
tentaplugg.nuav studenter för studenter
Kurskod T0008N
Kursnamn Operations management
Datum LP3 10-11
Material Sammanfattning
Kursexaminator Anders Bystedt
Betygsgränser
Tentamenspoäng
Övrig kommentar Sammanfattning över kursbok, föreläsningar och tentor
1
Det här är en sammanfattning över det viktigaste i OM-kursen från boken och föreläsningarna.
Sammanfattningen är skriven främst för min egen skull; om något inte skulle vara helt korrekt tar
jag därför inte ansvar för det.
/Carl Enbom
Hänvisning till delvis/fullständiga förklaringar för gamla tentauppgifter
Område Sida Tenta/uppgift
Value Stream Mapping, Ramp-up, Core processes, pull method, ERP, Economies of scale
32, 46, 30, 60, 21 090326 – 1
Mistake-proofing 30 2.5
Operations strategy 3 3
Kundvärde, Efterhandskänslor, SWOT
39, 17, 5 4abc
TOC 25, 26 090514 – 1abc
SOP 56 och därikring 2abc
Skillnad mellan efficient och responsive supply chain
41 tabell 9.2 3
Fiskbensdiagram 14 8
Positionering, Segmentering
49, 49/4 100325 – 2ab
P-D-S-A 18 3d
Kanban 31 6ab
DMAIC 19 100518 - 3c
5S / waste (lean) 31, 29 4ab
Beslutsträd 23 7abc
EOQ 53 10
Viktiga saker som lär kunna komma är: Bullwhip effect, 44 och SCOR, 44
2
Chapter 1 – Competing with operations
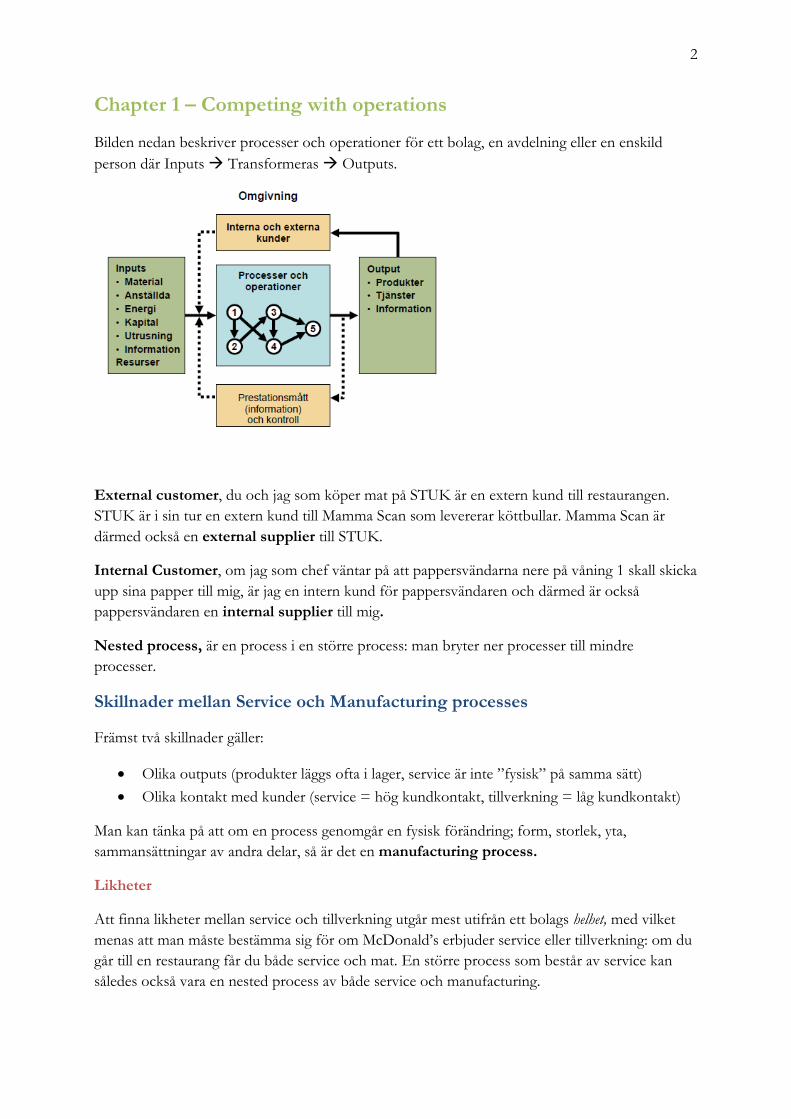
Bilden nedan beskriver processer och operationer för ett bolag, en avdelning eller en enskild
person där Inputs Transformeras Outputs.
External customer, du och jag som köper mat på STUK är en extern kund till restaurangen.
STUK är i sin tur en extern kund till Mamma Scan som levererar köttbullar. Mamma Scan är
därmed också en external supplier till STUK.
Internal Customer, om jag som chef väntar på att pappersvändarna nere på våning 1 skall skicka
upp sina papper till mig, är jag en intern kund för pappersvändaren och därmed är också
pappersvändaren en internal supplier till mig.
Nested process, är en process i en större process: man bryter ner processer till mindre
processer.
Skillnader mellan Service och Manufacturing processes
Främst två skillnader gäller:
Olika outputs (produkter läggs ofta i lager, service är inte ”fysisk” på samma sätt)
Olika kontakt med kunder (service = hög kundkontakt, tillverkning = låg kundkontakt)
Man kan tänka på att om en process genomgår en fysisk förändring; form, storlek, yta,
sammansättningar av andra delar, så är det en manufacturing process.
Likheter
Att finna likheter mellan service och tillverkning utgår mest utifrån ett bolags helhet, med vilket
menas att man måste bestämma sig för om McDonald‟s erbjuder service eller tillverkning: om du
går till en restaurang får du både service och mat. En större process som består av service kan
således också vara en nested process av både service och manufacturing.
3
Core process
Kärnprocesser är de aktiviteter som levererar värde till externa kunder: hjärtat i företaget. Dessa
processer kan man koppla till competetive priorities; det som gör att företaget kanske vinner
ordern. Boken riktar in sig på fyra kärnprocesser:
1. Supplier Relationship Process
Anställda som jobbar med relationer till leverantörer: förhandlar om priser, när saker ska
levereras etc. För till exempel ett flygbolag är det här samma sak som att få sina ”inputs” från
suppliers. Därför är det viktigt med competetive priorities, som att få bra priser, konstant kvalité
och leverans vid rätt tid.
2. New Service/Product Development process.
Utvecklar nya produkter och tjänster. En competetive priority för flygbolaget kan vara att snabbt
ta sig in på marknaden och erbjuda unika tjänster av toppkvalitet.
3. Orderfulfillment
De processer som krävs för att producera och leverera produkten eller servicen till en extern
kund. Flygbolaget bör här erbjuda billiga biljetter, konstant kvalité, flyga på rätt tider etc.
4. Customer Relationship Process
Dem som arbetar med externa kunder, till exempel marknadsföring och telefonförsäljare.
Exempel kan vara ett flygbolag där personalen riktar in sina processer på att erbjuda felfri och
snabb information till kunderna.
Till detta kommer också stödprocesser (support processes) som ger viktiga resurser för att
kärnprocesserna skall fungera, exempelvis processen att anställa människor för att utföra arbeten
eller att budgetera pengar för tillverkande processer. Själva ”processerna” behandlas närmare i
kapitel 10.
Operations strategy
En företagsstrategi som länkar lång- och kortsiktiga operationer och hjälper/definierar hur
företaget ska verka inriktat mot ”kunden”, samt hur man är stark i konkurrensen. Detta bestäms
utifrån:
Corporate strategy
Definierar företagets mål tillsammans med kärnprocesserna. Här bestäms för vilka marknader
man skall verka på och hur resurserna ska användas till att utveckla kärnprocesserna. Man kan
dela in detta i fyra punkter:
Environmental scanning
En manager ”scannar” omgivningen, som kan vara industrier, marknader och samhällen, för att
söka efter möjligheter eller ”hot” att investera eller backa. Vidare ”scannar” man av ekonomiska
4
trender, tekniska förändringar etc. Det är viktigt att ligga i framkant och se detta före
konkurrenterna.
Developing core competencies
Core competencies, kärnkompetenser, är de unika resurserna och företagets styrka. Högutbildad
personal är viktigt för kärnkompetensen. Vidare räknas också flexibla och väl placerade lokaler,
kunskap om marknaden samt välutvecklade system och sådant som patent på nya maskiner.
Developing core processes
Detta handlar om att fokusera på de fyra punkterna i början av sidan. En del företag fokuserar på
alla punkter, vissa satsar särskilt på andra. Det viktiga är att varje företag bör utvärdera sina
kärnkompetenser och fokusera på och fokusera på processerna som de är bäst på.
Global strategy
Att identifiera möjligheter och ”hot” kräver ett globalt perspektiv. För att gå in på en global
marknad kan man till exempel ingå i en allians med andra bolag. (Mer utförligt sid. 31)
Baserat på dessa punkter (Corporate strategy) görs sedan en
Market analysis
Undersöker vilka kunderna är, vad de vill ha, samt konkurrenters styrkor. Kan delas upp i:
Market segmentation
Vilka som är intresserad av din produkt: dela in produkterna i segment där segmenten motsvarar
en målgrupp. Du kanske äger ett plastföretag som tillverkar plastleksaker åt 3-åringar och
matlådor till vuxna. Att börja marknadsföra sina matlådor för 3-åringar är kanske inte så
strategiskt genomtänkt.
Needs assessment
Ungefär ”behovsanalys”. Vad vill kunden ha? Pris, kvalitet, tillgänglighet, volym, support etc.
Competitive priorities, beskriver hur man är stark i konkurrensen på marknaden och satisfierar
interna och externa kunder.
Competitive capabilities, är skillnaden mellan det faktiska utförandet såsom pris, kvalité, tid
etc. och competetive priorities.
Ordervinnare, är vad som gör att kunder skiljer på olika företag: pris, kvalitet, tid, flexibilitet,
teknisk support och annat som gör att du väljer just dem.
Kvalificerare, är i princip lika med att ett företag är på marknaden, och att en kund
överhuvudtaget överväger ”dig” som företag. Inom industrin kan ett krav för kvalificerare till
exempel vara att man innehar ISO9000/14000-certifikat för att kunden ens ska vara intresserad
av din industri. Men på samma sätt kan det ju också bli en ordervinnare: om man gör affärer i ett
5
u-land där certifikat av denna typ inte är så vanlig bland konkurrerande industrier, kanske det blir
just detta som får dig att vinna ordern.
SWOT-analys verkar inte stå i boken men dyker upp på tentorna. SWOT är en utvärdering av
ett företags styrkor, svagheter, möjligheter och ”hot”.
S – Strength
W – Weakness
O – Opportunities
T – Threats
S-W kallas för internal analysis, O-T kallas för external analysis. Tänk på att ”intern” är det som
sker inom företaget och ”extern” det som händer utanför företaget.
Internal analysis:
Marketing
Rykte hos företaget, marknadsandelar, kundnöjdhet, produktkvalitet, servicekvalitet
Finans
Pengaflöde, stabilitet i finanser
Organisation
Ledarskap, entreprenörskap, dedikerade anställda
External analysis:
Makroanalys
Faktorer bestående av politiska, ekonomiska, sociala, teknologiska, legala och omgivningen.
Mikroanalys (”Industrianalys”)
Leverantörer, kunder, konkurrenter, distributörer, handlare.
6
Chapter 3 – Developing a process strategy
Alla processer tillför något av värde. Kapitlet handlar om hur man ska designa processer så
effektivt som möjligt. Att ändra en process påverkar inte bara processen i sig utan också
företagets nested processes, bolagets helhet etc.
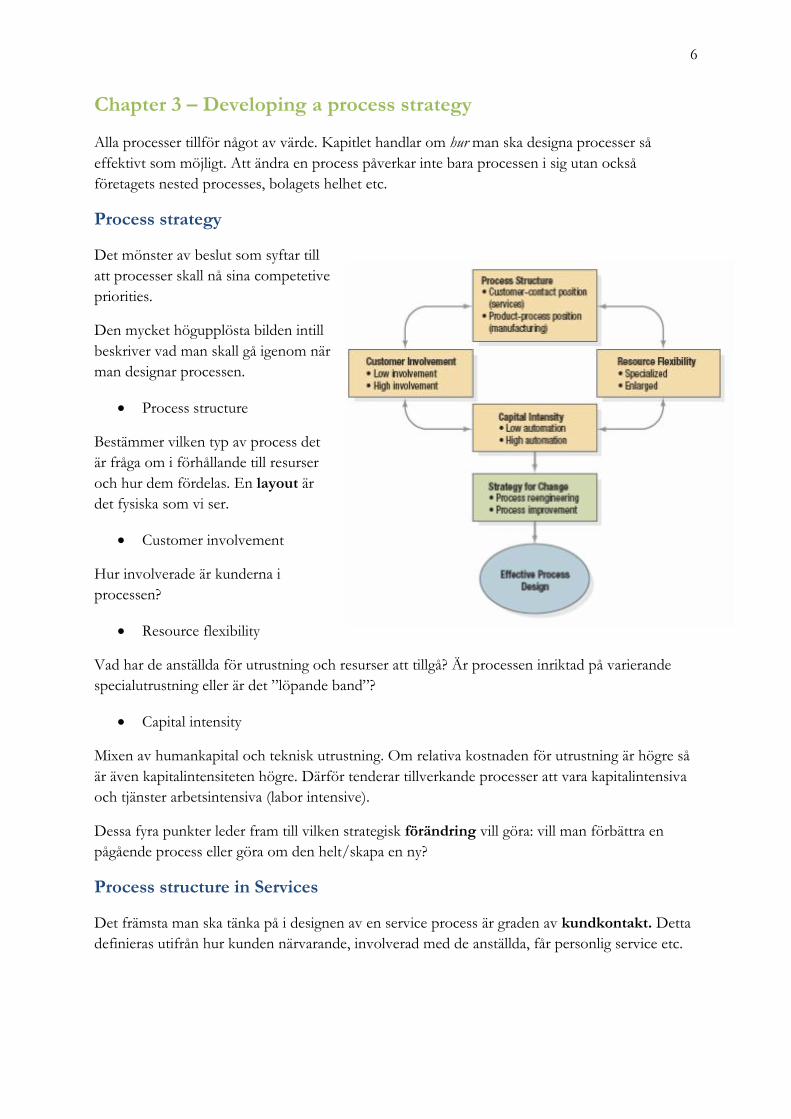
Process strategy
Det mönster av beslut som syftar till
att processer skall nå sina competetive
priorities.
Den mycket högupplösta bilden intill
beskriver vad man skall gå igenom när
man designar processen.
Process structure
Bestämmer vilken typ av process det
är fråga om i förhållande till resurser
och hur dem fördelas. En layout är
det fysiska som vi ser.
Customer involvement
Hur involverade är kunderna i
processen?
Resource flexibility
Vad har de anställda för utrustning och resurser att tillgå? Är processen inriktad på varierande
specialutrustning eller är det ”löpande band”?
Capital intensity
Mixen av humankapital och teknisk utrustning. Om relativa kostnaden för utrustning är högre så
är även kapitalintensiteten högre. Därför tenderar tillverkande processer att vara kapitalintensiva
och tjänster arbetsintensiva (labor intensive).
Dessa fyra punkter leder fram till vilken strategisk förändring vill göra: vill man förbättra en
pågående process eller göra om den helt/skapa en ny?
Process structure in Services
Det främsta man ska tänka på i designen av en service process är graden av kundkontakt. Detta
definieras utifrån hur kunden närvarande, involverad med de anställda, får personlig service etc.
7
Som hjälp till detta finns:
Customer-Contact matrix
Består av en horisontell axel och en vertikal. Den optimala positionen är nånstans längs
diagonalen.
Den horisontella axeln beskriver graden av customer contact and customization. Längst ut
till vänster på linjen finns hög kundkontakt och mycket varierandetjänster. Kunden är då troligen
närvarande och aktiv: kunden ”ser” processen. Den högra sidan innebär låg kundkontakt,
standardiserad service, passivt involverande och lite personlig uppmärksamhet. Den vertikala
axeln beskriver graden av (1) processdivergens och (2) flöde. Att något är divergent är samma sak
som att något är olika. En divergent process är därmed samma sak som flexibel och
individualiserad. En arkitekt är divergent. Flexible flow är mer diverserade (varierande/skiljande)
processer som innebär att kunder, material eller information tar lite ”olika vägar”. Tvärtom
innebär line flow att kunder, material eller information rör sig i steg-för-steg.
Detta leder fram till;
Front office: flexibelt arbete med hög kundkontakt, där kunden har mycket att välja på i
varje ”steg”
Hybrid office: viss kundkontakt, tjänsterna är standardiserade med ett par val per steg,
flödet är flexibelt men med några steg-till-steg
Back office: låg kundkontakt, standardiserade tjänster, line flow. ”Rutinarbete”.
Process structure in Manufacturing
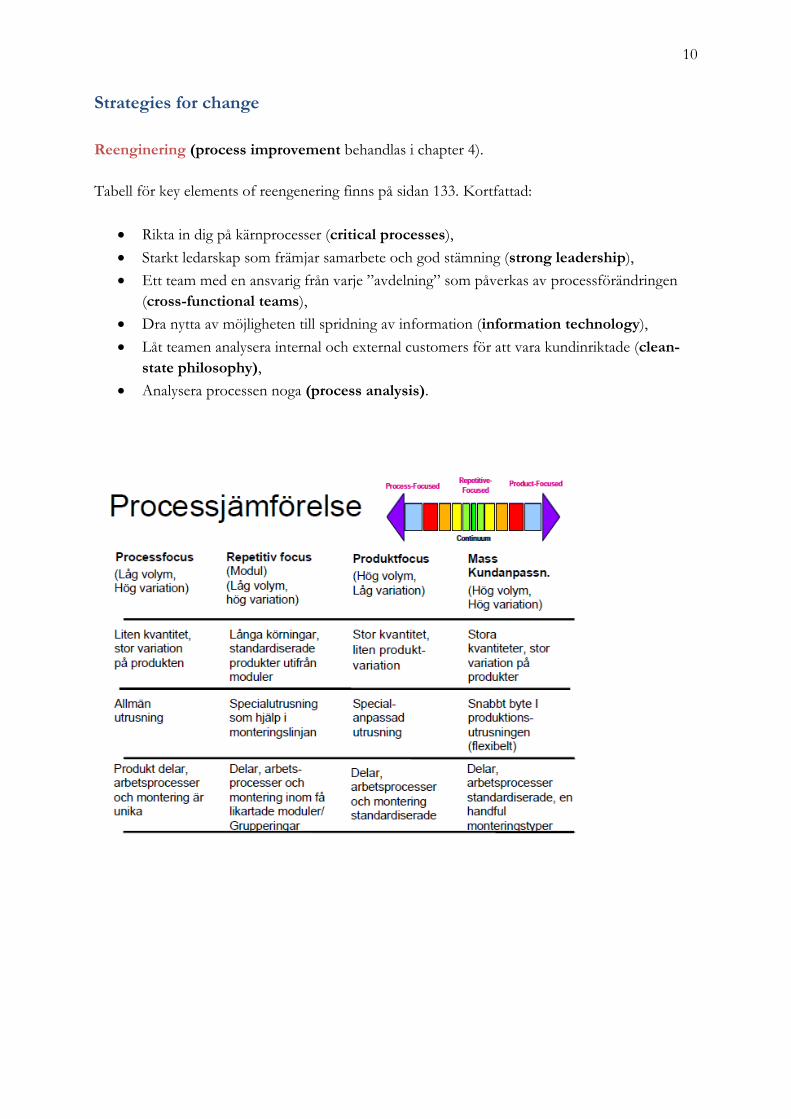
Till skillnad från en service process (graden av kundkontakt) så är det främsta här volym.
Product-Process matrix
Likt Customer-Contant matrix så består den vertikala axeln av flexibla processer längst upp
något repetivt arbete högt repetivt arbete kontinuerligt flöde. Den horisontella axeln ökar
med mindre valbarhet och större volym.
Job Process: flexibelt, låg volym. Varje order behandlas som ett ”jobb” och de gör inte
produkten i förväg.
Batch process: det finns liten och stor batch. Exempel kan vara standardkomponenter
som är en del av en större produkt. Den grundläggande skillnaden mot job process är att
volymen är högre, ett par komponenter av produkten kan vara producerade i förväg.
Line process: variationen av produkterna är liten, volymen är hög och det mesta är
repetitivt.
Continous flow process: kemiska processer, stålprocesser etc. Hög volym, ingen
variation, inget ”stopp” i processen utan allt rör sig som en enhet. Kapitalintensivt.
8
Production and Inventory strategies
Make-to-order strategy: Låg volym, kundspecifika produkter (kundspecifikation). Kan
kopplas till job processes.
Assemble-to-order strategy: Producerar en stor variation produkter från relativt få
enheter/moduler och komponenter efter kundorder. Består ofta av en line process för
sammansättning av komponenter och en batch process för fabrikation.
Make-to-stock strategy: Håller enheter i lager för omedelbar leverans, minimerar
kundleveranstider. Hög volym, line process eller continous flow.
Mass production: Används i populär press för linjeprocess som använder “make-to-
stock strategy”.
Layout
Här organiseras human- och kapitalresurser till ”fysisk form”. En operation är en grupp av
resurser som utför en, eller delar, av en process. För att strukturera en process ska man (1) samla
information, (2) utveckla en blockplan, (3) designa en detaljerad layout.
Man strävar efter att klumpa ihop processer och enheter som är i samarbete med varandra och
försöker designa utrymmet/fabriken utefter det.
Customer Involvement
Att involvera kunden kan generera bättre kvalité, snabbare leverans, större flexibilitet och ibland
lägre kostnad (handla mat = customer involvement = spara kostnader för mataffären).
Att plocka in kunden kan också leda till ineffektiva processer. Man måste ta hänsyn till layout och
de anställdas möjligheter/skickligheter i sitt arbete, för att garantera att kunden upplever kvalitét.
Resource Flexibilty
Workforce
En flexibel arbetskraft kan göra många uppgifter, men kommer oftast till en högre lön.
Fördelarna kan dock vara stora.
Equipment
Om volymen är låg bör företaget använda sig av flexibel utrustning. En line process kräver
således inte lika mycket flexibilitet i utrustningen då produkterna är lika varandra.
9
Capital intensity
Hög kostnad för utrustning ger större kapitalintensitet. Vid tillverkning talar man om
automation, fixed automation, flexible automation och industrial robot. Om detta känns
skitintressant står det utförligt på sidan 128.
Economies of scope
Skalekonomi, tänk Elgiganten; stora volymer och mängder av olika produkter genom ett långt
pris = kapitalintensitet och resursflexibilitet är hög.
Strategic Fit
De fyra viktiga processerna process structure, customer involvement, resource flexibility och
capital intensity ska kopplas strategiskt för att processen ska vara effektiv. Boken går igenom
både service och manufacturing, jag nöjer mig med service - det är likadant fast med volym
istället.
Decision Patterns for Service Processes
Efter man har analyserat customer-contact matrix kommer man kanske fram till att något inte
ligger i ”diagonalen”. Processen bör spegla dina competetive priorities och om något ligger fel
(inte i diagonalen) är processen inte så effektiv som den borde vara.
Förklaringarna nedanför bygger på hur det ser ut vid hög kundkontakt.
Process structure. Kunden (intern eller extern) är närvarande, aktivt involverad och får
personlig uppmärksamhet. Hög divergens och flexibelt processflöde.
Customer involvement. När kundkontakten är hög blir kunden också involverad i processen.
Servicen för varje kund är unik.
Resource flexibility. Om divergensen är hög ställer det krav på mer flexibla resurser såsom
anställda, lokaler och utrustning.
Capital intensity. Är volymen högre och automationen större kommer också kapitalintensiteten
att vara större (troligtvis).
Gaining focus
Plants within plants (PWPs) – olika operationer
inom en anläggning med individuella
konkurrensfördelar, processer och arbetskraft under
samma tak.
Fokuserade fabriker – resultatet utav att ett
företag splittrar större fabriker som tillverkar alla
företagets produkter till mindre specialiserade
fabriker.
10
Strategies for change
Reenginering (process improvement behandlas i chapter 4).
Tabell för key elements of reengenering finns på sidan 133. Kortfattad:
Rikta in dig på kärnprocesser (critical processes),
Starkt ledarskap som främjar samarbete och god stämning (strong leadership),
Ett team med en ansvarig från varje ”avdelning” som påverkas av processförändringen
(cross-functional teams),
Dra nytta av möjligheten till spridning av information (information technology),
Låt teamen analysera internal och external customers för att vara kundinriktade (clean-
state philosophy),
Analysera processen noga (process analysis).
11
Chapter 4 – Analyzing processes
Kapitlet beskriver hur man identifierar möjligheter till förbättringar, definierar ”vidden”,
dokumenterar processen, analyserar resultatet för att finna glapp mellan mål och faktiskt resultat,
designar om processen och implementerar förändringarna.
A systematic approach
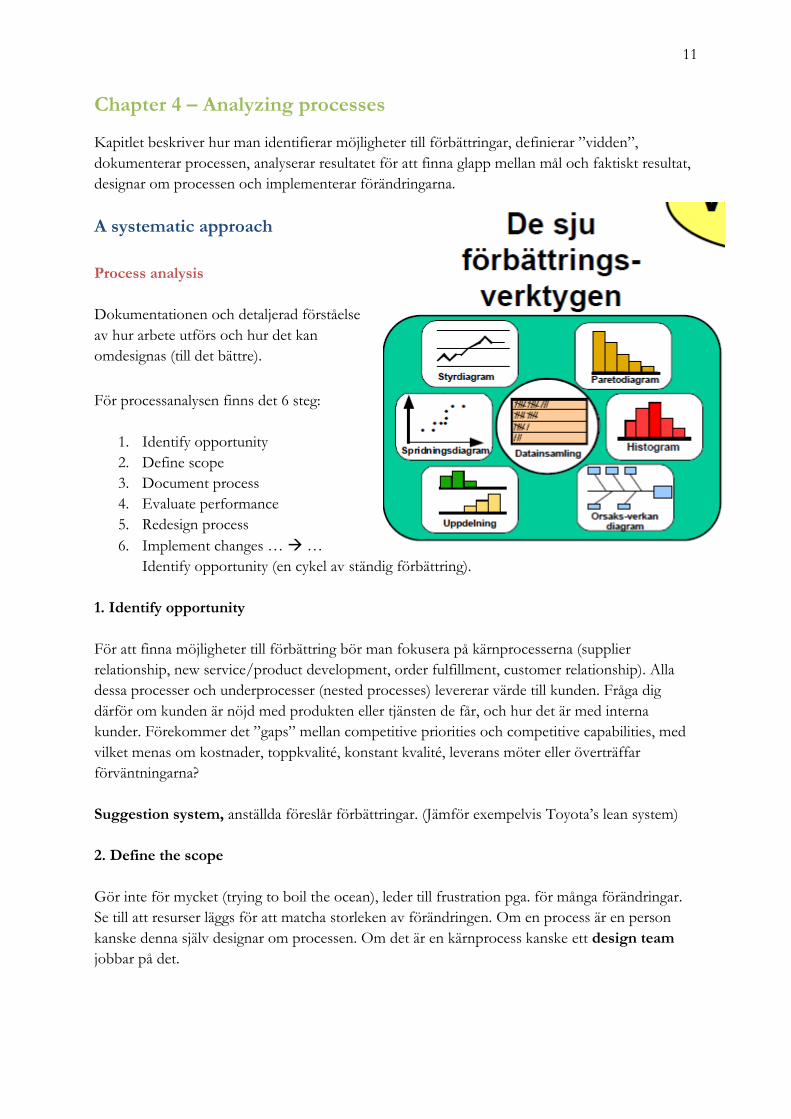
Process analysis
Dokumentationen och detaljerad förståelse
av hur arbete utförs och hur det kan
omdesignas (till det bättre).
För processanalysen finns det 6 steg:
1. Identify opportunity
2. Define scope
3. Document process
4. Evaluate performance
5. Redesign process
6. Implement changes … …
Identify opportunity (en cykel av ständig förbättring).
1. Identify opportunity
För att finna möjligheter till förbättring bör man fokusera på kärnprocesserna (supplier
relationship, new service/product development, order fulfillment, customer relationship). Alla
dessa processer och underprocesser (nested processes) levererar värde till kunden. Fråga dig
därför om kunden är nöjd med produkten eller tjänsten de får, och hur det är med interna
kunder. Förekommer det ”gaps” mellan competitive priorities och competitive capabilities, med
vilket menas om kostnader, toppkvalité, konstant kvalité, leverans möter eller överträffar
förväntningarna?
Suggestion system, anställda föreslår förbättringar. (Jämför exempelvis Toyota‟s lean system)
2. Define the scope
Gör inte för mycket (trying to boil the ocean), leder till frustration pga. för många förändringar.
Se till att resurser läggs för att matcha storleken av förändringen. Om en process är en person
kanske denna själv designar om processen. Om det är en kärnprocess kanske ett design team
jobbar på det.
12
3. Document the process
Dokumentering består av att visa via diagram/göra en lista över processernas inputs, outputs,
suppliers, kunder. Detta bryts sedan ner i mindre delar där den som analyserar processen ser
processdivergens (alltså hur varierande det är, line process eller job process t.ex.) eller graden av
kundkontakt. Man kan också notera vilka steg som är synliga för kunden (line of visibility) eller
vart processen övergår från en avdelning till en annan.
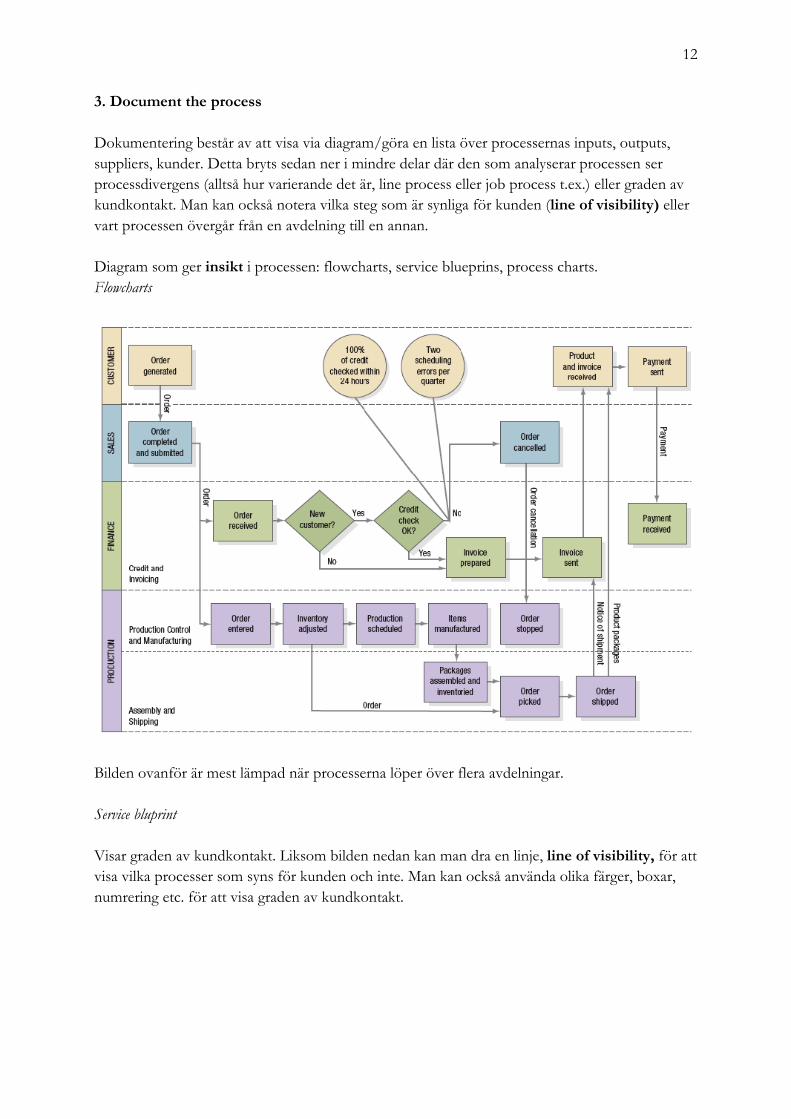
Diagram som ger insikt i processen: flowcharts, service blueprins, process charts.
Flowcharts
Bilden ovanför är mest lämpad när processerna löper över flera avdelningar.
Service bluprint
Visar graden av kundkontakt. Liksom bilden nedan kan man dra en linje, line of visibility, för att
visa vilka processer som syns för kunden och inte. Man kan också använda olika färger, boxar,
numrering etc. för att visa graden av kundkontakt.
13
Process charts
En processkarta är ett organiserat sätt att dokumentera alla aktiviteter som görs av en person eller
grupp vid en arbetsstation, med en kund eller vid arbete med olika material.
Ofta brukar man mäta distans och ta tid för varje aktivitet (som kan vara att gå in i ett rum, sätta
sig ner, vänta på något, checka ut, plocka upp en burk och liknande) samt ha en tabell med olika
symboler som kan vara operation, transport, inspect, delay och store, där dessa värden motsvarar
de aktiviteter man gör. Att plocka upp en burk är tillexempel vad som går under ”operation”.
Work measurements techniques
Alla är exempel på metoder hur man mäter tid.
Time study method: sätter en tidsstandard för varje jobb
Elemental standard data: uppskattar tiden för ett jobb, särskilt job processes.
Predetermined data approach: mikrotider, ungefär små robotrörelser osv.
Work sampling method: bestämmer proportionen av arbete vid en viss process
o Learning curve analysis: visar relationen mellan processtid och kvantiteten av en
produkt eller tjänst.
4. Evaluate performance
Metrics används för att mäta prestation. Man kan till exempel använda mätningar för kvalité,
kundnöjdhet, tiden det tar att utföra vissa steg eller hela processen, kostnader, fel, säkerhet,
leveranstid, flexibilitet etc.
När detta är gjort samlas information in om hur processen presterar.
14
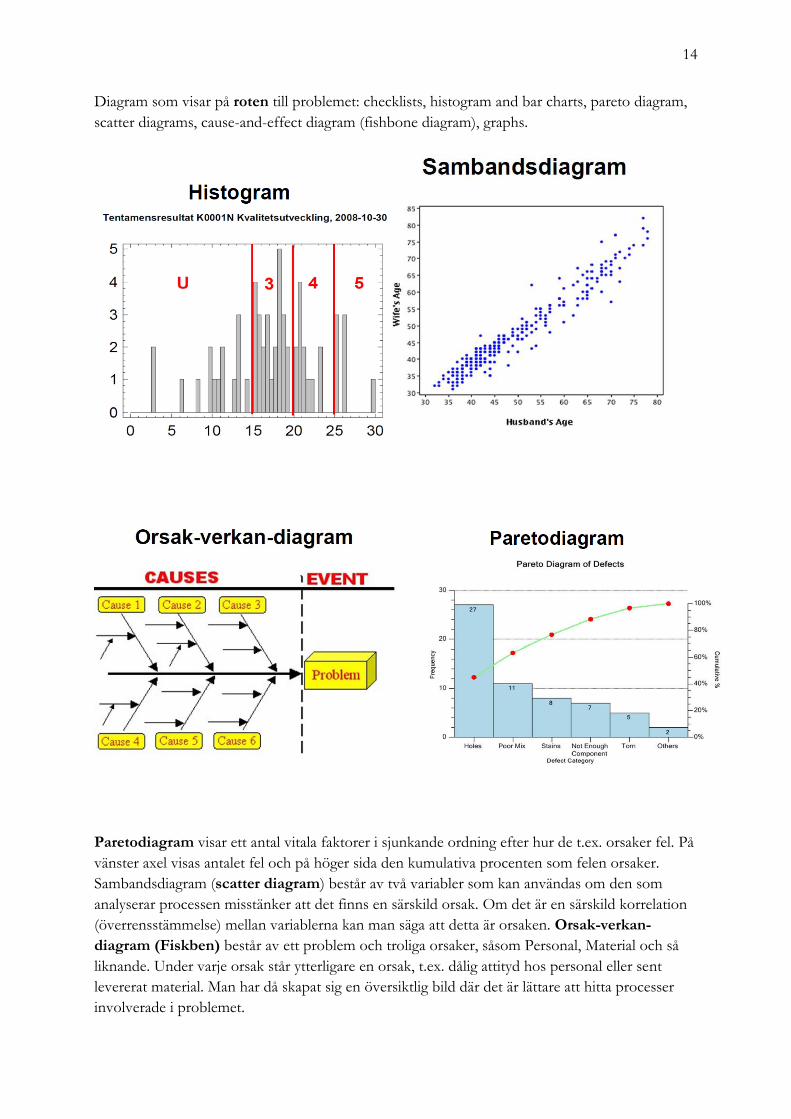
Diagram som visar på roten till problemet: checklists, histogram and bar charts, pareto diagram,
scatter diagrams, cause-and-effect diagram (fishbone diagram), graphs.
Paretodiagram visar ett antal vitala faktorer i sjunkande ordning efter hur de t.ex. orsaker fel. På
vänster axel visas antalet fel och på höger sida den kumulativa procenten som felen orsaker.
Sambandsdiagram (scatter diagram) består av två variabler som kan användas om den som
analyserar processen misstänker att det finns en särskild orsak. Om det är en särskild korrelation
(överrensstämmelse) mellan variablerna kan man säga att detta är orsaken. Orsak-verkan-
diagram (Fiskben) består av ett problem och troliga orsaker, såsom Personal, Material och så
liknande. Under varje orsak står ytterligare en orsak, t.ex. dålig attityd hos personal eller sent
levererat material. Man har då skapat sig en översiktlig bild där det är lättare att hitta processer
involverade i problemet.
15
5. Redesign the process
En noggrann analys av steg 4 kommer visa disconnects eller gaps mellan önskad prestation och
faktisk prestation. Ett team kommer med idéer om vad som kan förändras.
Man kan använda brainstorming och gruppsamtal för att generera idéer för förändringar. Man
kan även använda benchmarking för att jämföra sina processer med andra företag (competitive
benchmarking = jämföra industrin, functional benchmarking = jämföra administration,
kundservice etc).
6. Implement the changes/Managing processes
För att lyckas kanske det behövs ny programvara, särskild personal etc. Det är viktigt att ”förstå”
människor för att de anställdas attityd ska vara positiv till förändringarna.
Dessa 7 misstag ska undvikas, rubrikerna förklarar allt ganska bra. Närmare beskrivet sid 161.
1. Not connecting with strategic issues
2. Not involving the right people in the right way –
3. Not giving the design teams and process analysts a Clear Charter, and then holding
them accountable
4. Not being satisfied unless fundamental “reengineering” changes are made
5. Not considering impact on people
6. Not giving attention to implementation
7. Not creating an infrastructure for continous process improvement
16
Chapter 5 – Managing quality
Fokuserar på TQM (Total Quality Management), Six Sigma. För ”Six Sigma”-kapitlet se
Föreläsning 6 på fronter, det är för mycket diagram och viktigt för att ta med.
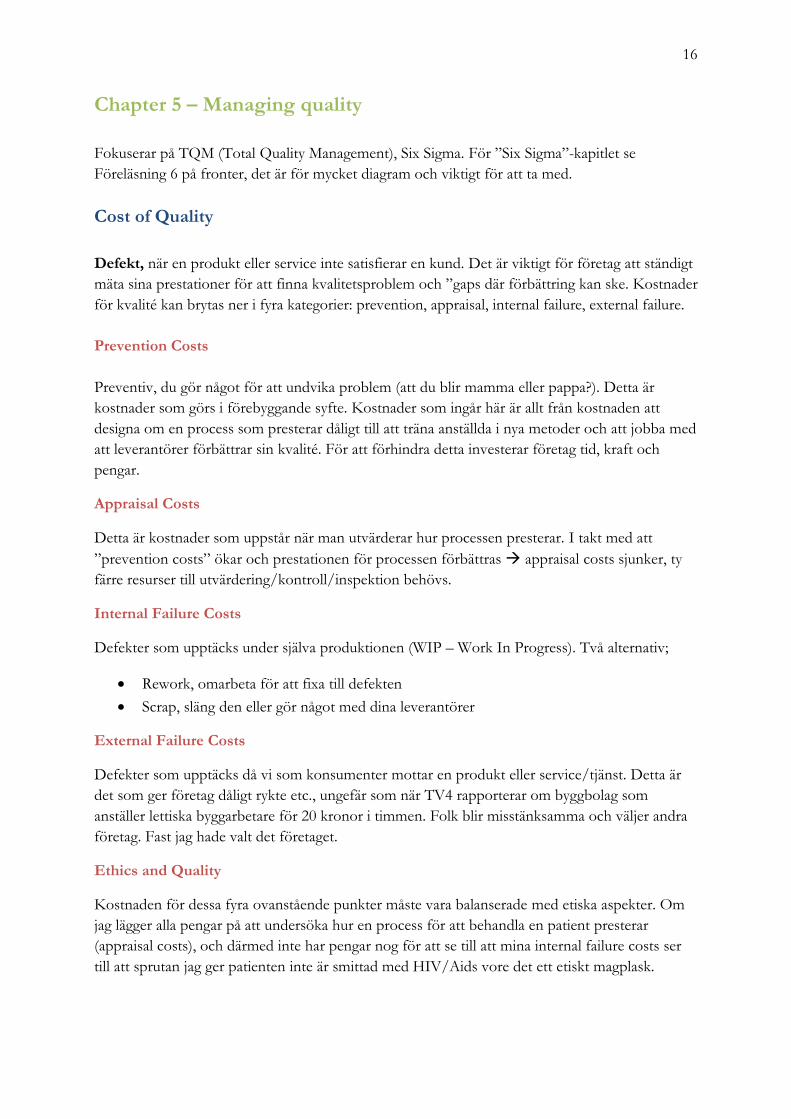
Cost of Quality
Defekt, när en produkt eller service inte satisfierar en kund. Det är viktigt för företag att ständigt
mäta sina prestationer för att finna kvalitetsproblem och ”gaps där förbättring kan ske. Kostnader
för kvalité kan brytas ner i fyra kategorier: prevention, appraisal, internal failure, external failure.
Prevention Costs
Preventiv, du gör något för att undvika problem (att du blir mamma eller pappa?). Detta är
kostnader som görs i förebyggande syfte. Kostnader som ingår här är allt från kostnaden att
designa om en process som presterar dåligt till att träna anställda i nya metoder och att jobba med
att leverantörer förbättrar sin kvalité. För att förhindra detta investerar företag tid, kraft och
pengar.
Appraisal Costs
Detta är kostnader som uppstår när man utvärderar hur processen presterar. I takt med att
”prevention costs” ökar och prestationen för processen förbättras appraisal costs sjunker, ty
färre resurser till utvärdering/kontroll/inspektion behövs.
Internal Failure Costs
Defekter som upptäcks under själva produktionen (WIP – Work In Progress). Två alternativ;
Rework, omarbeta för att fixa till defekten
Scrap, släng den eller gör något med dina leverantörer
External Failure Costs
Defekter som upptäcks då vi som konsumenter mottar en produkt eller service/tjänst. Detta är
det som ger företag dåligt rykte etc., ungefär som när TV4 rapporterar om byggbolag som
anställer lettiska byggarbetare för 20 kronor i timmen. Folk blir misstänksamma och väljer andra
företag. Fast jag hade valt det företaget.
Ethics and Quality
Kostnaden för dessa fyra ovanstående punkter måste vara balanserade med etiska aspekter. Om
jag lägger alla pengar på att undersöka hur en process för att behandla en patient presterar
(appraisal costs), och därmed inte har pengar nog för att se till att mina internal failure costs ser
till att sprutan jag ger patienten inte är smittad med HIV/Aids vore det ett etiskt magplask.
17
Total Quality Management (TQM)
Tre principer för TQM används: customer satisfaction, employee involvement, continuous
improvement.
Customer Satisfaction
En varas eller tjänsts kvalitet är dess förmåga att tillfredsställa, eller helst överträffa, kundernas
behov och förväntningar.
Conformance to Specifications
Samma sak som “överrensstämmelse mot specifikationer”, alltså hur något stämmer med det som
”utlovats”. Detta kan vara konstant kvalité eller leveranshastighet. Om C-T-S misslyckas är det ett
resultat av en misslyckad process och något som måste rättas till.
Value
Erbjuds tjänsten eller produkten till ett pris som en konsument är villig att betala?
Fitness for use
Ungefär saker som ligger på ”sidan om” produkten i sig. När du utvärderar en produkt och kollar
om den når upp till sitt syfte kanske du också lägger märke till stil, hållbarhet, pålitlighet och
liknande. Det kan ju vara bra.
Support
Missledande information såsom reklam eller personal som inte ger dig support.
Physological Impressions – Efterhandskänslor (antagligen)
Detta är djupt. Vi utvärderar produkter och tjänster utifrån alla direkta och indirekta intryck
såsom utseende, doft, hur vänliga de anställda är och allt man kan komma att tänka på. Detta
påverkar vår uppfattning om produkten eller tjänsten och därmed också vår uppfattning om
företaget och slutligen står vår uppfattning i deras kvartalsrapport i form av försäljning. Detta är
alltså väldigt viktigt att lyckas med som företag.
Employee Involvement
Cultural Change
Inom TQM är det viktigt att varje anställd får en klar bild för sig vad en kund är och att varje
anställd arbetar med minst en intern eller extern kund. Det är därför viktigt att alla förstår vad
kvalité innebär och man talar om att man jobbar med quality at the source som innebär att fel
som uppstår rättas till direkt (detta används ibland annat Lean System).
18
Teams
En grupp människor med ett gemensamt syfte som sätter och utformar sina egna mål. Det viktiga
med dessa team är att det finns nån form av employee empowerment som flyttar besluten
längre ner i kedjan, till de som faktiskt utför jobbet.
Det finns team enligt
Problem-solving teams, även kallad quality circles: en liten grupp anställda och
supervisors som analyserar och förbättrar kvalitetsproblem.
Special-purpose teams: grupp som exempelvis arbetar med en ny policy.
Self-managed teams: ungefär som volleyboll där man roterar och byter jobb såsom att
planera schema, beställningar osv.
Continuous Improvement
Kaizen, ett japanskt ord med samma betydelse som rubriken. Det handlar om att ständigt söka
efter förbättringar. Syftet är att få bort så kallad ”waste”, som att få bort antalet defekter (scrap)
vid en tillverkande process eller reducera tiden för att ta ett banklån (sms-lån någon?).
Filosofin här är att processer alltid kan bli bättre och att de anställda själva är bäst på att
identifiera vad som bör göras. DO NOT WAIT – ACT NOW, ungefär.
Teamen kan använda sig av plan-do-study-act cycle (PDSA-cykeln) för att lösa problem.
Plan. Teamet ser något som ska förbättras. Sätt upp mål. Analysera data.
Do. Implementerar och övervakar processen. Alla förändringar dokumenteras.
Study. Analyserar datan från ”Do” och jämför med målen i ”Plan”.
Act. Om resultatet från ”Study” är bra så dokumenterar man processen och gör den till
”standard” där man involverar de övriga anställda. Success!
Sig Sigma
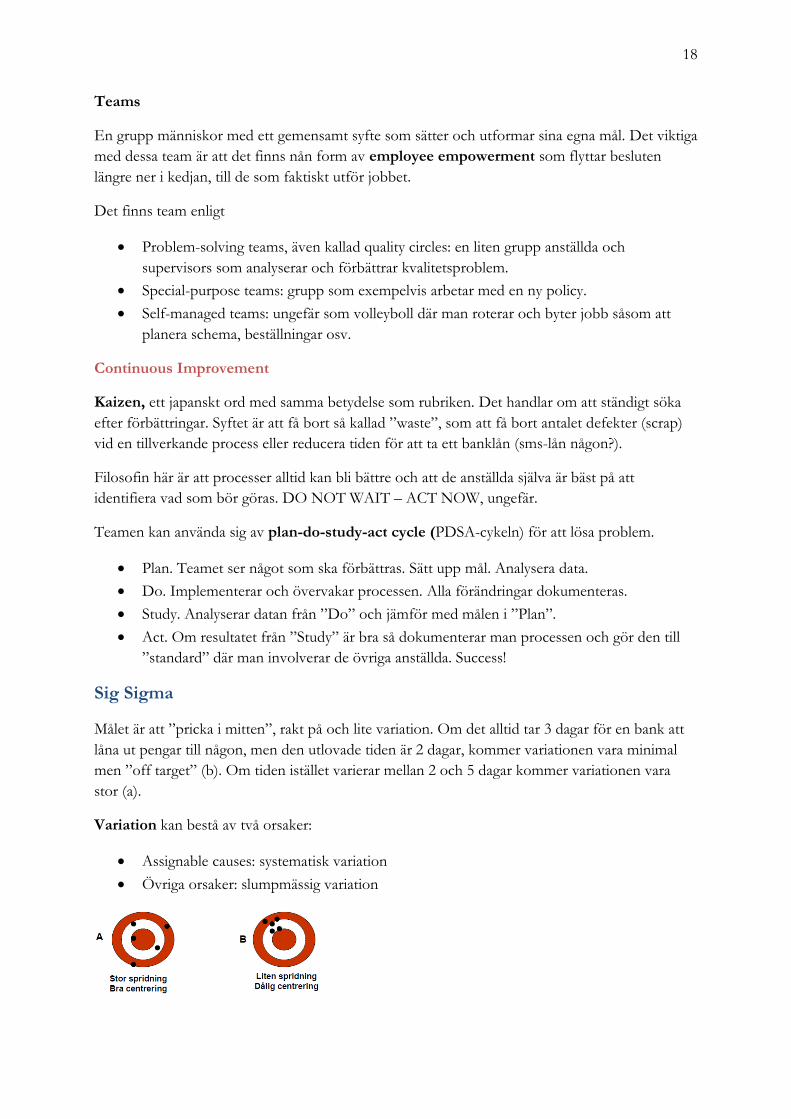
Målet är att ”pricka i mitten”, rakt på och lite variation. Om det alltid tar 3 dagar för en bank att
låna ut pengar till någon, men den utlovade tiden är 2 dagar, kommer variationen vara minimal
men ”off target” (b). Om tiden istället varierar mellan 2 och 5 dagar kommer variationen vara
stor (a).
Variation kan bestå av två orsaker:
Assignable causes: systematisk variation
Övriga orsaker: slumpmässig variation
19
Sig Sigma Improvement Model
DMAIC-processen. SPC betyder Statistical Process Control. För att lyckas med DMAIC måste
anställda tränas i ”whys” och ”how-tos” och vad det betyder för interna och externa kunder.
Define. Kritiska processer för konsumenter analysera via flowcharts och process charts.
Measure. Bestäm vad du ska mäta och förbered en “data collection plan”
Analyze. Analysera via paretodiagram, cause-and-effect etc, SPC etc.
Improve. Designa om, implementera.
Control. Använd återigen verktygen i “analyze” för att kontrollera att det är bra prestation.
Acceptance Sampling
AQL, Acceptable Quality Level. Ett prov som antingen godkänns eller inte.
Statistical Process Control
En teknik för att se om en process klarar av vad kunden vill ha. Vi kan utvärdera detta via två
sätt:
Variables. Mät längd, vikt, tid etc. Fördelen är att om man får ett larm så vet man med
hur mycket det skiljer sig mot specifikationen. Nackdelen är att det krävs särskild
utrustning, utbildade anställda
Attributes. Godkänd eller inte godkänd? Används när det är svårt och kostsamt att mäta.
Fördelen är att lite resurser krävs, nackdelen är att man inte vet exakt vad som är fel. Om
till exempel en radio inte fungerar så tar det för lång tid att undersöka allting.
Using Continuous Improvement to Determine the Capability of a Process
Här är hela processen för SPC, inklusive toleransgränser för att se om processen är duglig eller
inte.
1. Sammanställ datan (process output) och bestäm medelvärdet, standardavvikelsen.
2. Använd datan till att konstruera x-chart och R-chart.
3. Ta ett par samples, helst 20 stycken, och plotta resultatet. Om det inte ger något larm
utanför styrgränserna, är processen i statistisk jämnvikt. Om processen inte är i statistisk
jämnvikt, sök efter assignable causes och eliminera dem. Kalkylera om medelvärdet ,
standardavvikelsen och styrgränserna. Fortsätt tills processen är i jämnvikt.
4. Kalkylera process capability index (Cpk). Om resultaten visar sig acceptabla, är processen
duglig och man kan fortsätta att övervaka den. Om resultaten inte är acceptabla,
kalkylera process capability ratio (Cp). Om resultaten från Cp är acceptabla, betyder det
att variationen, spridningen, är bra och att management bör fokusera på att centrera
processen istället. Om även resultaten härifrån visar sig vara oacceptabla innebär det att
management ska fokusera på att minska variationen i processen. När förändringen är
gjord, kalkylera om medelvärdet och standardavvikelsen och gå tillbaks till steg 3.
20
International Quality Documention Standards
Man pratar om ISO9000, ett certifikat som säger att ett företag som uppfyller krav på kvalitet.
Det säger dock ingenting om själva kvaliteten, utan är snarare ett ”bevis” på att de uppfyller de
krav på kvalitet som de påstår.
Det finns även ISO14000, ett certifikat inriktat mot miljö.
Fördelarna med certifikaten är stora, trots höga kostnader att ”köpa” dem. Företaget blir lättare
att ta seriöst och överväga som supplier eller kund.
21
Chapter 6 – Planning Capacity
[Diana]Kapacitetsplanering handlar om att matcha tillgänglig kapacitet till prognostiserad
efterfrågan på kort, medel och lång sikt.
Kapacitet är inte statiskt – förändras över tiden. Dels:
Inlärningskurvan – ökad produktivitet över tiden
Driftsäkerhet – påverkas av underhåll och ersättnings- och tillägsinvesteringar
Bättre planering (verksamhetsplanering)[/Diana]
Planning Long-Term Capacity
Den långsiktiga planeringen handlar om investeringar i nya lokaler, utrustning och liknande.
Planerna täcker åtminstone två år.
Measures of Capacity and Utilization
Uttrycks generellt på två sätt:
Output Measures of Capacity
Detta är bäst när ett företag producerar en relativt låg variation av produkter med hög volym.
Toyota skulle till exempel kunna räkna sin kapacitet som antalet producerade bilar per dag.
Dock så producerar en process ofta flera tjänster/produkter, och denna output-mätning blir då
inte särskilt bra. Det är då bättre att mäta inputs.
Input Measures of Capacity
Används ofta för flexibla processer med låg volym, till exempel en butik som tillverkar
möblemang. Managern mäter då inputs i form av arbetsstationer, antalet som arbetar och så
vidare. Problemet är att efterfrågan (soffor t.ex.) oftast mäts i outputs. Managern måste då
konvertera efterfrågan till arbetstimmar och antalet anställda för att täcka upp dessa timmar till
efterfrågan.
Utilization
Graden till vilken en resurs såsom utrustning eller anställda används i förhållande till maximal
kapacitet. Med maximal kapacitet menas vad vissa processer rent ”logiskt” kan klara av. En
process kan användas till över sin kapacitet genom exempelvis övertidsarbete. Detta är dock inget
effektivt sätt i längden.
Economies of Scale
Ett koncept som säger att den genomsnittliga kostnaden för en styck producerad vara eller tjänst
kan reduceras genom att öka output rate. Detta förklaras utifrån fyra principer:
Spreading fixed costs. De fasta kostnaderna, t.ex. löner, blir spridda över fler enheter. Det
går då att producera mer till samma fasta kostnad.
22
Reducing Construction Costs. Att dubbla sin fabriks storlek brukar normalt sett inte
dubbla konstruktionskostnaden.
Cutting Costs of Purchased Materials. Att köpa in material i större volymer brukar leda till
att företag kan få bättre priser. Jämför Elgiganten, Media Markt, Wal-Mart etc med
mindre butikers priser.
Finding Process Advantages. Vid högre volymer så tenderar man att använda sina
resurser effektivare. Man kan tänka sig att det skiftar från en batch process till en line
process, flödet blir liksom mer ”kontinuerligt”. Det går att köpa in effektivare teknik,
sänka lagernivån och blabla.
Diseconomies of Scale
Att expandera i all oändlighet är dock inget solklart sett att lyckas. Alltför stora fabriker eller
företag kan leda till att kostnaden per enhet ökar, i och med att man tappar fokus på kunder,
anställda och blir allmänt ineffektiva.
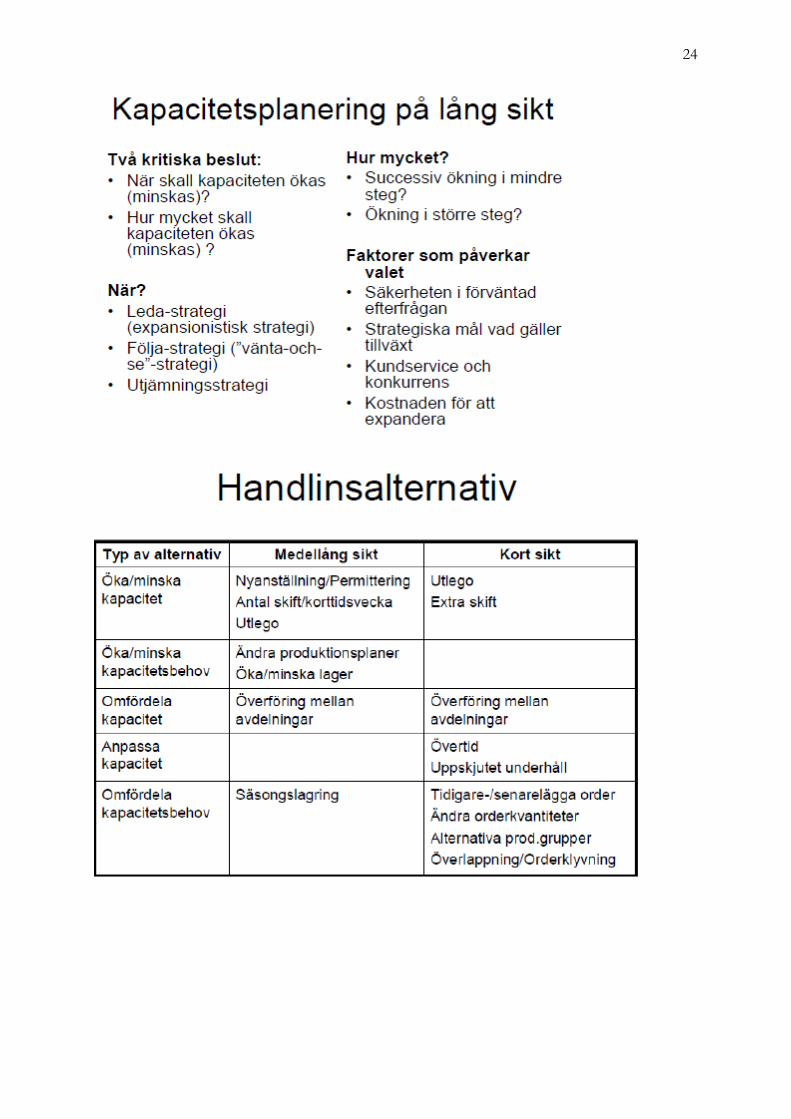
Capacity Timing and Sizing Strategies
Innan man tar ett beslut om kapaciteten måste man undersöka tre dimensioner:
Sizing capacity cushions. Detta är ungefär samma sak som ”säkerhetsmarginalen”. Man vill
ofta ha någon slags buffer mot osäkerhet, såsom att efterfrågan plötsligt ökar mycket. I
kapitalintensiva marknader såsom pappersindustrier där maskiner kostar uppemot en miljard är
det bra att ha ”låg” säkerhet och ligga nära sin maximala kapacitet, eftersom att man annars måste
köpa in en ny maskin och då plötsligt har väldigt mycket oanvänd kapacitet. Tvärtom är det för
exempelvis hotell viktigt att ha stora marginaler, eftersom att de anställda ska kunna erbjuda bra
service.
Capacity cushion = 100% - Average Utilization rate (%)
Timing and Sizing Expansion. Man talar om två extremtyper av expansioner:
o Expansionist strategy
o Wait-and-see strategy
Den förstnämnda expanderar i ”förväg” efterfrågan ökar (genom stora ofrekventa ”hopp”) för
att minimera chansen att förlora en order pga. att man saknar kapacitet. Mer som talar för denna
strategi är att det kan leda till ”economies of scale”, samt ta viktiga marknadsandelar genom att
ligga före andra företag.
Wait-and-see-strategin gör mindre, men frekventa, hopp i takt med efterfrågan. Detta reducerar
risken för överkapacitet, men det ökar också risken för att inte kunna organisera tillräckligt med
resurser vid en plötslig efterfråge-boom. Strategin passar generellt för kortsiktighet, på lång sikt
tenderar man att tappa marknadsandelar.
Follow the leader, strategi mitt i mellan de båda ovanför. Om en konkurrent expanderar, gör du
det. Om konkurrenten inte gör någonting, gör inte du det heller. Därmed får ingen en
konkurrensfördel.
23
Linking Capaity and Other Decisions
Alla typer av kapacitetsförändringar måste göras med hänsyn till allt annat i organisationen och
supply chain. När managers designar processer och bestämmer graden av resursflexibilitet, lager,
vilka lokaler man ska använda etc., så måste man också fundera över hur dessa beslut påverkar
säkerhetsmarginalen (capacity cushion). Detta eftersom att capacity cushion fungerar som en
buffer i det långsiktiga, liksom hur mycket vi har i lager. Därför gäller att om man förändrar
exempelvis resursflexibiliteten måste man också vara beredd på att förändra capacity cushion.
A systematic approach to Long-Term Capacity Decisions
Long-Term handlar om sådant som att bygga nya lager eller andra större investeringar. Därför
krävs ett systematiskt tillvägagångssätt för dessa beslut.
Step 1: Estimate Capacity Requirements
Capacity requirement, vad kapaciteten borde vara sett i ett längre perspektiv för att kunna möta
efterfrågan, både från interna och externa kunder, sett till företagets önskade capacity cushion.
Ekvationsbladen beskriver allt detta rätt bra.
Step 2: Identify Gaps
Detta är någon skillnad som uppstår mellan projected capacity requirement och current capacity.
Step 3: Develop Alternatives
Base case, inte göa någonting och förlora order från allting som ligger över förväntad
efterfrågan.
Andra alternativ är övertid, ta in extra personal och annat trevligt.
Step 4: Evaluate the Alternatives
Dels kvalitativt, med vilket menas att man kollar på hur helheten och det strategiska passer in
med varann. Även kvalitativt, då en manager kollar på cash flow/pengaflöde för varje alternativ
jämfört med the base case.
Tools for Capacity Planning
Lite metoder för att minska osäkerheten och göra bättre prognoser.
Waiting-Line Models, Simulation och Decision Trees.
Waiting-Line: Modellen uppskattar tid mellan varje kund. Mer användbar i
kapacitetsplanering, såsom när man väljer capacity cushion.Tenderar att utvecklas framför
ett ”work center”, som en ticket counter, machine center eller central computer.
Decision trees: Bra för att utvärdera olika expansioner där efterfrågan är osäker och flera
möjliga val är inblandade.
24
25
Chapter 7 – Managing Process Constraints
Constraint, (restriktion) någon faktor som begränsar ett systems prestation.
Bottleneck (flaskhals), en speciell typ av constraint. Definieras som en resurs, vilken som helst,
vars kapacitet försämrar en organisations möjligheter att möta efterfrågan för en viss produkt
eller tjänst. Var underförstådd med att en bottleneck nödvändigtvis inte är en resurs med ”minst
kapacitet” utan snarare den svagaste länken i kedjan som kanske gör att andra processer presterar
sämre.
CCR, Capacity Constrained Resource. En process med minsta kapaciteten kallas för bottleneck
om output är mindre än efterfrågan. Om kapaciten i den ”sämst” presterande processen är större
än efterfrågan kallas flaskhalsen för CCR.
Ett system måste alltid ha någon sorts contraint/bottleneck, annars skulle output styras endast av
efterfrågan.
Theory of Constraints (TOC)
Notera att i Lektion 9.pdf sidan 5 skriver Diana 9 punkter om TCO – kapacitetsutnyttjande, som
i en del av kapacitetsteorin. Tar inte upp dem här.
Eli Goldratt arbetade fram TOC. Rent principiellt går den ut på att identifiera och undvika
constraints. Teorin fokuserar inte bara på en individuell process utan ett system i sin helhet.
Genom att fokusera på materialflöde ökar företagets vinst; enligt TOC så är varje
kapitalinvestering i ett system, allt från maskiner och WIP (work-in-progress), en sorts
”inventory” eftersom att de alla kan säljas för att generera pengar.
Throughput, den hastighet/ratio ett system genererar pengar. Nu behöver det nödvändigtvis
inte vara pengar, men man pratar om ”goal units” och detta är ofta pengar.
Key Principles of the TOC
1. Identify the bottleneck(s). Vad är det som gör att en process haltar?
2. Exploit the bottleneck(s). Fixa något form av ”schema” för att maximera throughput och
få ut så mycket kapacitet som möjligt i flaskhalsen.
3. Subordinate all other decisions to step 2. Icke-flaskhalsar bör ansättas till att hjälpa
flaskhalsen och inte producera mer än flaskhalsen kan ta hand om. Om en flaskhals till
exempel arbetar till 105% så bör processen som ”ger material” till flaskhalsen kanske ta
det lugnt. Tänk på det som en buffer.
4. Elevate the bottleneck(s). Efter att man har lagt om ”schemat” i steg 1-3 och om
flaskhalsen fortfarande är en constraint kan man börja fundera på att öka kapaciten för
flaskhalsen istället.
5. Do not inertia set in. Då en constraint inte längre är en constraint kommer naturligtvis en
annan process att bli en constraint och denna ska man inte glömma bort.
Dessa fem steg kallas även POOGI (Process of Ongoing Improvement”.
26
Man kan utgå från tre frågor (tagna från Wikipedia, ger bättre bakgrund till Dianas bild och
bokens förklaring):
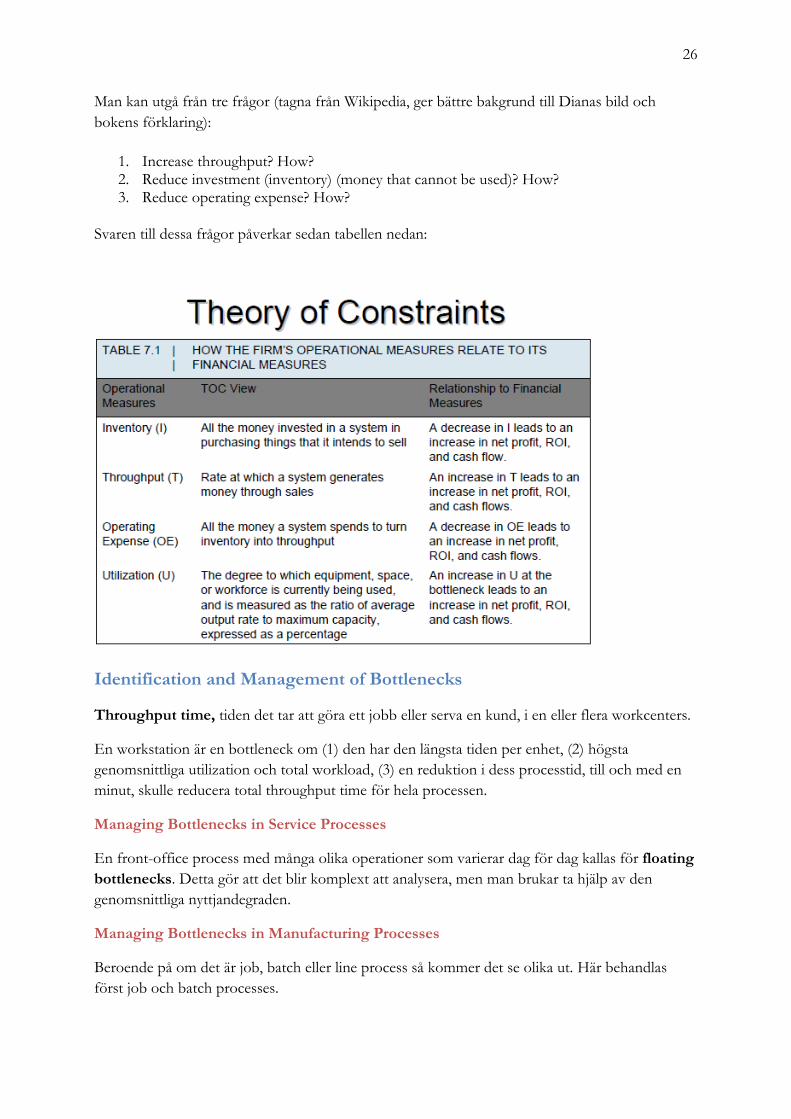
1. Increase throughput? How? 2. Reduce investment (inventory) (money that cannot be used)? How? 3. Reduce operating expense? How?
Svaren till dessa frågor påverkar sedan tabellen nedan:
Identification and Management of Bottlenecks
Throughput time, tiden det tar att göra ett jobb eller serva en kund, i en eller flera workcenters.
En workstation är en bottleneck om (1) den har den längsta tiden per enhet, (2) högsta
genomsnittliga utilization och total workload, (3) en reduktion i dess processtid, till och med en
minut, skulle reducera total throughput time för hela processen.
Managing Bottlenecks in Service Processes
En front-office process med många olika operationer som varierar dag för dag kallas för floating
bottlenecks. Detta gör att det blir komplext att analysera, men man brukar ta hjälp av den
genomsnittliga nyttjandegraden.
Managing Bottlenecks in Manufacturing Processes
Beroende på om det är job, batch eller line process så kommer det se olika ut. Här behandlas
först job och batch processes.
27
Identifying Bottlenecks
Om flera produkter är inblandade leder det ofta till extra setup time för en workstation för att
skifta från en produkt till en annan; detta leder till att trycket/overload för en workstation ökar.
Managers jobbar därför med att reducera denna tid eftersom det inte är produktivt.
Huvudmetoden för att identifiera en flaskhals är att se på nyttjandegraden (utilization).
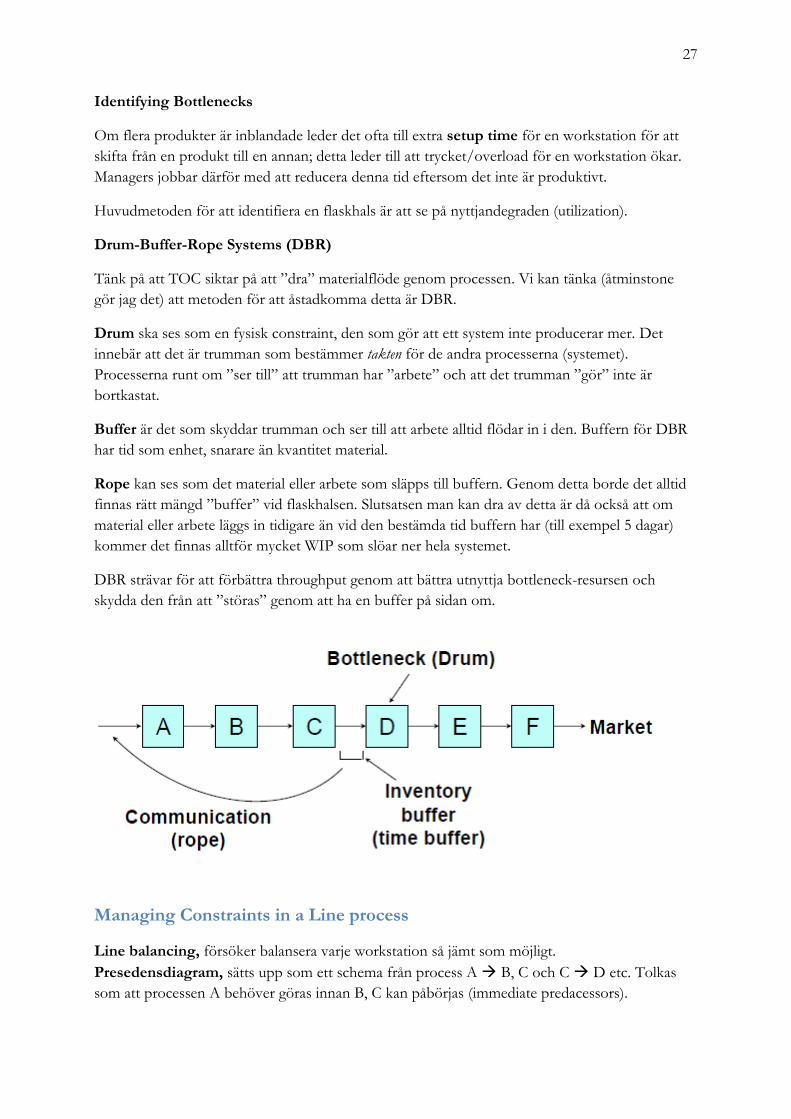
Drum-Buffer-Rope Systems (DBR)
Tänk på att TOC siktar på att ”dra” materialflöde genom processen. Vi kan tänka (åtminstone
gör jag det) att metoden för att åstadkomma detta är DBR.
Drum ska ses som en fysisk constraint, den som gör att ett system inte producerar mer. Det
innebär att det är trumman som bestämmer takten för de andra processerna (systemet).
Processerna runt om ”ser till” att trumman har ”arbete” och att det trumman ”gör” inte är
bortkastat.
Buffer är det som skyddar trumman och ser till att arbete alltid flödar in i den. Buffern för DBR
har tid som enhet, snarare än kvantitet material.
Rope kan ses som det material eller arbete som släpps till buffern. Genom detta borde det alltid
finnas rätt mängd ”buffer” vid flaskhalsen. Slutsatsen man kan dra av detta är då också att om
material eller arbete läggs in tidigare än vid den bestämda tid buffern har (till exempel 5 dagar)
kommer det finnas alltför mycket WIP som slöar ner hela systemet.
DBR strävar för att förbättra throughput genom att bättra utnyttja bottleneck-resursen och
skydda den från att ”störas” genom att ha en buffer på sidan om.
Managing Constraints in a Line process
Line balancing, försöker balansera varje workstation så jämt som möjligt.
Presedensdiagram, sätts upp som ett schema från process A B, C och C D etc. Tolkas
som att processen A behöver göras innan B, C kan påbörjas (immediate predacessors).
28
Diagrammet bygger på work elements, de minsta enheterna arbete som kan göras oberoende av
någon annan (A,B, C, D är arbetselement i ett större arbete).
Diana tillägger:
• Produktionslinjens totala kapacitet bestäms av den station som utgör den trånga sektor.
• Samtliga stationer bör få en jämnkapacitetsbeläggning som möjligt
• Den tillgängliga tiden för varje station bestämmer produktionshastigheten, cykeltiden c.
Resten består av en massa räkning som man kan bara man har gjort några uppgifter.
Managerial Considerations
• Pacing is the movement of product from one station to the next
• Behavioral factors such as absenteeism, turnover, and grievances can increase after installing
production lines
• The number of models produced complicates scheduling and necessitates good
communication
• Cycle times are dependent on the desired output rate
29
Chapter 8 – Designing Lean Systems
Enligt Diana:
1. Basera beslut på långsiktigt tänkande även då det sker på bekostnad av kortsiktiga finansiella mål. 2. Skapa kontinuerliga processflöden för att föra upp problem till ytan. 3. Använd dragande system för att undvika överproduktion. 4. Jämna ut arbetsbelastningen. 5. Skapa en kultur där processer stoppas för att reda ut problem. 6. Standardiserat arbete är grund för ständiga förbättringar och för medarbetarnas medverkan. 7. Använd visuell styrning så att inga problem döljs. 8. Använd bara pålitlig, väl beprövad teknik som passar medarbetare och processer. 9. Se till att ledningen känner verksamheten på djupet, lever enligt företagets filosofi och lär andra att göra det. 10.Utveckla människor och arbetslag som följer företagets filosofi. 11.Respektera partners och leverantörer genom att hjälpa dem att bli bättre. 12.Gå och se med egna ögon för att bättre förstå en situation. 13.Fatta beslut långsamt och i samförstånd. Överväg alla alternativ och genomför sedan valt beslut snabbt. 14.Bli en lärande organisation genom att ständigt reflektera och förbättra
Continuous Improvement Using a Lean System Approach
Muda, annat ord för “waste” eller överflöd.
JIT, Just-In-Time. Filosofin att eliminera muda genom att ”skära bort” överflödig kapacitet, för
mycket lager samt ta bort sådant som är non-vale-adding.
Kaizen, genom att belysa områden i behov av förbättring, kommer det leda till continuous
improvement. Kaizen är den japanska termen för detta. Genom att ha stressa systemet i ett
företag genom att ha låga lagernivåer så är det lättare att identifiera problem och rätta till dem.
Tänk på det som att lagernivån är vattennivån i en sjö; när vattennivån är hög så döljs stenar
(problem) som ligger på botten.
Det finns 8 typer av muda/waste:
1. Overproduction – producera något före det behövs
2. Inappropiate Processing – exempelvis dyrare utrustning än nödvändigt
3. Waiting – när någon produkt inte blir flyttad eller ”arbetat på”.
4. Transportation – onödigt flyttande av material mellan processer
5. Motion – anställda rör sig för mycket. Saker kan göras enklare!
6. Inventory – för stort lager. WIP Inventory är en följd av överproduktion och väntande.
7. Defects – kvalitetsfel som leder till rework och scrap.
8. Underutilization of Employees – tar inte till vara på anställdas fulla kunskaper och
kapaciteter.
30
Supply Chain Considerations in Lean Systems
Det finns två viktiga saker här:
Close supplier ties (kallar denna CST)
Small Lot Sizes (SLS)
CST, Eftersom att lagernivån ska hållas väldigt låg kan det krävas att en leverantör levererar saker
ibland flera gånger om dagen. Det kräver ett nära, långsiktigt och genomtänkt samarbete till sin
leverantör.
SLS, ”small lot sizes” är något som håller lagernivån relativt litet jämfört med större lots. Det är
detta som gör att ett företags leverantör måste skicka saker ofta (CST). En nackdel är dock att
eftersom att en lot är mindre, måste fler setups (”byten”) göras än om en lot vore större. Detta
innebär att om ett företag ska dra nytta av small lot sizes så måste man minimera sin setup time.
Process Considerations in Lean Systems
Pull Method of Work Flow
Push, saker tillverkas i förväg. Tänk Mcdonald‟s och hamburgarna som redan ligger i sina fack.
Pull, vad Lean System brukar använda sig av, en direkt efterfrågan aktiverar produktionen. Tänk
finrestaurang som tar din order på plats.
En kombination av dessa är ganska vanlig, om man t.ex. använder sig av Assemble-to-order; du
tillverkar grunden till en soffa i förväg (push), men du gör den ”unik” genom tyget enligt kundens
begäran (pull).
Quality at the Source
Jidoka, stoppar automatiskt en process när något är fel och fixar sedan problemet. Man talar om
intelligenta människor och maskiner som gör detta.
Poka-yoke, ”Mistake-proofing”, något som bland annat hjälper jidoka. Går ut på att det bara ska
gå att göra saker på ett sätt, det rätta. Exempelvis om man köper en ny TV så kommer den ligga i
någon plastform som passar perfekt runt produkten – detta minimerar risken för skada vid
leverans etc.
Andon, MHMMmm för alla japanska ord (nej). Låter de som sköter om exempelvis en maskin
att signalera fel via ljud, text osv. Produktionslinjen kanske då stoppas helt = kostsamt.
Uniform Workstation Loads
Jämt fördelat arbete för varje arbetsstation/tjänsteprocess.
Takt time, om man har bestämt sig för att tillverka 1 000 enheter så får man en viss cykeltid för
att kunna matcha detta.

31
Heijunka, the general idea is to produce intermediate goods at a constant rate, to allow further
processing to be carried out at a constant and predictable rate.
Ovanstående menar att nivån för produktion ska vara ”lagom” mellan både volym och
produktionsmix.
Five S Practices
En viktig hörnsten för waste reduction.
1. Sort – Separera nödvändiga saker (verktyg, delar, material) från onödiga och släng‟et.
2. Straighten – Var sak på sin plats, organisera din arbetsplats effektivt.
3. Shine – Håll rent efter dig and MAKE IT SHINE!
4. Standardize – Upprätthåll scheman för punkt 1 och 3.
5. Sustain – Upprätthåll disciplin för de 4 första S‟n och se till att alla följer detta.
Implementation av 5S har visat sig leda till lägre kostnader, bättre leveranstid, bättre kvalitet på
produkten, bättre användning av utrymme och en säkrare arbetsplats. Det bygger också upp den
disciplin som rent allmänt behövs i Lean Systems.
Total Preventive Maintence (TPM)
Man kollar ständigt utrustning och maskiner. Denna kontrollkostnad väger ofta upp ett större fel
som kräver att produktionen avstannar helt. Tänk på nöjesfält och tekniker som undersöker berg-
och-dalbanor innan olyckan sker. En annan taktik är att låta den anställda själv ta hand om sin
utrustning som hans ”egna”.
Designing Lean System Layouts
Line flows är rekommenderat för det reducerar waste genom att inte ha så många setups. När
volymen är hög så kan fabriken organiseras i en line flow genom att klumpa ihop liknande
processer. När volymen inte är så hög kan man gå tillväga enligt:
One Worker, Multiple Machines (OWMM).
Group Technology (GT). Liknande delar till storlek, form etc. tillhör samma familj vilket
förenklar en layout som reducerar setup times. En skruv kanske alltså går tillsammans
med en stång, om både skruven och stången är en halvmeter långa.
The Kanban System
Kanban är ett materialförsörjningssystem som strävar efter och bidrar till en dragande produktion
(tänk kaizen, vattennivån är låg och stenarna syns)
Kanban är ett system för produktionsstyrning som bygger på att processerna nedströms avropar
mer material. Detta betyder att nytt material inte får tillverkas förrän det förra förbrukas. Mellan
processtegen finns ett mellanlager av bestämd storlek. Detta kan bland annat hjälpa företag att se
vart det uppkommer materialbrist och därmed var en flaskhals finns. Man brukar använda kort
som signalerar när mer material/vilket material som behövs (andra signalsystem kan användas).
32
Jämför kanban med ”pull”, alltså att efterfrågan säger företag vad som ska tillverkas, när det ska
tillverkas, och hur mycket som ska tillverkas. Det är precis så kanban fungerar.
Det finns vissa restriktioner när det gäller kanbansystem, för att en specifik artikel ska var lämplig
för styrning enligt kanban krävs:
• Artiklar med låg förbrukning lämpar sig ej för kanban.
• Artiklarna måste ha säkra ledtider, internt och externt.
• Artiklar bör ha en jämn efterfrågan för att styras med kanban.
• Korta ställtider för maskiner
General Operating Rules
1. Alla standardiserade behållare måste ha ett kanbankort. 2. Produktionslinan ska signalera behovet av artiklar. Artiklarna ska aldrig pressas fram från
underleverantörer eller underliggande produktionssteg. 3. Efter förbrukning av en standardiserad behållare med x antal artiklar måste man placera
kanbankortet på utsatt plats. 4. Behållare för samma artikel ska alltid innehålla samma kvantitet av den specifika artikeln.
På detta sätt får man en korrekt översikt av lagerkvantitet. 5. Enbart felfria artiklar får placeras i en kanbanbehållare, fel måste upptäckas på ett tidigt
stadium för att effektivisera produktionslinans arbetstid. 6. Totala produktionen av en artikel får inte överstiga vad som tillåts av kanbankorten.
Value Stream Mapping Ett kvalitativt lean-verktyg för att eliminera muda/waste. VSM skapar en visuell karta av varje
process i material- och informationsflödet i en produkts värdekedja. Den påminner om en
flowchart men visar mer information: i en VSM-karta får man en ”supply chain view” som
inkluderar både information och materialflöde mellan företaget och dess leverantörer och kunder.
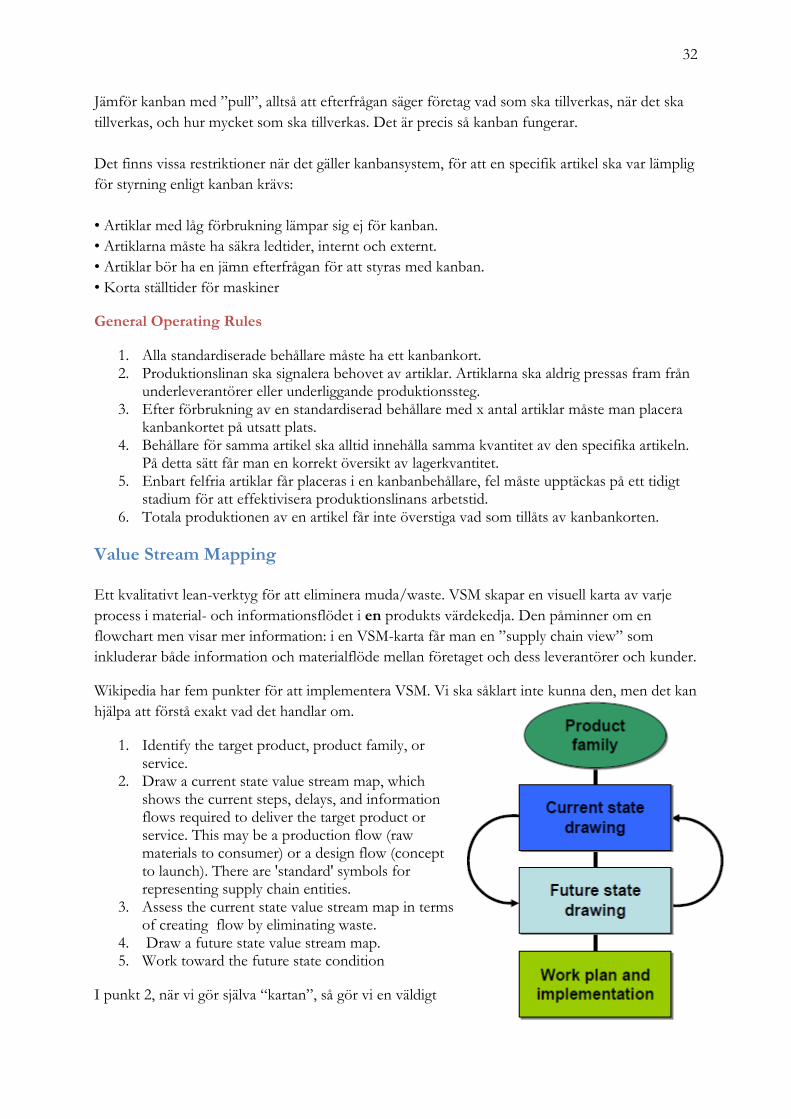
Wikipedia har fem punkter för att implementera VSM. Vi ska såklart inte kunna den, men det kan
hjälpa att förstå exakt vad det handlar om.
1. Identify the target product, product family, or service.
2. Draw a current state value stream map, which shows the current steps, delays, and information flows required to deliver the target product or service. This may be a production flow (raw materials to consumer) or a design flow (concept to launch). There are 'standard' symbols for representing supply chain entities.
3. Assess the current state value stream map in terms of creating flow by eliminating waste.
4. Draw a future state value stream map. 5. Work toward the future state condition
I punkt 2, när vi gör själva “kartan”, så gör vi en väldigt
33
stor bild av processen vilket hjälper managers att identifiera sådant som inte ger värde, alltså
muda. Målet är att via principerna för lean systems som ”pull” och ”kanban” att komma till
punkt 4 ”Future state drawing”, en karta som är effektivare än hur det ser ut nu.
Fördelarna med VSM kan sägas vara: reducerade ledtider och work-in-progress (WIP), mindre
scrap och omarbete.
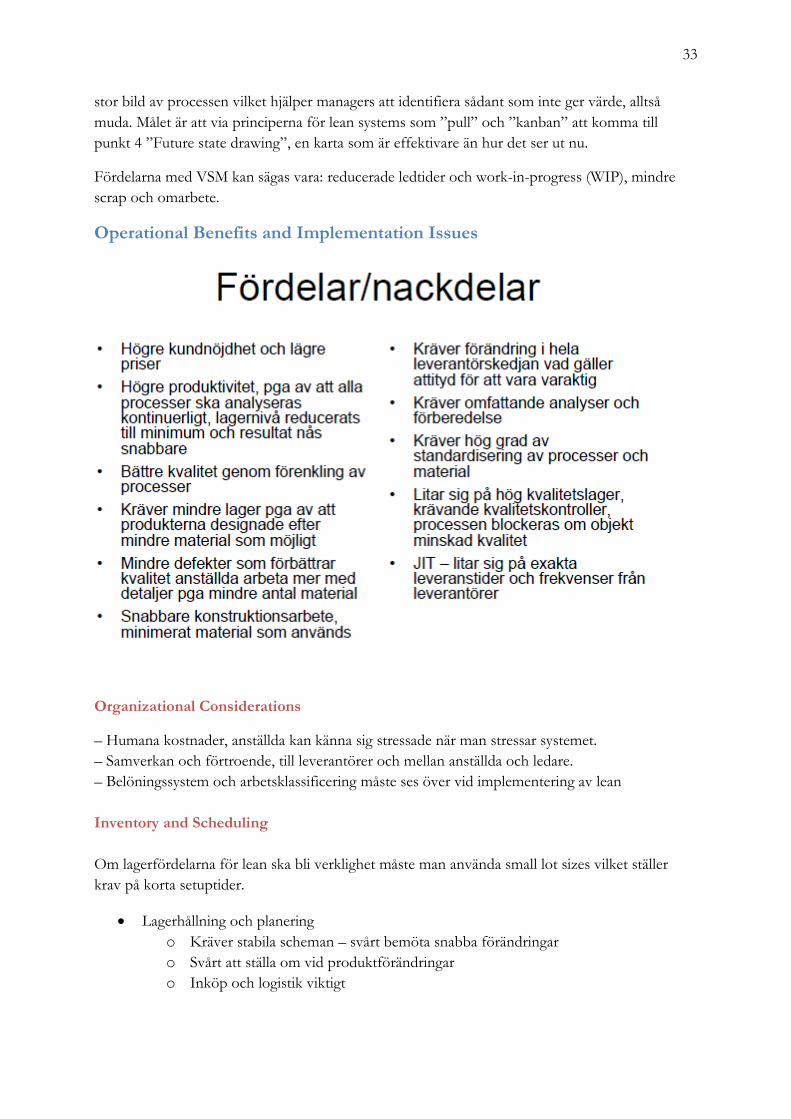
Operational Benefits and Implementation Issues
Organizational Considerations
– Humana kostnader, anställda kan känna sig stressade när man stressar systemet.
– Samverkan och förtroende, till leverantörer och mellan anställda och ledare.
– Belöningssystem och arbetsklassificering måste ses över vid implementering av lean
Inventory and Scheduling
Om lagerfördelarna för lean ska bli verklighet måste man använda small lot sizes vilket ställer
krav på korta setuptider.
Lagerhållning och planering
o Kräver stabila scheman – svårt bemöta snabba förändringar
o Svårt att ställa om vid produktförändringar
o Inköp och logistik viktigt
34
Sammanfattande lista från Diana
Minimala ställtider
Flödesorientering
Standardiserade operationer
0-fel
Flerprocess-betjäning
Enstyckstillverkning
Automatiska stopp
Beprövade maskiner/teknik
Taktade system
JIT
Arbetsplatsen består av trivsel, säkerhet, ergonomi, ordning och reda, förbättringsarbete.
De anställda involveras med engagemang, till exempel belöningssystem. Jämför customer
involvement i TQM.
35
Chapter 9 – Designing Effective Supply Chains
Supply chain design, att designa en supply chain för att möta ett företags competitive priorities.
Målet är att reducera kostnader såväl som öka prestation. Problem som måste lösas är sådant som
placement of inventories, mass customization, outsourcing etc.
Supply Chains for Service and Manufacturing
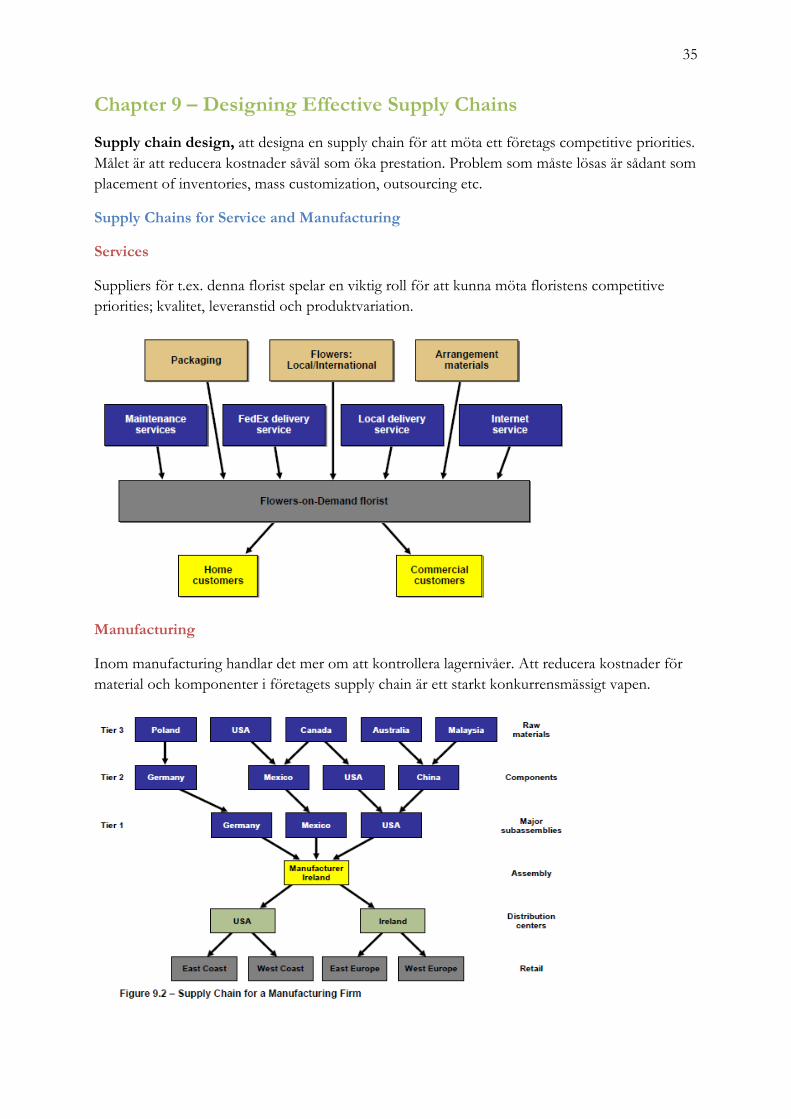
Services
Suppliers för t.ex. denna florist spelar en viktig roll för att kunna möta floristens competitive
priorities; kvalitet, leveranstid och produktvariation.
Manufacturing
Inom manufacturing handlar det mer om att kontrollera lagernivåer. Att reducera kostnader för
material och komponenter i företagets supply chain är ett starkt konkurrensmässigt vapen.
36
Inventory and Supply Chains
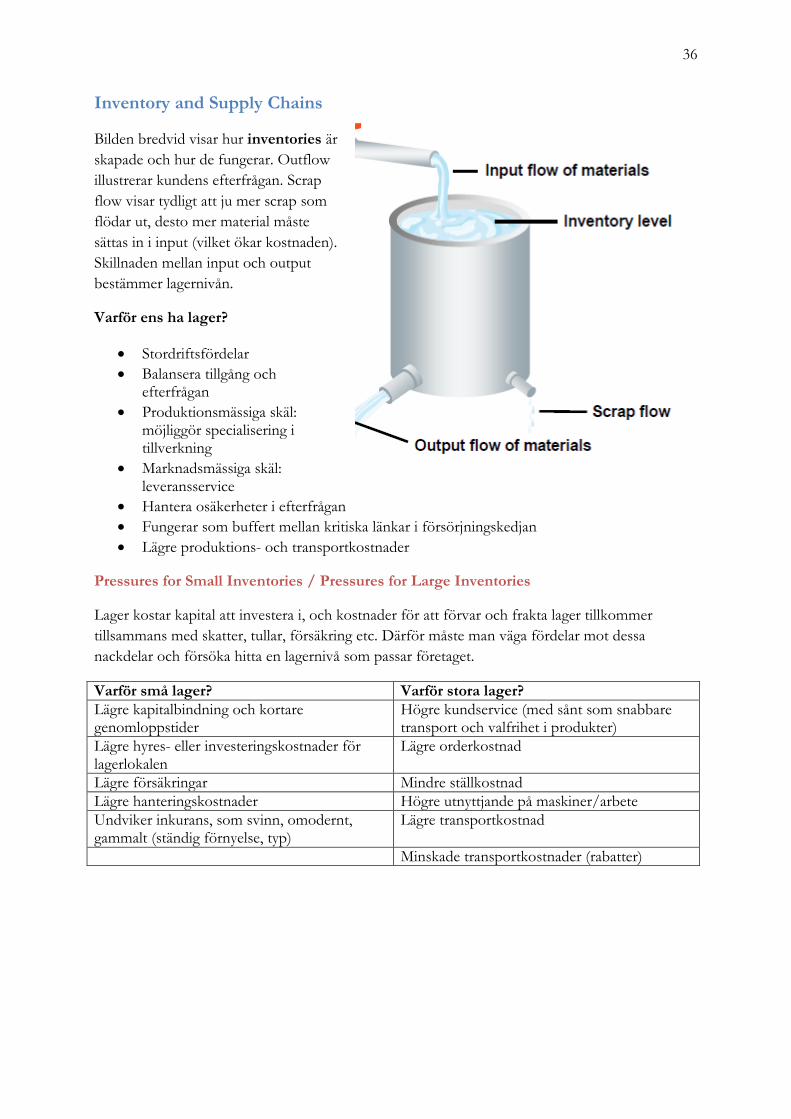
Bilden bredvid visar hur inventories är
skapade och hur de fungerar. Outflow
illustrerar kundens efterfrågan. Scrap
flow visar tydligt att ju mer scrap som
flödar ut, desto mer material måste
sättas in i input (vilket ökar kostnaden).
Skillnaden mellan input och output
bestämmer lagernivån.
Varför ens ha lager?
Stordriftsfördelar
Balansera tillgång och efterfrågan
Produktionsmässiga skäl: möjliggör specialisering i tillverkning
Marknadsmässiga skäl: leveransservice
Hantera osäkerheter i efterfrågan
Fungerar som buffert mellan kritiska länkar i försörjningskedjan
Lägre produktions- och transportkostnader
Pressures for Small Inventories / Pressures for Large Inventories
Lager kostar kapital att investera i, och kostnader för att förvar och frakta lager tillkommer
tillsammans med skatter, tullar, försäkring etc. Därför måste man väga fördelar mot dessa
nackdelar och försöka hitta en lagernivå som passar företaget.
Varför små lager? Varför stora lager?
Lägre kapitalbindning och kortare genomloppstider
Högre kundservice (med sånt som snabbare transport och valfrihet i produkter)
Lägre hyres- eller investeringskostnader för lagerlokalen
Lägre orderkostnad
Lägre försäkringar Mindre ställkostnad
Lägre hanteringskostnader Högre utnyttjande på maskiner/arbete
Undviker inkurans, som svinn, omodernt, gammalt (ständig förnyelse, typ)
Lägre transportkostnad
Minskade transportkostnader (rabatter)
37
Types of Inventory
Cycle Inventory – cykliskt lager 1. Orderstorleken, Q, varierar och beror på tid mellan order. 2. Ju längre tid mellan order desto större cykliskt lager
Reducera cykliskt lager:
Reducera partistorlek (lot size)
Reducera order- och ställkostnader – reducera partistorleken Q
Öka „repeterbarhet‟ så eliminering av omställningar
Safety stock inventory – säkerhetslager
Skyddar mot osäkerhet i sådant som varierande efterfrågan. Tillverkare lägger oftast en order på
en produkt tidigare än de behövs, och bygger på så sätt upp en säkerhet.
Reducera säkerhetslager:
Placera order nära den tid de måste mottas
Förbättra efterfrågeprognoser
Minska ledtider
Reducera supply chain osäkerhet
Lita mer på buffert i utrusning och arbetskraft
Anticipation Inventory – utjämnande lager
”Components, material, or goods kept at hand to meet seasonal fluctuations in demand or to
meet the shortfall caused by erratic production. Also called anticipation inventory, build stock,
seasonal inventory, or seasonal stock”. – googling med bättre förklaring än boken.
Reducera utjämnande lager:
Matcha efterfrågehastigheten med produktionshastigheten
Addera nya produkter som har andra efterfrågecykler
Erbjud lågsäsongserbjudande/ kampanjer
Erbjud säsongsplaner
Pipeline inventory
Goods still in transit or in the process of distribution - have left the factory but not arrived at the
customer yet – googling med bättre förklaring än boken.
Reducera pipeline inventory:
Reducera ledtider
Hitta flexibla leverantörer och välj nya transportörer
Ändra Q i de fall där ledtid beror på partistorlek
38
Inventory Placement
Centralized placement, allt lager vid samma plats. Leder fram till…
Inventory pooling, en reduktion i lager och safety stock
Forward placement, warehouse/distribution centers/wholesaler/retailer nära kunden.
Identifiera kvantiteter och ”trade-offs” i varje enskilt scenario:
Kostnader kontra Tid,
Lager kontra Service,
Fasta kostnader kontra Rörliga kostnader
Faktorer som påverkar ‘Distribution Network Design’. Distributionnätverkets prestation utvärderas utifrån två dimensioner:
– Kundbehov (kundservice)
Svarstid (respons på order)
Produktvariation (antal olika produkter som erbjuds)
Produkttillgänglighet (sannolikhet ha produkt i lager)
Kundupplevelse (lätthet att placera och motta order)
Ordersynlighet (Förmåga för kunder att spåra ordern)
Returer (Returmöjligheter) – Kostnad möta kundbehoven (supply chain kostnader)
Lager (All råmaterial, PIA, färdiggodslager)
Transport (Flytta lager från punkt till punkt)
Facilitet & hantering (Lokalisering för lager, montering eller tillverkade)
Information (Data- och analysfaktorerna i SC)
Beslut att fatta:
Anläggning roll: Vilken roll bör varje anläggning ha? Vilka processer bör utföras vid varje anläggning?
Anläggningslokalisering: Var bör anläggningar lokaliseras?
Kapacitetsallokering: Hur mycket kapacitet bör allokeras till varje anläggning?
Marknads och supply allokering: Vilka marknader bör varje anläggning tjäna? Vilka leverantörskällor bör föda vilken anläggning?
Hur många fabriker, DC, återförsäljare etc bör byggas?
39
Measures of Supply Chain Performance
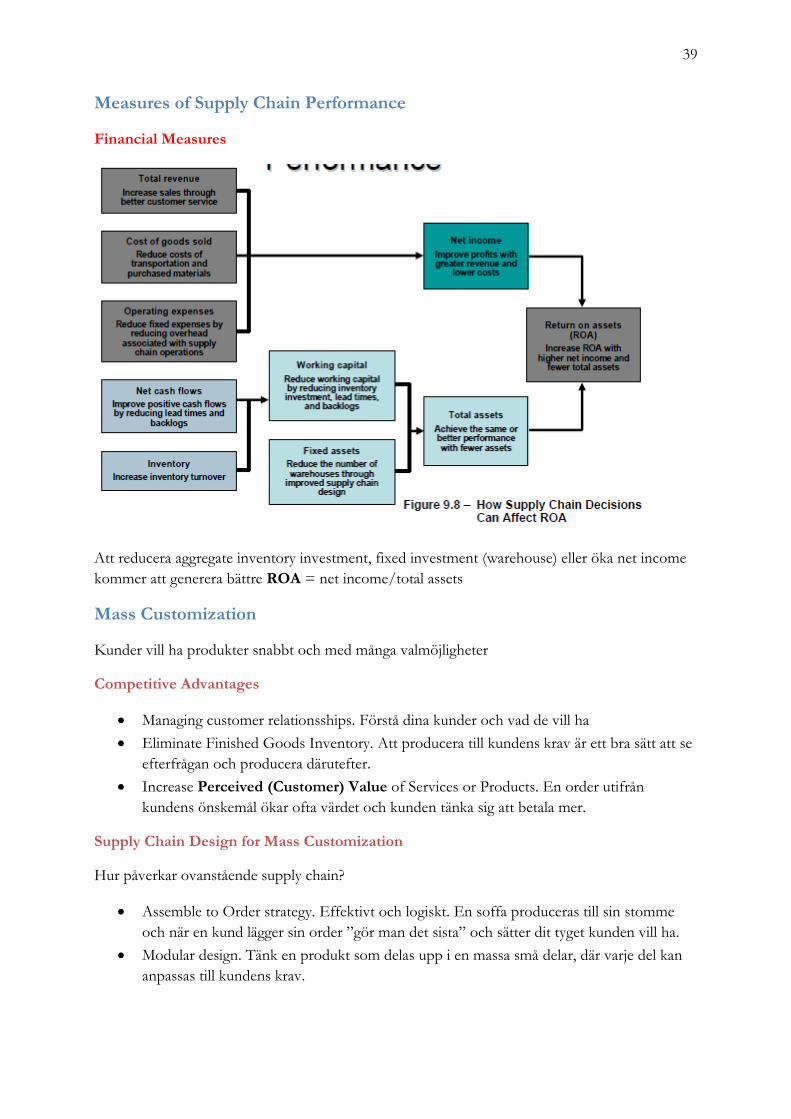
Financial Measures
Att reducera aggregate inventory investment, fixed investment (warehouse) eller öka net income
kommer att generera bättre ROA = net income/total assets
Mass Customization
Kunder vill ha produkter snabbt och med många valmöjligheter
Competitive Advantages
Managing customer relationsships. Förstå dina kunder och vad de vill ha
Eliminate Finished Goods Inventory. Att producera till kundens krav är ett bra sätt att se
efterfrågan och producera därutefter.
Increase Perceived (Customer) Value of Services or Products. En order utifrån
kundens önskemål ökar ofta värdet och kunden tänka sig att betala mer.
Supply Chain Design for Mass Customization
Hur påverkar ovanstående supply chain?
Assemble to Order strategy. Effektivt och logiskt. En soffa produceras till sin stomme
och när en kund lägger sin order ”gör man det sista” och sätter dit tyget kunden vill ha.
Modular design. Tänk en produkt som delas upp i en massa små delar, där varje del kan
anpassas till kundens krav.

40
Postponement. Det allra sista görs på produkten när du lägger ordern enligt dina
önskningar. Ungefär som assemble to order.
Outsourcing Processes
Outsourcing, betala suppliers och distributörer att göra processer åt dig
Make-or-buy decision, outsource‟a eller behålla det in-house?
Vertical Integration
Ett företag väljer detta när man har skicklighet etc. och kan göra processer bättre än outsiders
(outsource) kan. Att göra det inom själva organisationen brukar innebära bättre kvalitét, snabbare
leverans och tillvaratagande på humankapital.
Backward integration, ett företag rör sig upstream, mot raw materials, delar.
Forward integration, mer distribution, retail store, DC etc.
Outsourcing
Kan leda till positiva saker:
Comparative Labor Costs. Kinesiska barn gör jobbet billigare än anställda i Sverige.
Logistics Costs. Lager hos någon annan.
Tariffs and Taxes. IKEA flyttade från Sverige för att komma undan alltför stora skatter
Labor Laws and Unions. Möjlighet att använda mer flexibel arbetskraft pga. vissa länders
avsaknad av fack, regleringar och lagar osv.
Internet. Internet reducerar transaktionskostnaden
41
Negativt:
”Dra pluggen för snabbt”. Flytta ut processer innan man gjort sitt bästa för att förbättra
dem.
Technology Transfer. Om man outsorcar till ett annat företag måste ju de två företagen
synka varandras programvara för att kunna fungera effektivt. Det finns en risk att
företaget som har den tekniska fördelen då ger det andra företaget verktyg att bli en
framtida konkurrent.
Process integration. Det är svårt att integrera flera företag så effektivt som om ett företag
var helt ensamt.
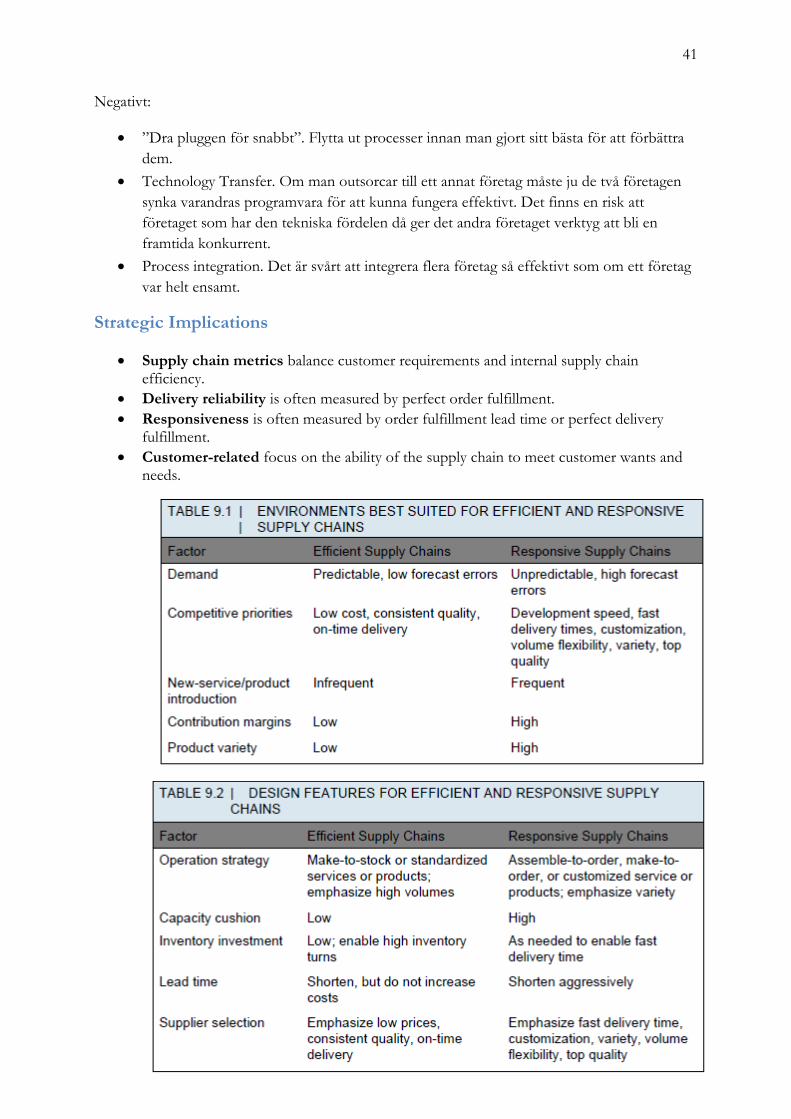
Strategic Implications
Supply chain metrics balance customer requirements and internal supply chain efficiency.
Delivery reliability is often measured by perfect order fulfillment.
Responsiveness is often measured by order fulfillment lead time or perfect delivery fulfillment.
Customer-related focus on the ability of the supply chain to meet customer wants and needs.
42
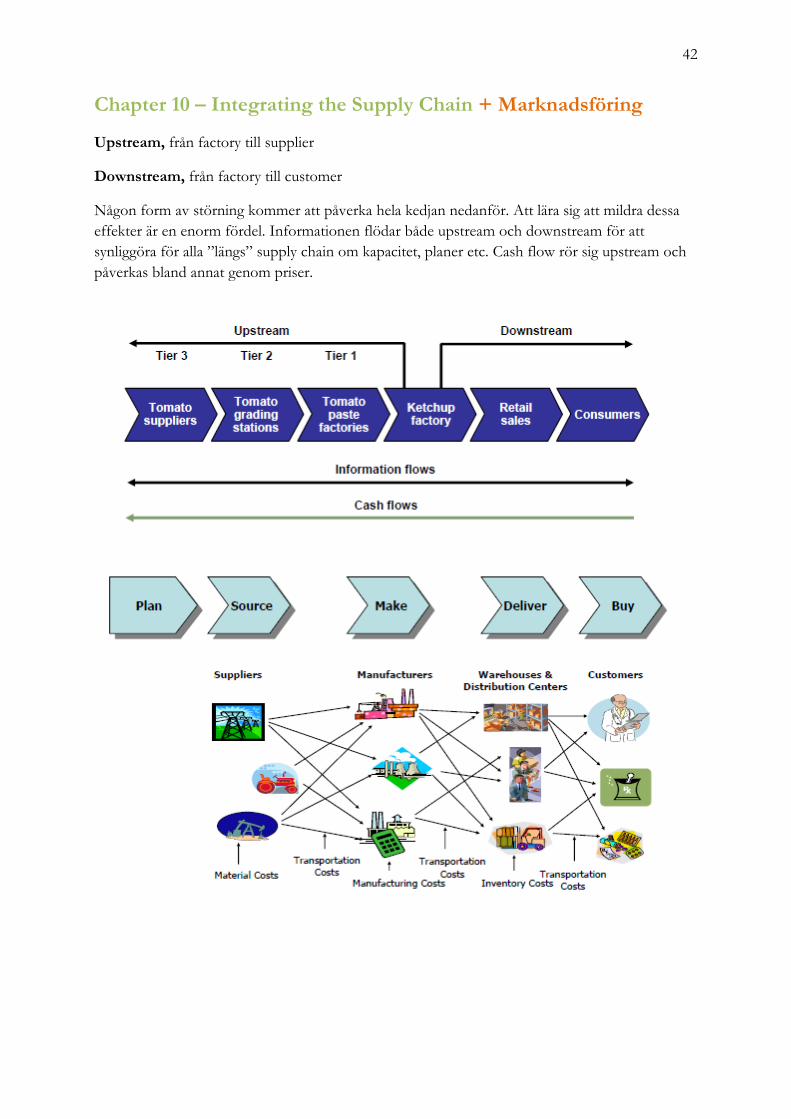
Chapter 10 – Integrating the Supply Chain + Marknadsföring
Upstream, från factory till supplier
Downstream, från factory till customer
Någon form av störning kommer att påverka hela kedjan nedanför. Att lära sig att mildra dessa
effekter är en enorm fördel. Informationen flödar både upstream och downstream för att
synliggöra för alla ”längs” supply chain om kapacitet, planer etc. Cash flow rör sig upstream och
påverkas bland annat genom priser.
43
Varför är SCM svårt?
Uncertainty is inherent to every supply chain – Travel times – Breakdowns of machines and vehicles – Weather, natural catastrophe, war – Local politics, labor conditions, border issues The complexity of the problem to globally optimize a supply chain is significant – Minimize internal costs – Minimize uncertainty – Deal with remaining uncertainty
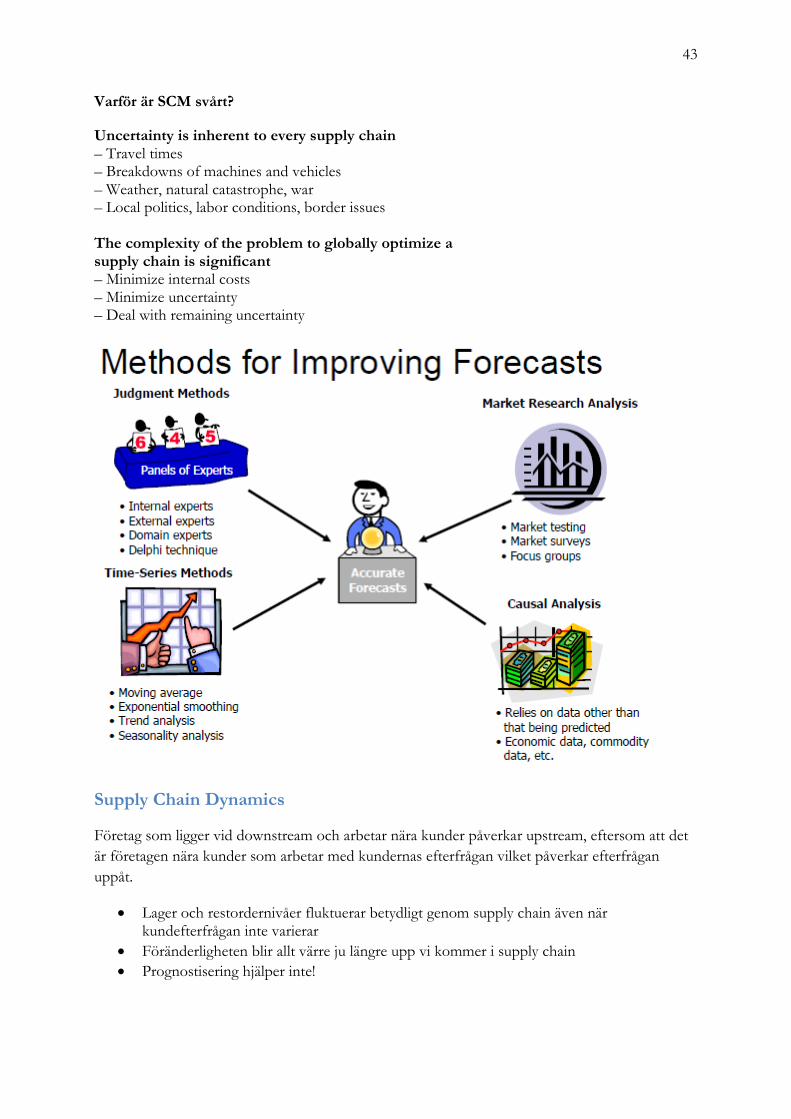
Supply Chain Dynamics
Företag som ligger vid downstream och arbetar nära kunder påverkar upstream, eftersom att det
är företagen nära kunder som arbetar med kundernas efterfrågan vilket påverkar efterfrågan
uppåt.
Lager och restordernivåer fluktuerar betydligt genom supply chain även när kundefterfrågan inte varierar
Föränderligheten blir allt värre ju längre upp vi kommer i supply chain
Prognostisering hjälper inte!
44
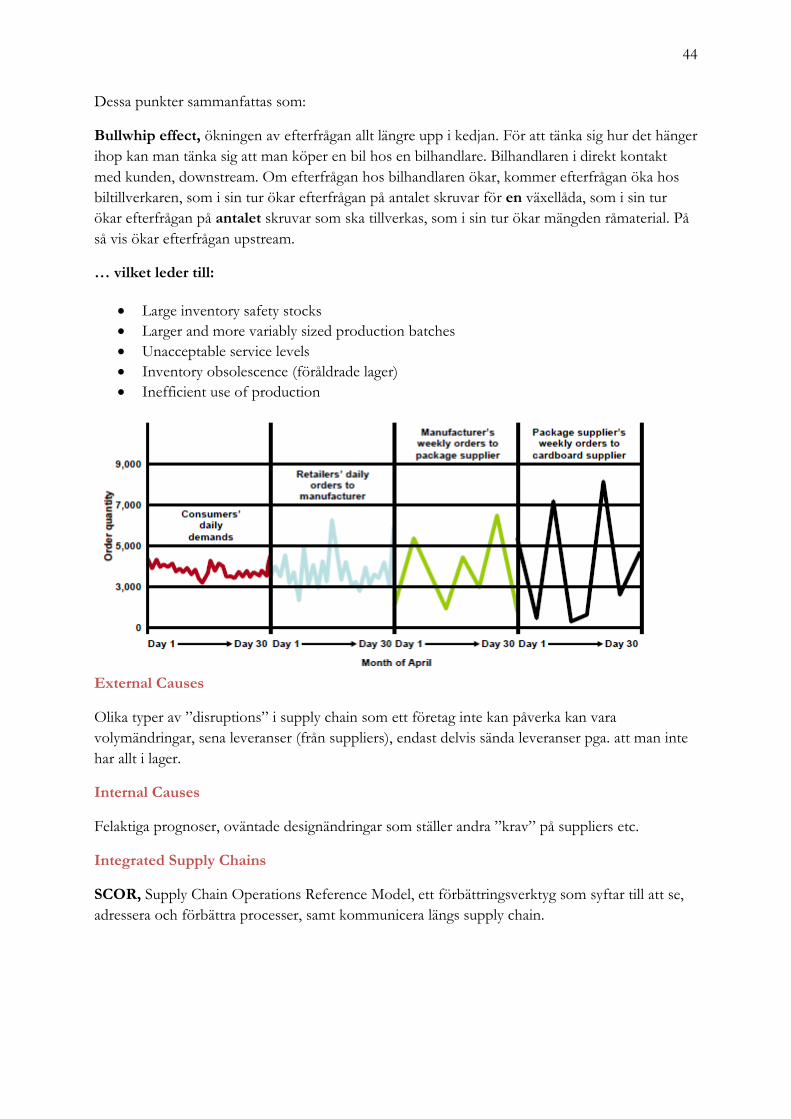
Dessa punkter sammanfattas som:
Bullwhip effect, ökningen av efterfrågan allt längre upp i kedjan. För att tänka sig hur det hänger
ihop kan man tänka sig att man köper en bil hos en bilhandlare. Bilhandlaren i direkt kontakt
med kunden, downstream. Om efterfrågan hos bilhandlaren ökar, kommer efterfrågan öka hos
biltillverkaren, som i sin tur ökar efterfrågan på antalet skruvar för en växellåda, som i sin tur
ökar efterfrågan på antalet skruvar som ska tillverkas, som i sin tur ökar mängden råmaterial. På
så vis ökar efterfrågan upstream.
… vilket leder till:
Large inventory safety stocks
Larger and more variably sized production batches
Unacceptable service levels
Inventory obsolescence (föråldrade lager)
Inefficient use of production
External Causes
Olika typer av ”disruptions” i supply chain som ett företag inte kan påverka kan vara
volymändringar, sena leveranser (från suppliers), endast delvis sända leveranser pga. att man inte
har allt i lager.
Internal Causes
Felaktiga prognoser, oväntade designändringar som ställer andra ”krav” på suppliers etc.
Integrated Supply Chains
SCOR, Supply Chain Operations Reference Model, ett förbättringsverktyg som syftar till att se,
adressera och förbättra processer, samt kommunicera längs supply chain.
45
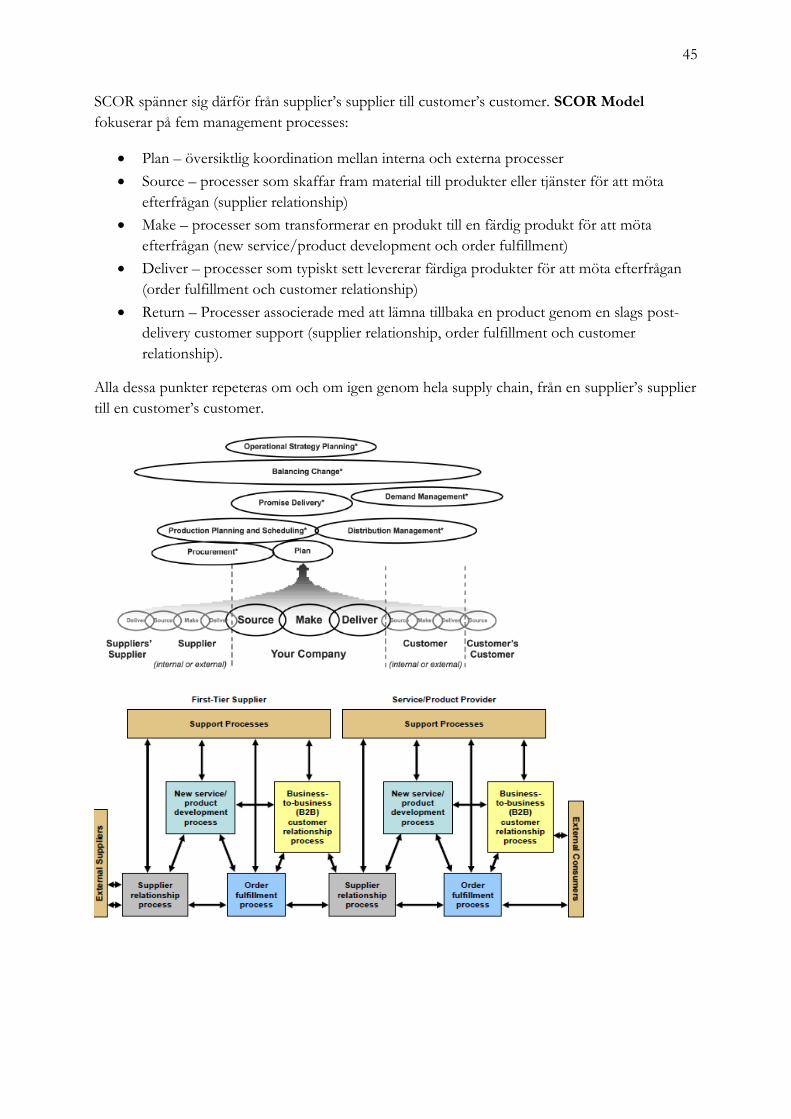
SCOR spänner sig därför från supplier‟s supplier till customer‟s customer. SCOR Model
fokuserar på fem management processes:
Plan – översiktlig koordination mellan interna och externa processer
Source – processer som skaffar fram material till produkter eller tjänster för att möta
efterfrågan (supplier relationship)
Make – processer som transformerar en produkt till en färdig produkt för att möta
efterfrågan (new service/product development och order fulfillment)
Deliver – processer som typiskt sett levererar färdiga produkter för att möta efterfrågan
(order fulfillment och customer relationship)
Return – Processer associerade med att lämna tillbaka en product genom en slags post-
delivery customer support (supplier relationship, order fulfillment och customer
relationship).
Alla dessa punkter repeteras om och om igen genom hela supply chain, från en supplier‟s supplier
till en customer‟s customer.
46
New Service or Product Development Process
För att koppla detta till SCOR, tänk på “Make”.
En ny produkt består av fyra steg som alla kan gå tillbaka till punkt 1 om det visar sig att något
steg blir dåligt.
1. Design – länkar produkt/service till företagsstrategi och definierar kraven för supply
chain. Hur ska saker levereras, t.ex.
2. Analysis – hur passar den till företagsstrategin, är risken lagom stor, ger den kunder vad
de vill ha? Vilka resurser behövs längs supply chain?
3. Development – Concurrent engineering används för att undvika misstag som att
produkten kräver för mycket (resurser) från företag/suppliers genom att samla viktiga
anställda tillsammans för att arbeta fram resultatet så att det passar in i kedjan.
4. Full Launch – nu händer det mycket spännande saker både upstream och downstream.
Ramp-up - ökar i volym för att möta efterfrågan + sista-minuten-ändringar.
Supplier Relationship Process
Fokuserar på upstream suppliers.
Sourcing
Detta handlar om selection, certification och evaluation av vilka suppliers man ska använda sig
av.
Selection. Man kan undersöka årlig kostnad, leverans, kvalitet och annat. Vad är viktigast?
Green purchasing försöker minimera påverkan i miljön.
Certification. Kan de nå upp till det vi tycker är viktigt? Om vi söker efter en supplier
som erbjuder green purchasing, kan de samtidigt visa upp ett ISO14000-cert?
Gör en utvärdering.
Design Collaboration (designa samverkan)
Early supplier involvement, suppliers får vara med i designfasen av en produkt (så att supply
chain kan passa bättre osv)
Presourcing, suppliers får vara med redan vid konceptet och kanske helt ta över designen för
vissa komponenter eller system
Value Analysis, ett försök att reducera kostnader eller förbättra prestationen för
service/produkt.
47
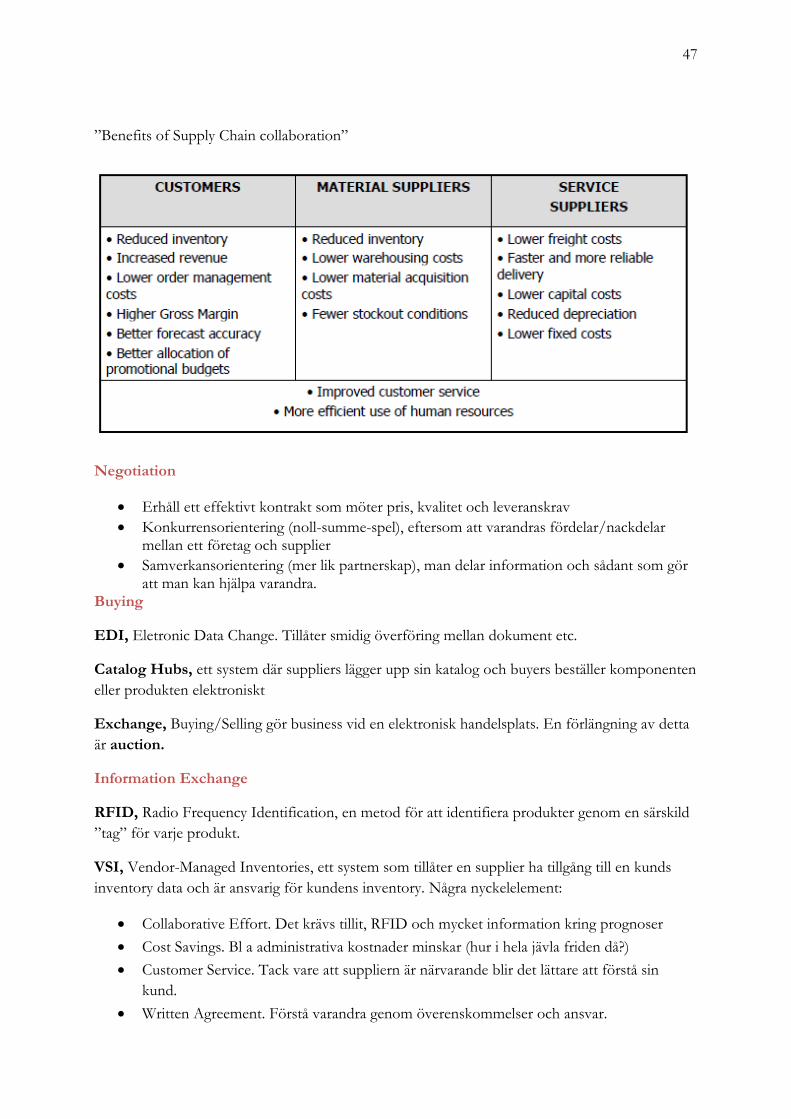
”Benefits of Supply Chain collaboration”
Negotiation
Erhåll ett effektivt kontrakt som möter pris, kvalitet och leveranskrav
Konkurrensorientering (noll-summe-spel), eftersom att varandras fördelar/nackdelar mellan ett företag och supplier
Samverkansorientering (mer lik partnerskap), man delar information och sådant som gör att man kan hjälpa varandra.
Buying
EDI, Eletronic Data Change. Tillåter smidig överföring mellan dokument etc.
Catalog Hubs, ett system där suppliers lägger upp sin katalog och buyers beställer komponenten
eller produkten elektroniskt
Exchange, Buying/Selling gör business vid en elektronisk handelsplats. En förlängning av detta
är auction.
Information Exchange
RFID, Radio Frequency Identification, en metod för att identifiera produkter genom en särskild
”tag” för varje produkt.
VSI, Vendor-Managed Inventories, ett system som tillåter en supplier ha tillgång till en kunds
inventory data och är ansvarig för kundens inventory. Några nyckelelement:
Collaborative Effort. Det krävs tillit, RFID och mycket information kring prognoser
Cost Savings. Bl a administrativa kostnader minskar (hur i hela jävla friden då?)
Customer Service. Tack vare att suppliern är närvarande blir det lättare att förstå sin
kund.
Written Agreement. Förstå varandra genom överenskommelser och ansvar.
48
The Order Fulfillment Process
Steget där man producerar och levererar produkten till kunden.
Customer Demand Planning (CDP)
CDP is a business-planning process, that enables sales teams (and customers) to develop demand
forecasts as input to service-planning processes, production, inventory planning and revenue
planning.
Supply Planning
The supply planning process takes the demand forecasts produced by the customer demand
planning process and the resources provided by capacity planning to generate a plan to meet the
demand.
Det handlar alltså om att planera resurser och sådant som krävs för att möta efterfrågan.
Se närmare kapitel 12 och 14.
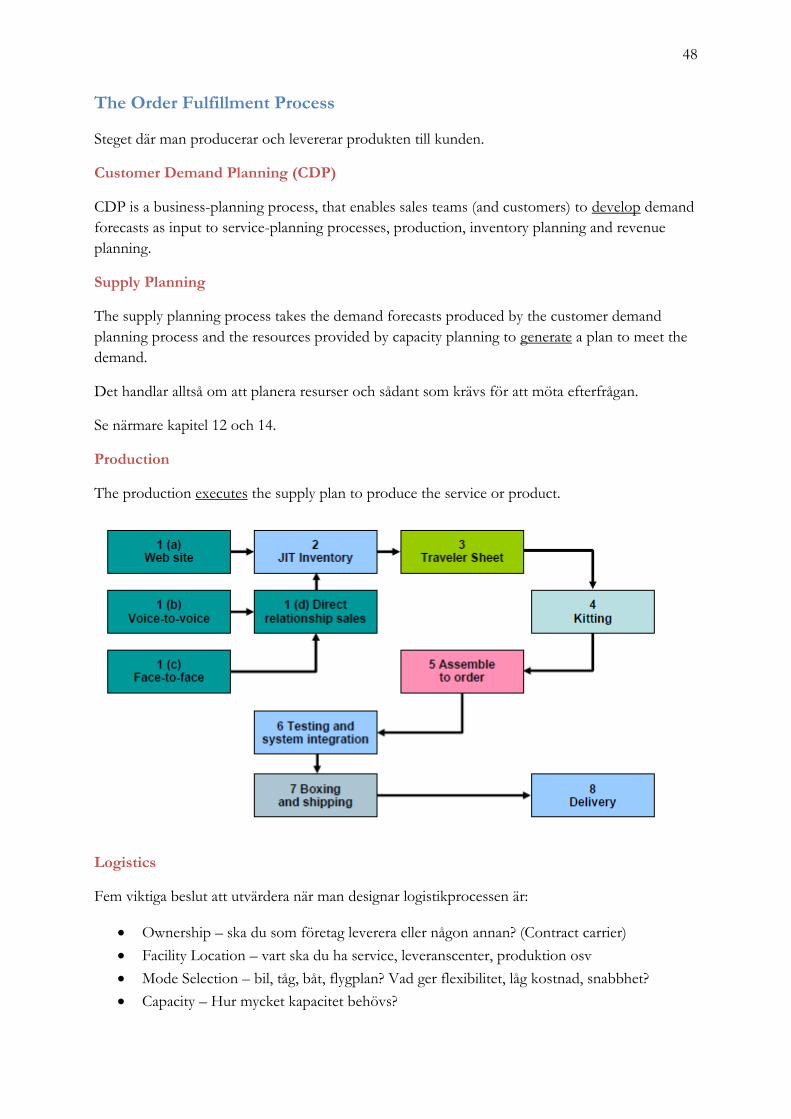
Production
The production executes the supply plan to produce the service or product.
Logistics
Fem viktiga beslut att utvärdera när man designar logistikprocessen är:
Ownership – ska du som företag leverera eller någon annan? (Contract carrier)
Facility Location – vart ska du ha service, leveranscenter, produktion osv
Mode Selection – bil, tåg, båt, flygplan? Vad ger flexibilitet, låg kostnad, snabbhet?
Capacity – Hur mycket kapacitet behövs?

49
Cross docking – olika sorteringscenter. Exempel: en bil från Nebraska har paket till
kunder i Ohio, Pennsylvania och Virginia och kommer fram till ett warehouse i
Columbus, där personalen sorterar paketen så att de skickas till kunderna i respektive
stad.
The Customer Relationship Process (Marknadsföring)
Först en del ord och begrepp från Lars föreläsning.
The different levels of a strategy 1. Corporate level - In what areas should we compete? 2. Strategic business unit level - How should we compete in the chosen areas? 3. Operational level - Implementation of strategy
Segmentation - identify distinct groups (segments) of buyers with similar needs and wants. I vilka segment av marknaden har du hög potential att vinna nya affärer? På vilket segment bör du fokusera kommunikationen för att öka lojaliteten? Inom vilket segment har du ökat dina marknadsandelar mest? Target markets - the segments with the greatest opportunities. Positioning - designing the offering and image to occupy a distinctive place (perceived position) in the minds of the target markets. Vilket innebär en önskan om hur en produkt ska bli uppfattad och associerad av de potentiella kunderna. Det som kunden tänker först på kommer också komma först gentemot andra konkurrenter och därmed ta marknadsandelar och förbättra lönsamhet.
4 PS
AIDA is a simple acronym that was
devised a long time ago as a reminder of
four stages of the sales process. AIDA
stands for Attention, Interest, Desire,
Action. (Har inget med bilden att göra.)

50
Marketing
Den del av customer relationship som handlar om vilka kunder man ska välja ut, hur man gör
det, vilka tjänster eller produkter man ska erbjuda dem, hur man prissätter etc.
Business-to-Consumer Systems (B2C)
Webbshoppar som låter kunder göra affärer och transaktioner över internet. Detta görs via e-
commerce, information och kommunikation längs hela supply chain och mot kunder.
Business-to-Business Systems (B2B)
Transaktioner mellan t.ex. en manufacturer och wholesaler, eller en wholesaler och retailer.
Fördelar:
Sänker sökkostnader för köpare
Reducerar lagernivåer och kostnader
Sänker transaktionskostnader och reducerar administrativa kostnader genom eliminering av pappersarbete och automatisering av delar av inköpsprocessen
Ökar produktionsflexibilitet – säkerställer JIT
Förbättrar produktkvalitet genom att öka samverkan mellan köpare och säljare
Minskar produktcykeltid genom att dela design och produktionsscheman med leverantörer
Underlättar mass-kundanpassning
Ökar möjlighet till samverkan mellan leverantörer och distributörer
Levers for Improved Supply Chain Performance
Sharing data – POS, point-of-sale, är ett system som visar antal sålda produkter till end-
user costumers, vilket kan delas mellan alla företag i supply chain. Detta är särskilt
intressant för företag som ligger upstream (råmaterial bland annat). Kanske kan det
förbättra prognoser?
Collaborative activites – Att arbete nära med suppliers och kunder i CDP, hälsa etc.
förbättrar informationsflöde, omgivning och minskar risken för (dåliga) överraskningar.
Reduce order lot sizes – att minska lot sizes genom att reducera kostnader för att beställa,
frakta osv. leder till mindre fluktuationer (variationer) genom hela supply chain. Tänk på
bullwhip effect.
Ration short supplies – ibland när de finns en bristvara så beställer kunder bara för att
vara ”säker på att få”, för att sedan avbeställa när det slutar vara brist. För att motverka
detta kan man ”ransonera” ut bristvaran baserat på tidigare säljningar. Jämför med
bostadsköerna i Stockholm där folk står i kö ”ifall att”
Use every day low pricing (EDLP) – använd ett stabilt prissystem som inte fluktuerar så
mycket som om du skulle ha reor ofta. En rea ökar efterfrågan och därmed bullwhip
effect.
Be cooperative and trustworthy – samarbeta i supply chain.
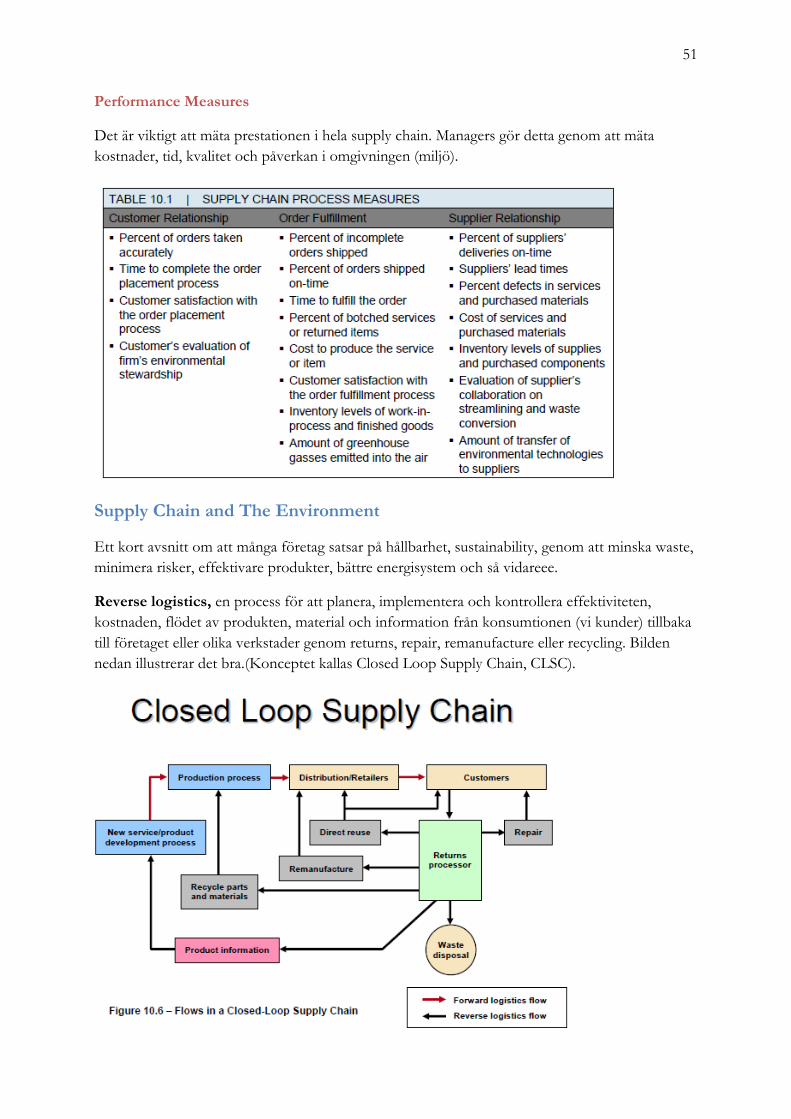
51
Performance Measures
Det är viktigt att mäta prestationen i hela supply chain. Managers gör detta genom att mäta
kostnader, tid, kvalitet och påverkan i omgivningen (miljö).
Supply Chain and The Environment
Ett kort avsnitt om att många företag satsar på hållbarhet, sustainability, genom att minska waste,
minimera risker, effektivare produkter, bättre energisystem och så vidareee.
Reverse logistics, en process för att planera, implementera och kontrollera effektiviteten,
kostnaden, flödet av produkten, material och information från konsumtionen (vi kunder) tillbaka
till företaget eller olika verkstader genom returns, repair, remanufacture eller recycling. Bilden
nedan illustrerar det bra.(Konceptet kallas Closed Loop Supply Chain, CLSC).

52
Chapter 12 – Managing Inventories
Första rubriken handlar om vilka produkter som skall ses över, nästa handlar om hur mycket man
ska beställa, och när. För materialstyrningen kan man ställa följande frågor:
1. För vilka artiklar ska nya order planeras in (artikelfrågan)? 2. Hur stor kvantitet ska ordern för resp. artikel avse (kvantitetsfrågan)? 3. När ska ordern för resp. artikel levereras in till lager, direkt till produktionen eller direkt till kund (leveranstidsfrågan)? 4. När ska ordern för resp. artikel läggas ut till leverantör resp. när ska de startas i den egna produktionen (startidsfrågan)?
ABC Analysis
SKU, stock-keeping unit, är en enhet eller produkt någonstans i supply chain. I en ABC-analys
delas företagets SKUs upp i tre olika klasser – A, B och C. Denna uppdelning sker utifrån deras
penningvärde, inte hur stor andel av lagret det motsvarar.
80/20-regeln, en A-klassad produkt brukar stå för 80 procent av värdet men bara 20 procent av
det totala lagret. En bra utgångspunkt för att skilja en klassning A mot B är just denna 80/20-
regel men det står inte skrivet i sten; managers brukar kolla efter ”knixen” där derivatan blir
mindre. En liten kontroll kan vara att B-produkter brukar vara 15/30 och C 5/50.
ABC-analysen berättar för oss den relativa vikten i lagret, med vilket menas hur mycket i lager vi
ska ha av de olika produkterna. En A SKU har högre värde och kräver därför mer kontroll i form
av utvärdering och snabb leverans från supplier. En C produkt kräver ”lite” kontroll för att den
inte motsvarar lika mycket värde som A (eller B).
Hålla kolla på sitt lager
RFID, är en teknik för att läsa information på avstånd från transpondrar och minnen som kallas
för taggar.
53
Cycle counting, personal räknar fysiskt en viss procent av lagret varje dag och fixar fel de stöter
på. A-produkter räknas mest frekvent.
Economic Order Quantity (EOQ)
EOQ är den nivå i lagret som minimerar total inventory holding costs och ordering costs.
För att bestämma EOQ måste man först göra fem helt orimliga antaganden:
1. The ordering cost is constant. 2. The rate of demand is constant 3. The lead time is fixed 4. The purchase price of the item is constant i.e no discount is available 5. The replenishment is made instantaneously, the whole batch is delivered at once.
EOQ är optimal när alla villkor uppfylls, men i en verklig situation är det en helt ok approximation.
Do not use EOQ
Vid make-to-order där kunden vill ha en enda leverans
Om order size hålls tillbaka genom kapacitetsbegränsningar som för lite utrustning såsom ugnar, leveransbilar etc.
Use the EOQ
Om du följer make-to-stock och efterfrågan är stabil
Om carrying costs, setup, ordering costs är kända och stabila
Calculating the EOQ
Hur man bör tolka EOQ där;
C = total annual cycle-inventory, Q = lot size, H = holding cost one unit, one year, D = annual
demand in units per year, S = cost of ordering or setting up one lot.
EOQ = sqrt((2*D*S/H)
Om D ökar, ökar EOQ …”Increase in lot size is in proportion to the square root of D”
Om S minskar, minskar EOQ …”Weeks of supply decreases and inventory turnover increases
because the lot size decrease”
H minskar, EOQ ökar …”Larger lots are justified when holding costs decrease”
Inventory Control Systems
Oberoende efterfråga
Inget samband mellan efterfråga på en artikel och på andra artiklar
Ex. artiklar som lagerhålls för leverans till kund, reservdelar
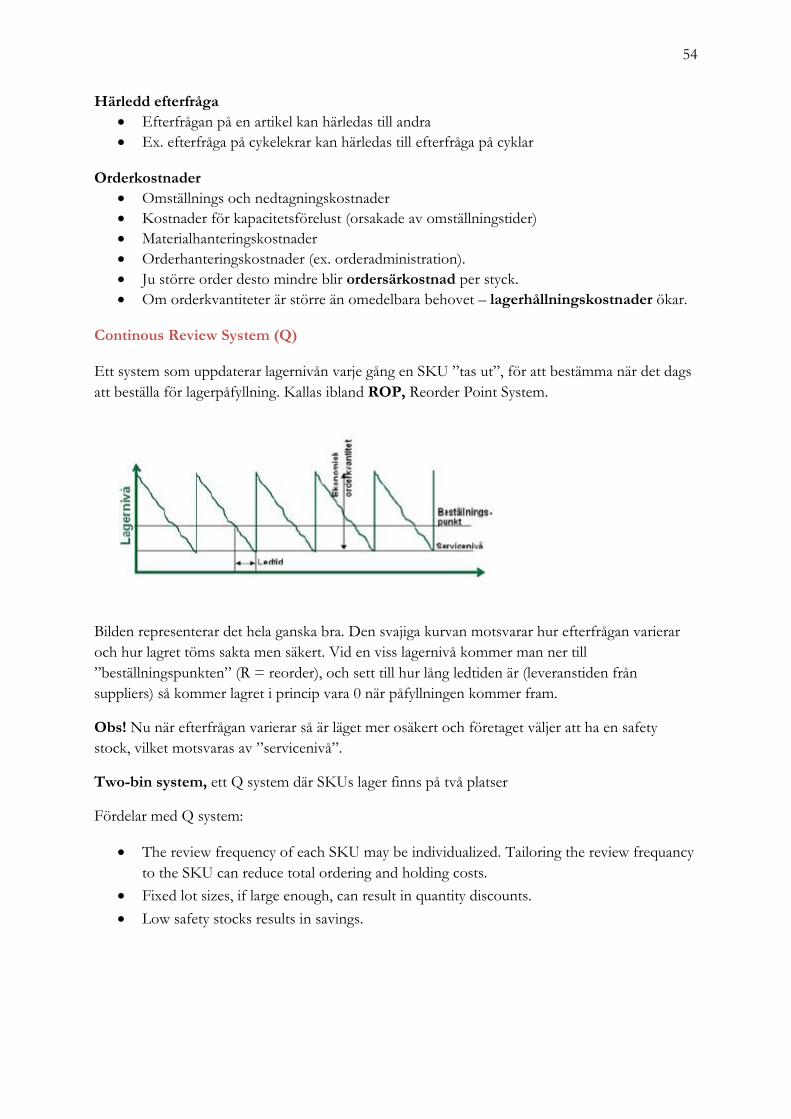
54
Härledd efterfråga
Efterfrågan på en artikel kan härledas till andra
Ex. efterfråga på cykelekrar kan härledas till efterfråga på cyklar
Orderkostnader
Omställnings och nedtagningskostnader
Kostnader för kapacitetsförelust (orsakade av omställningstider)
Materialhanteringskostnader
Orderhanteringskostnader (ex. orderadministration).
Ju större order desto mindre blir ordersärkostnad per styck.
Om orderkvantiteter är större än omedelbara behovet – lagerhållningskostnader ökar. Continous Review System (Q) Ett system som uppdaterar lagernivån varje gång en SKU ”tas ut”, för att bestämma när det dags
att beställa för lagerpåfyllning. Kallas ibland ROP, Reorder Point System.
Bilden representerar det hela ganska bra. Den svajiga kurvan motsvarar hur efterfrågan varierar
och hur lagret töms sakta men säkert. Vid en viss lagernivå kommer man ner till
”beställningspunkten” (R = reorder), och sett till hur lång ledtiden är (leveranstiden från
suppliers) så kommer lagret i princip vara 0 när påfyllningen kommer fram.
Obs! Nu när efterfrågan varierar så är läget mer osäkert och företaget väljer att ha en safety
stock, vilket motsvaras av ”servicenivå”.
Two-bin system, ett Q system där SKUs lager finns på två platser
Fördelar med Q system:
The review frequency of each SKU may be individualized. Tailoring the review frequancy
to the SKU can reduce total ordering and holding costs.
Fixed lot sizes, if large enough, can result in quantity discounts.
Low safety stocks results in savings.

55
Periodic Review System (P)
Ett system där en SKU utvärderas periodvis snarare än kontinuerligt (som ovan). Ett sådant
system underlättar leveransschemat då det etablerar en rutin: tiden för varje utvärdering av lagret
är fixed, vilket innebär att beställningen varierar i kvantitet Q.
Det som måste bestämmas i ett sånt här system är därför utvärderingen, review, P. Någon som
säljer glass på stan kanske beslutar sig för att i slutet av varje vecka (P = en vecka) utvärdera sitt
lager och lägga en beställning för att ha en jämn lagernivå.
Fördelar med P system:
The system is convenient because relpenishments are made at fixed intervals. Fixed
replenishment intervals allow for standardized pickup and delivery times.
Orders for multiple items from the same supplier can be combined into a single purchase
order. This approach reduced ordering and transportation costs and can result in a price
break from the supplier.
The inventory position, IP, needs to be known only when a review is made (not
continuously, as in a Q system). However, this advantage is moot for firms using
computerized record-keeping systems, in which a transaction is reported upon each
receipt or withdrawal. When inventory records are always current, the system is called a
perpetual inventory system.
Hybrid Systems
Optional Replenishment System – ett system som används för att utvärdera lagernivån vid en
bestämd tid, och om lagernivån då har sjunkit under den önskade, läggs en order.
Base-stock system – ett system som gör en beställning för x produkter varje gång x produkter tas
ut från lagret.
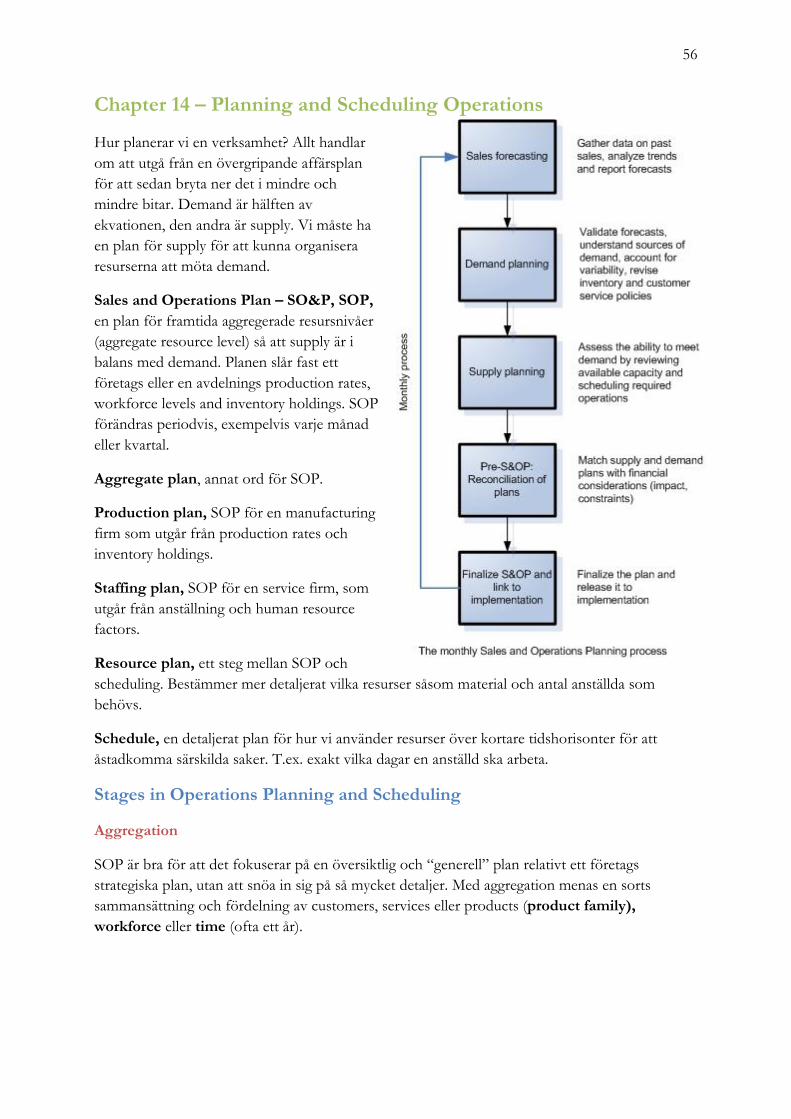
56
Chapter 14 – Planning and Scheduling Operations
Hur planerar vi en verksamhet? Allt handlar
om att utgå från en övergripande affärsplan
för att sedan bryta ner det i mindre och
mindre bitar. Demand är hälften av
ekvationen, den andra är supply. Vi måste ha
en plan för supply för att kunna organisera
resurserna att möta demand.
Sales and Operations Plan – SO&P, SOP,
en plan för framtida aggregerade resursnivåer
(aggregate resource level) så att supply är i
balans med demand. Planen slår fast ett
företags eller en avdelnings production rates,
workforce levels and inventory holdings. SOP
förändras periodvis, exempelvis varje månad
eller kvartal.
Aggregate plan, annat ord för SOP.
Production plan, SOP för en manufacturing
firm som utgår från production rates och
inventory holdings.
Staffing plan, SOP för en service firm, som
utgår från anställning och human resource
factors.
Resource plan, ett steg mellan SOP och
scheduling. Bestämmer mer detaljerat vilka resurser såsom material och antal anställda som
behövs.
Schedule, en detaljerat plan för hur vi använder resurser över kortare tidshorisonter för att
åstadkomma särskilda saker. T.ex. exakt vilka dagar en anställd ska arbeta.
Stages in Operations Planning and Scheduling
Aggregation
SOP är bra för att det fokuserar på en översiktlig och “generell” plan relativt ett företags
strategiska plan, utan att snöa in sig på så mycket detaljer. Med aggregation menas en sorts
sammansättning och fördelning av customers, services eller products (product family),
workforce eller time (ofta ett år).
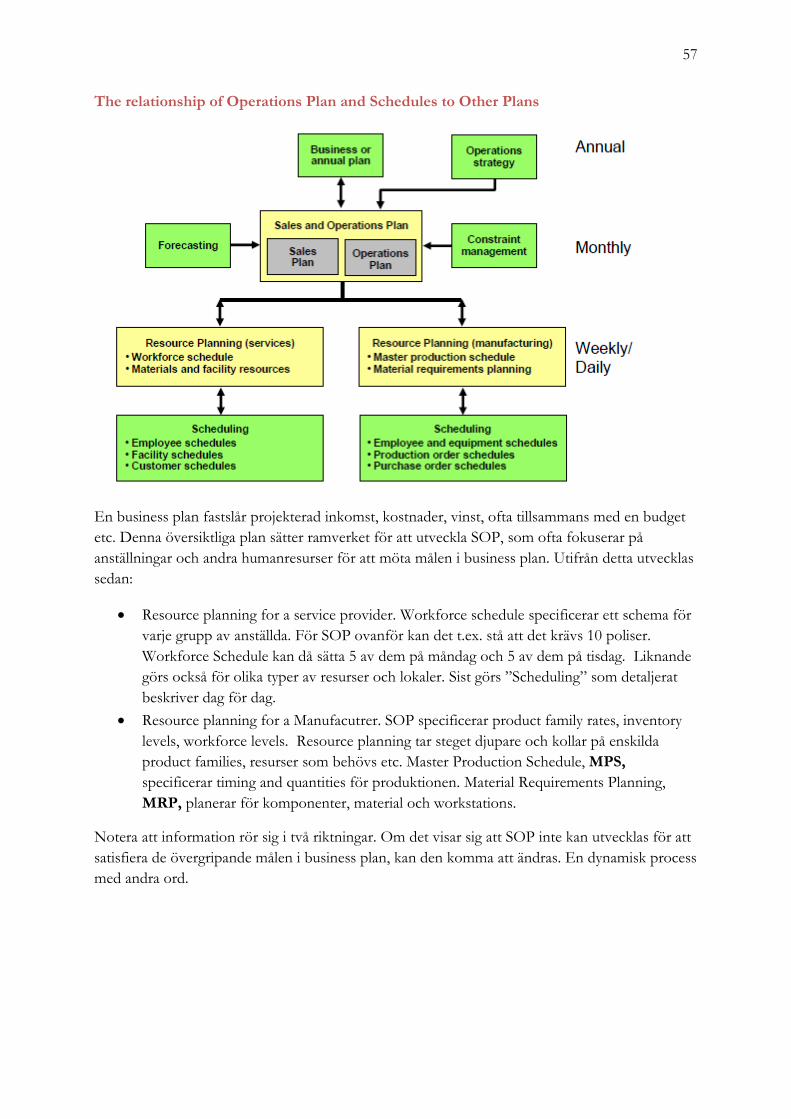
57
The relationship of Operations Plan and Schedules to Other Plans
En business plan fastslår projekterad inkomst, kostnader, vinst, ofta tillsammans med en budget
etc. Denna översiktliga plan sätter ramverket för att utveckla SOP, som ofta fokuserar på
anställningar och andra humanresurser för att möta målen i business plan. Utifrån detta utvecklas
sedan:
Resource planning for a service provider. Workforce schedule specificerar ett schema för
varje grupp av anställda. För SOP ovanför kan det t.ex. stå att det krävs 10 poliser.
Workforce Schedule kan då sätta 5 av dem på måndag och 5 av dem på tisdag. Liknande
görs också för olika typer av resurser och lokaler. Sist görs ”Scheduling” som detaljerat
beskriver dag för dag.
Resource planning for a Manufacutrer. SOP specificerar product family rates, inventory
levels, workforce levels. Resource planning tar steget djupare och kollar på enskilda
product families, resurser som behövs etc. Master Production Schedule, MPS,
specificerar timing and quantities för produktionen. Material Requirements Planning,
MRP, planerar för komponenter, material och workstations.
Notera att information rör sig i två riktningar. Om det visar sig att SOP inte kan utvecklas för att
satisfiera de övergripande målen i business plan, kan den komma att ändras. En dynamisk process
med andra ord.
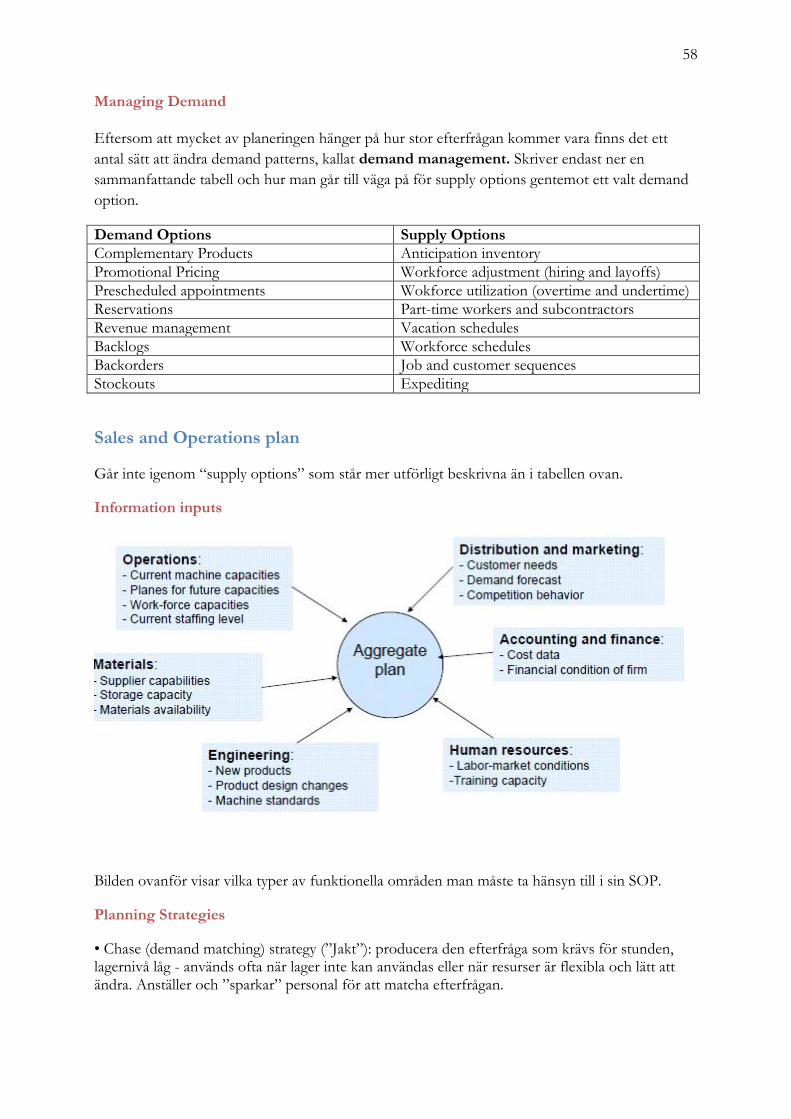
58
Managing Demand
Eftersom att mycket av planeringen hänger på hur stor efterfrågan kommer vara finns det ett
antal sätt att ändra demand patterns, kallat demand management. Skriver endast ner en
sammanfattande tabell och hur man går till väga på för supply options gentemot ett valt demand
option.
Demand Options Supply Options
Complementary Products Anticipation inventory
Promotional Pricing Workforce adjustment (hiring and layoffs)
Prescheduled appointments Wokforce utilization (overtime and undertime)
Reservations Part-time workers and subcontractors
Revenue management Vacation schedules
Backlogs Workforce schedules
Backorders Job and customer sequences
Stockouts Expediting
Sales and Operations plan
Går inte igenom “supply options” som står mer utförligt beskrivna än i tabellen ovan.
Information inputs
Bilden ovanför visar vilka typer av funktionella områden man måste ta hänsyn till i sin SOP.
Planning Strategies
• Chase (demand matching) strategy (”Jakt”): producera den efterfråga som krävs för stunden, lagernivå låg - används ofta när lager inte kan användas eller när resurser är flexibla och lätt att ändra. Anställer och ”sparkar” personal för att matcha efterfrågan.
59
• Production leveling (Utplanande): en jämn nivå hålls (de anställda), beräknar total efterfråga över en viss tid och håller denna trots ”dalar och toppar” - används ofta när resurser är svårt eller kostbart att ändra • Subkontrakt • Hybrid: en kombination av ovan
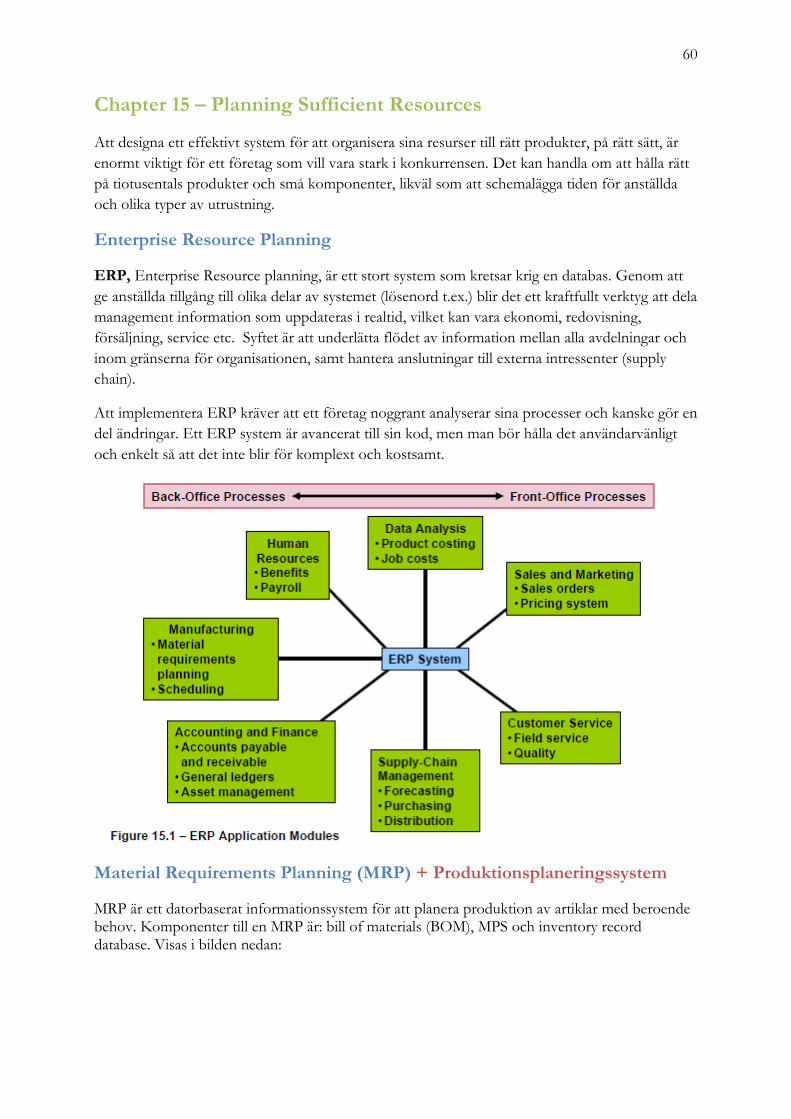
60
Chapter 15 – Planning Sufficient Resources
Att designa ett effektivt system för att organisera sina resurser till rätt produkter, på rätt sätt, är
enormt viktigt för ett företag som vill vara stark i konkurrensen. Det kan handla om att hålla rätt
på tiotusentals produkter och små komponenter, likväl som att schemalägga tiden för anställda
och olika typer av utrustning.
Enterprise Resource Planning
ERP, Enterprise Resource planning, är ett stort system som kretsar krig en databas. Genom att
ge anställda tillgång till olika delar av systemet (lösenord t.ex.) blir det ett kraftfullt verktyg att dela
management information som uppdateras i realtid, vilket kan vara ekonomi, redovisning,
försäljning, service etc. Syftet är att underlätta flödet av information mellan alla avdelningar och
inom gränserna för organisationen, samt hantera anslutningar till externa intressenter (supply
chain).
Att implementera ERP kräver att ett företag noggrant analyserar sina processer och kanske gör en
del ändringar. Ett ERP system är avancerat till sin kod, men man bör hålla det användarvänligt
och enkelt så att det inte blir för komplext och kostsamt.
Material Requirements Planning (MRP) + Produktionsplaneringssystem
MRP är ett datorbaserat informationssystem för att planera produktion av artiklar med beroende behov. Komponenter till en MRP är: bill of materials (BOM), MPS och inventory record database. Visas i bilden nedan:
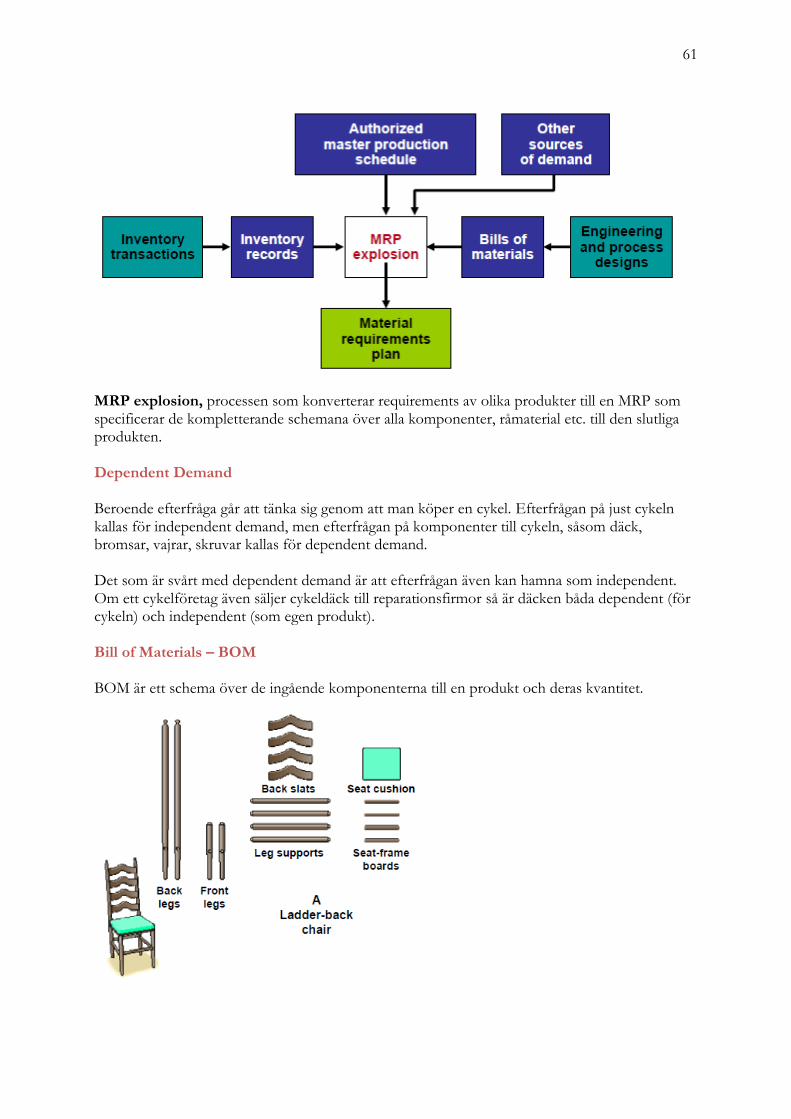
61
MRP explosion, processen som konverterar requirements av olika produkter till en MRP som specificerar de kompletterande schemana över alla komponenter, råmaterial etc. till den slutliga produkten. Dependent Demand Beroende efterfråga går att tänka sig genom att man köper en cykel. Efterfrågan på just cykeln kallas för independent demand, men efterfrågan på komponenter till cykeln, såsom däck, bromsar, vajrar, skruvar kallas för dependent demand. Det som är svårt med dependent demand är att efterfrågan även kan hamna som independent. Om ett cykelföretag även säljer cykeldäck till reparationsfirmor så är däcken båda dependent (för cykeln) och independent (som egen produkt). Bill of Materials – BOM BOM är ett schema över de ingående komponenterna till en produkt och deras kvantitet.
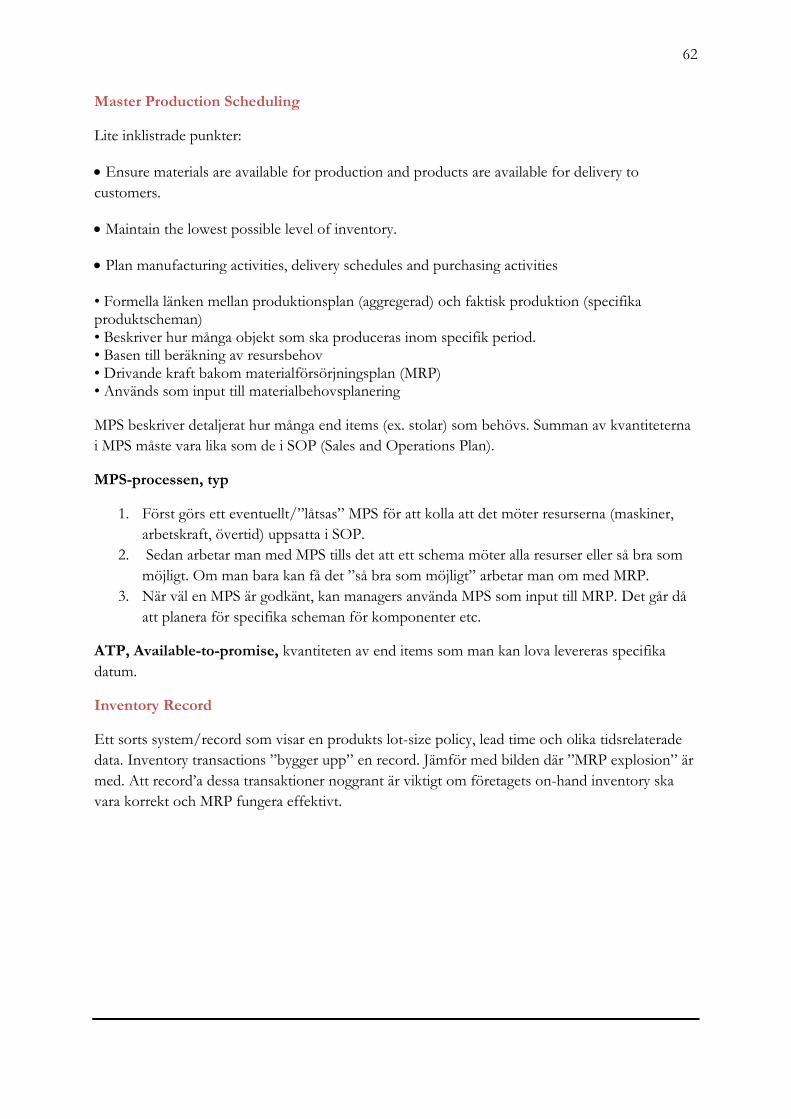
62
Master Production Scheduling
Lite inklistrade punkter:
Ensure materials are available for production and products are available for delivery to
customers.
Maintain the lowest possible level of inventory.
Plan manufacturing activities, delivery schedules and purchasing activities • Formella länken mellan produktionsplan (aggregerad) och faktisk produktion (specifika produktscheman) • Beskriver hur många objekt som ska produceras inom specifik period. • Basen till beräkning av resursbehov • Drivande kraft bakom materialförsörjningsplan (MRP) • Används som input till materialbehovsplanering
MPS beskriver detaljerat hur många end items (ex. stolar) som behövs. Summan av kvantiteterna
i MPS måste vara lika som de i SOP (Sales and Operations Plan).
MPS-processen, typ
1. Först görs ett eventuellt/”låtsas” MPS för att kolla att det möter resurserna (maskiner,
arbetskraft, övertid) uppsatta i SOP.
2. Sedan arbetar man med MPS tills det att ett schema möter alla resurser eller så bra som
möjligt. Om man bara kan få det ”så bra som möjligt” arbetar man om med MRP.
3. När väl en MPS är godkänt, kan managers använda MPS som input till MRP. Det går då
att planera för specifika scheman för komponenter etc.
ATP, Available-to-promise, kvantiteten av end items som man kan lova levereras specifika
datum.
Inventory Record
Ett sorts system/record som visar en produkts lot-size policy, lead time och olika tidsrelaterade
data. Inventory transactions ”bygger upp” en record. Jämför med bilden där ”MRP explosion” är
med. Att record‟a dessa transaktioner noggrant är viktigt om företagets on-hand inventory ska
vara korrekt och MRP fungera effektivt.
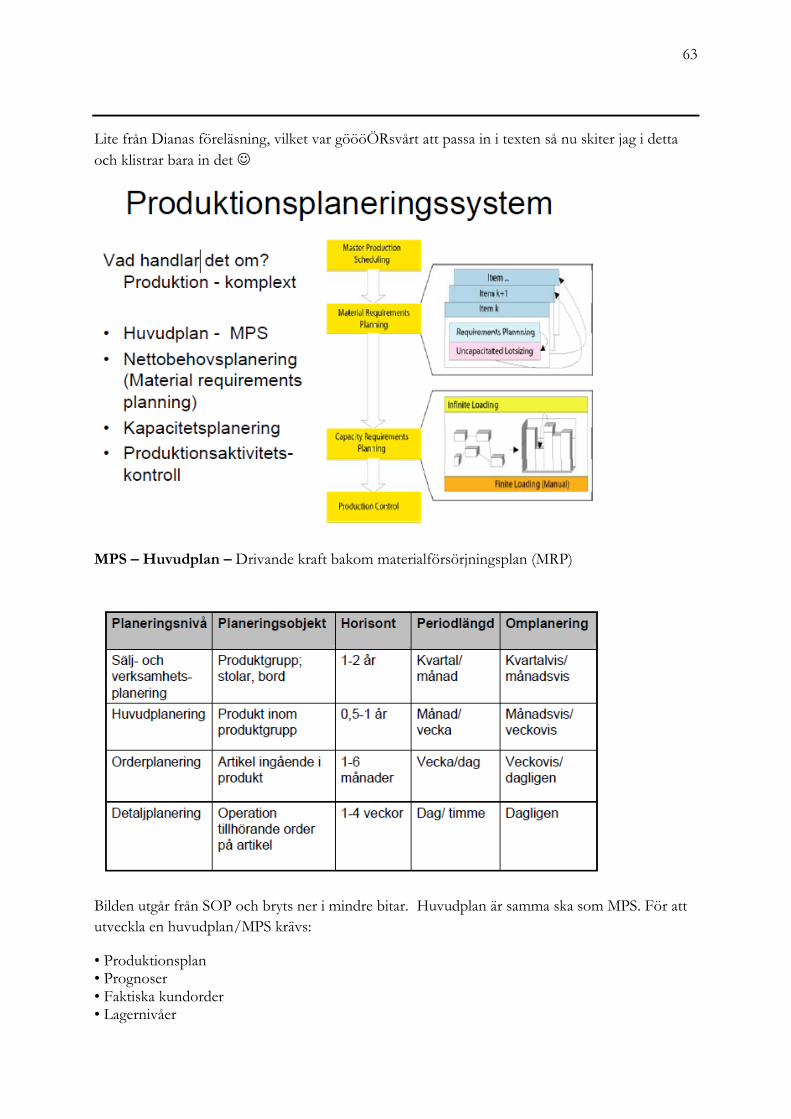
63
Lite från Dianas föreläsning, vilket var göööÖRsvårt att passa in i texten så nu skiter jag i detta
och klistrar bara in det
MPS – Huvudplan – Drivande kraft bakom materialförsörjningsplan (MRP)
Bilden utgår från SOP och bryts ner i mindre bitar. Huvudplan är samma ska som MPS. För att
utveckla en huvudplan/MPS krävs:
• Produktionsplan • Prognoser • Faktiska kundorder • Lagernivåer
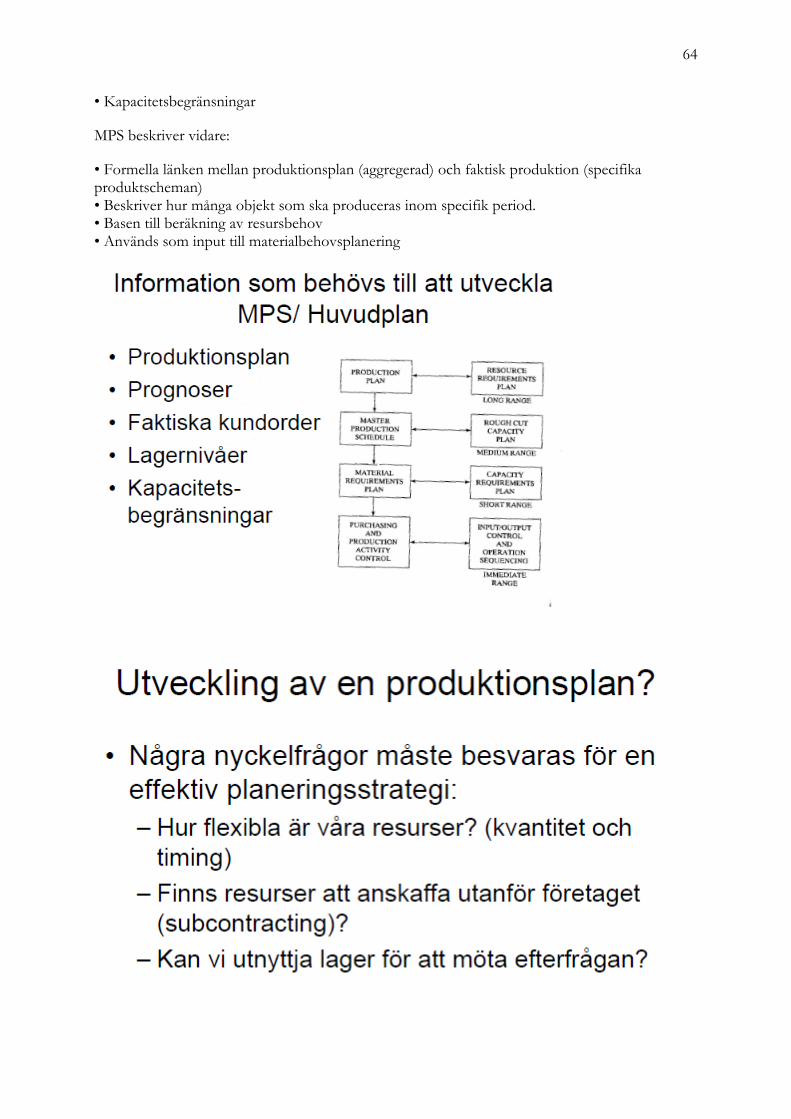
64
• Kapacitetsbegränsningar
MPS beskriver vidare:
• Formella länken mellan produktionsplan (aggregerad) och faktisk produktion (specifika produktscheman) • Beskriver hur många objekt som ska produceras inom specifik period. • Basen till beräkning av resursbehov • Används som input till materialbehovsplanering
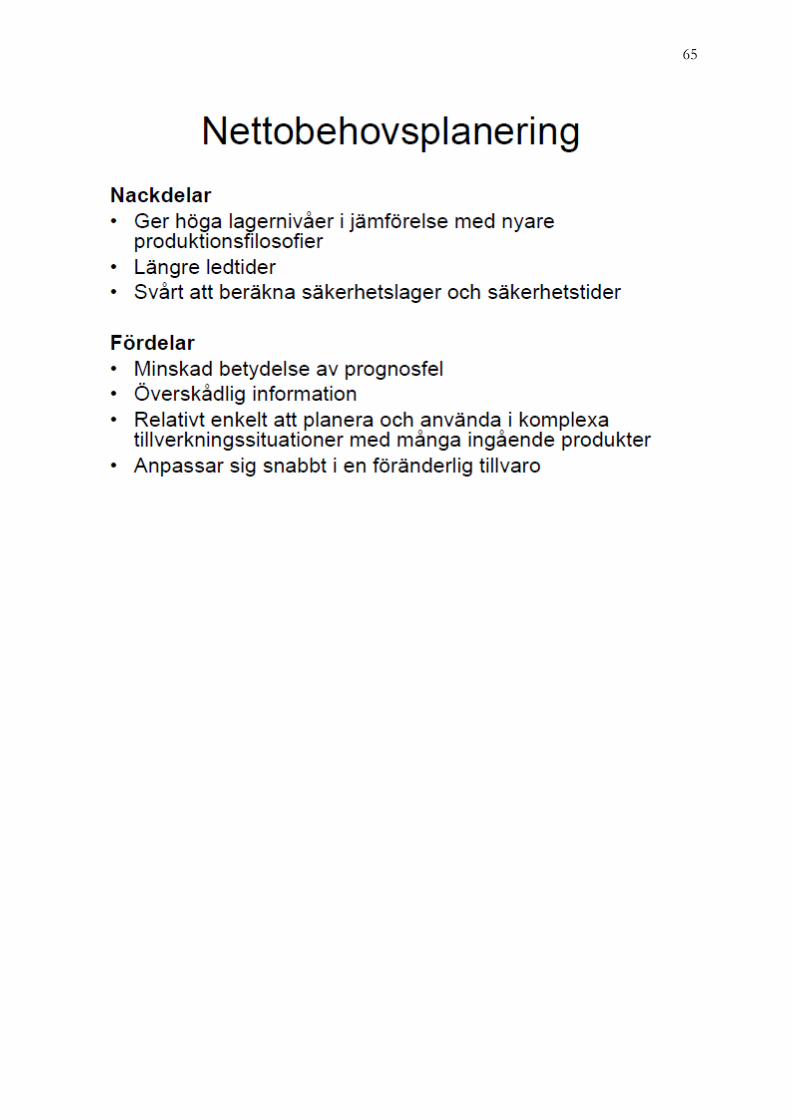
65

66
Chapter 13 – Forecasting Demand
Såg att detta eventuellt kan komma med på en tenta? Tänkbara frågor:
Time series, en upprepad observation för prognoser
Fem typer av ”mönster”:
Horizontal. Kurvan fluktuerar (varierar) kring en ganska centrerad axel i mitten.
Trend. En trend som visar en tydlig ökning eller minskning.
Seasonal. Ett mönster som ser (nästan) likadant ut beroende på dag, vecka, månad eller
säsong.
Cyclical. Ökar och sjunker över långa perioder. Ungefär som en sinuskurva.
Random. Lite hursomhelst.
Den cykliska efterfrågan kommer från två influenser:
Business cycle som kommer från ekonomin, som antingen är i recession eller en
expanderingsfas. Svår att förutse eftersom det beror på nationell och internationell
konjunktur.
Service eller product life cycle som speglar produkten från utveckling till avtagande.
CPFR, Collaborative planning, forecasting, and replenishment. En niostegsprocess inom supply
chain som låter en supplier/customer att göra nån sorts prognos över internet.
Causal methods, använder historisk (gamla) data via oberoende variabler såsom kampanjer,
ekonomiska lägen och konkurrenters ”drag” för att göra en prognos.







