ANÁLISIS DE MODO Y EFECTO DE FALLA PARA EL PROCESO
PRODUCTIVO DEL SISTEMA DE ESCAPE DEL VEHICULO CHEVROLET
COBALT EN SERVINTEC S.A
NURY ALEJANDRA AGUILAR RODRÍGUEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR INGENIERÍA DE PRODUCCIÓN
BOGOTÁ
2014
ANÁLISIS DE MODO Y EFECTO DE FALLA PARA EL PROCESO
PRODUCTIVO DEL SISTEMA DE ESCAPE DEL VEHICULO CHEVROLET
COBALT EN SERVINTEC S.A
NURY ALEJANDRA AGUILAR RODRÍGUEZ
CÓDIGO: 20111377043
Proyecto de Grado presentado para optar al título de Ingeniera de
Producción
Ing. MANUEL MAYORGA
Director
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR INGENIERÍA DE PRODUCCIÓN
BOGOTÁ
2014

DEDICATORIA
A Dios por ser el motor central de mi vida, quien me ha dado fortaleza y
constancia; y a mi familia y amigos que día tras día me han brindado su amor,
apoyo y su comprensión incondicional deseando lo mejor para vida.
NURY ALEJANDRA AGUILAR RODRÍGUEZ
AGRADECIMIENTOS
Agradezco que fuese posible la realización de este trabajo de grado a la memoria del representante de la gerencia de Servintec S.A al señor Fabio Sastoque por la confianza depositada en mi y por abrirme las puertas de su empresa permitiéndome acceder a toda la información que necesité para la realización de este trabajo, a mi equipo de trabajo, a los señores del área de ingeniería y del área de producción de la compañía que me colaboraron para la ejecución de este proyecto y sin las cuales hubiera sido imposible elaborarlo. Por último a mi director el ingeniero Manuel Alfonso Mayorga por acceder a dirigir este proyecto y por tener la mejor disposición posible.
RESUMEN
En este trabajo se presentan las actividades realizadas para desarrollar el Análisis de modo y efecto de falla (AMEF) para el sistema de escape Chevrolet Cobalt en Servintec S.A. Se elaboraron diagramas de flujo para cada una de las áreas de producción por las cuales pasa el sistema de escape, con el propósito de identificar las variables que afectan el proceso productivo. Una vez identificadas las variables en conjunto con el equipo multidisciplinario, se realizaron reuniones para establecer el AMEF preliminar de las áreas que intervienen desde la recepción de materia prima hasta que el cliente recibe el producto terminado. Posteriormente se identificaron las operaciones críticas de cada área y sobre dichas operaciones se documentó el plan control, esto con el fin de mitigar el riesgo de que se presenten defectos de calidad por causa de las operaciones que representan mayor riesgo para el cliente.
La finalidad de realizar cada una de estas actividades dará cumplimiento a los requisitos del cliente para la fabricación de un nuevo proyecto.
CONTENIDO
INTRODUCCIÓN ................................................................................................................................1
JUSTIFICACIÓN .................................................................................................................................2
1. GENERALIDADES ......................................................................................................................3
1.1 PROBLEMA .......................................................................................................................3
1.2 OBJETIVOS .......................................................................................................................4
1.3 DELIMITACIÓN O ALCANCE .............................................................................................4
1.4 METODOLOGÍA ................................................................................................................4
2. MARCO REFERENCIAL ..............................................................................................................6
2.1 MARCO HISTÓRICO .........................................................................................................6
2.2 MARCO TEÓRICO .............................................................................................................7
3. DIAGNÓSTICO DE VARIABLES ................................................................................................ 14
3.1 DIAGNÓSTICO ESTRATÉGICO ....................................................................................... 14
3.2 ESTRUCTURA ORGANIZACIONAL ................................................................................. 16
3.3 PORTAFOLIO ................................................................................................................. 16
3.4 PROCESOS ..................................................................................................................... 17
4. DESARROLLO DEL PROYECTO ................................................................................................ 18
4.1 ANÁLISIS DE OPERACIONES PROCESO PRODUCTIVO .................................................. 18
4.2 VARIABLES POR OPERACIONES .................................................................................... 31
5. ANÁLISIS DE MODO Y EFECTO DE FALLA PRELIMINAR ......................................................... 38
5.1 AMEF RECEPCIÓN DE MATERIA PRIMA ....................................................................... 38
5.2 AMEF ALMACÉN DE MATERIA PRIMA ......................................................................... 41
5.3 AMEF TROQUELES ........................................................................................................ 42
5.4 AMEF TUBERÍA ............................................................................................................. 48
5.5 AMEF SILENCIADORES .................................................................................................. 52
5.6 AMEF PREENSAMBLE ................................................................................................... 56
5.7 Amef ensamble ............................................................................................................. 61
5.8 AMEF CONTROL E INSPECCIÓN FINAL ......................................................................... 64
5.9 AMEF CARE Y GP-12 ..................................................................................................... 66
5.10 AMEF RECEPCIÓN CLIENTE ........................................................................................... 70
6. PLAN CONTROL ..................................................................................................................... 71
6.1 PLAN CONTROL RECEPCIÓN MATERIA PRIMA ............................................................ 73
6.2 PLAN CONTROL TROQUELES ........................................................................................ 78
6.3 PLAN CONTROL TUBERÍA ............................................................................................. 82
6.4 PLAN CONTROL SILENCIADORES .................................................................................. 85
6.5 PLAN CONTROL ENSAMBLE .......................................................................................... 88
6.6 PLAN CONTROL – ÁREA CONTROL ............................................................................... 91
6.7 PLAN CONTROL – CARE Y GP-12 .................................................................................. 94
6.8 PLAN CONTROL – RECEPCIÓN CLIENTE ........................................................................ 98
CONCLUSIONES ............................................................................................................................. 99
RECOMENDACIONES ................................................................................................................... 100
BIBLIOGRAFÍA .............................................................................................................................. 101
LISTA DE TABLAS
Tabla 1. Descripción de severidad para un proceso ................................................................ 10
Tabla 2. Descripción de ocurrencia de incidentes en el proceso. .......................................... 11
Tabla 3. Descripción de detección de causas de eventos o incidentes en el proceso. ......... 12
Tabla 4. Operaciones preliminares troqueles ......................................................................... 21
Tabla 5. Operaciones preliminares tubería ............................................................................. 21
Tabla 6. Operaciones preliminares silenciadores .................................................................... 22
Tabla 7. Operaciones preliminares ensamble ......................................................................... 22
Tabla 8. Operaciones preliminares control ............................................................................. 22
Tabla 9. Operaciones preliminares control ............................................................................. 23
Tabla 10. Equipo multidisciplinario ......................................................................................... 23
Tabla 11. Variables proceso de producción sistema de escape GSV- troqueles .................... 31
Tabla 12. Variables proceso de producción sistema de escape GSV- silenciadores .............. 35
Tabla 13. Variables proceso de producción sistema de escape GSV- ensamble .................... 35
Tabla 14. Variables proceso de producción sistema de escape GSV- control ........................ 37
Tabla 15. Listado de AMEF´S .................................................................................................... 38
Tabla 16 AMEF preliminar recepción materia prima - Sistema de escape GSV ..................... 39
Tabla 17 AMEF preliminar almacén de materia prima - Sistema de escape GSV .................. 41
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV................................... 42
Tabla 19 AMEF preliminar área de tubería-Sistema de escape GSV ..................................... 48
Tabla 20 AMEF preliminar área de silenciadores-Sistema de escape GSV ........................... 52
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV ..... 56
Tabla 22 AMEF preliminar área de ensamble (ensamble total) -Sistema de escape GSV .... 62
Tabla 23 AMEF preliminar área de control e inspección final-Sistema de escape GSV ........ 64
Tabla 24 AMEF preliminar área CARE y estación de verificación GP-12 ................................ 67
Tabla 25 AMEF preliminar recepción al cliente ...................................................................... 70
Tabla 26 Plan control recepción materia prima ...................................................................... 73
Tabla 27 Plan control troqueles .............................................................................................. 79
Tabla 28 Plan control tubería ................................................................................................... 82
Tabla 29 Plan control silenciadores ......................................................................................... 85
Tabla 30 Plan control ensamble .............................................................................................. 89
Tabla 31 Plan control- área control ........................................................................................ 91
Tabla 32 Plan control- CARE y GP-12 ....................................................................................... 95
Tabla 33 Plan control- recepción cliente ................................................................................ 98
LISTA DE FIGURAS
Figura 1. Metodología AMEF.......................................................................................................8
Figura 2 Organigrama general Servintec S.A ........................................................................... 16
Figura 3 Cjto presilenciador y silenciador 94725801 GSV ....................................................... 19
Figura 4 Bajante GSV 94770089 ............................................................................................... 20
Figura 5. Diagrama de proceso troqueles ................................................................................ 25
Figura 6. Diagrama de proceso tubería ................................................................................... 26
Figura 7. Diagrama de proceso silenciadores .......................................................................... 27
Figura 8. Diagrama de proceso ensamble cjto presilienciador y silenciador ......................... 28
Figura 9. Diagrama de proceso ensamble bajante .................................................................. 29
Figura 10. Diagrama de proceso control ................................................................................. 30
Figura 11 TOP NPR .................................................................................................................... 72
LISTA DE ANEXOS
ANEXO A Informe de unidades producidas vs. Unidades defectuosas año 2012 .................. 102
1
INTRODUCCIÓN
Desde varias décadas en las cuales ocurrieron eventos que marcaron la historia
de la humanidad como la segunda guerra mundial, el ser humano ha desarrollado
métodos que en primera instancia tuvieron fines bélicos y posteriormente se
convirtieron en un aporte para la tecnología.
Este es el caso del Análisis de Modo y Efecto de Falla AMEF, el cual se remonta
desde esta época y actualmente utilizado en el sector aeroespacial y el sector
automotriz, dos sectores altamente críticos por su impacto hacia el ser humano.
En el presente trabajo se puede encontrar de manera detallada la secuencia de
actividades que se realizaron para desarrollar el AMEF en la fabricación del
sistema de escape Chevrolet Cobalt. La detección de posibles errores, variables y
controles que se establecen a lo largo del proceso productivo tienen como
principal objetivo cumplir con los requerimientos del cliente.
2
JUSTIFICACIÓN
Con frecuencia, los productos y sistemas tienen diseños complicados que son el resultado de los esfuerzos de varios equipos de diseño. La administración del sistema de fiabilidad requiere un proceso global para asegurar por adelantado que la fiabilidad del producto/sistema satisfará las exigencias de los clientes.1
La salida de un nuevo vehículo ensamblado por la General Motors exige un arduo trabajo para todos los proveedores involucrados en la fabricación de cada una de las partes que lo conforman. Para Servintec S.A lo más importante es asegurarle al cliente que el producto que está adquiriendo cumpla con todos los requerimientos de calidad.
Una metodología que permite asegurar la calidad en el proceso y por consiguiente la calidad en el producto final es el AMEF, ya que asegura que la compañía establezca un equipo conformado por integrantes de las áreas de ingeniería, producción, calidad y compras las cuales deben analizar los problemas que se puedan presentar para desarrollar el producto, con los recursos existentes, así como los controles del proceso en los cuales se debe poner una mayor atención con el fin de evitar fallas tanto con el cliente externo como interno.
1 JURAN, M Joseph. Manual de Calidad de Juran. Madrid, España: Mc Graw Hill, 2001, p. 48.33.
3
1. GENERALIDADES
1.1 PROBLEMA
1.1.1 Descripción del problema.
Servicios Técnicos Industriales SERVINTEC S.A es una empresa del sector automotriz, dedicada a fabricar equipo original, denominado así por ir directamente a las ensambladoras de vehículos. El sector autopartista es uno de los más exigentes en ámbitos como producción, desarrollo ingeniería y calidad. Esto conlleva a la compañía a cumplir con los más altos estándares de calidad establecidos tanto a nivel mundial como los que exige cada ensambladora.
Por esta razón cada vez que la General Motors (uno de los principales clientes que tiene SERVINTEC S.A), desarrolla un nuevo prototipo de vehículo es necesario licitar, y después de cumplir con varios requerimientos que van desde la documentación de procesos y procedimientos, hasta la validación de los productos mediante pruebas realizadas en países como España y Brasil, se obtiene la adjudicación de un nuevo proyecto el cuál será lanzado a la venta como mínimo dos años después de su aprobación.
A diferencia de otras industrias, tanto el control como la gestión de calidad en el sector automotriz es bastante crítico, no está permitido cometer el más mínimo error, pues se pondría en riesgo la vida de miles de clientes para el caso tal de presentarse alguna falla en cualquier parte o sistema que conforma un vehículo.
Antes de la fabricación del sistema de escape para el modelo del vehículo Chevrolet Cobalt es necesario eliminar todas las fallas que puedan presentarse (bien sea en producción, calidad, demoras en los pedidos, entre otros), esto con el fin de asegurarle a la ensambladora que el producto cumpla con los requerimientos previamente establecidos. Por lo anterior es necesario desarrollar un análisis de modo y efecto de falla que permita prevenir y controlar los posibles errores que puedan salir mal en la fabricación de un sistema de escape.
1.1.2 Formulación
Lograr detectar, controlar y prevenir las fallas para cada operación será posible mediante un análisis capaz de pronosticar qué puede salir mal antes, durante y después de una producción masiva. Por lo anterior se genera la necesidad de saber: ¿Cómo determinar los posibles defectos que puedan presentarse en un proceso u operación y como contrarrestarlos para evitar que estas fallas afecten la calidad del producto en Servicios Industriales Técnicos SERVINTEC S.A?
4
1.2 OBJETIVOS
1.2.1 General
Realizar el Análisis de Modo y Efecto de Falla para el sistema de escape del vehículo Chevrolet Cobalt en SERVINTEC S.A. 1.2.2 Específicos
Diagnosticar las variables que afecten el proceso productivo.
Elaborar el Análisis de Modo y Efecto de Falla preliminar.
Realizar el plan de control, estableciendo acciones de reducción de riesgo para las operaciones críticas detectadas en el proceso.
1.3 DELIMITACIÓN O ALCANCE
El Análisis de Modo y Efecto de Falla aplica para la empresa Servintec S.A y comprende lás áreas del proceso productivo del sistema de escape GSV- Chevrolet Cobalt, este proyecto inicia con la elaboración de los diagramas de flujo del proceso productivo y finaliza con la documentación del plan control para las operaciones que se determinen como críticas.
1.4 METODOLOGÍA
Fase 1: recolección de la información
En esta fase se realiza el reconocimiento del nuevo proyecto de la compañía observando los planos de diseño y la información técnica, con el propósito de establecer un previo análisis para cada una de las áreas en las cuales el proyecto se va a realizar, a fin de ejecutar las siguientes actividades:
Realizar un listado previo de las operaciones requeridas para fabricar cada componente o sub-parte del sistema de escape.
Programar reuniones con la jefatura de producción y líderes de las áreas que intervienen en el proceso para saber en qué momento se inicia la pre-producción del proyecto y de esta forma no pasar por alto ninguna operación.
Filmar todas las operaciones que se realicen en la fabricación de muestras del proyecto y de esta forma tener evidencia de la manera actual sobre cómo se está ejecutando el proyecto.
Elaborar los diagramas de flujo que permitan identificar las operaciones que conforman el proceso productivo.
5
Comenzar a identificar las posibles fallas que se puedan presentar en las operaciones necesarias para fabricar el sistema de escape para el proyecto GSV.
Fase 2: desarrollo de AMEF preliminar
Una vez recolectada la información se procede a elaborar el análisis de modo y
efecto de falla documentando las operaciones
Establecer un equipo multidisciplinario conformado por al menos un miembro de las áreas de producción, ingeniería, compras, ajuste y calidad para dar inicio a la elaboración del AMEF preliminar.
Convocar una reunión semanal con el equipo multidisciplinario para analizar una por una las áreas involucradas en el proceso de fabricación del sistema de escape, (Chevrolet Cobalt), analizando que puede salir mal en una determinada operación. Analizar cómo se pueden prevenir las fallas presentes en cada proceso. Identificar las consecuencias en caso de presentarse una falla en el proceso. Calcular la severidad para cada falla detectada. Elaborar un listado de los sistemas de control actuales que existen para detectar una falla. Obtener los datos históricos con respecto a la ocurrencia de una falla que han tenido las diferentes operaciones en la fabricación de sistemas de escape anteriores. Calcular el número de prioridad de riesgo (NPR) de cada operación. Identificar las operaciones con el NPR más alto.
Fase 3 elaboración del plan control
En esta fase el equipo multidisciplinario realiza el plan control para las operaciones con el NPR más alto, realizando las siguientes actividades:
Establecer acciones bien sea para disminuir severidad u ocurrencia. Establecer acciones para mejorar la detección de una falla en caso que existan fallas en las cuales no sea posible disminuir severidad u ocurrencia. Asignar responsables para cada acción así como fechas de cumplimiento de dicha acción para reducir el NPR.
6
2. MARCO REFERENCIAL
2.1 MARCO HISTÓRICO
2.1.1 Sector autopartista, CIIU 3430
Según inviestigaciones publicadas por la Asociación Nacional de Industrias ANDI,
Este sector se dedica a la fabricación de carrocerías para vehículos automotores,
entre los principales tipos de autopartes que se fabrican en Colombia se
encuentran: Sistemas de escape, sistemas de suspensión, sistemas de dirección,
sistemas de transmisión, sistemas de refrigeración, baterías y cableados, productos
químicos, rines, llantas, filtros para aire, lubricantes (entre otros). Las empresas
proveedores de equipo original (directo para las ensambladoras) tienen certificados sus
procesos de gestión de calidad bajo la norma internacional TS-16949, y adicionalmente
las normas exigidas por las ensambladoras.
Según la Encuesta realizada por el DANE en 2012 la industria automotriz
(autopartes y ensamble de vehículos) contribuyó con el 4% del total de la
producción industrial del país.2
2.1.2 Servicios Industriales Técnicos Servintec S.A
Es una empresa líder en la fabricación de sistemas de escape y autopartes en la región andina fundada en 1970. Actualmente cuenta con un número de 120 empleados. Entre sus principales clientes se encuentran General Motors Colmotores, Compañía Colombiana de Autos Mazda, Hino entre otros. A continuación se muestran algunos datos de constitución de la empresa:
2 http://www.andi.com.co/pages/comun/infogeneral.aspx?Id=76&Tipo=2
7
NIT: 860026892-6 Representante legal: Alberto Gaitán Dirección sede principal: Cra 127 No. 15B – 10 Fontibón HB Teléfono: 4131200 ext. 127 Página web: www.servintec.com.co
2.2 MARCO TEÓRICO
Análisis de Modo y Efecto De Fallas
Según Ricardo Giraldo en su libro Medición, Análisis y Mejora en los Sistemas de Gestión La disciplina del AMEF fue desarrollada en el ejército de Estados Unidos por los ingenieros de la National Agency of Space and Aeronautical (NASA), y era conocida como el procedimiento militar MIL-P-1629, titulado “Procedimiento para la Ejecución de un Modo de Falla, Efectos y Análisis de Criticidad”, el cual fue elaborado el 9 de noviembre de 1949; este era empleado como una técnica para evaluar la confiabilidad y determinar los efectos de las fallas de los equipos y sistemas, en el éxito de una misión y en la seguridad del personal o de los equipos. En 1972 Ford comenzó a utilizar el AMEF. En 1988, esta disciplina fue incorporada por Ford Motor Company, Chrysler y General Motors. En 1993 la AIAG (Automotive Industry Action Group) y la ASQC (American Society for Quality Control), crearon y controlaron los estándares del PFMEA (por su sigla en inglés). En la actualidad, aunque el método del AMEF es utilizado, generalmente, por las industrias automotrices, éste es aplicable para la detección y bloqueo de las causas de fallas potenciales en productos y procesos de cualquier clase de empresa, ya sea que se encuentre en operación o en fase de proyecto. También es aplicable para sistemas administrativos y de servicio. Este método podría definirse de la siguiente manera: AMEF: Es un proceso sistemático para la identificación de las fallas potenciales del diseño de un producto o de un proceso antes de que éstas ocurran, con el propósito de eliminarlas o de minimizar el riesgo asociado a las mismas.3
3 RÍOS, Giraldo Ricardo, Mauricio. Seguimiento, Medición, Análisis y Mejora en los Sistemas de Gestión.
Bogotá D.C: Icontec 2da Edición, 2009, p. 122, 123.
8
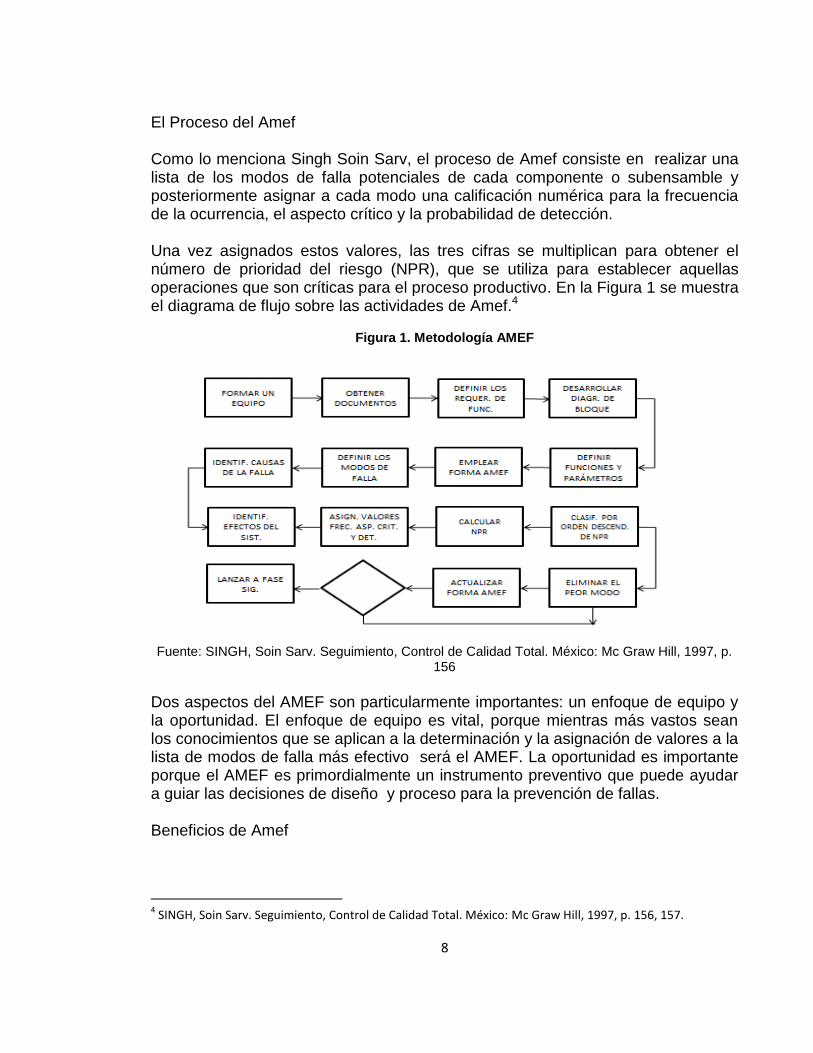
El Proceso del Amef Como lo menciona Singh Soin Sarv, el proceso de Amef consiste en realizar una lista de los modos de falla potenciales de cada componente o subensamble y posteriormente asignar a cada modo una calificación numérica para la frecuencia de la ocurrencia, el aspecto crítico y la probabilidad de detección. Una vez asignados estos valores, las tres cifras se multiplican para obtener el número de prioridad del riesgo (NPR), que se utiliza para establecer aquellas operaciones que son críticas para el proceso productivo. En la Figura 1 se muestra el diagrama de flujo sobre las actividades de Amef.4
Figura 1. Metodología AMEF
Fuente: SINGH, Soin Sarv. Seguimiento, Control de Calidad Total. México: Mc Graw Hill, 1997, p.
156
Dos aspectos del AMEF son particularmente importantes: un enfoque de equipo y la oportunidad. El enfoque de equipo es vital, porque mientras más vastos sean los conocimientos que se aplican a la determinación y la asignación de valores a la lista de modos de falla más efectivo será el AMEF. La oportunidad es importante porque el AMEF es primordialmente un instrumento preventivo que puede ayudar a guiar las decisiones de diseño y proceso para la prevención de fallas. Beneficios de Amef
4 SINGH, Soin Sarv. Seguimiento, Control de Calidad Total. México: Mc Graw Hill, 1997, p. 156, 157.
¿elim el
50% sup.
SÍ
NO
9
La eliminación de los modos de falla potenciales tiene beneficios tanto a corto como a largo plazo. El beneficio a corto plazo es el que casi siempre se reconoce, debido a que representa los ahorros de los costos de las reparaciones, las pruebas repetidas y el tiempo de paro. Es más difícil medir el beneficio a largo plazo, puesto que se relaciona con la satisfacción del cliente con el producto y con su percepción de la calidad. El AMEF también refuerza y apoya el proceso de diseño, ya que:
Incrementa la probabilidad de que los modos de falla potenciales y sus efectos sobre la operación del sistema se hayan considerado durante el proceso productivo.
Desarrolla una lista de modos de falla potenciales, clasificados conforme a su probable efecto sobre el cliente.
Proporciona un formato documentado abierto para recomendar acciones que reduzcan el riesgo y para hacer un seguimiento de ellas.
Identifica los modos de falla conocidos y potenciales que de otra manera se podrían pasar por alto.
Detecta fallas primarias, pero a menudo mínimas, que pueden causar serias fallas secundarias.
Proporciona un punto de vista fresco en la comprensión de las funciones de un sistema.
Características del Amef Según Leonel Caal dentro de las principales características del AMEF es minimizar la probabilidad de una falla o minimizar el efecto de la falla; se efectúa previamente a la finalización del concepto (diseño) o previamente al inicio de la producción (proceso); es un proceso interactivo sin fin, y es una manera de documentar el diseño y el proceso. El AMEF de diseño evalúa lo que podría resultar mal con el producto durante su uso y durante su manufactura como consecuencia de debilidades del diseño. El AMEF de proceso se enfoca en las razones de fallas potenciales durante manufactura, como resultados del incumplimiento con el diseño original, o incumplimiento de las especificaciones del diseño. El uso del AMEF se enfoca en nuevos diseños, nueva tecnología o procesos nuevos, cuando se hacen modificaciones a diseños o proceso existentes, cuando se usa un diseño o proceso existente en un nuevo ambiente, o en un nuevo lugar, o una nueva aplicación. Sin embargo, también se puede usar en procesos que ya
10
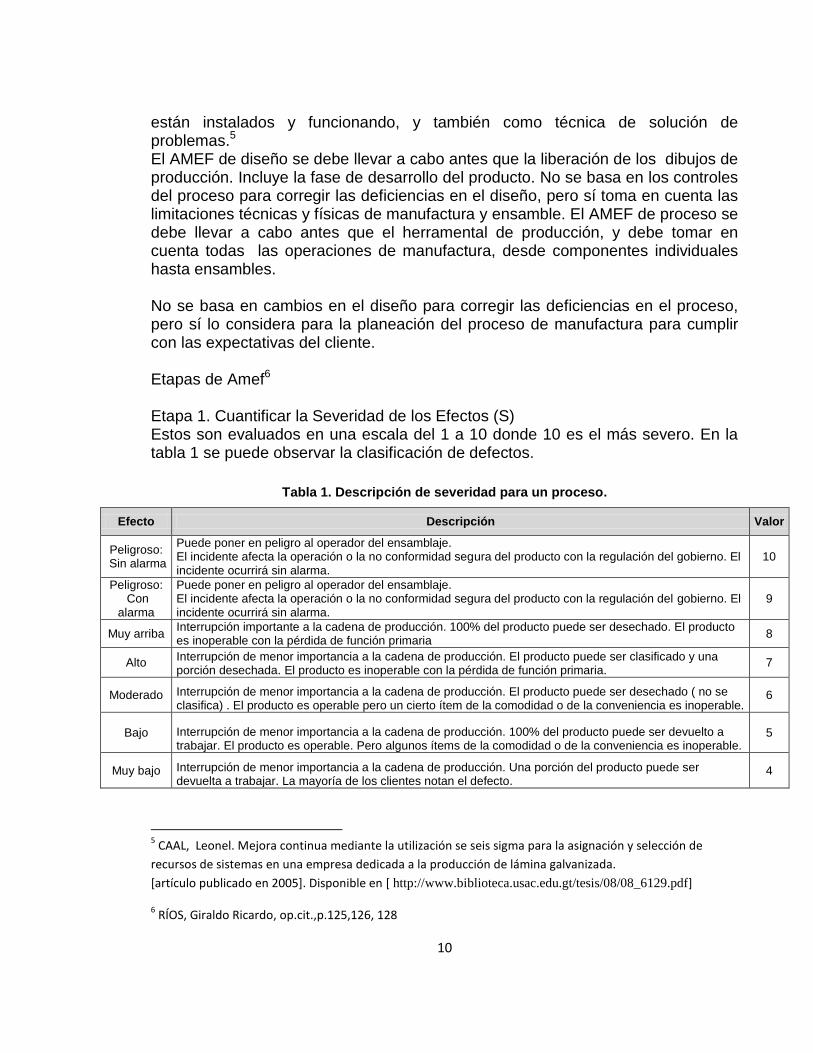
están instalados y funcionando, y también como técnica de solución de problemas.5 El AMEF de diseño se debe llevar a cabo antes que la liberación de los dibujos de producción. Incluye la fase de desarrollo del producto. No se basa en los controles del proceso para corregir las deficiencias en el diseño, pero sí toma en cuenta las limitaciones técnicas y físicas de manufactura y ensamble. El AMEF de proceso se debe llevar a cabo antes que el herramental de producción, y debe tomar en cuenta todas las operaciones de manufactura, desde componentes individuales hasta ensambles. No se basa en cambios en el diseño para corregir las deficiencias en el proceso, pero sí lo considera para la planeación del proceso de manufactura para cumplir con las expectativas del cliente. Etapas de Amef6 Etapa 1. Cuantificar la Severidad de los Efectos (S) Estos son evaluados en una escala del 1 a 10 donde 10 es el más severo. En la tabla 1 se puede observar la clasificación de defectos.
Tabla 1. Descripción de severidad para un proceso.
Efecto Descripción Valor
Peligroso: Sin alarma
Puede poner en peligro al operador del ensamblaje. El incidente afecta la operación o la no conformidad segura del producto con la regulación del gobierno. El incidente ocurrirá sin alarma.
10
Peligroso: Con
alarma
Puede poner en peligro al operador del ensamblaje. El incidente afecta la operación o la no conformidad segura del producto con la regulación del gobierno. El incidente ocurrirá sin alarma.
9
Muy arriba Interrupción importante a la cadena de producción. 100% del producto puede ser desechado. El producto es inoperable con la pérdida de función primaria
8
Alto Interrupción de menor importancia a la cadena de producción. El producto puede ser clasificado y una porción desechada. El producto es inoperable con la pérdida de función primaria.
7
Moderado Interrupción de menor importancia a la cadena de producción. El producto puede ser desechado ( no se clasifica) . El producto es operable pero un cierto ítem de la comodidad o de la conveniencia es inoperable.
6
Bajo Interrupción de menor importancia a la cadena de producción. 100% del producto puede ser devuelto a trabajar. El producto es operable. Pero algunos ítems de la comodidad o de la conveniencia es inoperable.
5
Muy bajo Interrupción de menor importancia a la cadena de producción. Una porción del producto puede ser devuelta a trabajar. La mayoría de los clientes notan el defecto.
4
5 CAAL, Leonel. Mejora continua mediante la utilización se seis sigma para la asignación y selección de
recursos de sistemas en una empresa dedicada a la producción de lámina galvanizada.
[artículo publicado en 2005]. Disponible en [ http://www.biblioteca.usac.edu.gt/tesis/08/08_6129.pdf]
6 RÍOS, Giraldo Ricardo, op.cit.,p.125,126, 128
11
De menor importancia
Interrupción de menor importancia a la cadena de producción. Una porción del producto puede ser devuelta a trabajar en línea, solamente hacia fuera de la estación. Los clientes medios notan el defecto.
3
Muy de menor
importancia Interrupción de menor importancia a la cadena de producción. Una porción del producto puede ser devuelta a trabajar en línea solamente en estación. Los clientes exigentes notan el defecto.
2
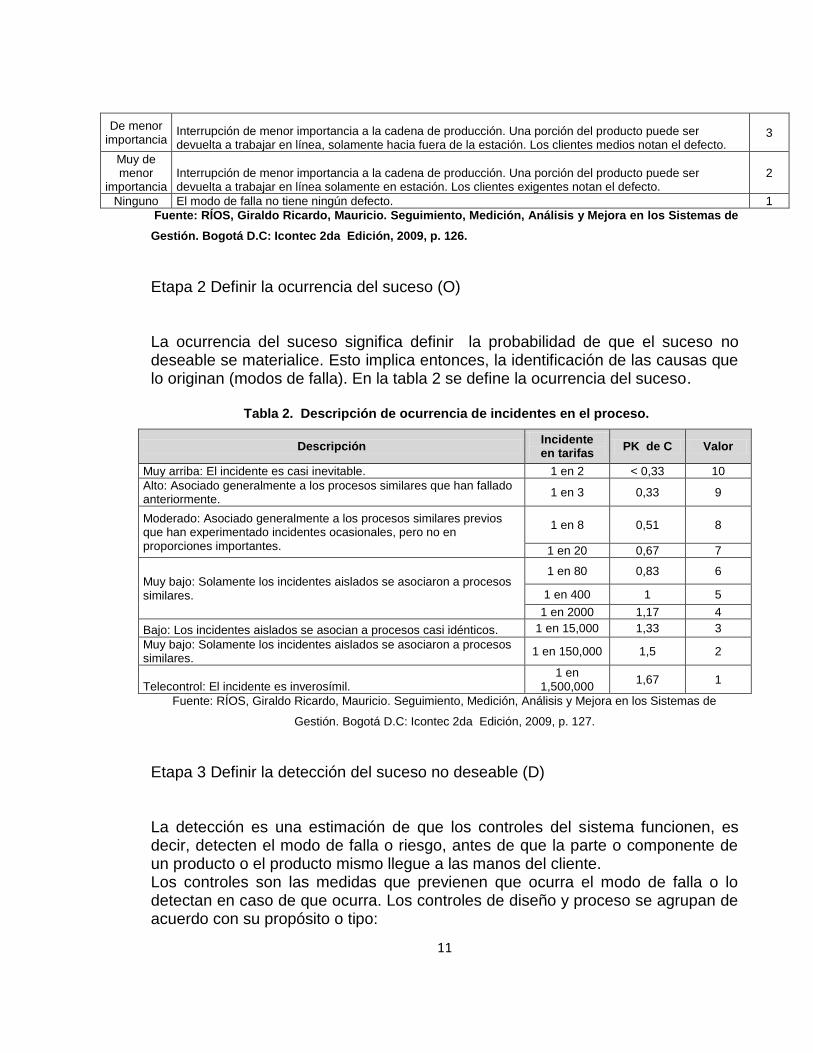
Ninguno El modo de falla no tiene ningún defecto. 1
Fuente: RÍOS, Giraldo Ricardo, Mauricio. Seguimiento, Medición, Análisis y Mejora en los Sistemas de
Gestión. Bogotá D.C: Icontec 2da Edición, 2009, p. 126.
Etapa 2 Definir la ocurrencia del suceso (O)
La ocurrencia del suceso significa definir la probabilidad de que el suceso no deseable se materialice. Esto implica entonces, la identificación de las causas que lo originan (modos de falla). En la tabla 2 se define la ocurrencia del suceso.
Tabla 2. Descripción de ocurrencia de incidentes en el proceso.
Descripción Incidente en tarifas
PK de C Valor
Muy arriba: El incidente es casi inevitable. 1 en 2 < 0,33 10
Alto: Asociado generalmente a los procesos similares que han fallado anteriormente.
1 en 3 0,33 9
Moderado: Asociado generalmente a los procesos similares previos que han experimentado incidentes ocasionales, pero no en proporciones importantes.
1 en 8 0,51 8
1 en 20 0,67 7
Muy bajo: Solamente los incidentes aislados se asociaron a procesos similares.
1 en 80 0,83 6
1 en 400 1 5
1 en 2000 1,17 4
Bajo: Los incidentes aislados se asocian a procesos casi idénticos. 1 en 15,000 1,33 3
Muy bajo: Solamente los incidentes aislados se asociaron a procesos similares.
1 en 150,000 1,5 2
Telecontrol: El incidente es inverosímil. 1 en
1,500,000 1,67 1
Fuente: RÍOS, Giraldo Ricardo, Mauricio. Seguimiento, Medición, Análisis y Mejora en los Sistemas de
Gestión. Bogotá D.C: Icontec 2da Edición, 2009, p. 127.
Etapa 3 Definir la detección del suceso no deseable (D)
La detección es una estimación de que los controles del sistema funcionen, es decir, detecten el modo de falla o riesgo, antes de que la parte o componente de un producto o el producto mismo llegue a las manos del cliente. Los controles son las medidas que previenen que ocurra el modo de falla o lo detectan en caso de que ocurra. Los controles de diseño y proceso se agrupan de acuerdo con su propósito o tipo:
12
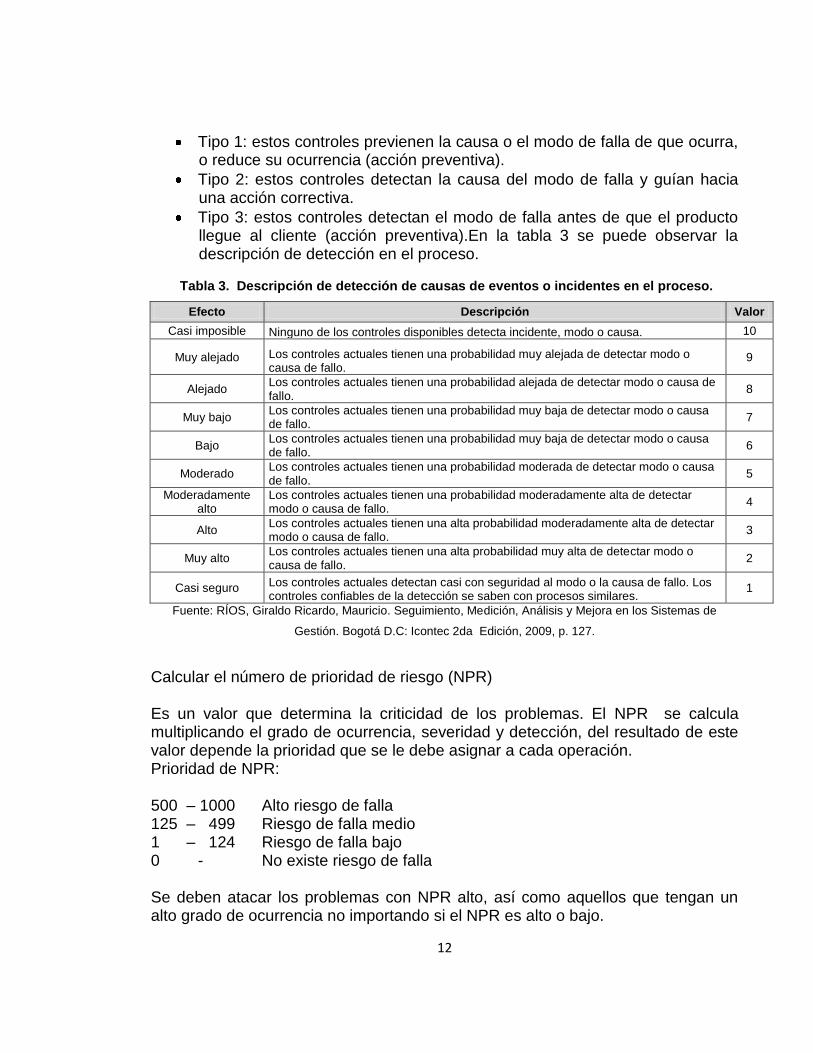
Tipo 1: estos controles previenen la causa o el modo de falla de que ocurra, o reduce su ocurrencia (acción preventiva).
Tipo 2: estos controles detectan la causa del modo de falla y guían hacia una acción correctiva.
Tipo 3: estos controles detectan el modo de falla antes de que el producto llegue al cliente (acción preventiva).En la tabla 3 se puede observar la descripción de detección en el proceso.
Tabla 3. Descripción de detección de causas de eventos o incidentes en el proceso.
Efecto Descripción Valor
Casi imposible Ninguno de los controles disponibles detecta incidente, modo o causa. 10
Muy alejado Los controles actuales tienen una probabilidad muy alejada de detectar modo o causa de fallo.
9
Alejado Los controles actuales tienen una probabilidad alejada de detectar modo o causa de fallo.
8
Muy bajo Los controles actuales tienen una probabilidad muy baja de detectar modo o causa de fallo.
7
Bajo Los controles actuales tienen una probabilidad muy baja de detectar modo o causa de fallo.
6
Moderado Los controles actuales tienen una probabilidad moderada de detectar modo o causa de fallo.
5
Moderadamente alto
Los controles actuales tienen una probabilidad moderadamente alta de detectar modo o causa de fallo.
4
Alto Los controles actuales tienen una alta probabilidad moderadamente alta de detectar modo o causa de fallo.
3
Muy alto Los controles actuales tienen una alta probabilidad muy alta de detectar modo o causa de fallo.
2
Casi seguro Los controles actuales detectan casi con seguridad al modo o la causa de fallo. Los controles confiables de la detección se saben con procesos similares.
1
Fuente: RÍOS, Giraldo Ricardo, Mauricio. Seguimiento, Medición, Análisis y Mejora en los Sistemas de
Gestión. Bogotá D.C: Icontec 2da Edición, 2009, p. 127.
Calcular el número de prioridad de riesgo (NPR) Es un valor que determina la criticidad de los problemas. El NPR se calcula multiplicando el grado de ocurrencia, severidad y detección, del resultado de este valor depende la prioridad que se le debe asignar a cada operación. Prioridad de NPR: 500 – 1000 Alto riesgo de falla 125 – 499 Riesgo de falla medio 1 – 124 Riesgo de falla bajo 0 - No existe riesgo de falla Se deben atacar los problemas con NPR alto, así como aquellos que tengan un alto grado de ocurrencia no importando si el NPR es alto o bajo.
13
Acciones a realizar Para contrarrestar las operaciones con el NPR más alto, se debe proceder a realizar las acciones preventivas o correctivas. Para cada acción es necesario incluir tanto a los responsables como las fechas asignadas, con el fin de realizar seguimiento a las labores establecidas. Las acciones que se establezcan para las operaciones críticas tienen como objetivo lo siguiente:
Eliminar o disminuir la OCURRENCIA de la causa del modo de falla. (Mejoramiento de los procesos, ajuste de herramentales, elaboración de instructivos de puesta a punto, etc.)
Reducir la SEVERIDAD del modo de falla. (Elaboración de cartas de control, ajuste de equipos y maquinaria, mantenimiento preventivo).
Incrementar la probabilidad de DETECCIÓN. (Diseño de poka yokes, entrenamiento estandarizado a los operarios entre otros.).
Una vez realizadas las acciones correctivas o preventivas, se recalcula el grado de ocurrencia, severidad, detección y el NPR. El AMEF se actualiza siempre que se considere un cambio de ingeniería, especificaciones de material o proceso entre otros.
14
3. DIAGNÓSTICO DE VARIABLES
3.1 DIAGNÓSTICO ESTRATÉGICO
Servintec S.A es una empresa que cuenta con un Sistema Integrado de Gestión el cual se compone de las normas ISO TS 16949, Calidad Sector Automotriz, ISO 14001 Sistema de Gestión Ambiental y las normas exigidas por cada ensambladora como por ejemplo Quality Sistem Basics QSB, a continuación se mencionan la misión visión y objetivos de calidad definidos por la alta dirección para dar cumplimiento a su Sistema Integrado de Gestión:
Misión:
Somos una empresa de manufactura y comercialización de piezas mecánicas del sector metalmecánico.
Contribuimos al desarrollo industrial, económico y social de Colombia a partir de la consolidación y generación de valor, aportando de manera esencial al éxito de nuestros clientes.
Con honestidad, trabajo en equipo, protección del medio ambiente, calidad y desarrollo de las personas.
Visión:
Queremos ser una empresa:
Que se diversifique para ampliar nuestras fuentes de ingreso con la adición de por lo menos 3 líneas de negocio diferentes a la actual.
Internacional con participación en nuevos mercados consolidando nuestra presencia en otros países.
Se consolide como líder en la región andina en la fabricación y comercialización de nuestros productos.
15
Política de Calidad:
En Servintec trabajamos enmarcados dentro de los lineamientos de calidad vigentes y de los parámetros de conservación del medio ambiente, proporcionando unas condiciones óptimas laborales al empleado, elemento fundamental del equipo que trabaja en función de la fabricación de nuestros productos para satisfacer todas las necesidades y expectativas del cliente, fin primario de nuestra existencia.
Historia sobre el Análisis de Modo y Efecto de Falla en Servintec S.A
La implementación de AMEF en Servintec surge como un requisito específico de las ensambladoras. Este requerimiento hace parte del Quality Sistem Basics QSB, el cual es un programa de aseguramiento de calidad desarrollado por General Motors, que va dirigido a sus proveedores y se desarrolla mediante la aplicación de herramientas básicas de calidad, orientadas a fortalecer los procesos de mejora continua. Dichas herramientas son:
- Respuesta Rápida - Reducción de Riesgos (NPR)
- Control de Productos No Conformes
- Control de Contaminación
- Estaciones de Verificación - Gestión de la Cadena de Suministro
- Operaciones Estandarizadas - Entrenamiento Estandarizado
- Verificación de Dispositivos a prueba de error
- Auditorias Escalonadas
Estos estándares de nivel mundial así como el AMEF se han venido implementando hace aproximadamente seis años. Sistemas de escape para los modelos de vehículos como son el Aveo, Optra, y Spark entre otros cuentan con un análisis constante de modos y efectos de falla donde se asegura el cumplimiento de los requerimientos de calidad.
16
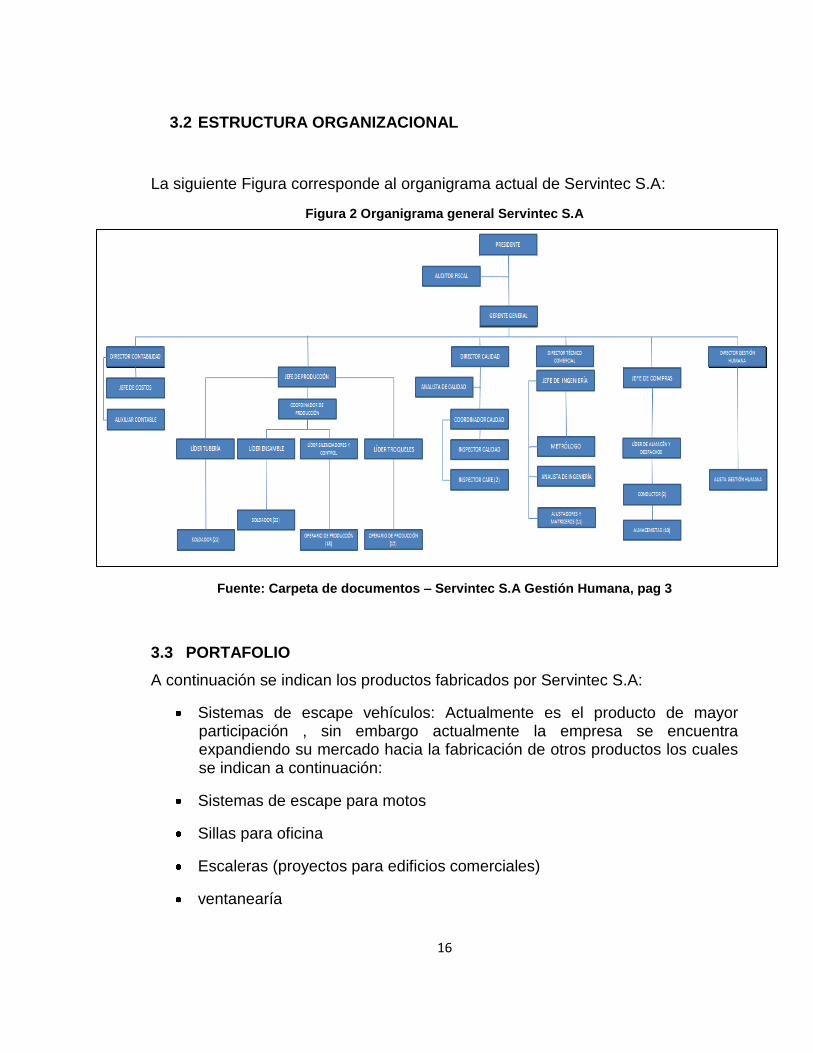
3.2 ESTRUCTURA ORGANIZACIONAL
La siguiente Figura corresponde al organigrama actual de Servintec S.A:
Figura 2 Organigrama general Servintec S.A
Fuente: Carpeta de documentos – Servintec S.A Gestión Humana, pag 3
3.3 PORTAFOLIO
A continuación se indican los productos fabricados por Servintec S.A:
Sistemas de escape vehículos: Actualmente es el producto de mayor participación , sin embargo actualmente la empresa se encuentra expandiendo su mercado hacia la fabricación de otros productos los cuales se indican a continuación:
Sistemas de escape para motos
Sillas para oficina
Escaleras (proyectos para edificios comerciales)
ventanearía
17
3.4 PROCESOS
A continuación se mencionan las áreas que hacen parte del proceso productivo para la fabricación del sistema de escape GSV-Chevrolet Cobalt:
Troqueles: Se realizan operaciones de corte, nivelados, ajustes y conformados (entre otros) de aquellos componentes fabricados con lámina HR o acero inoxidable.
Tubería: Se realizan las operaciones de corte, punzonado, reducido, expandido o doblez (entre otros) de aquellos componentes fabricados en tubería de acero inoxidable.
Silenciadores: Se realizan los pestañados y grafados de los cuerpos silenciadores.
Ensamble: se realiza el ensamble de todos los componentes con soldadura mig.
Control: Se realizan las pruebas de fuga, de montaje por dispositivo se prueban y se ubica la manguera en los tornillos, (entre otros), si alguna de las partes no pasa alguna de las pruebas, se marca con tarjeta amarilla, se realizan los ajustes correspondientes y es revisada por el inspector de calidad quien tiene la autoridad para aprobar o rechazar la parte. Si la parte es rechazada se marca con tarjeta roja y se deposita en la bodega de producto no conforme para posteriormente ser chatarrizada. Este mismo proceso se realiza en las áreas mencionadas anteriormente.
CARE: Esta área es solicitud directa de nuestro cliente General Motors y es aquí donde se revisa que cada parte fabricada haya pasado por todas las pruebas de verificación que aseguran la calidad del producto, en caso de detectar que la parte no pasó por alguna de las pruebas establecidas la parte se marca con tarjeta amarilla, se devuelve al área responsable de la falla (generalmente control) y una vez realizada la prueba la parte es aceptada por el inspector CARE.
18
4. DESARROLLO DEL PROYECTO
4.1 ANÁLISIS DE OPERACIONES PROCESO PRODUCTIVO
La fabricación de una nueva referencia de un sistema de escape (después de haber ganado por licitación el proyecto) comienza cuando el cliente envía el prototipo del producto y el área de ingeniería de Servintec S.A trabaja sobre este prototipo para levantar planos y establecer cada uno de los componentes que integran la parte.
Para establecer las variables que afectan cada operación del proceso, se realizó el reconocimiento del nuevo producto, observando los planos de diseño y la información técnica, con el propósito de establecer un previo análisis para cada una de las áreas en las cuales se fabricará el producto.
A continuación se realiza una descripción general de la fabricación del nuevo producto:
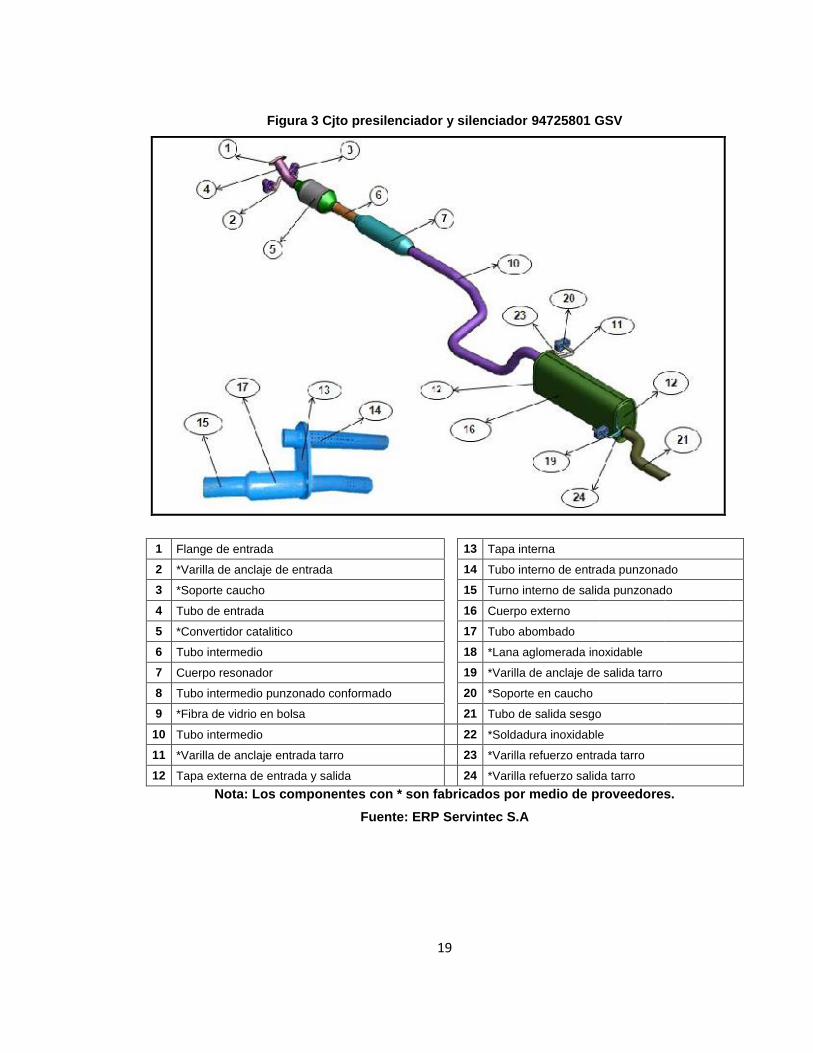
El sistema de escape del modelo de automóvil Chevrolet Cobalt se compone de un conjunto presilenciador y silenciador y una bajante (ver figuras 3 y 4); la referencia del producto es GSV; la fabricación de aproximadamente el 85% del producto se realiza en las instalaciones de Servintec S.A
Las siguientes figuras corresponden a las dos partes que conforman el sistema de escape Chevrolet Cobalt:
19
Figura 3 Cjto presilenciador y silenciador 94725801 GSV
1 Flange de entrada 13 Tapa interna
2 *Varilla de anclaje de entrada 14 Tubo interno de entrada punzonado
3 *Soporte caucho 15 Turno interno de salida punzonado
4 Tubo de entrada 16 Cuerpo externo
5 *Convertidor catalitico 17 Tubo abombado
6 Tubo intermedio 18 *Lana aglomerada inoxidable
7 Cuerpo resonador 19 *Varilla de anclaje de salida tarro
8 Tubo intermedio punzonado conformado 20 *Soporte en caucho
9 *Fibra de vidrio en bolsa 21 Tubo de salida sesgo
10 Tubo intermedio 22 *Soldadura inoxidable
11 *Varilla de anclaje entrada tarro 23 *Varilla refuerzo entrada tarro
12 Tapa externa de entrada y salida 24 *Varilla refuerzo salida tarro
Nota: Los componentes con * son fabricados por medio de proveedores.
Fuente: ERP Servintec S.A
20
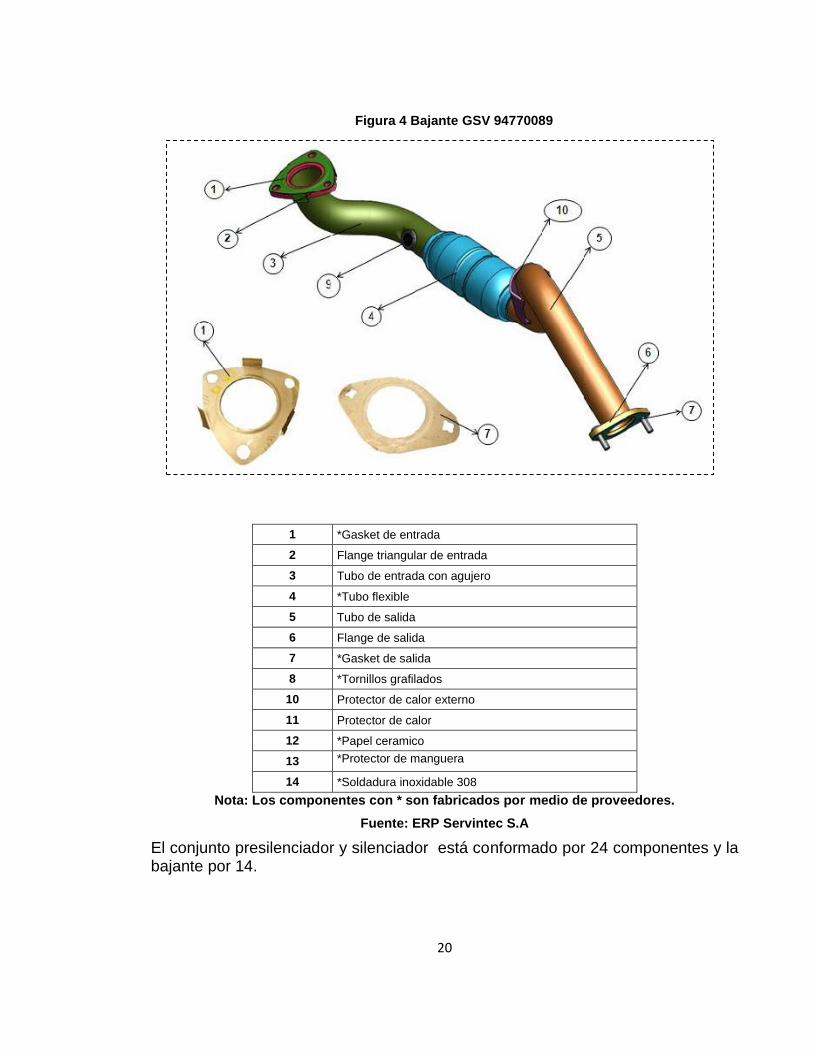
Figura 4 Bajante GSV 94770089
1 *Gasket de entrada
2 Flange triangular de entrada
3 Tubo de entrada con agujero
4 *Tubo flexible
5 Tubo de salida
6 Flange de salida
7 *Gasket de salida
8 *Tornillos grafilados
10 Protector de calor externo
11 Protector de calor
12 *Papel ceramico
13 *Protector de manguera
14 *Soldadura inoxidable 308
Nota: Los componentes con * son fabricados por medio de proveedores.
Fuente: ERP Servintec S.A
El conjunto presilenciador y silenciador está conformado por 24 componentes y la bajante por 14.
21
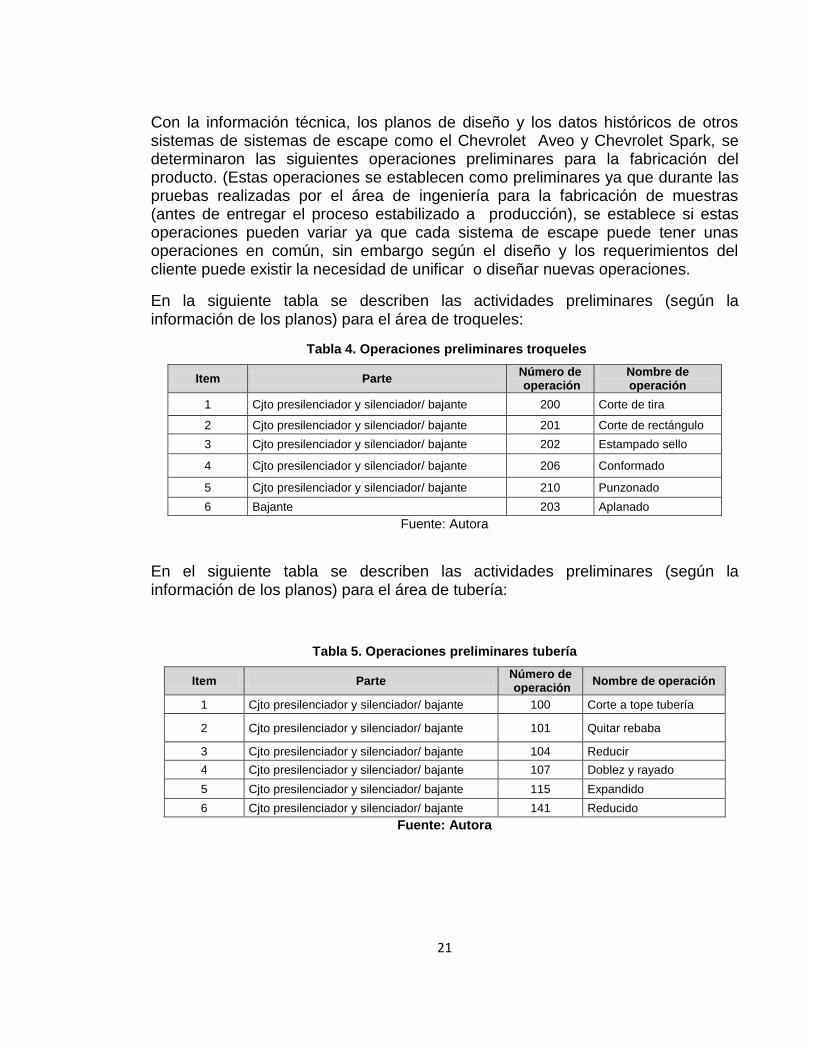
Con la información técnica, los planos de diseño y los datos históricos de otros sistemas de sistemas de escape como el Chevrolet Aveo y Chevrolet Spark, se determinaron las siguientes operaciones preliminares para la fabricación del producto. (Estas operaciones se establecen como preliminares ya que durante las pruebas realizadas por el área de ingeniería para la fabricación de muestras (antes de entregar el proceso estabilizado a producción), se establece si estas operaciones pueden variar ya que cada sistema de escape puede tener unas operaciones en común, sin embargo según el diseño y los requerimientos del cliente puede existir la necesidad de unificar o diseñar nuevas operaciones.
En la siguiente tabla se describen las actividades preliminares (según la información de los planos) para el área de troqueles:
Tabla 4. Operaciones preliminares troqueles
Item Parte Número de operación
Nombre de operación
1 Cjto presilenciador y silenciador/ bajante 200 Corte de tira
2 Cjto presilenciador y silenciador/ bajante 201 Corte de rectángulo
3 Cjto presilenciador y silenciador/ bajante 202 Estampado sello
4 Cjto presilenciador y silenciador/ bajante 206 Conformado
5 Cjto presilenciador y silenciador/ bajante 210 Punzonado
6 Bajante 203 Aplanado
Fuente: Autora
En el siguiente tabla se describen las actividades preliminares (según la información de los planos) para el área de tubería:
Tabla 5. Operaciones preliminares tubería
Item Parte Número de operación
Nombre de operación
1 Cjto presilenciador y silenciador/ bajante 100 Corte a tope tubería
2 Cjto presilenciador y silenciador/ bajante 101 Quitar rebaba
3 Cjto presilenciador y silenciador/ bajante 104 Reducir
4 Cjto presilenciador y silenciador/ bajante 107 Doblez y rayado
5 Cjto presilenciador y silenciador/ bajante 115 Expandido
6 Cjto presilenciador y silenciador/ bajante 141 Reducido
Fuente: Autora
22
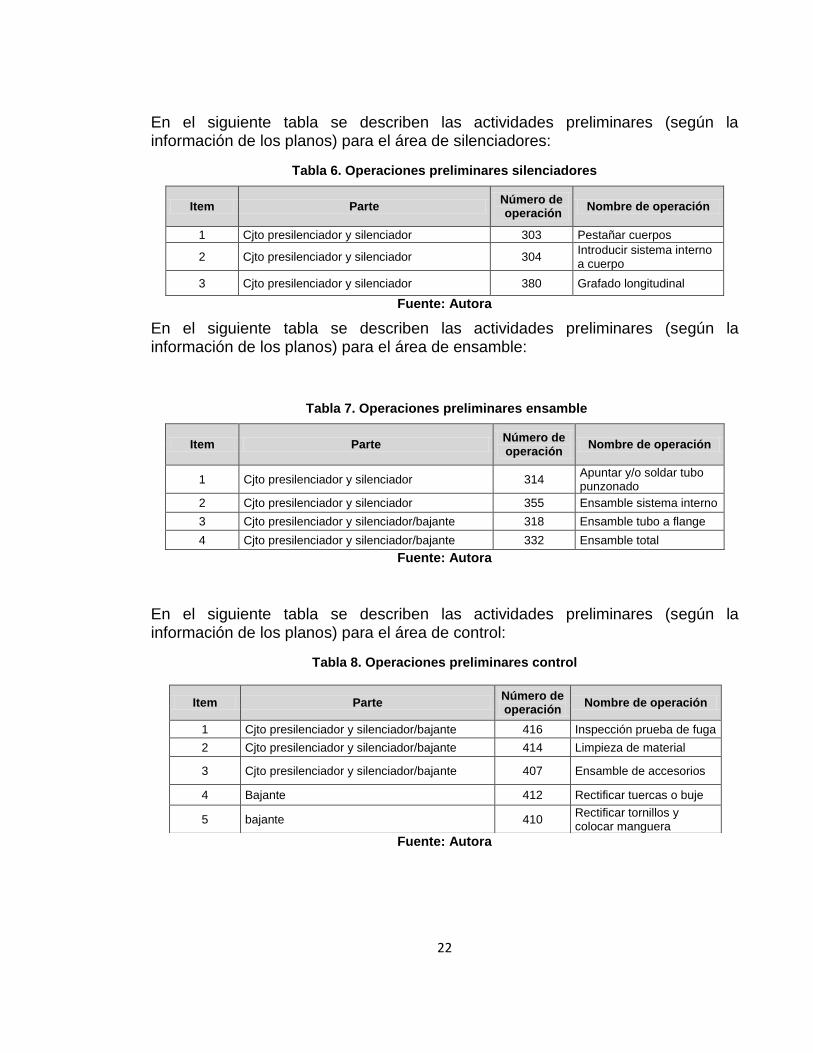
En el siguiente tabla se describen las actividades preliminares (según la información de los planos) para el área de silenciadores:
Tabla 6. Operaciones preliminares silenciadores
Item Parte Número de operación
Nombre de operación
1 Cjto presilenciador y silenciador 303 Pestañar cuerpos
2 Cjto presilenciador y silenciador 304 Introducir sistema interno a cuerpo
3 Cjto presilenciador y silenciador 380 Grafado longitudinal
Fuente: Autora
En el siguiente tabla se describen las actividades preliminares (según la información de los planos) para el área de ensamble:
Tabla 7. Operaciones preliminares ensamble
Item Parte Número de operación
Nombre de operación
1 Cjto presilenciador y silenciador 314 Apuntar y/o soldar tubo punzonado
2 Cjto presilenciador y silenciador 355 Ensamble sistema interno
3 Cjto presilenciador y silenciador/bajante 318 Ensamble tubo a flange
4 Cjto presilenciador y silenciador/bajante 332 Ensamble total
Fuente: Autora
En el siguiente tabla se describen las actividades preliminares (según la información de los planos) para el área de control:
Tabla 8. Operaciones preliminares control
Fuente: Autora
Item Parte Número de operación
Nombre de operación
1 Cjto presilenciador y silenciador/bajante 416 Inspección prueba de fuga
2 Cjto presilenciador y silenciador/bajante 414 Limpieza de material
3 Cjto presilenciador y silenciador/bajante 407 Ensamble de accesorios
4 Bajante 412 Rectificar tuercas o buje
5 bajante 410 Rectificar tornillos y colocar manguera
23
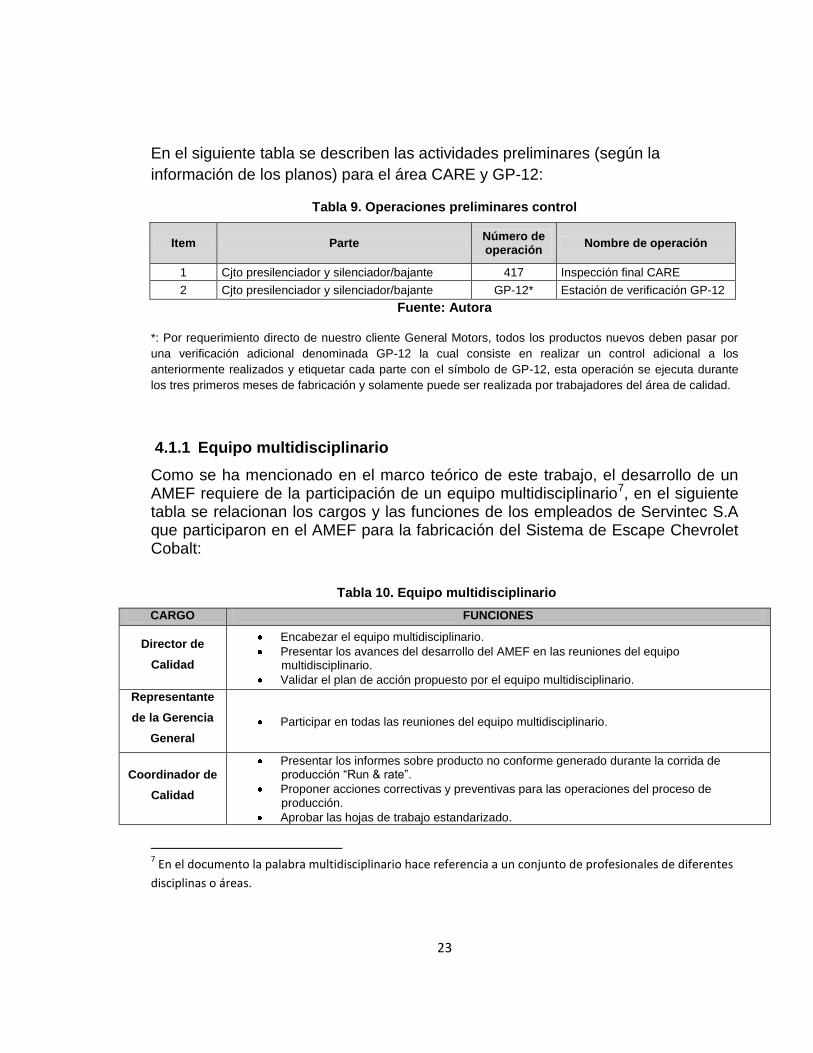
En el siguiente tabla se describen las actividades preliminares (según la
información de los planos) para el área CARE y GP-12:
Tabla 9. Operaciones preliminares control
Item Parte Número de operación
Nombre de operación
1 Cjto presilenciador y silenciador/bajante 417 Inspección final CARE
2 Cjto presilenciador y silenciador/bajante GP-12* Estación de verificación GP-12
Fuente: Autora
*: Por requerimiento directo de nuestro cliente General Motors, todos los productos nuevos deben pasar por
una verificación adicional denominada GP-12 la cual consiste en realizar un control adicional a los
anteriormente realizados y etiquetar cada parte con el símbolo de GP-12, esta operación se ejecuta durante
los tres primeros meses de fabricación y solamente puede ser realizada por trabajadores del área de calidad.
4.1.1 Equipo multidisciplinario
Como se ha mencionado en el marco teórico de este trabajo, el desarrollo de un AMEF requiere de la participación de un equipo multidisciplinario7, en el siguiente tabla se relacionan los cargos y las funciones de los empleados de Servintec S.A que participaron en el AMEF para la fabricación del Sistema de Escape Chevrolet Cobalt:
Tabla 10. Equipo multidisciplinario
CARGO FUNCIONES
Director de
Calidad
Encabezar el equipo multidisciplinario.
Presentar los avances del desarrollo del AMEF en las reuniones del equipo multidisciplinario.
Validar el plan de acción propuesto por el equipo multidisciplinario.
Representante
de la Gerencia
General
Participar en todas las reuniones del equipo multidisciplinario.
Coordinador de
Calidad
Presentar los informes sobre producto no conforme generado durante la corrida de producción “Run & rate”.
Proponer acciones correctivas y preventivas para las operaciones del proceso de producción.
Aprobar las hojas de trabajo estandarizado.
7 En el documento la palabra multidisciplinario hace referencia a un conjunto de profesionales de diferentes
disciplinas o áreas.
24
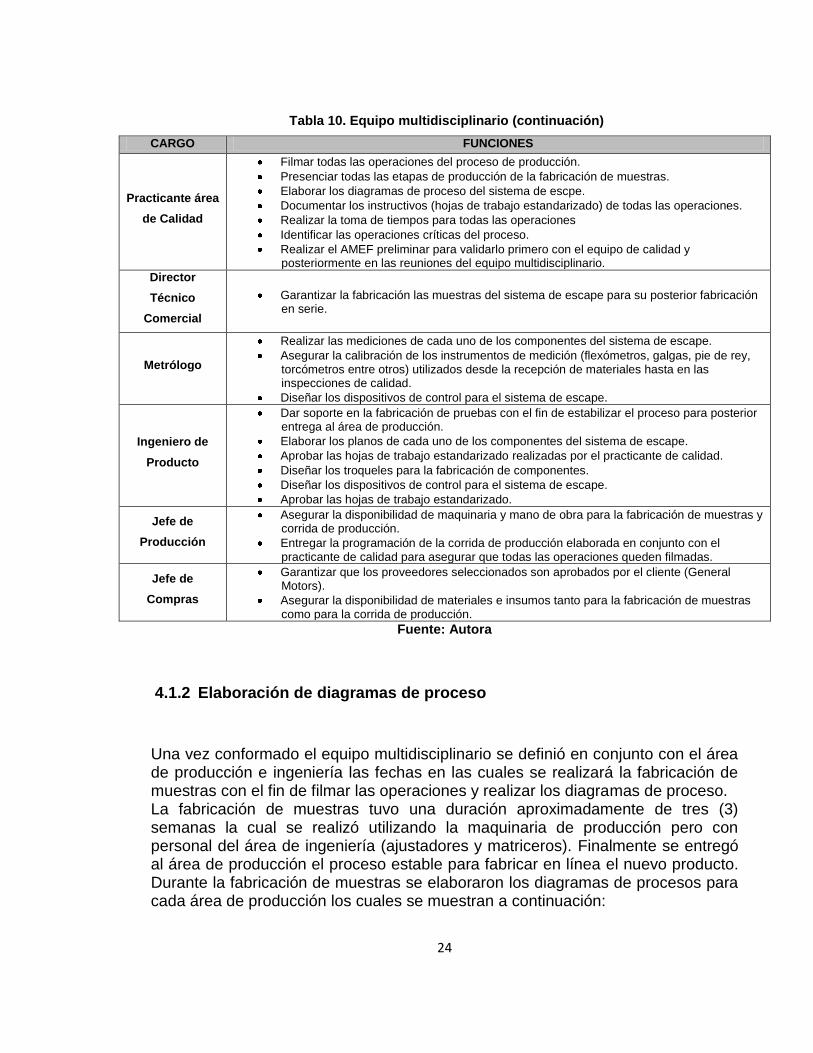
Tabla 10. Equipo multidisciplinario (continuación)
CARGO FUNCIONES
Practicante área
de Calidad
Filmar todas las operaciones del proceso de producción.
Presenciar todas las etapas de producción de la fabricación de muestras.
Elaborar los diagramas de proceso del sistema de escpe.
Documentar los instructivos (hojas de trabajo estandarizado) de todas las operaciones.
Realizar la toma de tiempos para todas las operaciones
Identificar las operaciones críticas del proceso.
Realizar el AMEF preliminar para validarlo primero con el equipo de calidad y posteriormente en las reuniones del equipo multidisciplinario.
Director
Técnico
Comercial
Garantizar la fabricación las muestras del sistema de escape para su posterior fabricación en serie.
Metrólogo
Realizar las mediciones de cada uno de los componentes del sistema de escape.
Asegurar la calibración de los instrumentos de medición (flexómetros, galgas, pie de rey, torcómetros entre otros) utilizados desde la recepción de materiales hasta en las inspecciones de calidad.
Diseñar los dispositivos de control para el sistema de escape.
Ingeniero de
Producto
Dar soporte en la fabricación de pruebas con el fin de estabilizar el proceso para posterior entrega al área de producción.
Elaborar los planos de cada uno de los componentes del sistema de escape.
Aprobar las hojas de trabajo estandarizado realizadas por el practicante de calidad.
Diseñar los troqueles para la fabricación de componentes.
Diseñar los dispositivos de control para el sistema de escape.
Aprobar las hojas de trabajo estandarizado.
Jefe de
Producción
Asegurar la disponibilidad de maquinaria y mano de obra para la fabricación de muestras y corrida de producción.
Entregar la programación de la corrida de producción elaborada en conjunto con el practicante de calidad para asegurar que todas las operaciones queden filmadas.
Jefe de
Compras
Garantizar que los proveedores seleccionados son aprobados por el cliente (General Motors).
Asegurar la disponibilidad de materiales e insumos tanto para la fabricación de muestras como para la corrida de producción.
Fuente: Autora
4.1.2 Elaboración de diagramas de proceso
Una vez conformado el equipo multidisciplinario se definió en conjunto con el área de producción e ingeniería las fechas en las cuales se realizará la fabricación de muestras con el fin de filmar las operaciones y realizar los diagramas de proceso. La fabricación de muestras tuvo una duración aproximadamente de tres (3) semanas la cual se realizó utilizando la maquinaria de producción pero con personal del área de ingeniería (ajustadores y matriceros). Finalmente se entregó al área de producción el proceso estable para fabricar en línea el nuevo producto. Durante la fabricación de muestras se elaboraron los diagramas de procesos para cada área de producción los cuales se muestran a continuación:
25
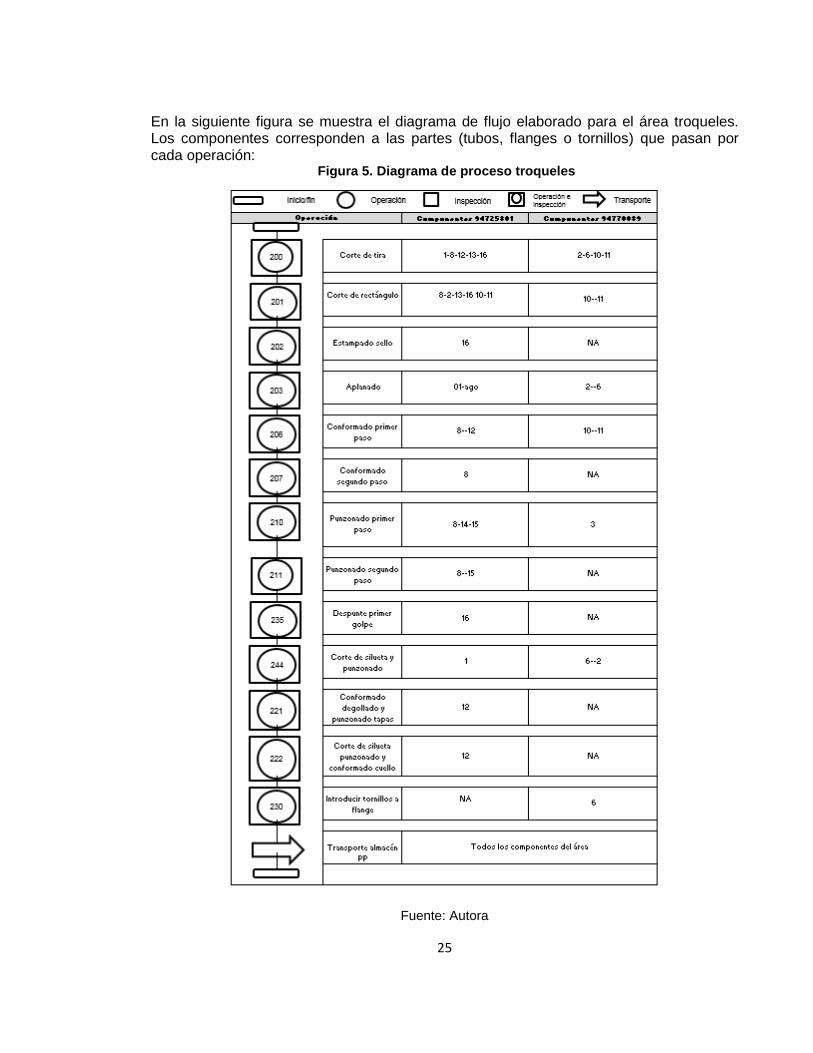
En la siguiente figura se muestra el diagrama de flujo elaborado para el área troqueles. Los componentes corresponden a las partes (tubos, flanges o tornillos) que pasan por cada operación:
Figura 5. Diagrama de proceso troqueles
Fuente: Autora
26
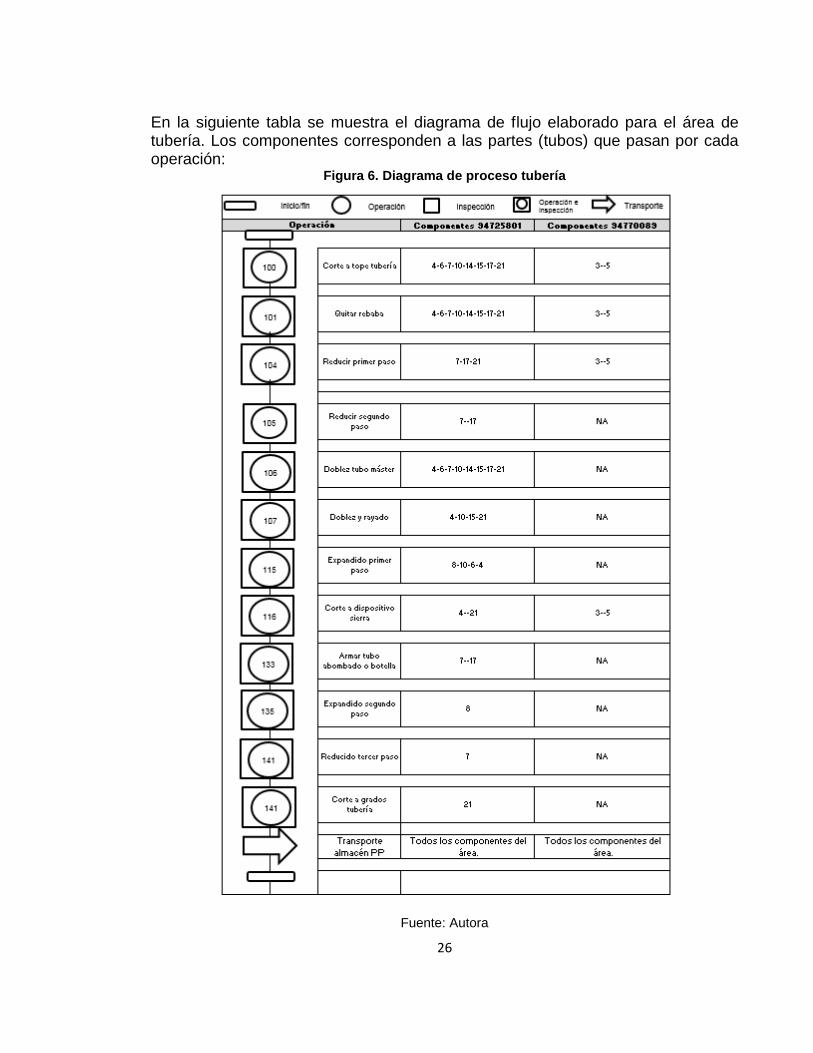
En la siguiente tabla se muestra el diagrama de flujo elaborado para el área de tubería. Los componentes corresponden a las partes (tubos) que pasan por cada operación:
Figura 6. Diagrama de proceso tubería
Fuente: Autora
27
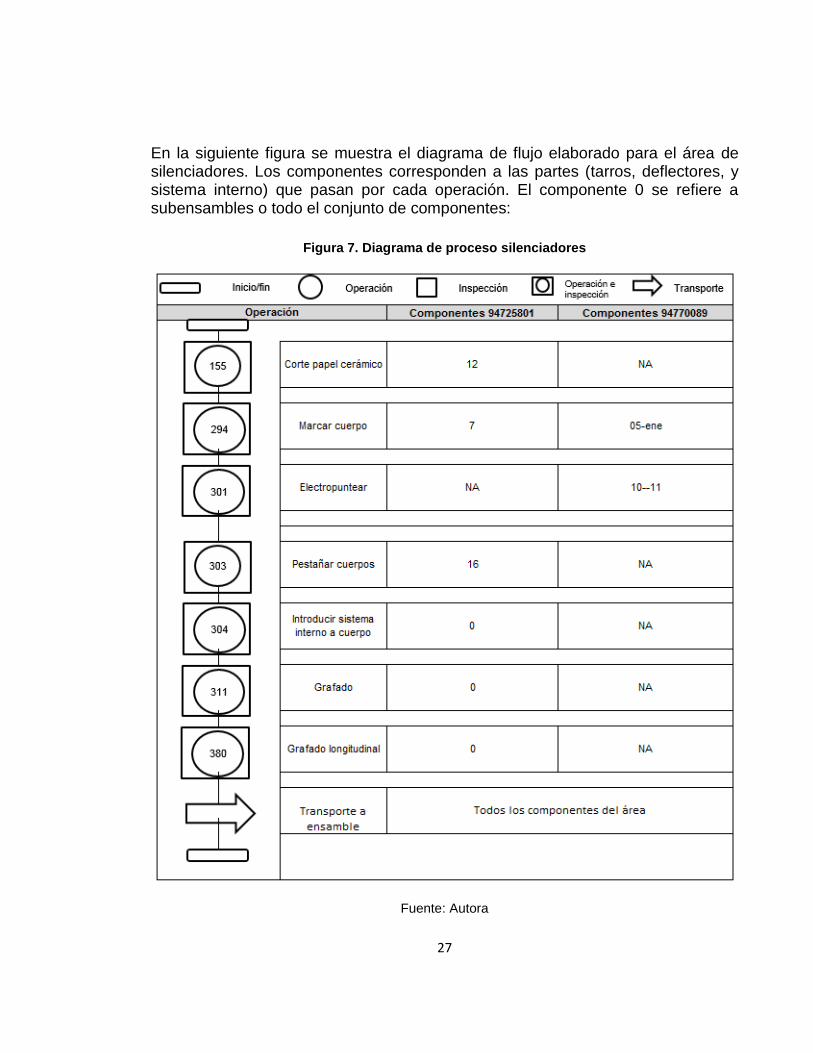
En la siguiente figura se muestra el diagrama de flujo elaborado para el área de silenciadores. Los componentes corresponden a las partes (tarros, deflectores, y sistema interno) que pasan por cada operación. El componente 0 se refiere a subensambles o todo el conjunto de componentes:
Figura 7. Diagrama de proceso silenciadores
Fuente: Autora
28
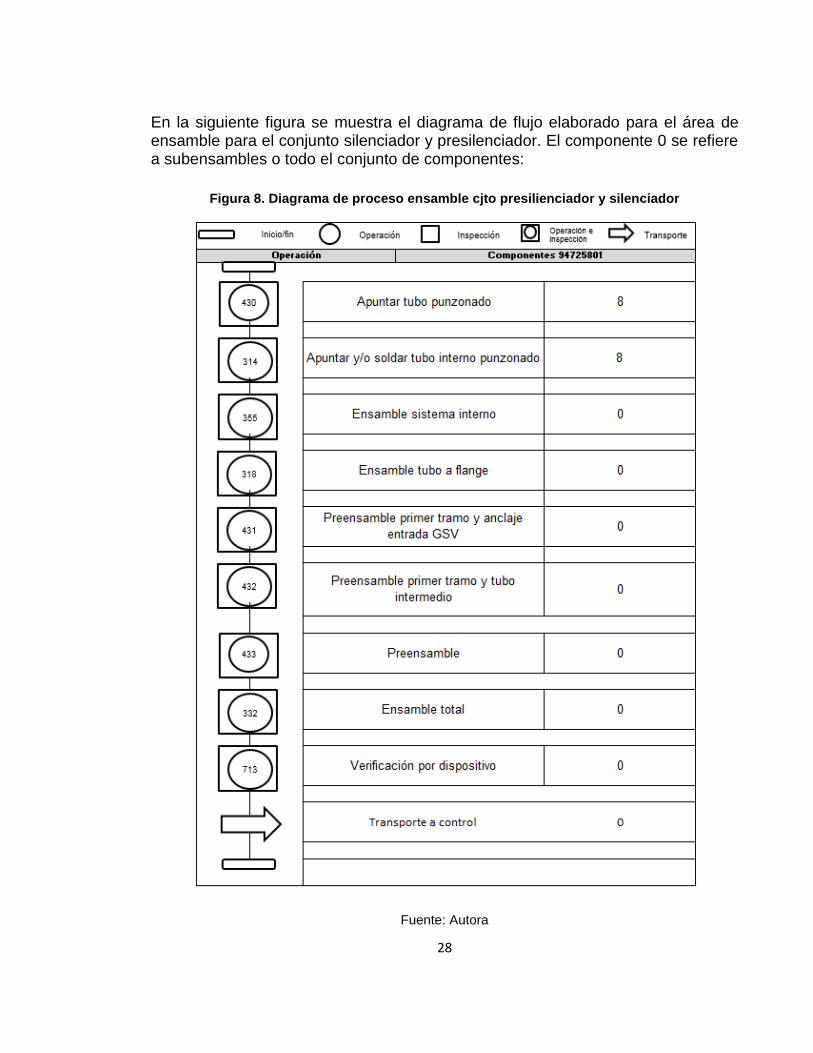
En la siguiente figura se muestra el diagrama de flujo elaborado para el área de ensamble para el conjunto silenciador y presilenciador. El componente 0 se refiere a subensambles o todo el conjunto de componentes:
Figura 8. Diagrama de proceso ensamble cjto presilienciador y silenciador
Fuente: Autora
29
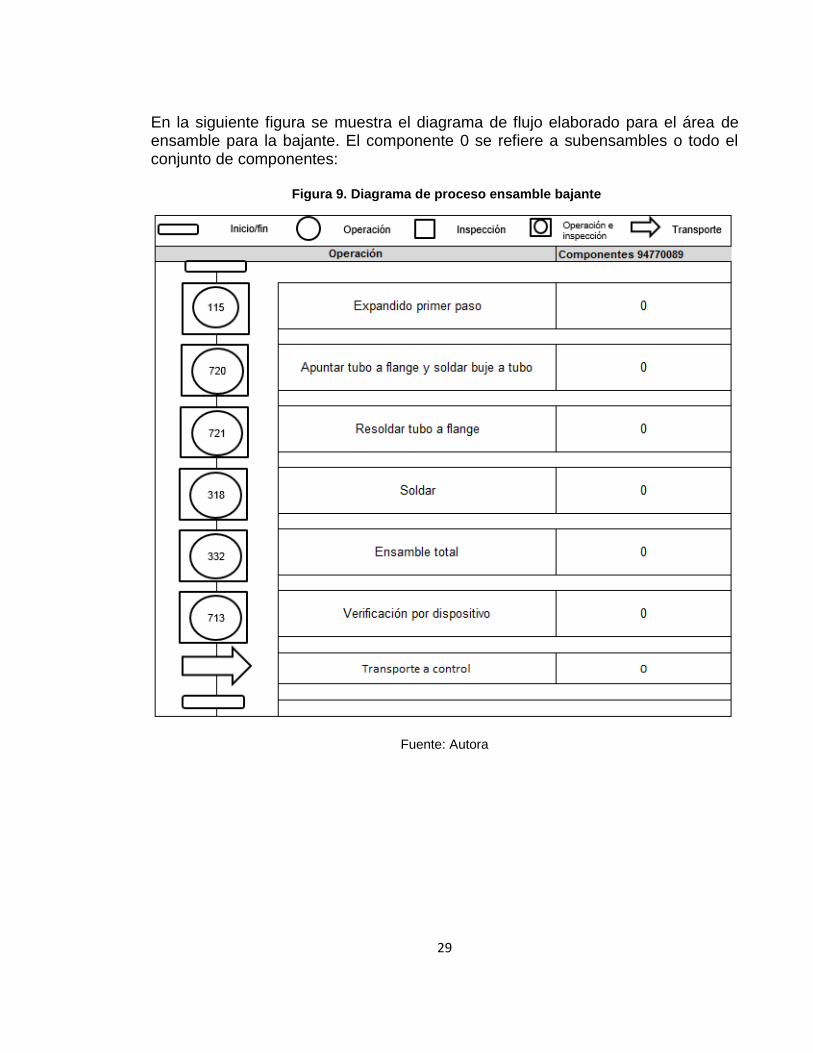
En la siguiente figura se muestra el diagrama de flujo elaborado para el área de ensamble para la bajante. El componente 0 se refiere a subensambles o todo el conjunto de componentes:
Figura 9. Diagrama de proceso ensamble bajante
Fuente: Autora
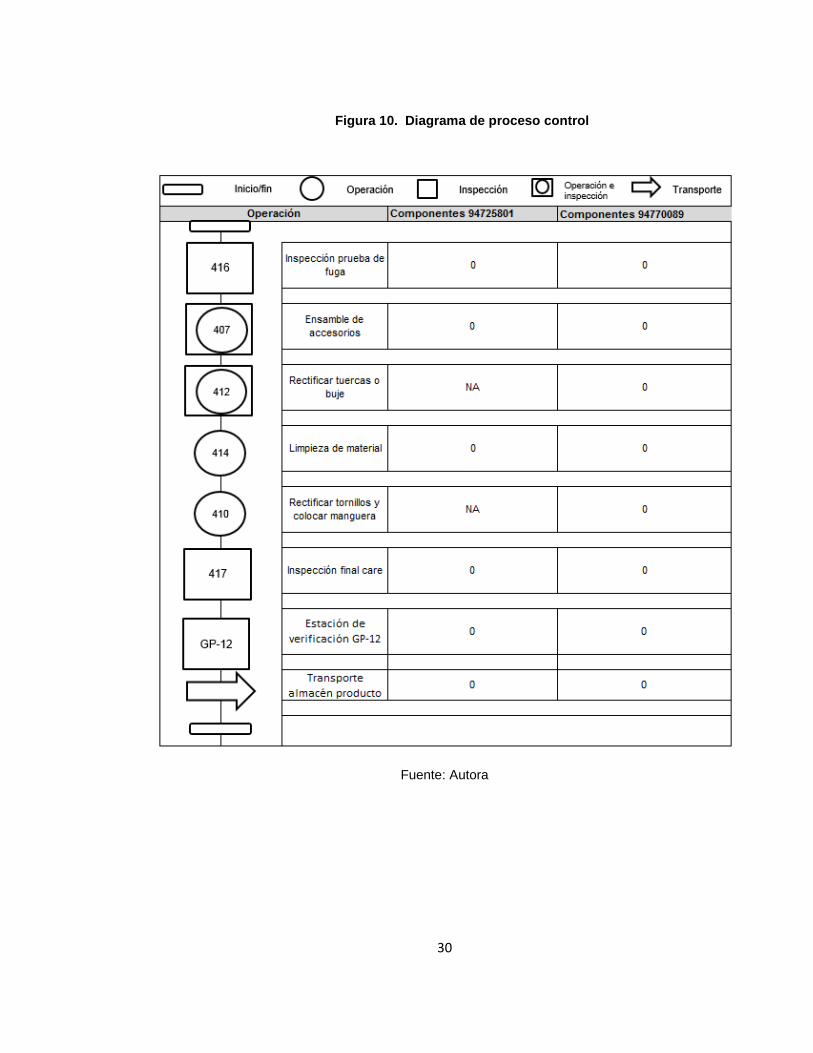
30
Figura 10. Diagrama de proceso control
Fuente: Autora
31
4.2 VARIABLES POR OPERACIONES
Una vez realizadas las filmaciones y elaborados los diagramas de flujo de cada una de las áreas del proceso de fabricación, se establecieron las variables que afectan el proceso de fabricación del nuevo producto. Para determinar las variables el método empleado fue la observación directa de las filmaciones realizadas, los planos y la información técnica del sistema de escape. El levantamiento de información se realizó in situ y para esto se contó con la colaboración del equipo de ingeniería de la organización.
Variables – operaciones troqueles
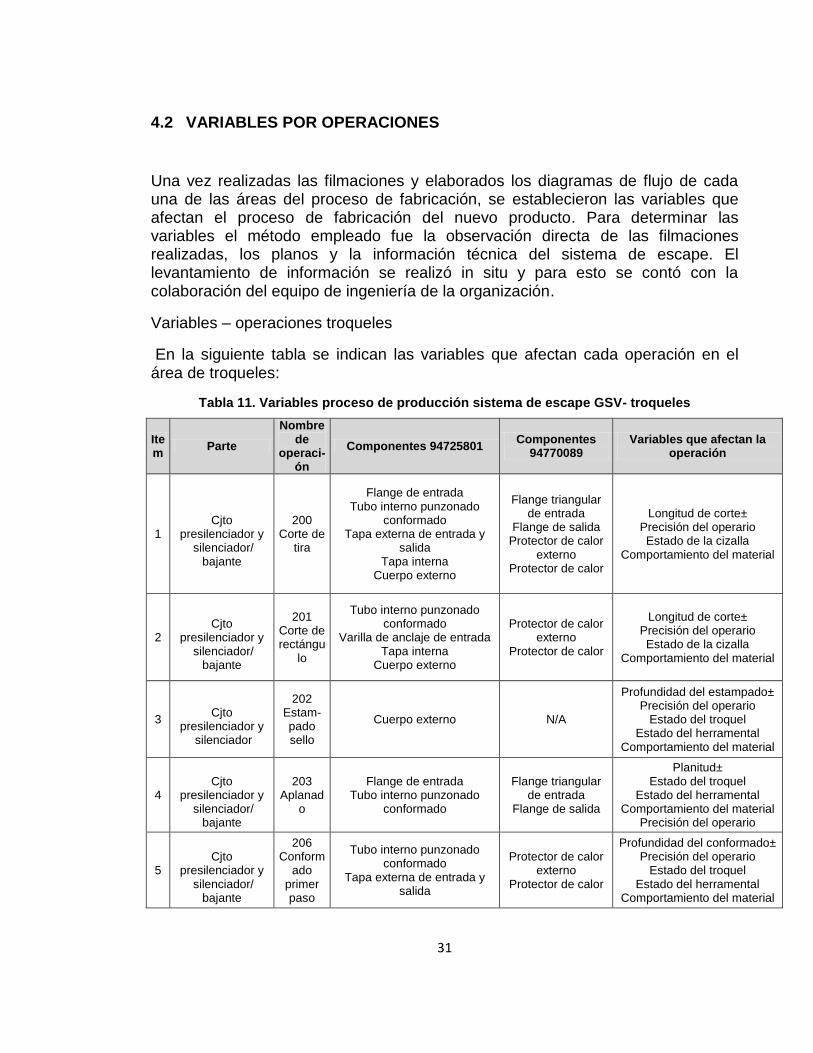
En la siguiente tabla se indican las variables que afectan cada operación en el área de troqueles:
Tabla 11. Variables proceso de producción sistema de escape GSV- troqueles
Item
Parte
Nombre de
operaci-ón
Componentes 94725801 Componentes
94770089 Variables que afectan la
operación
1
Cjto
presilenciador y silenciador/
bajante
200 Corte de
tira
Flange de entrada Tubo interno punzonado
conformado Tapa externa de entrada y
salida Tapa interna
Cuerpo externo
Flange triangular de entrada
Flange de salida Protector de calor
externo Protector de calor
Longitud de corte± Precisión del operario Estado de la cizalla
Comportamiento del material
2
Cjto
presilenciador y silenciador/
bajante
201 Corte de rectángu
lo
Tubo interno punzonado conformado
Varilla de anclaje de entrada Tapa interna
Cuerpo externo
Protector de calor externo
Protector de calor
Longitud de corte± Precisión del operario Estado de la cizalla
Comportamiento del material
3
Cjto
presilenciador y silenciador
202 Estam-pado sello
Cuerpo externo N/A
Profundidad del estampado± Precisión del operario
Estado del troquel Estado del herramental
Comportamiento del material
4
Cjto
presilenciador y silenciador/
bajante
203 Aplanad
o
Flange de entrada Tubo interno punzonado
conformado
Flange triangular de entrada
Flange de salida
Planitud± Estado del troquel
Estado del herramental Comportamiento del material
Precisión del operario
5
Cjto
presilenciador y silenciador/
bajante
206 Conform
ado primer paso
Tubo interno punzonado conformado
Tapa externa de entrada y salida
Protector de calor externo
Protector de calor
Profundidad del conformado± Precisión del operario
Estado del troquel Estado del herramental
Comportamiento del material
32
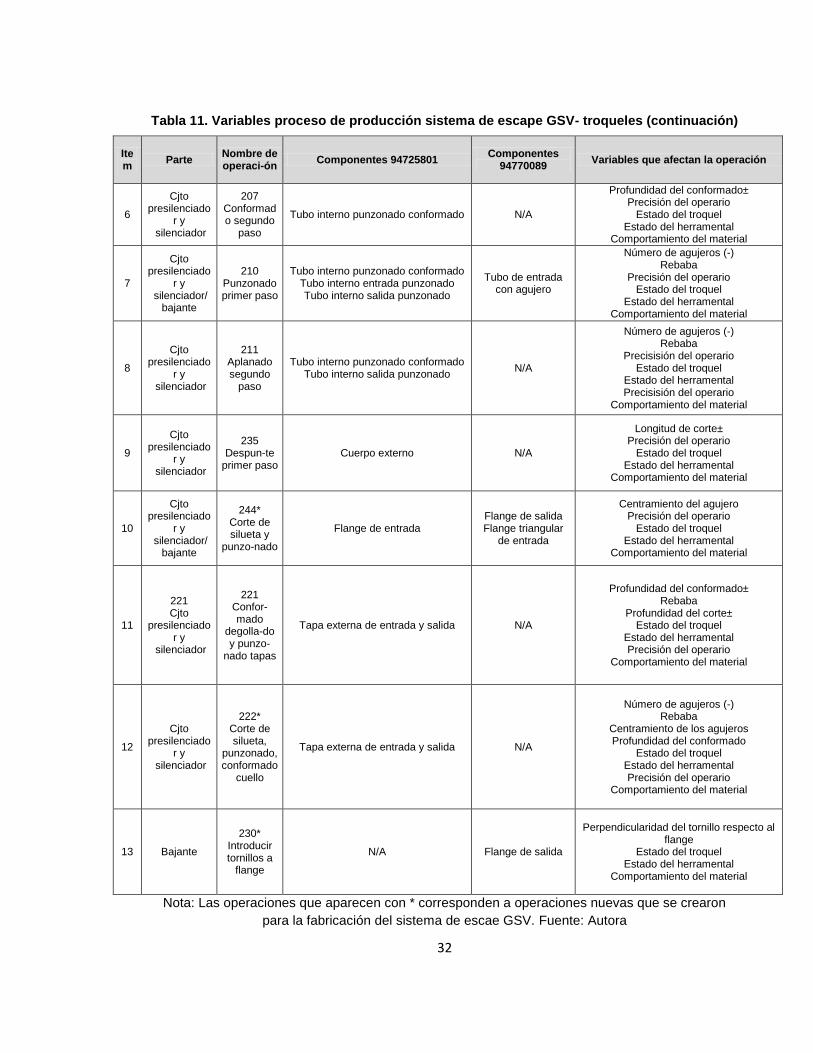
Tabla 11. Variables proceso de producción sistema de escape GSV- troqueles (continuación)
Item
Parte Nombre de operaci-ón
Componentes 94725801 Componentes
94770089 Variables que afectan la operación
6
Cjto presilenciado
r y silenciador
207 Conformado segundo
paso
Tubo interno punzonado conformado N/A
Profundidad del conformado± Precisión del operario
Estado del troquel Estado del herramental
Comportamiento del material
7
Cjto presilenciado
r y silenciador/
bajante
210 Punzonado primer paso
Tubo interno punzonado conformado Tubo interno entrada punzonado Tubo interno salida punzonado
Tubo de entrada con agujero
Número de agujeros (-) Rebaba
Precisión del operario Estado del troquel
Estado del herramental Comportamiento del material
8
Cjto presilenciado
r y silenciador
211 Aplanado segundo
paso
Tubo interno punzonado conformado Tubo interno salida punzonado
N/A
Número de agujeros (-) Rebaba
Precisisión del operario Estado del troquel
Estado del herramental Precisisión del operario
Comportamiento del material
9
Cjto presilenciado
r y silenciador
235 Despun-te
primer paso Cuerpo externo N/A
Longitud de corte± Precisión del operario
Estado del troquel Estado del herramental
Comportamiento del material
10
Cjto presilenciado
r y silenciador/
bajante
244* Corte de silueta y
punzo-nado
Flange de entrada Flange de salida Flange triangular
de entrada
Centramiento del agujero Precisión del operario
Estado del troquel Estado del herramental
Comportamiento del material
11
221 Cjto
presilenciador y
silenciador
221 Confor-mado
degolla-do y punzo-
nado tapas
Tapa externa de entrada y salida N/A
Profundidad del conformado± Rebaba
Profundidad del corte± Estado del troquel
Estado del herramental Precisión del operario
Comportamiento del material
12
Cjto presilenciado
r y silenciador
222* Corte de silueta,
punzonado, conformado
cuello
Tapa externa de entrada y salida N/A
Número de agujeros (-) Rebaba
Centramiento de los agujeros Profundidad del conformado
Estado del troquel Estado del herramental Precisión del operario
Comportamiento del material
13 Bajante
230* Introducir tornillos a
flange
N/A Flange de salida
Perpendicularidad del tornillo respecto al flange
Estado del troquel Estado del herramental
Comportamiento del material
Nota: Las operaciones que aparecen con * corresponden a operaciones nuevas que se crearon
para la fabricación del sistema de escae GSV. Fuente: Autora
33
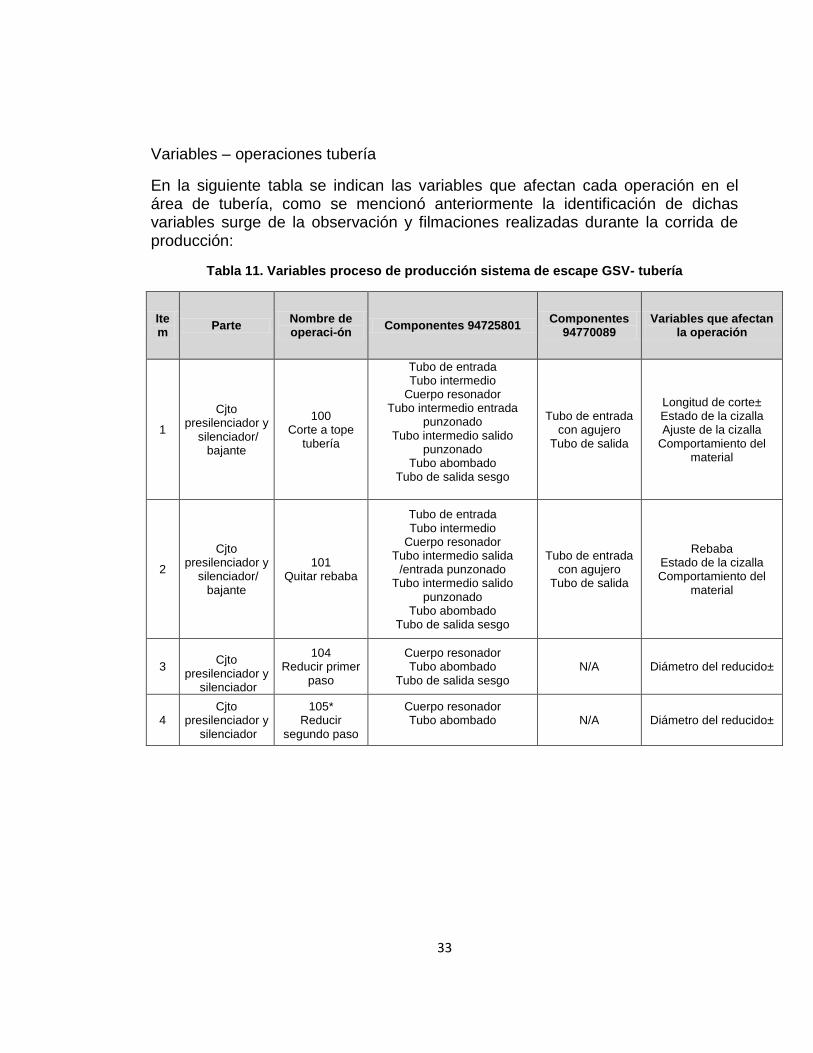
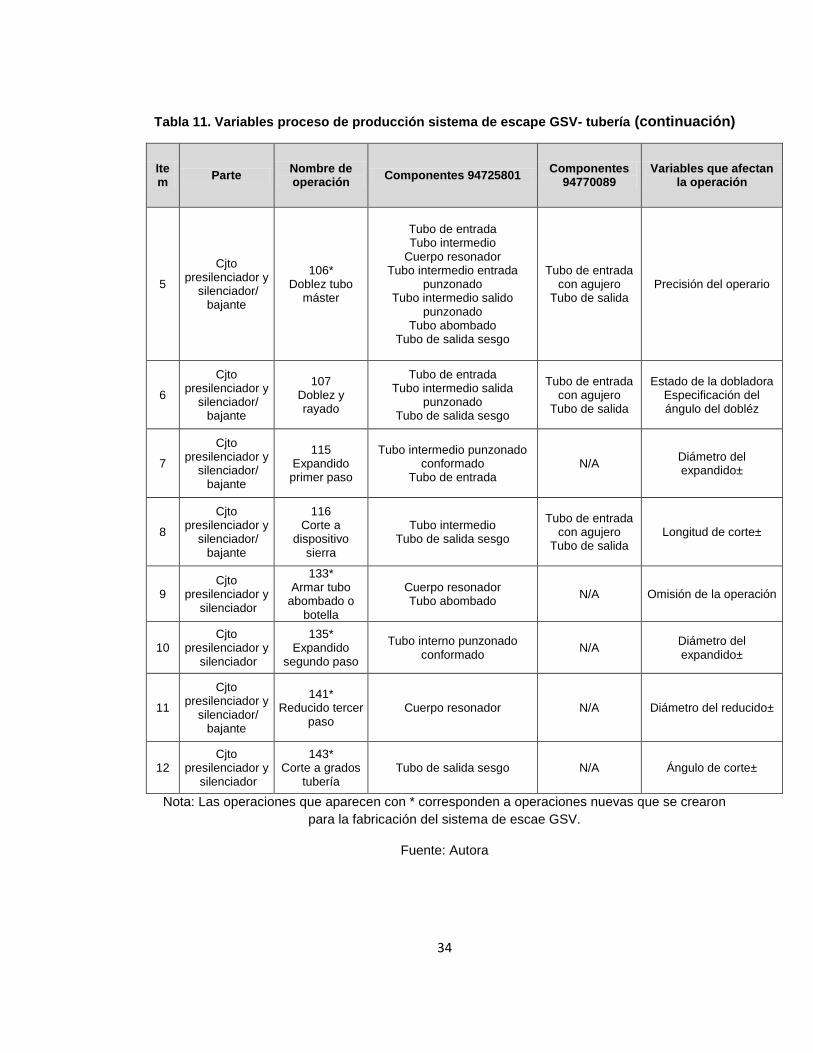
Variables – operaciones tubería
En la siguiente tabla se indican las variables que afectan cada operación en el área de tubería, como se mencionó anteriormente la identificación de dichas variables surge de la observación y filmaciones realizadas durante la corrida de producción:
Tabla 11. Variables proceso de producción sistema de escape GSV- tubería
Item
Parte Nombre de operaci-ón
Componentes 94725801 Componentes
94770089 Variables que afectan
la operación
1
Cjto presilenciador y
silenciador/ bajante
100 Corte a tope
tubería
Tubo de entrada Tubo intermedio
Cuerpo resonador Tubo intermedio entrada
punzonado Tubo intermedio salido
punzonado Tubo abombado
Tubo de salida sesgo
Tubo de entrada con agujero
Tubo de salida
Longitud de corte± Estado de la cizalla Ajuste de la cizalla
Comportamiento del material
2
Cjto presilenciador y
silenciador/ bajante
101 Quitar rebaba
Tubo de entrada Tubo intermedio
Cuerpo resonador Tubo intermedio salida
/entrada punzonado Tubo intermedio salido
punzonado Tubo abombado
Tubo de salida sesgo
Tubo de entrada con agujero
Tubo de salida
Rebaba Estado de la cizalla Comportamiento del
material
3
Cjto
presilenciador y silenciador
104 Reducir primer
paso
Cuerpo resonador Tubo abombado
Tubo de salida sesgo N/A Diámetro del reducido±
4 Cjto
presilenciador y silenciador
105* Reducir
segundo paso
Cuerpo resonador Tubo abombado
N/A Diámetro del reducido±
34
Tabla 11. Variables proceso de producción sistema de escape GSV- tubería (continuación)
Item
Parte Nombre de operación
Componentes 94725801 Componentes
94770089 Variables que afectan
la operación
5
Cjto presilenciador y
silenciador/ bajante
106* Doblez tubo
máster
Tubo de entrada Tubo intermedio
Cuerpo resonador Tubo intermedio entrada
punzonado Tubo intermedio salido
punzonado Tubo abombado
Tubo de salida sesgo
Tubo de entrada con agujero
Tubo de salida Precisión del operario
6
Cjto presilenciador y
silenciador/ bajante
107 Doblez y rayado
Tubo de entrada Tubo intermedio salida
punzonado Tubo de salida sesgo
Tubo de entrada con agujero
Tubo de salida
Estado de la dobladora Especificación del ángulo del dobléz
7
Cjto presilenciador y
silenciador/ bajante
115 Expandido primer paso
Tubo intermedio punzonado conformado
Tubo de entrada N/A
Diámetro del expandido±
8
Cjto presilenciador y
silenciador/ bajante
116 Corte a
dispositivo sierra
Tubo intermedio Tubo de salida sesgo
Tubo de entrada con agujero
Tubo de salida Longitud de corte±
9 Cjto
presilenciador y silenciador
133* Armar tubo
abombado o botella
Cuerpo resonador Tubo abombado
N/A Omisión de la operación
10 Cjto
presilenciador y silenciador
135* Expandido
segundo paso
Tubo interno punzonado conformado
N/A Diámetro del expandido±
11
Cjto presilenciador y
silenciador/ bajante
141* Reducido tercer
paso Cuerpo resonador N/A Diámetro del reducido±
12 Cjto
presilenciador y silenciador
143* Corte a grados
tubería Tubo de salida sesgo N/A Ángulo de corte±
Nota: Las operaciones que aparecen con * corresponden a operaciones nuevas que se crearon
para la fabricación del sistema de escae GSV.
Fuente: Autora
35
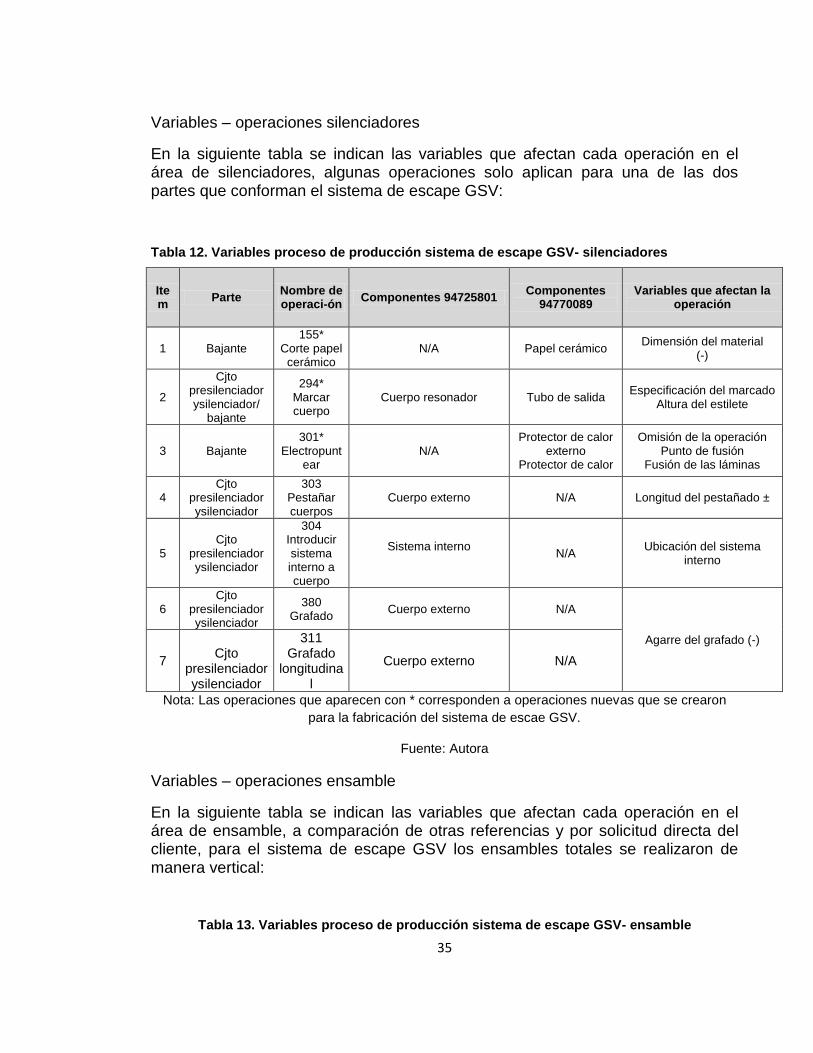
Variables – operaciones silenciadores
En la siguiente tabla se indican las variables que afectan cada operación en el área de silenciadores, algunas operaciones solo aplican para una de las dos partes que conforman el sistema de escape GSV:
Tabla 12. Variables proceso de producción sistema de escape GSV- silenciadores
Item
Parte Nombre de operaci-ón
Componentes 94725801 Componentes
94770089 Variables que afectan la
operación
1 Bajante 155*
Corte papel cerámico
N/A Papel cerámico Dimensión del material
(-)
2
Cjto presilenciador ysilenciador/
bajante
294* Marcar cuerpo
Cuerpo resonador Tubo de salida Especificación del marcado
Altura del estilete
3 Bajante 301*
Electropuntear
N/A Protector de calor
externo Protector de calor
Omisión de la operación Punto de fusión
Fusión de las láminas
4 Cjto
presilenciador ysilenciador
303 Pestañar cuerpos
Cuerpo externo N/A Longitud del pestañado ±
5 Cjto
presilenciador ysilenciador
304 Introducir sistema interno a cuerpo
Sistema interno
N/A Ubicación del sistema
interno
6 Cjto
presilenciador ysilenciador
380 Grafado
Cuerpo externo N/A
Agarre del grafado (-)
7 Cjto
presilenciador ysilenciador
311 Grafado
longitudinal
Cuerpo externo N/A
Nota: Las operaciones que aparecen con * corresponden a operaciones nuevas que se crearon
para la fabricación del sistema de escae GSV.
Fuente: Autora
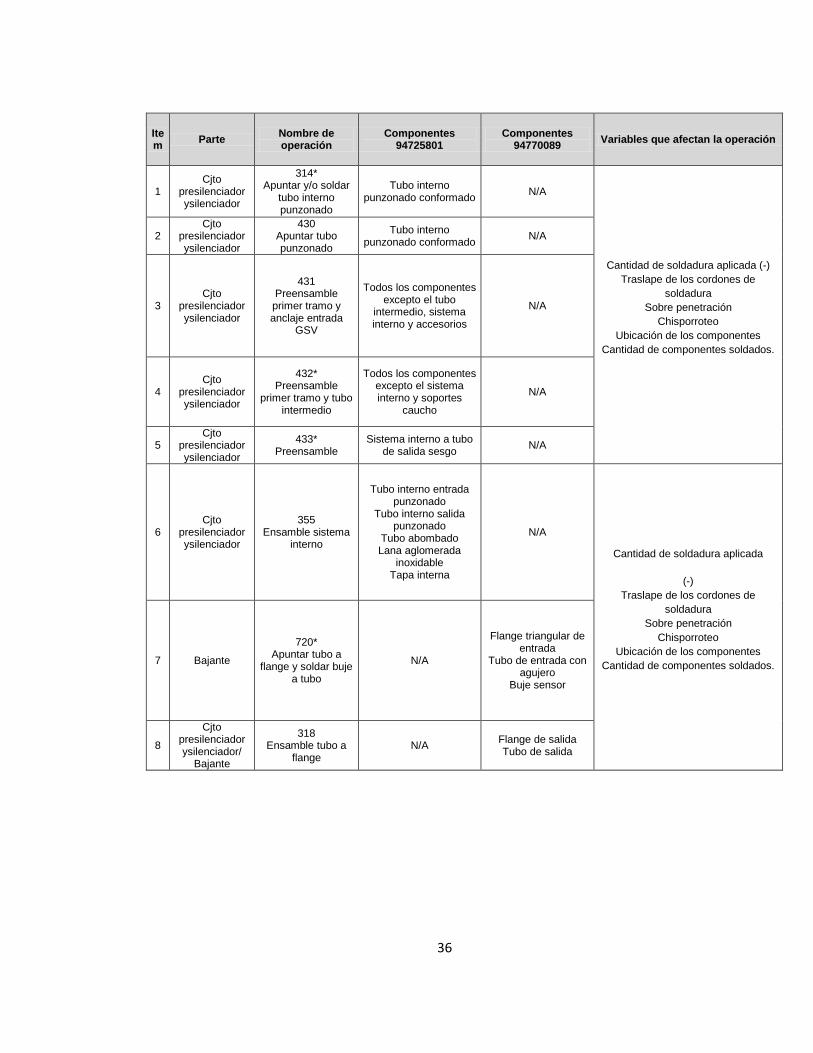
Variables – operaciones ensamble
En la siguiente tabla se indican las variables que afectan cada operación en el área de ensamble, a comparación de otras referencias y por solicitud directa del cliente, para el sistema de escape GSV los ensambles totales se realizaron de manera vertical:
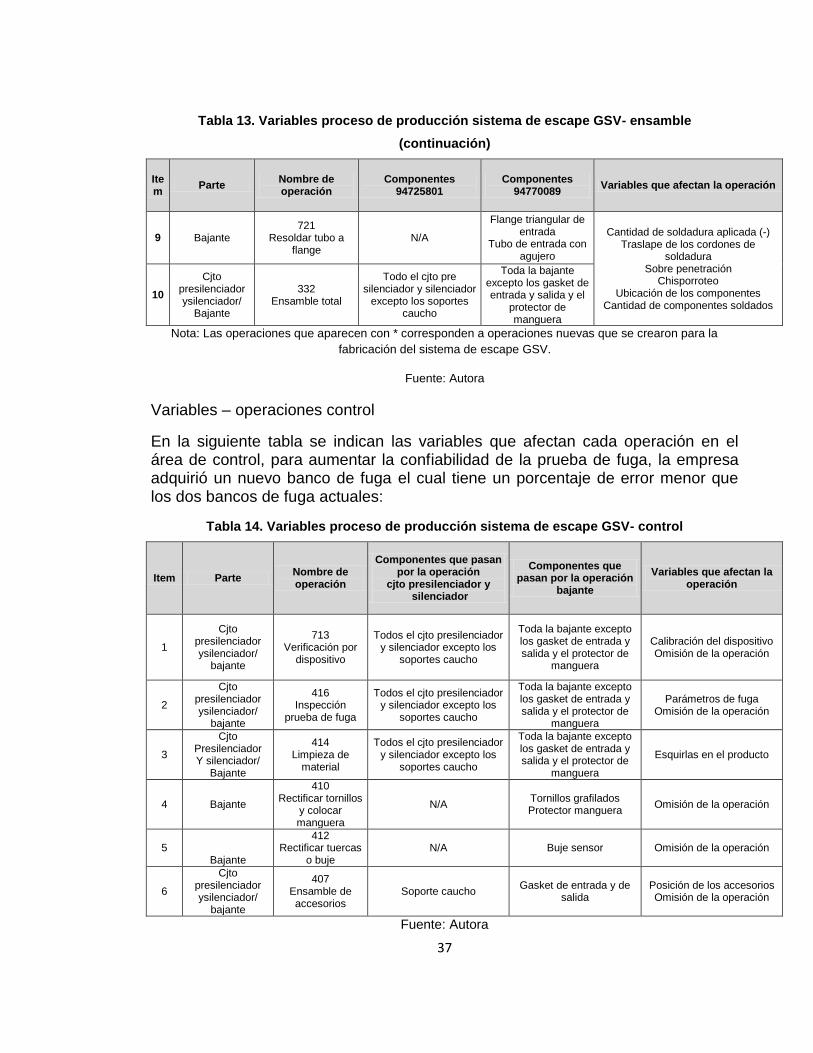
Tabla 13. Variables proceso de producción sistema de escape GSV- ensamble
36
Item
Parte Nombre de operación
Componentes 94725801
Componentes 94770089
Variables que afectan la operación
1 Cjto
presilenciador ysilenciador
314* Apuntar y/o soldar
tubo interno punzonado
Tubo interno punzonado conformado
N/A
Cantidad de soldadura aplicada (-)
Traslape de los cordones de
soldadura
Sobre penetración
Chisporroteo
Ubicación de los componentes
Cantidad de componentes soldados.
2 Cjto
presilenciador ysilenciador
430 Apuntar tubo punzonado
Tubo interno punzonado conformado
N/A
3 Cjto
presilenciador ysilenciador
431 Preensamble primer tramo y anclaje entrada
GSV
Todos los componentes excepto el tubo
intermedio, sistema interno y accesorios
N/A
4 Cjto
presilenciador ysilenciador
432* Preensamble
primer tramo y tubo intermedio
Todos los componentes excepto el sistema interno y soportes
caucho
N/A
5 Cjto
presilenciador ysilenciador
433* Preensamble
Sistema interno a tubo de salida sesgo
N/A
6 Cjto
presilenciador ysilenciador
355 Ensamble sistema
interno
Tubo interno entrada punzonado
Tubo interno salida punzonado
Tubo abombado Lana aglomerada
inoxidable Tapa interna
N/A
Cantidad de soldadura aplicada
(-)
Traslape de los cordones de
soldadura
Sobre penetración
Chisporroteo
Ubicación de los componentes
Cantidad de componentes soldados. 7 Bajante
720* Apuntar tubo a
flange y soldar buje a tubo
N/A
Flange triangular de entrada
Tubo de entrada con agujero
Buje sensor
8
Cjto presilenciador ysilenciador/
Bajante
318 Ensamble tubo a
flange N/A
Flange de salida Tubo de salida
37
Tabla 13. Variables proceso de producción sistema de escape GSV- ensamble
(continuación)
Item
Parte Nombre de operación
Componentes 94725801
Componentes 94770089
Variables que afectan la operación
9 Bajante 721
Resoldar tubo a flange
N/A
Flange triangular de entrada
Tubo de entrada con agujero
Cantidad de soldadura aplicada (-) Traslape de los cordones de
soldadura Sobre penetración
Chisporroteo Ubicación de los componentes
Cantidad de componentes soldados 10
Cjto presilenciador ysilenciador/
Bajante
332 Ensamble total
Todo el cjto pre silenciador y silenciador
excepto los soportes caucho
Toda la bajante excepto los gasket de entrada y salida y el
protector de manguera
Nota: Las operaciones que aparecen con * corresponden a operaciones nuevas que se crearon para la
fabricación del sistema de escape GSV.
Fuente: Autora
Variables – operaciones control
En la siguiente tabla se indican las variables que afectan cada operación en el área de control, para aumentar la confiabilidad de la prueba de fuga, la empresa adquirió un nuevo banco de fuga el cual tiene un porcentaje de error menor que los dos bancos de fuga actuales:
Tabla 14. Variables proceso de producción sistema de escape GSV- control
Item Parte Nombre de operación
Componentes que pasan por la operación
cjto presilenciador y silenciador
Componentes que pasan por la operación
bajante
Variables que afectan la operación
1
Cjto presilenciador ysilenciador/
bajante
713 Verificación por
dispositivo
Todos el cjto presilenciador y silenciador excepto los
soportes caucho
Toda la bajante excepto los gasket de entrada y salida y el protector de
manguera
Calibración del dispositivo Omisión de la operación
2
Cjto presilenciador ysilenciador/
bajante
416 Inspección
prueba de fuga
Todos el cjto presilenciador y silenciador excepto los
soportes caucho
Toda la bajante excepto los gasket de entrada y salida y el protector de
manguera
Parámetros de fuga Omisión de la operación
3
Cjto Presilenciador Y silenciador/
Bajante
414 Limpieza de
material
Todos el cjto presilenciador y silenciador excepto los
soportes caucho
Toda la bajante excepto los gasket de entrada y salida y el protector de
manguera
Esquirlas en el producto
4 Bajante
410 Rectificar tornillos
y colocar manguera
N/A Tornillos grafilados Protector manguera
Omisión de la operación
5 Bajante
412 Rectificar tuercas
o buje N/A Buje sensor Omisión de la operación
6
Cjto presilenciador ysilenciador/
bajante
407 Ensamble de accesorios
Soporte caucho Gasket de entrada y de
salida Posición de los accesorios Omisión de la operación
Fuente: Autora
38
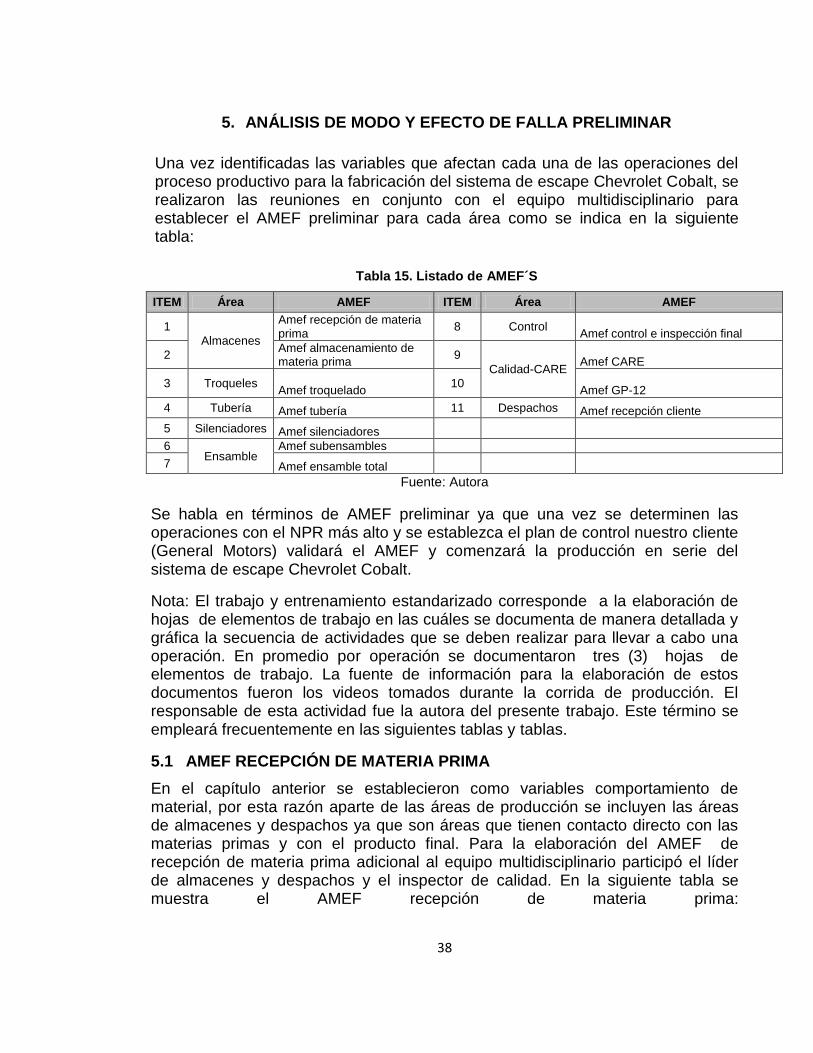
5. ANÁLISIS DE MODO Y EFECTO DE FALLA PRELIMINAR
Una vez identificadas las variables que afectan cada una de las operaciones del proceso productivo para la fabricación del sistema de escape Chevrolet Cobalt, se realizaron las reuniones en conjunto con el equipo multidisciplinario para establecer el AMEF preliminar para cada área como se indica en la siguiente tabla:
Tabla 15. Listado de AMEF´S
ITEM Área AMEF ITEM Área AMEF
1
Almacenes
Amef recepción de materia prima
8 Control Amef control e inspección final
2 Amef almacenamiento de materia prima
9
Calidad-CARE Amef CARE
3 Troqueles Amef troquelado
10 Amef GP-12
4 Tubería Amef tubería 11 Despachos Amef recepción cliente
5 Silenciadores Amef silenciadores
6 Ensamble
Amef subensambles 7 Amef ensamble total
Fuente: Autora
Se habla en términos de AMEF preliminar ya que una vez se determinen las operaciones con el NPR más alto y se establezca el plan de control nuestro cliente (General Motors) validará el AMEF y comenzará la producción en serie del sistema de escape Chevrolet Cobalt.
Nota: El trabajo y entrenamiento estandarizado corresponde a la elaboración de hojas de elementos de trabajo en las cuáles se documenta de manera detallada y gráfica la secuencia de actividades que se deben realizar para llevar a cabo una operación. En promedio por operación se documentaron tres (3) hojas de elementos de trabajo. La fuente de información para la elaboración de estos documentos fueron los videos tomados durante la corrida de producción. El responsable de esta actividad fue la autora del presente trabajo. Este término se empleará frecuentemente en las siguientes tablas y tablas.
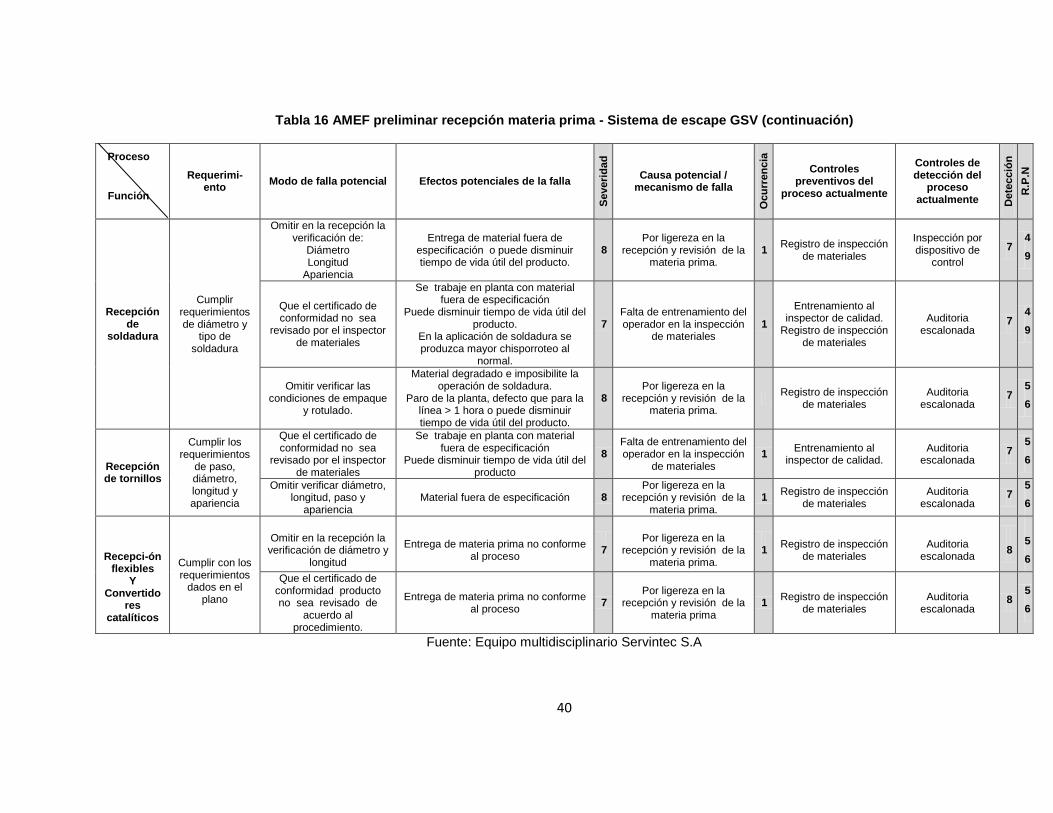
5.1 AMEF RECEPCIÓN DE MATERIA PRIMA
En el capítulo anterior se establecieron como variables comportamiento de material, por esta razón aparte de las áreas de producción se incluyen las áreas de almacenes y despachos ya que son áreas que tienen contacto directo con las materias primas y con el producto final. Para la elaboración del AMEF de recepción de materia prima adicional al equipo multidisciplinario participó el líder de almacenes y despachos y el inspector de calidad. En la siguiente tabla se muestra el AMEF recepción de materia prima:
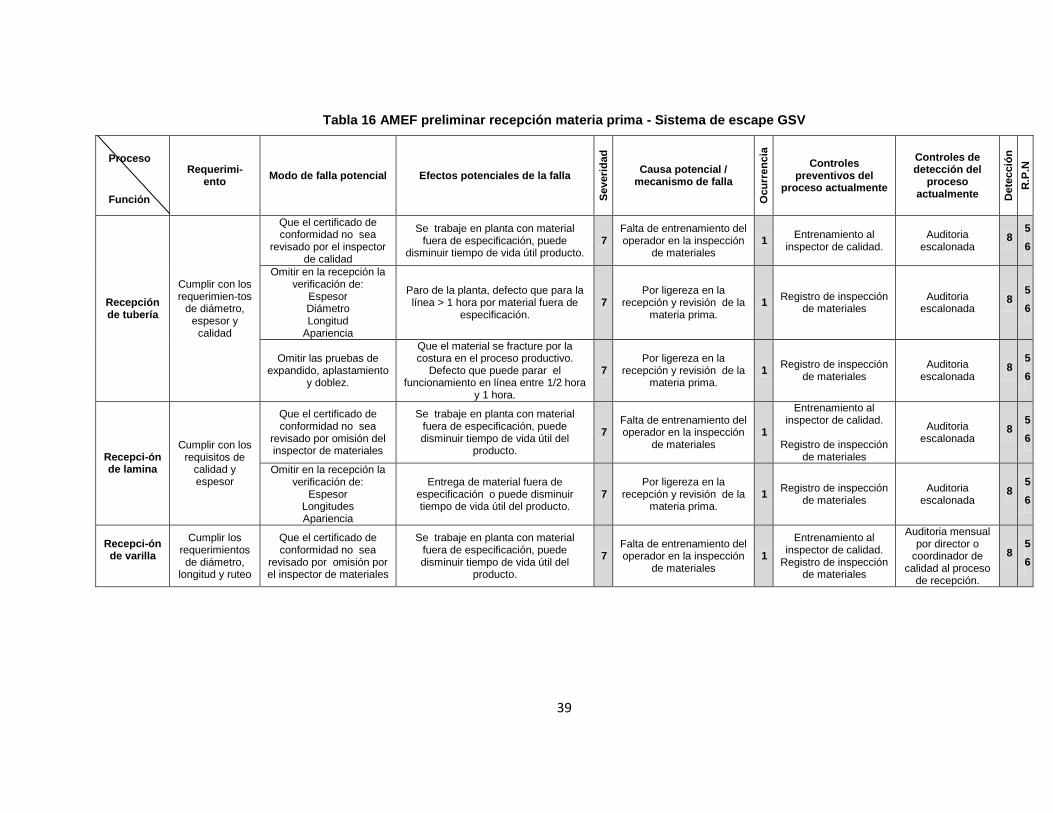
39
Tabla 16 AMEF preliminar recepción materia prima - Sistema de escape GSV
Requerimi-ento
Modo de falla potencial Efectos potenciales de la falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
Recepción de tubería
Cumplir con los requerimien-tos
de diámetro, espesor y
calidad
Que el certificado de conformidad no sea
revisado por el inspector de calidad
Se trabaje en planta con material fuera de especificación, puede
disminuir tiempo de vida útil producto. 7
Falta de entrenamiento del operador en la inspección
de materiales 1
Entrenamiento al inspector de calidad.
Auditoria escalonada
8 5
6
Omitir en la recepción la verificación de:
Espesor Diámetro Longitud
Apariencia
Paro de la planta, defecto que para la línea > 1 hora por material fuera de
especificación. 7
Por ligereza en la recepción y revisión de la
materia prima. 1
Registro de inspección de materiales
Auditoria escalonada
8 5
6
Omitir las pruebas de expandido, aplastamiento
y doblez.
Que el material se fracture por la costura en el proceso productivo.
Defecto que puede parar el funcionamiento en línea entre 1/2 hora
y 1 hora.
7 Por ligereza en la
recepción y revisión de la materia prima.
1 Registro de inspección
de materiales Auditoria
escalonada 8
5
6
Recepci-ón de lamina
Cumplir con los requisitos de
calidad y espesor
Que el certificado de conformidad no sea
revisado por omisión del inspector de materiales
Se trabaje en planta con material fuera de especificación, puede disminuir tiempo de vida útil del
producto.
7 Falta de entrenamiento del operador en la inspección
de materiales 1
Entrenamiento al inspector de calidad.
Registro de inspección
de materiales
Auditoria escalonada
8 5
6
Omitir en la recepción la verificación de:
Espesor Longitudes Apariencia
Entrega de material fuera de especificación o puede disminuir tiempo de vida útil del producto.
7 Por ligereza en la
recepción y revisión de la materia prima.
1 Registro de inspección
de materiales Auditoria
escalonada 8
5
6
Recepci-ón de varilla
Cumplir los requerimientos de diámetro,
longitud y ruteo
Que el certificado de conformidad no sea
revisado por omisión por el inspector de materiales
Se trabaje en planta con material fuera de especificación, puede disminuir tiempo de vida útil del
producto.
7 Falta de entrenamiento del operador en la inspección
de materiales 1
Entrenamiento al inspector de calidad.
Registro de inspección de materiales
Auditoria mensual por director o
coordinador de calidad al proceso
de recepción.
8 5
6
Función
Proceso
40
Tabla 16 AMEF preliminar recepción materia prima - Sistema de escape GSV (continuación)
Requerimi-ento
Modo de falla potencial Efectos potenciales de la falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
Recepción de
soldadura
Cumplir requerimientos de diámetro y
tipo de soldadura
Omitir en la recepción la verificación de:
Diámetro Longitud
Apariencia
Entrega de material fuera de especificación o puede disminuir tiempo de vida útil del producto.
8 Por ligereza en la
recepción y revisión de la materia prima.
1 Registro de inspección
de materiales
Inspección por dispositivo de
control
7 4
9
Que el certificado de conformidad no sea
revisado por el inspector de materiales
Se trabaje en planta con material fuera de especificación
Puede disminuir tiempo de vida útil del producto.
En la aplicación de soldadura se produzca mayor chisporroteo al
normal.
7 Falta de entrenamiento del operador en la inspección
de materiales 1
Entrenamiento al inspector de calidad.
Registro de inspección de materiales
Auditoria escalonada
7 4
9
Omitir verificar las condiciones de empaque
y rotulado.
Material degradado e imposibilite la operación de soldadura.
Paro de la planta, defecto que para la línea > 1 hora o puede disminuir tiempo de vida útil del producto.
8 Por ligereza en la
recepción y revisión de la materia prima.
Registro de inspección
de materiales Auditoria
escalonada 7
5
6
Recepción de tornillos
Cumplir los requerimientos
de paso, diámetro, longitud y apariencia
Que el certificado de conformidad no sea
revisado por el inspector de materiales
Se trabaje en planta con material fuera de especificación
Puede disminuir tiempo de vida útil del producto
8 Falta de entrenamiento del operador en la inspección
de materiales 1
Entrenamiento al inspector de calidad.
Auditoria escalonada
7 5
6
Omitir verificar diámetro, longitud, paso y
apariencia Material fuera de especificación 8
Por ligereza en la recepción y revisión de la
materia prima. 1
Registro de inspección de materiales
Auditoria escalonada
7 5
6
Recepci-ón flexibles
Y Convertido
res catalíticos
Cumplir con los requerimientos
dados en el plano
Omitir en la recepción la verificación de diámetro y
longitud
Entrega de materia prima no conforme
al proceso
7
Por ligereza en la
recepción y revisión de la materia prima.
1
Registro de inspección
de materiales
Auditoria
escalonada
8
5
6
Que el certificado de conformidad producto no sea revisado de
acuerdo al procedimiento.
Entrega de materia prima no conforme al proceso
7 Por ligereza en la
recepción y revisión de la materia prima
1 Registro de inspección
de materiales Auditoria
escalonada 8
5
6
Fuente: Equipo multidisciplinario Servintec S.A
Función
Proceso
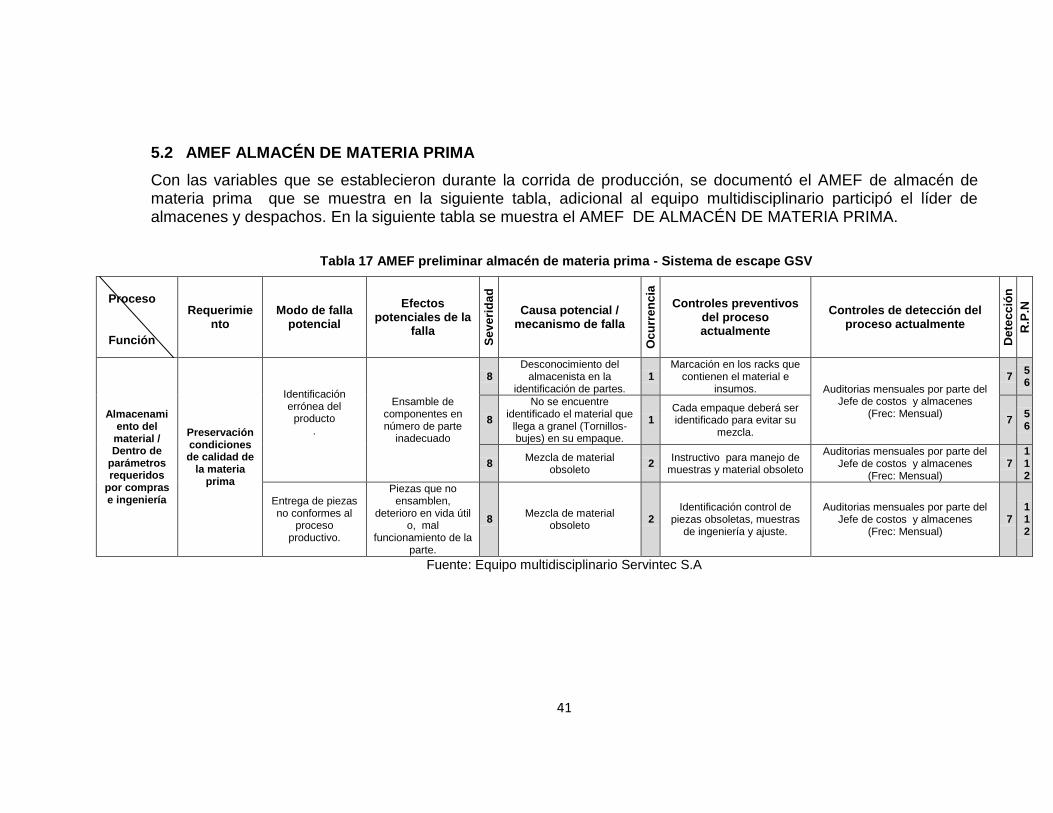
41
5.2 AMEF ALMACÉN DE MATERIA PRIMA
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF de almacén de materia prima que se muestra en la siguiente tabla, adicional al equipo multidisciplinario participó el líder de almacenes y despachos. En la siguiente tabla se muestra el AMEF DE ALMACÉN DE MATERIA PRIMA.
Tabla 17 AMEF preliminar almacén de materia prima - Sistema de escape GSV
Requerimiento
Modo de falla potencial
Efectos potenciales de la
falla
Se
ve
rid
ad
Causa potencial / mecanismo de falla
Oc
urr
en
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cc
ión
R.P
.N
Almacenamiento del
material / Dentro de
parámetros requeridos
por compras e ingeniería
Preservación condiciones de calidad de
la materia prima
Identificación errónea del
producto .
Ensamble de componentes en número de parte
inadecuado
8 Desconocimiento del
almacenista en la identificación de partes.
1 Marcación en los racks que
contienen el material e insumos. Auditorias mensuales por parte del
Jefe de costos y almacenes (Frec: Mensual)
7 56
8
No se encuentre identificado el material que
llega a granel (Tornillos-bujes) en su empaque.
1 Cada empaque deberá ser identificado para evitar su
mezcla. 7
56
8 Mezcla de material
obsoleto 2
Instructivo para manejo de muestras y material obsoleto
Auditorias mensuales por parte del Jefe de costos y almacenes
(Frec: Mensual) 7
112
Entrega de piezas no conformes al
proceso productivo.
Piezas que no ensamblen,
deterioro en vida útil o, mal
funcionamiento de la parte.
8 Mezcla de material
obsoleto 2
Identificación control de piezas obsoletas, muestras
de ingeniería y ajuste.
Auditorias mensuales por parte del Jefe de costos y almacenes
(Frec: Mensual) 7
112
Fuente: Equipo multidisciplinario Servintec S.A
Función
Proceso
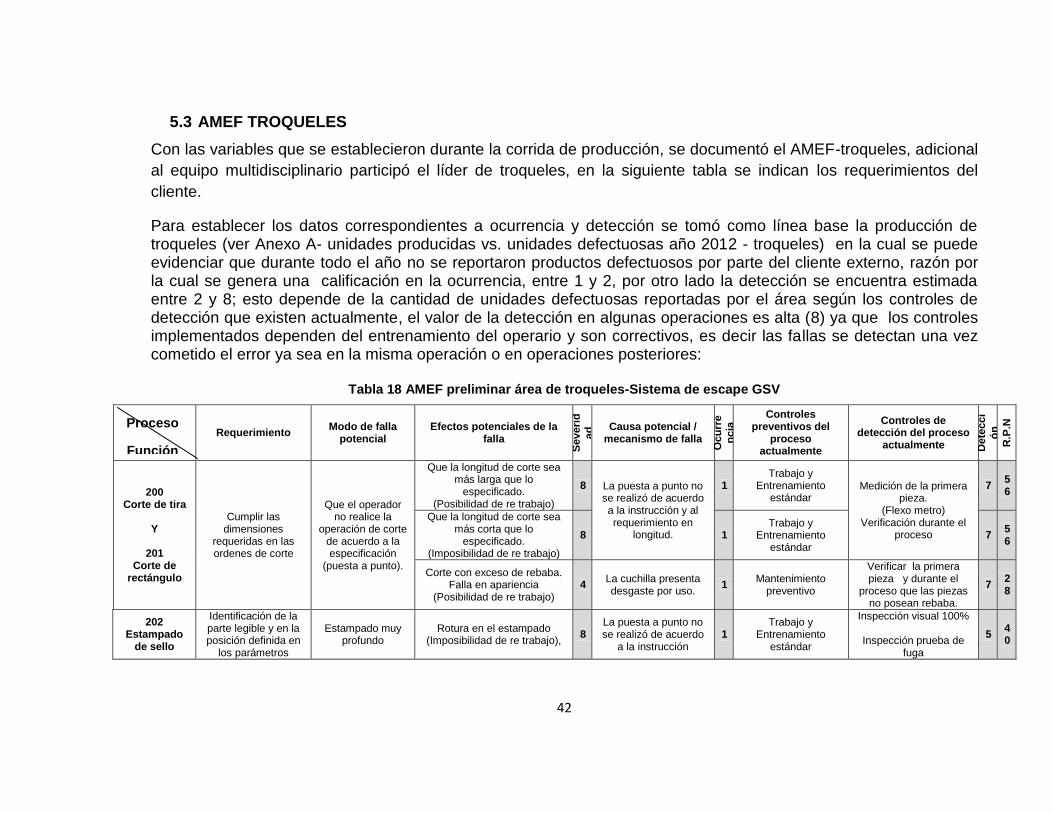
42
5.3 AMEF TROQUELES
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF-troqueles, adicional
al equipo multidisciplinario participó el líder de troqueles, en la siguiente tabla se indican los requerimientos del
cliente.
Para establecer los datos correspondientes a ocurrencia y detección se tomó como línea base la producción de troqueles (ver Anexo A- unidades producidas vs. unidades defectuosas año 2012 - troqueles) en la cual se puede evidenciar que durante todo el año no se reportaron productos defectuosos por parte del cliente externo, razón por la cual se genera una calificación en la ocurrencia, entre 1 y 2, por otro lado la detección se encuentra estimada entre 2 y 8; esto depende de la cantidad de unidades defectuosas reportadas por el área según los controles de detección que existen actualmente, el valor de la detección en algunas operaciones es alta (8) ya que los controles implementados dependen del entrenamiento del operario y son correctivos, es decir las fallas se detectan una vez cometido el error ya sea en la misma operación o en operaciones posteriores:
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
dad
Causa potencial / mecanismo de falla
Ocu
rre
nc
ia Controles
preventivos del proceso
actualmente
Controles de detección del proceso
actualmente Dete
cci
ón
R.P
.N
200 Corte de tira
Y
201 Corte de
rectángulo
Cumplir las dimensiones
requeridas en las ordenes de corte
Que el operador no realice la
operación de corte de acuerdo a la especificación
(puesta a punto).
Que la longitud de corte sea más larga que lo
especificado. (Posibilidad de re trabajo)
8 La puesta a punto no se realizó de acuerdo a la instrucción y al requerimiento en
longitud.
1 Trabajo y
Entrenamiento estándar
Medición de la primera pieza.
(Flexo metro) Verificación durante el
proceso
7 56
Que la longitud de corte sea más corta que lo
especificado. (Imposibilidad de re trabajo)
8 1 Trabajo y
Entrenamiento estándar
7 56
Corte con exceso de rebaba. Falla en apariencia
(Posibilidad de re trabajo) 4
La cuchilla presenta desgaste por uso.
1 Mantenimiento
preventivo
Verificar la primera pieza y durante el
proceso que las piezas no posean rebaba.
7 28
202 Estampado
de sello
Identificación de la parte legible y en la posición definida en
los parámetros
Estampado muy profundo
Rotura en el estampado (Imposibilidad de re trabajo),
8 La puesta a punto no se realizó de acuerdo
a la instrucción 1
Trabajo y Entrenamiento
estándar
Inspección visual 100%
Inspección prueba de fuga
5 40
Función
Proceso
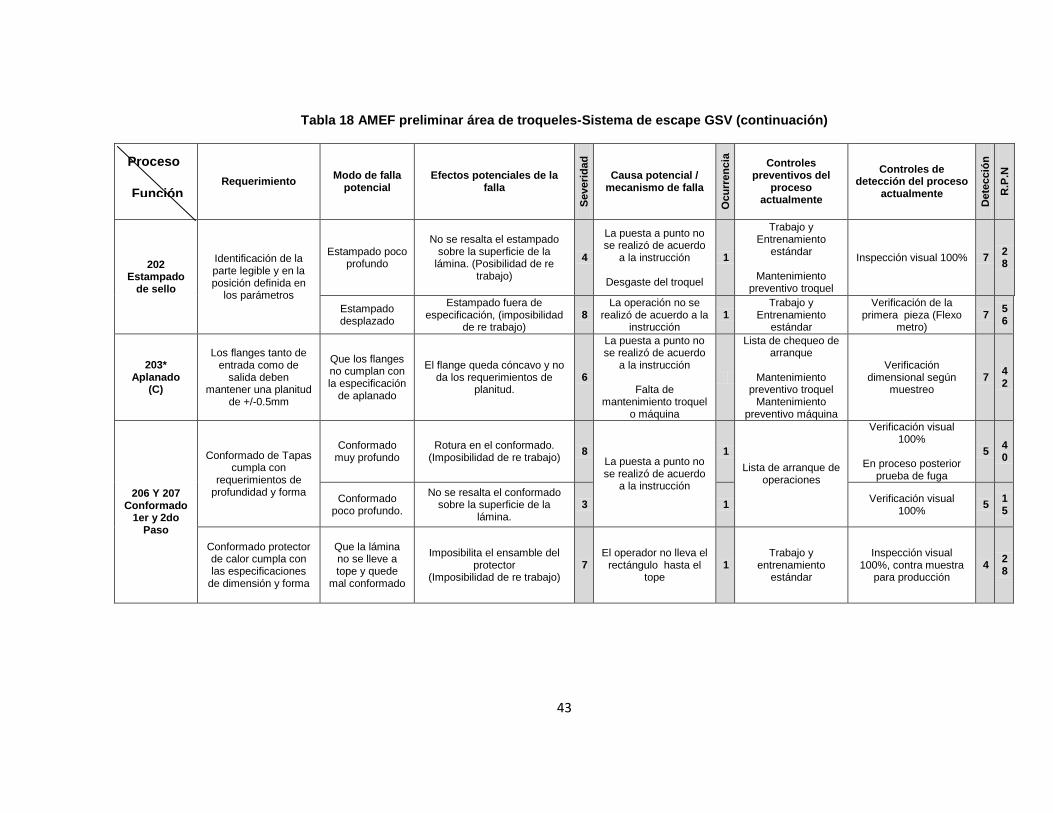
43
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso
actualmente
Dete
cció
n
R.P
.N
202 Estampado
de sello
Identificación de la parte legible y en la posición definida en
los parámetros
Estampado poco profundo
No se resalta el estampado sobre la superficie de la
lámina. (Posibilidad de re trabajo)
4
La puesta a punto no se realizó de acuerdo
a la instrucción
Desgaste del troquel
1
Trabajo y Entrenamiento
estándar
Mantenimiento preventivo troquel
Inspección visual 100% 7 28
Estampado desplazado
Estampado fuera de especificación, (imposibilidad
de re trabajo) 8
La operación no se realizó de acuerdo a la
instrucción 1
Trabajo y Entrenamiento
estándar
Verificación de la primera pieza (Flexo
metro) 7
56
203* Aplanado
(C)
Los flanges tanto de entrada como de
salida deben mantener una planitud
de +/-0.5mm
Que los flanges no cumplan con la especificación
de aplanado
El flange queda cóncavo y no da los requerimientos de
planitud. 6
La puesta a punto no se realizó de acuerdo
a la instrucción
Falta de mantenimiento troquel
o máquina
Lista de chequeo de arranque
Mantenimiento
preventivo troquel Mantenimiento
preventivo máquina
Verificación dimensional según
muestreo 7
42
206 Y 207 Conformado
1er y 2do Paso
Conformado de Tapas cumpla con
requerimientos de profundidad y forma
Conformado muy profundo
Rotura en el conformado. (Imposibilidad de re trabajo)
8 La puesta a punto no se realizó de acuerdo
a la instrucción
1
Lista de arranque de operaciones
Verificación visual 100%
En proceso posterior
prueba de fuga
5 40
Conformado poco profundo.
No se resalta el conformado sobre la superficie de la
lámina. 3 1
Verificación visual 100%
5 15
Conformado protector de calor cumpla con las especificaciones
de dimensión y forma
Que la lámina no se lleve a tope y quede
mal conformado
Imposibilita el ensamble del protector
(Imposibilidad de re trabajo) 7
El operador no lleva el rectángulo hasta el
tope 1
Trabajo y entrenamiento
estándar
Inspección visual 100%, contra muestra
para producción 4
28
Función
Proceso
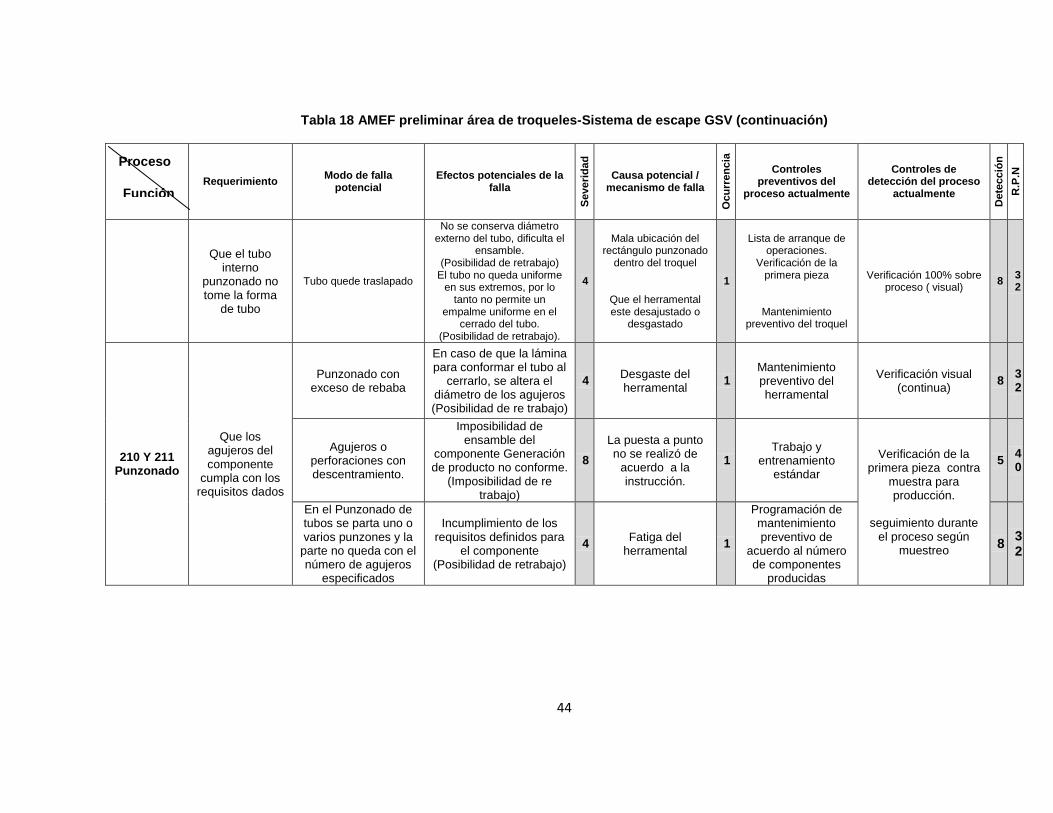
44
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso
actualmente
Dete
cció
n
R.P
.N
Que el tubo interno
punzonado no tome la forma
de tubo
Tubo quede traslapado
No se conserva diámetro externo del tubo, dificulta el
ensamble. (Posibilidad de retrabajo)
El tubo no queda uniforme en sus extremos, por lo
tanto no permite un empalme uniforme en el
cerrado del tubo. (Posibilidad de retrabajo).
4
Mala ubicación del rectángulo punzonado
dentro del troquel
Que el herramental este desajustado o
desgastado
1
Lista de arranque de operaciones.
Verificación de la primera pieza
Mantenimiento preventivo del troquel
Verificación 100% sobre proceso ( visual)
8 32
210 Y 211 Punzonado
Que los agujeros del componente
cumpla con los requisitos dados
Punzonado con exceso de rebaba
En caso de que la lámina para conformar el tubo al
cerrarlo, se altera el diámetro de los agujeros (Posibilidad de re trabajo)
4 Desgaste del herramental
1 Mantenimiento preventivo del herramental
Verificación visual (continua)
8 32
Agujeros o perforaciones con descentramiento.
Imposibilidad de ensamble del
componente Generación de producto no conforme.
(Imposibilidad de re trabajo)
8
La puesta a punto no se realizó de
acuerdo a la instrucción.
1 Trabajo y
entrenamiento estándar
Verificación de la primera pieza contra
muestra para producción.
seguimiento durante
el proceso según muestreo
5 40
En el Punzonado de tubos se parta uno o varios punzones y la
parte no queda con el número de agujeros
especificados
Incumplimiento de los requisitos definidos para
el componente (Posibilidad de retrabajo)
4 Fatiga del
herramental 1
Programación de mantenimiento preventivo de
acuerdo al número de componentes
producidas
8 32
Función
Proceso
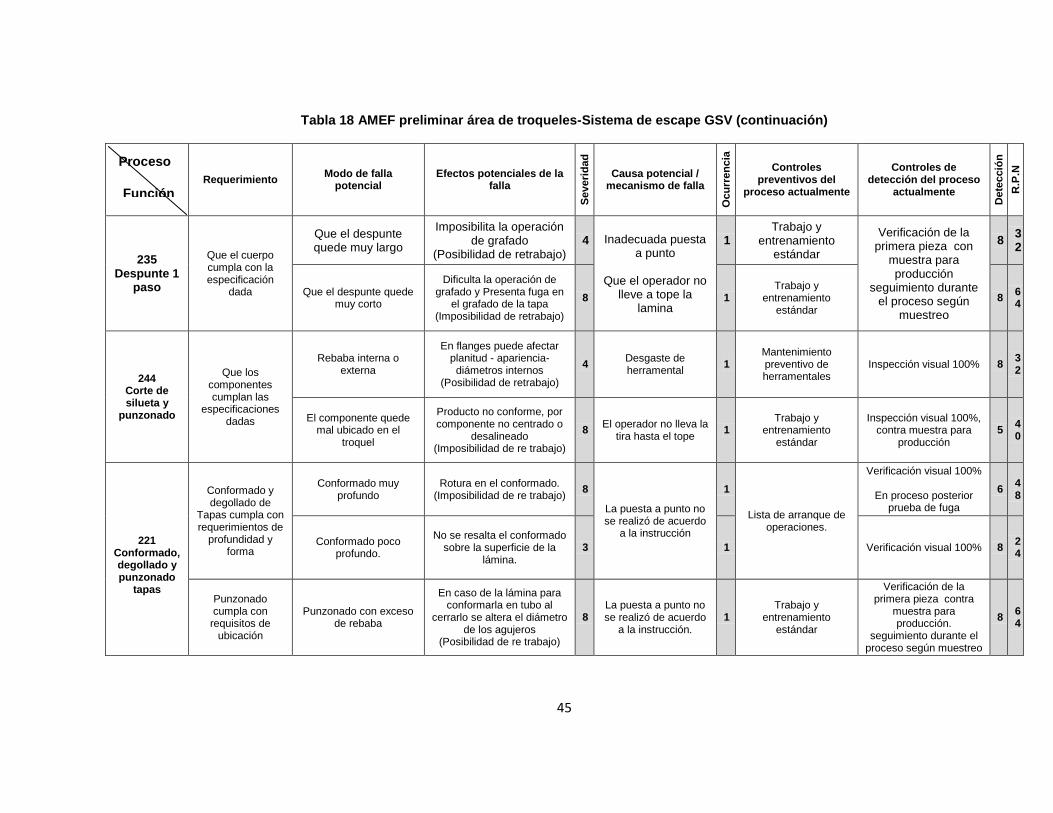
45
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso
actualmente
Dete
cció
n
R.P
.N
235 Despunte 1
paso
Que el cuerpo cumpla con la especificación
dada
Que el despunte quede muy largo
Imposibilita la operación de grafado
(Posibilidad de retrabajo)
4 Inadecuada puesta a punto
Que el operador no
lleve a tope la lamina
1 Trabajo y
entrenamiento estándar
Verificación de la primera pieza con
muestra para producción
seguimiento durante el proceso según
muestreo
8 32
Que el despunte quede muy corto
Dificulta la operación de grafado y Presenta fuga en
el grafado de la tapa (Imposibilidad de retrabajo)
8 1 Trabajo y
entrenamiento estándar
8 64
244 Corte de silueta y
punzonado
Que los componentes cumplan las
especificaciones dadas
Rebaba interna o externa
En flanges puede afectar planitud - apariencia-diámetros internos
(Posibilidad de retrabajo)
4 Desgaste de herramental
1 Mantenimiento preventivo de herramentales
Inspección visual 100% 8 32
El componente quede mal ubicado en el
troquel
Producto no conforme, por componente no centrado o
desalineado (Imposibilidad de re trabajo)
8 El operador no lleva la
tira hasta el tope 1
Trabajo y entrenamiento
estándar
Inspección visual 100%, contra muestra para
producción 5
40
221
Conformado, degollado y punzonado
tapas
Conformado y degollado de
Tapas cumpla con requerimientos de
profundidad y forma
Conformado muy profundo
Rotura en el conformado. (Imposibilidad de re trabajo)
8
La puesta a punto no se realizó de acuerdo
a la instrucción
1
Lista de arranque de operaciones.
Verificación visual 100%
En proceso posterior prueba de fuga
6 48
Conformado poco profundo.
No se resalta el conformado sobre la superficie de la
lámina. 3 1 Verificación visual 100% 8
24
Punzonado cumpla con
requisitos de ubicación
Punzonado con exceso de rebaba
En caso de la lámina para conformarla en tubo al
cerrarlo se altera el diámetro de los agujeros
(Posibilidad de re trabajo)
8 La puesta a punto no se realizó de acuerdo
a la instrucción. 1
Trabajo y entrenamiento
estándar
Verificación de la primera pieza contra
muestra para producción.
seguimiento durante el proceso según muestreo
8 64
Función
Proceso
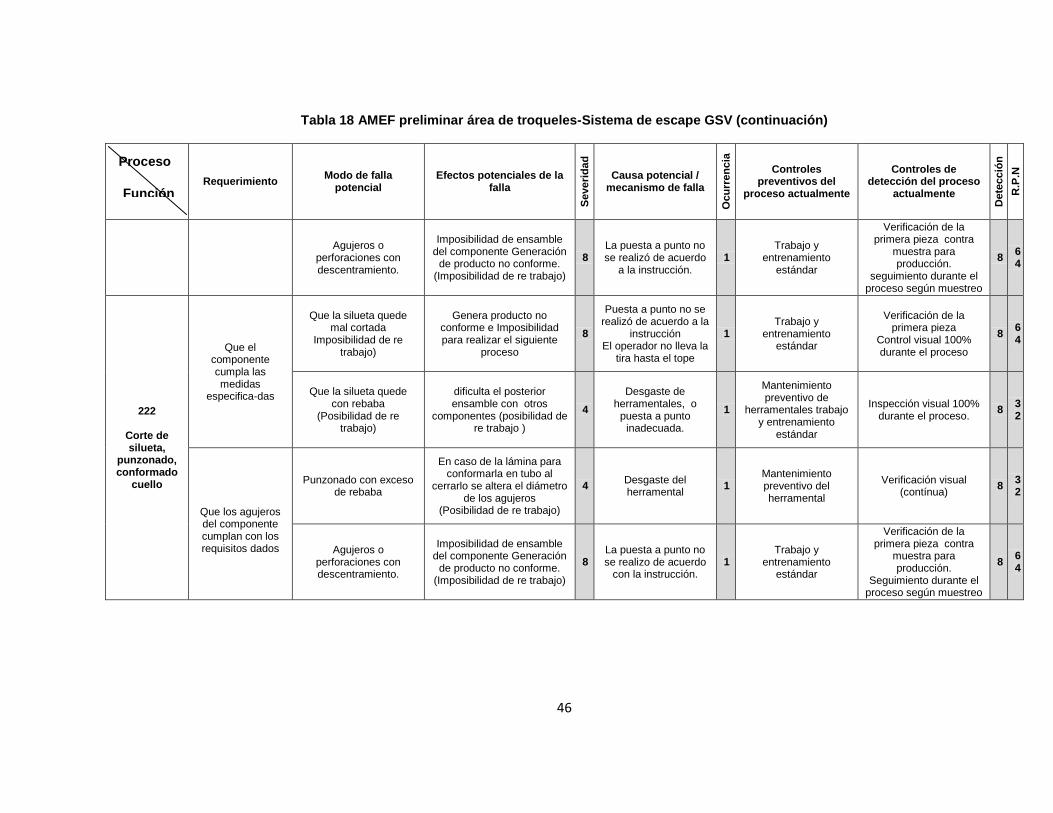
46
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso
actualmente
Dete
cció
n
R.P
.N
Agujeros o
perforaciones con descentramiento.
Imposibilidad de ensamble del componente Generación
de producto no conforme. (Imposibilidad de re trabajo)
8 La puesta a punto no se realizó de acuerdo
a la instrucción. 1
Trabajo y entrenamiento
estándar
Verificación de la primera pieza contra
muestra para producción.
seguimiento durante el proceso según muestreo
8 64
222
Corte de silueta,
punzonado, conformado
cuello
Que el componente cumpla las medidas
especifica-das
Que la silueta quede mal cortada
Imposibilidad de re trabajo)
Genera producto no conforme e Imposibilidad para realizar el siguiente
proceso
8
Puesta a punto no se realizó de acuerdo a la
instrucción El operador no lleva la
tira hasta el tope
1 Trabajo y
entrenamiento estándar
Verificación de la primera pieza
Control visual 100% durante el proceso
8 64
Que la silueta quede con rebaba
(Posibilidad de re trabajo)
dificulta el posterior ensamble con otros
componentes (posibilidad de re trabajo )
4
Desgaste de herramentales, o
puesta a punto inadecuada.
1
Mantenimiento preventivo de
herramentales trabajo y entrenamiento
estándar
Inspección visual 100% durante el proceso.
8 32
Que los agujeros del componente cumplan con los requisitos dados
Punzonado con exceso de rebaba
En caso de la lámina para conformarla en tubo al
cerrarlo se altera el diámetro de los agujeros
(Posibilidad de re trabajo)
4 Desgaste del herramental
1 Mantenimiento preventivo del herramental
Verificación visual (contínua)
8 32
Agujeros o perforaciones con descentramiento.
Imposibilidad de ensamble del componente Generación
de producto no conforme. (Imposibilidad de re trabajo)
8 La puesta a punto no se realizo de acuerdo
con la instrucción. 1
Trabajo y entrenamiento
estándar
Verificación de la primera pieza contra
muestra para producción.
Seguimiento durante el proceso según muestreo
8 64
Función
Proceso
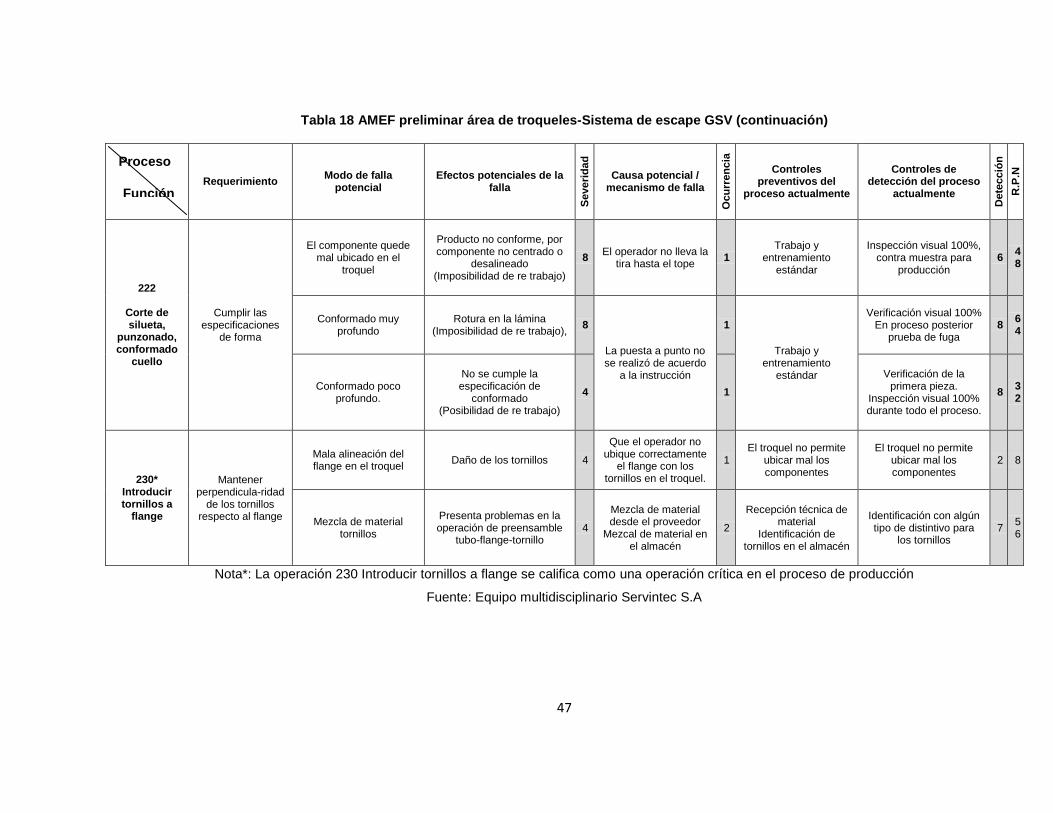
47
Tabla 18 AMEF preliminar área de troqueles-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso
actualmente
Dete
cció
n
R.P
.N
222
Corte de silueta,
punzonado, conformado
cuello
Cumplir las especificaciones
de forma
El componente quede mal ubicado en el
troquel
Producto no conforme, por componente no centrado o
desalineado (Imposibilidad de re trabajo)
8 El operador no lleva la
tira hasta el tope 1
Trabajo y entrenamiento
estándar
Inspección visual 100%, contra muestra para
producción 6
48
Conformado muy profundo
Rotura en la lámina (Imposibilidad de re trabajo),
8
La puesta a punto no se realizó de acuerdo
a la instrucción
1
Trabajo y entrenamiento
estándar
Verificación visual 100% En proceso posterior
prueba de fuga 8
64
Conformado poco profundo.
No se cumple la especificación de
conformado (Posibilidad de re trabajo)
4 1
Verificación de la primera pieza.
Inspección visual 100% durante todo el proceso.
8 32
230* Introducir tornillos a
flange
Mantener perpendicula-ridad
de los tornillos respecto al flange
Mala alineación del flange en el troquel
Daño de los tornillos 4
Que el operador no ubique correctamente
el flange con los tornillos en el troquel.
1 El troquel no permite
ubicar mal los componentes
El troquel no permite ubicar mal los componentes
2 8
Mezcla de material tornillos
Presenta problemas en la operación de preensamble
tubo-flange-tornillo 4
Mezcla de material desde el proveedor
Mezcal de material en el almacén
2
Recepción técnica de material
Identificación de tornillos en el almacén
Identificación con algún tipo de distintivo para
los tornillos 7
56
Nota*: La operación 230 Introducir tornillos a flange se califica como una operación crítica en el proceso de producción
Fuente: Equipo multidisciplinario Servintec S.A
Función
Proceso
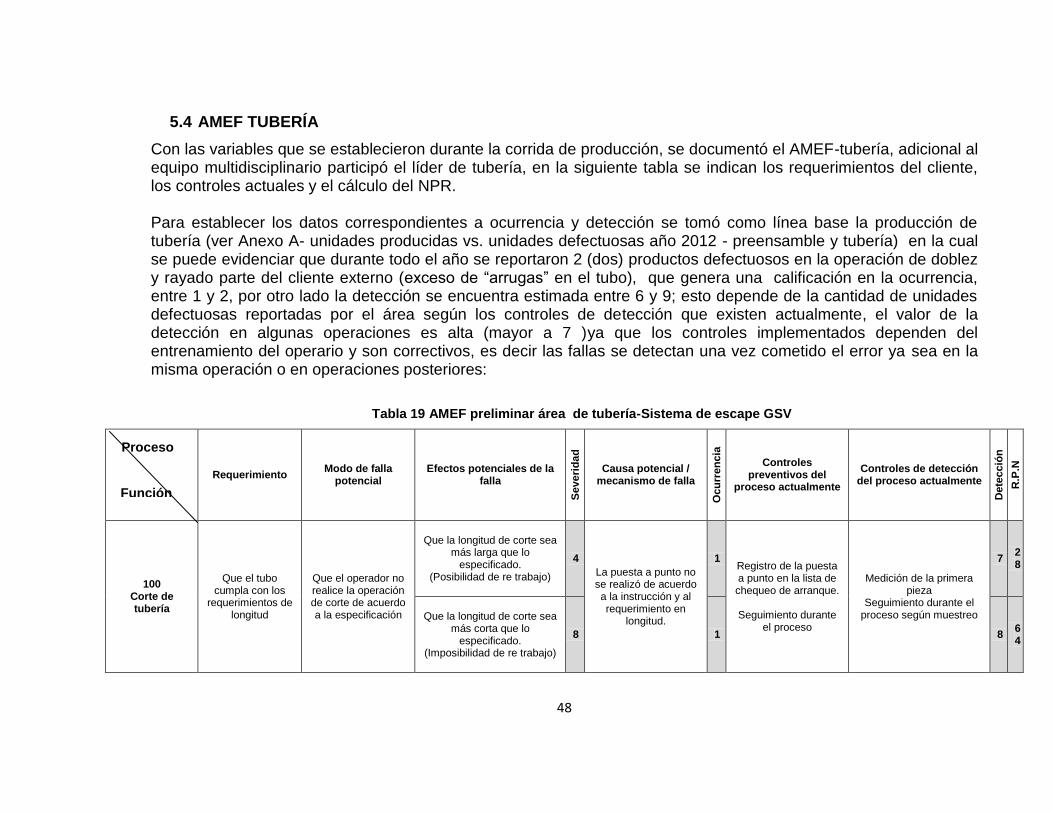
48
5.4 AMEF TUBERÍA
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF-tubería, adicional al equipo multidisciplinario participó el líder de tubería, en la siguiente tabla se indican los requerimientos del cliente, los controles actuales y el cálculo del NPR. Para establecer los datos correspondientes a ocurrencia y detección se tomó como línea base la producción de tubería (ver Anexo A- unidades producidas vs. unidades defectuosas año 2012 - preensamble y tubería) en la cual se puede evidenciar que durante todo el año se reportaron 2 (dos) productos defectuosos en la operación de doblez y rayado parte del cliente externo (exceso de “arrugas” en el tubo), que genera una calificación en la ocurrencia, entre 1 y 2, por otro lado la detección se encuentra estimada entre 6 y 9; esto depende de la cantidad de unidades defectuosas reportadas por el área según los controles de detección que existen actualmente, el valor de la detección en algunas operaciones es alta (mayor a 7 )ya que los controles implementados dependen del entrenamiento del operario y son correctivos, es decir las fallas se detectan una vez cometido el error ya sea en la misma operación o en operaciones posteriores:
Tabla 19 AMEF preliminar área de tubería-Sistema de escape GSV
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
100 Corte de tubería
Que el tubo cumpla con los
requerimientos de longitud
Que el operador no realice la operación de corte de acuerdo a la especificación
Que la longitud de corte sea más larga que lo
especificado. (Posibilidad de re trabajo)
4
La puesta a punto no se realizó de acuerdo a la instrucción y al requerimiento en
longitud.
1 Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso
Medición de la primera pieza
Seguimiento durante el proceso según muestreo
7 28
Que la longitud de corte sea más corta que lo
especificado. (Imposibilidad de re trabajo)
8 1 8 64
Función
Proceso
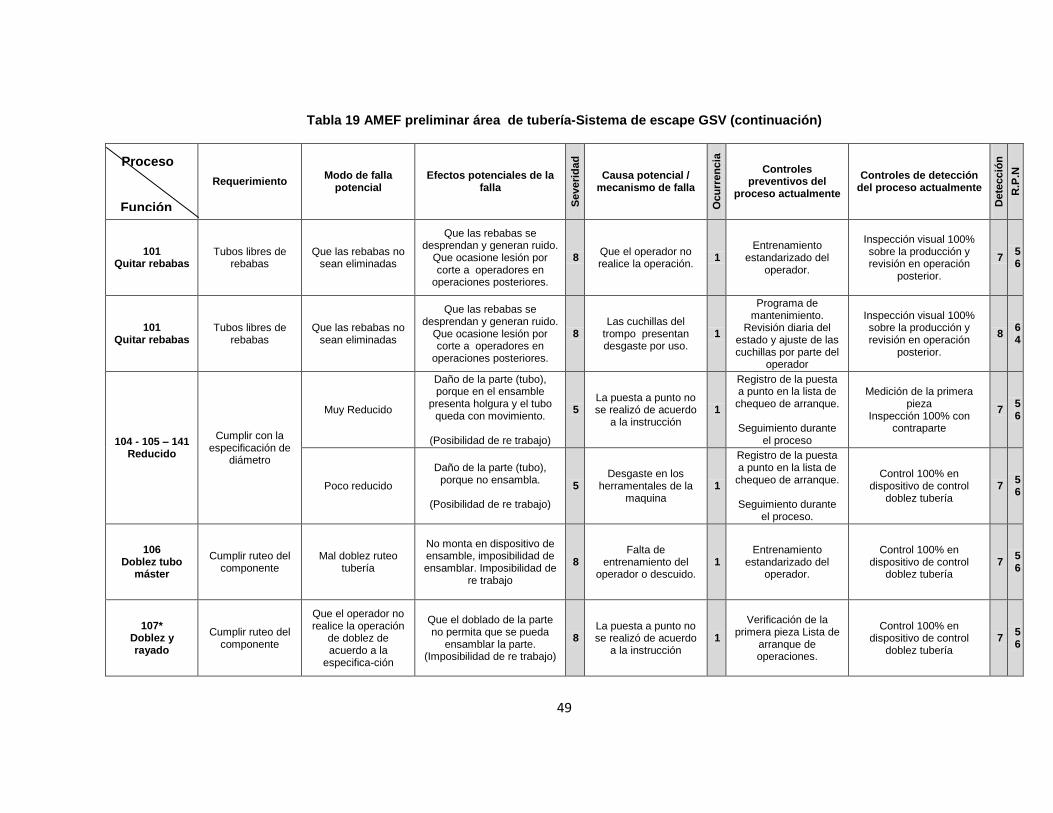
49
Tabla 19 AMEF preliminar área de tubería-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
101 Quitar rebabas
Tubos libres de rebabas
Que las rebabas no sean eliminadas
Que las rebabas se desprendan y generan ruido.
Que ocasione lesión por corte a operadores en
operaciones posteriores.
8 Que el operador no realice la operación.
1 Entrenamiento
estandarizado del operador.
Inspección visual 100% sobre la producción y revisión en operación
posterior.
7 56
101 Quitar rebabas
Tubos libres de rebabas
Que las rebabas no sean eliminadas
Que las rebabas se desprendan y generan ruido.
Que ocasione lesión por corte a operadores en
operaciones posteriores.
8 Las cuchillas del
trompo presentan desgaste por uso.
1
Programa de mantenimiento.
Revisión diaria del estado y ajuste de las cuchillas por parte del
operador
Inspección visual 100% sobre la producción y revisión en operación
posterior.
8 64
104 - 105 – 141 Reducido
Cumplir con la especificación de
diámetro
Muy Reducido
Daño de la parte (tubo), porque en el ensamble
presenta holgura y el tubo queda con movimiento.
(Posibilidad de re trabajo)
5 La puesta a punto no se realizó de acuerdo
a la instrucción 1
Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso
Medición de la primera pieza
Inspección 100% con contraparte
7 56
Poco reducido
Daño de la parte (tubo), porque no ensambla.
(Posibilidad de re trabajo)
5 Desgaste en los
herramentales de la maquina
1
Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso.
Control 100% en dispositivo de control
doblez tubería 7
56
106 Doblez tubo
máster
Cumplir ruteo del componente
Mal doblez ruteo tubería
No monta en dispositivo de ensamble, imposibilidad de ensamblar. Imposibilidad de
re trabajo
8 Falta de
entrenamiento del operador o descuido.
1 Entrenamiento
estandarizado del operador.
Control 100% en dispositivo de control
doblez tubería 7
56
107* Doblez y rayado
Cumplir ruteo del componente
Que el operador no realice la operación
de doblez de acuerdo a la
especifica-ción
Que el doblado de la parte no permita que se pueda
ensamblar la parte. (Imposibilidad de re trabajo)
8 La puesta a punto no se realizó de acuerdo
a la instrucción 1
Verificación de la primera pieza Lista de
arranque de operaciones.
Control 100% en dispositivo de control
doblez tubería 7
56
Función
Proceso
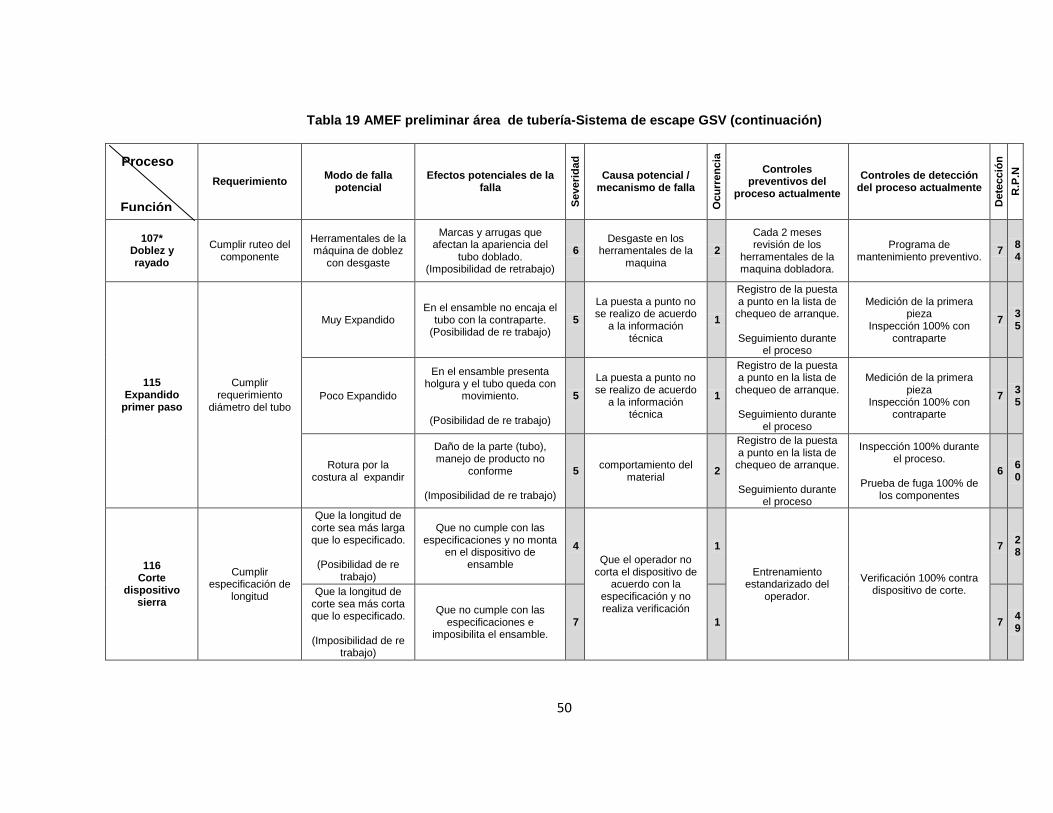
50
Tabla 19 AMEF preliminar área de tubería-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
107* Doblez y rayado
Cumplir ruteo del componente
Herramentales de la máquina de doblez
con desgaste
Marcas y arrugas que afectan la apariencia del
tubo doblado. (Imposibilidad de retrabajo)
6 Desgaste en los
herramentales de la maquina
2
Cada 2 meses revisión de los
herramentales de la maquina dobladora.
Programa de mantenimiento preventivo.
7 84
115 Expandido
primer paso
Cumplir requerimiento
diámetro del tubo
Muy Expandido En el ensamble no encaja el
tubo con la contraparte. (Posibilidad de re trabajo)
5
La puesta a punto no se realizo de acuerdo
a la información técnica
1
Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso
Medición de la primera pieza
Inspección 100% con contraparte
7 35
Poco Expandido
En el ensamble presenta holgura y el tubo queda con
movimiento.
(Posibilidad de re trabajo)
5
La puesta a punto no se realizo de acuerdo
a la información técnica
1
Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso
Medición de la primera pieza
Inspección 100% con contraparte
7 35
Rotura por la costura al expandir
Daño de la parte (tubo), manejo de producto no
conforme
(Imposibilidad de re trabajo)
5 comportamiento del
material 2
Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso
Inspección 100% durante el proceso.
Prueba de fuga 100% de
los componentes
6 60
116 Corte
dispositivo sierra
Cumplir especificación de
longitud
Que la longitud de corte sea más larga que lo especificado.
(Posibilidad de re
trabajo)
Que no cumple con las especificaciones y no monta
en el dispositivo de ensamble
4
Que el operador no corta el dispositivo de
acuerdo con la especificación y no realiza verificación
1
Entrenamiento estandarizado del
operador.
Verificación 100% contra dispositivo de corte.
7 28
Que la longitud de corte sea más corta que lo especificado.
(Imposibilidad de re
trabajo)
Que no cumple con las especificaciones e
imposibilita el ensamble. 7 1 7
49
Función
Proceso
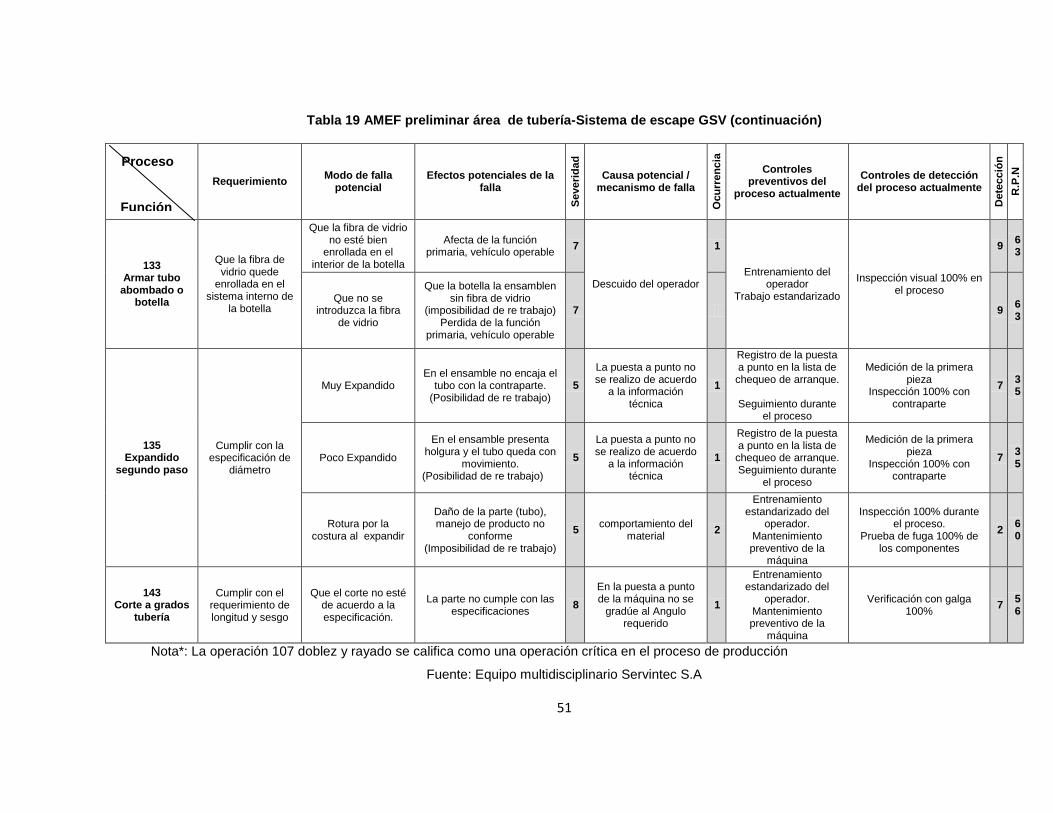
51
Tabla 19 AMEF preliminar área de tubería-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
133 Armar tubo
abombado o botella
Que la fibra de vidrio quede
enrollada en el sistema interno de
la botella
Que la fibra de vidrio no esté bien
enrollada en el interior de la botella
Afecta de la función primaria, vehículo operable
7
Descuido del operador
1
Entrenamiento del operador
Trabajo estandarizado
Inspección visual 100% en el proceso
9 63
Que no se introduzca la fibra
de vidrio
Que la botella la ensamblen sin fibra de vidrio
(imposibilidad de re trabajo) Perdida de la función
primaria, vehículo operable
7 9 63
135 Expandido
segundo paso
Cumplir con la especificación de
diámetro
Muy Expandido En el ensamble no encaja el
tubo con la contraparte. (Posibilidad de re trabajo)
5
La puesta a punto no se realizo de acuerdo
a la información técnica
1
Registro de la puesta a punto en la lista de chequeo de arranque.
Seguimiento durante
el proceso
Medición de la primera pieza
Inspección 100% con contraparte
7 35
Poco Expandido
En el ensamble presenta holgura y el tubo queda con
movimiento. (Posibilidad de re trabajo)
5
La puesta a punto no se realizo de acuerdo
a la información técnica
1
Registro de la puesta a punto en la lista de chequeo de arranque. Seguimiento durante
el proceso
Medición de la primera pieza
Inspección 100% con contraparte
7 35
Rotura por la costura al expandir
Daño de la parte (tubo), manejo de producto no
conforme (Imposibilidad de re trabajo)
5 comportamiento del
material 2
Entrenamiento estandarizado del
operador. Mantenimiento preventivo de la
máquina
Inspección 100% durante el proceso.
Prueba de fuga 100% de los componentes
2 60
143 Corte a grados
tubería
Cumplir con el requerimiento de longitud y sesgo
Que el corte no esté de acuerdo a la especificación.
La parte no cumple con las especificaciones
8
En la puesta a punto de la máquina no se
gradúe al Angulo requerido
1
Entrenamiento estandarizado del
operador. Mantenimiento preventivo de la
máquina
Verificación con galga 100%
7 56
Nota*: La operación 107 doblez y rayado se califica como una operación crítica en el proceso de producción
Fuente: Equipo multidisciplinario Servintec S.A
Función
Proceso
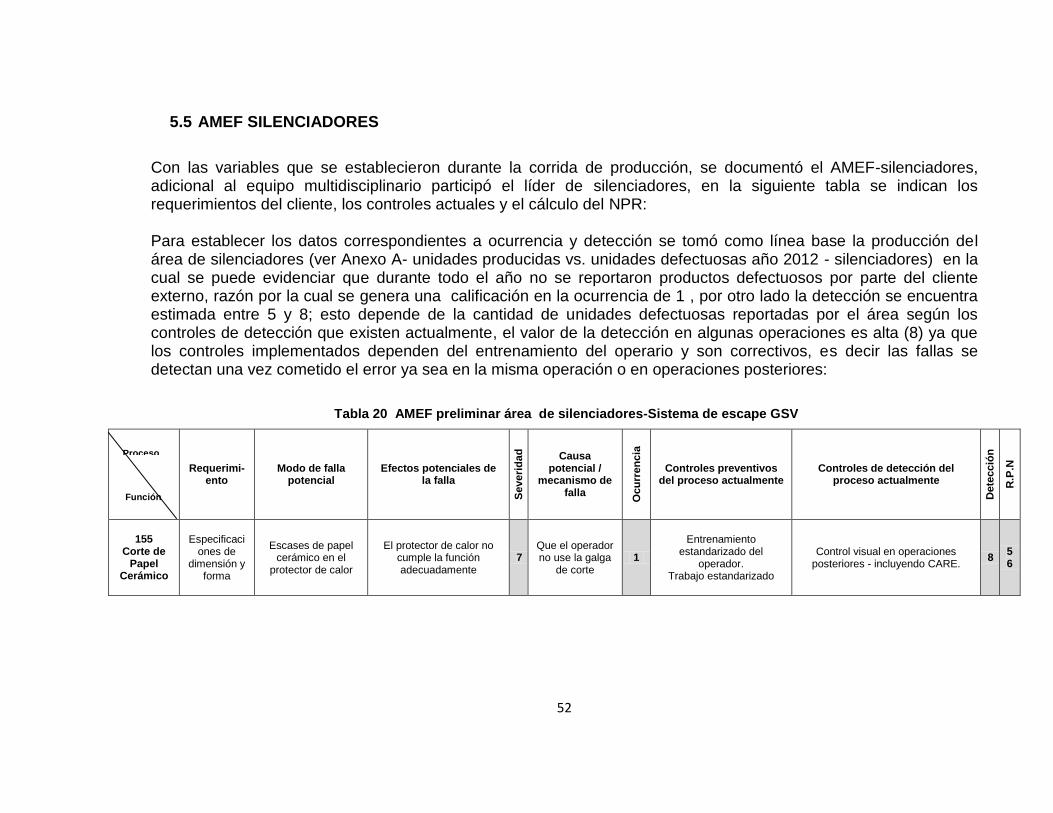
52
5.5 AMEF SILENCIADORES
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF-silenciadores, adicional al equipo multidisciplinario participó el líder de silenciadores, en la siguiente tabla se indican los requerimientos del cliente, los controles actuales y el cálculo del NPR: Para establecer los datos correspondientes a ocurrencia y detección se tomó como línea base la producción del área de silenciadores (ver Anexo A- unidades producidas vs. unidades defectuosas año 2012 - silenciadores) en la cual se puede evidenciar que durante todo el año no se reportaron productos defectuosos por parte del cliente externo, razón por la cual se genera una calificación en la ocurrencia de 1 , por otro lado la detección se encuentra estimada entre 5 y 8; esto depende de la cantidad de unidades defectuosas reportadas por el área según los controles de detección que existen actualmente, el valor de la detección en algunas operaciones es alta (8) ya que los controles implementados dependen del entrenamiento del operario y son correctivos, es decir las fallas se detectan una vez cometido el error ya sea en la misma operación o en operaciones posteriores:
Tabla 20 AMEF preliminar área de silenciadores-Sistema de escape GSV
Requerimi-ento
Modo de falla potencial
Efectos potenciales de la falla
Severi
da
d
Causa potencial /
mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
155 Corte de
Papel Cerámico
Especificaciones de
dimensión y forma
Escases de papel cerámico en el
protector de calor
El protector de calor no cumple la función adecuadamente
7 Que el operador no use la galga
de corte 1
Entrenamiento estandarizado del
operador. Trabajo estandarizado
Control visual en operaciones posteriores - incluyendo CARE.
8 56
Proceso
Función
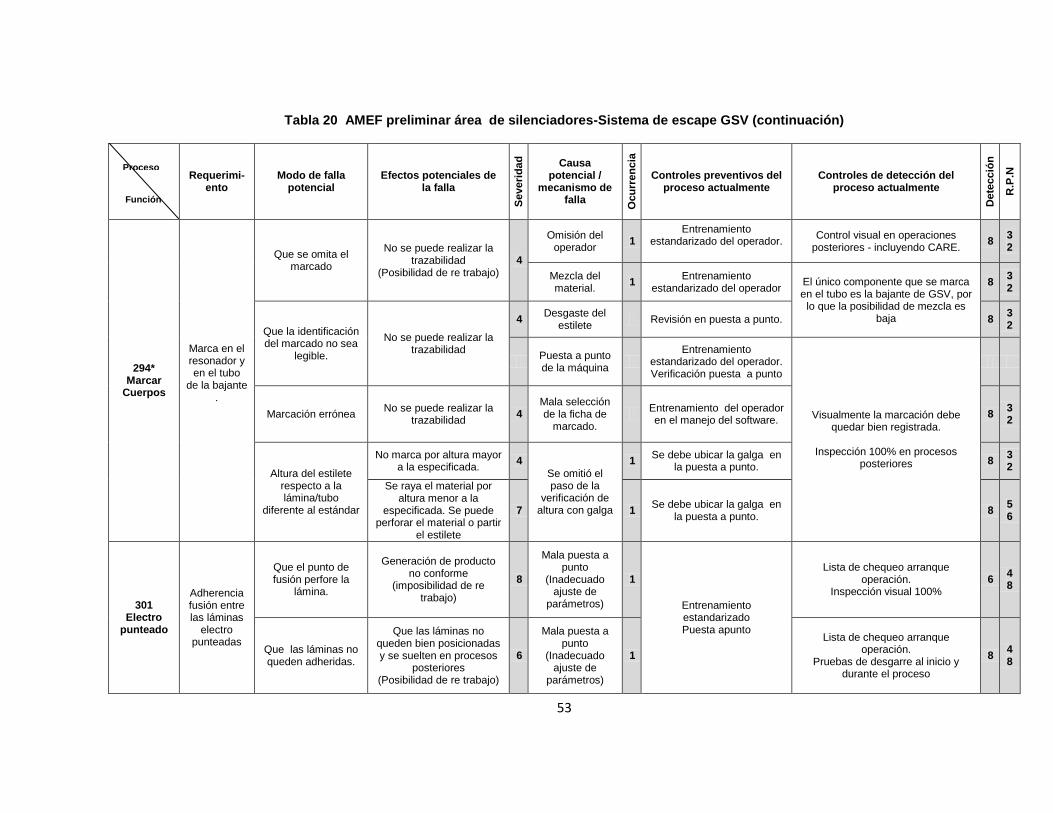
53
Tabla 20 AMEF preliminar área de silenciadores-Sistema de escape GSV (continuación)
Requerimi-ento
Modo de falla potencial
Efectos potenciales de la falla
Severi
da
d
Causa potencial /
mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
294* Marcar
Cuerpos
Marca en el resonador y en el tubo
de la bajante .
Que se omita el marcado
No se puede realizar la trazabilidad
(Posibilidad de re trabajo) 4
Omisión del operador
1 Entrenamiento
estandarizado del operador.
Control visual en operaciones posteriores - incluyendo CARE.
8 32
Mezcla del material.
1 Entrenamiento
estandarizado del operador El único componente que se marca en el tubo es la bajante de GSV, por
lo que la posibilidad de mezcla es baja
8 32
Que la identificación del marcado no sea
legible.
No se puede realizar la trazabilidad
4 Desgaste del
estilete Revisión en puesta a punto. 8
32
Puesta a punto de la máquina
Entrenamiento
estandarizado del operador. Verificación puesta a punto
Visualmente la marcación debe quedar bien registrada.
Inspección 100% en procesos
posteriores
Marcación errónea No se puede realizar la
trazabilidad 4
Mala selección de la ficha de
marcado.
Entrenamiento del operador en el manejo del software.
8 32
Altura del estilete respecto a la lámina/tubo
diferente al estándar
No marca por altura mayor a la especificada.
4
Se omitió el paso de la
verificación de altura con galga
1 Se debe ubicar la galga en
la puesta a punto. 8
32
Se raya el material por altura menor a la
especificada. Se puede perforar el material o partir
el estilete
7 1 Se debe ubicar la galga en
la puesta a punto. 8
56
301 Electro
punteado
Adherencia fusión entre las láminas
electro punteadas
Que el punto de fusión perfore la
lámina.
Generación de producto no conforme
(imposibilidad de re trabajo)
8
Mala puesta a punto
(Inadecuado ajuste de
parámetros)
1
Entrenamiento estandarizado Puesta apunto
Lista de chequeo arranque operación.
Inspección visual 100% 6
48
Que las láminas no queden adheridas.
Que las láminas no queden bien posicionadas y se suelten en procesos
posteriores (Posibilidad de re trabajo)
6
Mala puesta a punto
(Inadecuado ajuste de
parámetros)
1
Lista de chequeo arranque operación.
Pruebas de desgarre al inicio y durante el proceso
8 48
Proceso
Función
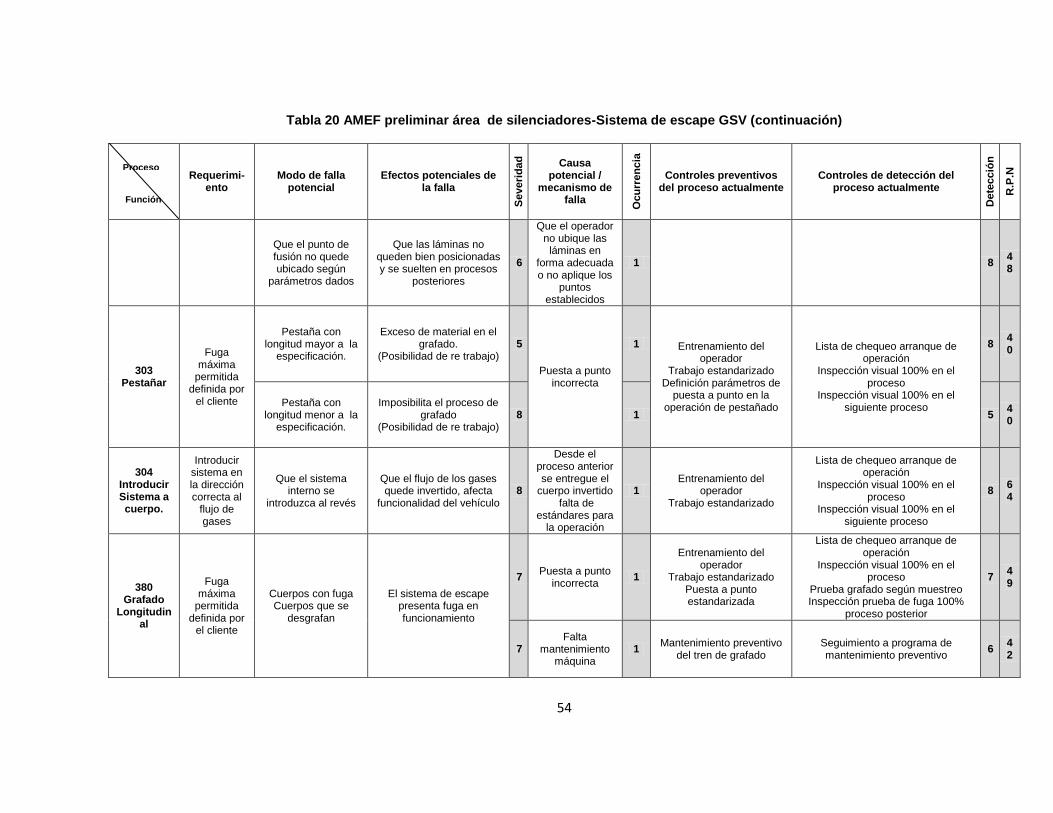
54
Tabla 20 AMEF preliminar área de silenciadores-Sistema de escape GSV (continuación)
Requerimi-ento
Modo de falla potencial
Efectos potenciales de la falla
Severi
da
d
Causa potencial /
mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
Que el punto de fusión no quede ubicado según
parámetros dados
Que las láminas no queden bien posicionadas y se suelten en procesos
posteriores
6
Que el operador no ubique las láminas en
forma adecuada o no aplique los
puntos establecidos
1 8 48
303 Pestañar
Fuga máxima
permitida definida por
el cliente
Pestaña con longitud mayor a la
especificación.
Exceso de material en el grafado.
(Posibilidad de re trabajo) 5
Puesta a punto incorrecta
1 Entrenamiento del operador
Trabajo estandarizado Definición parámetros de
puesta a punto en la operación de pestañado
Lista de chequeo arranque de operación
Inspección visual 100% en el proceso
Inspección visual 100% en el siguiente proceso
8 40
Pestaña con longitud menor a la
especificación.
Imposibilita el proceso de grafado
(Posibilidad de re trabajo) 8 1 5
40
304 Introducir Sistema a cuerpo.
Introducir sistema en la dirección correcta al
flujo de gases
Que el sistema interno se
introduzca al revés
Que el flujo de los gases quede invertido, afecta
funcionalidad del vehículo 8
Desde el proceso anterior se entregue el
cuerpo invertido falta de
estándares para la operación
1 Entrenamiento del
operador Trabajo estandarizado
Lista de chequeo arranque de operación
Inspección visual 100% en el proceso
Inspección visual 100% en el siguiente proceso
8 64
380 Grafado
Longitudinal
Fuga máxima
permitida definida por
el cliente
Cuerpos con fuga Cuerpos que se
desgrafan
El sistema de escape presenta fuga en funcionamiento
7 Puesta a punto
incorrecta 1
Entrenamiento del operador
Trabajo estandarizado Puesta a punto estandarizada
Lista de chequeo arranque de operación
Inspección visual 100% en el proceso
Prueba grafado según muestreo Inspección prueba de fuga 100%
proceso posterior
7 49
7 Falta
mantenimiento máquina
1 Mantenimiento preventivo
del tren de grafado Seguimiento a programa de mantenimiento preventivo
6 42
Proceso
Función
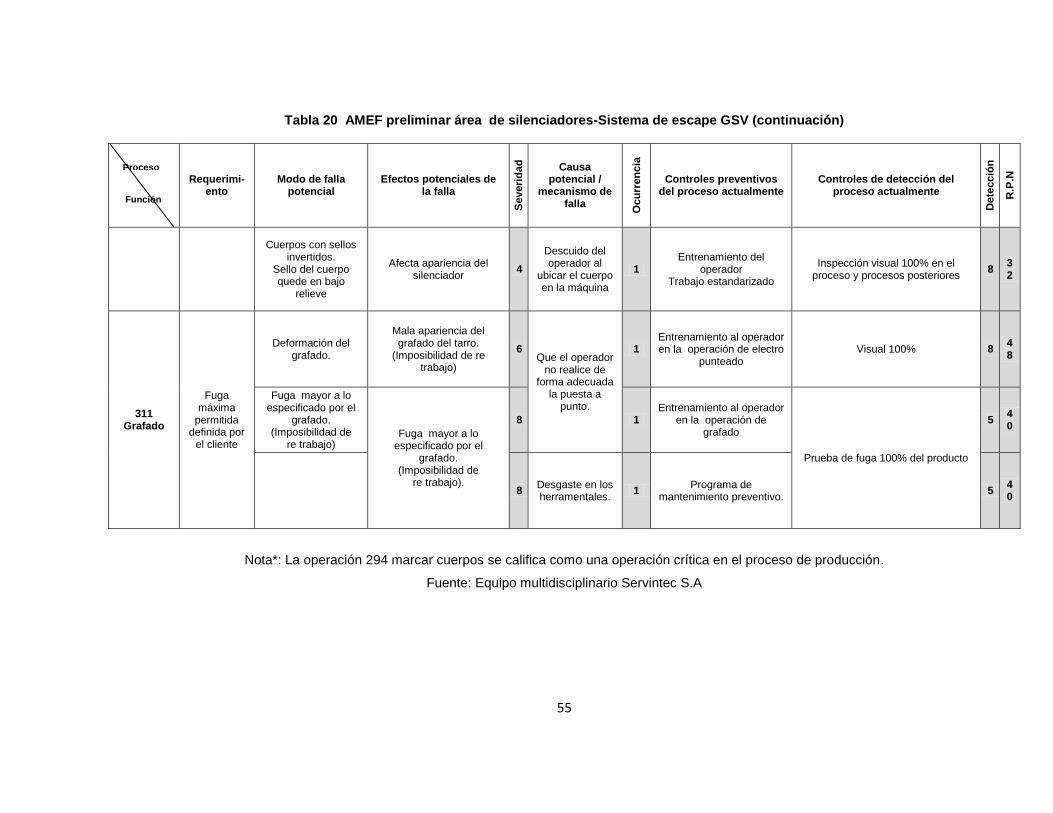
55
Tabla 20 AMEF preliminar área de silenciadores-Sistema de escape GSV (continuación)
Requerimi-ento
Modo de falla potencial
Efectos potenciales de la falla
Severi
da
d
Causa potencial /
mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
Cuerpos con sellos invertidos.
Sello del cuerpo quede en bajo
relieve
Afecta apariencia del silenciador
4
Descuido del operador al
ubicar el cuerpo en la máquina
1 Entrenamiento del
operador Trabajo estandarizado
Inspección visual 100% en el proceso y procesos posteriores
8 32
311 Grafado
Fuga máxima
permitida definida por
el cliente
Deformación del grafado.
Mala apariencia del grafado del tarro.
(Imposibilidad de re trabajo)
6 Que el operador
no realice de forma adecuada
la puesta a punto.
1 Entrenamiento al operador en la operación de electro
punteado Visual 100% 8
48
Fuga mayor a lo especificado por el
grafado. (Imposibilidad de
re trabajo) Fuga mayor a lo
especificado por el grafado.
(Imposibilidad de re trabajo).
8 1 Entrenamiento al operador
en la operación de grafado
Prueba de fuga 100% del producto
5 40
8 Desgaste en los herramentales.
1 Programa de
mantenimiento preventivo. 5
40
Nota*: La operación 294 marcar cuerpos se califica como una operación crítica en el proceso de producción.
Fuente: Equipo multidisciplinario Servintec S.A
Proceso
Función
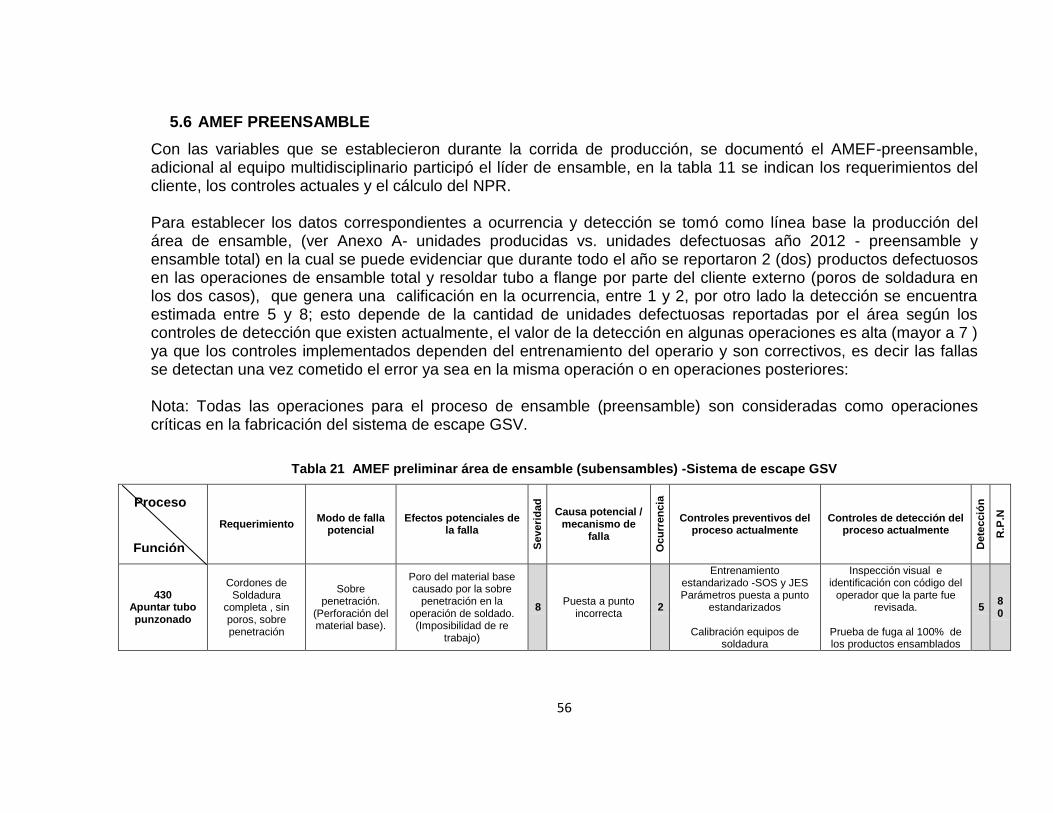
56
5.6 AMEF PREENSAMBLE
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF-preensamble, adicional al equipo multidisciplinario participó el líder de ensamble, en la tabla 11 se indican los requerimientos del cliente, los controles actuales y el cálculo del NPR. Para establecer los datos correspondientes a ocurrencia y detección se tomó como línea base la producción del área de ensamble, (ver Anexo A- unidades producidas vs. unidades defectuosas año 2012 - preensamble y ensamble total) en la cual se puede evidenciar que durante todo el año se reportaron 2 (dos) productos defectuosos en las operaciones de ensamble total y resoldar tubo a flange por parte del cliente externo (poros de soldadura en los dos casos), que genera una calificación en la ocurrencia, entre 1 y 2, por otro lado la detección se encuentra estimada entre 5 y 8; esto depende de la cantidad de unidades defectuosas reportadas por el área según los controles de detección que existen actualmente, el valor de la detección en algunas operaciones es alta (mayor a 7 ) ya que los controles implementados dependen del entrenamiento del operario y son correctivos, es decir las fallas se detectan una vez cometido el error ya sea en la misma operación o en operaciones posteriores: Nota: Todas las operaciones para el proceso de ensamble (preensamble) son consideradas como operaciones críticas en la fabricación del sistema de escape GSV.
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV
Requerimiento Modo de falla
potencial Efectos potenciales de
la falla S
everi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
430 Apuntar tubo punzonado
Cordones de Soldadura
completa , sin poros, sobre penetración
Sobre penetración.
(Perforación del material base).
Poro del material base causado por la sobre
penetración en la operación de soldado. (Imposibilidad de re
trabajo)
8 Puesta a punto
incorrecta 2
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
Inspección visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
5 80
Función
Proceso
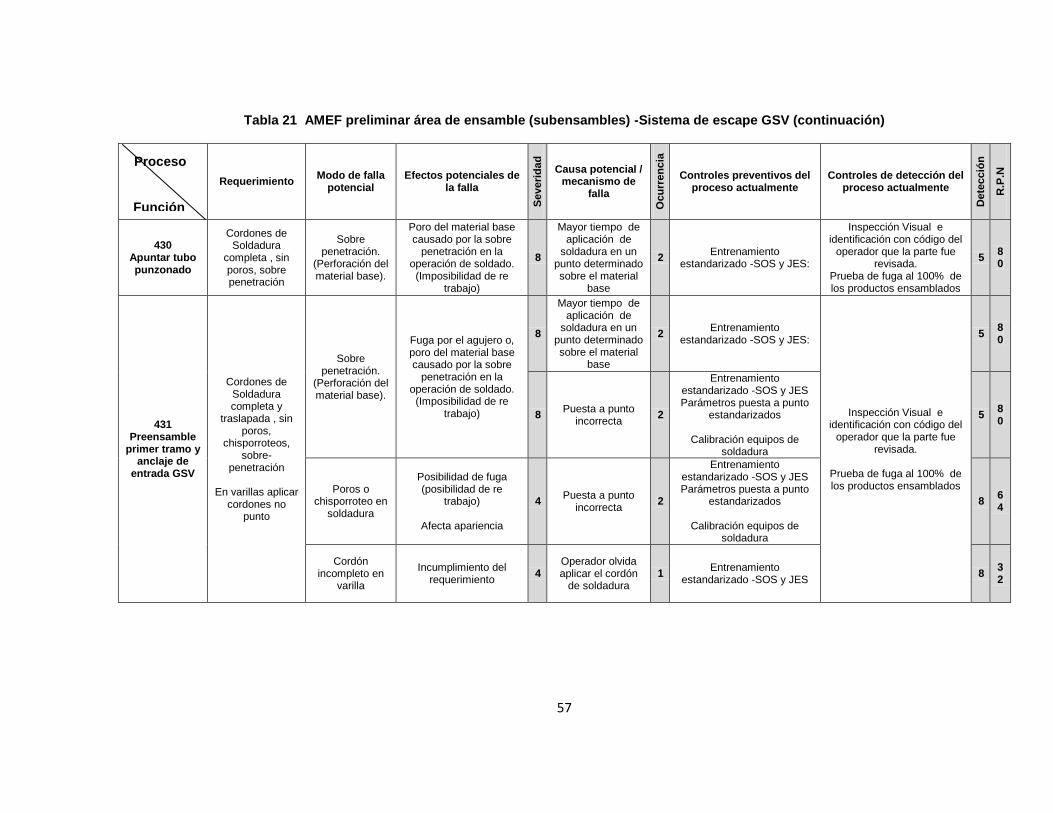
57
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de
la falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
430 Apuntar tubo punzonado
Cordones de Soldadura
completa , sin poros, sobre penetración
Sobre penetración.
(Perforación del material base).
Poro del material base causado por la sobre
penetración en la operación de soldado. (Imposibilidad de re
trabajo)
8
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2 Entrenamiento
estandarizado -SOS y JES:
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
5 80
431 Preensamble
primer tramo y anclaje de
entrada GSV
Cordones de Soldadura completa y
traslapada , sin poros,
chisporroteos, sobre-
penetración
En varillas aplicar cordones no
punto
Sobre penetración.
(Perforación del material base).
Fuga por el agujero o, poro del material base causado por la sobre
penetración en la operación de soldado. (Imposibilidad de re
trabajo)
8
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2 Entrenamiento
estandarizado -SOS y JES:
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
5 80
8 Puesta a punto
incorrecta 2
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
5 80
Poros o chisporroteo en
soldadura
Posibilidad de fuga (posibilidad de re
trabajo)
Afecta apariencia
4 Puesta a punto
incorrecta 2
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
8 64
Cordón incompleto en
varilla
Incumplimiento del requerimiento
4 Operador olvida aplicar el cordón
de soldadura 1
Entrenamiento estandarizado -SOS y JES
8 32
Función
Proceso
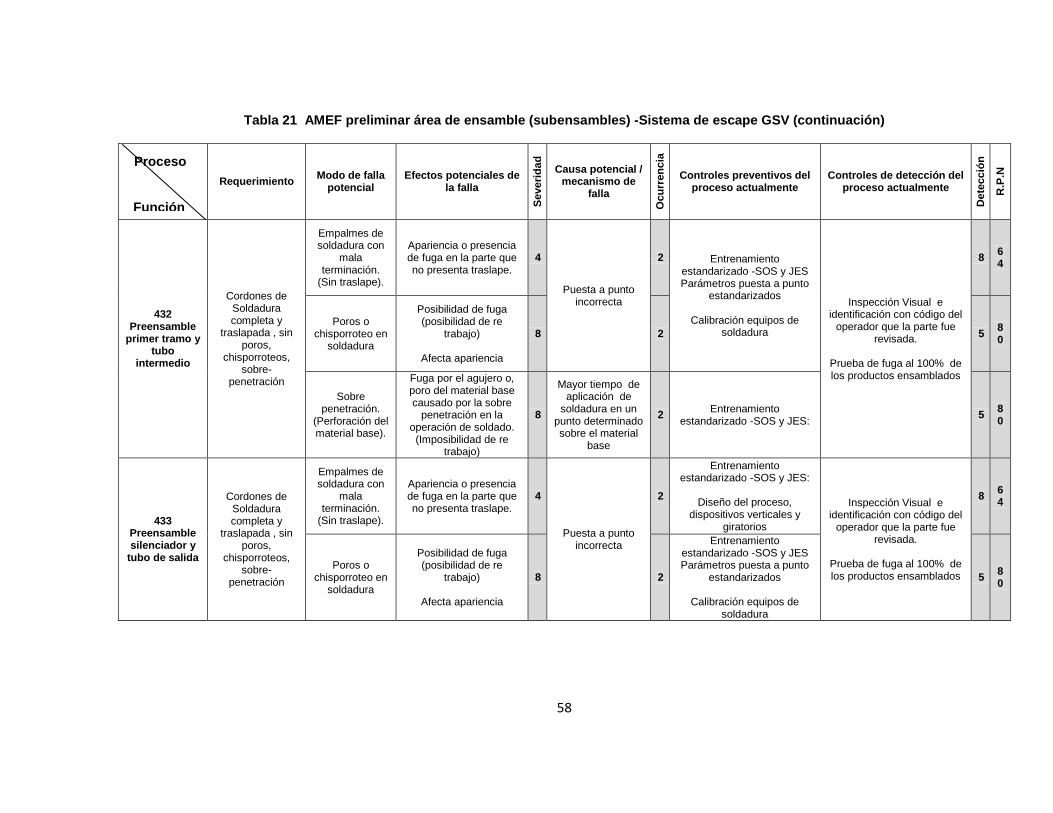
58
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de
la falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
432 Preensamble
primer tramo y tubo
intermedio
Cordones de Soldadura completa y
traslapada , sin poros,
chisporroteos, sobre-
penetración
Empalmes de soldadura con
mala terminación.
(Sin traslape).
Apariencia o presencia de fuga en la parte que no presenta traslape.
4
Puesta a punto incorrecta
2 Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
8 64
Poros o chisporroteo en
soldadura
Posibilidad de fuga (posibilidad de re
trabajo)
Afecta apariencia
8 2 5 80
Sobre penetración.
(Perforación del material base).
Fuga por el agujero o, poro del material base causado por la sobre
penetración en la operación de soldado. (Imposibilidad de re
trabajo)
8
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2 Entrenamiento
estandarizado -SOS y JES: 5
80
433 Preensamble silenciador y
tubo de salida
Cordones de Soldadura completa y
traslapada , sin poros,
chisporroteos, sobre-
penetración
Empalmes de soldadura con
mala terminación.
(Sin traslape).
Apariencia o presencia de fuga en la parte que no presenta traslape.
4
Puesta a punto incorrecta
2
Entrenamiento estandarizado -SOS y JES:
Diseño del proceso,
dispositivos verticales y giratorios
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
8 64
Poros o chisporroteo en
soldadura
Posibilidad de fuga (posibilidad de re
trabajo)
Afecta apariencia
8 2
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
5 80
Función
Proceso
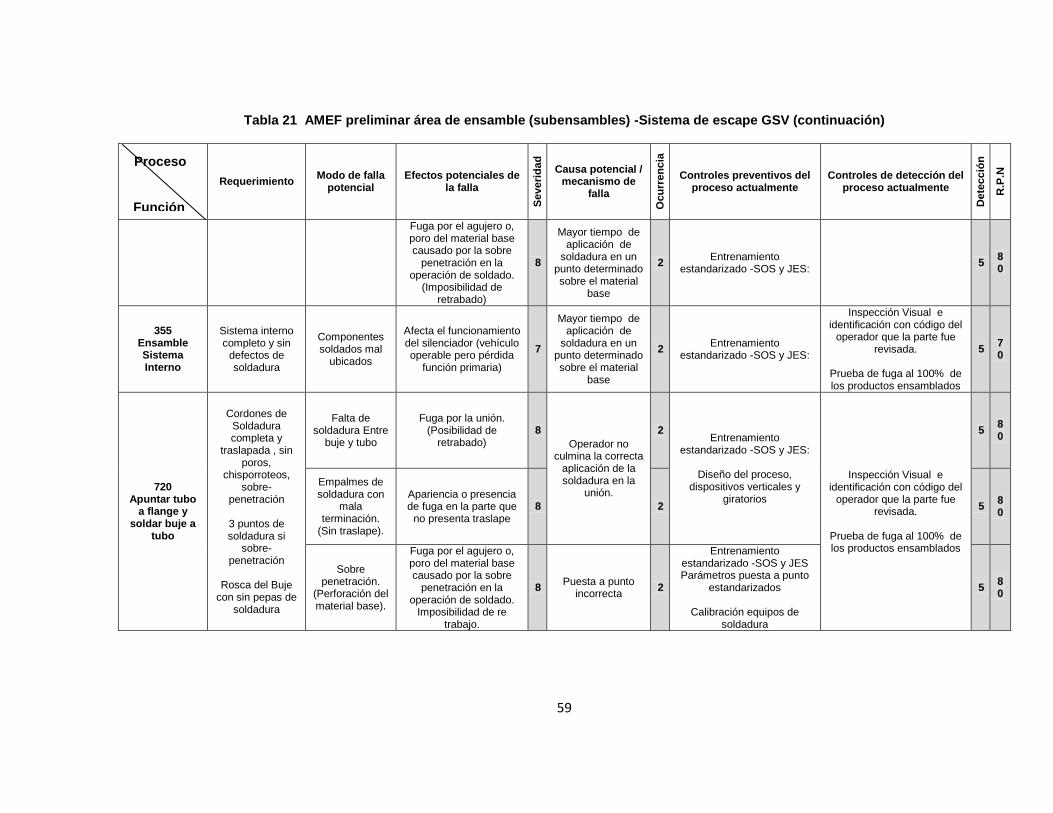
59
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de
la falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
Fuga por el agujero o, poro del material base causado por la sobre
penetración en la operación de soldado.
(Imposibilidad de retrabado)
8
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2 Entrenamiento
estandarizado -SOS y JES: 5
80
355 Ensamble Sistema Interno
Sistema interno completo y sin
defectos de soldadura
Componentes soldados mal
ubicados
Afecta el funcionamiento del silenciador (vehículo operable pero pérdida
función primaria)
7
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2 Entrenamiento
estandarizado -SOS y JES:
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
5 70
720 Apuntar tubo
a flange y soldar buje a
tubo
Cordones de Soldadura completa y
traslapada , sin poros,
chisporroteos, sobre-
penetración
3 puntos de soldadura si
sobre- penetración
Rosca del Buje
con sin pepas de soldadura
Falta de soldadura Entre
buje y tubo
Fuga por la unión. (Posibilidad de
retrabado) 8
Operador no culmina la correcta
aplicación de la soldadura en la
unión.
2 Entrenamiento
estandarizado -SOS y JES:
Diseño del proceso, dispositivos verticales y
giratorios
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
5 80
Empalmes de soldadura con
mala terminación.
(Sin traslape).
Apariencia o presencia de fuga en la parte que
no presenta traslape 8 2 5
80
Sobre penetración.
(Perforación del material base).
Fuga por el agujero o, poro del material base causado por la sobre
penetración en la operación de soldado.
Imposibilidad de re trabajo.
8 Puesta a punto
incorrecta 2
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
5 80
Función
Proceso
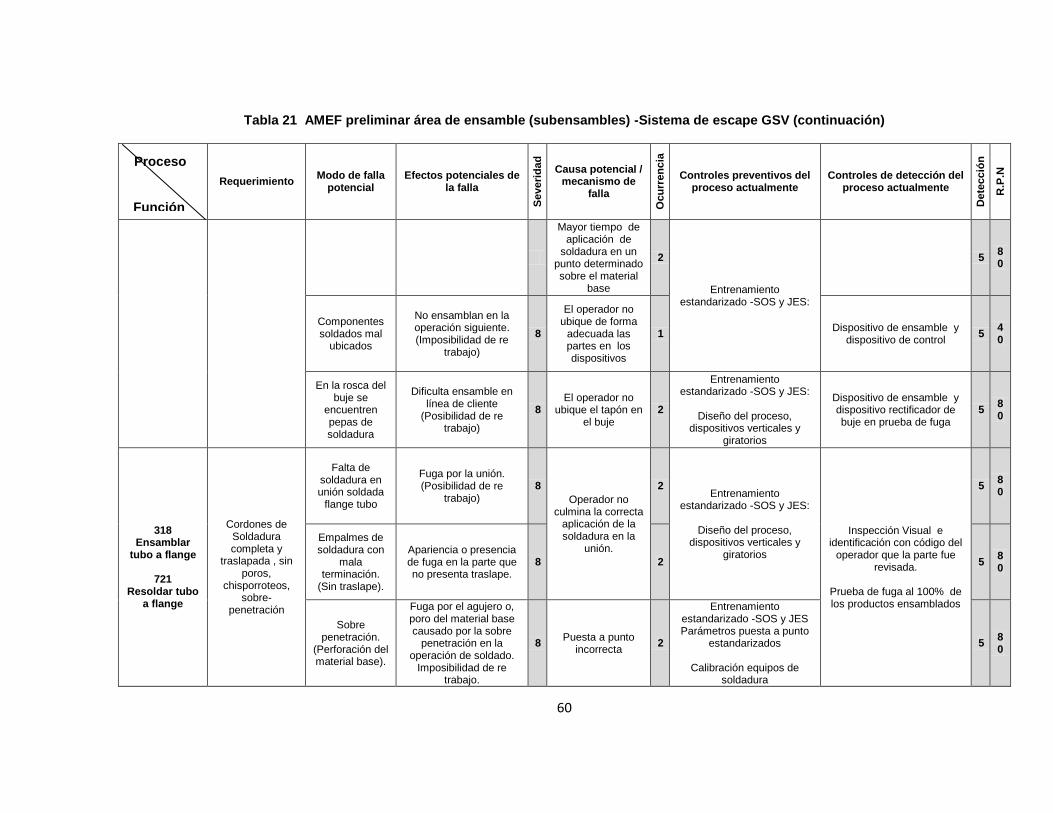
60
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de
la falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2
Entrenamiento estandarizado -SOS y JES:
5 80
Componentes soldados mal
ubicados
No ensamblan en la operación siguiente. (Imposibilidad de re
trabajo)
8
El operador no ubique de forma
adecuada las partes en los dispositivos
1 Dispositivo de ensamble y
dispositivo de control 5
40
En la rosca del buje se
encuentren pepas de soldadura
Dificulta ensamble en línea de cliente
(Posibilidad de re trabajo)
8 El operador no
ubique el tapón en el buje
2
Entrenamiento estandarizado -SOS y JES:
Diseño del proceso,
dispositivos verticales y giratorios
Dispositivo de ensamble y dispositivo rectificador de buje en prueba de fuga
5 80
318 Ensamblar
tubo a flange
721 Resoldar tubo
a flange
Cordones de Soldadura completa y
traslapada , sin poros,
chisporroteos, sobre-
penetración
Falta de soldadura en unión soldada
flange tubo
Fuga por la unión. (Posibilidad de re
trabajo) 8
Operador no culmina la correcta
aplicación de la soldadura en la
unión.
2 Entrenamiento
estandarizado -SOS y JES:
Diseño del proceso, dispositivos verticales y
giratorios
Inspección Visual e identificación con código del
operador que la parte fue revisada.
Prueba de fuga al 100% de los productos ensamblados
5 80
Empalmes de soldadura con
mala terminación.
(Sin traslape).
Apariencia o presencia de fuga en la parte que no presenta traslape.
8 2 5 80
Sobre penetración.
(Perforación del material base).
Fuga por el agujero o, poro del material base causado por la sobre
penetración en la operación de soldado.
Imposibilidad de re trabajo.
8 Puesta a punto
incorrecta 2
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
5 80
Función
Proceso
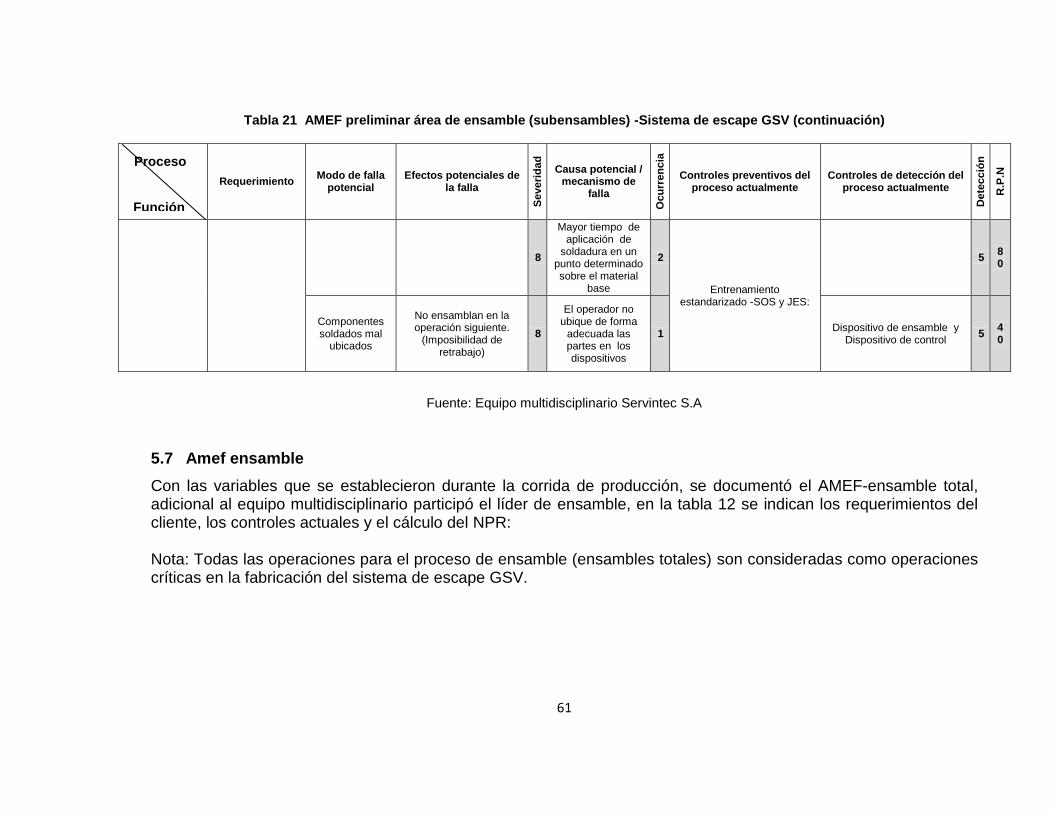
61
Tabla 21 AMEF preliminar área de ensamble (subensambles) -Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial Efectos potenciales de
la falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
8
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el material
base
2
Entrenamiento estandarizado -SOS y JES:
5 80
Componentes soldados mal
ubicados
No ensamblan en la operación siguiente.
(Imposibilidad de retrabajo)
8
El operador no ubique de forma
adecuada las partes en los dispositivos
1 Dispositivo de ensamble y
Dispositivo de control 5
40
Fuente: Equipo multidisciplinario Servintec S.A
5.7 Amef ensamble
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF-ensamble total, adicional al equipo multidisciplinario participó el líder de ensamble, en la tabla 12 se indican los requerimientos del cliente, los controles actuales y el cálculo del NPR: Nota: Todas las operaciones para el proceso de ensamble (ensambles totales) son consideradas como operaciones críticas en la fabricación del sistema de escape GSV.
Función
Proceso
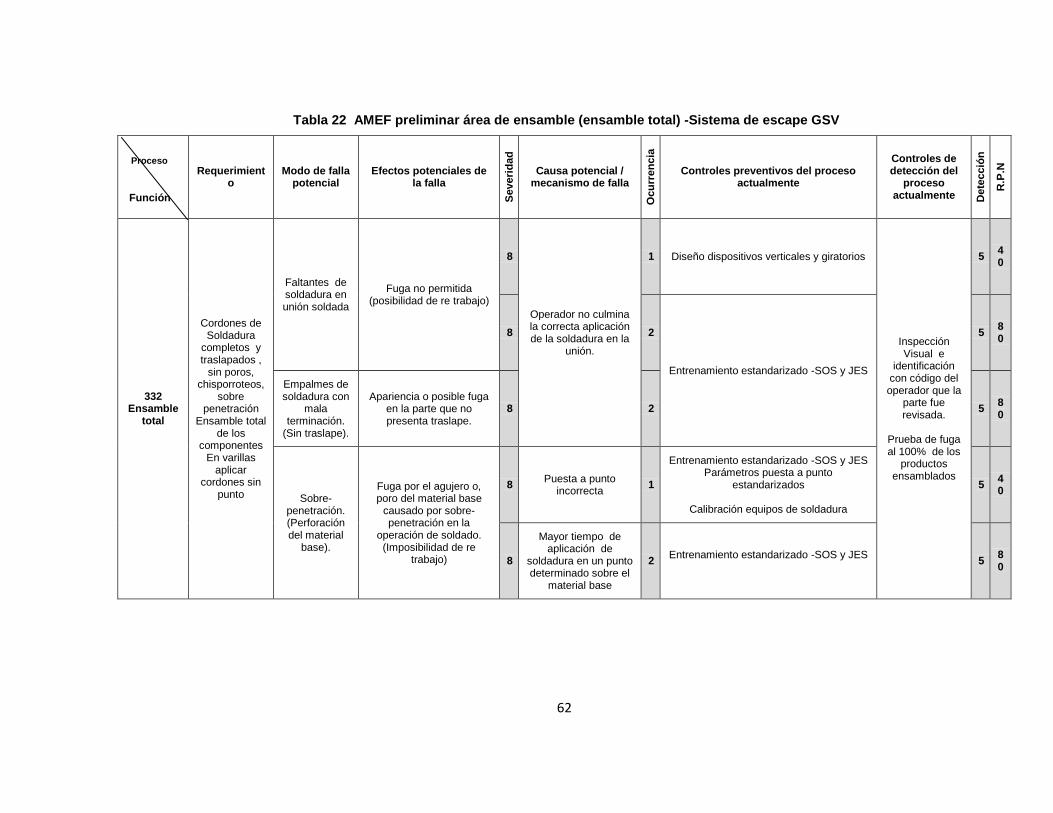
62
Tabla 22 AMEF preliminar área de ensamble (ensamble total) -Sistema de escape GSV
Requerimiento
Modo de falla potencial
Efectos potenciales de la falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
332 Ensamble
total
Cordones de Soldadura
completos y traslapados ,
sin poros, chisporroteos,
sobre penetración
Ensamble total de los
componentes En varillas
aplicar cordones sin
punto
Faltantes de soldadura en unión soldada
Fuga no permitida (posibilidad de re trabajo)
8
Operador no culmina la correcta aplicación de la soldadura en la
unión.
1 Diseño dispositivos verticales y giratorios
Inspección Visual e
identificación con código del operador que la
parte fue revisada.
Prueba de fuga al 100% de los
productos ensamblados
5 40
8 2
Entrenamiento estandarizado -SOS y JES
5 80
Empalmes de soldadura con
mala terminación.
(Sin traslape).
Apariencia o posible fuga en la parte que no presenta traslape.
8 2 5 80
Sobre- penetración. (Perforación del material
base).
Fuga por el agujero o, poro del material base
causado por sobre- penetración en la
operación de soldado. (Imposibilidad de re
trabajo)
8 Puesta a punto
incorrecta 1
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
5 40
8
Mayor tiempo de aplicación de
soldadura en un punto determinado sobre el
material base
2 Entrenamiento estandarizado -SOS y JES
5
80
Proceso
Función
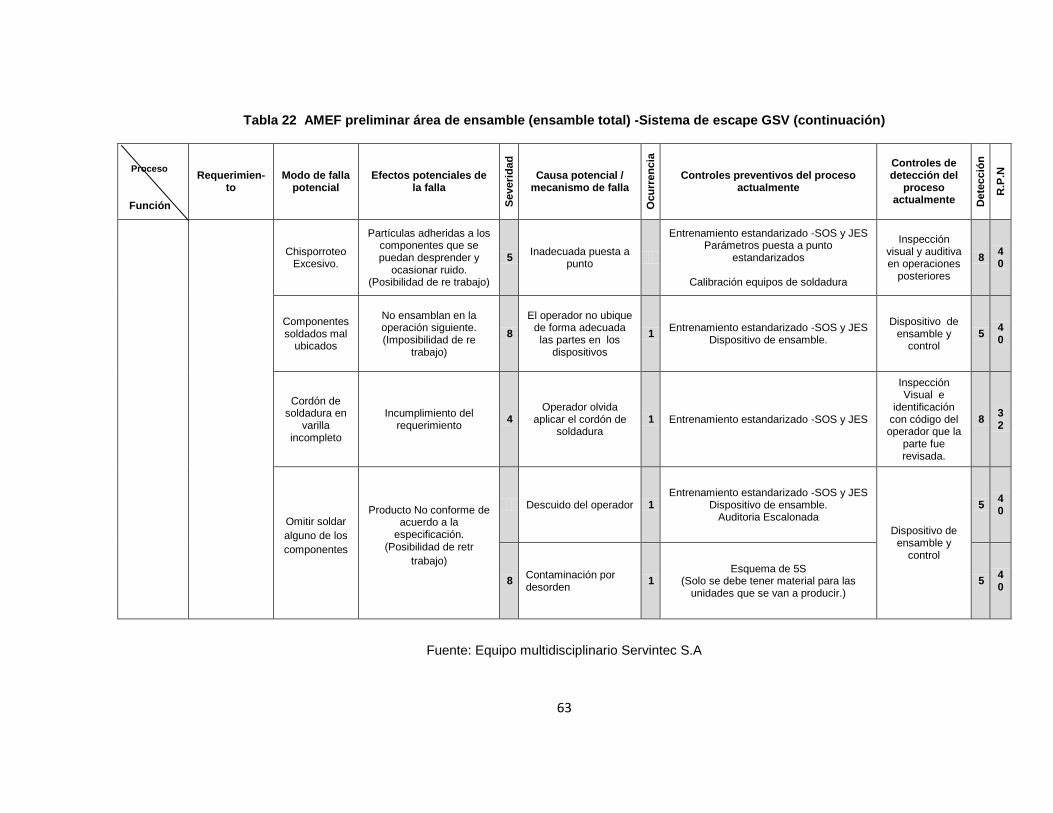
63
Tabla 22 AMEF preliminar área de ensamble (ensamble total) -Sistema de escape GSV (continuación)
Requerimien- to
Modo de falla potencial
Efectos potenciales de la falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
Chisporroteo Excesivo.
Partículas adheridas a los componentes que se puedan desprender y
ocasionar ruido. (Posibilidad de re trabajo)
5 Inadecuada puesta a
punto
Entrenamiento estandarizado -SOS y JES Parámetros puesta a punto
estandarizados
Calibración equipos de soldadura
Inspección visual y auditiva en operaciones
posteriores
8 40
Componentes soldados mal
ubicados
No ensamblan en la operación siguiente. (Imposibilidad de re
trabajo)
8
El operador no ubique de forma adecuada las partes en los
dispositivos
1 Entrenamiento estandarizado -SOS y JES
Dispositivo de ensamble.
Dispositivo de ensamble y
control 5
40
Cordón de soldadura en
varilla incompleto
Incumplimiento del requerimiento
4 Operador olvida
aplicar el cordón de soldadura
1 Entrenamiento estandarizado -SOS y JES
Inspección Visual e
identificación con código del operador que la
parte fue revisada.
8 32
Omitir soldar
alguno de los
componentes
Producto No conforme de acuerdo a la
especificación. (Posibilidad de retr
trabajo)
Descuido del operador 1 Entrenamiento estandarizado -SOS y JES
Dispositivo de ensamble. Auditoria Escalonada
Dispositivo de ensamble y
control
5 40
8 Contaminación por desorden
1 Esquema de 5S
(Solo se debe tener material para las unidades que se van a producir.)
5 40
Fuente: Equipo multidisciplinario Servintec S.A
Proceso
Función
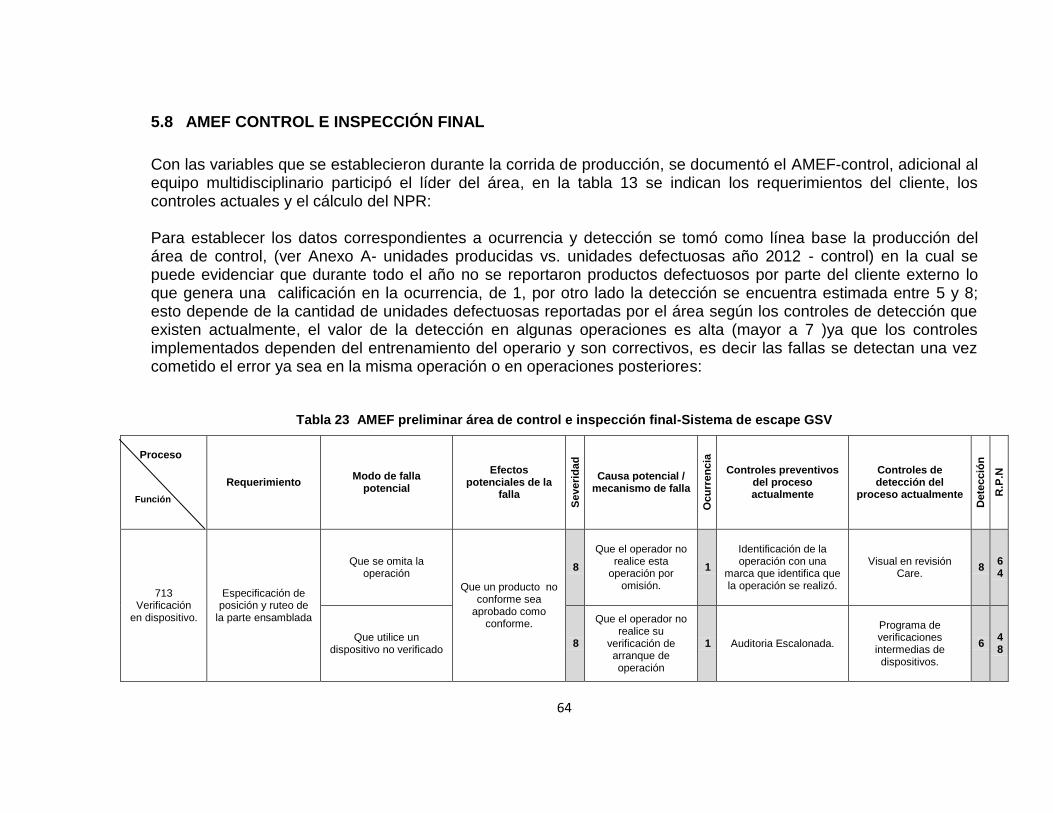
64
5.8 AMEF CONTROL E INSPECCIÓN FINAL
Con las variables que se establecieron durante la corrida de producción, se documentó el AMEF-control, adicional al equipo multidisciplinario participó el líder del área, en la tabla 13 se indican los requerimientos del cliente, los controles actuales y el cálculo del NPR: Para establecer los datos correspondientes a ocurrencia y detección se tomó como línea base la producción del área de control, (ver Anexo A- unidades producidas vs. unidades defectuosas año 2012 - control) en la cual se puede evidenciar que durante todo el año no se reportaron productos defectuosos por parte del cliente externo lo que genera una calificación en la ocurrencia, de 1, por otro lado la detección se encuentra estimada entre 5 y 8; esto depende de la cantidad de unidades defectuosas reportadas por el área según los controles de detección que existen actualmente, el valor de la detección en algunas operaciones es alta (mayor a 7 )ya que los controles implementados dependen del entrenamiento del operario y son correctivos, es decir las fallas se detectan una vez cometido el error ya sea en la misma operación o en operaciones posteriores:
Tabla 23 AMEF preliminar área de control e inspección final-Sistema de escape GSV
Requerimiento Modo de falla
potencial
Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente
Dete
cció
n
R.P
.N
713 Verificación
en dispositivo.
Especificación de posición y ruteo de
la parte ensamblada
Que se omita la operación
Que un producto no conforme sea
aprobado como conforme.
8
Que el operador no realice esta
operación por omisión.
1
Identificación de la operación con una
marca que identifica que la operación se realizó.
Visual en revisión Care.
8 64
Que utilice un dispositivo no verificado
8
Que el operador no realice su
verificación de arranque de operación
1 Auditoria Escalonada.
Programa de verificaciones intermedias de dispositivos.
6 48
Proceso
Función
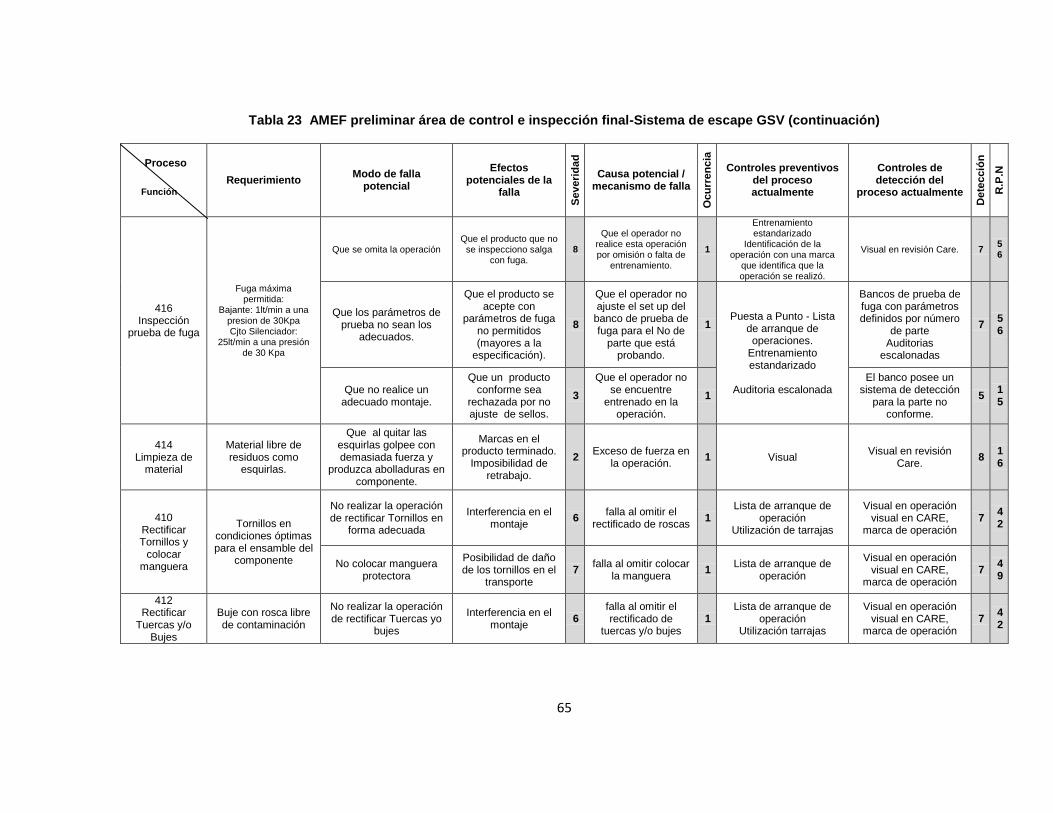
65
Tabla 23 AMEF preliminar área de control e inspección final-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial
Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente
Dete
cció
n
R.P
.N
416 Inspección
prueba de fuga
Fuga máxima permitida:
Bajante: 1lt/min a una presion de 30Kpa Cjto Silenciador:
25lt/min a una presión de 30 Kpa
Que se omita la operación Que el producto que no
se inspecciono salga con fuga.
8
Que el operador no realice esta operación por omisión o falta de
entrenamiento.
1
Entrenamiento estandarizado
Identificación de la operación con una marca
que identifica que la operación se realizó.
Visual en revisión Care. 7 56
Que los parámetros de prueba no sean los
adecuados.
Que el producto se acepte con
parámetros de fuga no permitidos (mayores a la
especificación).
8
Que el operador no ajuste el set up del
banco de prueba de fuga para el No de
parte que está probando.
1 Puesta a Punto - Lista
de arranque de operaciones.
Entrenamiento estandarizado
Auditoria escalonada
Bancos de prueba de fuga con parámetros definidos por número
de parte Auditorias
escalonadas
7 56
Que no realice un adecuado montaje.
Que un producto conforme sea
rechazada por no ajuste de sellos.
3
Que el operador no se encuentre
entrenado en la operación.
1
El banco posee un sistema de detección
para la parte no conforme.
5 15
414 Limpieza de
material
Material libre de residuos como
esquirlas.
Que al quitar las esquirlas golpee con demasiada fuerza y
produzca abolladuras en componente.
Marcas en el producto terminado.
Imposibilidad de retrabajo.
2 Exceso de fuerza en
la operación. 1 Visual
Visual en revisión Care.
8 16
410 Rectificar Tornillos y
colocar manguera
Tornillos en condiciones óptimas para el ensamble del
componente
No realizar la operación de rectificar Tornillos en
forma adecuada
Interferencia en el montaje
6 falla al omitir el
rectificado de roscas 1
Lista de arranque de operación
Utilización de tarrajas
Visual en operación visual en CARE,
marca de operación 7
42
No colocar manguera protectora
Posibilidad de daño de los tornillos en el
transporte 7
falla al omitir colocar la manguera
1 Lista de arranque de
operación
Visual en operación visual en CARE,
marca de operación 7
49
412 Rectificar
Tuercas y/o Bujes
Buje con rosca libre de contaminación
No realizar la operación de rectificar Tuercas yo
bujes
Interferencia en el montaje
6 falla al omitir el rectificado de
tuercas y/o bujes 1
Lista de arranque de operación
Utilización tarrajas
Visual en operación visual en CARE,
marca de operación 7
42
Función
Proceso
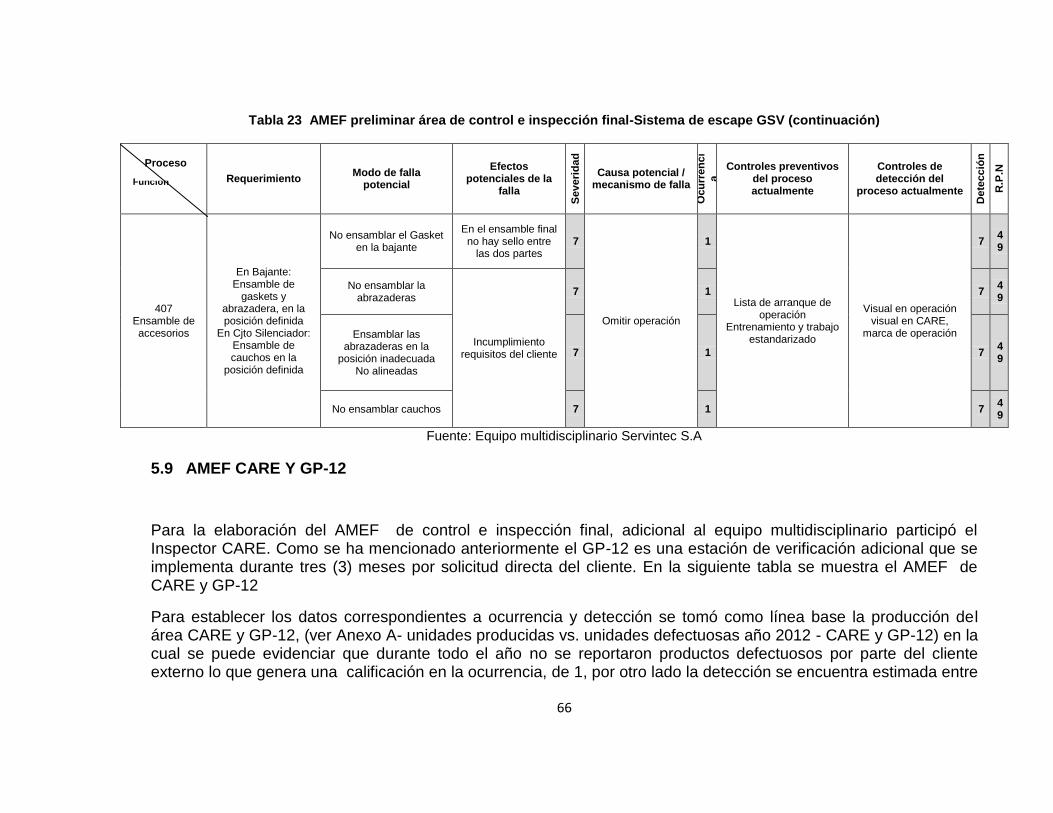
66
Tabla 23 AMEF preliminar área de control e inspección final-Sistema de escape GSV (continuación)
Requerimiento Modo de falla
potencial
Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de falla
Ocu
rren
ci
a
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente
Dete
cció
n
R.P
.N
407 Ensamble de accesorios
En Bajante: Ensamble de
gaskets y abrazadera, en la posición definida
En Cjto Silenciador: Ensamble de cauchos en la
posición definida
No ensamblar el Gasket en la bajante
En el ensamble final no hay sello entre
las dos partes 7
Omitir operación
1
Lista de arranque de operación
Entrenamiento y trabajo estandarizado
Visual en operación visual en CARE,
marca de operación
7 49
No ensamblar la abrazaderas
Incumplimiento requisitos del cliente
7 1 7 49
Ensamblar las abrazaderas en la
posición inadecuada No alineadas
7 1 7 49
No ensamblar cauchos 7 1 7 49
Fuente: Equipo multidisciplinario Servintec S.A
5.9 AMEF CARE Y GP-12
Para la elaboración del AMEF de control e inspección final, adicional al equipo multidisciplinario participó el Inspector CARE. Como se ha mencionado anteriormente el GP-12 es una estación de verificación adicional que se implementa durante tres (3) meses por solicitud directa del cliente. En la siguiente tabla se muestra el AMEF de CARE y GP-12
Para establecer los datos correspondientes a ocurrencia y detección se tomó como línea base la producción del área CARE y GP-12, (ver Anexo A- unidades producidas vs. unidades defectuosas año 2012 - CARE y GP-12) en la cual se puede evidenciar que durante todo el año no se reportaron productos defectuosos por parte del cliente externo lo que genera una calificación en la ocurrencia, de 1, por otro lado la detección se encuentra estimada entre
Función
Proceso
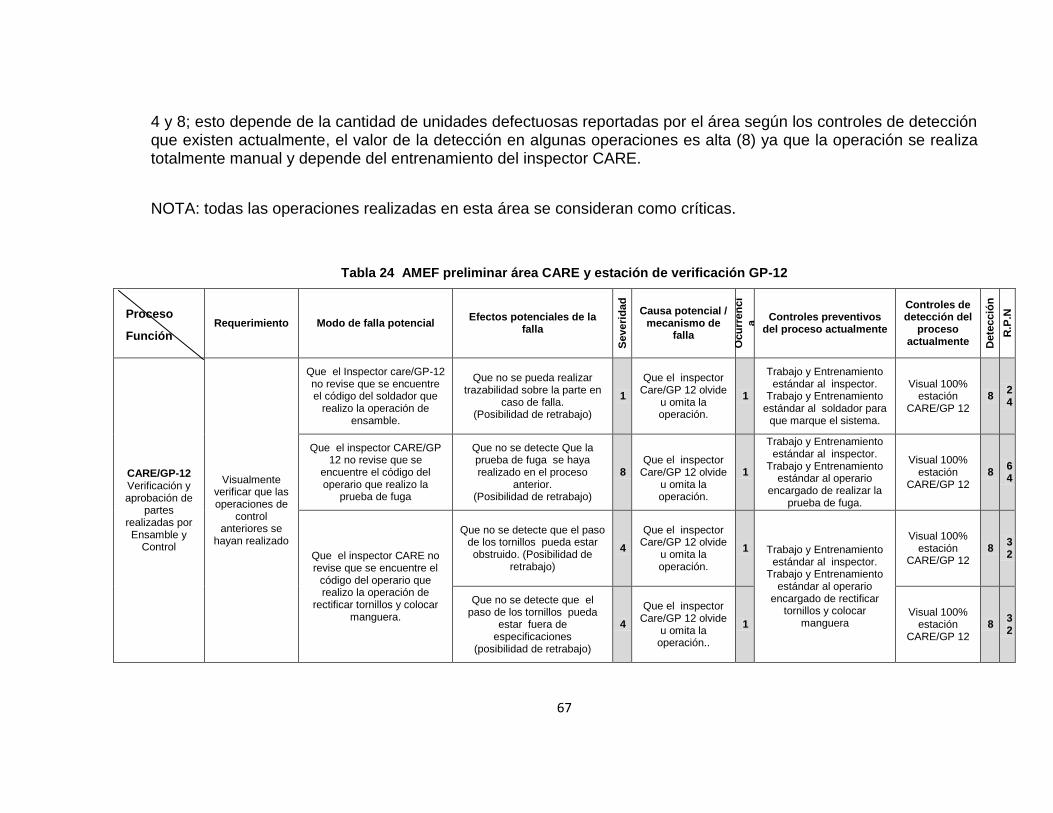
67
4 y 8; esto depende de la cantidad de unidades defectuosas reportadas por el área según los controles de detección que existen actualmente, el valor de la detección en algunas operaciones es alta (8) ya que la operación se realiza totalmente manual y depende del entrenamiento del inspector CARE.
NOTA: todas las operaciones realizadas en esta área se consideran como críticas.
Tabla 24 AMEF preliminar área CARE y estación de verificación GP-12
Requerimiento Modo de falla potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
ci
a Controles preventivos
del proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
CARE/GP-12 Verificación y aprobación de
partes realizadas por Ensamble y
Control
Visualmente verificar que las operaciones de
control anteriores se
hayan realizado
Que el Inspector care/GP-12 no revise que se encuentre el código del soldador que
realizo la operación de ensamble.
Que no se pueda realizar trazabilidad sobre la parte en
caso de falla. (Posibilidad de retrabajo)
1
Que el inspector Care/GP 12 olvide
u omita la operación.
1
Trabajo y Entrenamiento estándar al inspector.
Trabajo y Entrenamiento estándar al soldador para
que marque el sistema.
Visual 100% estación
CARE/GP 12 8
24
Que el inspector CARE/GP 12 no revise que se
encuentre el código del operario que realizo la
prueba de fuga
Que no se detecte Que la prueba de fuga se haya realizado en el proceso
anterior. (Posibilidad de retrabajo)
8
Que el inspector
Care/GP 12 olvide u omita la operación.
1
Trabajo y Entrenamiento estándar al inspector.
Trabajo y Entrenamiento estándar al operario
encargado de realizar la prueba de fuga.
Visual 100% estación
CARE/GP 12 8
64
Que el inspector CARE no revise que se encuentre el
código del operario que realizo la operación de
rectificar tornillos y colocar manguera.
Que no se detecte que el paso de los tornillos pueda estar obstruido. (Posibilidad de
retrabajo)
4
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento estándar al inspector.
Trabajo y Entrenamiento estándar al operario
encargado de rectificar tornillos y colocar
manguera
Visual 100% estación
CARE/GP 12 8
32
Que no se detecte que el paso de los tornillos pueda
estar fuera de especificaciones
(posibilidad de retrabajo)
4
Que el inspector Care/GP 12 olvide
u omita la operación..
1 Visual 100%
estación CARE/GP 12
8 32
Proceso
Función
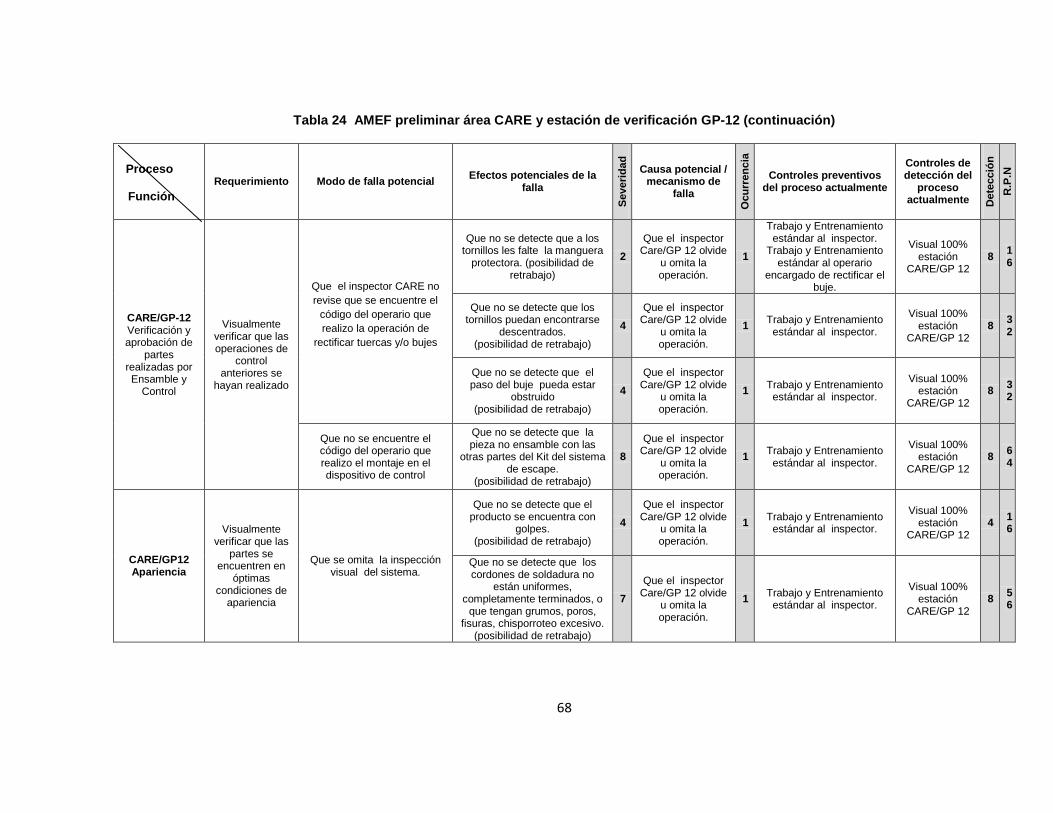
68
Tabla 24 AMEF preliminar área CARE y estación de verificación GP-12 (continuación)
Requerimiento Modo de falla potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
CARE/GP-12 Verificación y aprobación de
partes realizadas por Ensamble y
Control
Visualmente verificar que las operaciones de
control anteriores se
hayan realizado
Que el inspector CARE no
revise que se encuentre el
código del operario que
realizo la operación de
rectificar tuercas y/o bujes
Que no se detecte que a los tornillos les falte la manguera
protectora. (posibilidad de retrabajo)
2
Que el inspector Care/GP 12 olvide
u omita la operación.
1
Trabajo y Entrenamiento estándar al inspector.
Trabajo y Entrenamiento estándar al operario
encargado de rectificar el buje.
Visual 100% estación
CARE/GP 12 8
16
Que no se detecte que los tornillos puedan encontrarse
descentrados. (posibilidad de retrabajo)
4
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 8
32
Que no se detecte que el paso del buje pueda estar
obstruido (posibilidad de retrabajo)
4
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 8
32
Que no se encuentre el código del operario que realizo el montaje en el dispositivo de control
Que no se detecte que la pieza no ensamble con las
otras partes del Kit del sistema de escape.
(posibilidad de retrabajo)
8
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 8
64
CARE/GP12 Apariencia
Visualmente verificar que las
partes se encuentren en
óptimas condiciones de
apariencia
Que se omita la inspección visual del sistema.
Que no se detecte que el producto se encuentra con
golpes. (posibilidad de retrabajo)
4
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 4
16
Que no se detecte que los cordones de soldadura no
están uniformes, completamente terminados, o
que tengan grumos, poros, fisuras, chisporroteo excesivo.
(posibilidad de retrabajo)
7
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 8
56
Proceso
Función
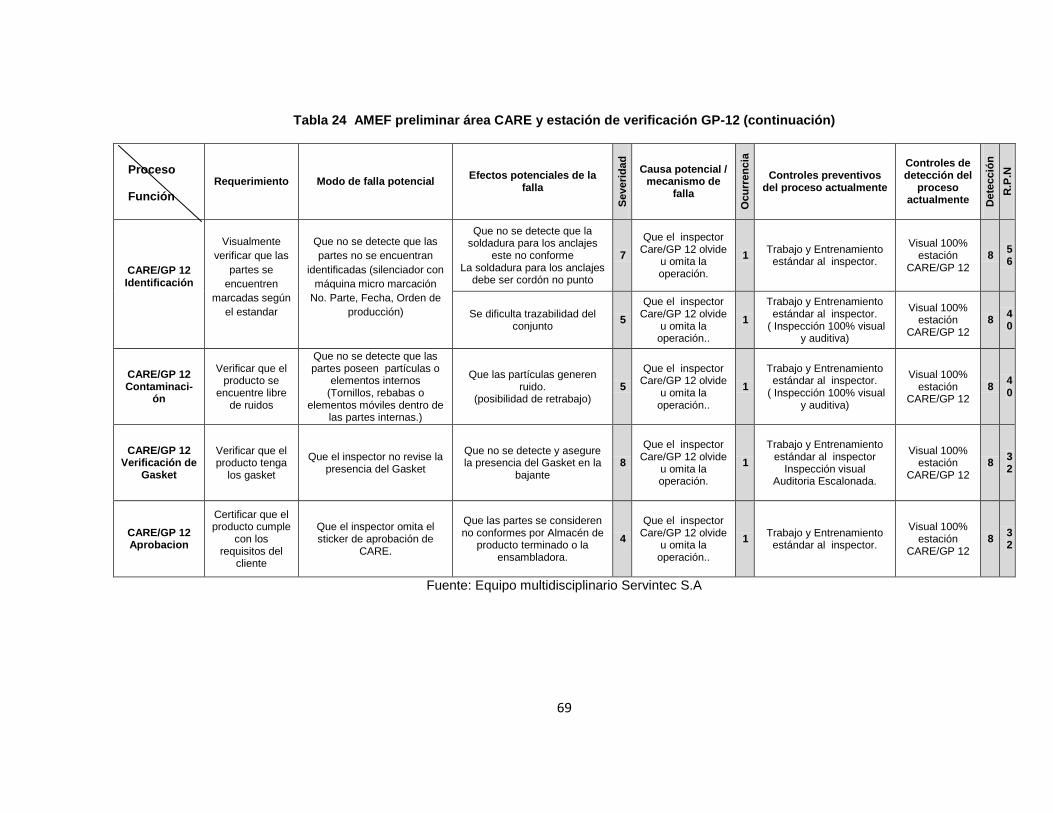
69
Tabla 24 AMEF preliminar área CARE y estación de verificación GP-12 (continuación)
Requerimiento Modo de falla potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del proceso actualmente
Controles de detección del
proceso actualmente D
ete
cció
n
R.P
.N
CARE/GP 12 Identificación
Visualmente
verificar que las
partes se
encuentren
marcadas según
el estandar
Que no se detecte que las
partes no se encuentran
identificadas (silenciador con
máquina micro marcación
No. Parte, Fecha, Orden de
producción)
Que no se detecte que la soldadura para los anclajes
este no conforme La soldadura para los anclajes
debe ser cordón no punto
7
Que el inspector Care/GP 12 olvide
u omita la operación.
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 8
56
Se dificulta trazabilidad del conjunto
5
Que el inspector Care/GP 12 olvide
u omita la operación..
1
Trabajo y Entrenamiento estándar al inspector.
( Inspección 100% visual y auditiva)
Visual 100% estación
CARE/GP 12 8
40
CARE/GP 12 Contaminaci-
ón
Verificar que el producto se
encuentre libre de ruidos
Que no se detecte que las partes poseen partículas o
elementos internos (Tornillos, rebabas o
elementos móviles dentro de las partes internas.)
Que las partículas generen ruido.
(posibilidad de retrabajo) 5
Que el inspector Care/GP 12 olvide
u omita la operación..
1
Trabajo y Entrenamiento estándar al inspector.
( Inspección 100% visual y auditiva)
Visual 100% estación
CARE/GP 12 8
40
CARE/GP 12 Verificación de
Gasket
Verificar que el producto tenga
los gasket
Que el inspector no revise la presencia del Gasket
Que no se detecte y asegure la presencia del Gasket en la
bajante 8
Que el inspector Care/GP 12 olvide
u omita la operación.
1
Trabajo y Entrenamiento estándar al inspector
Inspección visual Auditoria Escalonada.
Visual 100% estación
CARE/GP 12 8
32
CARE/GP 12 Aprobacion
Certificar que el producto cumple
con los requisitos del
cliente
Que el inspector omita el sticker de aprobación de
CARE.
Que las partes se consideren no conformes por Almacén de
producto terminado o la ensambladora.
4
Que el inspector Care/GP 12 olvide
u omita la operación..
1 Trabajo y Entrenamiento
estándar al inspector.
Visual 100% estación
CARE/GP 12 8
32
Fuente: Equipo multidisciplinario Servintec S.A
Proceso
Función
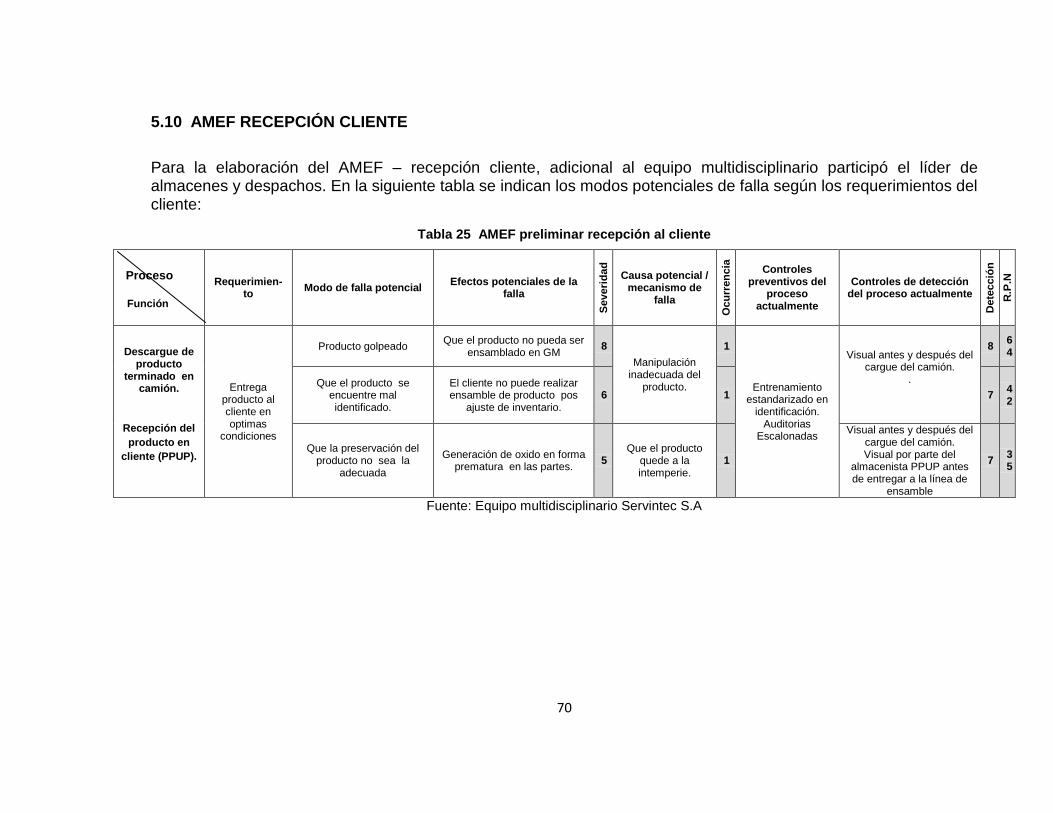
70
5.10 AMEF RECEPCIÓN CLIENTE
Para la elaboración del AMEF – recepción cliente, adicional al equipo multidisciplinario participó el líder de almacenes y despachos. En la siguiente tabla se indican los modos potenciales de falla según los requerimientos del cliente:
Tabla 25 AMEF preliminar recepción al cliente
Requerimien-to
Modo de falla potencial Efectos potenciales de la
falla
Severi
da
d
Causa potencial / mecanismo de
falla
Ocu
rren
cia
Controles preventivos del
proceso actualmente
Controles de detección del proceso actualmente
Dete
cció
n
R.P
.N
Descargue de producto
terminado en camión.
Recepción del
producto en
cliente (PPUP).
Entrega producto al cliente en optimas
condiciones
Producto golpeado Que el producto no pueda ser
ensamblado en GM 8
Manipulación inadecuada del
producto.
1
Entrenamiento estandarizado en
identificación. Auditorias
Escalonadas
Visual antes y después del cargue del camión.
.
8 64
Que el producto se encuentre mal identificado.
El cliente no puede realizar ensamble de producto pos
ajuste de inventario. 6 1 7
42
Que la preservación del producto no sea la
adecuada
Generación de oxido en forma prematura en las partes.
5 Que el producto
quede a la intemperie.
1
Visual antes y después del cargue del camión. Visual por parte del
almacenista PPUP antes de entregar a la línea de
ensamble
7 35
Fuente: Equipo multidisciplinario Servintec S.A
Proceso
Función
71
6. PLAN CONTROL
Como su nombre lo dice, el plan control consiste en implementar medidas de control en caso de presentarse alguna de las fallas contempladas en el AMEF, estas medidas son uno de los requerimientos por parte del cliente y se implementa por área para aquellas operaciones que registren un NPR igual o mayor a cuarenta (40).
La metodología para elaborar el plan control es similar a la del AMEF, con la excepción que solo participan el área de calidad e ingeniería, el primero con el fin de garantizar durante todo el proceso de producción que los controles establecidos cumplan con los requisitos de calidad exigidos por el cliente y el segundo para brindar acompañamiento durante la entrega del proceso a Producción y diseñar los herramentales y dispositivos de control necesarios para reducir el riego de falla en las operaciones que se requiera.
En la siguiente Figura se puede evidenciar las operaciones que presentan un NPR mayor a 40 y sobre las cuáles se realizará el plan control, la relación del número de cada operación se encuentra desde la figura 5 10 de este documento.
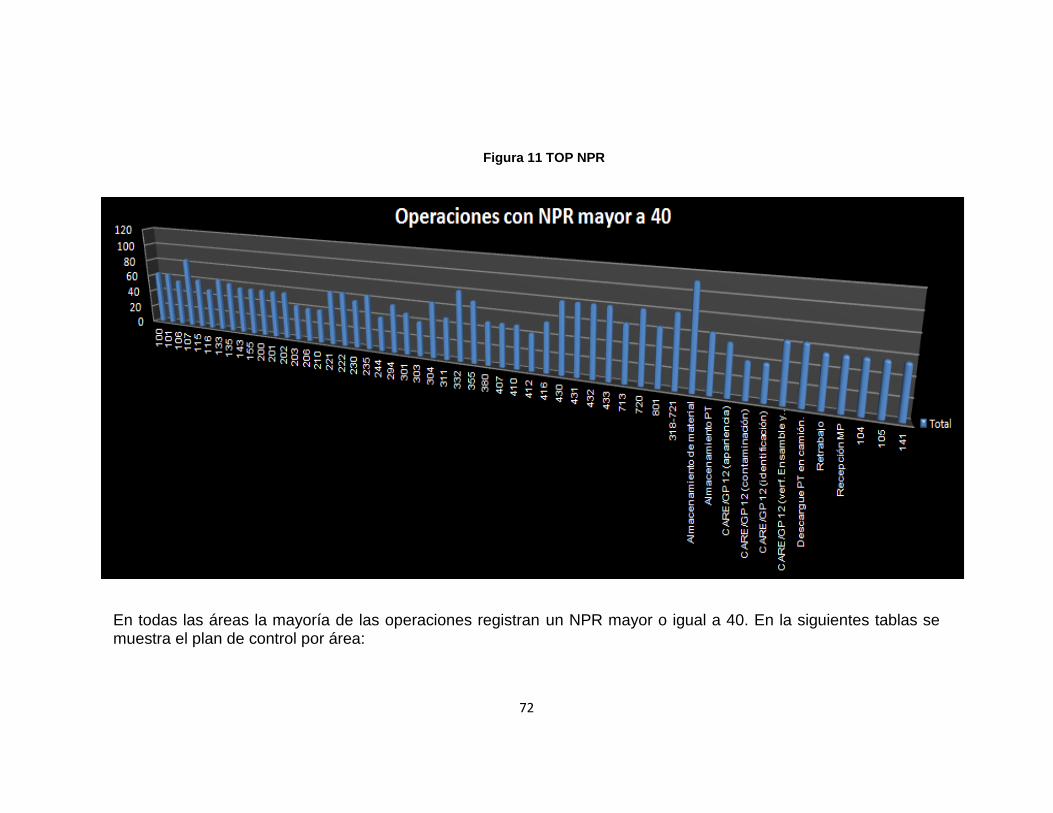
72
Figura 11 TOP NPR
En todas las áreas la mayoría de las operaciones registran un NPR mayor o igual a 40. En la siguientes tablas se muestra el plan de control por área:
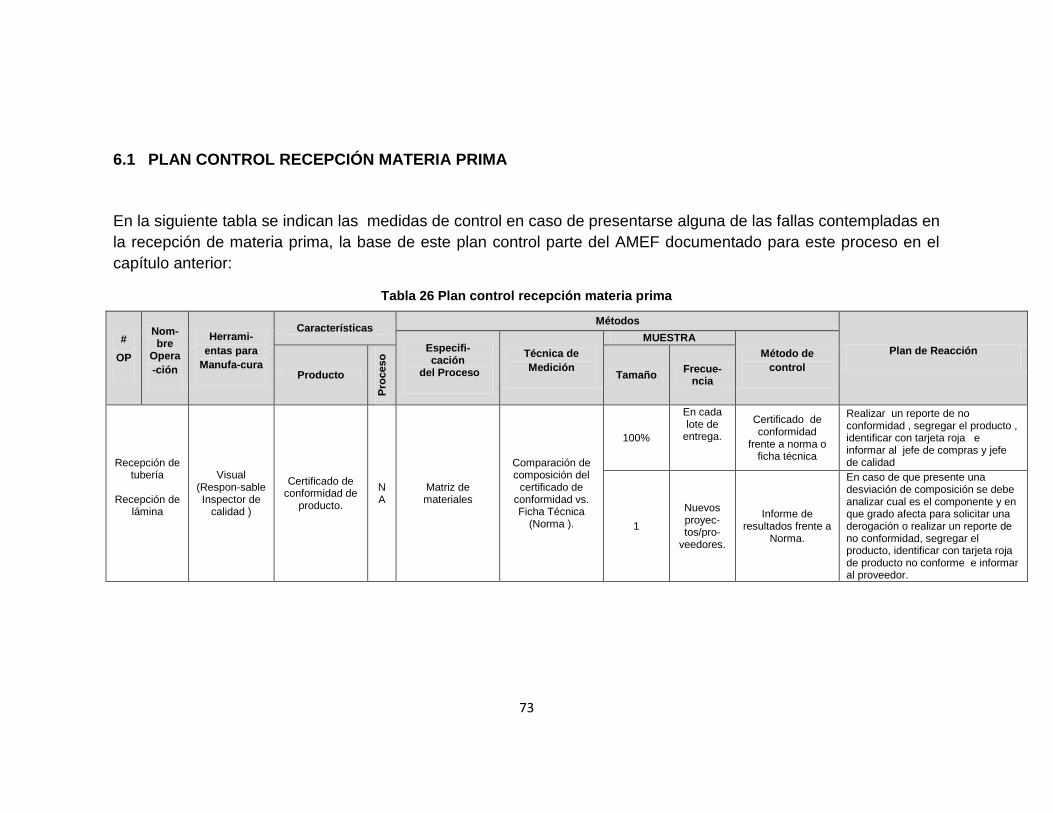
73
6.1 PLAN CONTROL RECEPCIÓN MATERIA PRIMA
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
la recepción de materia prima, la base de este plan control parte del AMEF documentado para este proceso en el
capítulo anterior:
Tabla 26 Plan control recepción materia prima
#
OP
Nom-bre
Opera
-ción
Herrami-
entas para
Manufa-cura
Características Métodos
Plan de Reacción Especifi- cación
del Proceso
Técnica de
Medición
MUESTRA
Método de
control Producto
Pro
ceso
Tamaño
Frecue-ncia
Recepción de tubería
Recepción de
lámina
Visual (Respon-sable Inspector de
calidad )
Certificado de conformidad de
producto.
NA
Matriz de materiales
Comparación de composición del
certificado de conformidad vs. Ficha Técnica
(Norma ).
100%
En cada lote de
entrega.
Certificado de conformidad
frente a norma o ficha técnica
Realizar un reporte de no conformidad , segregar el producto , identificar con tarjeta roja e informar al jefe de compras y jefe de calidad
1
Nuevos proyec-tos/pro-
veedores.
Informe de resultados frente a
Norma.
En caso de que presente una desviación de composición se debe analizar cual es el componente y en que grado afecta para solicitar una derogación o realizar un reporte de no conformidad, segregar el producto, identificar con tarjeta roja de producto no conforme e informar al proveedor.
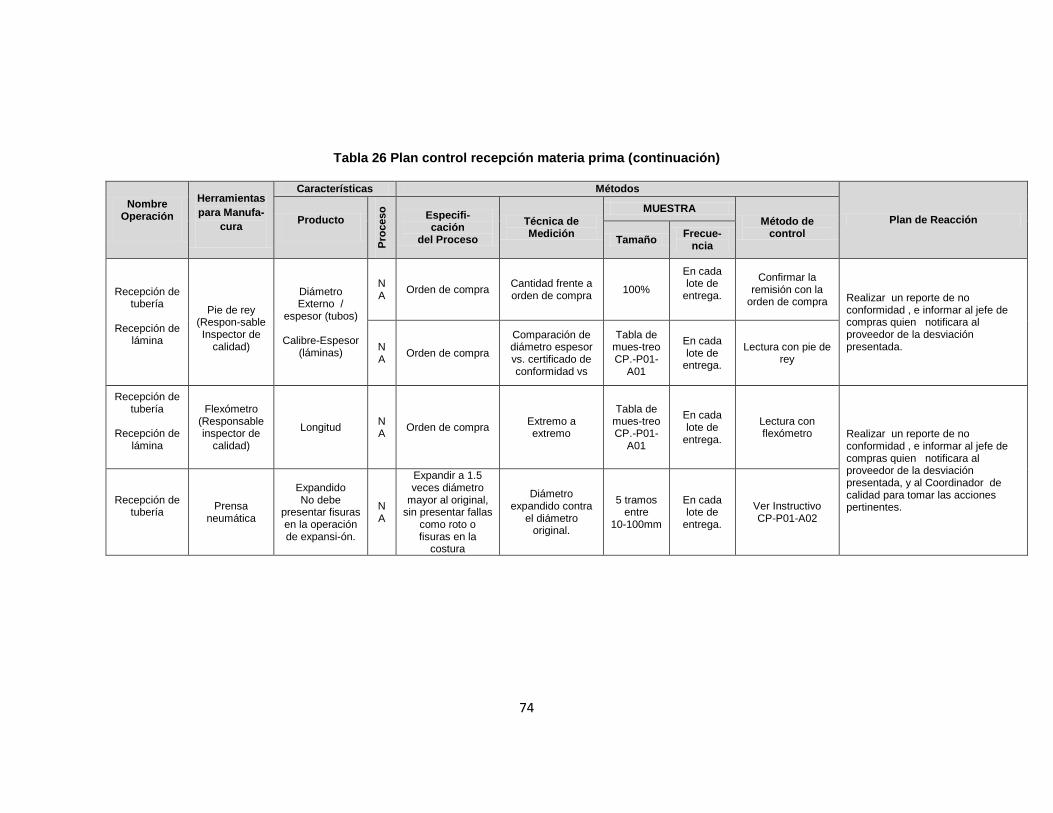
74
Tabla 26 Plan control recepción materia prima (continuación)
Nombre Operación
Herramientas
para Manufa-
cura
Características Métodos
Plan de Reacción Producto
Pro
ceso
Especifi- cación
del Proceso
Técnica de Medición
MUESTRA
Método de control
Tamaño Frecue-
ncia
Recepción de tubería
Recepción de
lámina
Pie de rey
(Respon-sable Inspector de
calidad)
Diámetro Externo /
espesor (tubos)
Calibre-Espesor (láminas)
NA
Orden de compra Cantidad frente a orden de compra
100%
En cada lote de
entrega.
Confirmar la remisión con la
orden de compra Realizar un reporte de no conformidad , e informar al jefe de compras quien notificara al proveedor de la desviación presentada. N
A Orden de compra
Comparación de diámetro espesor vs. certificado de conformidad vs
Tabla de mues-treo CP.-P01-
A01
En cada lote de
entrega.
Lectura con pie de rey
Recepción de tubería
Recepción de
lámina
Flexómetro (Responsable inspector de
calidad)
Longitud NA
Orden de compra Extremo a extremo
Tabla de mues-treo CP.-P01-
A01
En cada lote de
entrega.
Lectura con flexómetro Realizar un reporte de no
conformidad , e informar al jefe de compras quien notificara al proveedor de la desviación presentada, y al Coordinador de calidad para tomar las acciones pertinentes.
Recepción de tubería
Prensa neumática
Expandido No debe
presentar fisuras en la operación de expansi-ón.
NA
Expandir a 1.5 veces diámetro
mayor al original, sin presentar fallas
como roto o fisuras en la
costura
Diámetro expandido contra
el diámetro original.
5 tramos entre
10-100mm
En cada lote de
entrega.
Ver Instructivo CP-P01-A02
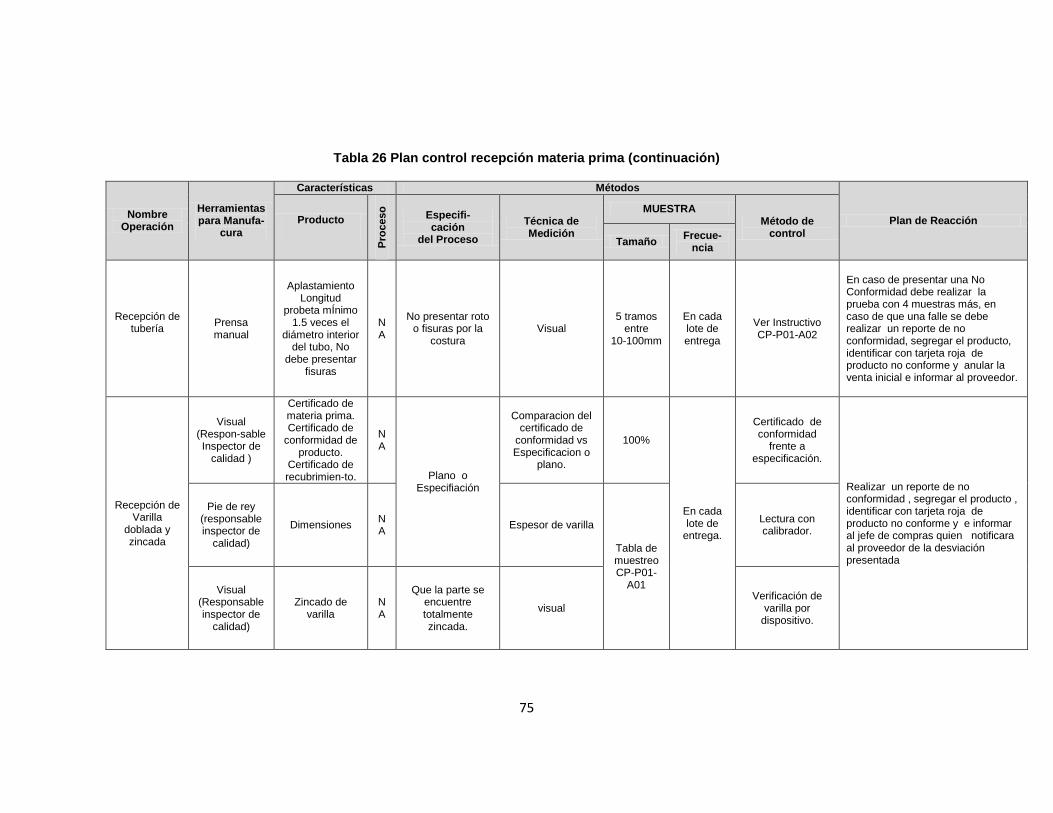
75
Tabla 26 Plan control recepción materia prima (continuación)
Nombre Operación
Herramientas para Manufa-
cura
Características Métodos
Plan de Reacción Producto
Pro
ceso
Especifi- cación
del Proceso
Técnica de Medición
MUESTRA Método de
control Tamaño
Frecue-ncia
Recepción de tubería
Prensa manual
Aplastamiento Longitud
probeta mÍnimo 1.5 veces el
diámetro interior del tubo, No
debe presentar fisuras
NA
No presentar roto o fisuras por la
costura Visual
5 tramos entre
10-100mm
En cada lote de entrega
Ver Instructivo CP-P01-A02
En caso de presentar una No Conformidad debe realizar la prueba con 4 muestras más, en caso de que una falle se debe realizar un reporte de no conformidad, segregar el producto, identificar con tarjeta roja de producto no conforme y anular la venta inicial e informar al proveedor.
Recepción de Varilla
doblada y zincada
Visual (Respon-sable Inspector de
calidad )
Certificado de materia prima. Certificado de
conformidad de producto.
Certificado de recubrimien-to.
NA
Plano o Especifiación
Comparacion del certificado de
conformidad vs Especificacion o
plano.
100%
En cada lote de
entrega.
Certificado de conformidad
frente a especificación.
Realizar un reporte de no conformidad , segregar el producto , identificar con tarjeta roja de producto no conforme y e informar al jefe de compras quien notificara al proveedor de la desviación presentada
Pie de rey (responsable inspector de
calidad)
Dimensiones NA
Espesor de varilla
Tabla de muestreo CP-P01-
A01
Lectura con calibrador.
Visual (Responsable inspector de
calidad)
Zincado de varilla
NA
Que la parte se encuentre totalmente zincada.
visual Verificación de
varilla por dispositivo.
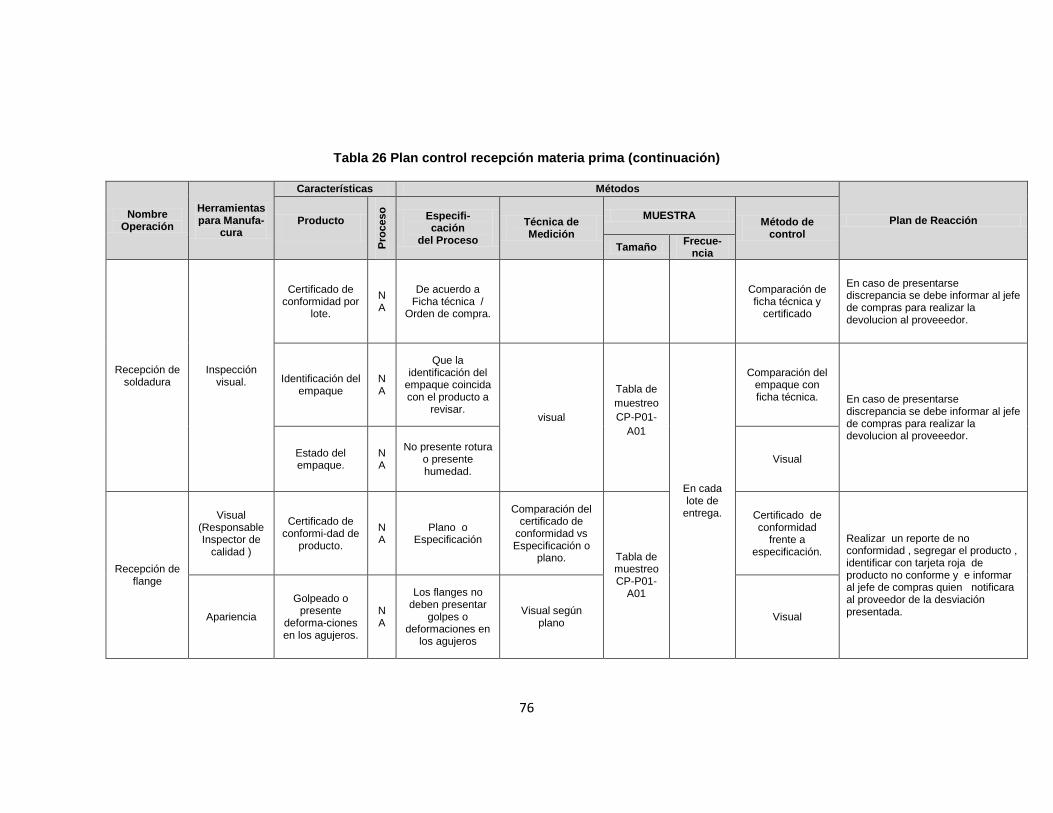
76
Tabla 26 Plan control recepción materia prima (continuación)
Nombre Operación
Herramientas para Manufa-
cura
Características Métodos
Plan de Reacción Producto
Pro
ceso
Especifi- cación
del Proceso
Técnica de Medición
MUESTRA Método de
control
Tamaño Frecue-
ncia
Recepción de soldadura
Inspección visual.
Certificado de conformidad por
lote.
NA
De acuerdo a Ficha técnica /
Orden de compra.
Comparación de ficha técnica y
certificado
En caso de presentarse discrepancia se debe informar al jefe de compras para realizar la devolucion al proveeedor.
Identificación del empaque
NA
Que la identificación del
empaque coincida con el producto a
revisar. visual
Tabla de
muestreo
CP-P01-
A01
En cada lote de
entrega.
Comparación del empaque con ficha técnica. En caso de presentarse
discrepancia se debe informar al jefe de compras para realizar la devolucion al proveeedor.
Estado del empaque.
NA
No presente rotura o presente humedad.
Visual
Recepción de flange
Visual (Responsable Inspector de
calidad )
Certificado de conformi-dad de
producto.
NA
Plano o Especificación
Comparación del certificado de
conformidad vs Especificación o
plano. Tabla de muestreo CP-P01-
A01
Certificado de conformidad
frente a especificación.
Realizar un reporte de no conformidad , segregar el producto , identificar con tarjeta roja de producto no conforme y e informar al jefe de compras quien notificara al proveedor de la desviación presentada. Apariencia
Golpeado o presente
deforma-ciones en los agujeros.
NA
Los flanges no deben presentar
golpes o deformaciones en
los agujeros
Visual según plano
Visual
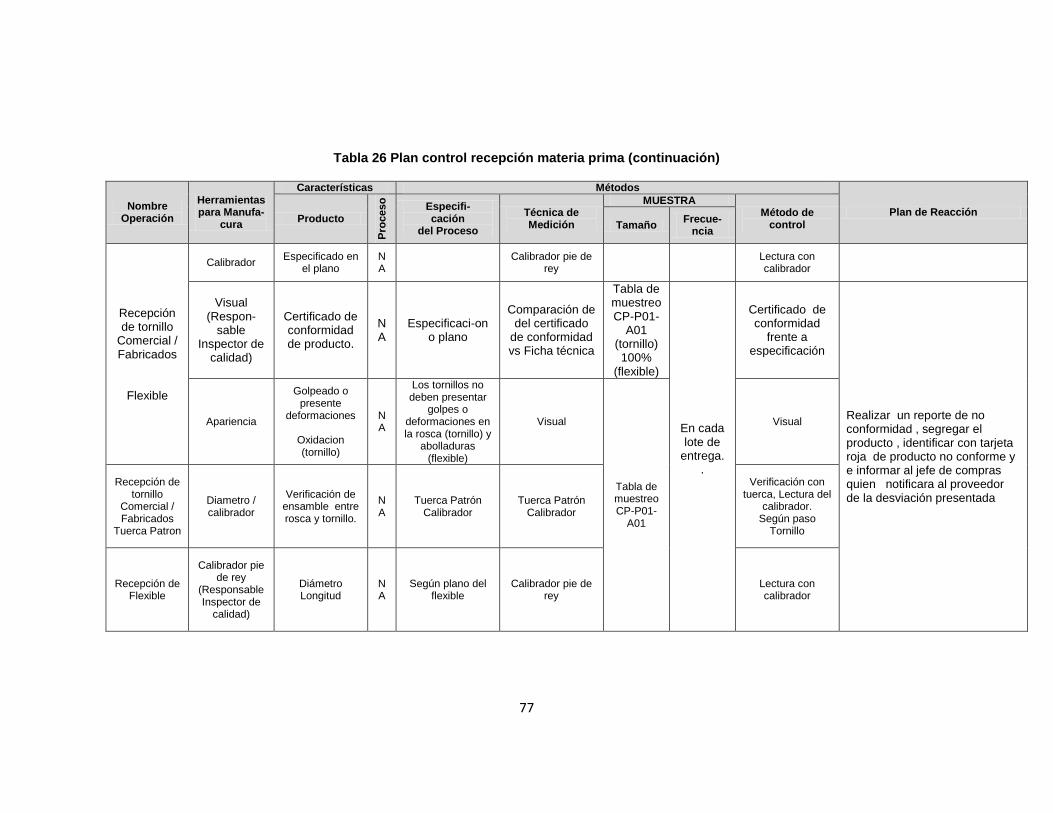
77
Tabla 26 Plan control recepción materia prima (continuación)
Nombre Operación
Herramientas para Manufa-
cura
Características Métodos
Plan de Reacción Producto
Pro
ceso
Especifi- cación
del Proceso
Técnica de Medición
MUESTRA Método de
control Tamaño Frecue-
ncia
Recepción de tornillo
Comercial / Fabricados
Flexible
Calibrador Especificado en
el plano NA
Calibrador pie de
rey
Lectura con calibrador
Visual (Respon-
sable Inspector de
calidad)
Certificado de conformidad de producto.
NA
Especificaci-on o plano
Comparación de del certificado
de conformidad vs Ficha técnica
Tabla de muestreo CP-P01-
A01 (tornillo) 100%
(flexible)
En cada lote de
entrega. .
Certificado de conformidad
frente a especificación
Realizar un reporte de no conformidad , segregar el producto , identificar con tarjeta roja de producto no conforme y e informar al jefe de compras quien notificara al proveedor de la desviación presentada
Apariencia
Golpeado o presente
deformaciones
Oxidacion (tornillo)
NA
Los tornillos no deben presentar
golpes o deformaciones en la rosca (tornillo) y
abolladuras (flexible)
Visual
Tabla de muestreo CP-P01-
A01
Visual
Recepción de tornillo
Comercial / Fabricados
Tuerca Patron
Diametro / calibrador
Verificación de ensamble entre rosca y tornillo.
NA
Tuerca Patrón Calibrador
Tuerca Patrón Calibrador
Verificación con tuerca, Lectura del
calibrador. Según paso
Tornillo
Recepción de Flexible
Calibrador pie de rey
(Responsable Inspector de
calidad)
Diámetro Longitud
NA
Según plano del flexible
Calibrador pie de rey
Lectura con calibrador
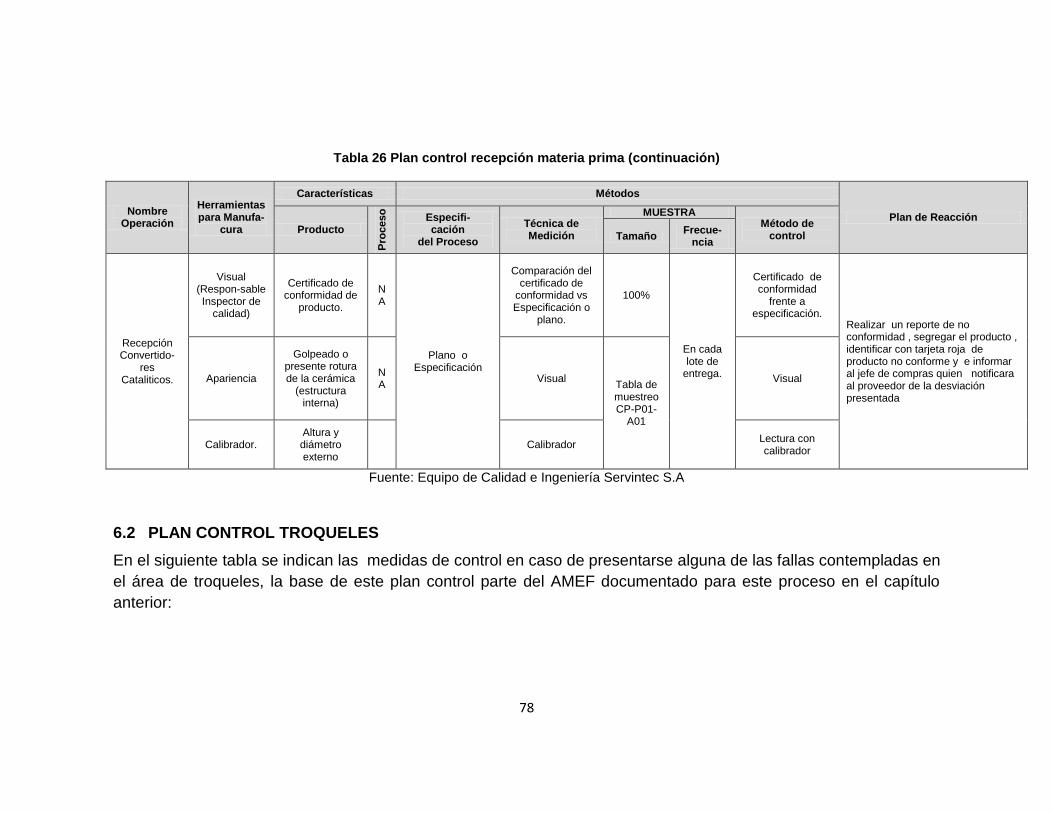
78
Tabla 26 Plan control recepción materia prima (continuación)
Nombre Operación
Herramientas para Manufa-
cura
Características Métodos
Plan de Reacción Producto
Pro
ceso
Especifi- cación
del Proceso
Técnica de Medición
MUESTRA Método de
control Tamaño Frecue-
ncia
Recepción Convertido-
res Cataliticos.
Visual (Respon-sable Inspector de
calidad)
Certificado de conformidad de
producto.
NA
Plano o Especificación
Comparación del certificado de
conformidad vs Especificación o
plano.
100%
En cada lote de
entrega.
Certificado de conformidad
frente a especificación.
Realizar un reporte de no conformidad , segregar el producto , identificar con tarjeta roja de producto no conforme y e informar al jefe de compras quien notificara al proveedor de la desviación presentada
Apariencia
Golpeado o presente rotura de la cerámica
(estructura interna)
NA
Visual Tabla de muestreo CP-P01-
A01
Visual
Calibrador. Altura y diámetro externo
Calibrador Lectura con calibrador
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
6.2 PLAN CONTROL TROQUELES
En el siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de troqueles, la base de este plan control parte del AMEF documentado para este proceso en el capítulo
anterior:
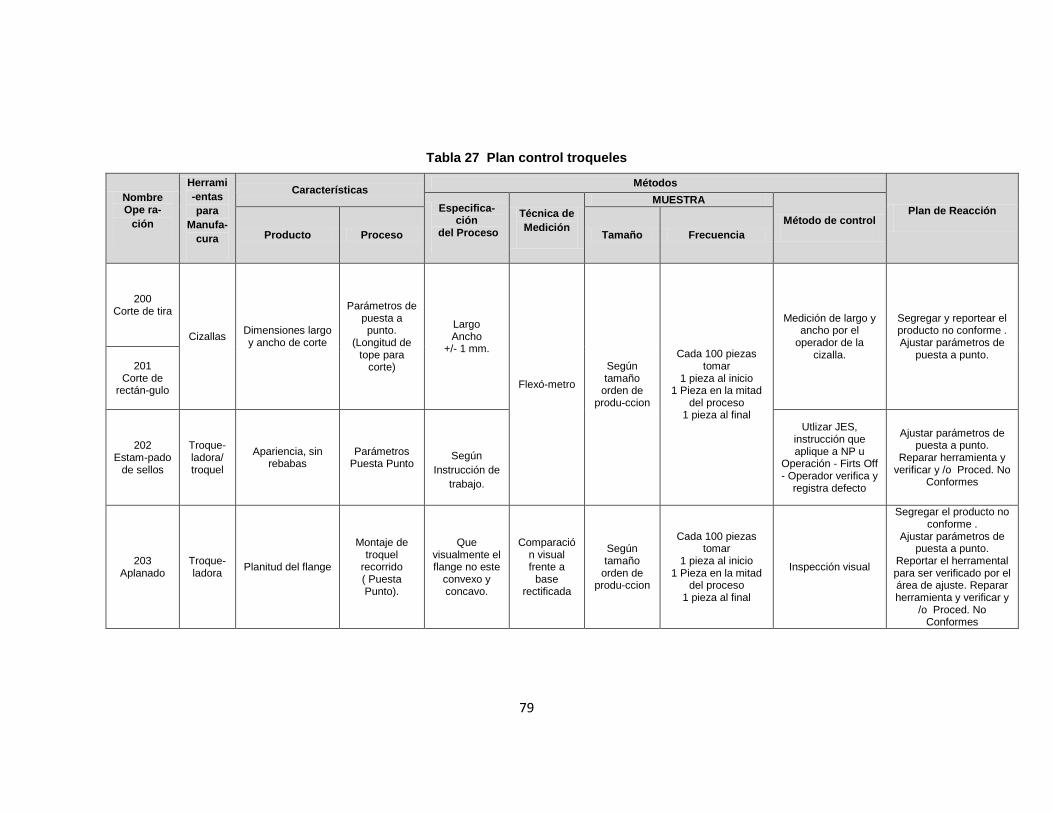
79
Tabla 27 Plan control troqueles
Nombre Ope ra-
ción
Herrami
-entas
para
Manufa-
cura
Características Métodos
Plan de Reacción Especifica-ción
del Proceso
Técnica de
Medición
MUESTRA
Método de control
Producto Proceso Tamaño Frecuencia
200 Corte de tira
Cizallas Dimensiones largo y ancho de corte
Parámetros de puesta a punto.
(Longitud de tope para
corte)
Largo Ancho
+/- 1 mm.
Flexó-metro
Según tamaño
orden de produ-ccion
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Medición de largo y ancho por el
operador de la cizalla.
Segregar y reportear el producto no conforme . Ajustar parámetros de
puesta a punto. 201
Corte de rectán-gulo
202 Estam-pado
de sellos
Troque-ladora/ troquel
Apariencia, sin rebabas
Parámetros Puesta Punto
Según
Instrucción de
trabajo.
Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
Ajustar parámetros de puesta a punto.
Reparar herramienta y verificar y /o Proced. No
Conformes
203 Aplanado
Troque-ladora
Planitud del flange
Montaje de troquel
recorrido ( Puesta Punto).
Que visualmente el flange no este
convexo y concavo.
Comparación visual frente a
base rectificada
Según tamaño
orden de produ-ccion
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Inspección visual
Segregar el producto no conforme .
Ajustar parámetros de puesta a punto.
Reportar el herramental para ser verificado por el área de ajuste. Reparar herramienta y verificar y
/o Proced. No Conformes
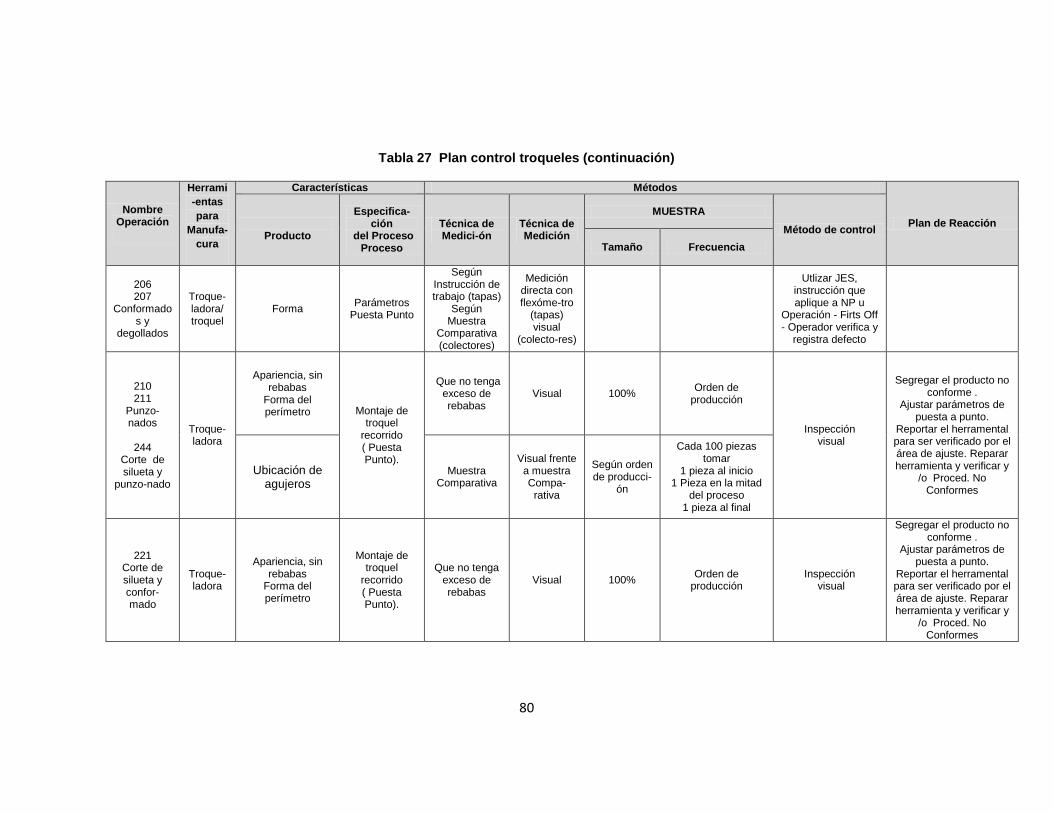
80
Tabla 27 Plan control troqueles (continuación)
Nombre Operación
Herrami
-entas
para
Manufa-
cura
Características Métodos
Plan de Reacción Producto
Especifica-ción
del Proceso Proceso
Técnica de Medici-ón
Técnica de Medición
MUESTRA
Método de control
Tamaño Frecuencia
206 207
Conformados y
degollados
Troque-ladora/ troquel
Forma Parámetros
Puesta Punto
Según Instrucción de trabajo (tapas)
Según Muestra
Comparativa (colectores)
Medición directa con flexóme-tro
(tapas) visual
(colecto-res)
Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
210 211
Punzo-nados
244
Corte de silueta y
punzo-nado
Troque-ladora
Apariencia, sin rebabas
Forma del perímetro Montaje de
troquel recorrido ( Puesta Punto).
Que no tenga exceso de rebabas
Visual 100% Orden de
producción
Inspección visual
Segregar el producto no conforme .
Ajustar parámetros de puesta a punto.
Reportar el herramental para ser verificado por el área de ajuste. Reparar herramienta y verificar y
/o Proced. No Conformes
Ubicación de agujeros
Muestra Comparativa
Visual frente a muestra Compa-rativa
Según orden de producci-
ón
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
221 Corte de silueta y confor-mado
Troque-ladora
Apariencia, sin rebabas
Forma del perímetro
Montaje de troquel
recorrido ( Puesta Punto).
Que no tenga exceso de rebabas
Visual 100% Orden de
producción Inspección
visual
Segregar el producto no conforme .
Ajustar parámetros de puesta a punto.
Reportar el herramental para ser verificado por el área de ajuste. Reparar herramienta y verificar y
/o Proced. No Conformes
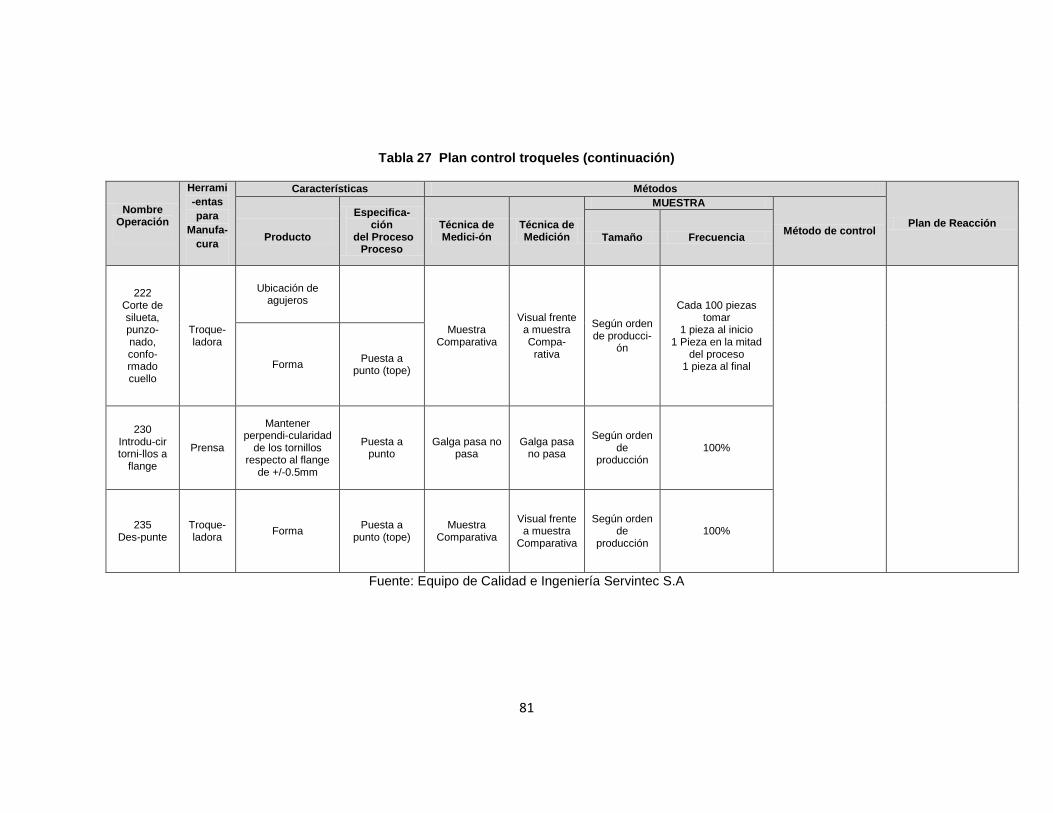
81
Tabla 27 Plan control troqueles (continuación)
Nombre Operación
Herrami
-entas
para
Manufa-
cura
Características Métodos
Plan de Reacción Producto
Especifica-ción
del Proceso Proceso
Técnica de Medici-ón
Técnica de Medición
MUESTRA
Método de control Tamaño Frecuencia
222 Corte de silueta, punzo-nado, confo-rmado cuello
Troque-ladora
Ubicación de agujeros
Muestra Comparativa
Visual frente a muestra Compa-rativa
Según orden de producci-
ón
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Forma Puesta a
punto (tope)
230 Introdu-cir torni-llos a
flange
Prensa
Mantener perpendi-cularidad
de los tornillos respecto al flange
de +/-0.5mm
Puesta a punto
Galga pasa no pasa
Galga pasa no pasa
Según orden de
producción 100%
235 Des-punte
Troque-ladora
Forma Puesta a
punto (tope) Muestra
Comparativa
Visual frente a muestra
Comparativa
Según orden de
producción 100%
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
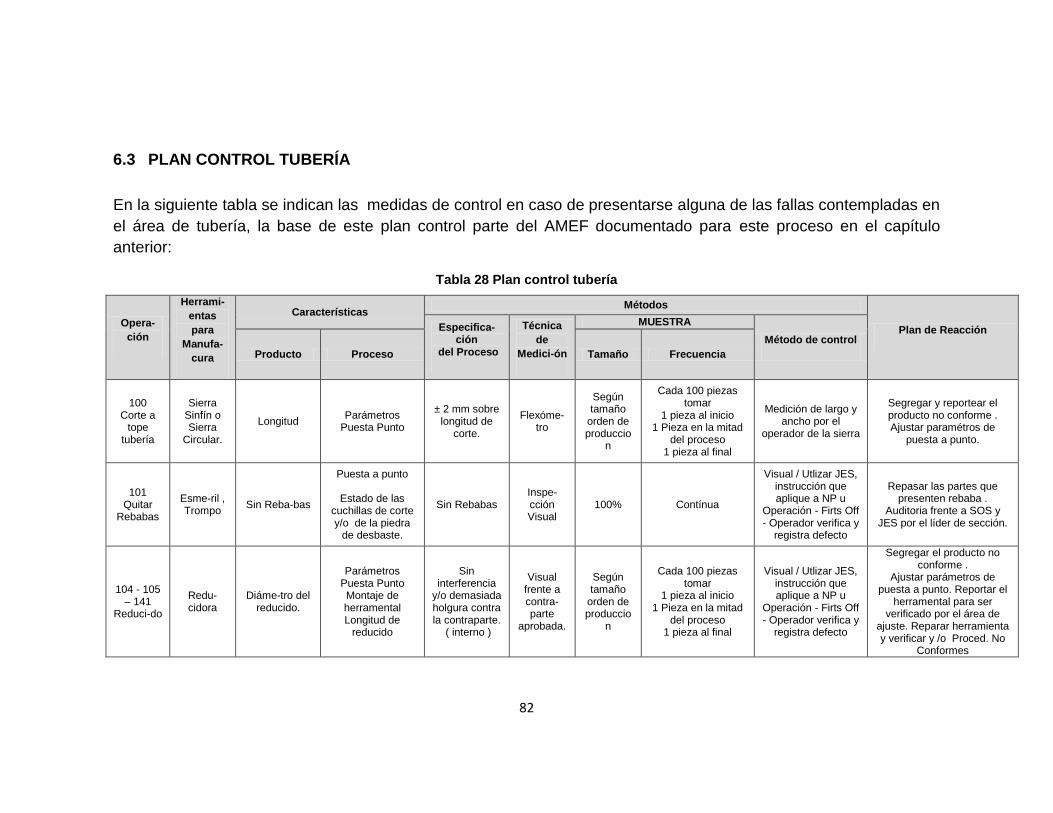
82
6.3 PLAN CONTROL TUBERÍA
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de tubería, la base de este plan control parte del AMEF documentado para este proceso en el capítulo
anterior:
Tabla 28 Plan control tubería
Opera-
ción
Herrami-
entas
para
Manufa-
cura
Características Métodos
Plan de Reacción Especifica-ción
del Proceso
Técnica
de
Medici-ón
MUESTRA
Método de control
Producto Proceso Tamaño Frecuencia
100 Corte a
tope tubería
Sierra Sinfín o Sierra
Circular.
Longitud Parámetros
Puesta Punto
± 2 mm sobre longitud de
corte.
Flexóme-tro
Según tamaño
orden de produccio
n
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Medición de largo y ancho por el
operador de la sierra
Segregar y reportear el producto no conforme . Ajustar paramétros de
puesta a punto.
101 Quitar
Rebabas
Esme-ril , Trompo
Sin Reba-bas
Puesta a punto
Estado de las cuchillas de corte y/o de la piedra
de desbaste.
Sin Rebabas Inspe-cción Visual
100% Contínua
Visual / Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
Repasar las partes que presenten rebaba .
Auditoria frente a SOS y JES por el líder de sección.
104 - 105 – 141
Reduci-do
Redu-cidora
Diáme-tro del reducido.
Parámetros Puesta Punto Montaje de herramental Longitud de
reducido
Sin interferencia
y/o demasiada holgura contra la contraparte.
( interno )
Visual frente a contra-parte
aprobada.
Según tamaño
orden de produccio
n
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Visual / Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
Segregar el producto no conforme .
Ajustar parámetros de puesta a punto. Reportar el
herramental para ser verificado por el área de
ajuste. Reparar herramienta y verificar y /o Proced. No
Conformes
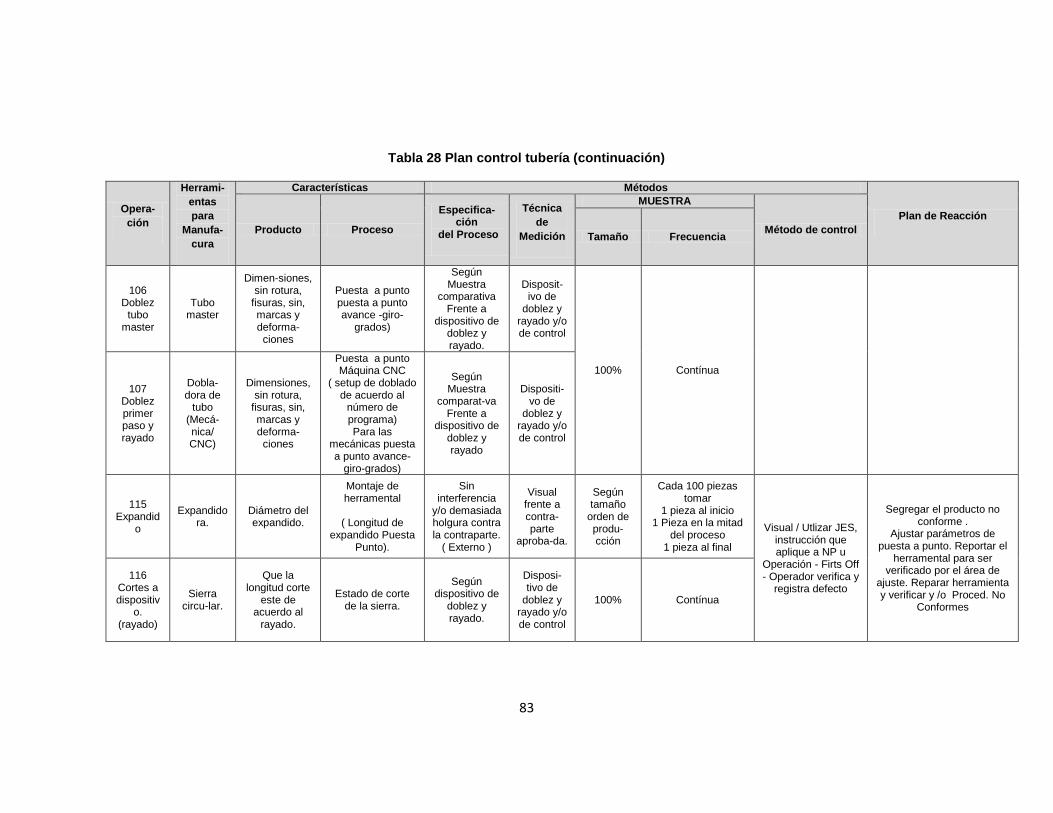
83
Tabla 28 Plan control tubería (continuación)
Opera-
ción
Herrami-
entas
para
Manufa-
cura
Características Métodos
Plan de Reacción
Producto Proceso
Especifica-ción
del Proceso
Técnica
de
Medición
MUESTRA
Método de control Tamaño Frecuencia
106 Doblez
tubo master
Tubo master
Dimen-siones, sin rotura,
fisuras, sin, marcas y deforma-ciones
Puesta a punto puesta a punto avance -giro-
grados)
Según Muestra
comparativa Frente a
dispositivo de doblez y rayado.
Disposit-ivo de
doblez y rayado y/o de control
100% Contínua
107 Doblez primer paso y rayado
Dobla-dora de
tubo (Mecá-nica/ CNC)
Dimensiones, sin rotura,
fisuras, sin, marcas y deforma-ciones
Puesta a punto Máquina CNC
( setup de doblado de acuerdo al
número de programa) Para las
mecánicas puesta a punto avance-
giro-grados)
Según Muestra
comparat-va Frente a
dispositivo de doblez y rayado
Dispositi-vo de
doblez y rayado y/o de control
115 Expandid
o
Expandidora.
Diámetro del expandido.
Montaje de herramental
( Longitud de
expandido Puesta Punto).
Sin interferencia
y/o demasiada holgura contra la contraparte.
( Externo )
Visual frente a contra-parte
aproba-da.
Según tamaño
orden de produ-cción
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Visual / Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
Segregar el producto no conforme .
Ajustar parámetros de puesta a punto. Reportar el
herramental para ser verificado por el área de
ajuste. Reparar herramienta y verificar y /o Proced. No
Conformes
116 Cortes a dispositiv
o. (rayado)
Sierra circu-lar.
Que la longitud corte
este de acuerdo al
rayado.
Estado de corte de la sierra.
Según dispositivo de
doblez y rayado.
Disposi-tivo de
doblez y rayado y/o de control
100% Contínua
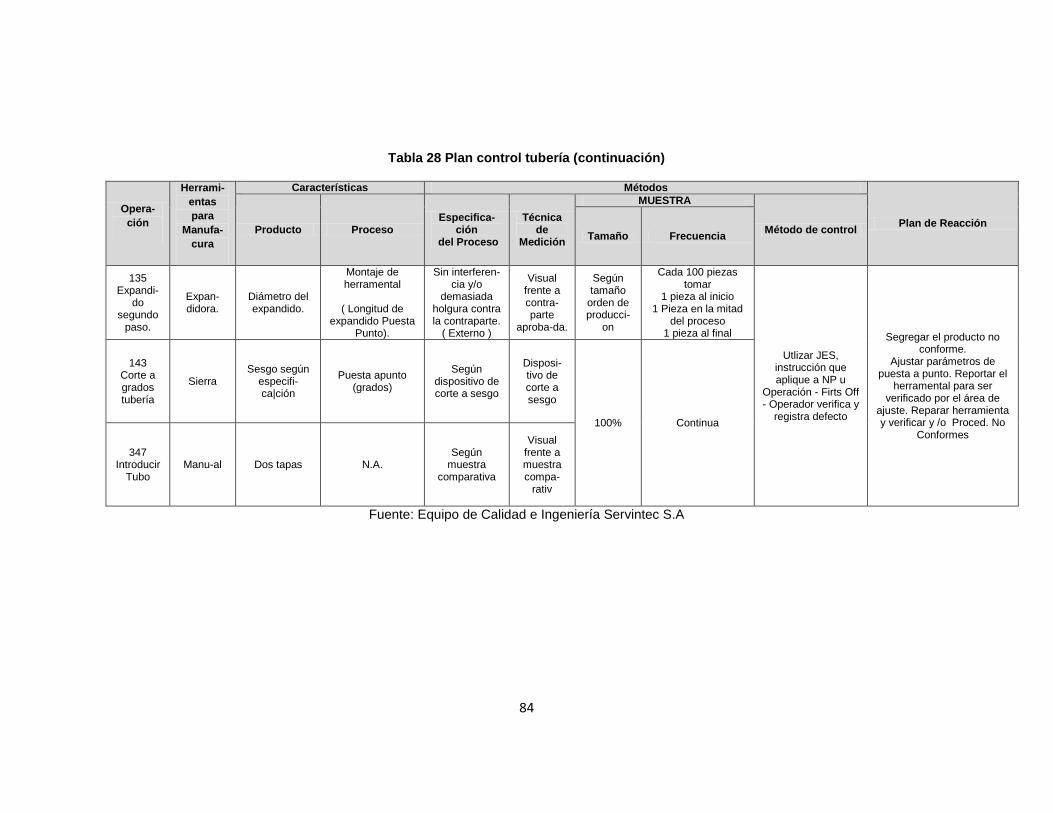
84
Tabla 28 Plan control tubería (continuación)
Opera-
ción
Herrami-
entas
para
Manufa-
cura
Características Métodos
Plan de Reacción Producto Proceso
Especifica-ción
del Proceso
Técnica de
Medición
MUESTRA
Método de control Tamaño Frecuencia
135 Expandi-
do segundo
paso.
Expan-didora.
Diámetro del expandido.
Montaje de herramental
( Longitud de
expandido Puesta Punto).
Sin interferen-cia y/o
demasiada holgura contra la contraparte.
( Externo )
Visual frente a contra-parte
aproba-da.
Según tamaño
orden de producci-
on
Cada 100 piezas tomar
1 pieza al inicio 1 Pieza en la mitad
del proceso 1 pieza al final
Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
Segregar el producto no conforme.
Ajustar parámetros de puesta a punto. Reportar el
herramental para ser verificado por el área de
ajuste. Reparar herramienta y verificar y /o Proced. No
Conformes
143 Corte a grados tubería
Sierra Sesgo según
especifi-ca|ción
Puesta apunto (grados)
Según dispositivo de corte a sesgo
Disposi-tivo de corte a sesgo
100% Continua
347 Introducir
Tubo Manu-al Dos tapas N.A.
Según muestra
comparativa
Visual frente a muestra compa-
rativ
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
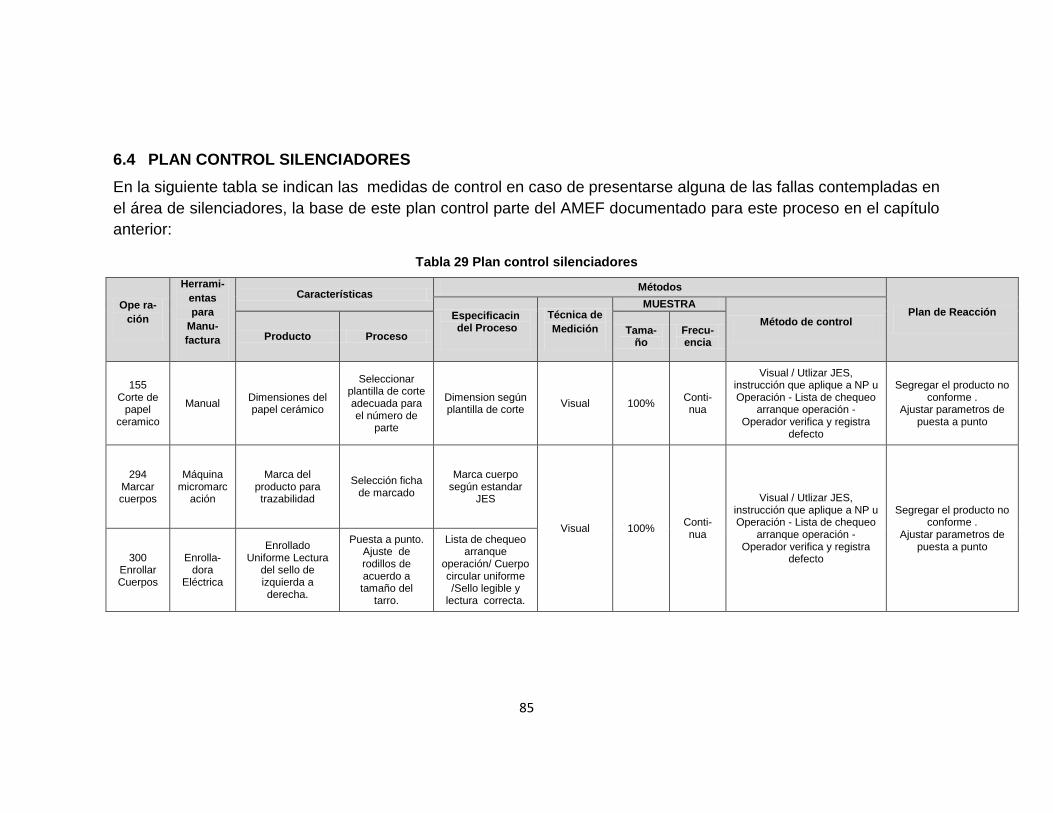
85
6.4 PLAN CONTROL SILENCIADORES
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de silenciadores, la base de este plan control parte del AMEF documentado para este proceso en el capítulo
anterior:
Tabla 29 Plan control silenciadores
Ope ra-
ción
Herrami-
entas
para
Manu-
factura
Características Métodos
Plan de Reacción Especificacin del Proceso
Técnica de
Medición
MUESTRA
Método de control
Producto Proceso Tama-
ño Frecu-encia
155 Corte de
papel ceramico
Manual Dimensiones del papel cerámico
Seleccionar plantilla de corte adecuada para el número de
parte
Dimension según plantilla de corte
Visual 100% Conti-nua
Visual / Utlizar JES, instrucción que aplique a NP u Operación - Lista de chequeo
arranque operación - Operador verifica y registra
defecto
Segregar el producto no conforme .
Ajustar parametros de puesta a punto
294 Marcar cuerpos
Máquina micromarc
ación
Marca del producto para trazabilidad
Selección ficha de marcado
Marca cuerpo según estandar
JES
Visual 100% Conti-nua
Visual / Utlizar JES, instrucción que aplique a NP u Operación - Lista de chequeo
arranque operación - Operador verifica y registra
defecto
Segregar el producto no conforme .
Ajustar parametros de puesta a punto
300 Enrollar Cuerpos
Enrolla-dora
Eléctrica
Enrollado Uniforme Lectura
del sello de izquierda a derecha.
Puesta a punto. Ajuste de rodillos de acuerdo a tamaño del
tarro.
Lista de chequeo arranque
operación/ Cuerpo circular uniforme /Sello legible y
lectura correcta.
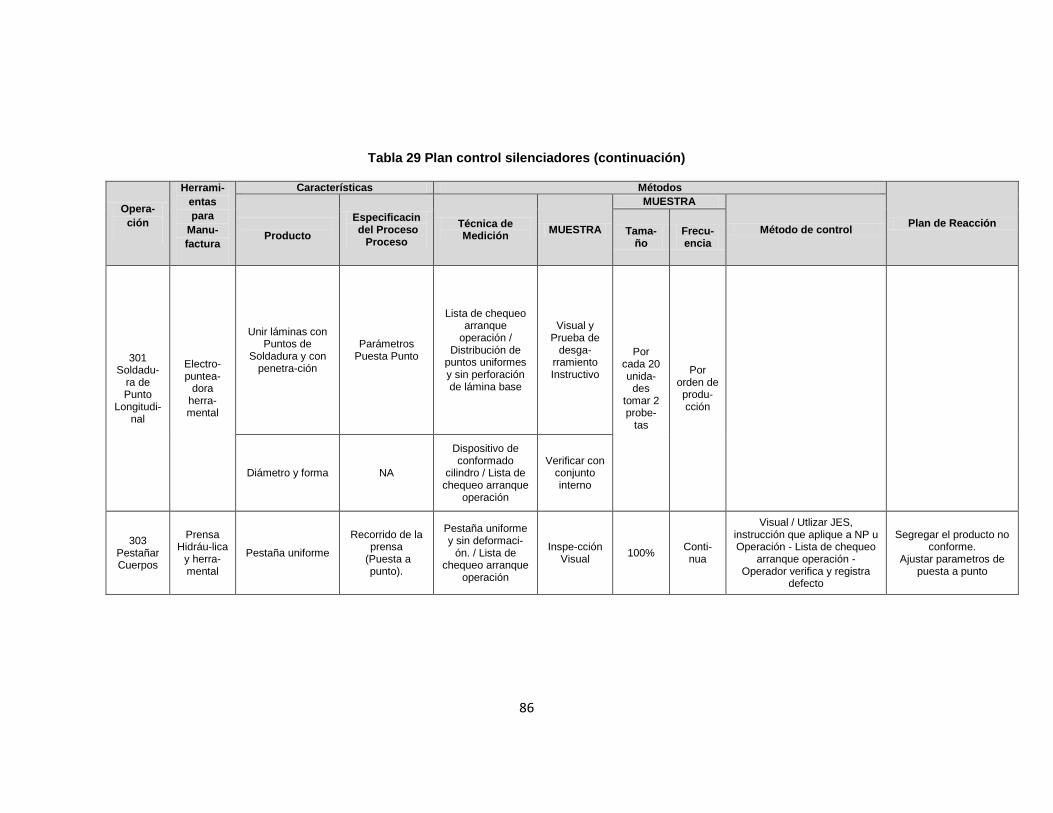
86
Tabla 29 Plan control silenciadores (continuación)
Opera-
ción
Herrami-
entas
para
Manu-
factura
Características Métodos
Plan de Reacción Producto
Especificacin del Proceso
Proceso
Técnica de Medición
MUESTRA
MUESTRA
Método de control Tama-ño
Frecu-encia
301 Soldadu-
ra de Punto
Longitudi-nal
Electro-puntea-
dora herra-mental
Unir láminas con Puntos de
Soldadura y con penetra-ción
Parámetros Puesta Punto
Lista de chequeo arranque
operación / Distribución de
puntos uniformes y sin perforación de lámina base
Visual y Prueba de
desga-rramiento Instructivo
Por cada 20 unida-
des tomar 2 probe-
tas
Por orden de produ-cción
Diámetro y forma NA
Dispositivo de conformado
cilindro / Lista de chequeo arranque
operación
Verificar con conjunto interno
303 Pestañar Cuerpos
Prensa Hidráu-lica
y herra-mental
Pestaña uniforme
Recorrido de la prensa
(Puesta a punto).
Pestaña uniforme y sin deformaci-
ón. / Lista de chequeo arranque
operación
Inspe-cción Visual
100% Conti-nua
Visual / Utlizar JES, instrucción que aplique a NP u Operación - Lista de chequeo
arranque operación - Operador verifica y registra
defecto
Segregar el producto no conforme.
Ajustar parametros de puesta a punto
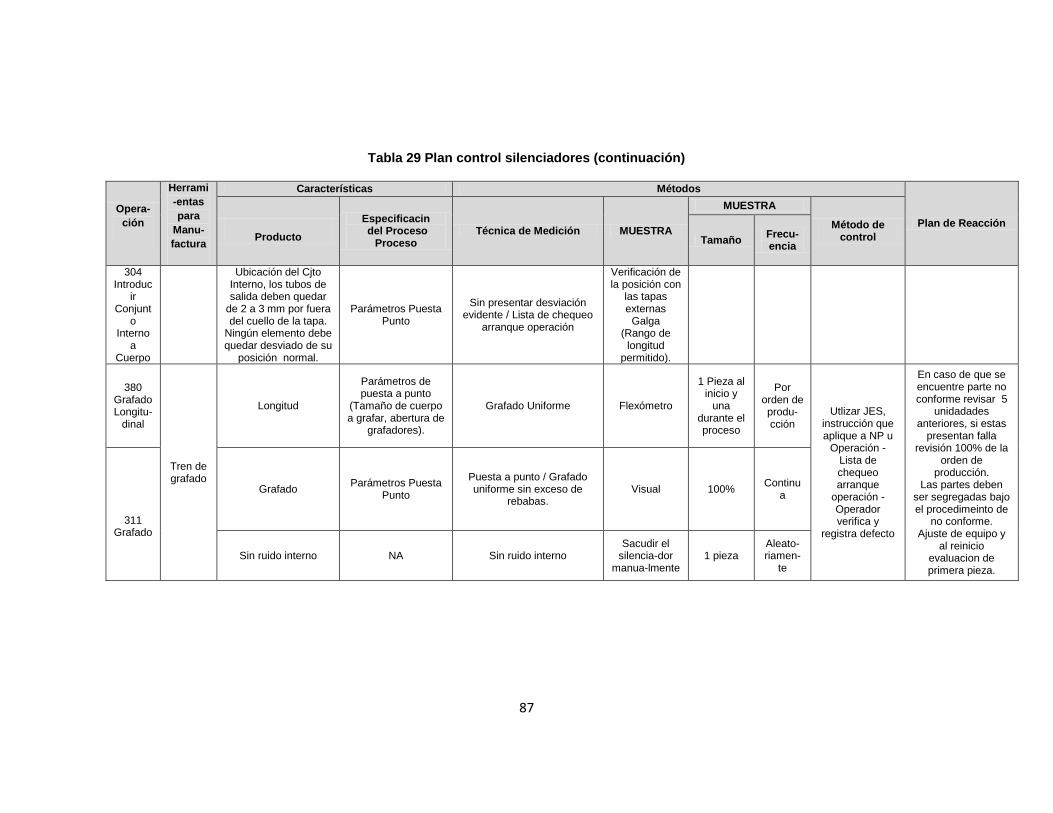
87
Tabla 29 Plan control silenciadores (continuación)
Opera-
ción
Herrami
-entas
para
Manu-
factura
Características Métodos
Plan de Reacción Producto
Especificacin del Proceso
Proceso Técnica de Medición MUESTRA
MUESTRA
Método de control Tamaño
Frecu-encia
304 Introduc
ir Conjunt
o Interno
a Cuerpo
Ubicación del Cjto Interno, los tubos de salida deben quedar
de 2 a 3 mm por fuera del cuello de la tapa.
Ningún elemento debe quedar desviado de su
posición normal.
Parámetros Puesta Punto
Sin presentar desviación evidente / Lista de chequeo
arranque operación
Verificación de la posición con
las tapas externas
Galga (Rango de
longitud permitido).
380 Grafado Longitu-
dinal
Tren de grafado
Longitud
Parámetros de puesta a punto
(Tamaño de cuerpo a grafar, abertura de
grafadores).
Grafado Uniforme Flexómetro
1 Pieza al inicio y
una durante el proceso
Por orden de produ-cción
Utlizar JES, instrucción que aplique a NP u
Operación - Lista de chequeo arranque
operación - Operador verifica y
registra defecto
En caso de que se encuentre parte no conforme revisar 5
unidadades anteriores, si estas
presentan falla revisión 100% de la
orden de producción.
Las partes deben ser segregadas bajo el procedimeinto de
no conforme. Ajuste de equipo y
al reinicio evaluacion de primera pieza.
311 Grafado
Grafado Parámetros Puesta
Punto
Puesta a punto / Grafado uniforme sin exceso de
rebabas. Visual 100%
Continua
Sin ruido interno NA Sin ruido interno Sacudir el
silencia-dor manua-lmente
1 pieza Aleato-riamen-
te
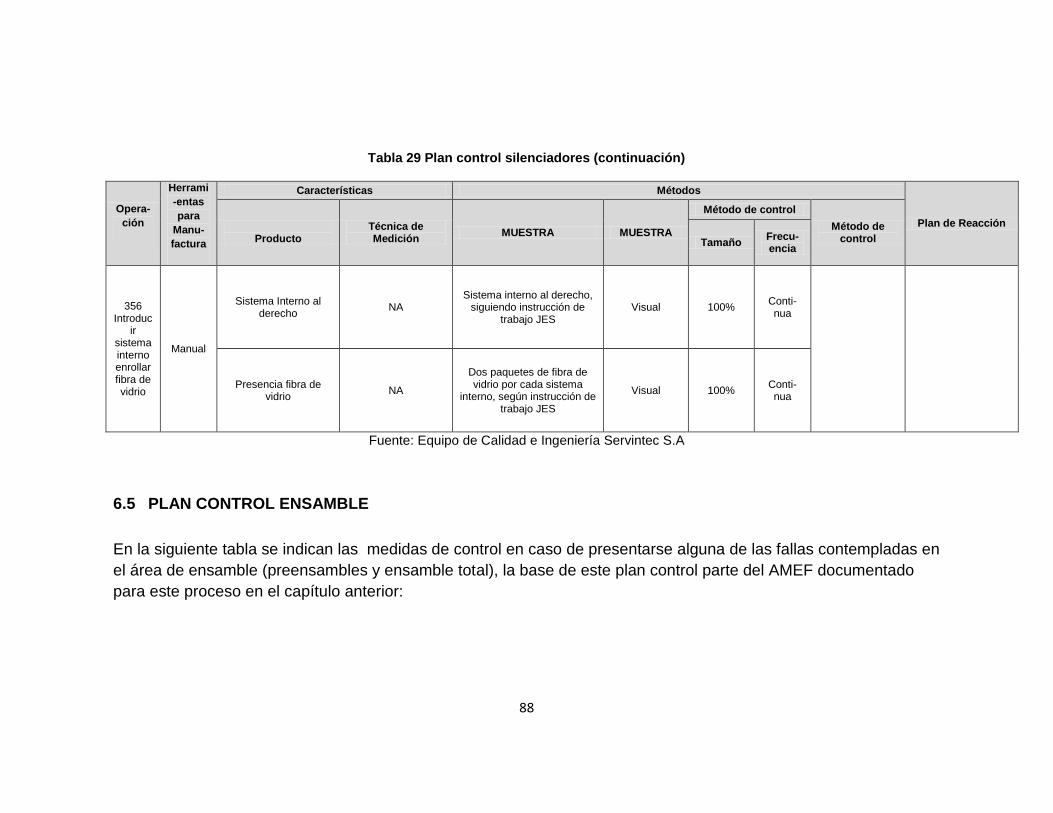
88
Tabla 29 Plan control silenciadores (continuación)
Opera-
ción
Herrami
-entas
para
Manu-
factura
Características Métodos
Plan de Reacción Producto
Técnica de Medición
MUESTRA MUESTRA
Método de control
Método de control Tamaño
Frecu-encia
356 Introduc
ir sistema interno enrollar fibra de vidrio
Manual
Sistema Interno al derecho
NA Sistema interno al derecho,
siguiendo instrucción de trabajo JES
Visual 100% Conti-nua
Presencia fibra de vidrio
NA
Dos paquetes de fibra de vidrio por cada sistema
interno, según instrucción de trabajo JES
Visual 100% Conti-nua
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
6.5 PLAN CONTROL ENSAMBLE
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de ensamble (preensambles y ensamble total), la base de este plan control parte del AMEF documentado
para este proceso en el capítulo anterior:
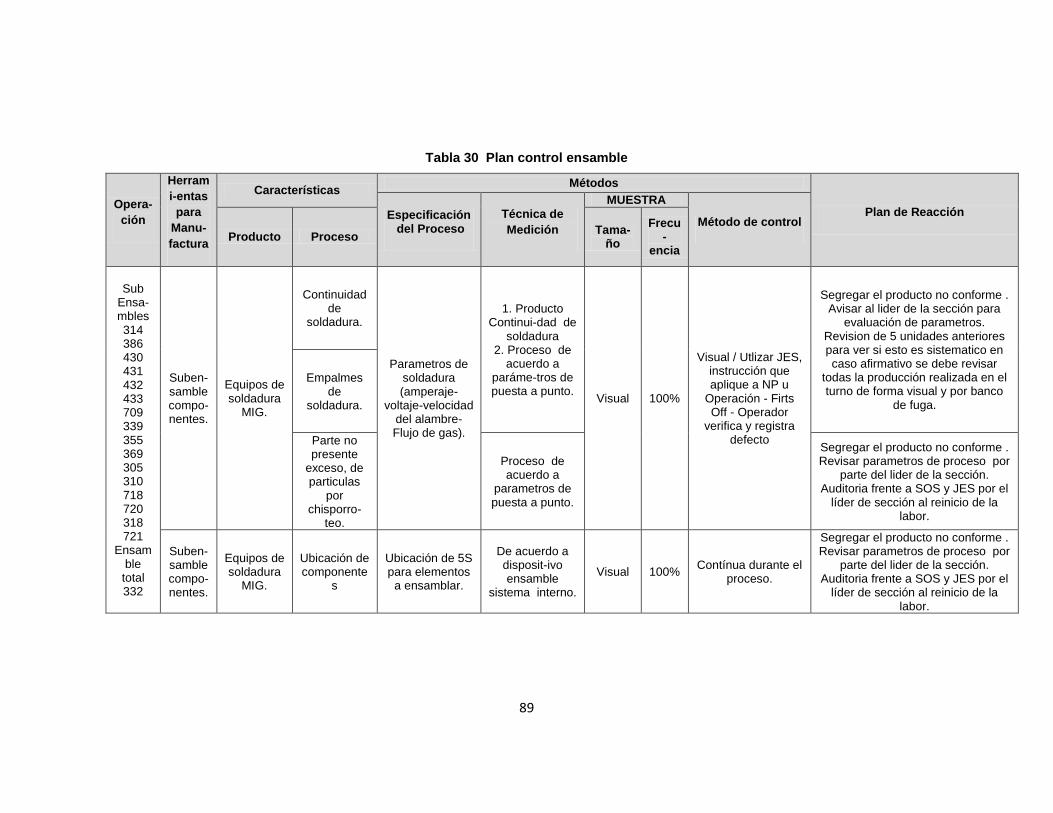
89
Tabla 30 Plan control ensamble
Opera-
ción
Herram
i-entas
para
Manu-
factura
Características Métodos
Plan de Reacción Especificación del Proceso
Técnica de
Medición
MUESTRA
Método de control
Producto Proceso Tama-
ño
Frecu-
encia
Sub Ensa-mbles 314 386 430 431 432 433 709 339 355 369 305 310 718 720 318 721
Ensamble total 332
Suben-samble compo-nentes.
Equipos de soldadura
MIG.
Continuidad de
soldadura.
Parametros de soldadura (amperaje-
voltaje-velocidad del alambre-Flujo de gas).
1. Producto Continui-dad de
soldadura 2. Proceso de
acuerdo a paráme-tros de puesta a punto.
Visual 100%
Visual / Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador
verifica y registra defecto
Segregar el producto no conforme . Avisar al lider de la sección para
evaluación de parametros. Revision de 5 unidades anteriores para ver si esto es sistematico en caso afirmativo se debe revisar
todas la producción realizada en el turno de forma visual y por banco
de fuga.
Empalmes de
soldadura.
Parte no presente
exceso, de particulas
por chisporro-
teo.
Proceso de acuerdo a
parametros de puesta a punto.
Segregar el producto no conforme . Revisar parametros de proceso por
parte del lider de la sección. Auditoria frente a SOS y JES por el
líder de sección al reinicio de la labor.
Suben-samble compo-nentes.
Equipos de soldadura
MIG.
Ubicación de componente
s
Ubicación de 5S para elementos
a ensamblar.
De acuerdo a disposit-ivo ensamble
sistema interno.
Visual 100% Contínua durante el
proceso.
Segregar el producto no conforme . Revisar parametros de proceso por
parte del lider de la sección. Auditoria frente a SOS y JES por el
líder de sección al reinicio de la labor.
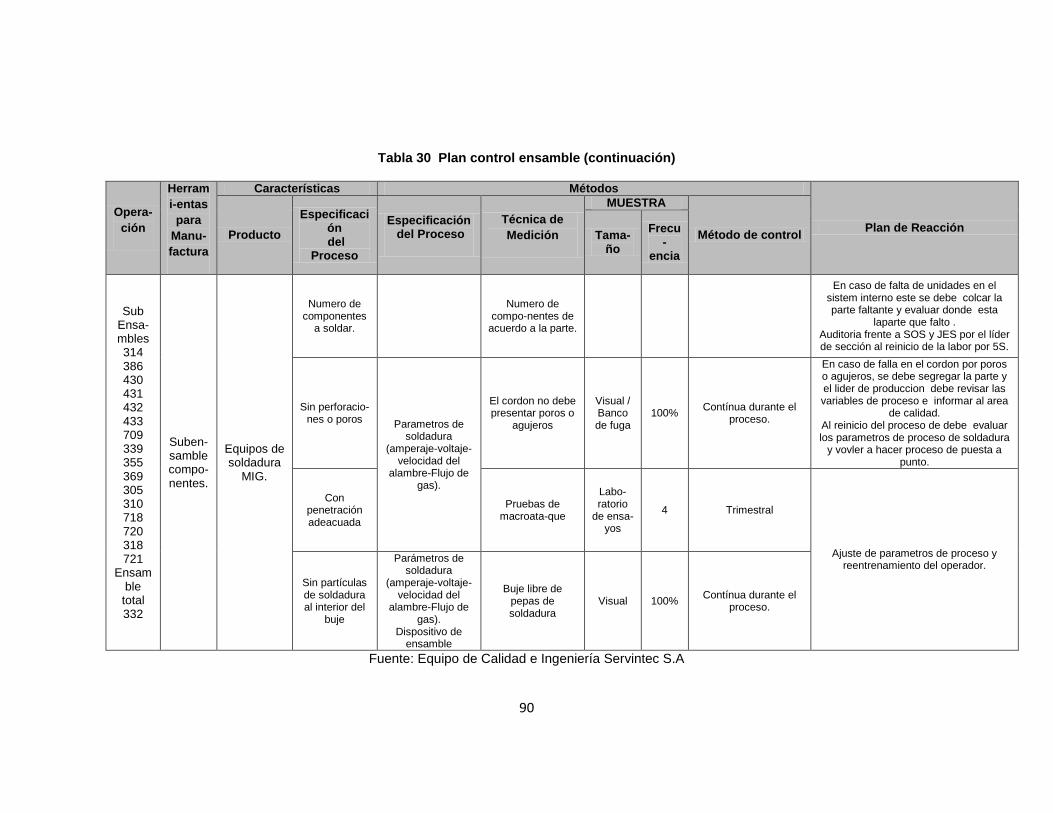
90
Tabla 30 Plan control ensamble (continuación)
Opera-
ción
Herram
i-entas
para
Manu-
factura
Características Métodos
Plan de Reacción Producto
Especificación del
Proceso
Especificación del Proceso
Técnica de
Medición
MUESTRA
Método de control Tama-ño
Frecu-
encia
Sub Ensa-mbles 314 386 430 431 432 433 709 339 355 369 305 310 718 720 318 721
Ensamble total 332
Suben-samble compo-nentes.
Equipos de soldadura
MIG.
Numero de componentes
a soldar.
Numero de compo-nentes de
acuerdo a la parte.
En caso de falta de unidades en el sistem interno este se debe colcar la parte faltante y evaluar donde esta
laparte que falto . Auditoria frente a SOS y JES por el líder de sección al reinicio de la labor por 5S.
Sin perforacio-nes o poros Parametros de
soldadura (amperaje-voltaje-
velocidad del alambre-Flujo de
gas).
El cordon no debe presentar poros o
agujeros
Visual / Banco de fuga
100% Contínua durante el
proceso.
En caso de falla en el cordon por poros o agujeros, se debe segregar la parte y el lider de produccion debe revisar las variables de proceso e informar al area
de calidad. Al reinicio del proceso de debe evaluar los parametros de proceso de soldadura
y vovler a hacer proceso de puesta a punto.
Con penetración adeacuada
Pruebas de macroata-que
Labo-ratorio
de ensa-yos
4 Trimestral
Ajuste de parametros de proceso y reentrenamiento del operador.
Sin partículas de soldadura al interior del
buje
Parámetros de soldadura
(amperaje-voltaje-velocidad del
alambre-Flujo de gas).
Dispositivo de ensamble
Buje libre de pepas de soldadura
Visual 100% Contínua durante el
proceso.
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
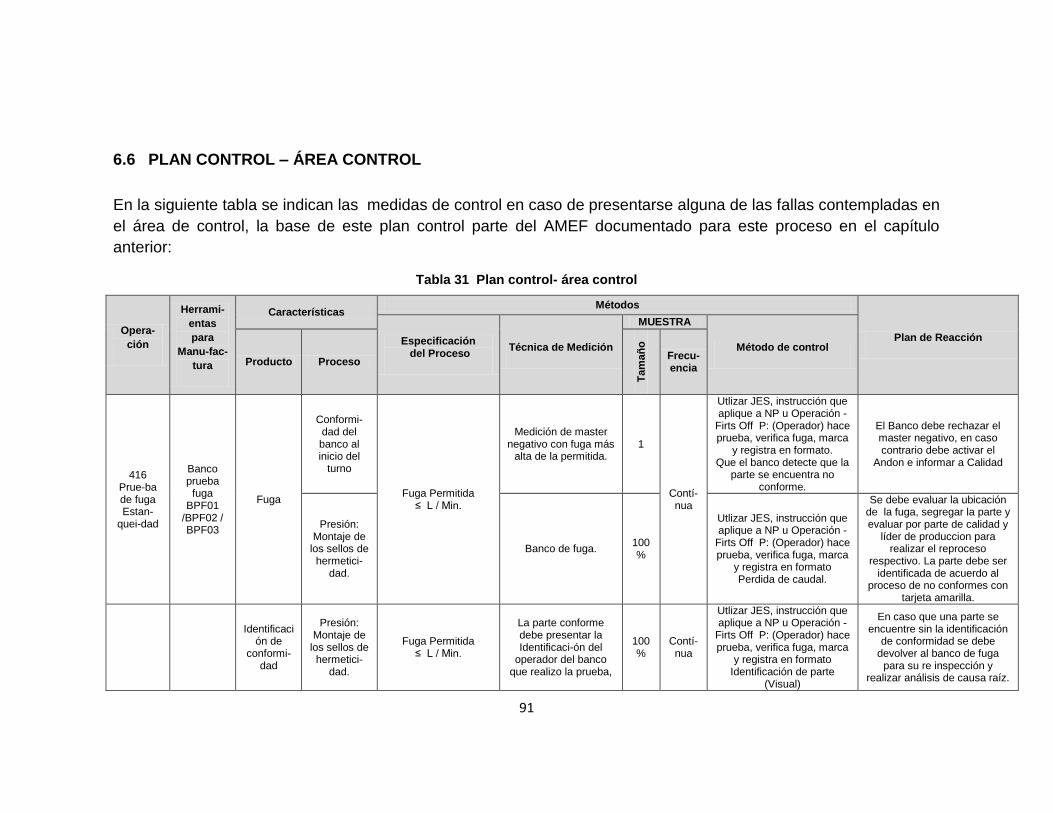
91
6.6 PLAN CONTROL – ÁREA CONTROL
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de control, la base de este plan control parte del AMEF documentado para este proceso en el capítulo
anterior:
Tabla 31 Plan control- área control
Opera-
ción
Herrami-
entas
para
Manu-fac-
tura
Características Métodos
Plan de Reacción Especificación del Proceso
Técnica de Medición
MUESTRA
Método de control
Producto Proceso
Ta
mañ
o
Frecu-encia
416 Prue-ba de fuga Estan-
quei-dad
Banco prueba
fuga BPF01
/BPF02 / BPF03
Fuga
Conformi-dad del banco al inicio del
turno
Fuga Permitida ≤ L / Min.
Medición de master negativo con fuga más
alta de la permitida. 1
Contí-nua
Utlizar JES, instrucción que aplique a NP u Operación -
Firts Off P: (Operador) hace prueba, verifica fuga, marca
y registra en formato. Que el banco detecte que la
parte se encuentra no conforme.
El Banco debe rechazar el master negativo, en caso contrario debe activar el
Andon e informar a Calidad
Presión: Montaje de
los sellos de hermetici-
dad.
Banco de fuga. 100%
Utlizar JES, instrucción que aplique a NP u Operación -
Firts Off P: (Operador) hace prueba, verifica fuga, marca
y registra en formato Perdida de caudal.
Se debe evaluar la ubicación de la fuga, segregar la parte y evaluar por parte de calidad y
líder de produccion para realizar el reproceso
respectivo. La parte debe ser identificada de acuerdo al
proceso de no conformes con tarjeta amarilla.
Identificación de
conformi-dad
Presión: Montaje de
los sellos de hermetici-
dad.
Fuga Permitida ≤ L / Min.
La parte conforme debe presentar la Identificaci-ón del
operador del banco que realizo la prueba,
100%
Contí-nua
Utlizar JES, instrucción que aplique a NP u Operación -
Firts Off P: (Operador) hace prueba, verifica fuga, marca
y registra en formato Identificación de parte
(Visual)
En caso que una parte se encuentre sin la identificación
de conformidad se debe devolver al banco de fuga
para su re inspección y realizar análisis de causa raíz.
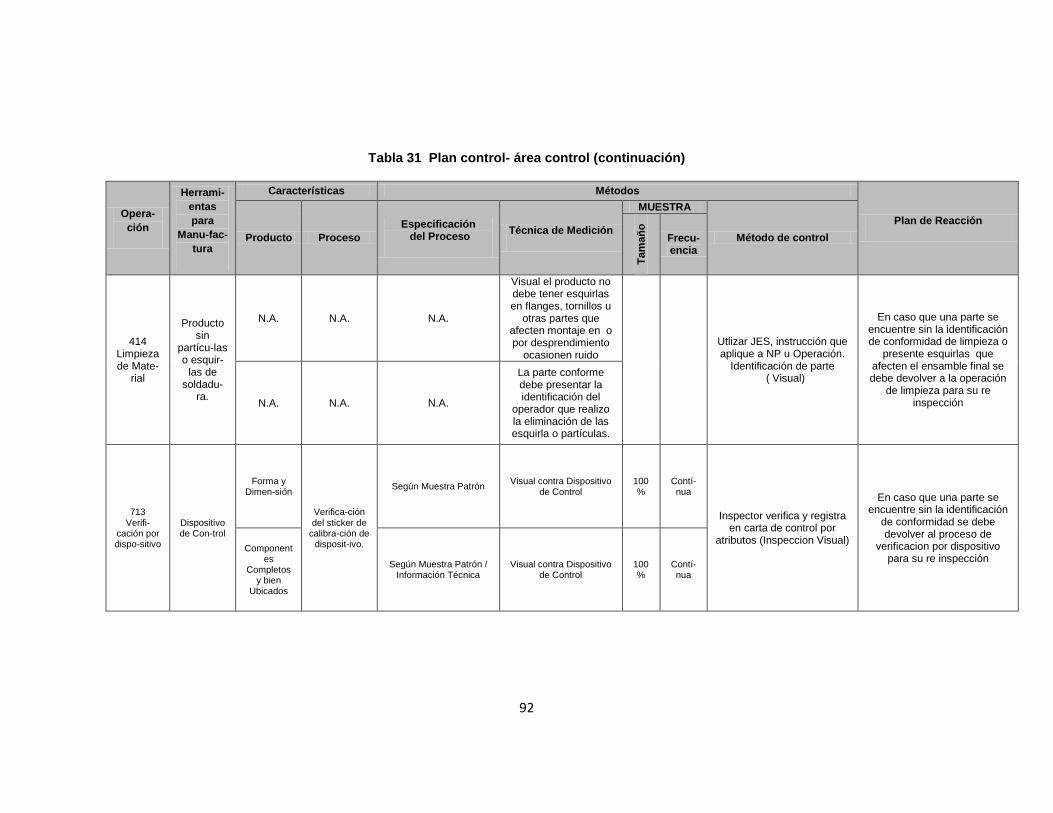
92
Tabla 31 Plan control- área control (continuación)
Opera-
ción
Herrami-
entas
para
Manu-fac-
tura
Características Métodos
Plan de Reacción
Producto Proceso
Especificación del Proceso
Técnica de Medición
MUESTRA
Método de control
Ta
mañ
o
Frecu-encia
414 Limpieza de Mate-
rial
Producto sin
partícu-las o esquir-
las de soldadu-
ra.
N.A. N.A. N.A.
Visual el producto no debe tener esquirlas en flanges, tornillos u
otras partes que afecten montaje en o por desprendimiento
ocasionen ruido
Utlizar JES, instrucción que aplique a NP u Operación.
Identificación de parte ( Visual)
En caso que una parte se encuentre sin la identificación de conformidad de limpieza o
presente esquirlas que afecten el ensamble final se debe devolver a la operación
de limpieza para su re inspección N.A. N.A. N.A.
La parte conforme debe presentar la identificación del
operador que realizo la eliminación de las esquirla o partículas.
713 Verifi-
cación por dispo-sitivo
Dispositivo de Con-trol
Forma y Dimen-sión
Verifica-ción del sticker de
calibra-ción de disposit-ivo.
Según Muestra Patrón Visual contra Dispositivo
de Control 100%
Contí-nua
Inspector verifica y registra en carta de control por
atributos (Inspeccion Visual)
En caso que una parte se encuentre sin la identificación
de conformidad se debe devolver al proceso de
verificacion por dispositivo para su re inspección
Componentes
Completos y bien
Ubicados
Según Muestra Patrón / Información Técnica
Visual contra Dispositivo de Control
100%
Contí-nua
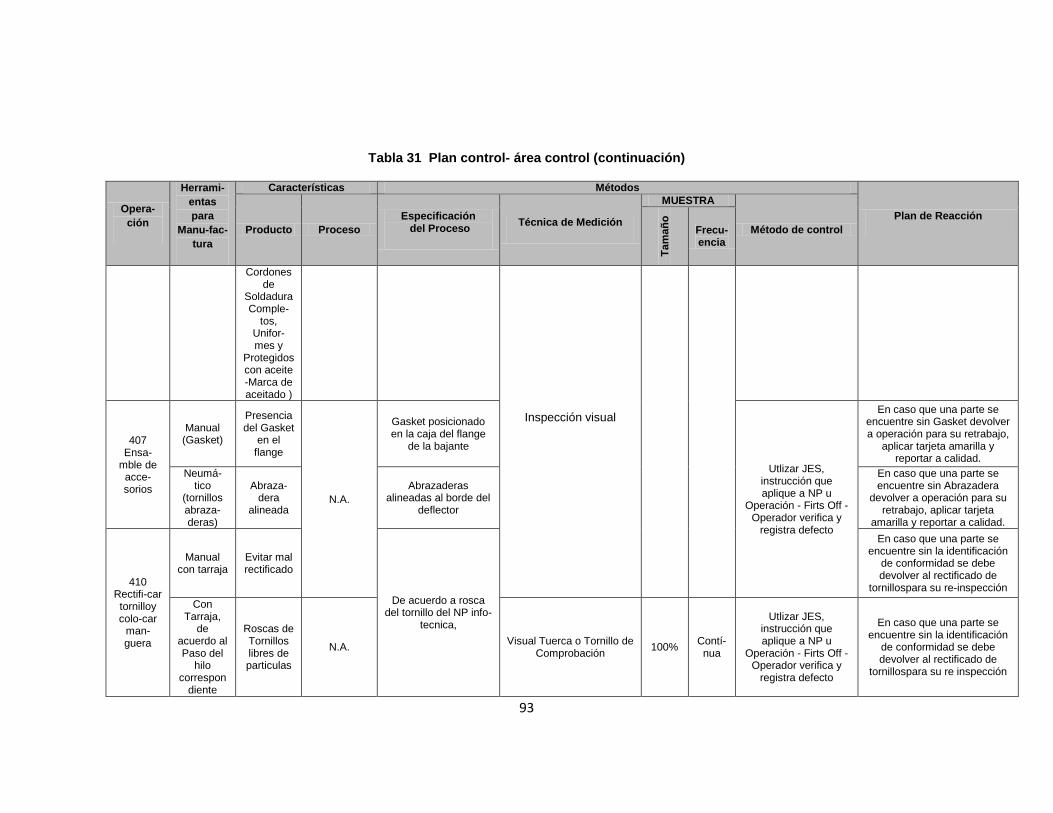
93
Tabla 31 Plan control- área control (continuación)
Opera-
ción
Herrami-
entas
para
Manu-fac-
tura
Características Métodos
Plan de Reacción
Producto Proceso
Especificación del Proceso
Técnica de Medición
MUESTRA
Método de control
Ta
mañ
o
Frecu-encia
Cordones de
Soldadura Comple-
tos, Unifor-mes y
Protegidos con aceite -Marca de aceitado )
Inspección visual
407 Ensa-
mble de acce-sorios
Manual (Gasket)
Presencia del Gasket
en el flange
N.A.
Gasket posicionado en la caja del flange
de la bajante
Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
En caso que una parte se encuentre sin Gasket devolver a operación para su retrabajo,
aplicar tarjeta amarilla y reportar a calidad.
Neumá-tico
(tornillos abraza-deras)
Abraza-dera
alineada
Abrazaderas alineadas al borde del
deflector
En caso que una parte se encuentre sin Abrazadera
devolver a operación para su retrabajo, aplicar tarjeta
amarilla y reportar a calidad.
410 Rectifi-car tornilloy colo-car
man-guera
Manual con tarraja
Evitar mal rectificado
De acuerdo a rosca del tornillo del NP info-
tecnica,
En caso que una parte se encuentre sin la identificación
de conformidad se debe devolver al rectificado de
tornillospara su re-inspección
Con Tarraja,
de acuerdo al Paso del
hilo correspon
diente
Roscas de Tornillos libres de particulas
N.A. Visual Tuerca o Tornillo de
Comprobación 100%
Contí-nua
Utlizar JES, instrucción que aplique a NP u
Operación - Firts Off - Operador verifica y
registra defecto
En caso que una parte se encuentre sin la identificación
de conformidad se debe devolver al rectificado de
tornillospara su re inspección
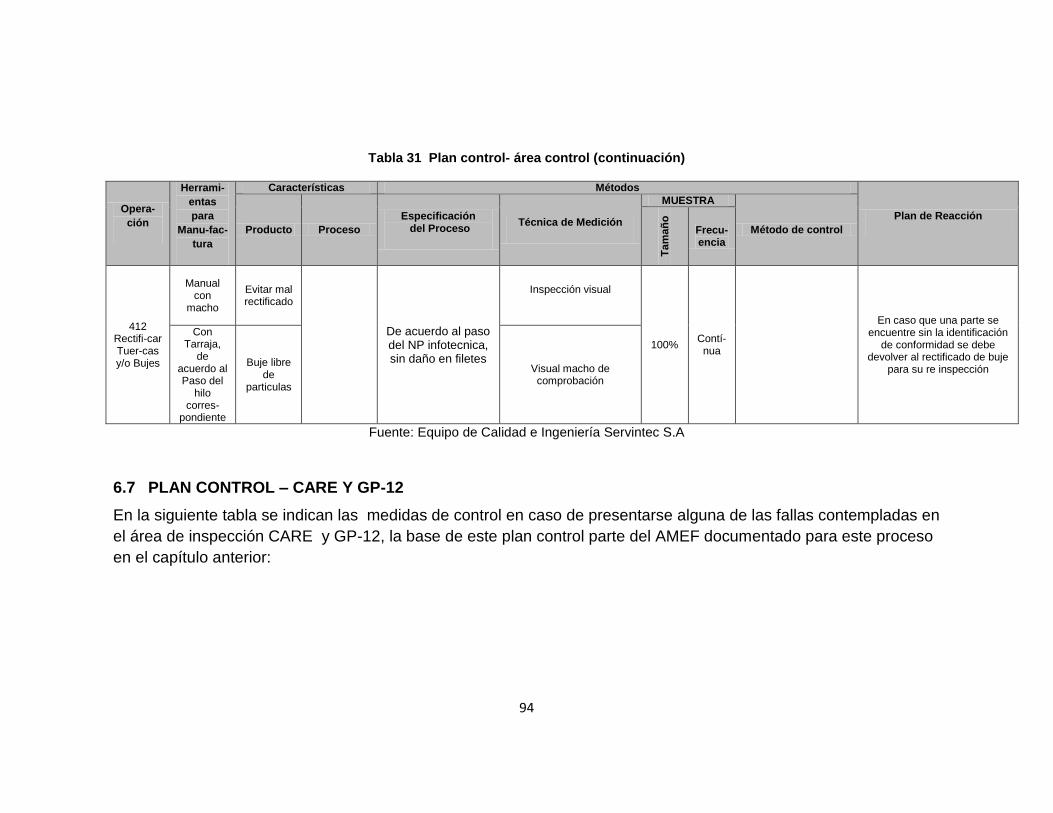
94
Tabla 31 Plan control- área control (continuación)
Opera-
ción
Herrami-
entas
para
Manu-fac-
tura
Características Métodos
Plan de Reacción
Producto Proceso
Especificación del Proceso
Técnica de Medición
MUESTRA
Método de control
Ta
mañ
o
Frecu-encia
412 Rectifi-car Tuer-cas y/o Bujes
Manual con
macho
Evitar mal rectificado
De acuerdo al paso del NP infotecnica, sin daño en filetes
Inspección visual
100% Contí-nua
En caso que una parte se encuentre sin la identificación
de conformidad se debe devolver al rectificado de buje
para su re inspección
Con Tarraja,
de acuerdo al Paso del
hilo corres-
pondiente
Buje libre de
particulas
Visual macho de comprobación
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
6.7 PLAN CONTROL – CARE Y GP-12
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de inspección CARE y GP-12, la base de este plan control parte del AMEF documentado para este proceso
en el capítulo anterior:
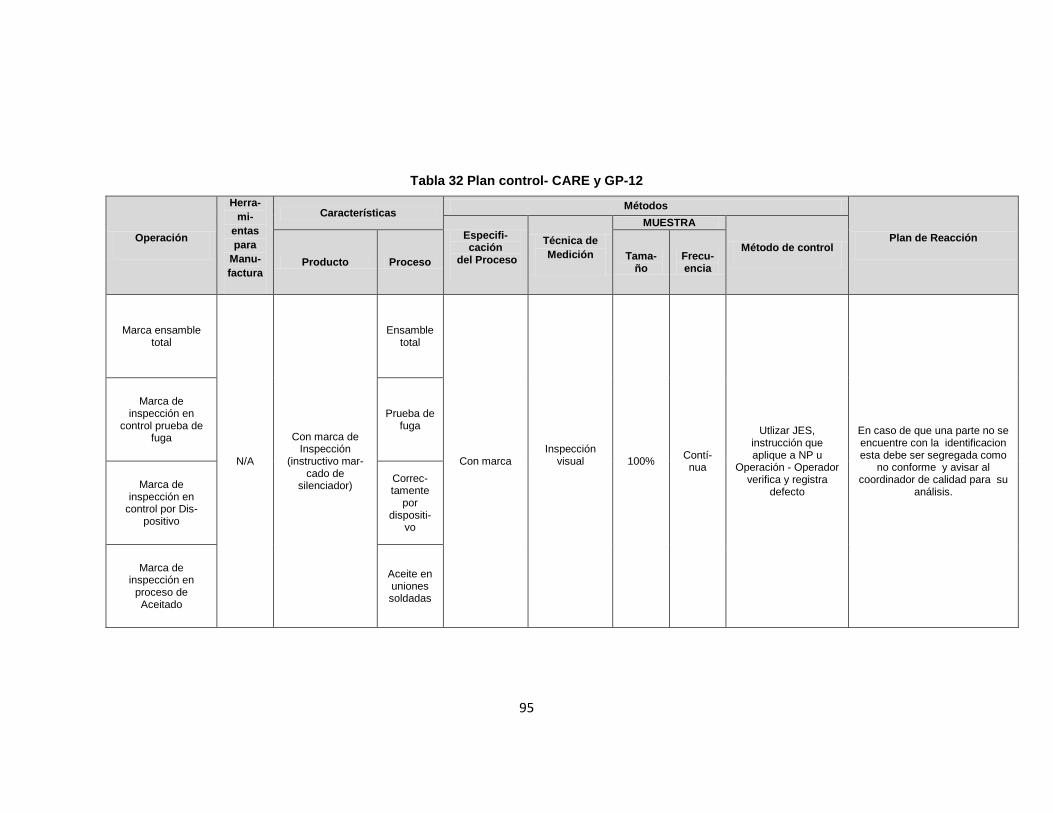
95
Tabla 32 Plan control- CARE y GP-12
Operación
Herra-
mi-
entas
para
Manu-
factura
Características Métodos
Plan de Reacción Especifi-cación
del Proceso
Técnica de
Medición
MUESTRA
Método de control
Producto Proceso Tama-
ño Frecu-encia
Marca ensamble total
N/A
Con marca de Inspección
(instructivo mar-cado de
silenciador)
Ensamble total
Con marca Inspección
visual
100% Contí-nua
Utlizar JES, instrucción que aplique a NP u
Operación - Operador verifica y registra
defecto
En caso de que una parte no se encuentre con la identificacion esta debe ser segregada como
no conforme y avisar al coordinador de calidad para su
análisis.
Marca de inspección en
control prueba de fuga
Prueba de fuga
Marca de inspección en
control por Dis-positivo
Correc-tamente
por dispositi-
vo
Marca de inspección en
proceso de Aceitado
Aceite en uniones soldadas
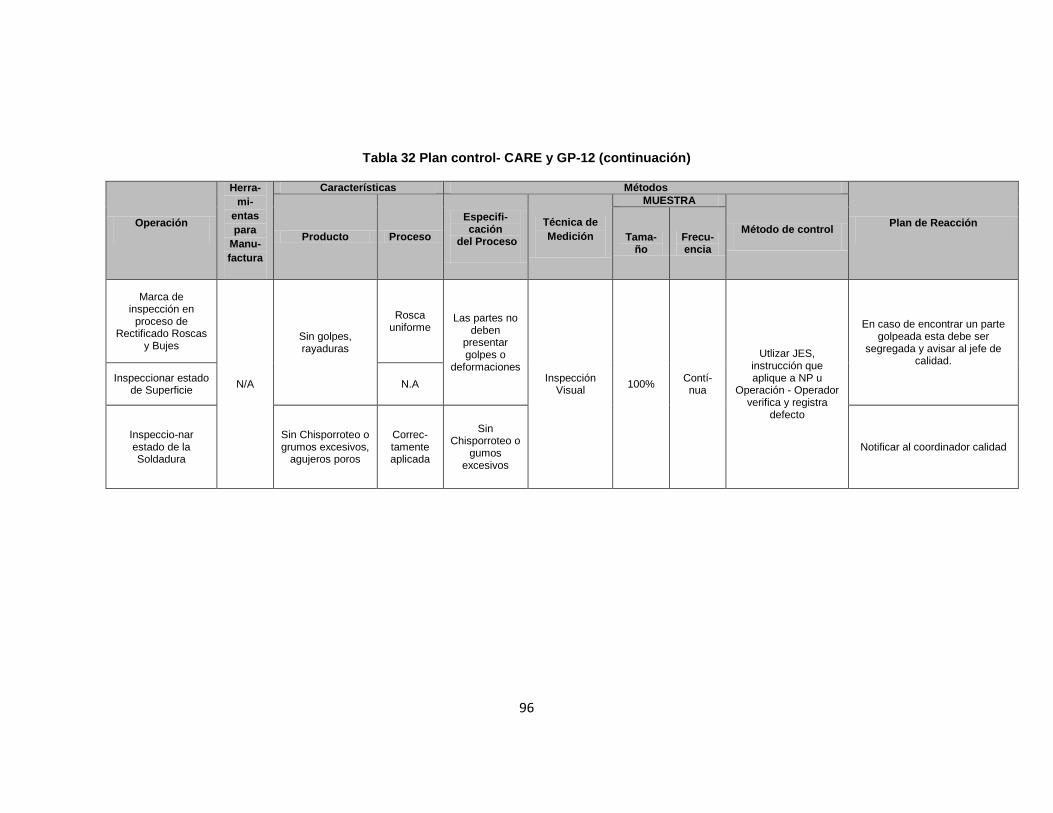
96
Tabla 32 Plan control- CARE y GP-12 (continuación)
Operación
Herra-
mi-
entas
para
Manu-
factura
Características Métodos
Plan de Reacción
Producto Proceso
Especifi-cación
del Proceso
Técnica de
Medición
MUESTRA
Método de control Tama-
ño Frecu-encia
Marca de inspección en
proceso de Rectificado Roscas
y Bujes
N/A
Sin golpes, rayaduras
Rosca uniforme
Las partes no deben
presentar golpes o
deformaciones Inspección
Visual 100%
Contí-nua
Utlizar JES, instrucción que aplique a NP u
Operación - Operador verifica y registra
defecto
En caso de encontrar un parte golpeada esta debe ser
segregada y avisar al jefe de calidad.
Inspeccionar estado de Superficie
N.A
Inspeccio-nar estado de la Soldadura
Sin Chisporroteo o grumos excesivos,
agujeros poros
Correc-tamente aplicada
Sin Chisporroteo o
gumos excesivos
Notificar al coordinador calidad
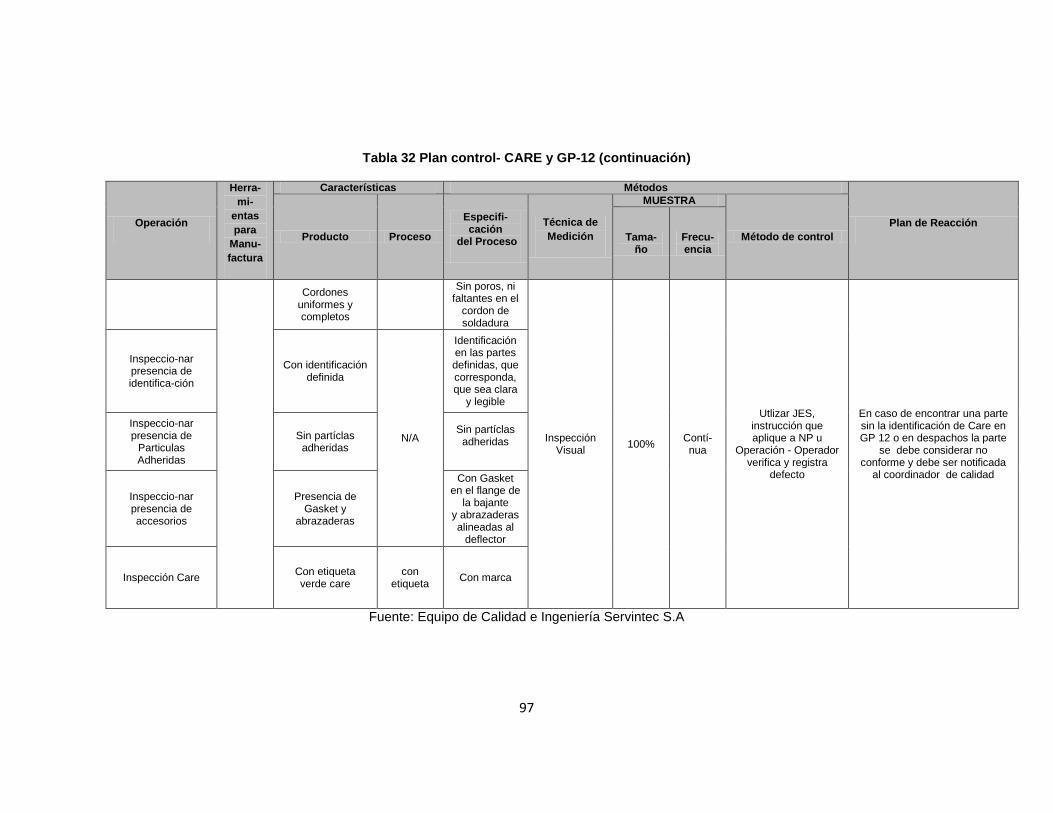
97
Tabla 32 Plan control- CARE y GP-12 (continuación)
Operación
Herra-
mi-
entas
para
Manu-
factura
Características Métodos
Plan de Reacción
Producto Proceso
Especifi-cación
del Proceso
Técnica de
Medición
MUESTRA
Método de control Tama-ño
Frecu-encia
Cordones uniformes y completos
Sin poros, ni faltantes en el
cordon de soldadura
Inspección Visual
100% Contí-nua
Utlizar JES, instrucción que aplique a NP u
Operación - Operador verifica y registra
defecto
En caso de encontrar una parte sin la identificación de Care en GP 12 o en despachos la parte
se debe considerar no conforme y debe ser notificada
al coordinador de calidad
Inspeccio-nar presencia de identifica-ción
Con identificación definida
N/A
Identificación en las partes definidas, que corresponda, que sea clara
y legible
Inspeccio-nar presencia de
Particulas Adheridas
Sin partíclas adheridas
Sin partíclas adheridas
Inspeccio-nar presencia de accesorios
Presencia de Gasket y
abrazaderas
Con Gasket en el flange de
la bajante y abrazaderas alineadas al
deflector
Inspección Care Con etiqueta verde care
con etiqueta
Con marca
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
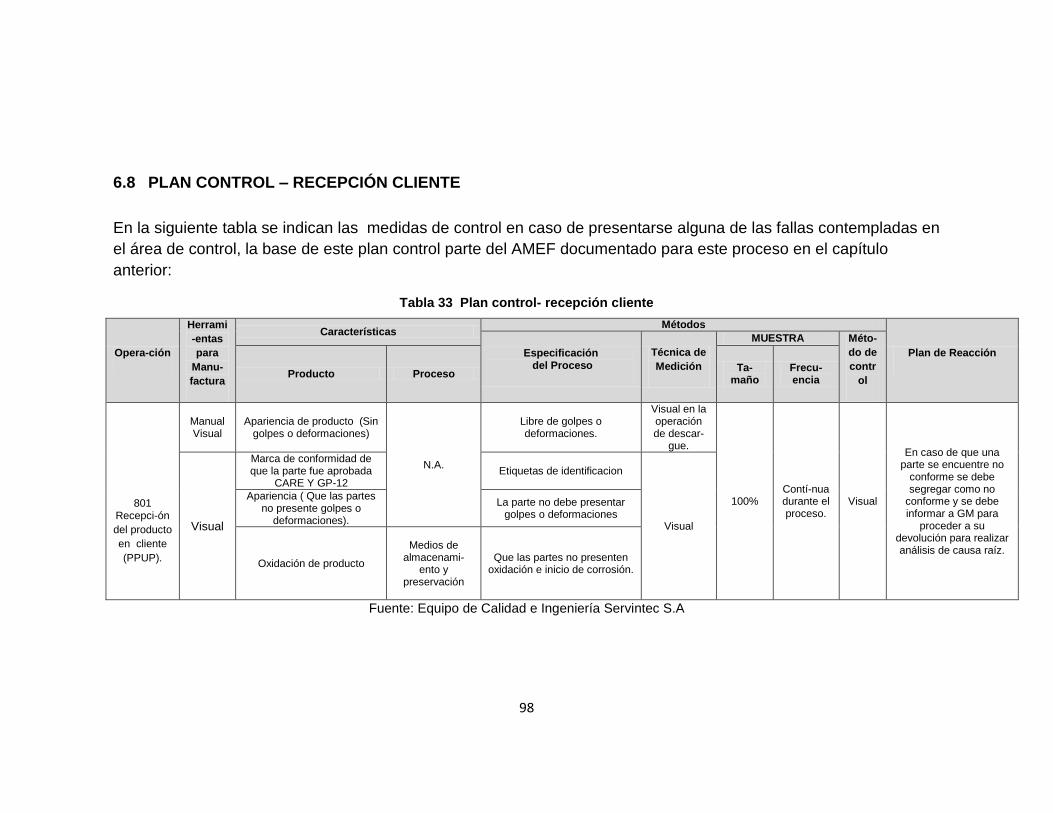
98
6.8 PLAN CONTROL – RECEPCIÓN CLIENTE
En la siguiente tabla se indican las medidas de control en caso de presentarse alguna de las fallas contempladas en
el área de control, la base de este plan control parte del AMEF documentado para este proceso en el capítulo
anterior:
Tabla 33 Plan control- recepción cliente
Opera-ción
Herrami
-entas
para
Manu-
factura
Características Métodos
Plan de Reacción Especificación del Proceso
Técnica de
Medición
MUESTRA Méto-
do de
contr
ol Producto Proceso
Ta-maño
Frecu-encia
801 Recepci-ón
del producto
en cliente
(PPUP).
Manual Visual
Apariencia de producto (Sin golpes o deformaciones)
N.A.
Libre de golpes o deformaciones.
Visual en la operación de descar-
gue.
100% Contí-nua durante el proceso.
Visual
En caso de que una parte se encuentre no
conforme se debe segregar como no
conforme y se debe informar a GM para
proceder a su devolución para realizar análisis de causa raíz.
Visual
Marca de conformidad de que la parte fue aprobada
CARE Y GP-12 Etiquetas de identificacion
Visual
Apariencia ( Que las partes no presente golpes o
deformaciones).
La parte no debe presentar golpes o deformaciones
Oxidación de producto
Medios de almacenami-
ento y preservación
Que las partes no presenten oxidación e inicio de corrosión.
Fuente: Equipo de Calidad e Ingeniería Servintec S.A
99
CONCLUSIONES
Una vez desarrollado el trabajo se lograron diferentes resultados de los cuales se puede concluir lo siguiente:
El AMEF permitió analizar diferentes variables que pueden afectar al proceso productivo, realizar este documento no habría sido posible si no se contara con la participación de un equipo multidisciplinario ya que solo de esta manera se logra obtener un análisis detallado de cada operación.
Aunque el AMEF es una herramienta de calidad utilizada en su mayoría en sectores críticos como el automotriz, la metodología planteada en este proyecto puede ser aplicada en cualquier empresa ya sea generadora de productos o servicios que desee reducir costos por retrabajos o devoluciones.
Al documentar el plan control se establecieron acciones correctivas que le permiten a todas las personas involucradas en el proceso productivo (Jefes, Coordinadores, Inspectores y Operarios) conocer en detalle las verificaciones que debe realizar antes, durante y después de aquellas operaciones que son críticas para la fabricación del sistema de escape GSV.
Al desarrollar el AMEF y plan control para el sistema de escape GSV se cumplió el objetivo principal; ofrecerle al cliente un producto con los más altos estándares de calidad y seguridad en el momento de su uso.
100
RECOMENDACIONES
Se recomienda que las acciones que involucran trabajo estandarizado con los operarios de la planta se complementen con evaluaciones escritas para garantizar el entendimiento y comprensión de los temas.
Se sugiere aplicar la metodología establecida en el presente trabajo para desarrollar futuros Análisis de Modo y Efecto de Falla en la fabricación de otras referencias producidas por la compañía.
Se solicita realizar revisiones periódicas a los documentos generados en este trabajo (AMEF y Plan control) con el fin de garantizar la inclusión de cambios que puedan presentarse en el proceso productivo.
Aunque en el AMEF y plan control se documentan acciones que permiten eliminar la causa raíz planteada, se recomienda complementar la información documentada con un indicador que evidencie la efectividad de dichas acciones en especial aquellas operaciones que se identificaron como críticas:
101
BIBLIOGRAFÍA
JURAN, M, Joseph. Manual de Calidad de Juran. Madrid: Mc. Graw Hill, 2001.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Compendio: tesis y otros trabajos de grado. Bogotá: ICONTEC, 2008.
RÍOS, Giraldo Ricardo Mauricio. Seguimiento, medición, análisis y mejora en los sistemas de Gestión. Bogotá: Icontec., 2009.
NIEBEL, Benjamin. Ingeniería Industrial: Métodos, estándares y diseño del trabajo. México D.F., México. Editorial McGraw Hill, 2009, p. 552.
NTC ISO 9000:2005. Bogotá D.C., Colombia: ICONTEC, 2005, p. 9.
SINGH, Soin Sarv. Control de calidad total. México: Mg Graw Hill, 1997.
SERVINTEC s.a. Bogotá: Manual de Calidad, 2008.
SERVINTEC s.a. Bogotá: PPAP Sistema de escape GESV, 2012.
INFOGRAFÍA
http:// www.biblioteca.usac.edu.gt/tesis/08/08_6129.pdf

102
ANEXO A Informe de unidades producidas vs. Unidades defectuosas año 2012







