
Reloj
Entrada
Arreglo con funciones a desarrollar en el proceso
Indicadores Medición de temperatura
Botones de control del proceso
Detener Ciclo
Grupo de datos
Tiempo terminado Si=1 No =0
Botón: Detener
Cerrar Archivo
Botón: Salir
Programar 0 A.

37
a) Campo de duración de la función: Consiste en 3 campos, véase figura 3.4
los cuales sirven para programar la horas, minutos y segundos que va a durar
la función
Figura 3.4 Campos de duración de la función.
b) Campo de selección de temperatura. Es un recuadro para cada uno de los 3
bloques de grafito, en los cuales se introduce la temperatura que se desea
tener al terminar dicha función. Vea la figura 3.5.
Figura 3.5 Campos de selección de temperatura.
c) Botones de selección de función. Se utilizan para anexar una función al
proceso (rampa, escalón, isoterma), o para borrar alguna función del proceso.
Vea la figura 3.6.
Figura 3.6. Campos de selección de función de temperatura.

38
3.1.4 Indicador de duración del proceso
Muestra el tiempo que va a durar el proceso vea la figura 3.7.
Figura 3.7 Indicador de duración del proceso.
3.1.5 Creación de una tabla con la información de las funciones a desarrollar en
el proceso.
El programa almacena en un arreglo, la información de cada función fijada. Al
momento de fijar una nueva función, se anexa una fila más en el arreglo. Véase la
figura 3.8.
Figura 3.8 Adhesión de una fila al arreglo.
El nuevo arreglo está conformado por el contenido del arreglo anterior y el de la fila
de la función programada. Cada nueva fila anexada se agrega antes de la última fila,
ya que esta tiene un valor predefinido de enfriamiento.

39
En la tabla 3.1 se muestra la parte del contenido del arreglo, que es mostrado
al usuario en donde it es el tiempo en que la función inicia, ft es el tiempo en que
termina, iT es la temperatura que se espera tener al inicio de la función, fT es la
temperatura que se espera obtener al final de la función, a , b y c son los bloques de
grafitos.
Tabla 3.1 Contenido del arreglo que almacena la información.
A continuación se define la información que es almacenada en cada una de
las columnas:
a) Función: Define el tipo de función que ha sido programada. Esta puede ser
un escalón, rampa o isoterma.
b) Duración: Es el tiempo que se mantiene dicha función en formato de H, M, S.
c) Tiempo inicial ( )it y tiempo final ( )ft . Forman el intervalo en el tiempo para
el cual la función es válida. El tiempo Inicial de la siguiente función, es el
tiempo final de la última función fijada.
d) Temperatura inicial ( )iT y temperatura final ( )fT . Son las temperaturas que
se esperan tener al principio y al final de la función en los bloques de grafito.
Existen tres columnas más, en las cuales se almacena la pendiente de cada
función de temperatura que ha sido programada en cada bloque de grafito, las cuales
no son visibles para el usuario, pero son de gran utilidad para el programa que va a
estar generando la temperatura deseada durante el proceso.
Función Duración it (s) ft (s) aTi aTf bTi bTf cTi cTf
Escalón 0:1:0 0 60 40 40 40 40 40 40 Enfriamiento
40
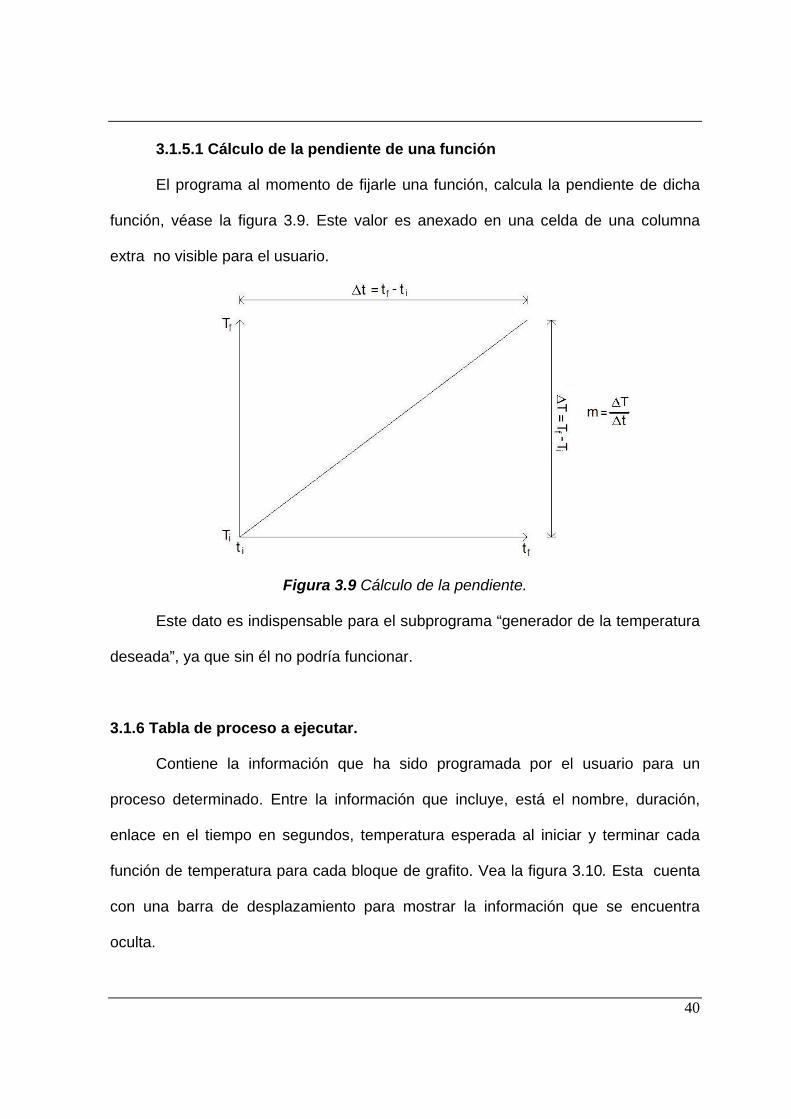
3.1.5.1 Cálculo de la pendiente de una función
El programa al momento de fijarle una función, calcula la pendiente de dicha
función, véase la figura 3.9. Este valor es anexado en una celda de una columna
extra no visible para el usuario.
Figura 3.9 Cálculo de la pendiente.
Este dato es indispensable para el subprograma “generador de la temperatura
deseada”, ya que sin él no podría funcionar.
3.1.6 Tabla de proceso a ejecutar.
Contiene la información que ha sido programada por el usuario para un
proceso determinado. Entre la información que incluye, está el nombre, duración,
enlace en el tiempo en segundos, temperatura esperada al iniciar y terminar cada
función de temperatura para cada bloque de grafito. Vea la figura 3.10. Esta cuenta
con una barra de desplazamiento para mostrar la información que se encuentra
oculta.

41
Figura 3.10 Tabla de proceso a ejecutar
3.1.7 Botones de control del proceso.
Son 3 botones dos de los cuales sirven para iniciar y detener el proceso y uno
para terminar o salir del programa.
Figura 3.11 Botones de control del proceso.
3.1.8 Reloj.
El reloj es programado con la duración en segundos del proceso, tiene la
responsabilidad de sincronizar algunas de las subrutinas y de detener el proceso.
Cuenta con un indicador que muestra el tiempo que ha transcurrido desde que éste
inició. Se detiene una vez que el proceso ha terminado.
Figura 3.12 Reloj.

42
3.1.9 Generador de temperatura deseada ( )dT .
Este subprograma es el encargado de ir interpretando las funciones
programadas, sincronizarlas con el tiempo real y entregar un valor de magnitud
escalar de temperatura al subprograma de control.
Durante el proceso, el programa generador de la temperatura deseada va
comparando si el tiempo transcurrido ( )rt , del proceso, está dentro del rango de
duración de la función y si no lo está, se pasa a la siguiente función, hasta que
encuentre una en la que el tiempo esté dentro del rango. Si llega a la penúltima fila y
no encuentra alguna, el programa da por terminado el proceso. Véase la figura 3.13.
Figura 3.13 Diagrama de flujo del funcionamiento del generador de la temperatura deseada.
Fin
Apuntador seleccionando la fila n
tr ≤ tf Apuntar la fila n+1
T∆+= id T T
Contar el número de filas que contiene el programa #F
n+1 > #F
Detener el proceso
Inicio
Si Si
No
No

43
Una vez que el apuntador selecciona una fila, en donde el tiempo transcurrido
del proceso se encuentre dentro del rango válido de la función en dicha fila, el
subprograma procede a realizar los siguientes cálculos.
( )( )[ ] TTmttTT iirid ∆+=−+=
Donde:
dT = Temperatura deseada instantánea que va a ser entregada al programa de
control.
iT = Temperatura inicial de la función a programar.
rt = Tiempo real que ha trascurrido del proceso.
it = Tiempo inicial de sincronización de la función a programar.
m = Pendiente de la función
En la figura 3.14 se muestran los cálculos que el subprograma “generador de
la temperatura deseada”, realiza continuamente durante el proceso para entregarle al
subprograma de control una nueva temperatura a obtener.
Figura 3.14 Cálculos para la obtención de la temperatura deseada.

44
3.1.10 Programación de corriente en las fuentes.
Al ejecutarse esta subrutina por primera vez y cada que ocurre un conflicto en
la comunicación con la fuente o ésta devuelve un código de error, manda reiniciar a
cada fuente y después las configura para que pueda entregar los 10 volts a su salida,
las siguientes ocasiones solo las programa con la corriente calculada por el
subprograma de control. Después de enviarle una secuencia de comandos a la
fuente, la subrutina termina preguntando si la bandera de error en el estado
acumulador o en el registro de error de la fuente ha sido activada, con una solicitud
ERR?, la cual devuelve un número de error que corresponde a un evento y
posteriormente borra el bit de error en el registro, esto es indispensable ya que una
vez que ocurre un error, la fuente ignora todas las demás instrucciones, no así las de
consulta.
3.1.11 Graficación.
Las gráficas son necesarias, ya que en ellas se puede saber el
comportamiento de alguna variable en el tiempo. Para graficar varias señales es
necesario crear dos arreglos uno para el eje de las “x”, otro para el eje de las “y” con
la misma cantidad de elementos y configurar el convertidor de arreglos a datos
dinámicos que se crea entre el arreglo y el constructor de gráficos XY, para que cada
elemento sea un nuevo canal a graficar. En los incisos a y b, podemos observar las
gráficas que son desplegadas en pantalla durante la ejecución del proceso.
a) Gráfica del comportamiento del proceso
Muestra la historia de las temperaturas registradas en cada bloque de grafito
durante el proceso. Vea la figura 3.15. Esta gráfica posee un indicador numérico para

45
cada señal, en donde se registra la última temperatura leída por los sensores ( )rT ,
así como la temperatura deseada ( )dT .
Figura 3.15 Gráfica del comportamiento del proceso.
b) Gráfica de las corrientes programadas en las fuentes.
Muestra la historia de las corrientes que han sido programadas durante el
proceso.
En la figura 3.16 se muestra la gráfica de corrientes programadas, con su
respectivo indicador digital de la última corriente que ha sido fijada para cada una de
las fuentes programables; esto es de gran utilidad, ya que sirve para saber si las
fuentes estuvieron funcionando adecuadamente durante el proceso. Esta función se
decidió implementar, ya que en ocasiones se tenía problemas de comunicación con
las fuentes debido a falsos en los cables de conexión o en la tarjeta interfaz GPIB
instalada en la computadora.

46
Figura 3.16 Gráfica de corrientes programadas.
3.1.12 Almacenamiento digital de datos.
Elementos del grupo de datos como la temperatura, la corriente, etc, pueden ser
almacenados en un archivo, dependiendo de las opciones que el usuario seleccione
(Vea figura 3.17). Cada elemento se almacena en una columna e incrementa sus
filas con las lecturas efectuadas en cada ciclo. Los archivos se almacena en formato
ASCII, lo que permite que puedan ser abiertos para su posterior análisis por
aplicaciones que manejen hojas de calculó.
Figura 3.17 Opciones para grabar

47
3.2 Implementación del algoritmo de control
El esquema de control PID analógico ha sido usado de manera exitosa en
muchos sistemas de control industrial por más de medio siglo. El principio básico del
esquema del control PID, es que actúa sobre la variable a ser manipulada, a través
de una apropiada combinación de las tres acciones de control: la acción de control
proporcional, la acción de control integral y la acción de control derivativa.
En situaciones donde muchas plantas se controlan directamente mediante un
solo dispositivo digital (como un esquema de control en el que se controlan desde
unos cuantos lazos hasta cientos de estos mediante un solo controlador digital), la
mayoría de lazos de control se pueden manipular mediante esquemas de control
PID.
La acción de control PID en controladores analógicos está dada por
[3.1]
Donde ( )te es la entrada a el controlador (señal actuante), ( )tAθ es la salida de
el controlador (la señal manipulada), K es la ganancia proporcional, iτ es el tiempo
integral (o tiempo de reajuste) y dτ es el tiempo derivativo (o tiempo de adelanto).
Para obtener la función de transferencia del controlador PID digital, se puede
discretizar la ecuación 3.1, al aproximar el término integral mediante la sumatoria
trapezoidal y el término derivativo mediante la diferencia de dos puntos, se obtiene
⎭⎬⎫
⎩⎨⎧ −−
+⎥⎦⎤
⎢⎣⎡ +−
+++
++
+=T
TkekTekTeTkeTeTeTeekTeKkT di
A])1[(][
2][])1[(..
2]2[][
2][]0[1][][ τ
τθ
( ) ( ) ( ) ( )⎥⎦
⎤⎢⎣
⎡++= ∫ te
dtddtteteKt d
t
iA τ
τθ
0
1

48
0
( )⎭⎬⎫
⎩⎨⎧
−−++−
+= ∑=
k
h
d
iA TkekTe
ThTeTheTkTeKkt
1
])1[(][2
][])1[(][][τ
τθ [3.2]
Parte integral.
Se tiene
2
]1[]0[2
]0[]1[]0[21eeTeeTTeAAAT
+=
−+=+=
∫ ∑=
=≅n
k
TkmkfTdtte1
][][)(
Se define
2
][]1[][ kekeTkf +−= [3.3]
Al tomar la transformada z de la función escalón unitario, se obtiene
)(1
1)( 10
zXz
kxZn
k−
= −=
⎭⎬⎫
⎩⎨⎧∑
{ }⎭⎬⎫
⎩⎨⎧
+=⎭⎬⎫
⎩⎨⎧
+=⎭⎬⎫
⎩⎨⎧ ∑∑∑
===
n
k
n
k
n
k
kxZxZkxxZkxZ110
)()0()()0()(
{ })0()()(01
xZkxZkxZn
k
n
k
−⎭⎬⎫
⎩⎨⎧
=⎭⎬⎫
⎩⎨⎧ ∑∑
==
Entonces, al aplicar la trasformada z de la ecuación 3.3, se obtiene
)(1
1)()( 11
zEz
kfZzn
kA −
= −=
⎭⎬⎫
⎩⎨⎧
= ∑θ f(0)
Nótese que
{ } { } )()((2
][]1[2
)()( 1 zEzEzTkekeZTkfZze +=+−== − )

49
Por lo tanto
)()1(21
1)( 11 zEzT
zzA
−− +⋅
−=θ
)(11
2)( 1
1
zEzzTzA −
−
−+
⋅=θ [3.4]
Parte derivativa
Se tiene que
Tkeke
tkTekn ]1[][)()( −−
=∆
∆=
Aplicando la transformada z , se obtiene
{ } )()(1)( 1 zEzzET
knZ −−=
)()1(1)( 1 zEzT
zN −−= [3.5]
Entonces la transformada z de la ecuación 3.2 da como resultado
⎥⎦
⎤⎢⎣
⎡−+
−+
⋅⋅+= −−
−
)()1()(11
21)()( 1
1
1
zEzT
zEzzTzEKz d
iA
ττ
θ
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡ −+−
⋅+−=
−− )()1()(
11)(
2)(
)(1
1 zEzT
zEz
TzETzEKz
d
iiA
τττθ
⎥⎦⎤
⎢⎣⎡ −+
−+= − )1(
11)()( 1 zKz
KKzEz dipAθ [3.6]

50
22i
ip
KkKTKK −=−=
τ= ganancia proporcional.
ii
KTKτ
= = ganancia integral.
TK
K dd
τ= = ganancia derivativa
La ganancia proporcional pK para el controlador PID digital es más pequeña
que la ganancia K para el controlador PID analógico por un factor de 2/K .
La función de transferencia impulso para el controlador PID digital se convierte
en
)1(1)(
)()( 1
1−
− −+−
+== zKz
KK
zez
zG di
pAθ [3.7]
La función de transferencia impulso del controlador PID digital dada por la
ecuación 3.7 se conoce comúnmente como forma posicional del esquema de control
PID.
Se tiene que la transformada z del error es:
)()()( zYzRzE −=
Y se tiene que,
( ) ( )zEz
zEi 111
−−=
Despejando ( )zei , se obtiene
( ) ( ) )1( 1−−= zzEzE i
( ) ( ) ( )zEzEzzE ii =− −1
( ) ( ) ( )zEzzEzE ii1−+=

51
De la Ecuación 3.6, se tiene ( )zEd ,
( ) ( )zEzzEd )1( 1−−=
Por lo que los errores se pueden expresar de la siguiente manera,
]1[][][]1[][][
][][][
−−=−+=
−=
kekekekekeke
kykrke
d
ii
De esta manera la salida del controlador digital se puede expresar de la
siguiente manera:
][][][][ keKkeKkeKk ddiipA ++=θ [3.8] La ecuación 3.8, es la ecuación que se programa en la computadora.
Otro método que se puede hacer para llegar a la misma ecuación es considerar lo
siguiente:
Para la acción de control proporcional:
La salida ][kpθ del controlador es directamente proporcional a su entrada; la
entrada es la señal de error ][ke . La salida del controlador depende solo de la
magnitud del error en el instante en el que se considera. El controlador es, en efecto,
sólo un amplificador con una ganancia pK constante.
][][ keKk pp =θ [3.9]
En la figura 3.18. Se muestra el diagrama de bloques de esta ecuación
Figura 3.18 Diagrama de bloques de un controlador proporcional
SalidapK Entrada ][kpθ ][ke

52
Para la acción de control integral:
Observe que en la figura 3.19, la salida del controlador, es una serie de
pulsos ][kiθ , proporcional al área bajo la gráfica hasta el k -ésimo pulso de error
][ke , multiplicado por una ganancia K . Un método, para poder obtener el área
mencionada, es utilizando una aproximación rectangular.
Figura 3.19 Entrada y salida de un controlador integral.
La aproximación rectangular es una técnica para determinar el área bajo la
curva del error. El área del rectángulo, se obtiene de multiplicar su base por su altura;
este método consiste en tomar muestras del error a intervalos regulares, lo cual
definimos como periodo T , y forma la base del rectángulo, la altura es la magnitud
del k -ésimo pulso de error ][ke , entonces:
][][ kTekA =

53
El área total hasta el k -ésimo pulso ][kAT , se obtiene de sumar las áreas de los
pulsos anteriores.
∑∑ ==
+++=+++=+=+=
==
kk
T
T
T
T
keTkAkA
kTeTeTekAAAkATeTeAAA
TeAA
11][][][
][]2[]1[][]2[]1[][]2[]1[]2[]1[]2[
]1[]1[]1[
KK
El k -ésimo pulso de salida del controlador ][kAθ del controlador, se obtiene
de multiplicar una ganancia K , por el área de bajo de la curva de error hasta el k -
ésimo pulso.
∑∑ ==kk
A keKTkAKk11
][][][θ
Nótese que el periodo constante, entonces si definimos a la ganancia
KTKi = ; por lo tanto la salida equivale a multiplicar la ganancia iK por la sumatoria
del error.
( )][]2[]1[][ keeeKk ii K+=θ
Un algoritmo que permite obtener sumatoria hasta el k -ésimo pulso de error
][kei , es el siguiente:
]1[][][ −+= kekeke ii [3.10]
Entonces k -ésimo pulso de salida del controlador ][kAθ , se obtiene de
multiplicar una ganancia iK por la sumatoria hasta el k -ésimo pulso de error ][kei :
[ ]keKk iii =][θ [3.11]

54
En la figura 3.20 se muestra el diagrama de bloques de un controlador integral
digital.
Figura 3.20 Diagrama de bloques de un controlador integral.
Para la acción de control diferencial:
Al analizar la figura 3.21, se puede aproximar la diferenciación al determinar el
gradiente de la línea que une dos muestras de entrada de error adyacentes (e[k] y
e[k-1]).
Figura 3.21 Gradiente
El k -ésimo pulso de salida del controlador ][kAθ , se obtiene de multiplicar una
ganancia iK por el gradiente o razón de cambio del error.
Retardo de tiempo unitario
Entrada
][kei ][ke
]1[ −kei
+ + iK Salida
][kiθ

55
TkekeKkd
]1[][][ −−=θ
Nótese que la ganancia K y el periodo T , son constantes; por lo tanto si hacemos
TKKd = tenemos que la salida ][kdθ del controlador es:
( )]1[][][ −−= kekeKk ddθ [3.12]
Si de la ecuación 3.12 definimos ( )]1[][][ −−= kekeked , entonces la salida del
controlador diferencial ][kdθ es:
][][ kKek dd =θ [3.13]
En la figura 3.22 se muestra el diagrama de bloques de un controlador diferencial.
Figura 3.22 Diagrama de bloques de un controlador diferencial.
Para programar un algoritmo de control PID, solo basta con sumar las
ecuaciones de las tres acciones de control (proporcional, integral y diferencial).
][][][][ keKkeKkeKk ddiipA ++=θ [ 3.14]
Al observar las ecuaciones 3.8 y 3.14, se puede afirmar que con ambos métodos se
llega a la misma solución, pero el segundo, no requiere conocimientos avanzados de
control.
Retardo de tiempo unitario
Entrada][ked
][ke
]1[ −ke
+ - dKSalida
][kdθ

56
Para implementar el algoritmo de control PID, se realizó un subprograma
usando las ecuaciones mostradas en la figura 3.23, obtenidas por los métodos
previamente mencionados, para controlar cada bloque de grafito, con la opción de
eliminar la acción de control integral o la diferencial en los controles de configuración
mostrados en la figura 3.24, en donde la pK , iK , y dK son las ganancias del control
proporcional, integral y diferencial.
Figura 3.23 Ecuaciones para implementar un algoritmo de control PID. En donde:
=dT Temperatura deseada.
=rT Temperatura real.
=][ke Error de la señal muestreada
=][kei Sumatoria del error de la señal muestreada.
=− ]1[kei Sumatoria del error de la señal muestreada hasta el periodo anterior
=][ked Error diferencial de la señal muestreada.
=][kIT Corriente a programar
][][][ kTkTke rd −=
]1[][][ −+= kekeke ii
]1[][][ −+= kekeked
][][0 keKkI p ∗= Control Proporcional
]1[][1 −∗= keKkI ii Control Integral
][][2 keKkI dd ∗= Control Diferencial
][][][][ 21 kIkIkIkI oT ++=

57
Figura 3.24 Controles de configuración del controlador.
Al algoritmo de control se le agregaron algunas restricciones debido a las
limitaciones físicas de las fuentes.
1) La corriente máxima que puede ser programada es de 300 A (corriente
máxima que se puede demandar de la fuente), o el límite fijado por el usuario.
2) La corriente mínima que puede ser programada es 0 A.
3) ][kei solo va a poder almacenar valores entre 0 y el iKcorrientedeLímite /
4) ][kei va ser igual a 0 cuando se ejecute por primera vez el programa.
En la figura 3.25 se muestra el diagrama a bloques del algoritmo de control
Implementado.

58
Figura 3.25 Diagrama de bloques del algoritmo de control PID implementado.
][kei ][ke + +
Retardo de tiempo unitario
+ -
Derivativo
Integral
pK
Comparador
Proporcional
]1[ −kei
Salida
Elemento de corrección
][kTr
][/][ CTAI °
][ked dK
Retardo de tiempo unitario
iK
]1[ −ke
- +
+ + +
][0 kI
][2 kI
][kIT
Fuente P. de CD. ][kTd
Entrada
+ +
Medición
rT Rango de Corriente
Restricciones
][' kI T
][1 kI Proceso

59
3.3 Panel principal del software
En la figura 3.26 se puede observar el panel principal del programa, el cual se
diseño para ser operado por el usuario de una manera sencilla, con indicadores
luminosos ubicados en la parte media de el lado derecho de la pantalla, para cada
uno de los instrumentos que se encuentran conectados, encendidos y funcionando
adecuadamente, un contenedor superior de el lado izquierdo con campos numéricos
para la introducción de las temperaturas que se desea obtener en cada bloque de
grafito y la duración que una función va dejar almacenada en la tabla de proceso a
ejecutar, después de haber seleccionado alguna, tras presionar algún botón; en la
parte inferior de el lado izquierdo se aprecia una gráfica de las temperaturas que se
adquieren durante un proceso de calentamiento, dicha gráfica incluye indicadores
digitales a un costado de sus leyendas; así mismo, se cuenta con tres botones para
el control del proceso, ubicados abajo de el lado derecho del panel.
Figura 3.26 Panel principal del programa

60
3.4 Características del programa.
El programa cuenta con una serie de indicadores y controles los cuales se describen
en la tabla 3.2.
Controles Botones Selección de función de temperatura
Control del proceso Habilitación de las acciones de control Modo: Automático/Manual
Campos para la introducción de datos numéricos
Duración de la función Temperaturas deseadas Límites de corriente Ganancias para las acciones de control Direcciones primarias de las fuentes de poder
Cuadros se selección Grabar proceso Opciones a grabar
Interruptores Variable de proceso a controlar: Corriente/Temperatura Indicadores
Graficas Temperatura Corriente
][kei (Sumatoria del error muestreado) Digitales Temperatura de los bloques de grafito
Temperatura deseada en los bloques de grafitoDuración del proceso Tiempo transcurrido en el proceso
Tabla Proceso a ejecutar Leds Fuentes encendidas
Termopares conectados Chasis detectado
Tabla 3.2 Controles e Indicadores que contiene el programa.

61
Capítulo 4
Resultados y conclusiones
4.1 Curvas de respuesta
En la figura 4.1 se muestra el calentamiento de un bloque de grafito
aplicándole distintas corrientes durante un periodo de 8 minutos.
• Se puede observar que la velocidad de calentamiento se aumenta conforme
se incrementa a corriente que pasa a través de los grafitos.
• El sistema alcanza su estabilidad con mayor rapidez a mayor velocidad de
calentamiento.
Figura 4.1. Calentamiento a de un bloque de grafito aplicándole corrientes de 25 A,
50 A, 75 A, 100 A, 125 A y 150 A.

62
4.2 Sintonización del algoritmo de control.
Para describir el proceso de selección de los mejores valores para el
controlador se usa el término sintonización. Ésta se realizó programando un escalón
de temperatura mostrado en la figura 4.2 en repetidas ocasiones con distintas
ganancias en el control proporcional ( )pK e integral ( )iK para cada bloque de
grafito.
Figura 4.2 Respuesta del sistema a un escalón de temperatura
De la figura anterior se puede observar lo siguiente:
Una ganancia alta en el controlador proporcional ocasiona una rápida
respuesta del controlador acompañado de un gran error en la temperatura obtenida.
Una ganancia alta en el control integral puede ocasionar que el sistema oscile
un poco, así mismo, una ganancia baja provoca que el sistema se vuelva muy lento.
Se decidió eliminar la acción diferencial por dos razones:
a) El controlador PI ofrecía una buena respuesta

63
b) La acción diferencial no era muy notoria debido a que es insensible a señales de
error constantes o que varían con lentitud.
4.3 Pruebas al sistema
Se programaron funciones temperatura para cada bloque de grafito, para
observar la precisión, y la estabilidad que se tiene.
4.3.1 Escalón:
Esta función sirve para llegar lo más pronto posible a la temperatura deseada.
En la figura 4.3 se muestra una función escalón de temperatura de 50°C a
150°C en la cual se obtuvo una buena respuesta con un error de temperatura en
estado estable e inestable de ±1°C y en la figura 4.4 se puede observar la corriente
que fue programada en la fuente.
Figura 4.3 Función escalón de temperatura de 50°C a 150°C

64
Figura 4.4 Corriente programada durante una función escalón de temperatura de
50° C a 150° C.
En la figura 4.5 se observa un proceso típico de calentamiento para el crecimiento de
películas semiconductoras en donde se aprecia que la temperatura real del bloque
de grafito de material fuente se eleva demasiado, ocasionado por la mala
sintonización del controlador, aunque esto se puede remediar limitando la corriente
de la fuente en la configuración. En la figura 4.6 se observa la corriente que fue
programada en cada una de las fuentes durante este proceso.

65
Figura 4.5 Función escalón a temperaturas típicas de calentamiento.

66
Figura 4.6 Corrientes programadas en una función a temperaturas típicas de
calentamiento.
4.3.1.1 Ventajas y desventajas de una función escalón de temperatura.
A) Ventajas.
• Se llega lo más pronto posible a la temperatura deseada.
• La duración de los procesos de calentamiento son cortos
B) Desventajas
• Si el controlador no está sintonizado adecuadamente, se puede cometer un
error de sobrecalentamiento grande, y generar una temperatura lejos de la

67
deseada durante un largo tiempo debido a que el sistema carece de un
sistema de enfriamiento.
4.3.2 Función Rampa.
La función rampa nos sirve para llegar a la temperatura deseada de una forma
gradual.
En la figura 4.7 se muestra una función rampa de calentamiento con las
mismas ganancias que se emplearon en el proceso de calentamiento mostrado en la
figura 4.5, en la cual se puede observar el error en la temperatura es mínimo, de 8°C,
6°C y 6°C para el los bloques de grafito Impurificante, fuente y sustrato
respectivamente al momento de llegar a la isoterma, y de ±1°C en régimen
permanente. En la ilustración 4.8 se observa que las corrientes que se emplearon en
la rampa, fueron gradualmente incrementándose motivo por el cual no se obtuvo un
sobre calentamiento como en el caso de la función escalón de temperatura.
Figura 4.7 Función Rampa a temperaturas típicas de calentamiento (Fuente 800 °C,
Impurificante 600 °C y Sustrato 250 °C)

68
Figura 4.8 Corrientes programadas en la función rampa a temperaturas típicas de
calentamiento. (Impurificante 800°C, Fuente 600°C y Sustrato 250°C).
4.3.1.1 Ventajas y desventajas de una función rampa de temperatura.
A) Ventajas
• El error al momento de cambiar a la función de temperatura isoterma, es
mínimo, y en general, por lo regular, los errores obtenidos a las principales
temperaturas de calentamiento son las que se muestran en la tabla 4.1.
Temperatura Error al momento de cambio de función a isoterma
Error en estado permanente
800 °C ± 6°C ± 1°C 600 °C ±6°C ± 1°C 250 °C ±6°C ±1°C
Tabla 4.1 Errores generados a las principales temperaturas de calentamiento

69
B) Desventajas
Los procesos requieren de un mayor tiempo de duración, los cuales están en
función de los límites físicos del sistema.
4.4 Repetición de proceso.
Se diseño un proceso de calentamiento para la evaporación de un material, el
cual va a ser utilizado frecuentemente para el crecimiento de películas
semiconductoras. El proceso se repitió en 2 ocasiones, con las mismas condiciones
tanto de vacío como de ganancias en el controlador. Los datos arrojados se pueden
ver en la gráfica 4.9.
Figura 4.9. Muestra un proceso de calentamiento de los bloques de grafito repetido
en 2 ocasiones en las mismas condiciones de operación.

70
De la figura 4.9, podemos observar que en la mayor parte del tiempo, ambos
procesos poseen un gran parecido al programado.
Al momento de hacer la rampa, ambos calentamientos de cada bloque de
grafito sufren el mismo grado retraso en su temperatura real ( )rT con respecto a la
deseada ( )dT aproximadamente 7 segundos, observe la figura 4.10.
Figura 4.10. Amplificación de la figura 4.9
Los errores máximos que se midieron en el calentamiento de los bloques de
grafito se muestran en la tabla 4.2.
Bloque de grafito Temperatura deseada en °C
Proceso 1 Proceso 2
Impurificante 800 3.52°C 5.9°C Fuente 600 4°C 4°C Sustrato 250 6°C 6°C Tabla 4.2 Tabla de errores máximos obtenidos durante un proceso de calentamiento.

71
4.5 Comparación de procesos automatizados vs manuales.
A continuación se presentan dos gráficas en donde se realizo el mismo
proceso de calentamiento de un bloque de grafito empleando distintas corrientes en
la fuente. El primero mostrado en la figura 4.11, se hizo de forma manual, variando la
perilla de corriente y anotando los valores de temperatura que arrojaba el lector de
termopares. El segundo, mostrado en la figura 4.12, se realizó de forma automática,
la computadora programó la corriente en la fuente y almacenó en un archivo de texto
las temperaturas arrojadas por el sistema de medición.
Figura 4.11. Calentamiento de un bloque de grafito a distintas corrientes,
manipulando la perilla de la corriente en la fuente.

72
Figura 4.12. Calentamiento de un bloque de grafito a distintas corrientes,
programando la corriente en la fuente.
Al analizar las dos gráficas, y los métodos utilizados para poder obtener los datos, se
puede realizar las siguientes observaciones:
• En el primer proceso, el calentamiento del bloque de grafito fue más lento
debido a que el usuario tardó en programar la fuente a la corriente deseada.
• En la primera gráfica, se muestran irregularidades en las curvas, posiblemente
debido a errores al anotar los datos en un cuaderno o al encontrar el valor
exacto de de corriente en la fuente.

73
• El primer método, requiere que el usuario esté durante todo el proceso. El
segundo solamente lo necesita al inicio de éste para programarlo.
• Un proceso manual, depende de la velocidad y la habilidad que cada individuo
posea mientras que uno automatizado, depende de la rapidez de la
computadora y los dispositivos electrónicos con una de respuesta y de
precisión superior a la de los humanos.
Por lo anterior podemos concluir que un proceso automático mejora la velocidad,
precisión, etc. al momento de realizar un proceso, además de evitarle al operador la
molestia de tener que permanecer durante todo el tiempo que éste dure.

74
4.6 Conclusiones.
Una acción de control derivativo no tiene efecto notorio en sistemas como
este, debido a que es insensible a señales de error constantes o que varían con
lentitud.
Un proceso manual, depende de la velocidad y la habilidad que cada individuo
posea. Uno automático, depende de la rapidez de la computadora y los dispositivos
electrónicos con una de respuesta y precisión superior a la de los humanos.
Un proceso automatizado, evita que el operador este durante todo el proceso,
siendo necesario únicamente al principio para programarlo y al final para recopilar la
información o apagar el equipo por medio del cual fue realizado.
Una función rampa de temperatura evita sobrecalentamientos indeseados,
provocados por la mala sintonización del controlador.
La capacidad del programa, permite que los procesos térmicos puedan ser
repetibles siempre y cuando se trabaje bajo las mismas condiciones y los elementos
mecánicos del sistema funcionen correctamente.
Se obtuvo un software amigable para el usuario.
Con el software desarrollado se incrementa la eficiencia en el crecimiento de
películas delgadas y esto a su vez puede redituar en un aumento en la productividad
del investigador.

75
Glosario
Ceros: Se les llama a las raíces del numerador, son los valores de s para los cuales
la función de transferencia se convierte en cero.
Ejemplo:
Si el numerador es ( )2−s , entonces la función de transferencia es cero si
( ) 02 =−s , es decir, 2+=s
Crecimiento Epitaxial: Es el crecimiento de un cristal sobre la superficie de otro
cristal. El crecimiento del cristal es orientado por una red estructural del cristal
original
DAQ: Data Adquisition; Adquisición de datos
Efecto Joule: Cuando en un conductor circula electricidad, parte de la energía
cinética de los electrones se transforma en calor debido al choque que sufren los
electrones con las moléculas del conductor por el que circulan elevando la
temperatura del mismo; este efecto es conocido como efecto Joule en honor a su
descubridor el físico británico James Prescott.
Fuente: Elemento o compuesto que sirve como base para generar otro material.
Función de transferencia: Se define como el cociente de la salida en estado
estable entre la entrada en estado estable para un sistema o subsistema
estableestadoenentrada
estableestadoensalidaGciatransferendeFunción =
Función de transferencia de lazo abierto: es el producto de las funciones de
transferencia de los elementos individuales. Esto se aplica a cualquier número de
elementos conectados en serie.

76
Grafito: Es una de las formas elementales en las que se puede presentar el carbono.
Otras formas bien conocidas son el diamate y los fullerenos. Este material es
conductor de la electricidad y se emplea para la fabricación de electrodos. También
tiene otras aplicaciones eléctricas.
Impurificante: Es el elemento que se añade a un material fuente para modificar su
estructura
Inerte: Material que, bajo condiciones normales de temperatura y presión (CNTP), no
reacciona con otros materiales. Son ejemplos de gases inertes el nitrógeno, helio,
dióxido de carbono y metano. traducción en inglés y portugués
NI: National Instruments; Instrumentos nacionales compañía de estados unidos.
Frecuencia de corte
Plataforma: Se refiere al tipo de sistema operativo
Polos: Se les llama a las raíces del denominador, son los valores de s para los
cuales la función de transferencia es infinita.
Ejemplo:
Si el denominador es ( )5+s , entonces la función de transferencia es infinita si
( ) 05 =+s , es decir, 5−=s . Por lo tanto un polo está en 5−
Pulso: Señal con un valor constante durante un intervalo de tiempo.
SCXI: Signal Conditioning eXtensions for Instrumentation; Extensión acondicionadora
de señal para Instrumentación
Sistema estable: Se le llama a un sistema que al estar sujeto a una entrada
impulso, la salida tiende a cero a medida que el tiempo tiende a infinito.

77
Sistema inestable: Se le llama a un sistema que al estar sujeto a una entrada
impulso, la salida tiende a infinito a medida que el tiempo tiende a infinito
Sistema crítico o marginalmente estable: Se le llama a un sistema que al estar
sujeto a una entrada impulso la salida no tiende a cero o no crece a infinito pero
tiende a un valor finito diferente de cero, a medida que el tiempo tiende a infinito.
Sublimación: Cambio de estado sólido a gas de la materia.
Substrato: Material sobre el cual se deposita la película semiconductora.
Vacío: Espacio que no contiene aíre ni otra materia detectable por medios físicos o
químicos.
Válvula: dispositivo que regula el paso de líquidos o gases en uno o varios tubos o
conductos.
78
Bibliografía
[1] Instrumentación Virtual
http://digital.ni.com/worldwide/latam.nsf/web/all/01E4BFF8EC93532086256B6000669
953
[2] Javier Andrés Zapata Torres, Diseño y construcción de un sistema de crecimiento
de películas delgadas.
[3] Dr. Martín Guadalupe Zapata Torres, Efecto de los parámetros de crecimiento
sobre las propiedades eléctricas y estructurales de las películas de CdTe y CdTe.
[4] W.Bolton, Ingeniería de control, Ed. Alfaomega
[5] Tutorial de GPIB IEEE 488: Controladores e interfases
http://digital.ni.com/worldwide/latam.nsf/web/all/A863DBF5C3DA3F8D86256B600065
F1F8
[6] Manual GPIB para la fuente Xantrex
[7] Introduction to Data Acquisition
http://zone.ni.com/devzone/conceptd.nsf/webmain/AE2A7B85BD4785D586256F6200
66EFF4#5
[8] SCXI High-Performance Signal Conditioning
http://sine.ni.com/nips/cds/view/p/lang/en/nid/1604
[9] SCXI-1112 User Manual
http://digital.ni.com/manuals.nsf/websearch/E16018F7C97EE65C862567C80051C83
C
[10] Medición de temperatura
http://www.itap.edu.mx/carreras/ii/cursoslinea/INSTRUMENTACION/serv03.htm

79
[11] Curso de programación gráfica Labview
http://cnx.rice.edu/content/col10241/latest/
[12] Configuración y ejemplos de programación del modulo SCXI 1112
http://zone.ni.com/devzone/conceptd.nsf/webmain/F5C64678D54A373586256
96500648FC0?opendocument&node=1603_US
[13] Manuales y controladores para la fuente de poder Xantrex XKW 3kW 10-300
http://www.xantrex.com/web/id/82/p/docs/pt/13/product.asp
[14] Efecto Joule
es.wikipedia.org/wiki/Efecto_Joule.
[15] Wikipedia
http://es.wikipedia.org/wiki/Portada

80
Anexo
Durante el desarrollo del presente proyecto, se participó en dos congresos
Nacionales.
1. 17° Encuentro Nacional de Investigación Científica y Tecnológica del golfo
de México llevado acabo el 25, 26 y 27 de Mayo del 2005 en Altamira
Tamaulipas, México.
2. SOMI XX congreso de Instrumentación llevado a cabo del 24 al 28 de
octubre del 2005 en León Guanajuato, México
Los trabajos presentados en estos eventos fueron publicados en las memorias de
cada uno de ellos, las cuales se muestran a continuación.


SISTEMA DE CONTROL TÉRMICO MEDIANTE INSTRUMENTACIÓN VIRTUAL.
J. Balderas Zapata1, H. Peraza Vázquez2, M. Zapata Torres2, F. Chalé Lara2, J. Zapata Torres 2
1Instituto Tecnológico de Ciudad Madero 2Centro de Investigación en Ciencia Aplicada y Tecnología Avanzada-IPN Unidad Altamira
RESUMEN En este trabajo se presenta la automatización, mediante instrumentación virtual, de un sistema de crecimiento de compuestos ternarios semiconductores. Este sistema de crecimiento utiliza como calefactores para la evaporación bloques de grafito. Las temperaturas son monitoreadas utilizando termopares tipo K. Para obtener la temperatura deseada en cada bloque de grafito, se controla la corriente que pasa a través de él. El programa desarrollado en Labview permite manipular la corriente de cada una de las fuentes que calientan a los grafitos. Así mismo, en tiempo real registra la temperatura y la corriente subministrada a cada elemento calefactor. Despliega la grafica del comportamiento de la temperatura de cada uno de los grafitos y almacena en formato de hojas de cálculo los datos de las graficas.
1. INTRODUCCION Los materiales semiconductores en forma de película delgada son ampliamente usados en aplicaciones tecnológicas como dispositivos opto electrónicos y fotovoltaicos. Una de las técnicas para el crecimiento de esta películas es el trasporte de vapor en espacio reducido combinado por evaporación libre (CSVT-FE por sus siglas en ingles). El control y monitoreo de la temperatura es crítica para el desarrollo del proceso de crecimiento del material, debido a que una variación significativa de la temperatura programada ocasiona razones de evaporación diferentes a las deseadas En el CICATA-IPN, Altamira se cuenta con esta técnica de crecimiento, en la cual el control se realizaba de forma manual, variando la perilla de la fuente, y el registro del comportamiento de la temperatura se efectuaba a través de un lector de termopares Fluke 51II . En este trabajo se presenta la automatización,
mediante instrumentación virtual, de la técnica de crecimiento CSVT-FE. El programa desarrollado en Labview [1] permite manipular la corriente de cada una de las fuentes que calientan a los grafitos. Así mismo, en tiempo real registra la temperatura y la corriente suministrada a cada elemento calefactor. 2. COMPONENTES QUE INTEGRAN EL
SISTEMA El sistema está conformado por una computadora, tres fuentes de poder programables de DC de 3 KW de potencia de salida, cuatro cables IEEE-4.88, seis cables del #2, tres bloques de grafito dentro de una campana de vidrio (a la cual se le hace vacío mediante un sistema de bombeo), una tarjeta PCI GPIB(Bus Interfase de Propósito General), una tarjeta Ni DAQ, un chasis NI SCXI 1000, un módulo de termopares NI 1112, tres termopares tipo K. Un esquema de la interconexión del sistema es mostrado en la figura 1.

Figura 1. Diagrama esquemático de la
interconexión del sistema. 2 Programación de las fuentes Cada fuente de poder suministra una corriente a un grafito, el cual tiene la función de resistencia calefactora, y varía su temperatura dependiendo de la corriente que le es suministrada. En la figura 2 se presenta un diagrama de bloques del código para efectuar la programación de una fuente de poder. La fuente es programada desde la computadora a través de una tarjeta GPIB que se conecta paralelamente a las fuentes mediante cables IEE-488.
Figura 2. Diagrama de bloques del código fuente empleado para efectuar la programación de una fuente.
El código fuente que se emplea para programar cada una de las fuentes consiste básicamente en los siguientes bloques: El bloque 1-Initialize, abre una sesión con el instrumento virtual (La fuente programable). En este bloque se configura la dirección primaria de la fuente con la que se va a trabajar. El bloque 2-Volt, programa a la fuente para que entregue un voltaje máximo de 10 v. El bloque 3-current, programa a la fuente con la corriente deseada que el usuario fija en la perilla (5) de control de corriente. En el rango de 0 a 300A. El bloque 4-Error, le pregunta a la fuente si a ocurrido un error y además limpia la bandera de estado de el error. Este es necesario ya que de ocurrir un error, la fuente no se puede volver a programar si la bandera no está limpia. El bloque 6-Stop es para detener el programa. El bloque 7-Close Cierra la sesión con el instrumento virtual. Se puede observar que el bloque 3, 4, 5 están encerrados dentro de un ciclo while. Esto significa que estos tres bloques se van a estar programando continuamente hasta el botón 6-stop sea presionado. En la figura 3 presentamos la pantalla del sistema de control de las fuentes de potencia. En ella podemos observar que la potencia deseada se puede proporcionar, ya sea variando la posición de la perilla, o bien introduciendo la corriente deseada. Las subrutinas utilizadas fueron tomadas de la referencias 2 y 3.

Figura 3. Tablero de control de las fuentes.
3 Monitoreo de la temperatura
El monitoreo de logra mediante el uso de 3 termopares tipo k, cada uno de los cuales sensa la temperatura de su bloque de grafito y entrega un voltaje a una tarjeta de termopares SCXI 11 12 la cual efectúa una conversión análoga digital y deposita la información en el bus del Chasis SCXI 1000. La información es enviada mediante un cable a una tarjeta de Adquisición de datos (Ni DAQ) que se encuentra instalada en la computadora El programa realiza las conversiones correspondientes y despliega una gráfica del comportamiento de la temperatura de los tres bloques de grafito; así como una gráfica individual para cada grafito. En la figura 4 se presenta un diagrama a bloques del subprograma de lectura de las temperaturas. Este programa consta de varios bloques de código los cuales
los cuales se explican a continuación:
Figura 4. Diagrama de bloques del programa para la lectura de un termopar. . El Bloque 1-CONFIG, sirve para configurar los canales que deseo leer, el espacio en la memoria que va a ser utilizado para las exploraciones. El bloque 2-START, le dice a el instrumento a que velocidad va a realizar las exploraciones por segundo así como el número de exploraciones que van a ser almacenadas en memoria. El bloque 3-SINGLE SCAN, le dice al instrumento que realice una sola exploración para cada uno de los canales previamente configurados. El bloque 4-Index waweform array, separa el arreglo de la señal de la temperatura deseada del conjunto de arreglos que contiene a los arreglos de las demás señales de temperatura. El bloque 5-Get waweform components, obtiene el valor de la componente en Y (la temperatura) de entre los demás componentes que conforman el arreglo, como son el incremento de tiempo para cada lectura efectuada, la hora, etc. Los bloques 6-Build Graph y XY Graph. El primero crea una cadena con los datos

de la temperatura y el tiempo de un reloj externo (12) al subprograma. Este bloque cuenta con un botón externo (11) para borrar las gráficas. El Bloque XY Graph despliega una gráfica de los datos que el bloque build Graph le está entregando. El bloque 7-code, lee el código que va circulando en la cadena de error. Si este número es diferente de cero el ciclo while termina su ejecución y con esto el subprograma. El bloque 9-Clear, detiene la adquisición de datos, limpia la memoria y borrar los errores en caso de existir. El bloque 10-Array Indicator Crea una conexión de salida del subprograma la en la cual se entrega la lectura de la temperatura. Las subrutinas utilizadas fueron tomadas de la referencia 4 y 5. En la figura 5 se presenta la pantalla del monitoreo de las temperaturas de cada grafito.
4. ALMACENAMIENTO DIGITAL. Las magnitudes de las temperaturas obtenidas así como los voltajes y corrientes entregados por las fuentes y el tiempo en que fueron obtenidas, son guardadas en archivos de texto. Cada nueva lectura efectuada, creará una nueva fila en el archivo de texto. Estos archivos pueden ser abiertos por aplicaciones que manejen hojas de calculó, para su posterior análisis.
Figura 5. Pantalla del monitoreo de ls temperaturas.
7. CONCLUSIONES Con el programa desarrollado se logró una mayor confiabilidad en la adquisición de datos así como una manipulación de las fuentes de una manera mas precisa a través de un programa desarrollado en LabView.
8. AGRADECIMIENTOS Este trabajo fue financiado por los proyectos: CGPI no. 20040348 del IPN y por el proyecto CONACYT con número 38444-E
9. REFERENCIAS 1.http://cnx.rice.edu/content/col10241/latest/ 2. http://xantrex.com 3. Internal GPIB Interface for XKW
Series Programmable DC Power Supply Operating Manual
4. SCXI 1112 User Manual 5.http://zone.ni.com/devzone/conceptd
.nsf/webmain/F5C64678D54A37358625696500648FC0?opendocument&node=1603_US


FCLXX121
AUTOMATIZACION Y CONTROL DE UN SISTEMA DE CRECIMIENTO DE PELÍCULAS POR EVAPORACIÓN
J. Balderas-Zapata1, H. Peraza-Vázquez2, F. Chalé-Lara2, M. Zapata-Torres2, J.
Zapata-Torres2
1Instituto Tecnológico de Ciudad Madero
2Centro de Investigación en Ciencia Aplicada y Tecnología Avanzada-IPN Unidad Altamira, Km. 14.5 Carr. Tampico Pto. Ind. Altamira.
RESUMEN En este trabajo se presenta la automatización, mediante instrumentación virtual, de un sistema de crecimiento de compuestos ternarios semiconductores. Este sistema utiliza como calefactores para la evaporación bloques de grafito. La corriente es suministrada a cada grafito mediante 3 fuentes programables marca Xantrex. Las temperaturas son monitoreadas utilizando termopares tipo K. Para obtener la temperatura deseada en cada bloque de grafito, se controla la corriente que pasa a través de él. El programa desarrollado en Labview manipula la corriente de cada una de las fuentes que calientan a los grafitos. Así mismo, en tiempo real registra la temperatura y la corriente subministrada a cada elemento calefactor. Despliega la grafica del comportamiento de la temperatura de cada uno de los grafitos y almacena en formato de hojas de cálculo los datos de las graficas. El control de la temperatura de cada una de las fuentes de evaporación fue realizado utilizando un algoritmo PI. INTRODUCCIÓN Los materiales semiconductores en forma de película delgada son ampliamente usados en aplicaciones tecnológicas como dispositivos opto electrónicos y fotovoltaicos. Una de las técnicas para el crecimiento de estas películas es el trasporte de vapor en espacio reducido combinado por evaporación libre (CSVT-FE por sus siglas en inglés). El proceso está basado en calentar a diferentes temperaturas el material semiconductor para ser depositado en un substrato en forma de película. Usualmente le agente transportador es un gas inerte a través del cual todos los átomos sublimados, tanto del semiconductor como el impurificante emigran hacia el substrato donde se condensan y forman la película. El control y monitoreo de la temperatura son críticas para el desarrollo del proceso de crecimiento del material, debido a que una variación significativa de la temperatura programada ocasiona razones de evaporación diferentes a las deseadas. En el CICATA-IPN, Altamira se cuenta con esta técnica de crecimiento, en la cual el control se realizaba de forma manual, variando la perilla de la fuente, y el registro del comportamiento de la temperatura se efectuaba a través de un lector de termopares Fluke 51II. En este trabajo se presenta la automatización, mediante instrumentación virtual, de la técnica de crecimiento CSVT-FE. El programa desarrollado en Labview realiza un control térmico manipulando la corriente de cada una de las fuentes que calientan a los grafitos. Así mismo, en tiempo real se registra la temperatura y la corriente suministrada al bloque calefactor del substrato, del material fuente y la del impurificante. DETALLES EXPERIMENTALES El sistema está compuesto de las siguientes partes: un sistema de vacío, tres fuentes de poder, un modulo acondicionador de señales y un modulo de termopares, una computadora personal,

FCLXX121
una tarjeta de interfaz GPIB para interactuar con las fuentes de poder y una tarjeta de adquisición de datos NIDAQ para manipular el modulo de termopares. En la figura 1 se pueden observar todos los elementos mencionados y el esquema de interconexión que presentan. El proceso de control se realiza a través de un software desarrollado en un ambiente de instrumentación virtual implementado en el lenguaje de instrumentación Labview.
Figura1. Elementos que integran el sistema.
El proceso de crecimiento de películas delgadas se realiza en un equipo de evaporación que consiste en una campana de vidrio montada sobre una base de acero inoxidable, y que complementada con una bomba mecánica y una bomba turbomolecular permiten alcanzar presiones dentro de la campana del orden de 1x10-6 Torr. Adicionalmente se cuenta con válvulas neumáticas para aislar las diferentes entradas a la campana. En la figura 2. se observa un esquema del sistema de vacío.
Figura 2. Esquema del sistema de vacío.

FCLXX121
El sistema de crecimiento de películas está montado dentro de la campana de vidrio del equipo
de vacío, en la figura 3, se observa la fotografía del sistema de crecimiento.
Figura 3. Sistema de crecimiento por CSVT-FE.
El sistema de calentamiento para alimentar los tres bloques calefactores está formado por tres
fuentes de poder marca Xantrex que tienen un rango de 300 A. a 10 V. permitiendo manejar una
potencia máxima de 3000 watts, en cada una de ellas. Dichas fuentes distribuyen la corriente a
través de postes para suministrar la alimentación al sistema de crecimiento. Las fuentes de
poder cuentan con interfaz GPIB por medio de la cual pueden ser controladas a través de la
computadora personal.
DESARROLLO DEL SISTEMA DE CONTROL El esquema de control PI analógico ha sido usado de manera exitosa en muchos sistemas de
control industrial por más de medio siglo. El principio básico del esquema del control PI es que
actúa sobre la variable a ser manipulada a través de una apropiada combinación de las tres
acciones de control: la acción de control proporcional, la acción de control integral En situaciones
donde muchas plantas se controlan directamente mediante un solo dispositivo digital (como un
esquema de control en el que se controlan desde unos cuantos lazos hasta cientos de estos
mediante un solo controlador digital), la mayoría de lazos de control se pueden manipular
mediante esquemas de control PI.
Para el desarrollo de este controlador del sistema de crecimiento por la técnica CSVT-FE
presenta tres bloques calefactores, para esto fue necesario desarrollar controladores
independientes para cada uno de los bloques.

FCLXX121
En la figura 4 presentamos una serie de escalones de temperatura con ganancias
proporcionales e integrales diferentes para cada uno de ellos. Se observa el mejor
comportamiento para la curva con una ganancia de 1.1 y de 0.02, para la ganancia proporcional
y para el integral respectivamente.
Figura 4. Se muestra la respuesta del controlador a un escalón de temperatura de 100°C con distintas ganancias. El valor de P indica la ganancia que utilizó en el control proporcional y la I la ganancia que se utilizó en el integral En la figura 5 se presenta el comportamiento de escalones programados de 25°C a 625 °C y
utilizando el controlador PI con los valores de ganancia encontrados y que presentaron el mejor
desempeño.

FCLXX121
Figura 5. Escalones de temperatura para el controlador PI.
En la figura 6, se observa el comportamiento de corriente que demanda el bloque calefactor
conforme se fueron realizando los escalones de temperatura y que se muestran en la figura 5.
En este caso se presenta solo el comportamiento de uno de los bloques calefactores utilizados.
El comportamiento de control es similar para los otros dos. Lo que se modifica es el valor de los
valores de ganancia.

FCLXX121
Figura 6. Curva de la demanda de corriente para los escalones de temperatura.
PROGRAMA DESARROLLADO. El programa desarrollado en Labview presenta una interfaz visual atractiva y de fácil operación, a
base de controles e indicadores, en la figura 7 se observa la pantalla que integra todo el sistema
de control, en el se puede observar una sección para la programación de rampas o isotermas, y
otra sección correspondiente al comportamiento real del proceso de calentamiento. Y una
sección de botones para iniciar o detener el proceso. El programa también permite almacenar en
un archivo de texto el comportamiento del proceso de calentamiento, que incluye la temperatura
y la corriente que demando el sistema. A continuación se describen algunos de los controles
que presenta el programa:
Cuadro de controles de temperatura deseada: Se fijan las temperaturas que el usuario desea obtener el final de la función programada. Botones de función: Se utilizan para elaborar una rutina deseada de las temperaturas que el usuario requiera.
Escalón: La temperatura inicial y la final son iguales a la temperatura fijada en el cuadro de selección de temperaturas.

FCLXX121
Rampa: La temperatura Inicial es igual a la temperatura final de la función anterior y la temperatura final es igual a la temperatura fijada en el cuadro de controles de temperatura. Isoterma: La temperatura inicial y la temperatura final son iguales a la temperatura final de la función anterior.
Duración: Consta de tres recuadros donde se introducen las horas, los minutos y los segundos que va a durar la función a programar. Botones de control de proceso Iniciar. Una vez que se termina de realizar el proceso. Indicadores. Tabla del proceso programado. Despliega el tipo de función programada, la duración, el tiempo de enlace de inició en segundos así como el final para cada función programada, la temperatura inicial y la temperatura final a programar para cada bloque de grafito programado. Tiempo transcurrido. Despliega un display del tiempo transcurrido del proceso en formato de horas, minutos y segundos. Instrumentos encendidos. Se tiene un led indicador para cada uno de las fuentes y el lector de termopares. El led se prende cuando el instrumento está encendido o trabajando de una manera adecuada. En lo que respecta a la grafica desplegada, en esta se puede observar el comportamiento real de
la temperatura y el proceso programado (referencia) por el usuario. Este proceso se presenta en
tiempo real para los tres bloques calefactores. Un aspecto importante es que el software
presenta el tiempo total de duración del proceso. Y finalmente se permite imprimir la grafica.
Adicionalmente se cuenta con una ventana de configuración para colocar límites a las fuentes de
poder como son valores máximos y mínimos de voltaje y corriente.

FCLXX121
Figura 7. Pantalla principal del programa de control de temperatura.
RESULTADOS Y CONCLUSIONES Se realizaron las pruebas al sistema de control para afinar detalles de las ganancias del
controlador y de funcionalidad del programa al momento de hacer la programación. En la figura 8
se presenta una grafica correspondiente a un proceso de calentamiento, se utilizaron los
parámetros para una rampa con velocidad de calentamiento de 10°C por minuto, y una isoterma
de 10 minutos a 600 °C. El control para temperaturas en el rango de 400 a 800°C tuvo un error
máximo de ±1°C.

FCLXX121
Figura 8. Proceso de control para un proceso general de calentamiento.
AGRADECIMIENTOS Este proyecto fue financiado por CGPI-IPN y CONACYT, bajo los proyectos 20050907 y
38444E.
REFERENCIAS [1] LabVIEW Graphical Programming Course http://cnx.rice.edu/content/col10241/latest/ [2] http://xantrex.com [3] Internal GPIB Interface for XKW Series Programmable DC Power Supply Operating Manual [4] SCXI 1112 User Manual [5] Making High Accuracy Thermocouple/Temperature Measurements Using the SCXI-1112 Module,http://zone.ni.com/devzone/conceptd.nsf/webmain/F5C64678D54A37358625696500648FC0?opendocument&node=1603_US [6] Introducción a la adquisición de datos. http://zone.ni.com/devzone/conceptd.nsf/webmain [7] Tesis “Control Automático para un sistema evaporador de películas delgadas basado en un microcontrolador.”, Pedro Pasos Canul, 2000. [8] Tesis: Diseño Y Construcción De Un Sistema De Crecimiento De Películas Delgadas, Javier Zapata Torres, 2004.


AGRADECIMIENTOS
• Quiero agradecer al ser todo poderoso por permitirme realizar un sueño
más en mi vida.
• A mis padres por el amor y apoyo que me han brindado a lo largo de mi
vida.
• A mis hermanos los cuales me han motivado para llevar acabo mis
proyectos.
• Al Dr. Martín Zapata Torres por haber confiado en mí y haber aceptado mi
participación en este proyecto.
• A mis Asesores MC. Hernán Peraza Vázquez, MC. Fabio Chalé Lara y el
Ing. José Federico Chong Flores por la oportunidad de trabajar bajo su
dirección, sus valiosas enseñanzas y sugerencias.
• Al TSU. Javier Andrés Zapata Torres, por brindarme sus sabios consejos.
• A mis Amigos: Eibar García Rosales, Estela Cavazos Hernández, Jorge
Iván Maya Maldonado, Luís Antonio García Pérez, Juan Cesar Galindo,
Juan Gilberto del Ángel Serna, Pedro Antonio Gallegos Ramírez por su
invaluable amistad.
• A todo el personal del CICATA- IPN ALTAMIRA por su convivencia grata
todos los días.
José Alfredo Balderas Zapata
Ingeniero en Electrónica en el Instituto Tecnológico de Ciudad Madero







