
5
BAB II
TINJAUAN PUSTAKA
2.1. Gear pump
Gear pump (pompa roda gigi) adalah jenis pompa positive
displacement dimana fluida akan mengalir melalui celah-celah roda gigi dengan
dinding rumahnya. Disebut sebagai pompa karena fluida yang dialirkan pada
umumnya berupa cairan (liquid) atau bubur (slurry). Sedangkan pompa positive
displacement berarti pompa tersebut menghisap sejumlah fluida yang terjebak
yang kemudian ditekan dan dipindahkan ke arah keluaran (outlet). Gear pump
sering digunakan untuk aplikasi hydrolic fluid power. Namun, tidak jarang juga
digunakan pada bidang kimia untuk mengalirkan fliuda pada viskositas tertentu.
Terdapat dua jenis gear pump, yaitu external gear pump dan internal gear pump.
Pompa ini digolongkan sebagai fixed displacement karena jumlah fluida yang
dialirkan setiap putarannya selalu tetap,( Fauzih A, 2010).
Di PT.Asia Pasific Fibers gear pump digunakan untuk mempompa
bahan baku benang yang sudah dilelehkan(polimer) setelah proses extrusi untuk
diteruskan pada cetakan benang.Pemilihan gear pump sebagai pompa dikarenakan
gear pump mempunyai jumlah fluida yang dialirkan setiap putaran tetap.Gear
pump yang dipakai di Pt Asia pacific fiber yaitu gear pump dua tingkat dengan 1
input dan output 8 buah.Kapasitas gear pump yang dipakai ada beberapa jenis
disesuaikan dengan jenis benang yang produksi salah satunya 2,4cc/rev dapat
dilihat pada Gambar 2.1.
Gambar 2.1 Gear Pump Kapsitas 2,4cc/rev (Minardi, 2012)

6
2.2. Material shaft
Material shaft banyak menggunakan baja karbon dan baja khusus yang
dipakai untuk membuat alat( tool steel). Adapun sifat fisis dan mekanis yang
harus dimiliki oleh shaft adalah keras,tangguh dan tahan terhadap benturan,
stabil,tidak bereaksi terhadap bahan kimia serta mempunyai koefisin muai yang
bagus.
2.2.1 Klasifikasi Baja Karbon
Menurut persentase karbonnya baja komersial diklasifikasikan
menjadi 3 jenis yaitu:
1. Baja karbon rendah
Baja ini disebut baja ringan (Mild Steel) atau baja perkakas,
baja ini bukan baja yang keras karena kandungan karbonya rendah
yaitu kurang dari 0.3%. Baja ini dapat dijadikan mur, baut, ulir skrup
dan lain-lain. Baja jenis karbon rendah mempunyai sifat tidak terlalu
keras, cukup kuat, ulet, mudah dibentuk dan ditempa, tetapi karena
kurangnya kadar karbon maka tidak dapat disepuh keras. (Amanto,
2003).
2. Baja karbon sedang
Baja karbon sedang merupakan baja dengan kandungan karbon
0,3–0,6%, cukup keras dibandingkan dengan baja karbon rendah.
Baja ini memungkinkan untuk dikeraskan sebagian dengan
pengerjaan panas (heat treatment) yang sesuai. Baja karbon sedang
digunakan untuk roda gigi, poros engkol, sekrup dan sebagainya.
(Amanto, 2003).
3. Baja karbon tinggi
Baja karbon tinggi mempunyai kandungan karbon 0,6–1,5%,
baja ini sangat keras namun keuletannya rendah, biasanya digunakan
untuk alat potong seperti gergaji, pahat, kikir, pegas dan lain
sebagainya. Karena baja karbon tinggi sangat keras, maka jika
digunakan untuk produksi harus dikerjakan dalam keadaan panas.
(Amanto, 2003).
7
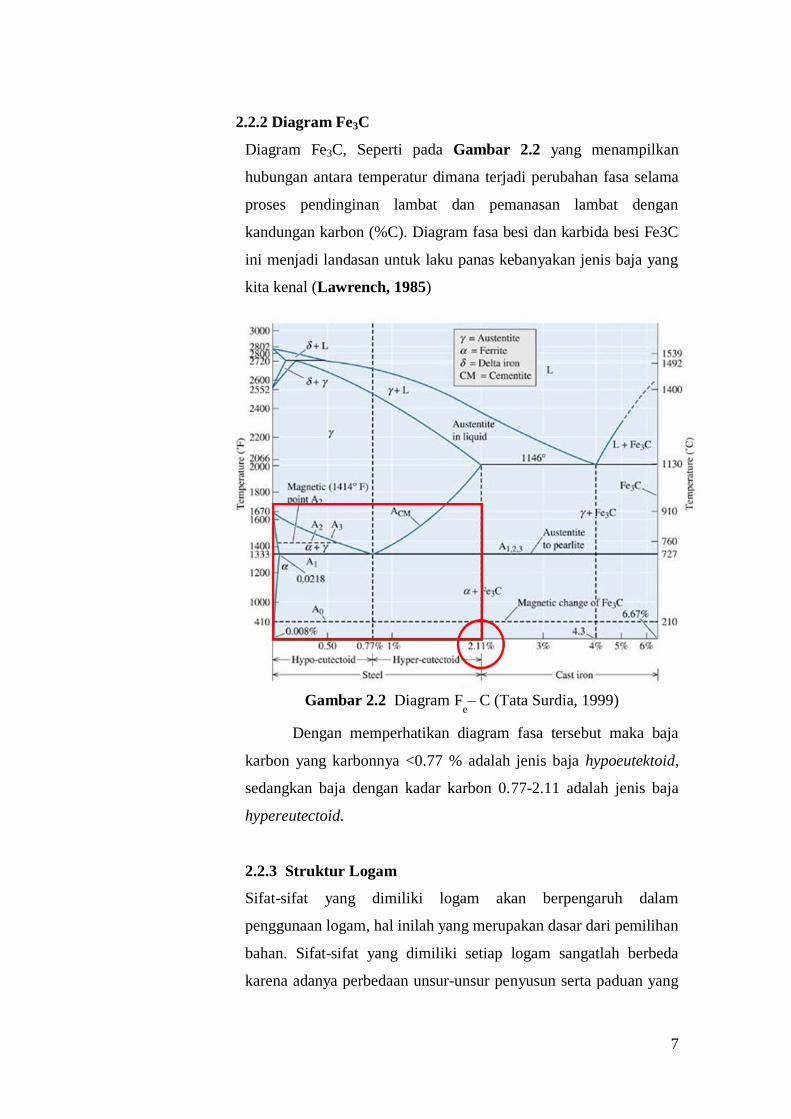
2.2.2 Diagram Fe3C
Diagram Fe3C, Seperti pada Gambar 2.2 yang menampilkan
hubungan antara temperatur dimana terjadi perubahan fasa selama
proses pendinginan lambat dan pemanasan lambat dengan
kandungan karbon (%C). Diagram fasa besi dan karbida besi Fe3C
ini menjadi landasan untuk laku panas kebanyakan jenis baja yang
kita kenal (Lawrench, 1985)
Gambar 2.2 Diagram Fe– C (Tata Surdia, 1999)
Dengan memperhatikan diagram fasa tersebut maka baja
karbon yang karbonnya <0.77 % adalah jenis baja hypoeutektoid,
sedangkan baja dengan kadar karbon 0.77-2.11 adalah jenis baja
hypereutectoid.
2.2.3 Struktur Logam
Sifat-sifat yang dimiliki logam akan berpengaruh dalam
penggunaan logam, hal inilah yang merupakan dasar dari pemilihan
bahan. Sifat-sifat yang dimiliki setiap logam sangatlah berbeda
karena adanya perbedaan unsur-unsur penyusun serta paduan yang

8
akan membentuk struktur mikronya. Bentuk geometri dari
persenyawaan logam besi dan baja biasanya berupa kubus, yang
tersusun dari atom-atomnya. Bentuk geometris inti adalah BCC
(Body Center Cubic), FCC (Face Center Cubic), HCP (Hexagonal
Close Pocked) (Arifin, 2006). Seperti terdapat pada Gambar 2.3.
Gambar 2.3 Bentuk Geometris Kristal Logam (Arifin, 2006)
Macam-macam struktur logam antara lain:
1. Struktur Austenite
Austenite disebut juga besi gamma (γ) seperti Gambar 2.4
dibawah, fase ini terjadi diatas tempratur 723oC, sifat dari austenite
adalah lunak, tidak magnetis, dan dapat di tempa. Austenite
merupakan pemanasan lanjut dari ferrite dan pearlite (Arifin,
2006)
Gambar 2.4 Struktur Austenite (Arifin, 2006).
9
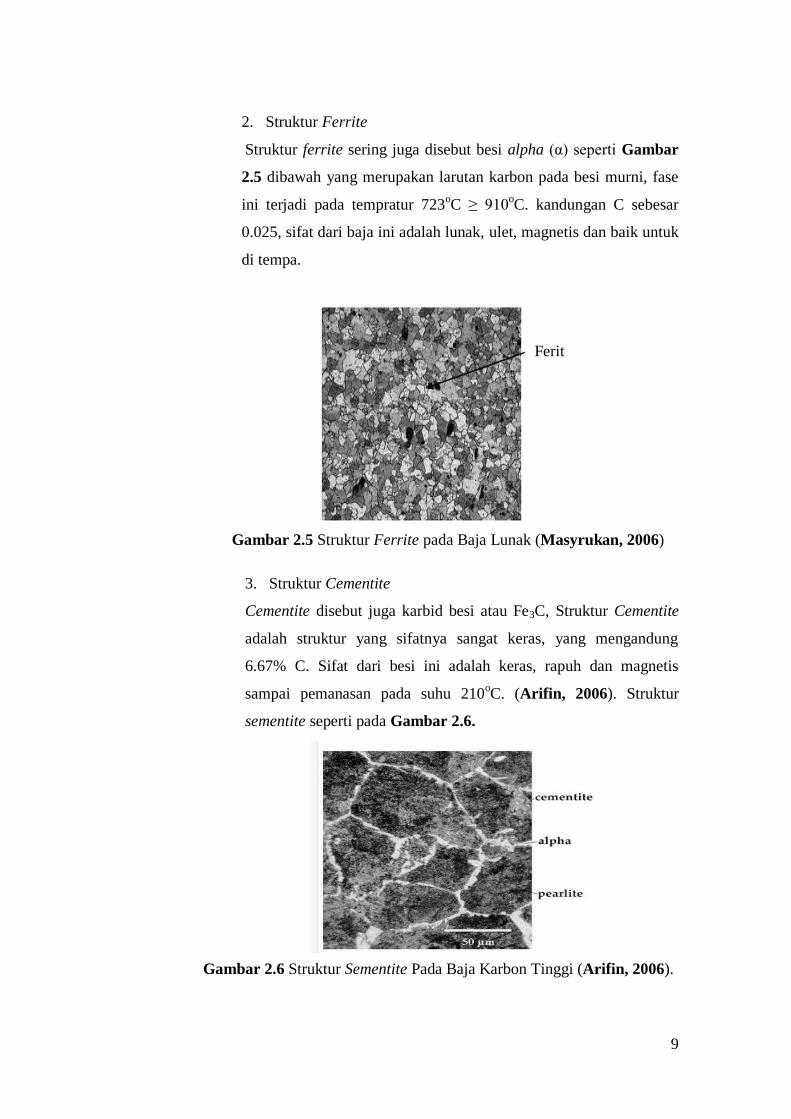
2. Struktur Ferrite
Struktur ferrite sering juga disebut besi alpha (α) seperti Gambar
2.5 dibawah yang merupakan larutan karbon pada besi murni, fase
ini terjadi pada tempratur 723oC ≥ 910
oC. kandungan C sebesar
0.025, sifat dari baja ini adalah lunak, ulet, magnetis dan baik untuk
di tempa.
Gambar 2.5 Struktur Ferrite pada Baja Lunak (Masyrukan, 2006)
3. Struktur Cementite
Cementite disebut juga karbid besi atau Fe3C, Struktur Cementite
adalah struktur yang sifatnya sangat keras, yang mengandung
6.67% C. Sifat dari besi ini adalah keras, rapuh dan magnetis
sampai pemanasan pada suhu 210oC. (Arifin, 2006). Struktur
sementite seperti pada Gambar 2.6.
Gambar 2.6 Struktur Sementite Pada Baja Karbon Tinggi (Arifin, 2006).
Ferit

10
4. Struktur Pearlite
Struktur pearlite adalah struktur yang terbentuk karena
persenyawaan antara struktur ferrite dan struktur cementite yang
seimbang, Struktur pearlite jika dipanaskan sampai suhu 723 oC
akan berubah menjadi struktur austenite. Sifat dari pearlite adalah
keras, dan lebih kuat dari pada ferrite, tetapi kurang ulet, dan tidak
magnetis. Struktur pearlite seperti terdapat pada Gambar 2.7
Gambar 2.7 Struktur Pearlite Pada Baja Karbon Rendah (0,25% C)
(Masyrukan, 2006)
5. Struktur martensite
Struktur martensite sifatnya sangat keras dengan susunan kristalnya
berbentuk Kubus Pusat tetragonal. Sruktur martensite seperti
terlihat pada Gambar 2.8.
Gambar 2.8 Struktur Sementite Pada Baja Karbon (Masyrukan, 2006)
Ferit
Perlit

11
2.2.4 Pengaruh Unsur Paduan Terhadap Baja
Baja yang hanya mengandung unsur C tidak akan memiliki sifat
seperti yang diinginkan, dengan penambahan unsur-unsur paduan
seperti Si, Mn, Ni, Cr, V, W, dan lain sebagainya dapat menolong
untuk mencapai sifat-sifat yang diinginkan (Amanto, 2003).
Penambahan beberapa unsur paduan spesifikasi terhadap sifat baja
antara lain (Amanto, 2003) :
a. Unsur Silikon (Si)
Silikon merupakan unsur paduan yang ada pada setiap baja dengan
jumlah kandungan lebih dari 0,4% yang mempunyai pengaruh
kenaikan tegangan tarik dan menurunkan kecepatan pendinginan kritis
(laju pendinginan minimal yang dapat menghasilkan 100%
martensite)
b. Unsur Mangan (Mn)
Unsur Mangan dalam proses pembuatan baja berfungsi sebagai
deoxider (pengikat O2) sehingga proses peleburan dapat berlangsung
baik. Kadar Mn yang rendah dapat menurunkan kecepatan
pendinginan kritis.
c. Nikel (Ni)
Nikel memberi pengaruh sama seperti Mn yaitu menurunkan suhu
kritis dan kecepatan pendinginan kritis. Ni membuat struktur butiran
menjadi halus dan menambah keuletan.
d. Unsur Krom (Cr)
Unsur krom meningkatkan kekuatan tarik dan keplastisan, kekerasan,
mungurangi korosif dan tahan suhu tinggi.
e. Unsur Vanadium (V) dan Wolfram (W)
Unsur Vanadium dan Wolfram membentuk karbida yang sangat keras
dan meningkatkan keekrasan baja, kemampuan potong dan daya tahan
panas, untuk pahat potong dengan kecepatan tinggi.
12
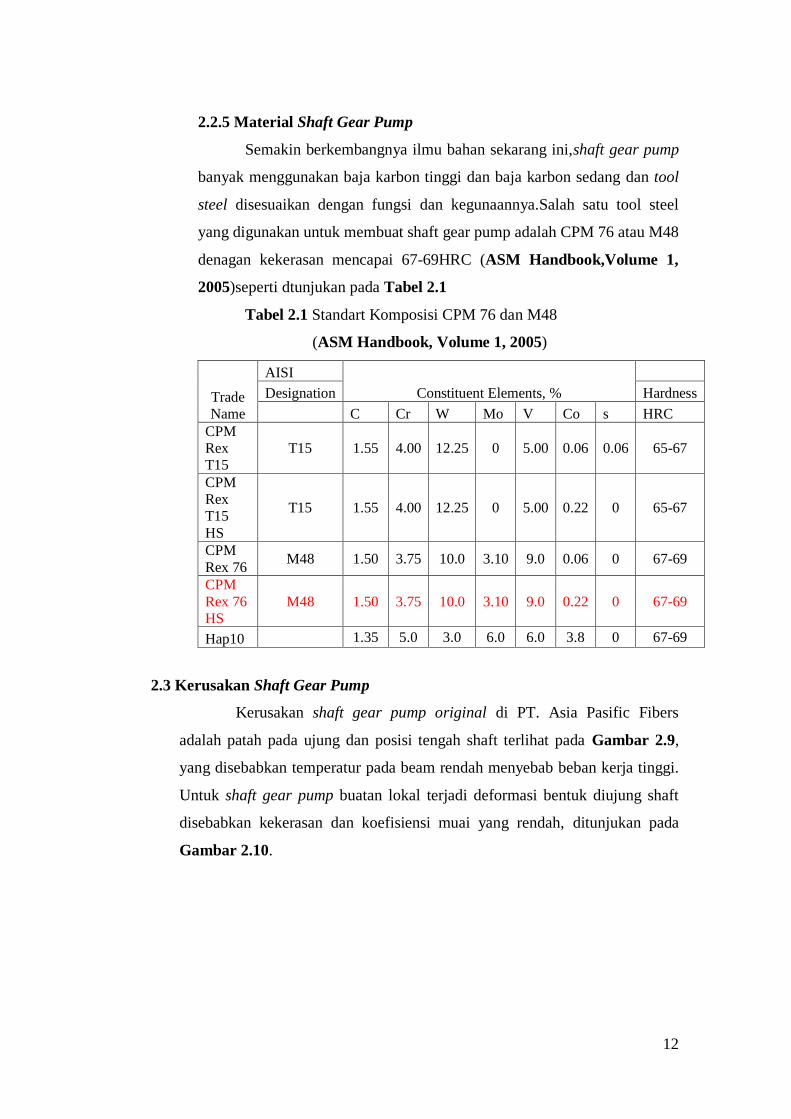
2.2.5 Material Shaft Gear Pump
Semakin berkembangnya ilmu bahan sekarang ini,shaft gear pump
banyak menggunakan baja karbon tinggi dan baja karbon sedang dan tool
steel disesuaikan dengan fungsi dan kegunaannya.Salah satu tool steel
yang digunakan untuk membuat shaft gear pump adalah CPM 76 atau M48
denagan kekerasan mencapai 67-69HRC (ASM Handbook,Volume 1,
2005)seperti dtunjukan pada Tabel 2.1
Tabel 2.1 Standart Komposisi CPM 76 dan M48
(ASM Handbook, Volume 1, 2005)
Trade
Name
AISI
Constituent Elements, %
Designation Hardness
C Cr W Mo V Co s HRC
CPM
Rex
T15
T15 1.55 4.00 12.25 0 5.00 0.06 0.06 65-67
CPM
Rex
T15
HS
T15 1.55 4.00 12.25 0 5.00 0.22 0 65-67
CPM
Rex 76 M48 1.50 3.75 10.0 3.10 9.0 0.06 0 67-69
CPM
Rex 76
HS
M48 1.50 3.75 10.0 3.10 9.0 0.22 0 67-69
Hap10
1.35 5.0 3.0 6.0 6.0 3.8 0 67-69
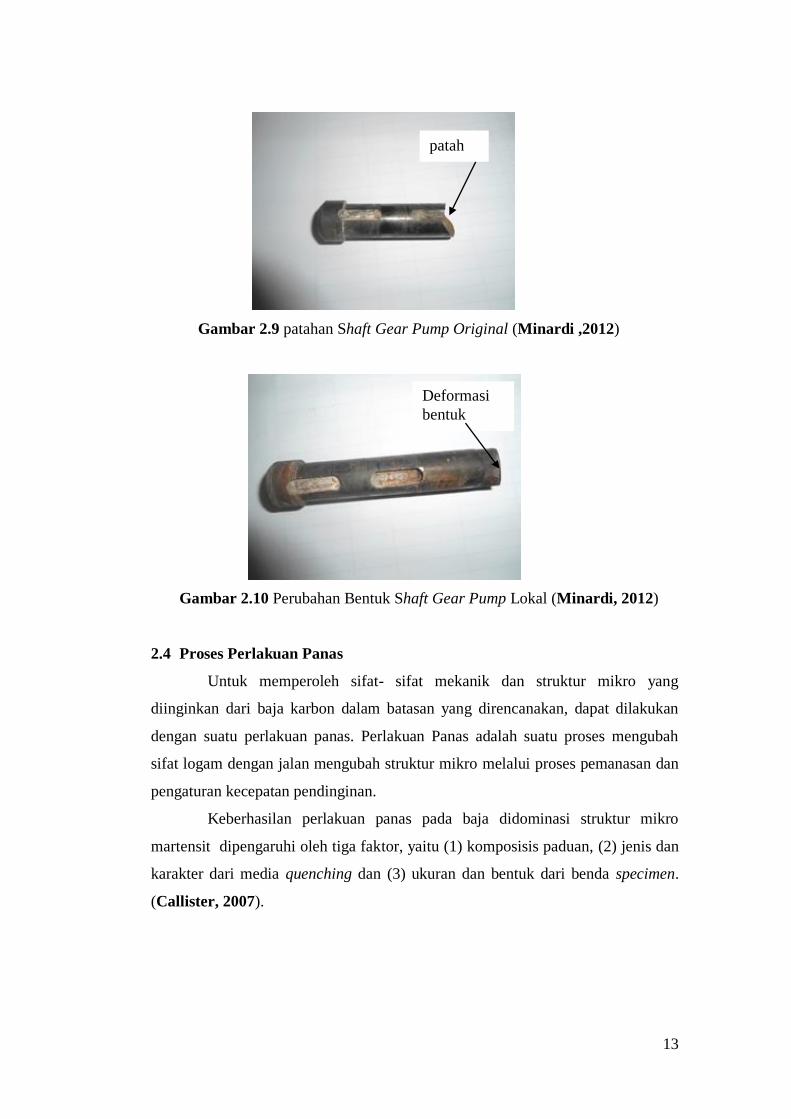
2.3 Kerusakan Shaft Gear Pump
Kerusakan shaft gear pump original di PT. Asia Pasific Fibers
adalah patah pada ujung dan posisi tengah shaft terlihat pada Gambar 2.9,
yang disebabkan temperatur pada beam rendah menyebab beban kerja tinggi.
Untuk shaft gear pump buatan lokal terjadi deformasi bentuk diujung shaft
disebabkan kekerasan dan koefisiensi muai yang rendah, ditunjukan pada
Gambar 2.10.
13
Gambar 2.9 patahan Shaft Gear Pump Original (Minardi ,2012)
Gambar 2.10 Perubahan Bentuk Shaft Gear Pump Lokal (Minardi, 2012)
2.4 Proses Perlakuan Panas
Untuk memperoleh sifat- sifat mekanik dan struktur mikro yang
diinginkan dari baja karbon dalam batasan yang direncanakan, dapat dilakukan
dengan suatu perlakuan panas. Perlakuan Panas adalah suatu proses mengubah
sifat logam dengan jalan mengubah struktur mikro melalui proses pemanasan dan
pengaturan kecepatan pendinginan.
Keberhasilan perlakuan panas pada baja didominasi struktur mikro
martensit dipengaruhi oleh tiga faktor, yaitu (1) komposisis paduan, (2) jenis dan
karakter dari media quenching dan (3) ukuran dan bentuk dari benda specimen.
(Callister, 2007).
patah
Deformasi
bentuk
14
Proses perlakuan panas untuk baja karbon dengan metoda austempering
bertujuan untuk menghasilkan mikrostruktur yang kuat,ulet dan tahan. Tahap
proses, yaitu :
2.4.1 Proses Austenisasi
Proses pemanasan material besi cor sampai pada daerah austenit, yaitu
daerah dengan temperatur antara 845 – 925
oC (ASM vol.1, 2005). Keseluruhan
fasa material akan diubah ke dalam austenite dan feritik, dimana atom – atom
karbon akan larut interstiti pada struktur FCC pada permukaan sampel sampai
pada kedalaman tertentu. Masuknya atom – atom karbon (C) secara interstiti ke
dalam struktur kristal logam pada temperatur austenit disebut proses difusi.
2.4.2 Proses Penahanan (holding time)
Proses homogenisasi (penyeragaman) dari komposisi fasa austenit, yaitu
waktu penahanan pada daerah austenit selama periode waktu tertentu dan
bertujuan untuk menjamin diperolehnya keseragaman fase austenit (complete
austenitization).
2.4.3 Proses Quenching
Proses pendinginan dari material yang telah selesai menjalani proses
austenisasi. Proses quenching dilakukan dengan jalan pencelupan ke dalam media
pendingin secara cepat. Laju pendinginan selama tahap ini sangat penting karena
menentukan mikrostruktur matrik dari baja yang akan di austemper pencelupan
lambat akan menghasilkan pearlite, ini biasa terjadi pada benda coran. Derajat
dimana bainit dapat dicapai selama laju panas iso termal untuk menghindari
pearlite atau martensit dikenal sebagai pengerasan bainit pada paduan (Raharjo S,
2007).
2.4.4 Proses Austempering
Proses transformasi isothermal untuk mendapatkan struktur ausferit, yaitu
matrik yang terdiri dari acicular ferit dan austenit stabil dengan kandungan karbon
2%. Proses austempering dilakukan dengan perendaman dan penahanan material
(soaking) dalam media pendingin yang berupa media gramus pada daerah
temperatur konstan. Biasanya temperatur austempering yang digunakan berkisar
antara 232 – 400oC bila dibawah temperatur itu, akan terbentuk martensit (Ms).
15
Tempertur austempering merupakan parameter terpenting untuk menentukan sifat
mekanik besi ulet austemper ; temperature austemper tinggi (350 - 400oC)
menghasilkan keuletan dan ketangguhan yang tinggi, dan kekuatan luluh dan
kekuatan tarik yang lebih rendah, sedangkan temperature austemper rendah (250 –
300oC) menghasilkan kekuatan luluh dan kekuatan tarik yang tinggi, katahanan
aus yang tinggi dan ketangguhan dan keuletan serta ketangguhan lebih rendah
(Smallman. R.E, dkk, 1999).
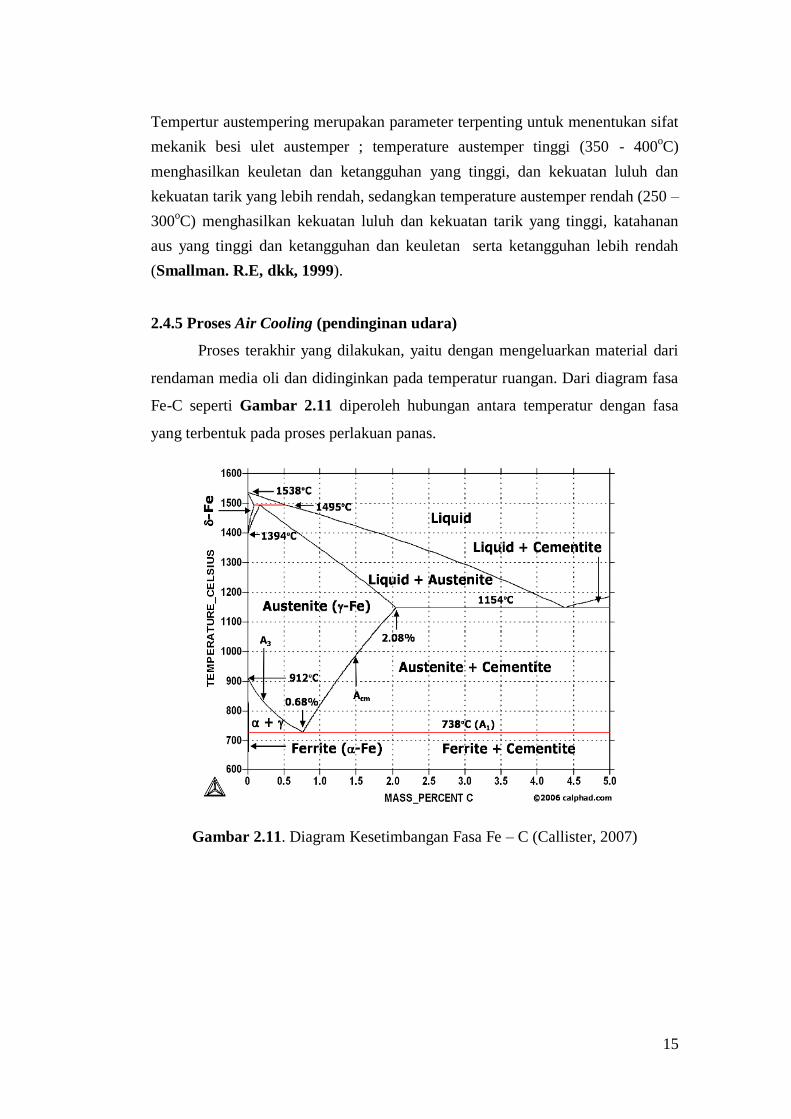
2.4.5 Proses Air Cooling (pendinginan udara)
Proses terakhir yang dilakukan, yaitu dengan mengeluarkan material dari
rendaman media oli dan didinginkan pada temperatur ruangan. Dari diagram fasa
Fe-C seperti Gambar 2.11 diperoleh hubungan antara temperatur dengan fasa
yang terbentuk pada proses perlakuan panas.
Gambar 2.11. Diagram Kesetimbangan Fasa Fe – C (Callister, 2007)

16
2.6 Pengujian Kekerasan
Kekerasan merupakan ketahanan suatu material terhadap penetrasi
material lain. Pada umumnya kekerasan menyatakan ketahanan terhadap
deformasi, dan untuk logam dengan sifat tersebut merupakan ketahanannya
terhadap deformasi plastik atau deformasi permanen. Ada 2 (dua) tipe
pengidentasian, yaitu statik dan dinamis. Test identasi statik yang umumnya
dipakai merupakan pengidentasian yang dilakukan pada permukaan material
dengan beban tertentu. Sedangkan test identasi dinamik meliputi beban bebas
yang dijatuhkan yang memberikan impak terhadap material (Callister,2007).
Berikut ini metode-metode pengujian logam :
a) Metode Brinell
Penetrator yang digunakan berupa bola baja yang dikeraskan
dengan diameter 0,625 s/d 10 mm dan standard beban 0,97 s/d 3000 Kgf.
Lama penekanan 10 s/d 30 detik. Bola harus berupa baja yang dikeraskan,
ditemper, dan dengan kekerasan minimum 850 VPN.
Kekerasan yang diberikan merupakan hasil bagi beban penekan
dengan keras permukaan lekukan bekas penekanan dari bola baja yang
ditunjukan pada Gambar 2.12.
Gambar 2.12. Metode Brinell (Callister,2007).

17
22 -
2
dDDD
FHB
(2.2)
Dimana : HB = Nilai kekerasan Menurut Brinell
F = Beban yang diterapkan (Kg)
D = Diameter bola (mm)
d = diameter (mm)
Diameter lekukan diukur pada kaca pembesar dengan
menggunakan mistar yang sesuai dengan pembesarannya. HB dilihat
langsung dalam Tabel 2.2 yang tertera pada body preparat. Bola baja
hanya digunakan untuk mengetes baja yang dikeraskan, besi tuang kelabu
dan non logam.
Tabel 2.2. Standar Uji Brinell (ASTM E-10,1990)
Diameter Bola (mm) Beban ( kg ) Daerah Angka
Kekerasan
10 mm 3000 96 s/d 600
10mm 1500 48 s/d 300
10mm 500 16 s/d 100
b) Metode Rockwell
Pengujian kekerasan Rockwell didasarkan pada kedalaman
masuknya penekan benda uji. Nilai kekerasan dapat langsung dibaca
setelah beban utama dihilangkan. Untuk menghittung nilai kekerasan
Rokwell dapat dihitung dengan rumus sebagai berikut :
eHR -E= (2.3)
Dimana: HR= Nilai kekerasan Menurut Rockwell
E = Konstanta tergantung pada bentuk identor.
e = Perbedaan antara dalamnya penembusan,
Untuk itulah digunakan Tabel 2.3 Skala Kekerasan Rockwell yang
memperlihatkan skala yang digunakan untuk tipe-tipe material tertentu.

18
Pengujian kekerasan Rockwell memiliki dua metode yang biasa
digunakan yaitu:
1) Metode dengan Kerucut (HRC)
Pada percobaan dengan metode ini menggunakan identer
kerucut untuk penekanan ke material (Gambar 2.13) dengan besar
nilai kekerasan HRC. Skala HRC memiliki nilai kekerasan 0
sampai 100,
Tabel 2.3. Skala Kekerasan Rockwell (Callister,2007).
Skala Beban Mayor (Kg) Tipe Indentor Tipe Material Uji
A 60 1/16” bola intan
kerucut Sangat keras, tungsten, karbida
B 100 1/16” bola
Kekerasan sedang, baja karbon
rendah dan sedang, kuningan,
perunggu
C 150 Intan kerucut
Baja keras, paduan yang
dikeraskan, baja hasil
tempering
D 100 1/8” bola Besi cor, paduan alumunium,
magnesium yg dianealing
E 100 Intan Kerucut Baja kawakan
F 60 1/16” bola Kuningan yang dianealing dan
tembaga
G 150 1/8” bola Tembaga, berilium, fosfor,
perunggu
H 60 1/8” bola Pelat alumunium, timah
K 150 ¼” bola Besi cor, paduan alumunium,
timah
L 60 ¼” bola Plastik, logam lunak
M 100 ¼” bola Plastik, logam lunak
R 60 ¼” bola Plastik, logam lunak
S 100 ½” bola Plastik, logam lunak
V 150 ½” bola Plastik, logam lunak

19
Gambar 2.13. Diagram mekanisme uji kekerasan Rockwell
(Callister,2007).
Namun pengujian untuk material tersebut dapat dilakukan dengan
menggunakan mesin khusus yang memiliki kapasitas beban 1-30
kg. Metode ini hanya cocok untuk bahan-bahan dengan susunan
yang homogen. Gambar 2.14 menunjukan bagan pengujian
Rockwell Cone atau HRC:
Gambar 2.14. Bagan Pengujian HpRC (Callister,2007).
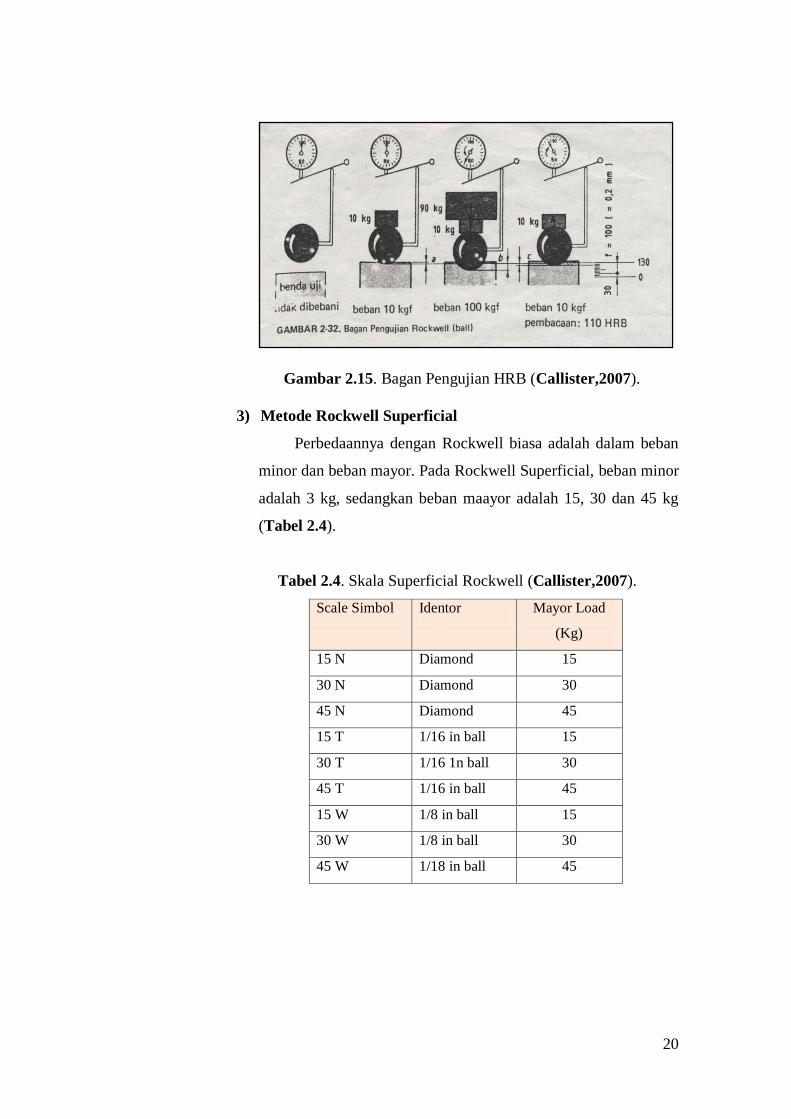
2) Metode dengan Peluru (HRB)
Metode ini pada dasarnya sama dengan metode kerucut.
Hanya saja metode ini menggunakan penetrator sebuah peluru.
Berikut ini adalah bagan pengujian Rockwell Ball atau HRB
(Gambar 2.15)
20
Gambar 2.15. Bagan Pengujian HRB (Callister,2007).
3) Metode Rockwell Superficial
Perbedaannya dengan Rockwell biasa adalah dalam beban
minor dan beban mayor. Pada Rockwell Superficial, beban minor
adalah 3 kg, sedangkan beban maayor adalah 15, 30 dan 45 kg
(Tabel 2.4).
Tabel 2.4. Skala Superficial Rockwell (Callister,2007).
Scale Simbol Identor Mayor Load
(Kg)
15 N Diamond 15
30 N Diamond 30
45 N Diamond 45
15 T 1/16 in ball 15
30 T 1/16 1n ball 30
45 T 1/16 in ball 45
15 W 1/8 in ball 15
30 W 1/8 in ball 30
45 W 1/18 in ball 45

21
c) Metode Vickers
Metode ini mirip dengan metode brinell tetapi penetrator yang
dipakai berupa intan berbentuk piramida dengan dasar bujur sangkar dan
sudut puncak 1360
dijelaskan pada Gambar 2.16. Maka pada bahannya
terdapat bekas pijakan dari intan tersebut. Cetakan ini bertambah besar
hanya jika bahannya bertambah lunak, dan jika bebannya bertambah besar.
Beban yang digunakan biasanya 1 s/d 120 kg.
Gambar 2.16. Cara Pengukuran Diameter Pada Identor Vickers
(Callister,2007).
Perhitungan dengan metode vikers:
2
21 DDD
+=
(2.4)
2854,1D
FHV = (2.5)
Dimana : F = Beban yang ditetapkan
D = Panjang diagonal rata-rata
D1 = Panjang diagonal 1
D2 = Panjang diagonal 2
D = Panjang diagonal rata-rata

22
2.6 Pengujian Struktur Mikro
Struktur mikro adalah struktur terkecil yang terdapat dalam suatu
bahan yang keberadaannya tidak dapat di lihat dengan mata telanjang, tetapi
harus menggunakan alat pengamat struktur mikro diantaranya; mikroskop
cahaya, mikroskop electron, mikroskop field ion, mikroskop field emission
dan mikroskop sinar-X. Penelitian ini menggunakan mikroskop cahaya,
adapun manfaat dari pengamatan struktur mikro ini adalah:
1. Mempelajari hubungan antara sifat-sifat bahan dengan struktur dan cacat
pada bahan.
2. Memperkirakan sifat bahan jika hubungan tersebut sudah diketahui.
Langkah-langkah untuk melakukan pengamatan struktur mikro dapat
memakai referensi ASTM E3 dari persiapan sempel dan prosedur pengujian
mikroskop sebagai berikut :
2.6.1 Cutting (Pemotongan)
Pemilihan sampel yang tepat dari suatu benda uji studi
mikroskopik merupakan hal yang sangat penting. Pemilihan sampel tersebut
didasarkan pada tujuan pengamatan yang hendak dilakukan. Pada umumnya
bahan komersil tidak homogen, Sehingga satu sampel yang diambil dari
suatu volume besar tidak dapat dianggap representatif.
Pengambilan sampel harus direncanakan sedemikian sehingga
menghasilkan sampel yang sesuai dengan kondisi rata-rata bahan atau
kondisi di tempat-tempat tertentu (kritis) yang mana ditunjukan pada
Gambar 2.17 dengan memperhatikan kemudahan pemotongan pula. Secara
garis besar, pengambilan sampel dilakukan pada daerah yang akan diamati
mikrostruktur.
Maka sampel diambil sedekat mungkin pada daerah kegagalan
(pada daerah kritis dengan kondisi terparah), untuk kemudian dibandingkan
dengan sampel yang diambil dari daerah yang jauh dari daerah gagal. Perlu
diperhatikan juga bahwa dalam proses memotong, harus dicegah
kemungkinan deformasi dan panas yang berlebihan. Oleh karena itu, setiap
proses pemotongan harus diberi pendinginan yang memadai.

23
Gambar 2.17 Metode Menentukan Lokasi Pemotongan Untuk
Menentukan Area Yang Dimikrografi (ASTM Handbook E18, 2002).
Ada beberapa sistem pemotongan sampel berdasarkan media
pemotong yang digunakan, yaitu meliputi proses pematahan,
pengguntingan, penggergajian, pemotongan abrasi (abrasive cutter), gergaji
kawat, dan EDM (Electric Discharge Machining) yang bisa dilihat pada
Tabel 2.5.
Tabel 2.5. Macam-Macam Pisau Pemotong Material (ASTM E18, 2002)
Hardness HV Materials abrasive Bond Bond Hardness
Up to 300 non-ferrous (Al, Cu) SiC P or R Hard Up to 400 non-ferrous (Ti) SiC P or R med hard Up to 400 soft ferrous Al2O3 P or R Hard Up to 500 Medium soft ferrous Al2O3 P or R med hard
Up to 600 Medium hard ferrous Al2O3 P or R Medium
Up to 700 hard ferrous Al2O3 P or R&R med soft Up to 800 very hard ferrous Al2O3 P or R&R Soft
> 800 extremely hard ferrous CBN P or R Hard
more brittle ceramics diamond P or R very hard
tougher ceramics diamond M ext hard P – phenolic R&R - resin and rubber
R – rubber M – Metal
Symbol in
diagram Suggested designation
A Rolled Surface B Direction of rolling
C Rolled edge
D Plannar edge
E Longitudinal section perpendicular to rolled
surface
F Transverse section
G Radial longitudinal section H Tangential longitudinal section

24
Berdasarkan tingkat deformasi yang dihasilkan, teknik
pemotongan terbagi menjadi dua, yaitu:
Teknik pemotongan dengan deformasi yang besar, menggunakan
gerinda
Teknik pemotongan dengan deformasi kecil, menggunakan
diamond saw
2.6.2 Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak
beraturan akan sulit untuk ditangani khususnya ketika dilakukan
pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang
berupa kawat, spesimen lembaran logam tipis, potongan yang tipis dan lain-
lain. Untuk memudahkan penanganannya, maka spesimen-spesimen
tersebut harus ditempatkan pada suatu media (media mounting). Secara
umum syarat-syarat yang harus dimiliki bahan mounting adalah :
Bersifat inert (tidak bereaksi dengan material maupun zat etsa)
Sifat eksoterimis rendah
Viskositas rendah
Penyusutan linier rendah
Sifat adesif baik
Memiliki kekerasan yang sama dengan sampel
Flowabilitas baik, dapat menembus pori, celah dan bentuk
ketidakteraturan yang terdapat pada sampel
Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting
harus kondusif
Media mounting yang dipilih haruslah sesuai dengan material dan
jenis reagen etsa yang akan digunakan. Pada umumnya mounting
menggunakan material plastik sintetik. Materialnya dapat berupa resin
(castable resin) yang dicampur dengan hardener atau bakelit. Penggunaan
castable resin lebih mudah dan alat yang digunakan lebih sederhana
dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan.
Namun bahan castable resin ini tidak memiliki sifat mekanis
yang baik (lunak) sehingga kurang cocok untuk material-material yang
keras. Teknik mounting yang paling baik adalah menggunakan
25
thermosetting resin dengan menggunakan material bakelit. Material ini
berupa bubuk yang tersedia dengan warna yang beragam.
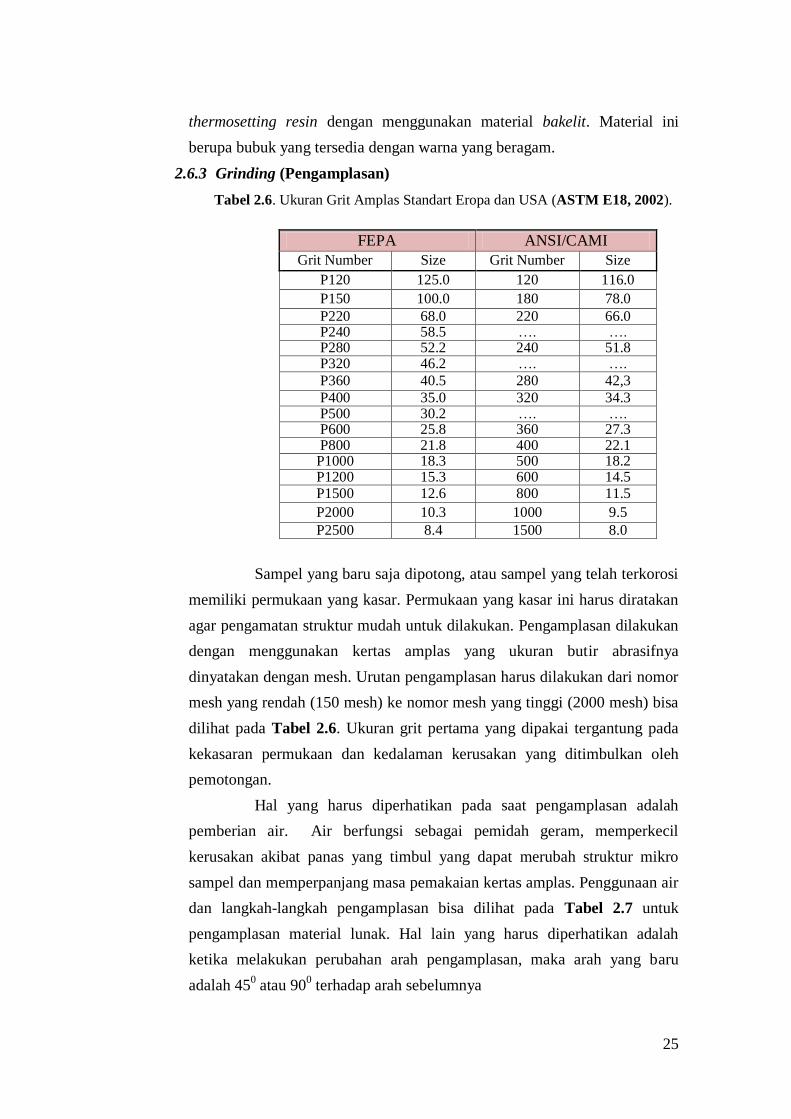
2.6.3 Grinding (Pengamplasan)
Tabel 2.6. Ukuran Grit Amplas Standart Eropa dan USA (ASTM E18, 2002).
FEPA ANSI/CAMI
Grit Number Size Grit Number Size
P120 125.0 120 116.0
P150 100.0 180 78.0 P220 68.0 220 66.0 P240 58.5 …. …. P280 52.2 240 51.8 P320 46.2 …. …. P360 40.5 280 42,3 P400 35.0 320 34.3 P500 30.2 …. …. P600 25.8 360 27.3 P800 21.8 400 22.1
P1000 18.3 500 18.2 P1200 15.3 600 14.5 P1500 12.6 800 11.5
P2000 10.3 1000 9.5 P2500 8.4 1500 8.0
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi
memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan
agar pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan
dengan menggunakan kertas amplas yang ukuran butir abrasifnya
dinyatakan dengan mesh. Urutan pengamplasan harus dilakukan dari nomor
mesh yang rendah (150 mesh) ke nomor mesh yang tinggi (2000 mesh) bisa
dilihat pada Tabel 2.6. Ukuran grit pertama yang dipakai tergantung pada
kekasaran permukaan dan kedalaman kerusakan yang ditimbulkan oleh
pemotongan.
Hal yang harus diperhatikan pada saat pengamplasan adalah
pemberian air. Air berfungsi sebagai pemidah geram, memperkecil
kerusakan akibat panas yang timbul yang dapat merubah struktur mikro
sampel dan memperpanjang masa pemakaian kertas amplas. Penggunaan air
dan langkah-langkah pengamplasan bisa dilihat pada Tabel 2.7 untuk
pengamplasan material lunak. Hal lain yang harus diperhatikan adalah
ketika melakukan perubahan arah pengamplasan, maka arah yang baru
adalah 450 atau 90
0 terhadap arah sebelumnya

26
Tabel 2.7 Persiapan Uji Mikrografi Material Lunak Dibawah 45 HRC
(ASTM Handbook E18, 2002).
Surface Lubricant Abrasive type/size
ANSI (FEPA)
time
sec
force N
(lbf)
Platen
RPM3 Rotation
planar grinding
paper/stone Water
120-320 (p120-400)
grit SiC/al2O3
15-
45 20-30(5-8)
200-
300 00
O
free grinding
heavy nylon
clotch
compotible
lubricant 6-15 µm diamond
160-
300 20-30(5-8)
100-
150 00
O
rought polishing
low nap cloth
compotible
lubricant 3-6 µm diamond
120-
300 20-30(5-8)
100-
150 00
O
final polishing
med/high nap
clotch
compotible
lubricant 1 µm diamond
60-
120 10-20(3-5)
100-
151 00
O
synthetic suede Water
0.04 µm diamond
colloidall silica or
0.05 or 0.05 mm
alumina
30-
60 20-30(5-8)
100-
152 Contra
2.6.4 Polishing (Pemolesan)
Setelah diamplas sampai halus, sampel harus dilakukan
pemolesan. Pemolesan bertujuan untuk memperoleh permukaan sampel
yang halus bebas goresan dan mengkilap seperti cermin dan menghilangkan
ketidakteraturan sampel hingga orde 0.01 μm (ASTM Handbook E18, 2002).
Permukaan sampel yang akan diamati di bawah mikroskop harus benar-
benar rata. Apabila permukaan sampel kasar atau bergelombang, maka
pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang
datang dari mikroskop dipantulkan secara acak oleh permukaan sampel.
Tahap pemolesan dimulai dengan pemolesan kasar terlebih
dahulu kemudian dilanjutkan dengan pemolesan halus. Ada 3 metode
pemolesan antara lain yaitu sebagai berikut :
1. Pemolesan elektrolit kimia
Hubungan rapat arus dan tegangan bervariasi untuk larutan elektrolit
dan material yang berbeda dimana untuk tegangan, terbentuk lapisan
tipis pada permukaan, dan hampir tidak ada arus yang lewat, maka
terjadi proses etsa. Sedangkan pada tegangan tinggi terjadi proses
pemolesan.
27
2. Pemolesan kimia mekanis
Merupakan kombinasi antara etsa kimia dan pemolesan mekanis yang
dilakukan serentak di atas piringan halus. Partikel pemoles abrasif
dicampur dengan larutan pengetsa yang umum digunakan.
3. Pemolesan elektro mekanis (Metode Reinacher)
Merupakan kombinasi antara pemolesan elektrolit dan mekanis pada
piring pemoles. Metode ini sangat baik untuk logam mulia, tembaga,
kuningan, dan perunggu.
2.6.5 Etching (Etsa)
Etsa merupakan proses penyerangan atau pengikisan batas butir
secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa
baik menggunakan listrik maupun tidak ke permukaan sampel, sehingga
detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk
beberapa material, struktur mikro baru muncul jika diberikan zat etsa.
Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat.
1. Etsa kimia
Merupakan proses pengetsaan dengan menggunakan larutan kimia, lihat
Tabel 2.8 dimana zat etsa yang digunakan ini memiliki karakteristik
tersendiri sehingga pemilihannya disesuaikan dengan sampel yang akan
diamati.
2. Elektro etsa (Etsa Elektrolitik)
Merupakan proses etsa dengan menggunakan reaksi elektroetsa. Cara ini
dilakukan dengan pengaturan tegangan dan kuat arus listrik serta waktu
pengetsaan. Etsa jenis ini biasanya khusus untuk stainless steel karena
dengan etsa kimia susah untuk medapatkan detil strukturnya

28
Tabel 2.8 Jenis-Jenis Etsa Kimia Pada Uji Mikrografi Material
(ASTM Handbook E18, 2002).
6H HCL plus 2 gl
hexametylene tetamine
immerse specimentin solution for 1 to 15 min. good for steels.cleaning
action can be enhanced by light brushing or by brief (5 s) periods in
an ultrasonic cleaner
3 mL HCL use a fresh solution at room temperature. Use in an ultrasonic cleaner
for about 30 s 4 mL 2-Butyne-, 4 diol
inhibitor
50 mL water
49 mL water
wash speciment in alcohol for 2 min in ultrasonic cleaner before and
after a 2 min ultrasonic cleaning period with the inhibeted acid bath 49 mL HCL
2 mL Rodine -50
Inhibitor
6 g sodium cyanide electrolytic rust removal solution. Use under a hood with care. Use
100-mA/cm2 current density for up to 15 min 5 g sodium sulphite
100 mL distiled water
10 g ammonium citrate use solution heated to 30
oC (86F)
100 mL distiled water
70 mL orthophosphoric
acid recommended for removin oxides from aluminum alloy fracture (
some sources claim that only organic solvent shoild be used) 32 g chromic acid
130 mL water
8 0z endox 214 powder use electrolytically at 250-mA/cm2current density for 1 min with a Pt
cathoda to remove oxidation products. Wash in ultrasonic cleaner with
the solution for 1 min. repeat this cycle several times if necessary.use
under a hood
1000 mL cold water (
add small amount of
photo-flo)







