
___________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
KEVYN YUDI CARDOSO TAKAHASHI
RENAN MATHEUS
AUTOMAÇÃO DO PROCESSO DE FABRICAÇÃO DE GANCHOS
Garça 2015

___________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
KEVYN YUDI CARDOSO TAKAHASHI
RENAN MATHEUS
AUTOMAÇÃO DO PROCESSO DE FABRICAÇÃO DE GANCHOS
PARA ISOLADOR TIPO CASTANHA
Garça 2015

___________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de Moura”
KevynYudi Cardoso Takahashi
Renan Matheus
AUTOMAÇÃO DO PROCESSO DE FABRICAÇÃO DE GANCHOS
PARA ISOLADOR TIPO CASTANHA
Artigo Científico apresentado à Faculdade de Tecnologia de Garça – FATEC, como requisito para a conclusão do Curso de Tecnologia em Mecatrônica Industrial, examinado pela seguinte comissão de professores:
Garça 2015

AUTOMAÇÃO DO PROCESSO NA FABRICAÇÃO DE GANCHOS PARA ISOLADOR
TIPO CASTANHA
Kevyn Yudi Cardoso Takahashi1 [email protected]
Renan Matheus¹ [email protected]
Prof. Dr. Ulysses de Barros Fernandes2
Abstract
In the contemporary world, the industrial automation is in a huge ascension and it is
turning more needed inside any production process, aiming a bigger productivity but
also aiming to save the operative from a monotonous, hard and unsafe work.
Considering all the points above, small, medium and large-sized companies are
seeking more and more to automate their production process. The purpose of this
project is to automate a production process that, nowadays, is manually and
generate more production capacity and also to preserve the health of the people
inserted in this production process. Thereby, the project wants to increase the
satisfaction for the businessman that asked for the project, and also for the operator
that is going to use the designed machine.
Keywords:Industrial Automation. Actuators. Electro-pneumatic. Process.
1 Alunos do curso de Tecnologia em Mecatrônica Industrial – FATEC-Garça 2 Docente da Faculdade de Tecnologia de Garça - FATEC

AUTOMAÇÃO DO PROCESSO NA FABRICAÇÃO DE GANCHOS PARA ISOLADOR
TIPO CASTANHA
Kevyn Yudi Cardoso Takahashi3 [email protected]
Renan Matheus [email protected]
Prof. Dr. Ulysses de Barros Fernandes4
Resumo
No mundo contemporâneo, a automação industrial está em grande ascensão e está
se tornando cada vez mais necessária dentro de um processo produtivo, com o
intuito principal de gerar maior produtividade, mas também para poupar os operários
de trabalhos monótonos, pesados e inseguros. Levando em consideração as
questões abordadas acima, as empresas buscam cada vez mais automatizar seus
processos de produção, sejam elas de pequeno, médio ou grande porte. A proposta
deste projeto de pesquisa é automatizar um processo de produção que atualmente é
feito de maneira manual, com o objetivo de gerar maior capacidade de produção e
também preservar a saúde das pessoas inseridas nesse processo de produção.
Dessa forma, busca-se com o projeto uma maior satisfação desde o empresário que
solicitou o desenvolvimento do projeto, como também do operário que irá operar a
máquina projetada.
Palavras – chave: Automação Industrial. Atuadores. Eletropneumática. Processo.
3 Alunos do curso de Tecnologia em Mecatrônica Industrial – FATEC-Garça 4 Docente da Faculdade de Tecnologia de Garça - FATEC
INTRODUÇÃO
Os primeiros sistemas de controle de processo foram desenvolvidos
durante a Revolução Industrial, iniciada na segunda metade do século XVIII na
Inglaterra, com a mecanização dos sistemas de produção. Devido a esse
processo de mecanização de produção, empresários da época passaram a
perceber que este fato trazia maiores lucros para a empresa e ao mesmo tempo
menores custos. Esses fatores combinados deram inicio a uma busca por
automatizações de algumas tarefas críticas, como a “alimentação" de uma
caldeira. Com o passar dos anos foi visualizada a necessidade de métodos de
produção mais eficazes e inovadores.
O sistema de produção em questão era direto e necessitava de constante
intervenção humana. Cada dispositivo era projetado para uma determinada tarefa
e tinha pequena vida útil. Hoje, há uma grande tendência de que toda a planta
industrial seja totalmente automatizada, buscando um processo mais seguro,
livrando o colaborador de atividades monótonas e repetitivas, que quando
realizadas por longos períodos podem ocasionar L.E.R. (Lesões por Esforço
Repetitivo). “[...] esse distúrbio provoca dor e inflamação e pode alterar a
capacidade funcional da região comprometida [...]” (VARELLA, 2015).
A automação também proporciona uma uniformidade dos produtos,
gerando melhor qualidade ao final do processo.
Um conceito mais abrangente de automação pode ser definido com a integração de conhecimentos substituindo a observação, os esforços e as decisões humanas por dispositivos (mecânicos, elétricos e eletrônicos, entre outros) e softwares concebidos por meio de especificações funcionais e tecnológicas, com uso de metodologias (MAURÍCIO, 2009, p.23).
O projeto apresentado nesse trabalho é resultado de uma pesquisa do
curso de Tecnologia em Mecatrônica Industrial da Fatec Garça e busca
acrescentar melhorias no âmbito de qualidade, de uniformidade da produção e de
saúde das pessoas inseridas no processo de fabricação, trazendo assim, uma
maior qualidade não apenas do produto, mas também para a saúde do
colaborador que atualmente realiza o trabalho manualmente. O objetivo geral é
realizar a automatização de um processo de produção de ganchos de alumínio, o
qual é acoplado ao Isolador Castanha, utilizado para esticar cercas elétricas, que

usualmente é realizado manualmente. O objetivo específico do projeto é
desenvolver um protótipo de um sistema automatizado de produção de ganchos
utilizando dispositivos da eletropneumática de lógica simples para que a
manutenção do equipamento possa ser simplificada, diminuindo assim o tempo
do dispositivo parado para eventuais casos de manutenção. Procura-se efetuar a
automação em uma máquina de fácil operacionalidade visando gerar maior
segurança para o operador, reduzindo riscos de acidentes, além de simplificar o
trabalho e gerar qualificação para o operador para que este possa manusear o
equipamento com segurança e destreza.
Para a metodologia da pesquisa será utilizado o protótipo experimental,
realizando testes e analisando os resultados obtidos.
De modo geral, o experimento representa melhor exemplo de pesquisa científica. Essencialmente, a pesquisa experimental consiste em determinar um objetivo de estudo, selecionar as variáveis que seriam capazes de influenciá-lo, definir as formas de controle e de observação dos efeitos que a variável produz no objeto. (GIL, 2002, p.47).
Assim o processo se tornará mais eficiente e contínuo. O resultado
buscado é uma padronização dos produtos, já que quando feitos manualmente,
não há garantia que o produto saia com um padrão, podendo, dessa forma, gerar
retrabalho das peças. Entretanto, quando feito através de um equipamento
automatizado, garante-se a uniformidade dos produtos, além de uma melhor
estética, uma vez que feito manualmente, as peças ficavam com ranhuras por
conta dos pontos de apoio da matriz.

1 REVISÃO DA LITERATURA
A automação industrial se constitui na aplicação de técnicas, softwares ou
equipamentos específicos em uma determinada máquina ou processo industrial,
com o objetivo de aumentar a sua eficácia e proporcionar melhores condições de
segurança material, humana e de informações contidas no processo.
Para o desenvolvimento do protótipo utilizado nesse projeto, foi efetuado
um aprofundamento teórico sobre o sistema de controle eletropneumático. A
eletropneumática é uma união de duas formas de energia, a elétrica e a
pneumática. Em um sistema eletropneumático podemos encontrar alguns
elementos como os atuadores pneumáticos, válvulas eletropneumáticas,
dispositivos elétricos e máquinas elétricas. Ambos devem seguir uma sequência
de operações definidas em um projeto, e processar informações através dos
sinais emitidos pelos sensores elétricos que são processados em um circuito
gerando assim o acionamento das válvulas eletropneumáticas e das demais
saídas do circuito.
Os atuadores são equipamentos que atuam no processo a fim de substituir
as ações manuais por ações automáticas, os quais são fundamentais para a
execução do projeto. Estes atuadores funcionam com energia pneumática (ar
comprimido), a qual é convertida em força ou torque transmitida a carga que se
quer movimentar. Com esta conversão de energia podemos executar
movimentos lineares, rotativos e angulares. Os atuadores são representados
pelos cilindros pneumáticos e são adequados à execução de movimentos, força e
velocidade. Para que possamos identificar os atuadores pneumáticos que
devemos utilizar em uma aplicação industrial devemos considerar algumas
especificações. Para movimentos retilíneos devemos considerar a pressão
nominal do local, a força que o cilindro pode exercer e o curso que o embolo
pode exercer. Para aplicações em movimentos angulares devemos considerar a
pressão nominal, o torque exercido pela transmissão mecânica, e a capacidade
de deslocamento angular. Quando aplicamos atuadores de movimentos rotativos
também devemos considerar a pressão nominal, o torque no eixo do motor e sua
velocidade máxima. Como dito acima, possuímos atuadores pneumáticos de
movimento retilíneo, angular e rotativo. Abaixo podemos observar as
características de cada atuador.
Atuadores Pneumáticos de movimentos retilíneos:
Para este tipo de atuador temos uma variação de cilindros que podem ser
escolhidos de acordo com sua aplicação.
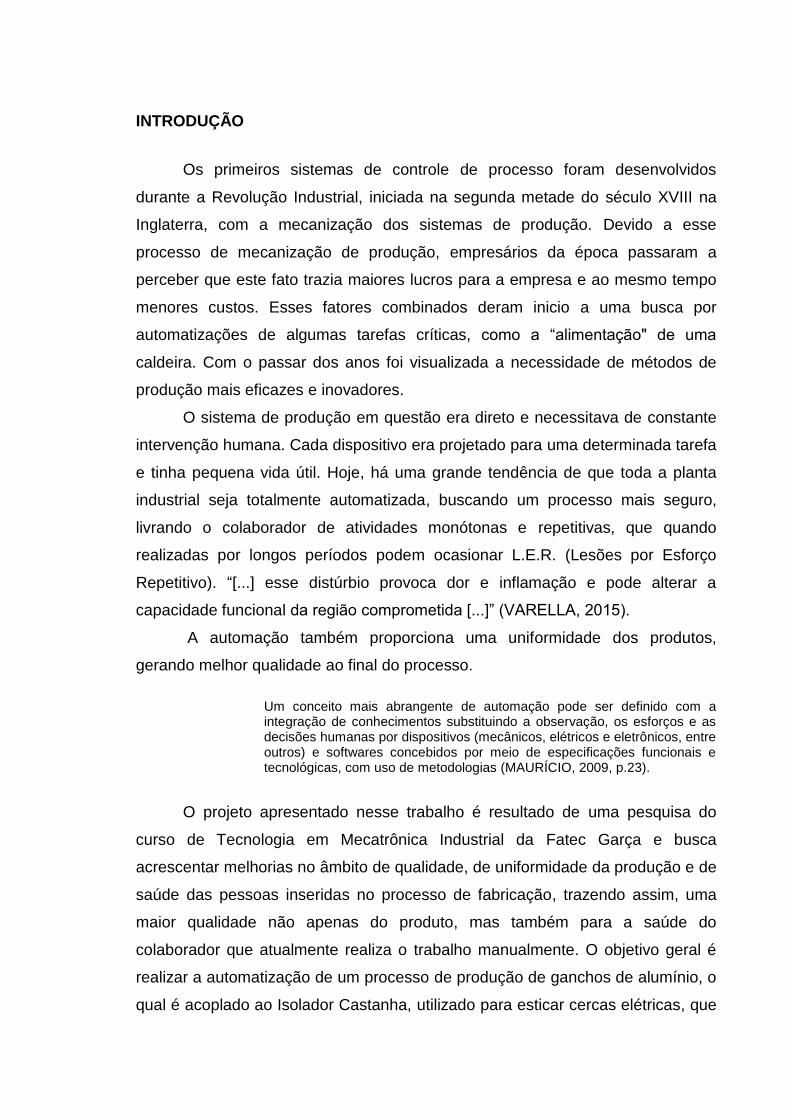
Cilindro de simples ação:
Este cilindro é projetado para executar movimentos apenas em um
sentido, sendo para avanço ou apenas para retorno. Isso acontece porque ele
possui apenas uma entrada por onde o ar entra e sai de seu interior. O retorno
pode ser dado de duas formas; por força externa ou por uma mola. Portanto, para
esta variação possuímos o cilindro de simples ação com retorno por mola, cilindro
de simples ação com avanço por mola e cilindro de simples ação com retorno por
força externa.
Figura 1: Representação dos cilindros pneumáticos de simples ação.
Fonte: Automação Eletropneumática, 2006.
Cilindro de dupla ação:
Este cilindro é capaz de executar trabalho de ambos os lados através da
energia pneumática. Diferente do cilindro de simples ação, este possui duas
entradas por onde o ar pode sair e entra. Para que possamos movimentar
grandes cargas com estes cilindros devemos implementar um sistema de
amortecimento pneumático, de forma que se evite danificações no atuador.

Figura 2: Representação dos cilindros pneumáticos de dupla ação.
Fonte: Automação Eletropneumática, 2006.
Atuadores pneumáticos de movimento angular:
Para esta classificação de atuadores existem dois tipos de cilindros a
serem utilizados, o cilindro rotativo e o cilindro de aleta giratória.
O cilindro rotativo é acionado através de uma transmissão por
engrenagem, que quando acionada transforma um movimento linear em
movimento rotativo, movimento este que pode variar de acordo com seu
acionamento, passando a ser no sentido horário ou anti-horário. Eles também
são dimensionados para executarem rotações em angulações exatas, como por
exemplo, 90º, 180º, 270º ente outros(BONACORSO; NOLL, 2005).
Figura 3: Representação do cilindro pneumático rotativo.
Fonte: Automação Eletropneumática, 2006.
O cilindro de aleta giratória exerce a mesma função do cilindro rotativo,
porém contém a característica de regulagem de ângulo, ou seja, podemos regular
o ângulo de acordo com a exigência da aplicação. A faixa de regulagem pode
chegar até 300º.
Atuadores pneumáticos de movimento rotativo:

Estes atuadores são os motores, cujo combustível é o ar comprimido, são
capazes de transformar a energia fornecida pelo ar em energia mecânica.
Rotação para o eixo do motor:
Este atuador possui uma classificação de acordo com sua construção,
sendo motores de pistão, motores de engrenagens, motores de palhetas e turbo
motor. Podemos classificar as principais características destes elementos, as
quais oferecem vantagens em algumas aplicações que podem ser feitas com
estes componentes. São elas: segurança contra possíveis sobrecargas;
facilidade reversão de rotação; baixo custo de manutenção e conservação; e
também são componentes de peso e tamanho reduzido, ideal para aplicações em
espaços apertados (BONACORSO; NOLL, 2005).
Todo atuador utilizado em um sistema eletropneumático ou eletro
hidráulico necessita de válvulas para que ele possa ser acionado. As válvulas são
as responsáveis por controlar o fluxo do ar, a intensidade da vazão de ar ou
bloquear a vazão. Elas desenvolvem estas características de acordo com o
sistema projetado.
As válvulas eletropneumáticas são diferenciadas por uma simbologia que
demonstra seu funcionamento. Esta simbologia é separada por número de vias,
número de posições e número de solenóides que elas possuem.
Para que possamos identificar o número de vias devemos observar a
quantidade de conexões de trabalho que a válvula possui. Podemos denominar
de vias as conexões de escape, as conexões de entrada e as conexões de
utilização (PARKER HANNIFIN CORPORATION [PARKER], 2006).
Abaixo podemos observar as duas principais simbologias que representam
as vias encontradas em uma válvula:
Figura 4: Representação do número de vias.
Fonte: Tecnologia em Eletropneumática Industrial, 2005.
O número de posições é a quantidade de estados que uma válvula pode
assumir. Cada posição é simbolizada por um quadrado, o qual pode possuir

linhas e setas que indicam as vias por onde é permitida a passagem de ar e
também o seu sentido. Para a representação do bloqueio são utilizados traços
horizontais. A válvula pode assumir também o estado de repouso, quando a
mesma não está acionada eletricamente (BONACORSO; NOLL, 2005).
O seu acionamento é feito através de solenóides, podendo ser um
comando unidirecional (quando possuímos apenas um solenóide) ou por um
comando bidirecional (quando possuímos dois solenóides). Portanto, conhecendo
as propriedades básicas das válvulas, podemos escolher o melhor tipo de válvula
a se utilizar no comando de um sistema eletropneumático, uma vez que estas
possuem muitas diversificações e uma gama variada de aplicação.
Para que todo o sistema eletropneumático possa funcionar com perfeição,
além de escolhermos o atuador e as válvulas mais adequadas ao projeto,
devemos também embutir no sistema os elementos de entrada de sinais
elétricos. Estes elementos emitem sinais para o circuito, possibilitando assim que
o circuito venha a desempenhar seu trabalho conforme projetado. Os
componentes mais comuns que possibilitam a entrada de sinais no circuito são
as botoeiras, chaves fim de curso, sensores de proximidade e pressostatos.
Todos estes componentes tem a capacidade tanto de energização quanto de
desenergização do circuito ou de parte dele. Para cada elemento citado acima
também existe uma gama de variações, onde cada produto deve ser escolhido de
acordo com a exigência do projeto e sua aplicabilidade.
A botoeira é utilizada no sistema como uma chave que é acionada
manualmente. Elas são classificadas como botoeiras pulsadoras ou botoeiras
com trava e ambas possuem um contato aberto e outro fechado que possibilitam
ao projetista adequar o botão de acordo com sua utilização, sendo para acionar
um equipamento ou desligá-lo. Quando acionadas, os contatos da botoeira se
invertem, ou seja, o contato aberto se fecha e o contato fechado se abre. As
botoeiras pulsadoras têm por característica o retorno automático através de uma
mola, ou seja, os contatos se invertem temporariamente, apenas pelo período em
que o botão for pressionado. A botoeira com trava realiza a mesma função da
botoeira pulsadora, mas com a diferença que esta não possui retorno por mola.
Assim quando o acionamos, o botão continua em sua posição atual e só voltará a

sua posição original através de outra intervenção manual (PARKER HANNIFIN
CORPORATION [PARKER], 2006).
Os sinais de entrada que são emitidos pelos componentes citados acima
podem ser enviados diretamente a um solenóide ou podem também ser enviados
a elementos de processamento de sinais. Estes elementos analisam os sinais
recebidos e os transmitem ao circuito, dando possibilidade de atrelarmos ao
sistema comandos elétricos com capacidade de trazer maior aplicabilidade e
segurança aos sistemas eletropneumáticos. Podemos chamar de elementos de
processamento de sinais os relés auxiliares, os contatores de potência, os relés
temporizados, etc. Todos esses elementos possuem o mesmo objetivo, combinar
sinais para a energização ou desenergização dos elementos do circuito
(PARKER HANNIFIN CORPORATION [PARKER], 2006).
Os relés auxiliares são utilizados como chaves elétricas e podem variar
seu numero e tipo de contato de acordo com a necessidade de aplicação. Tendo
acima de quatro contatos e entradas do tipo abridor e fechador, o acionamento
do relé é feito através da energização das bobinas eletromagnéticas, momento
em que ocorre esta energização os contatos podem abrir ou fechar dependendo
de sua configuração. Quando ocorre a desenergização os contatos retornam a
posição inicial(PARKER HANNIFIN CORPORATION [PARKER], 2006).
Os relés temporizados têm a mesma função dos auxiliares, porém,
possuem bobinas retardadas na energização, onde o tempo de acionamento é
ajustado por meio de uma espécie de potenciômetro. Seu funcionamento é
simples, quando há a energização o potenciômetro age retardando o
acionamento do contato pelo tempo determinado pelo instalador do sistema, da
mesma forma que o relé auxiliar, quando há uma desenergização, os contatos
retornam a sua posição inicial (PARKER HANNIFIN CORPORATION [PARKER],
2006).
Para que um circuito eletropneumático possa ser projetado com segurança
e maior agilidade pode-se utilizar um software de simulação, disponibilizados
pelos fabricantes de componentes da eletropneumática e eletrohidráulica. Um
dos softwares mais utilizados para esta finalidade é o Fluidsim. Este software é
de simples utilização e pode ser aplicado tanto para sistemas pneumáticos
quanto hidráulicos, uma vez que contém em sua biblioteca simbologias da

elétrica, simbologia de válvulas, atuadores, blocos lógicos, entre outros artifícios
que auxiliam um aluno ou até mesmo um projetista no desenvolvimento do
trabalho.Este programa também possibilita o acompanhamento de grandezas
como pressão, vazão e velocidade em vários pontos o circuito, oque possibilita
uma maior precisão ao projeto.
2 PROCEDIMENTOS METODOLÓGICOS
Para o desenvolvimento da pesquisa foi escolhida a metodologia do
protótipo, um experimento sobre automação do processo na fabricação de
ganchos. Neste projeto proposto serão utilizadas pesquisas científicas tais como:
consultas bibliográficas e artigos científicos.
A parte teórica será fundamentada em fontes de autores conceituados do
meio elétrico, mecânico e meios afins, além de utilizarmos artigos científicos e
pesquisas já fundamentadas e de meios seguros para dar apoio e maior
relevância ao tema a ser discorrido.
A parte operacional se baseará em torno de cálculos, dimensionamentos e
habilidades práticas adquiridas durante o curso até o presente momento. Para a
construção física do protótipo serão utilizados os recursos disponibilizados pela
Fatec Garça.
O protótipo é um experimento que foi desenvolvido para a realização do
processo das dobras dos ganchos. Visto o atual processo de dobras, que é feito
manualmente, o grupo desenvolveu o protótipo experimental para que se possa
dinamizar, padronizar e facilitar este processo.Sendo desenvolvido no ano de
2014 e 2015, o grupo buscou desenvolver um protótipo de fácil funcionalidade.
Primeiramente foi desenvolvido um desenho de como seria o molde e
matriz. Através do desenho foram definidas as dimensões e forma que o protótipo
iria assumir.O molde e matriz do protótipo foram feitos de aço carbono 1020. Este
aço foi escolhido por possuir um melhor custo benefício, excelente plasticidade e
soldabilidadee também um por ser um dos aços mais utilizados na metalurgia.
Para confecção de molde e matriz o aço foi submetido a operações de
fresamento. Dessa maneira, assumiu as formas definidas pelo desenho técnico.

Figura 5: Desenho técnico.
Fonte: O autor.
A matriz foi baseada na parte externa do gancho. Nela há uma canaleta
onde será encaixada a haste de metal. A função desta canaleta é posicionar,
direcionar e manter a haste fixa no momento da dobra.
Figura 6:Matriz baseada no formato do gancho.
Fonte: O autor

O molde, ao contrário da matriz, foi baseado na parte inferior do gancho.
Ele é responsável por realizar a conformação central e parcialmente um pedaço
do raio que o gancho possui em uma de suas extremidades.
Figura 7: Molde 1.
Fonte: O autor.
Este molde é totalmente móvel e seu movimento será realizado por um
cilindro de ação pneumática. Para que o molde avance de maneira uniforme na
matriz ele será guiado por dois parafusos e um pino fixo.
Figura 8: Molde 1 montado.
Fonte: O autor.

O segundo molde também é totalmente móvel e assim como primeiro
molde, utiliza um cilindro de ação pneumática.
Figura 9: Molde 2.
Fonte: O autor.
Para que este molde possa realizar seu movimento de maneira uniforme
há um guia lateral e superior fixado na matriz.
Figura 10: Molde 2 montado.
Fonte: O autor.

Após a montagem dos componentes,o protótipo deve se encontrar conforme a figura abaixo, com apenas uma ressalva, ambos os moldes estarão recuados:
Figura 11: Vista superior da matriz e molde montados.
Fonte: O autor.
2.1Controle eletropneumático
O controle eletropneumático será constituído por dois cilindros
pneumáticos de dupla ação, quatro válvulas reguladoras de fluxo, duas válvulas
de 5/2 vias com solenóide, uma botoeira de emergência, um botão com trava, um
relé auxiliar e dois relés temporizadores.
Para que pudéssemos chegar a um circuito final, e a todos componentes
necessários para o projeto, foram realizadas diversas simulações de
funcionamento através do software Fluidsim. Na figura 12 pode ser observado o
circuito final e a disposição dos componentes do projeto.

Figura 12: Circuito de controle.
Fonte: O autor.
O funcionamento do circuito é simples e de fácil entendimento. Quando
o operador pressionar o botão B1 o relé K1 será energizado, no mesmo
momento haverá o fechamento simultâneo de dois contatos de K1, o primeiro
contato aciona a solenóide Y1 fazendo com que o primeiro cilindro avance, o
segundo contato energizará simultaneamente os relés temporizadores KT1 e
KT2, após a energização o relé KT2 contará três segundos e acionará a
solenóide Y2, fazendo com que o segundo cilindro avance. No momento em
que KT1 contar 5 segundos ele abrirá um contato, desernegizando KT2
fazendo com que o segundo cilindro retorne a sua posição inicial. Para a
desenergização total do circuito deve se pressionar o botão BE.

3 CONSIDERAÇÕES FINAIS
O resultado obtido no projeto de conclusão de curso foi satisfatório e
atendeu os objetivos buscados pelo grupo que o desenvolveu. O processo de
dobra do gancho foi automatizado, retirando assim o trabalho mais árduo
realizado pelo operador. Porém ainda existem pontos a serem melhorados no
projeto, e estes podem se encaixar em estudos futuros, realizados pelo grupo
que iniciou o projeto ou por demais interessados no processo.
Foi possível observar durante a realização das pesquisas que a
automação industrial, não proporciona maiores lucros apenas para as indústrias e
seus associados, mais proporciona um maior conforto, segurança e até uma
maior qualificação para os operários inseridos no processo. Por isso podemos
dizer que o processo de automação de uma empresa é de grande valia para a
sociedade de um modo general, pois traz benefícios para ambas a partes, tanto
para um maior número de produção, oque acarreta em um crescimento dos
negócios, tanto para a satisfação dos operários que controlam estas máquinas,
pois com uma maior qualificação do mercado há grandes possibilidades de que a
renda mensal destes também cresça, elevando assim a qualidade de vida de
todos os componentes inseridos no processo de produção.
Este trabalho nos trouxe conhecimentos e experiências importantes
porque nos permitiu desenvolver algumas habilidades e também aperfeiçoar
outras, como por exemplo, as competências de um projeto, seus prazos,
desenvolvimentos, pesquisas e eventuais dificuldades que fomos encontrando
tanto com o desenvolvimento do trabalho escrito quanto com o protótipo. Estas
habilidades são de grande valia e podem nos preparar pra situações a serem
enfrentadas em outros projetos ou até mesmo em nossa vivência profissional.
Portanto, podemos concluir que obtivemos sucesso no projeto, pois
atingimos todos os objetivos buscados e também desenvolvemos competências
importantes que podem nos auxiliar em vários momentos de nossa vida
acadêmica e profissional.

4 REFERÊNCIAS BIBLIOGRÁFICAS
A importância da automação na indústria e setores produtivos.<http://www.ngeletrica.com.br/blog/a-importancia-automacao-industria-setores-produtivos>. Acesso em: 06 abr.2014.
Automação industrial e a sua importância dentro do cenário industrial hoje.<http://www.portaleducacao.com.br/informatica/artigos/53683/automacao-industrial-e-a-sua-importancia-dentro-do-cenario-industrial-hoje>. Acesso em: 06 abr. 2014. NATALE, Ferdinando. Automação Industrial. São Paulo, SP, Editora Érica. 2003.
CAPELLI, Alexandre. Automação Industrial, Controle do movimento e
processos contínuos. São Paulo, SP, Editora Érica. 2006.
VARELLA, Drauzio. Lesões por esforços repetitivos (L.E.R. /
D.O.R.T.).<http://drauziovarella.com.br/letras/l/lesoes-por-esforcos-repetitivos-l-e-
r-d-o-r-t/>. Acesso em: 01março 2015.
BONACORSO, NelsoGauze; NOLL, Valdir. Automação Eletropneumática.
São Paulo, SP, Editora Erica. 2006.
PARKER HANNIFIN CORPORATIO. Tecnologia Eletropneumática Industrial.
Jacarei, SP, Parker Training. 2005.







![Atuadores Pneumáticos[1]](https://cdn.vdocuments.pub/doc/165x107/55cf99af550346d0339ea1d8/atuadores-pneumaticos1.jpg)