
Professor Ericson Silvaslide 1
Manufatura definida –Definição tecnológica
A aplicação de processos físicos e químicos para alterar a geometria, propriedades e/ou aparência de determinado material inicial com vistas a produzir peças ou produtos• A manufatura também inclui a junção de diferentes peças para a criação de produtos montados• Realizada através de uma combinação de máquinas, ferramentas, força e trabalho manual• Quase sempre acontece como uma sequência de operações
Professor Diego Pratis

Professor Ericson Silvaslide 2
Manufatura definida –Definição tecnológica
Professor Diego Pratis
Professor Ericson Silvaslide 3
Manufatura definida –Definição econômica
A transformação de materiais em itens de maior valor por meio de uma ou mais operações de processamento e/ou montagem • A produção agrega valor ao material • Exemplos:
Converter minério de ferro em aço agrega valorTransformar areia em vidro agrega valor Refinar petróleo e transformá-lo em plástico agrega valor
Professor Diego Pratis

Professor Ericson Silvaslide 4
Manufatura definida –Definição econômica
Professor Diego Pratis

Professor Ericson Silvaslide 5
Classificação de indústrias
1. Indústrias no setor primário – cultivam e exploram recursos naturais• Exemplos: agricultura, mineração2. Indústrias no setor secundário – convertem os resultados do setor
primário em produtos• Exemplos: produção, geração de energia, construção3. Indústrias no setor terciário – setor de serviços• Exemplos: bancos, educação, governo, serviços legais, comércio a
varejo, transporte
Professor Diego Pratis
Professor Ericson Silvaslide 6
Indústrias de produçãoCódigos da Classificação Industrial Internacional Padrão (International Standard Industrial Classification — ISIC)
Alimentos, bebidas, tabaco 31Têxteis, vestuário, produtos em couro, produtos de pele 32Madeira e produtos em madeira, produtos de cortiça 33Papel, produtos de papel, impressão, publicação, encadernação 34Químicos, carvão, petróleo e produtos feitos desses materiais 35Cerâmicas, vidro, produtos minerais 36Metais básicos (aço e alumínio, por exemplo) 37Produtos fabricados (carros, máquinas etc., por exemplo) 38Outros produtos (joias, brinquedos, por exemplo) 39
Professor Diego Pratis

Professor Ericson Silvaslide 7
Mais classificações de indústrias
• Indústrias de processo, por exemplo, produtos químicos, petróleo, metais básicos, alimentos e bebidas, geração de energia
Produção contínuaProdução em lotes
• Indústrias de produção discreta, por exemplo, carros, aeronaves, utensílios domésticos, equipamentos e suas peças componentes
Produção contínuaProdução em lotes
Professor Diego Pratis

Professor Ericson Silvaslide 8
Indústrias de processoe de produção discreta
Professor Diego Pratis
Professor Ericson Silvaslide 9
Operações de produção
Existem certas atividades básicas que devem ser executadas em umafábrica de modo
a converter matérias-primas em produtos acabados• Para produtos discretos:1.Operações de processamento e montagem2.Manuseio de materiais3.Inspeção e testes 4.Coordenação e controle
Professor Diego Pratis

Professor Ericson Silvaslide 10
Classificação dosprocessos de produção
Professor Diego Pratis

Professor Ericson Silvaslide 11
Operações de processamento
• Usa energia para alterar a forma, propriedades físicas ou aparência de uma peça de modo que agrega valor ao material.
• A energia pode ser mecânica, térmica, elétrica ou química.
• Esta energia é aplicada de modo controlado por meio das máquinas e das ferramentas.
Professor Diego Pratis

Professor Ericson Silvaslide 12
Operações de processamento• Operações de moldagem – aplica-se força mecânica e/ou calor ou
outras formas de combinação de energia para alterar a geometria do material de trabalho.
1. Processos de solidificação – o material inicial é um líquido aquecido ou semifluído que é colocado em um molde no qual esfria e solidifica
2. Processamento de partículas
3. Processos de conformação
4. Processos de remoção de materiais
Professor Diego Pratis

Professor Ericson Silvaslide 13
Operações de processamento• Operações de moldagem – aplica-se força mecânica e/ou calor ou
outras formas de combinação de energia para alterar a geometria do material de trabalho.
1. Processos de solidificação – o material inicial é um líquido aquecido ou semifluído que é colocado em um molde no qual esfria e solidifica
2. Processamento de partículas - O material inicial, que é um pó, é inicialmente prensado em um molde e depois sinterizado.
3. Processos de conformação
4. Processos de remoção de materiais
Professor Diego Pratis

Professor Ericson Silvaslide 14
Operações de processamento• Operações de moldagem – aplica-se força mecânica e/ou calor ou
outras formas de combinação de energia para alterar a geometria do material de trabalho.
1. Processos de solidificação – o material inicial é um líquido aquecido ou semifluído que é colocado em um molde no qual esfria e solidifica
2. Processamento de partículas - O material inicial, que é um pó, éinicialmente prensado em um molde e depois sinterizado.
3. Processos de conformação – o material incial é um metal maleável moldado por meio de aplicação de pressões.
4. Processos de remoção de materiais
Professor Diego Pratis

Professor Ericson Silvaslide 15
Operações de processamento• Operações de moldagem – aplica-se força mecânica e/ou calor ou
outras formas de combinação de energia para alterar a geometria do material de trabalho.
1. Processos de solidificação – o material inicial é um líquido aquecido ou semifluído que é colocado em um molde no qual esfria e solidifica
2. Processamento de partículas - O material inicial, que é um pó, é inicialmente prensado em um molde e depois sinterizado.
3. Processos de conformação – o material incial é um metal maleável moldado por meio de aplicação de pressões.
4. Processos de remoção de materiais – O material inicial é um sólido que tem o material excessivo removido atingindo a forma da peça desejada.
Professor Diego Pratis

Professor Ericson Silvaslide 16
Operações de processamento
● Operações de melhoria da propriedade – servem para melhorar as propriedades físicas e mecânicas do material trabalhado. As maisimportantes envolvem o tratamento térmico, que incluem o fortalecimento induzido por temperatura ou processos de enrijecimentode metal ou vidro. Ex: Sinterização
• Operações de processamento da superfície1. Limpeza e tratamentos superficiais – utiliza processos químicos e
mecânicos para a remoção de sujeira. Ex Jateamento de Areia
1. Revestimento e deposição da camada metálica – aplicam uma camadade material ao exterior da superfície da peça de trabalho. Ex. Pintura e Galvanização
Professor Diego Pratis

Professor Ericson Silvaslide 17
Operações de montagem
• Processos de junção Soldagem Brasagem forte e brasagem fraca Colagem
• Montagem mecânica Parafusagem (por exemplo, parafusos, porcas e arruelas)Rebites Cravamento (por exemplo, press fitting e encaixe por expansão)Outros
Professor Diego Pratis

Professor Ericson Silvaslide 18
Outras operaçõesem uma fábrica
• Armazenagem e manuseio de materiais
• Inspeção e testes
• Coordenação e controle
Professor Diego Pratis

Professor Ericson Silvaslide 19
Manuseio de materiais • Transporte de materiais
Veículos, por exemplo, empilhadeiras, veículos guiados automaticamente, monovias
Transportadores Guindastes e guinchos
• Sistemas de armazenagem • Equipamentos de unitização• Identificação automática e captura de dados
Códigos de barras Identificação por radiofrequência (radio frequency identification
device — RFID)Outros sistemas de identificação e rastreamento
Professor Diego Pratis

Professor Ericson Silvaslide 20
Tempo gasto nomanuseio de materiais
Professor Diego Pratis

Professor Ericson Silvaslide 21
Inspeção e testes
• Inspeção – exame do produto e seus componentes para determinar se eles estão em conformidade com as especificações do projeto
Inspeção por variáveis – mediçãoInspeção por atributos – avaliação – cor, mancha, sujeira, borrões
• Testes – observar o produto (ou peça, material, submontagem) durante a operação real ou sob condições que possam ocorrer durante a operação
Professor Diego Pratis

Professor Ericson Silvaslide 22
Coordenação e controle
• Regulamentação do processamento individual e das operações de montagem
Controle do processo – alcance de certos objetivos de desempenho por meio da manipulação correta das entradas e outros parâmetros do processo.
Controle da qualidade
• Gerenciamento das atividades no nível da fábrica Planejamento e controle da produção – usando de forma efetiva os
recursos disponíveis como mão de obra, manutenção de equipamentos, movimentação de materias na fábrica, controle de estoque etc.
Controle da qualidade Professor Diego Pratis

Professor Ericson Silvaslide 23
Instalações de produção
• Uma empresa de produção tenta organizar suas instalações da maneira mais eficiente para cumprir a missão particular de cada fábrica • Certos tipos de instalações são reconhecidos como a maneira mais apropriada de organizar o ambiente para determinado tipo de produção • O tipo mais apropriado depende dos fatores a seguir:
Tipos de produtos feitos Quantidade de produção Variedade dos produtos
Professor Diego Pratis

Professor Ericson Silvaslide 24
Volume produzido
Número de unidades de uma determinada peça ou produto produzida anualmente pela fábrica • Três faixas de quantidades:
Produção baixa – 1 a 100 unidadesProdução média – 100 a 10.000 unidadesProdução alta – 10.000 a milhões de unidades
Professor Diego Pratis

Professor Ericson Silvaslide 25
Variedade de produtos
Refere-se ao número de diferentes projetos ou tipos de produtos ou peças produzidos na fábrica • Existe uma correlação inversa entre o volume produzido e a variedade de produtos nas operações de fábrica • A variedade de produtos é mais complicada do que um número
Variedade intensa do produto – produtos diferem substancialmente Baixa proporção de componentes comuns entre os produtos
Variedade leve do produto – existem diferenças pequenas entre os produtos
Alta proporção de componentes comuns entre os produtos
Professor Diego Pratis

Professor Ericson Silvaslide 26
Variedade do produto vs. Volume produzido
Professor Diego Pratis
Professor Ericson Silvaslide 27
Produção baixa
Unidade de produção por encomenda – produz baixas quantidades de produtos especializados e personalizados • Também inclui a produção de componentes para esses produtos • Produtos são tipicamente complexos (por exemplo, máquinas especializadas, protótipos, cápsulas espaciais) • Equipamentos são de própósito geral • Layouts de fábricas:
Layout de posição fixa Layout por processo
Professor Diego Pratis

Professor Ericson Silvaslide 28
Layout de posição fixa
Exemplo: construção de um navio
Professor Diego Pratis

Professor Ericson Silvaslide 29
Layout por processo
Exemplo: usinagem em geralProfessor Diego Pratis

Professor Ericson Silvaslide 30
Quantidades médiasde produção
1. Produção em lote – um lote de um determinado produto é produzido, e então a instalação é alterada para produzir outro produto
Troca leva tempo – tempo de configuração Layout típico – layout por processo Variedade intensa do produto
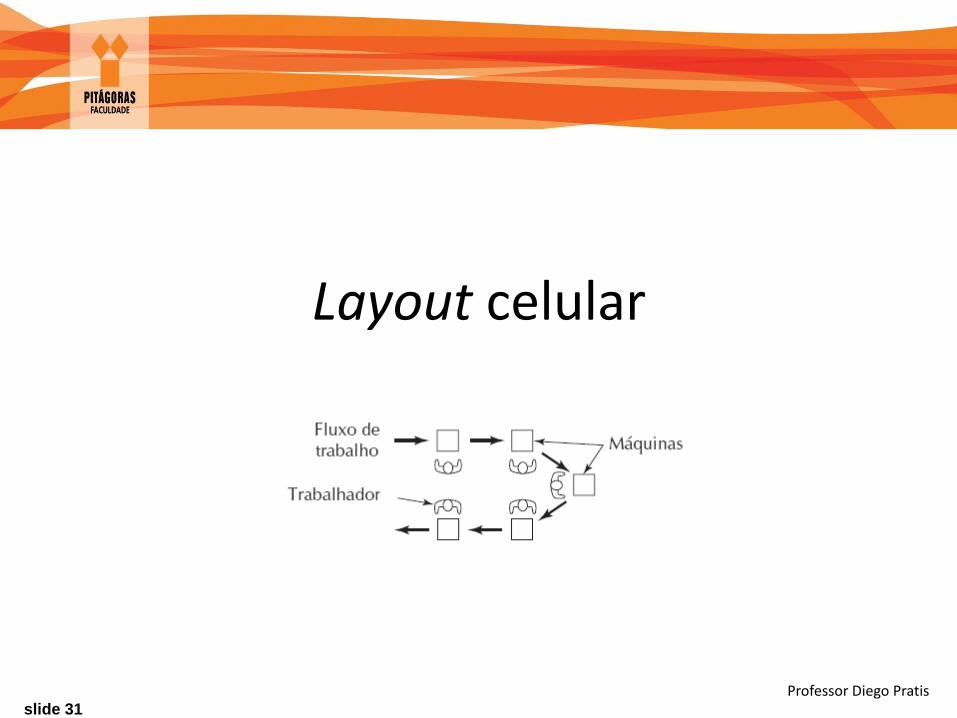
2. Manufatura celular Layout típico – layout celular Variedade leve do produto
Professor Diego Pratis
Professor Ericson Silvaslide 31
Layout celular
Professor Diego Pratis

Professor Ericson Silvaslide 32
Produção alta
1. Produção em quantidade – equipamento é dedicado à produção de um produto
• Máquinas-padrão para alta produção (por exemplo, prensas de estampagem, máquinas de moldagem)
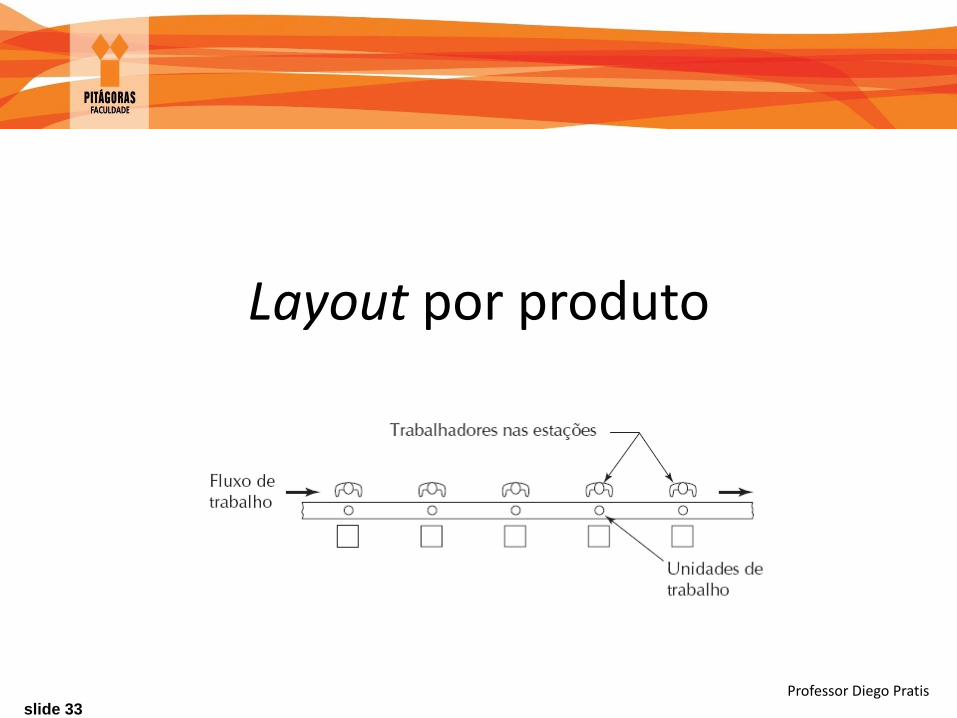
• Layout típico – layout por processo2. Linha de fluxo de produção – múltiplas estações de trabalho dispostas
em sequência• Produto exige múltiplos passos de processamento ou montagem• Layout por produto é o mais comum
Professor Diego Pratis
Professor Ericson Silvaslide 33
Layout por produto
Professor Diego Pratis

Professor Ericson Silvaslide 34
Tipos de instalação e layouts utilizados para diferentes níveis de quantidade
produzida e variedade de produto
Professor Diego Pratis

Professor Ericson Silvaslide 35
Relações produto/produção
• Quantidade total de todos produtos produzidos =
• Numero total de modelos de produtos =
• Variedade de produtos Variedade intensa de produtos = diferenças entre produtos Variedade leve de produtos = diferenças entre modelos de produtos
• Complexidade do produto e da peça Complexidade do produto np = número de peças no produto Complexidade da peça no = número de operações por peça
Professor Diego Pratis

Professor Ericson Silvaslide 36
Relações produto/produção
Exercício:Uma empresa é especializada em produtos de entretenimento doméstico.Ela produz somente televisores e sistemas de som. Sua linha de televisoresoferece 15 modelos diferentes enquanto sua linha de sistema de somoferece 5 modelos diferentes. Qual a totalidade de produtos oferecidos?
Professor Diego Pratis
Professor Ericson Silvaslide 37
Modelo de operações de fábrica
Simplificado para fins de conceitualização:
• Número total de unidade do produto = Qf = PQ
• Número total de peças produzidas = npf = PQnp
• Número total de operações = nof = PQnpno
Professor Diego Pratis

Professor Ericson Silvaslide 38
Exercício:Suponha que uma empresa tenha projetado uma nova linha de produtos eestá planejando construer uma nova fábrica para produção dessa linha. Anova linha é composta por 100 tipos diferentes de produtos e, para cadaum deles, a empresa quer produzir 10 mil unidades anualmente. A mediade componentes por produto é igual a mil, e o numero médio deoperações de processamento necessárias para cada componente é igual a10. Todas as peças serão produzidas na fábrica. Cada etapa deprocessamento leva em media, um minuto. Determine:a) A quantidade de produtosb) A quantidade de peçasc) Quantas operações de produção serão necessárias a cada ano.d) Quantos operadores serão necessários na fábrica se ela operar em
turnos de oito horas durante 250dias/ano
Modelo de operações de fábrica
Professor Diego Pratis

Professor Ericson Silvaslide 39
Professor Diego Pratis

Professor Ericson Silvaslide 40
Limitações e capacidadesde uma planta de produção Capacidade de produção – limitações físicas e técnicas da empresa de produção e cada uma de suas fábricas• Três dimensões da capacidade de produção: 1. Capacidade de processamento tecnológico – conjunto de processos de
produção disponíveis ou que elas podem executar. 2. Tamanho físico e peso do produto3. Capacidade de produção (capacidade da fábrica) – volume que pode ser
produzido em um determinado tempo
Professor Diego Pratis

Professor Ericson Silvaslide 41
Produção enxuta
Operando a fábrica com o mínimo de recursos possível e, ainda assim, maximizando o volume de trabalho realizado• Recursos incluem trabalhadores, equipamentos, tempo, espaço, materiais • Também implica a conclusão dos produtos no menor tempo possível e o alcance de um nível bastante alto de qualidade de modo que o consumidor esteja completamente satisfeito • Em resumo, a operação enxuta significa fazer mais com menos, e fazer melhor
Professor Diego Pratis

Professor Ericson Silvaslide 42
Produção enxuta eatividades de produção
Atividades de produção podem ser divididas em três categorias: 1. Atividades de agregação de valor – agregam valor à unidade de trabalho
Ex: Processamentos e montagens que alteram peças e produtos.
2. Atividades auxiliares – dão apoio às atividades de agregação de valor. Ex: Carregamento e descarregamento de uma máquina.
3. Atividades desnecessárias – não agregam valor ao produto nemapoiam as atividades de agregação de valor. Se não fossem realizadas, não haveria um efeito adverso sobre o produto.
Professor Diego Pratis

Professor Ericson Silvaslide 43
Programas associadoscom a produção enxuta
• Entrega de produtos just-in-time – entregar a peça a estação de trabalho seguinte logo antes que a mesma seja necessária evitando estoques entre estações.
• Envolvimento do trabalhador – trabalhadores com responsabilidades maiores, treinados para serem flexíveis. Tambem participam das decisões.
• Melhoria continua – envolve uma busca continua por maneiras de implementar melhorias nos produtos e nas operações de produção.
• Tempos de preparo reduzidos – reduzir o tempo de setup entre um lote e outro
• Interrupção do processo quando há algo errado – através de automação
• Prevenção de erros – que são em geral omissão de etapa de processamento ou montage, localização incorreta de uma peça ou ferramenta inadequada utilizada
• Manutenção produtiva total – executar manutenções preventivas nas máquinas que podem ser feitas até mesmo pelo operador.
Professor Diego Pratis







