2010.01.25.
1
Korszerő alkatrészgyártás és szerelés II.
Dr. Mikó Balá[email protected]
BAG-KA-26-NNB
Óbudai EgyetemBánki Donát Gépész és Biztonságtechnikai Mérnöki KarAnyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigahajtás gyártása
Csigahajtás2
Csiga
Csigakerék
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigahajtás tulajdonságai3
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
� 90°-os kitérı tengelyek
� Nagy áttétel (100-as lassítás, 15-ös gyorsítás)
� Nyugodt csendes járás
� 95%-os hatásfok
� Pontos gyártás és szerelés, merev csapágyazás, jó kenés, hőtés
Csigahajtások fajtái4
Helikoid csigahajtás:• evolvens fogoldal• pontszerő érintkezés
Globoid csigahajtás:• egyenes fogoldal• érintkezés a teljes fogmagasság mentén• nagyobb terhelés
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
5
Hengeres csiga - globoid kerékGloboid csiga – ferde fogú hengeres kerékGloboid csiga – globoid kerék
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigák képzése6
X tengely körül k távolságra lévı kitérı A alkotó állandószögsebességgel forog és állandó sebességgel halad a tengely mentén.
k>0 → a csavarfelület nyíltk=0 → a csavarfelület zárt
Ψ=0 → egyenes csavarfelületΨ>0 → ferde csavarfelület
H a csavarfelület emelkedése
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
2010.01.25.
2
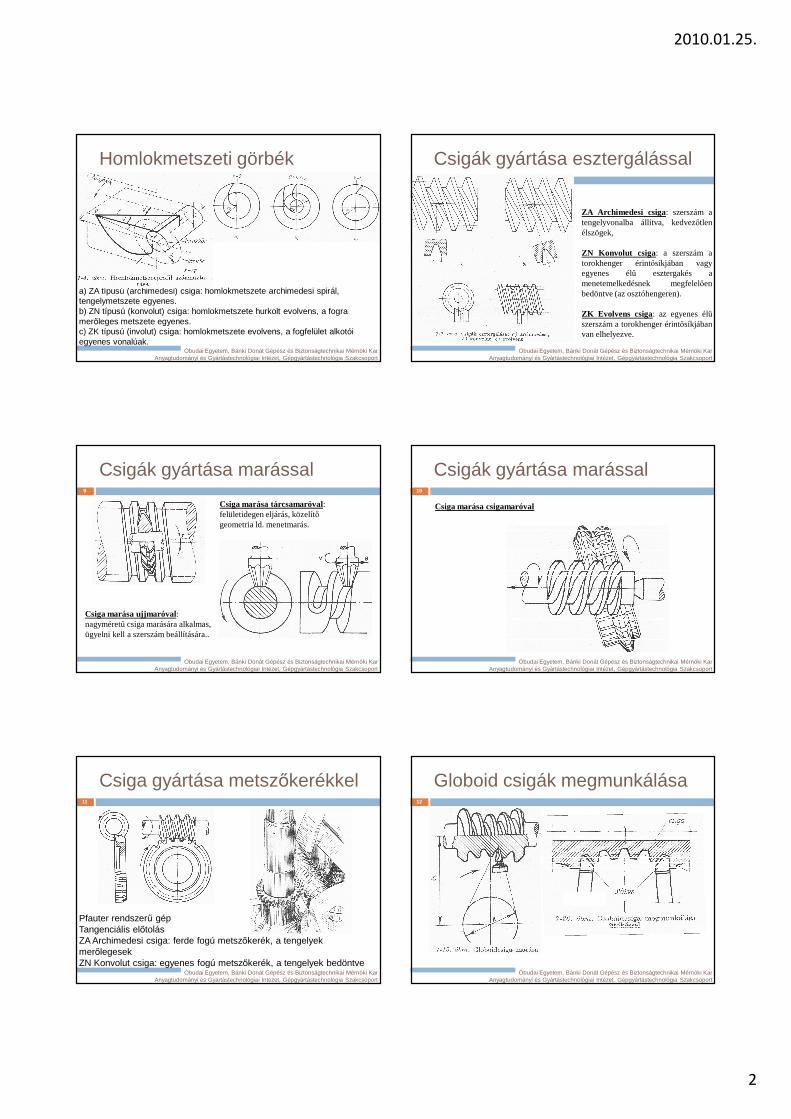
Homlokmetszeti görbék7
a) ZA típusú (archimedesi) csiga: homlokmetszete archimedesi spirál, tengelymetszete egyenes.b) ZN típusú (konvolut) csiga: homlokmetszete hurkolt evolvens, a fogra merıleges metszete egyenes.c) ZK típusú (involut) csiga: homlokmetszete evolvens, a fogfelület alkotói egyenes vonalúak.
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigák gyártása esztergálással8
ZA Archimedesi csiga: szerszám atengelyvonalba állítva, kedvezıtlenélszögek,
ZN Konvolut csiga: a szerszám atorokhenger érintısíkjában vagyegyenes élő esztergakés amenetemelkedésnek megfelelıenbedöntve (az osztóhengeren).
ZK Evolvens csiga: az egyenes élőszerszám a torokhenger érintısíkjábanvan elhelyezve.
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigák gyártása marással9
Csiga marása tárcsamaróval: felületidegen eljárás, közelítı geometria ld. menetmarás.
Csiga marása ujjmaróval: nagymérető csiga marására alkalmas, ügyelni kell a szerszám beállítására..
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigák gyártása marással10
Csiga marása csigamaróval
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csiga gyártása metszıkerékkel11
Pfauter rendszerő gépTangenciális elıtolásZA Archimedesi csiga: ferde fogú metszıkerék, a tengelyek merılegesekZN Konvolut csiga: egyenes fogú metszıkerék, a tengelyek bedöntve
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Globoid csigák megmunkálása12
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
2010.01.25.
3
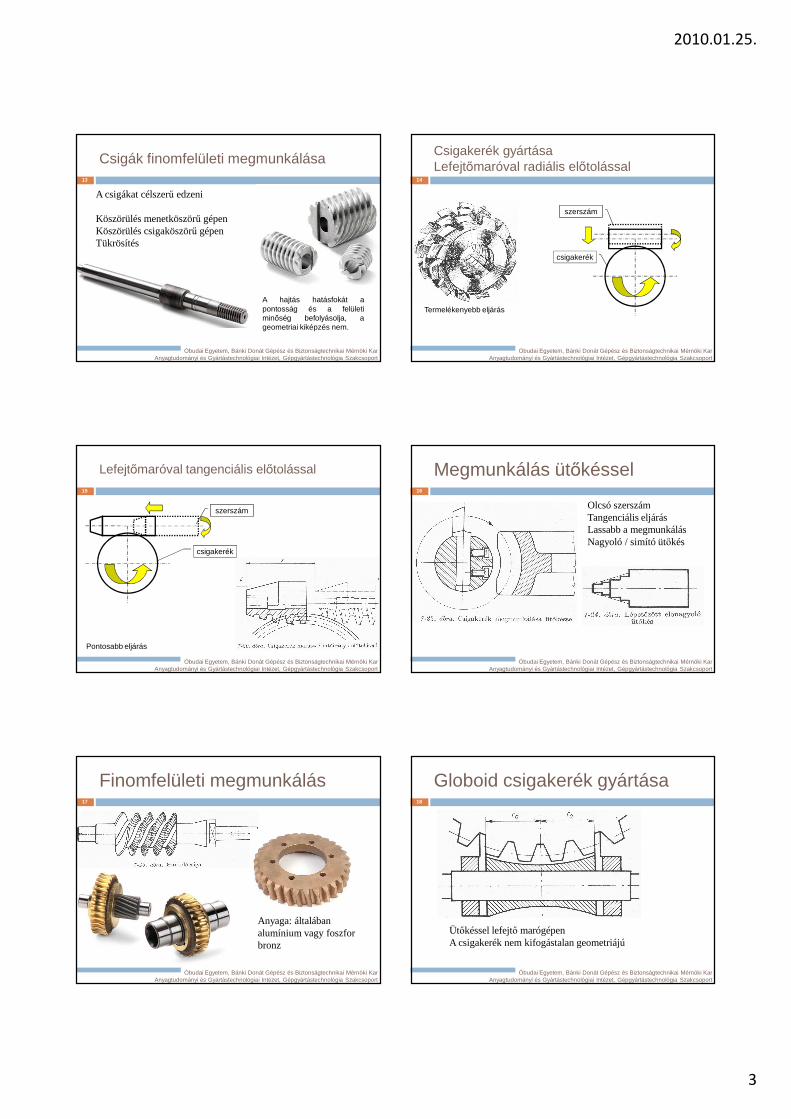
Csigák finomfelületi megmunkálása13
A csigákat célszerő edzeni
Köszörülés menetköszörő gépenKöszörülés csigaköszörő gépenTükrösítés
A hajtás hatásfokát apontosság és a felületiminıség befolyásolja, ageometriai kiképzés nem.
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Csigakerék gyártásaLefejtımaróval radiális elıtolással
14
Termelékenyebb eljárás
csigakerék
szerszám
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Lefejtımaróval tangenciális elıtolással
15
Pontosabb eljárás
csigakerék
szerszám
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Megmunkálás ütıkéssel16
Olcsó szerszámTangenciális eljárásLassabb a megmunkálásNagyoló / simító ütıkés
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Finomfelületi megmunkálás17
Anyaga: általában alumínium vagy foszfor bronz
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
Globoid csigakerék gyártása18
Ütıkéssel lefejtı marógépenA csigakerék nem kifogástalan geometriájú
Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport







