UNIVERZA V MARIBORU
FAKULTETA ZA ELEKTROTEHNIKO,
RAČUNALNIŠTVO IN INFORMATIKO
Tadej Krašovc
NAČRTOVANJE STROJA ZA SORTIRANJE
KOVINSKIH TULCEV
Diplomsko delo
Maribor, avgust 2016
NAČRTOVANJE STROJA ZA SORTIRANJE KOVINSKIH
TULCEV
Diplomsko delo
Študent: Tadej Krašovc
Študijski program: Visokošolski strokovni študijski program
Elektrotehnika
Smer: Avtomatika
Mentor: doc. dr. Nenad Muškinja
Lektor(ica): Nina Koper, prof. slovenščine ter uni. dipl. prev. in tolm. za
angleški jezik

Načrtovanje stroja za sortiranje kovinskih tulcev
i
Načrtovanje stroja za sortiranje kovinskih tulcev
ii
ZAHVALA
Zahvaljujem se mentorju doc. dr. Nenadu
Muškinji za pomoč in smernice pri izdelavi
projekta in diplomskega dela. Zahvala gre
prav tako takratnemu podjetju, lastniku stroja
in seveda staršem, ki so mi omogočili
izobraževanje in izdelavo diplomskega dela.
Načrtovanje stroja za sortiranje kovinskih tulcev
iii
Načrtovanje stroja za sortiranje kovinskih tulcev
Ključne besede: načrtovanje, sortiranje, merjenje, avtomatizacija, kovinski tulci.
UDK: 004.424.52:338.364(043.2)
Povzetek
V diplomskem delu je predstavljeno načrtovanje stroja za sortiranje kovinskih tulcev.
Opisane so konstrukcijske rešitve in izračuni posameznih elementov sortirne naprave.
Izdelana je zasnova elektro-pnevmatskega krmilja stroja in navodila za uporabo.
Načrtovanje stroja za sortiranje kovinskih tulcev
iv
Designing of a Machine for Sorting Metal Tubes
Key words: designing, sorting, measurement, automation, metal tubes.
UDK: 004.424.52:338.364(043.2)
Abstract
This thesis presents designing of a machine for sorting steel tubes. Constructional
solutions and calculations of individual elements of the sorting device are described.
Furthermore, the basis of electro-pneumatic steering of the machine is shown and
instructions for use are added.
Načrtovanje stroja za sortiranje kovinskih tulcev
v
KAZALO
1 UVOD .............................................................................................................. 1
2 PREDSTAVITEV PROJEKTA ......................................................................... 2
2.1 Zahteve naročnika ............................................................................................................... 3
3 OPIS IN NAMEN STROJA .............................................................................. 4
3.1 Dozirni del ............................................................................................................................ 7
3.2 Vstavljalni del ....................................................................................................................... 8
3.3 Merilno mesto [2] ............................................................................................................... 12
3.4 Izmetni del .......................................................................................................................... 15
4 KOSTRUIRANJE NAPRAVE ........................................................................ 16
4.1 Vstavljalni del ..................................................................................................................... 16
4.2 Odmični mehanizem [4] [6]. .............................................................................................. 18
4.3 Merilno mesto .................................................................................................................... 21
4.4 Izmetni del .......................................................................................................................... 23
5 KRMILJENJE STROJA ................................................................................. 26
6 SKLEP IN ZAKLJUČEK ................................................................................ 36
VIRI ...................................................................................................................... 38
Načrtovanje stroja za sortiranje kovinskih tulcev
vi
KAZALO SLIK
SLIKA 3.1: KOVINSKA TULCA ...................................................................................... 4
SLIKA 3.2: PRIKAZ STAREGA IN NOVEGA POSTOPKA SORTIRANJA POLIZDELKOV .............. 5
SLIKA 3.3: KONTROLIRNO SORTIRNI STROJ .................................................................. 6
SLIKA 3.4: SHEMA VIBRACIJSKI PODAJALNIKA .............................................................. 7
SLIKA 3.5: VSTAVLJALNI DEL ...................................................................................... 8
SLIKA 3.6: VSTAVLJALNI TULEC .................................................................................. 9
SLIKA 3.7: ODMIČNI MEHANIZEM ............................................................................... 10
SLIKA 3.8: DISK Z GNEZDI ........................................................................................ 10
SLIKA 3.9: VARNOSTNA SKLOPKA ............................................................................. 12
SLIKA 3.10: KONTROLNA ENOTA ............................................................................... 12
SLIKA 3.11: KONTAKTNI SENZOR .............................................................................. 12
SLIKA 3.12: KONTAKTNA TIPALA ............................................................................... 13
SLIKA 3.13: ODDAJNIK IN SPREJEMNIK IB 10 ............................................................. 14
SLIKA 3.14: KONTROLNA ENOTA IB 1000 .................................................................. 14
SLIKA 3.15: IZMETNI DEL ......................................................................................... 15
SLIKA 4.1: PROTOTIP .............................................................................................. 17
SLIKA 4.2: GEOMETRIJA DISKA ................................................................................. 18
SLIKA 4.3: GEOMETRIJA MEHANIZMA ........................................................................ 19
SLIKA 4.4: PODATKI LEŽAJA ...................................................................................... 20
SLIKA 4.5: DETAJL VPETJA LEŽAJA ........................................................................... 21
SLIKA 4.6: GEOMETRIJA SIL ..................................................................................... 22
SLIKA 4.7: VENTILSKI OTOK VQC 1000 .................................................................... 24
SLIKA 4.8: PNEVMATSKA SHEMA .............................................................................. 25
Načrtovanje stroja za sortiranje kovinskih tulcev
vii
SLIKA 5.1: BLOKOVNA SHEMA KRMILJA ...................................................................... 26
SLIKA 5.2: FUNKCIJSKI DIAGRAM .............................................................................. 27
SLIKA 5.3: POZICIJA SENZORIKE ............................................................................... 28
SLIKA 5.4: OPERACIJSKI PANEL ................................................................................ 31
SLIKA 5.5: OSNOVNO OKNO ..................................................................................... 32
SLIKA 5.6: PODOKNO DISKA ..................................................................................... 32
SLIKA 5.7: PODOKNO V SERVISNEM REŽIMU .............................................................. 33
SLIKA 5.8: NASTAVITVE DISKA .................................................................................. 33
SLIKA 5.9: GESLO ................................................................................................... 34
SLIKA 5.10: POTRDITEV ALARMOV ............................................................................ 34
SLIKA 5.11: NASTAVITEV ŽELENIH KOSOV ................................................................. 35
KAZALO TABEL
TABELA 3.1: IMENA IN VREDNOSTI TOLERANČNIH SKUPIN ............................................ 13
TABELA 5.1: VHODNI SIGNALI KRMILJA ...................................................................... 29
TABELA 5.2: IZHODNI SIGNALI KRMILJA ...................................................................... 30
Načrtovanje stroja za sortiranje kovinskih tulcev
viii
SEZNAM UPORABLJENIH SIMBOLOV
t čas cikla
i število gnezd
t0 obodni čas
o število vrtljajev na minuto
R premer kolesa
Δ vertikalna razdalja središča kolesa do objekta
x horizontalna razdalja središča kolesa do objekta
Fv vertikalna sila
mg sila kolesa na objekt
Načrtovanje stroja za sortiranje kovinskih tulcev
1
1 UVOD
Glavni vzroki za uvajanje avtomatiziranih naprav so v tem, da delujejo mnogo hitreje kot
človek, ne poznajo utrujenosti, niso podvržene vplivom razpoloženja, zato delujejo
neprimerno bolj kvalitetno in predvsem enakomerno. Njihova zanesljivost je dosti večja
kot zanesljivost človeškega faktorja. Rezultat vsega je boljša in kakovostna proizvodnja.
Proizvodi so zato cenejši, konkurenčnejši, ekonomski učinek pa boljši.
V podjetju, kjer sem bil zaposlen, smo dobili naročilo za izdelavo naprave za sortiranje
kovinskih tulcev. Faze planiranja in načrtovanja so bile v celoti izvedene v podjetju. Cilj
diplomske naloge je predstaviti postopke, kako se lotiti izdelave avtomatizirane naprave.
Kontrolirno sortirni stroj je naprava, ki meri dolžino in izvrtino v kovinskem tulcu. Na
podlagi meritve se kosi razvrščajo v 5 tolerančnih skupin. Ponovljivost meritve je v
območju 1 µm, stroj pa mora izmeriti 4 kose na sekundo. Podrobnejše tehnološke zahteve
in zahteve naročnika opisuje drugo poglavje.
V tretjem poglavju smo primerjali obstoječe postopke sortiranja in postopke nove naprave.
Stroj smo razčlenili na posamezne sklope:
dozirni del,
vstavljalni del,
merilno mesto,
izmetni del.
Vsak sklop naprave in njene sestavne elemente smo podrobneje opisali. Navezujejo se
na četrto poglavje, ki opisuje konstrukcijske prijeme, izračune in rešitve. Opisani so merilni
členi in pnevmatske komponente naprave.
Peto poglavje opisuje krmiljenje stroja. Z blokovno shemo so prikazane povezave
električnih komponent s krmiljem. Blokovno shemo dopolnjuje pozicijska shema, ki
prikazuje, kje na stroju so komponente vgrajene in ustrezno označene. Funkcijski diagram
ponazarja logiko krmilja. Tabela vhodnih in izhodnih signalov ter pnevmatska shema pa
dajeta osnovo oz. podlogo za program krmilja. Sledi opis posluževalnega panela in
navodila za upravljanje stroja.
Načrtovanje stroja za sortiranje kovinskih tulcev
2
2 PREDSTAVITEV PROJEKTA
Diplomsko delo z naslovom ''NAČRTOVANJE NAPRAVE ZA SORTIRANJE KOVINSKIH
TULCEV'' prikazuje prijeme za izdelavo projekta avtomatizirane naprave. Namen naloge
je predstavitev projektnih rešitev, ki so potrebne za uspešno delovanje nekega
avtomatiziranega procesa. Kot že naslov ponazarja, se bomo osredinili na projektiranje.
Projektna naloga temelji na določenih zahtevah naročnika in vhodnih informacijah, ki nam
bodo služile kot izhodišča pri projektiranju in na osnovi katerih bodo zasnovane rešitve za
izdelavo stroja.
V nalogi bodo prikazane naslednje rešitve:
zasnova stroja in njegov pomen,
konstrukcijske rešitve stroja,
krmiljenje stroja.
Več pozornosti bomo posvetili konstruiranju stroja, kajti ravno pri načrtovanju prihaja pri
projektiranju pogosto do nesporazumov, ki so predvsem posledica nejasne definicije
naloge.
Opisani primer projektiranja naj bi služil kot vzorec za izdelavo nadaljnjih projektov in je
hkrati tudi cilj naloge.
Izhodišča za projektiranje pri avtomatiziranih procesih oz. napravah najpogosteje podajo
naročniki oz. kupec naprave. Tudi v našem primeru je naročnik podal osnovne zahteve za
izdelavo kontrolirno sortirne naprave.
Načrtovanje stroja za sortiranje kovinskih tulcev
3
2.1 Zahteve naročnika
Kontrolirno sortirna naprava mora opravljati določene faze pri procesu proizvodnje
kovinskih tulcev. Njeno delovanje mora biti avtomatsko in mora opravljati sledeče faze:
dozirni del
vstavljalni del
merilni del
izmetni del
Posluževanje stroja je ročno, in sicer operater dovaja vhodni material v vibracijske
podajalnike in odvzema izmerjene, sortirane kose iz sortirnih mest. Dozirni del naprave
predstavljajo obstoječi vibracijski podajalniki, ki jih bomo z določenimi predelavami
priključili sortirnemu stroju.
Tehnične zahteve stroja:
nepravilne oblike kosov in nečistoče se odstranjujejo v dozirnem delu stroja;
predpisan vhodni material so kovinski tulci, premera 5 in 7 mm, skozi njihovo os pa
je izvrtina, premera 2 in 4 mm;
merilni sistem mora zagotavljati ponovljivost merjenja dolžine kosa v 1 µm in
zmožnost detektiranja premale ali zamašene izvrtine;
izmetni del mora zagotavljati sortiranje kosov v šest skupin;
proizvodna kapaciteta stroja mora biti 4 kose na sekundo;
z manjšim posegom se stroj nastavi na 4 ali 6 mm kose.
Na podlagi tehničnih zahtev smo zasnovali stroj, njegov opis sledi v naslednjem poglavju.
Načrtovanje stroja za sortiranje kovinskih tulcev
4
3 OPIS IN NAMEN STROJA
Kontrolirno sortirni stroj je za naročnika konkurenčna prednost, zato se v diplomskem delu
ne omenja, za katero panogo se polizdelki uporabljajo. Na sliki 3.1 sta prikazana kovinska
tulca.
Slika 3.1: Kovinska tulca.
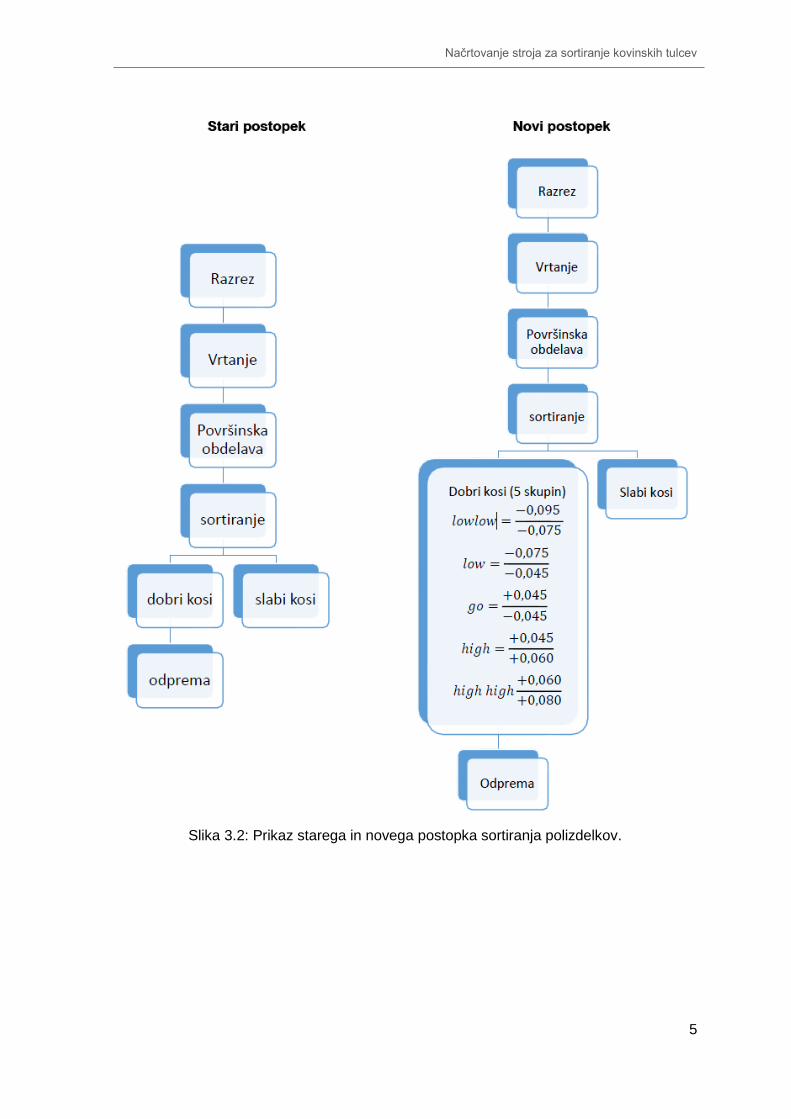
Podjetje, ki je stroj naročilo, se že vrsto let ukvarja s proizvodnjo drobnih kovinskih
polizdelkov. Zaradi pritiska tržišča po nižjih cenah in višjih kakovostnih merilih se je
podjetje odločilo izboljšati kakovost meritev in sortiranje polizdelkov v tolerančne skupine.
Razliko med starim in novim postopkom prikazuje slika 3.2.
Načrtovanje stroja za sortiranje kovinskih tulcev
5
Slika 3.2: Prikaz starega in novega postopka sortiranja polizdelkov.
Načrtovanje stroja za sortiranje kovinskih tulcev
6
Kot je razvidno iz slike 3.2, se novi postopek razlikuje po številu skupin dobrih kosov. Z
natančnejšim merjenjem omogočamo deklariranje kosov v skupine, kar nam omogoča,
da:
prilagajamo orodja in njihove nastavitve polizdelkom na mestih vgradnje;
detektiramo predhodne obdelovalne faze polizdelkov, npr. skrhana rezilna orodja;
s pomočjo meritev ponastavljamo predhodne obdelovalne stroje.
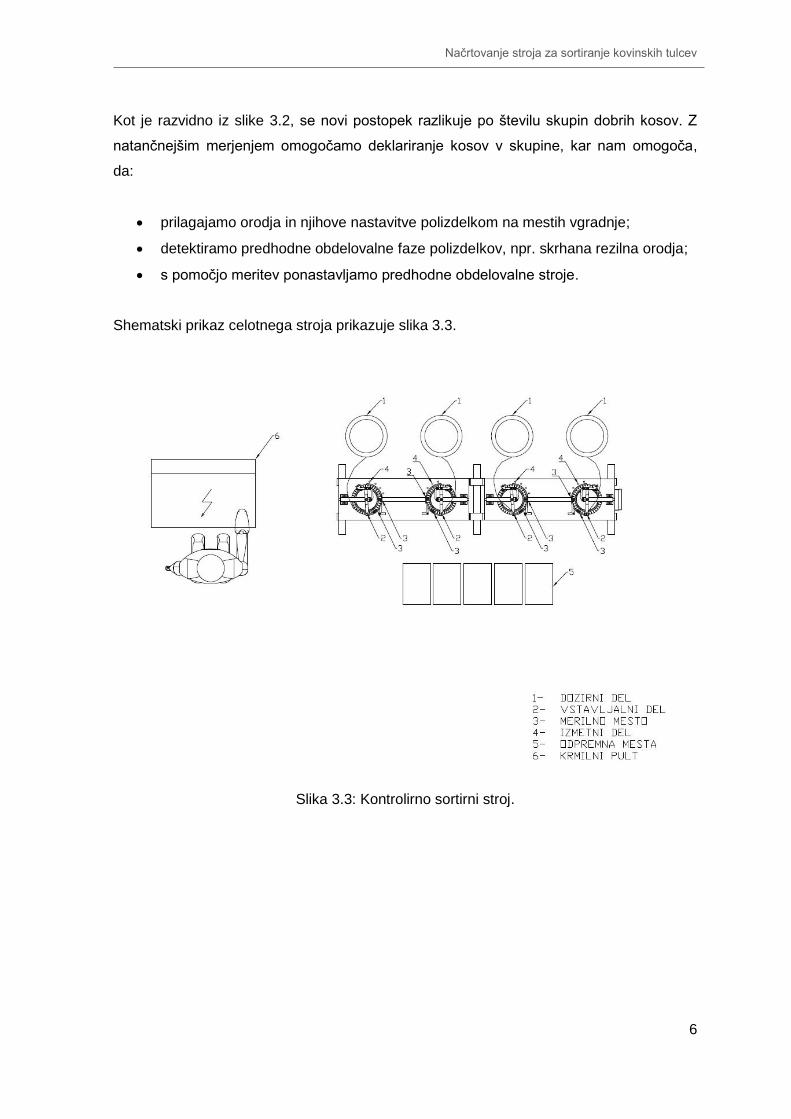
Shematski prikaz celotnega stroja prikazuje slika 3.3.
Slika 3.3: Kontrolirno sortirni stroj.
Načrtovanje stroja za sortiranje kovinskih tulcev
7
3.1 Dozirni del
Naprava za doziranje je na vhodnem delu stroja. Napravo uporabljamo ročno, kar pomeni,
da polizdelke dodajamo ročno v lijak naprave. Jakost vibriranja se nastavlja s
potenciometrom, ki je nameščen v dozi skupaj z gumbom za vklop in izklop naprave.
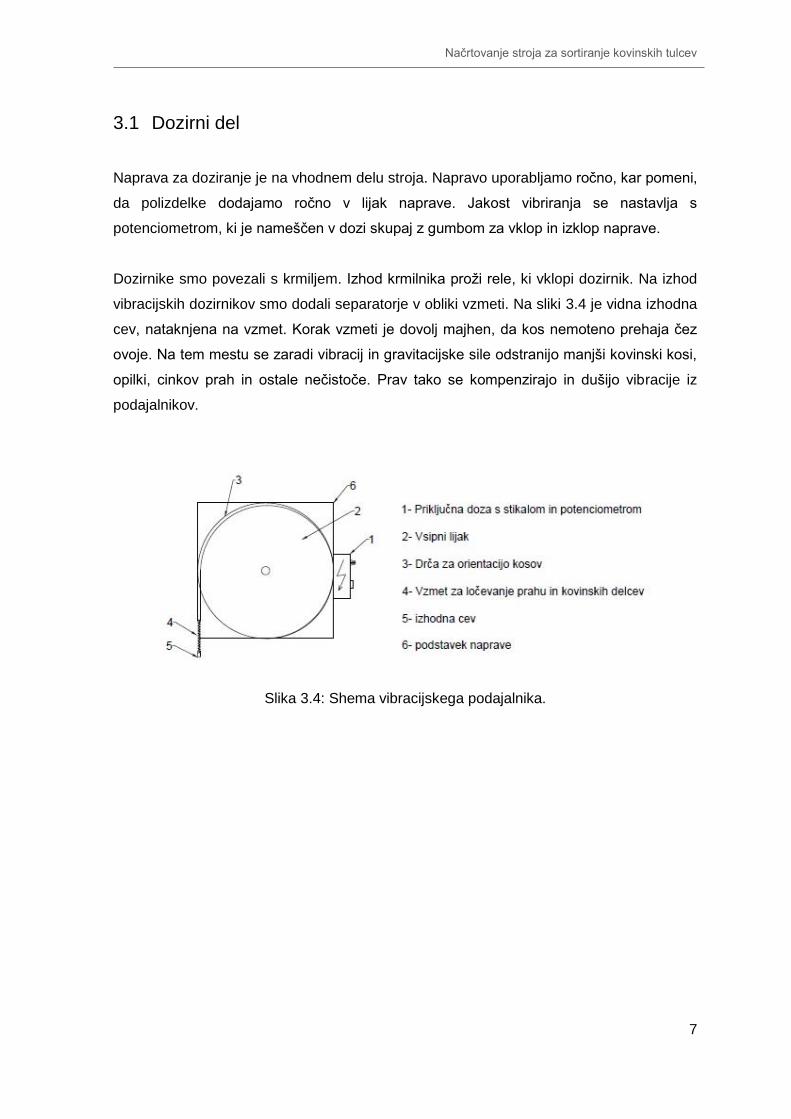
Dozirnike smo povezali s krmiljem. Izhod krmilnika proži rele, ki vklopi dozirnik. Na izhod
vibracijskih dozirnikov smo dodali separatorje v obliki vzmeti. Na sliki 3.4 je vidna izhodna
cev, nataknjena na vzmet. Korak vzmeti je dovolj majhen, da kos nemoteno prehaja čez
ovoje. Na tem mestu se zaradi vibracij in gravitacijske sile odstranijo manjši kovinski kosi,
opilki, cinkov prah in ostale nečistoče. Prav tako se kompenzirajo in dušijo vibracije iz
podajalnikov.
Slika 3.4: Shema vibracijskega podajalnika.
Načrtovanje stroja za sortiranje kovinskih tulcev
8
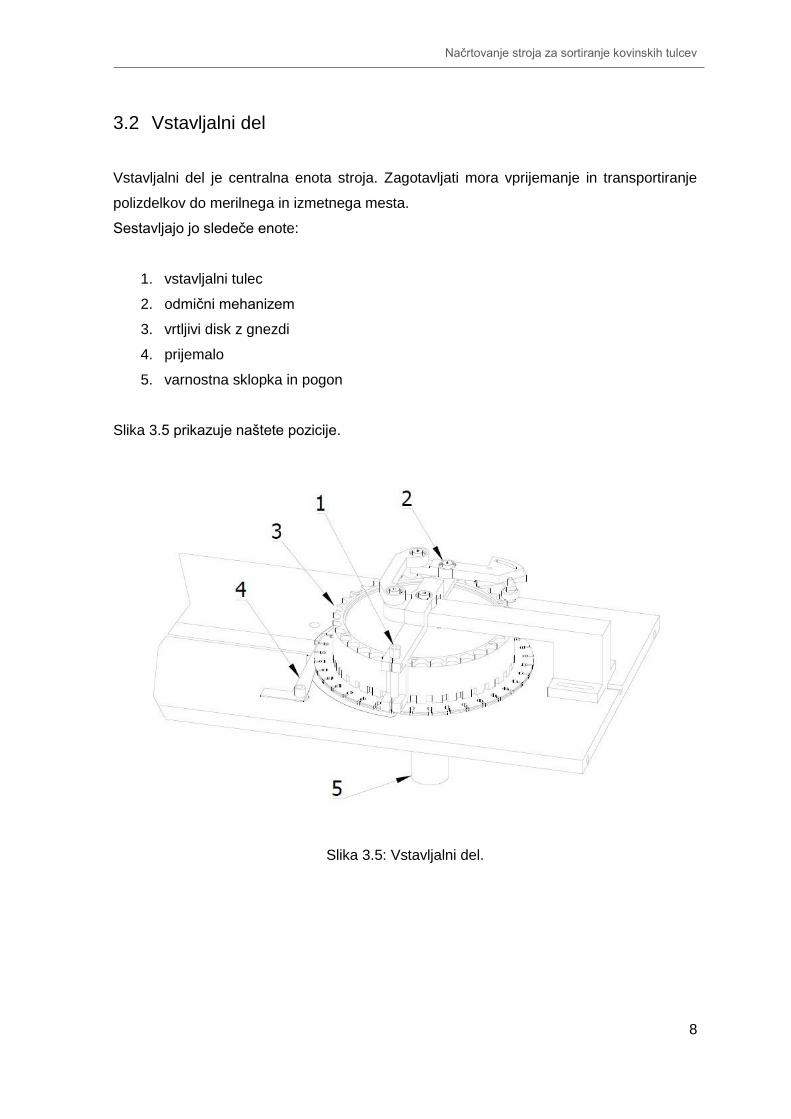
3.2 Vstavljalni del
Vstavljalni del je centralna enota stroja. Zagotavljati mora vprijemanje in transportiranje
polizdelkov do merilnega in izmetnega mesta.
Sestavljajo jo sledeče enote:
1. vstavljalni tulec
2. odmični mehanizem
3. vrtljivi disk z gnezdi
4. prijemalo
5. varnostna sklopka in pogon
Slika 3.5 prikazuje naštete pozicije.
Slika 3.5: Vstavljalni del.
Načrtovanje stroja za sortiranje kovinskih tulcev
9
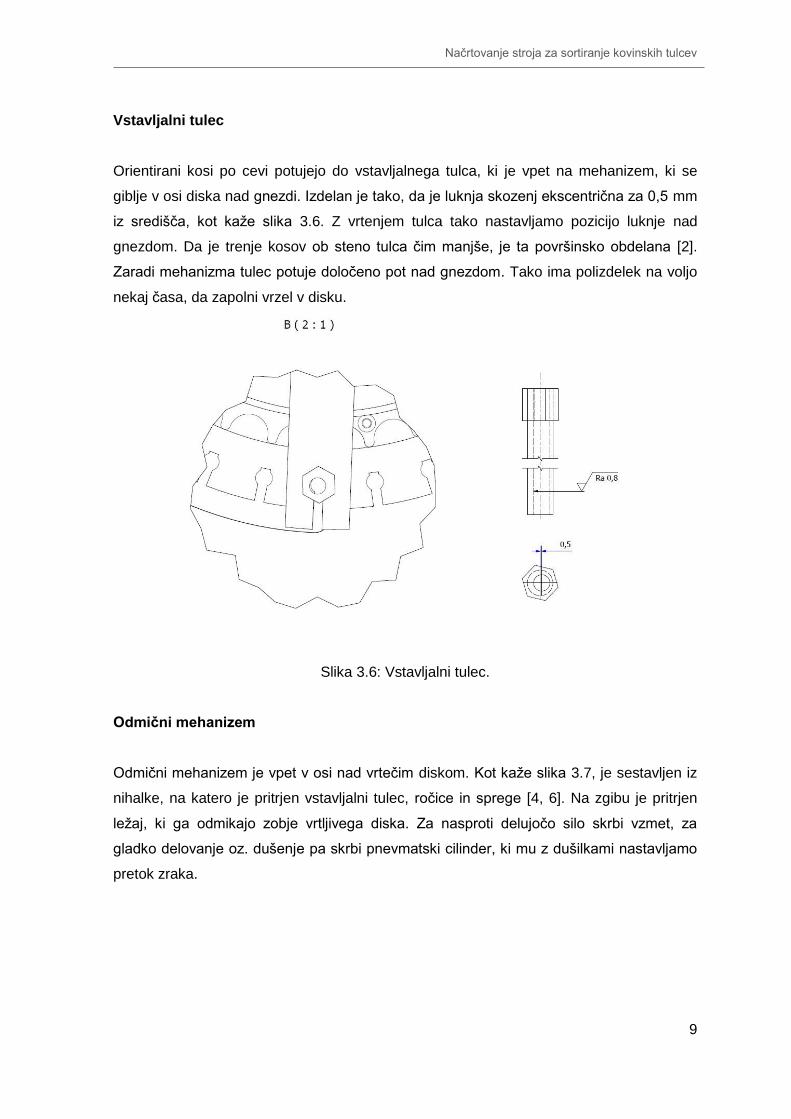
Vstavljalni tulec
Orientirani kosi po cevi potujejo do vstavljalnega tulca, ki je vpet na mehanizem, ki se
giblje v osi diska nad gnezdi. Izdelan je tako, da je luknja skozenj ekscentrična za 0,5 mm
iz središča, kot kaže slika 3.6. Z vrtenjem tulca tako nastavljamo pozicijo luknje nad
gnezdom. Da je trenje kosov ob steno tulca čim manjše, je ta površinsko obdelana [2].
Zaradi mehanizma tulec potuje določeno pot nad gnezdom. Tako ima polizdelek na voljo
nekaj časa, da zapolni vrzel v disku.
Slika 3.6: Vstavljalni tulec.
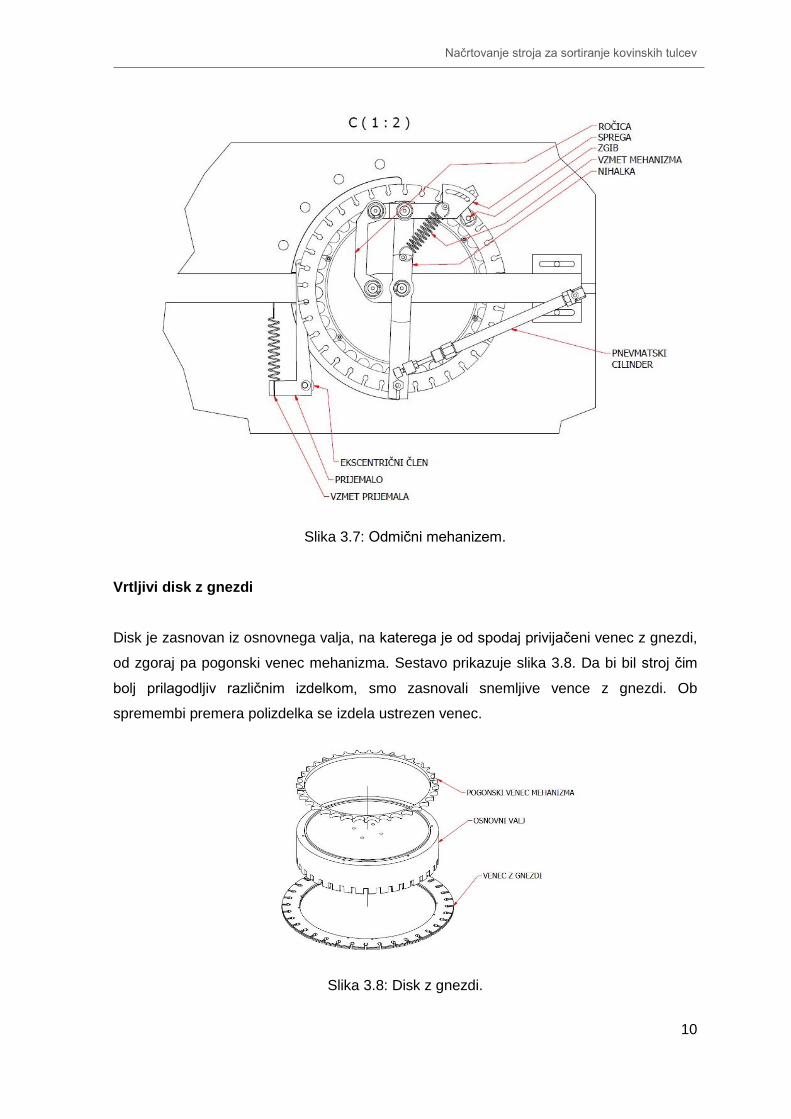
Odmični mehanizem
Odmični mehanizem je vpet v osi nad vrtečim diskom. Kot kaže slika 3.7, je sestavljen iz
nihalke, na katero je pritrjen vstavljalni tulec, ročice in sprege [4, 6]. Na zgibu je pritrjen
ležaj, ki ga odmikajo zobje vrtljivega diska. Za nasproti delujočo silo skrbi vzmet, za
gladko delovanje oz. dušenje pa skrbi pnevmatski cilinder, ki mu z dušilkami nastavljamo
pretok zraka.
Načrtovanje stroja za sortiranje kovinskih tulcev
10
Slika 3.7: Odmični mehanizem.
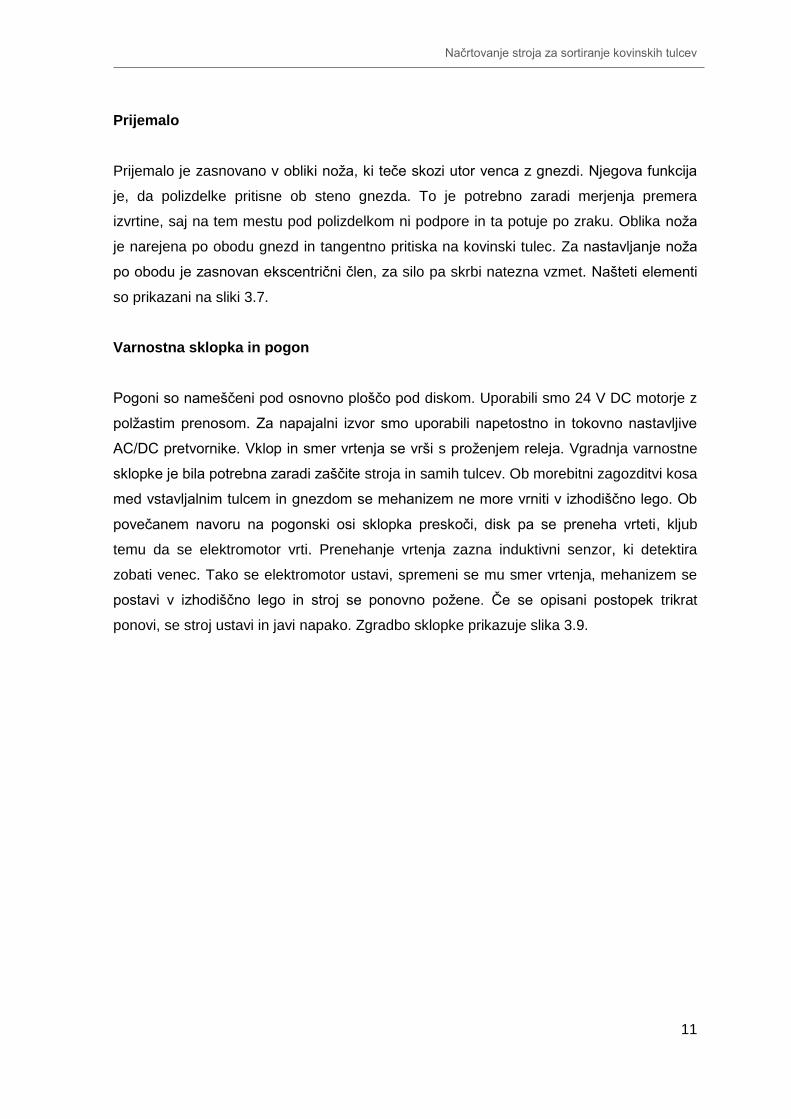
Vrtljivi disk z gnezdi
Disk je zasnovan iz osnovnega valja, na katerega je od spodaj privijačeni venec z gnezdi,
od zgoraj pa pogonski venec mehanizma. Sestavo prikazuje slika 3.8. Da bi bil stroj čim
bolj prilagodljiv različnim izdelkom, smo zasnovali snemljive vence z gnezdi. Ob
spremembi premera polizdelka se izdela ustrezen venec.
Slika 3.8: Disk z gnezdi.
Načrtovanje stroja za sortiranje kovinskih tulcev
11
Prijemalo
Prijemalo je zasnovano v obliki noža, ki teče skozi utor venca z gnezdi. Njegova funkcija
je, da polizdelke pritisne ob steno gnezda. To je potrebno zaradi merjenja premera
izvrtine, saj na tem mestu pod polizdelkom ni podpore in ta potuje po zraku. Oblika noža
je narejena po obodu gnezd in tangentno pritiska na kovinski tulec. Za nastavljanje noža
po obodu je zasnovan ekscentrični člen, za silo pa skrbi natezna vzmet. Našteti elementi
so prikazani na sliki 3.7.
Varnostna sklopka in pogon
Pogoni so nameščeni pod osnovno ploščo pod diskom. Uporabili smo 24 V DC motorje z
polžastim prenosom. Za napajalni izvor smo uporabili napetostno in tokovno nastavljive
AC/DC pretvornike. Vklop in smer vrtenja se vrši s proženjem releja. Vgradnja varnostne
sklopke je bila potrebna zaradi zaščite stroja in samih tulcev. Ob morebitni zagozditvi kosa
med vstavljalnim tulcem in gnezdom se mehanizem ne more vrniti v izhodiščno lego. Ob
povečanem navoru na pogonski osi sklopka preskoči, disk pa se preneha vrteti, kljub
temu da se elektromotor vrti. Prenehanje vrtenja zazna induktivni senzor, ki detektira
zobati venec. Tako se elektromotor ustavi, spremeni se mu smer vrtenja, mehanizem se
postavi v izhodiščno lego in stroj se ponovno požene. Če se opisani postopek trikrat
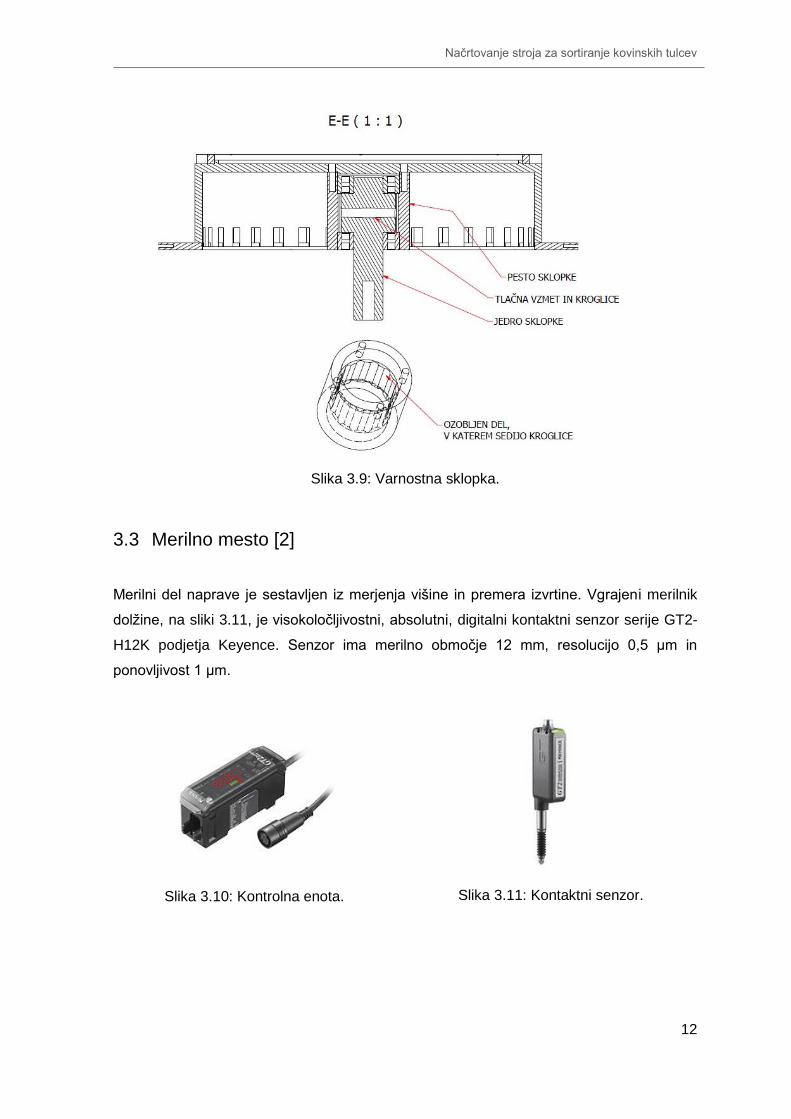
ponovi, se stroj ustavi in javi napako. Zgradbo sklopke prikazuje slika 3.9.
Načrtovanje stroja za sortiranje kovinskih tulcev
12
Slika 3.9: Varnostna sklopka.
3.3 Merilno mesto [2]
Merilni del naprave je sestavljen iz merjenja višine in premera izvrtine. Vgrajeni merilnik
dolžine, na sliki 3.11, je visokoločljivostni, absolutni, digitalni kontaktni senzor serije GT2-
H12K podjetja Keyence. Senzor ima merilno območje 12 mm, resolucijo 0,5 µm in
ponovljivost 1 µm.
Slika 3.10: Kontrolna enota.
Slika 3.11: Kontaktni senzor.
Načrtovanje stroja za sortiranje kovinskih tulcev
13
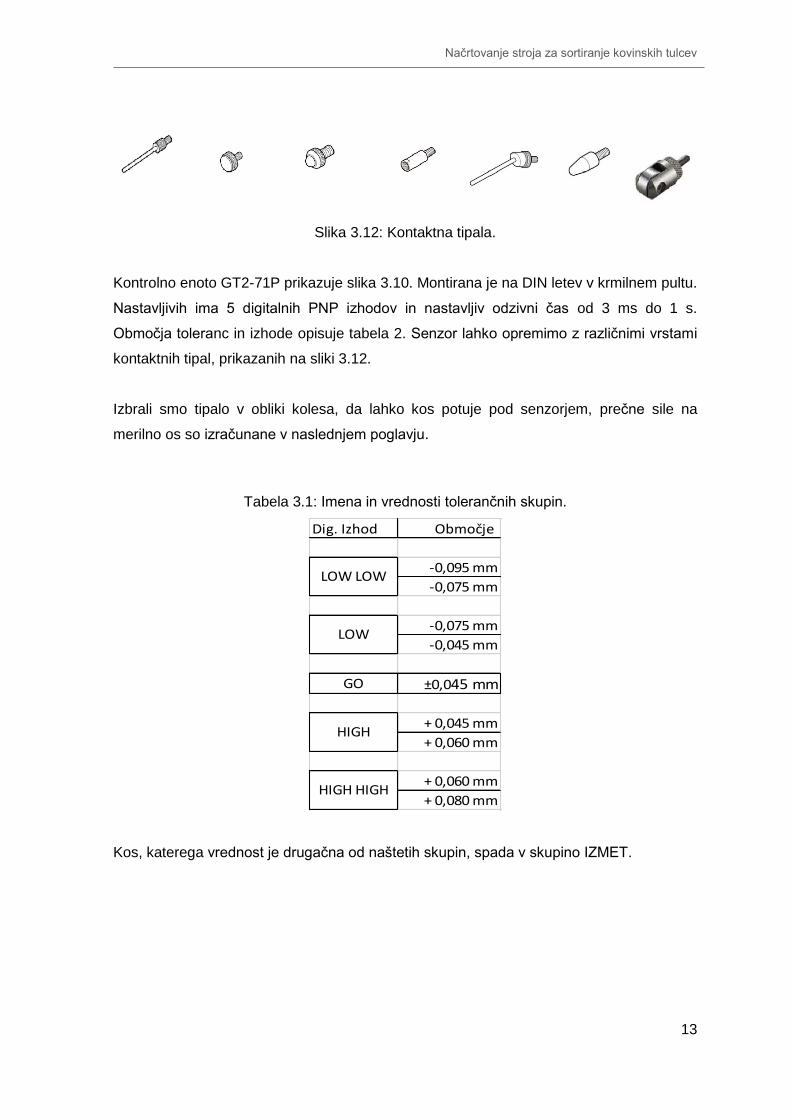
Slika 3.12: Kontaktna tipala.
Kontrolno enoto GT2-71P prikazuje slika 3.10. Montirana je na DIN letev v krmilnem pultu.
Nastavljivih ima 5 digitalnih PNP izhodov in nastavljiv odzivni čas od 3 ms do 1 s.
Območja toleranc in izhode opisuje tabela 2. Senzor lahko opremimo z različnimi vrstami
kontaktnih tipal, prikazanih na sliki 3.12.
Izbrali smo tipalo v obliki kolesa, da lahko kos potuje pod senzorjem, prečne sile na
merilno os so izračunane v naslednjem poglavju.
Tabela 3.1: Imena in vrednosti tolerančnih skupin.
Dig. Izhod Območje
-0,095 mm
-0,075 mm
-0,075 mm
-0,045 mm
GO ±0,045 mm
+ 0,045 mm
+ 0,060 mm
+ 0,060 mm
+ 0,080 mm
LOW
LOW LOW
HIGH
HIGH HIGH
Kos, katerega vrednost je drugačna od naštetih skupin, spada v skupino IZMET.

Načrtovanje stroja za sortiranje kovinskih tulcev
14
Za merjenje premera izvrtine smo uporabili optični senzorski glavi serije IB 10, na sliki
3.13. Za delovanje uporabljajo lasersko svetlobo z več valovnimi dolžinami. Optični
oddajnik in sprejemnik sta povezana s kontrolno enoto IB 1000, ki se nahaja na DIN letvi v
krmilnem pultu. Merilno območje je v obliki ploščatega curka svetlobe, širine 10 mm.
Razdalja med oddajnikom in sprejemnikom je lahko največ 300 mm, najmanjši objekt, ki
ga senzor še zazna, je neprosojna tarča s premerom 0,1 mm. Ponovljivost senzorja je 5
µm. Kontrolna enota IB 1000 na sliki 3.14 se napaja z 24 V. Ima analogni napetostni in
tokovni izhod ter dva digitalna izhoda.
Slika 3.13: Oddajnik in sprejemnik IB 10.
Slika 3.14: Kontrolna enota IB 1000.
Kos potuje skozi optično os oddajnika in sprejemnika. Odstotek vpadle svetlobe na
sprejemniku je sorazmeren velikosti luknje kosa. Razlika med dobrim kosom in kosom, ki
je še sprejemljiv, nam daje razliko analogne vrednosti izhoda in nastavljive vrednosti
digitalnega izhoda, ki ga zajemamo s krmiljem. Samonastavitev jakosti oddajanja svetlobe
glede na zaprašenost stekla na oddajniku in sprejemniku se je izkazala za uporabno Tako
se je zmanjšal cikel čiščenja stroja na osem ur.
Načrtovanje stroja za sortiranje kovinskih tulcev
15
3.4 Izmetni del
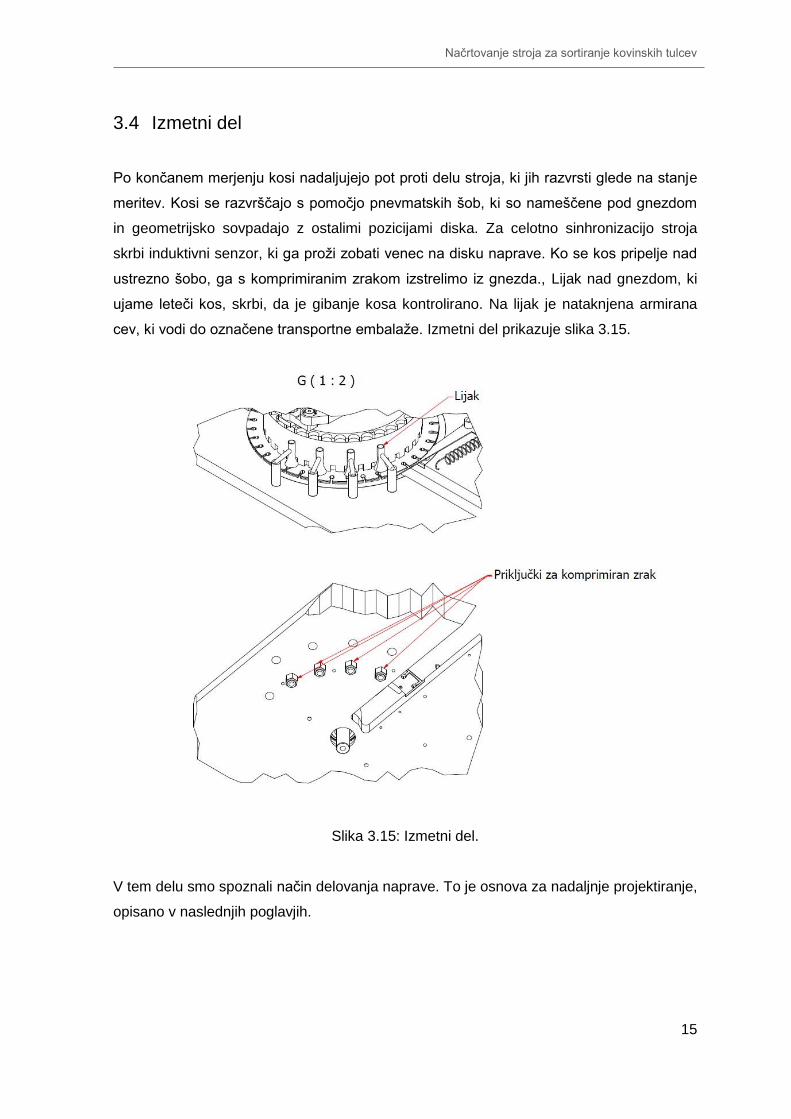
Po končanem merjenju kosi nadaljujejo pot proti delu stroja, ki jih razvrsti glede na stanje
meritev. Kosi se razvrščajo s pomočjo pnevmatskih šob, ki so nameščene pod gnezdom
in geometrijsko sovpadajo z ostalimi pozicijami diska. Za celotno sinhronizacijo stroja
skrbi induktivni senzor, ki ga proži zobati venec na disku naprave. Ko se kos pripelje nad
ustrezno šobo, ga s komprimiranim zrakom izstrelimo iz gnezda., Lijak nad gnezdom, ki
ujame leteči kos, skrbi, da je gibanje kosa kontrolirano. Na lijak je nataknjena armirana
cev, ki vodi do označene transportne embalaže. Izmetni del prikazuje slika 3.15.
Slika 3.15: Izmetni del.
V tem delu smo spoznali način delovanja naprave. To je osnova za nadaljnje projektiranje,
opisano v naslednjih poglavjih.
Načrtovanje stroja za sortiranje kovinskih tulcev
16
4 KOSTRUIRANJE NAPRAVE
V tem poglavju so opisani nekateri konstrukcijski prijemi in izračuni posameznih
elementov stroja.
4.1 Vstavljalni del
Iz celotnega cikla stroja, ki traja 1 sekundo, moramo izmeriti 4 kose. Odločili smo se za
izdelavo štirih diskov, da z enim izmerimo 1 kos v sekundi. To je bil tudi pogoj glede
hitrosti doziranja obstoječih vibracijskih podajalnikov.
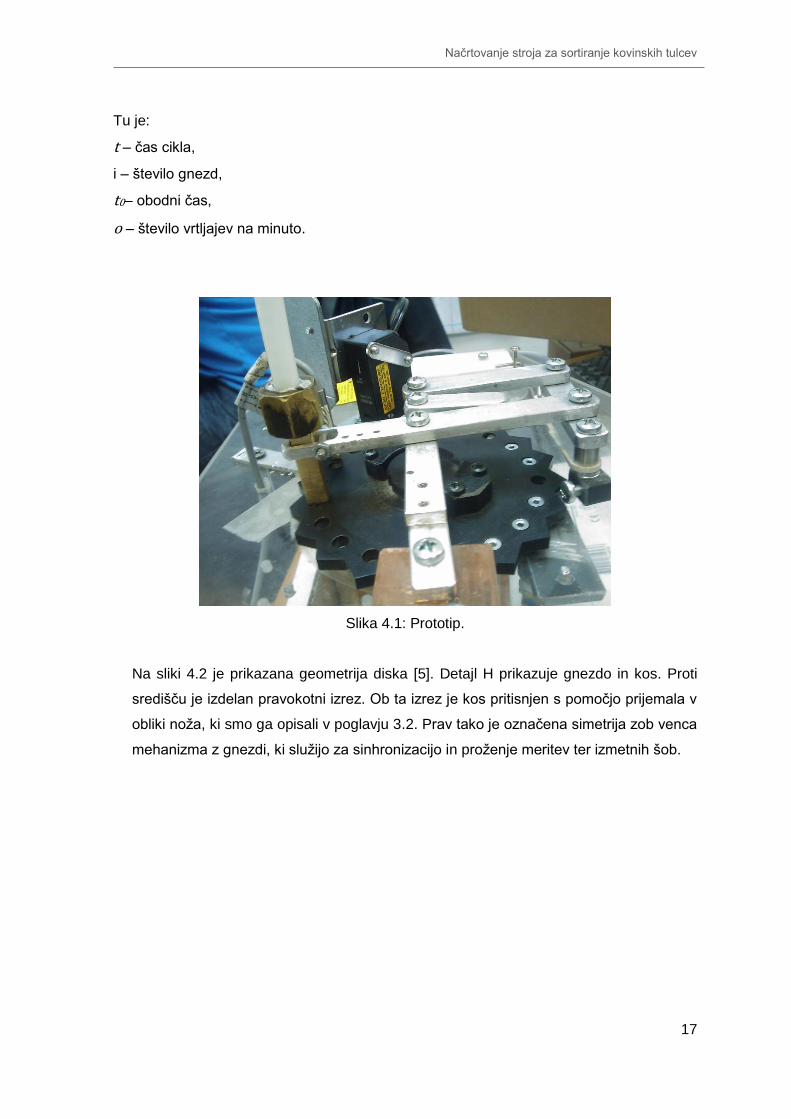
Zaradi hitrosti cikla stroja smo se odločili za kontinuirano delovanje naprave. Torej je bilo
treba vrteči disk neprekinjeno polniti in na ustreznih mestih prazniti. Za potrditev ideje smo
izdelali prototip diska z mehanizmom, vstavljalnim tulcem in merilnikom premera luknje,
na sliki 4.1.
Pri velikosti premera diska smo izhajali iz premera diska prototipa, ki meri 200 mm.
Premer kosa je 5 mm. Premer luknje v gnezdu pa smo povečali na 5,4 mm. Luknje smo
razporedili z razmikom 10° po obodu diska. Tako smo dobili 36 gnezd z medsebojno
razdaljo 12 mm. Kar nam ustreza, saj toliko prostora potrebujeta vstavljalni tulec in
mehanizem.
Stroj mora v 1 sekundi zavrteti disk za 10°. Obodni čas za en obrat je torej število gnezd
pomnoženo s časom cikla (4.1). Za izračun vrtljajev na minuto na osi motorja smo delili 60
s z obodnim časom (4.2).
t = 1 s
i = 36
𝑡0 = 𝑡 ∙ 𝑛 = 36 𝑠 (4.1)
𝑜 = 60
𝑡0=
60
36= 1,666̅ min-1 (4.2)
Načrtovanje stroja za sortiranje kovinskih tulcev
17
Tu je:
t – čas cikla,
i – število gnezd,
t0– obodni čas,
o – število vrtljajev na minuto.
Slika 4.1: Prototip.
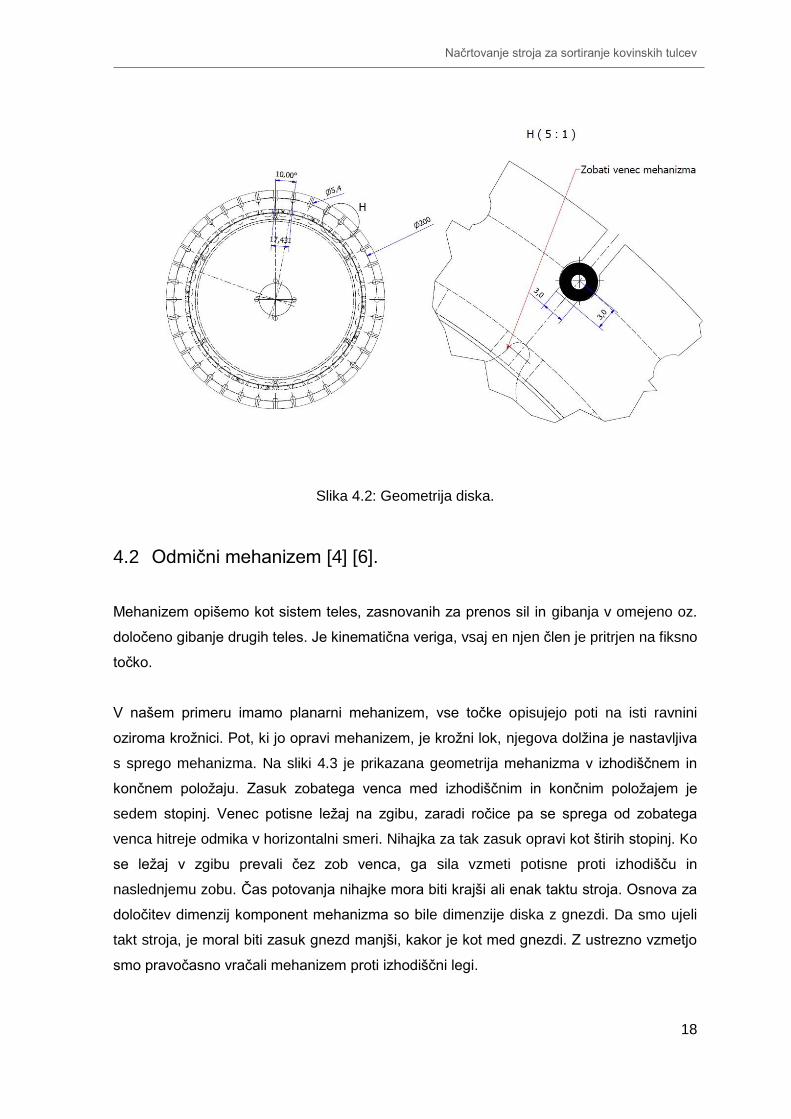
Na sliki 4.2 je prikazana geometrija diska [5]. Detajl H prikazuje gnezdo in kos. Proti
središču je izdelan pravokotni izrez. Ob ta izrez je kos pritisnjen s pomočjo prijemala v
obliki noža, ki smo ga opisali v poglavju 3.2. Prav tako je označena simetrija zob venca
mehanizma z gnezdi, ki služijo za sinhronizacijo in proženje meritev ter izmetnih šob.
Načrtovanje stroja za sortiranje kovinskih tulcev
18
Slika 4.2: Geometrija diska.
4.2 Odmični mehanizem [4] [6].
Mehanizem opišemo kot sistem teles, zasnovanih za prenos sil in gibanja v omejeno oz.
določeno gibanje drugih teles. Je kinematična veriga, vsaj en njen člen je pritrjen na fiksno
točko.
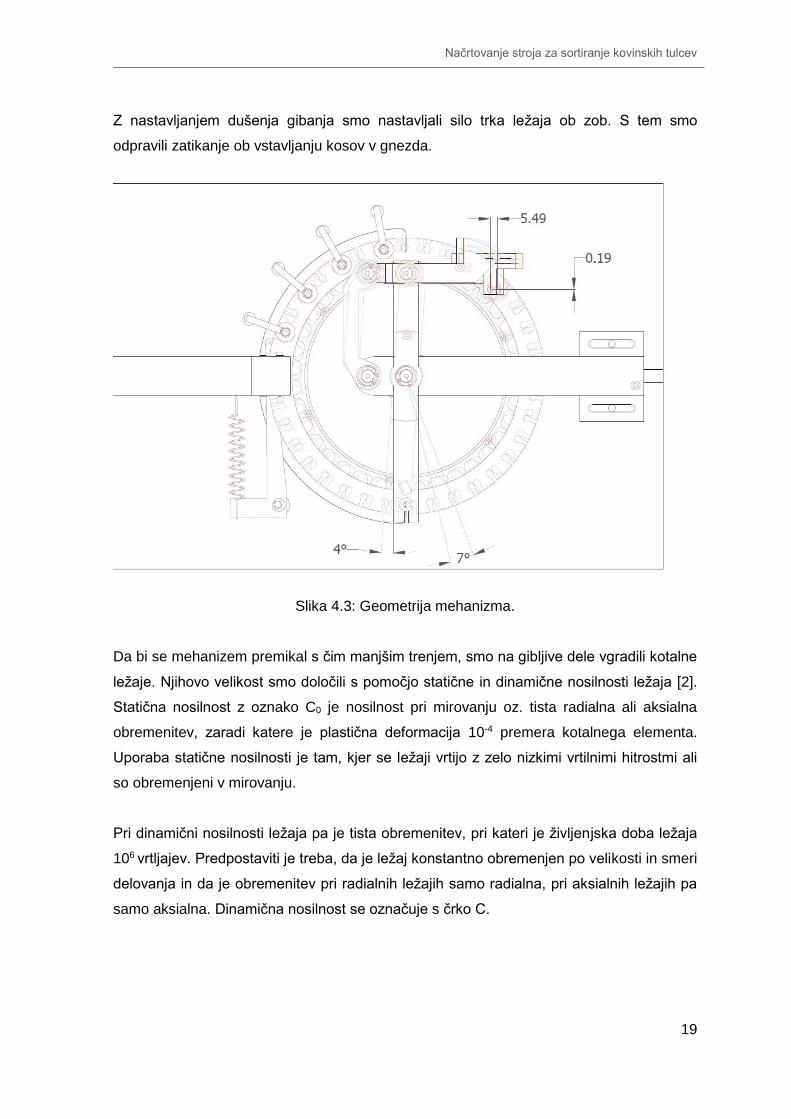
V našem primeru imamo planarni mehanizem, vse točke opisujejo poti na isti ravnini
oziroma krožnici. Pot, ki jo opravi mehanizem, je krožni lok, njegova dolžina je nastavljiva
s sprego mehanizma. Na sliki 4.3 je prikazana geometrija mehanizma v izhodiščnem in
končnem položaju. Zasuk zobatega venca med izhodiščnim in končnim položajem je
sedem stopinj. Venec potisne ležaj na zgibu, zaradi ročice pa se sprega od zobatega
venca hitreje odmika v horizontalni smeri. Nihajka za tak zasuk opravi kot štirih stopinj. Ko
se ležaj v zgibu prevali čez zob venca, ga sila vzmeti potisne proti izhodišču in
naslednjemu zobu. Čas potovanja nihajke mora biti krajši ali enak taktu stroja. Osnova za
določitev dimenzij komponent mehanizma so bile dimenzije diska z gnezdi. Da smo ujeli
takt stroja, je moral biti zasuk gnezd manjši, kakor je kot med gnezdi. Z ustrezno vzmetjo
smo pravočasno vračali mehanizem proti izhodiščni legi.
Načrtovanje stroja za sortiranje kovinskih tulcev
19
Z nastavljanjem dušenja gibanja smo nastavljali silo trka ležaja ob zob. S tem smo
odpravili zatikanje ob vstavljanju kosov v gnezda.
Slika 4.3: Geometrija mehanizma.
Da bi se mehanizem premikal s čim manjšim trenjem, smo na gibljive dele vgradili kotalne
ležaje. Njihovo velikost smo določili s pomočjo statične in dinamične nosilnosti ležaja [2].
Statična nosilnost z oznako C0 je nosilnost pri mirovanju oz. tista radialna ali aksialna
obremenitev, zaradi katere je plastična deformacija 10-4 premera kotalnega elementa.
Uporaba statične nosilnosti je tam, kjer se ležaji vrtijo z zelo nizkimi vrtilnimi hitrostmi ali
so obremenjeni v mirovanju.
Pri dinamični nosilnosti ležaja pa je tista obremenitev, pri kateri je življenjska doba ležaja
106 vrtljajev. Predpostaviti je treba, da je ležaj konstantno obremenjen po velikosti in smeri
delovanja in da je obremenitev pri radialnih ležajih samo radialna, pri aksialnih ležajih pa
samo aksialna. Dinamična nosilnost se označuje s črko C.
Načrtovanje stroja za sortiranje kovinskih tulcev
20
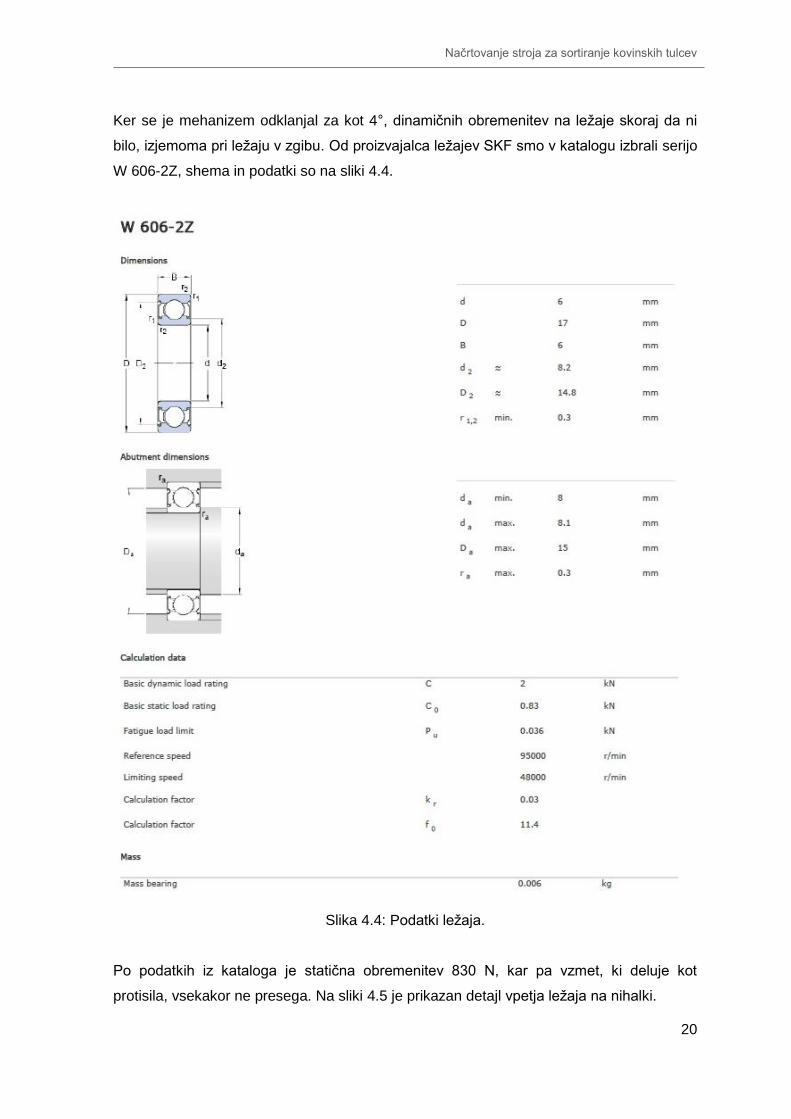
Ker se je mehanizem odklanjal za kot 4°, dinamičnih obremenitev na ležaje skoraj da ni
bilo, izjemoma pri ležaju v zgibu. Od proizvajalca ležajev SKF smo v katalogu izbrali serijo
W 606-2Z, shema in podatki so na sliki 4.4.
Slika 4.4: Podatki ležaja.
Po podatkih iz kataloga je statična obremenitev 830 N, kar pa vzmet, ki deluje kot
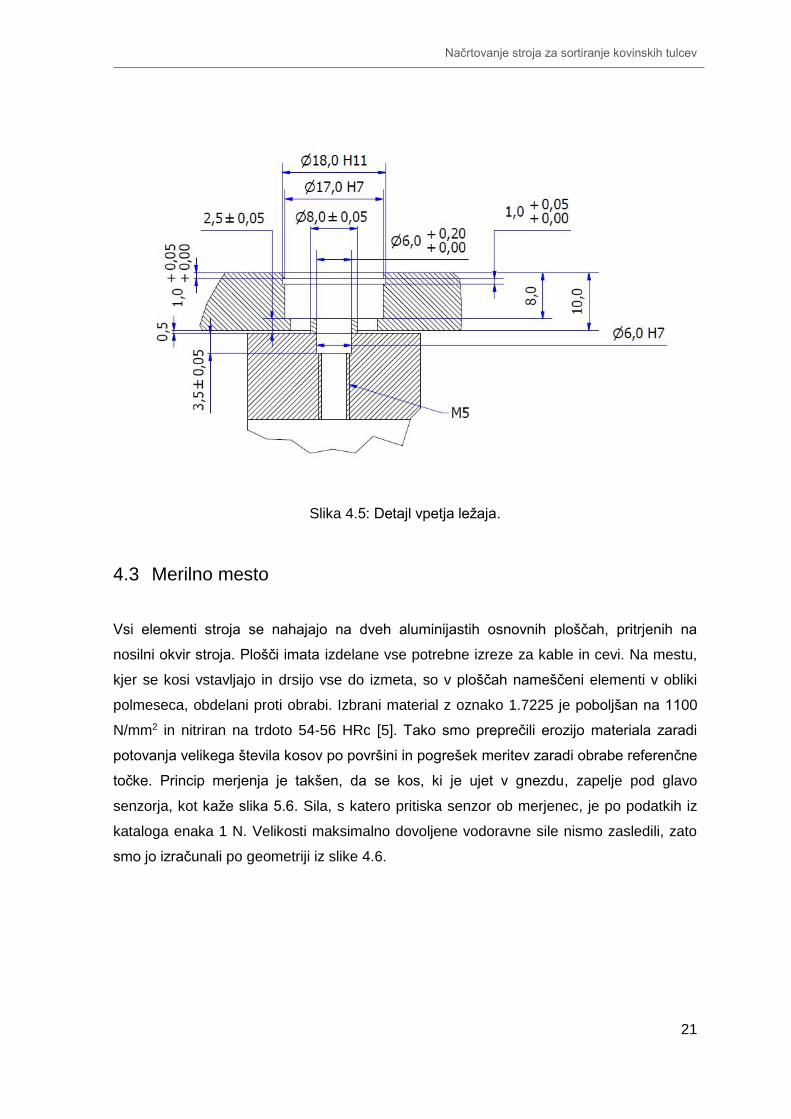
protisila, vsekakor ne presega. Na sliki 4.5 je prikazan detajl vpetja ležaja na nihalki.
Načrtovanje stroja za sortiranje kovinskih tulcev
21
Slika 4.5: Detajl vpetja ležaja.
4.3 Merilno mesto
Vsi elementi stroja se nahajajo na dveh aluminijastih osnovnih ploščah, pritrjenih na
nosilni okvir stroja. Plošči imata izdelane vse potrebne izreze za kable in cevi. Na mestu,
kjer se kosi vstavljajo in drsijo vse do izmeta, so v ploščah nameščeni elementi v obliki
polmeseca, obdelani proti obrabi. Izbrani material z oznako 1.7225 je poboljšan na 1100
N/mm2 in nitriran na trdoto 54-56 HRc [5]. Tako smo preprečili erozijo materiala zaradi
potovanja velikega števila kosov po površini in pogrešek meritev zaradi obrabe referenčne
točke. Princip merjenja je takšen, da se kos, ki je ujet v gnezdu, zapelje pod glavo
senzorja, kot kaže slika 5.6. Sila, s katero pritiska senzor ob merjenec, je po podatkih iz
kataloga enaka 1 N. Velikosti maksimalno dovoljene vodoravne sile nismo zasledili, zato
smo jo izračunali po geometriji iz slike 4.6.
Načrtovanje stroja za sortiranje kovinskih tulcev
22
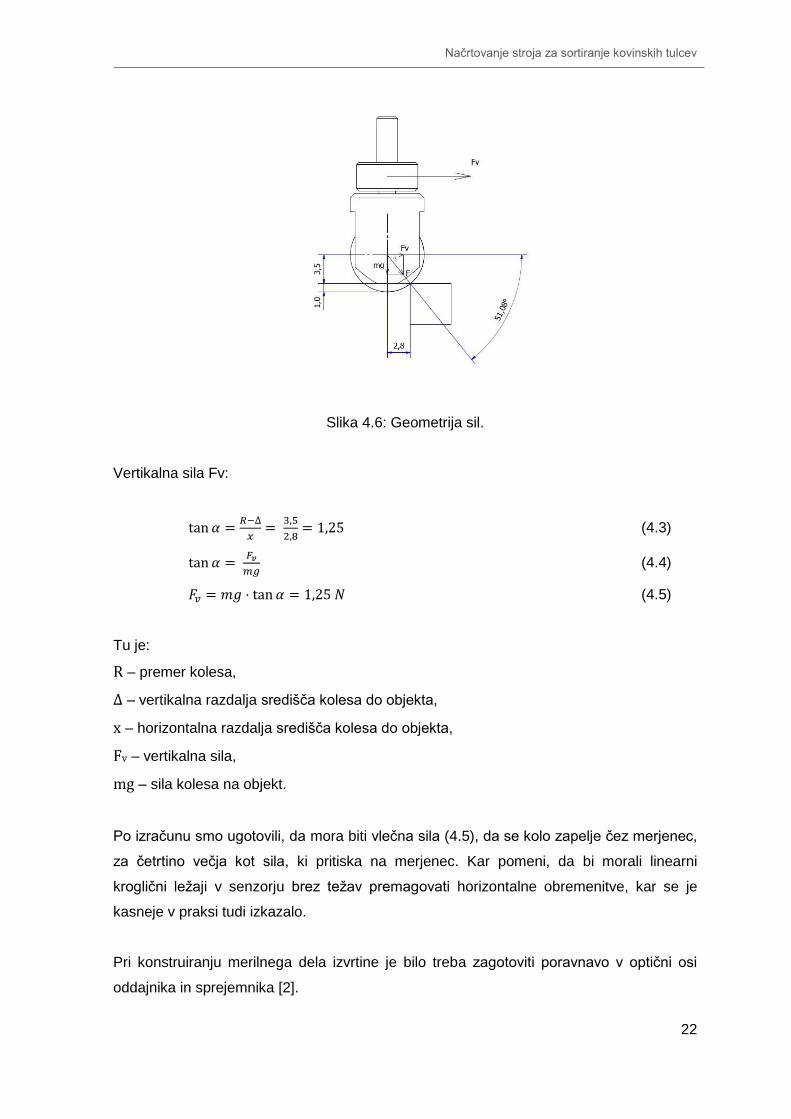
Slika 4.6: Geometrija sil.
Vertikalna sila Fv:
tan 𝛼 =𝑅−∆
𝑥=
3,5
2,8= 1,25 (4.3)
tan 𝛼 = 𝐹𝑣
𝑚𝑔 (4.4)
𝐹𝑣 = 𝑚𝑔 ⋅ tan 𝛼 = 1,25 𝑁 (4.5)
Tu je:
R – premer kolesa,
Δ – vertikalna razdalja središča kolesa do objekta,
x – horizontalna razdalja središča kolesa do objekta,
Fv – vertikalna sila,
mg – sila kolesa na objekt.
Po izračunu smo ugotovili, da mora biti vlečna sila (4.5), da se kolo zapelje čez merjenec,
za četrtino večja kot sila, ki pritiska na merjenec. Kar pomeni, da bi morali linearni
kroglični ležaji v senzorju brez težav premagovati horizontalne obremenitve, kar se je
kasneje v praksi tudi izkazalo.
Pri konstruiranju merilnega dela izvrtine je bilo treba zagotoviti poravnavo v optični osi
oddajnika in sprejemnika [2].
Načrtovanje stroja za sortiranje kovinskih tulcev
23
4.4 Izmetni del
Ključni vlogo pri izmetnem delu imajo pnevmatske šobe, vdelane na montažni plošči pod
gnezdi. Na primeru enakomernega kroženja določimo lego kosa ob izstrelitvi. Kos ima
radialni pospešek v smeri radija proti središču kroženja, zaradi enakomernega kroženja
spreminja smer, velikost pa je ves čas enaka. Ko zapusti gnezdo, se njegova pot
nadaljuje v prostoru, stran od središča kroženja. Faktor istočasnosti ima velik vpliv na
ponovljivost zadetka tarče. Če naenkrat izstrelimo kose vseh petih tolerančnih skupin, je
padec tlaka komprimiranega zraka večji kot samo pri eni. Kosi imajo nižjo hitrost in tarča
se premakne.
Težavo smo rešili z izdelavo lovilnega lijaka, ki pokriva širše območje nad gnezdom.
Lovilni lijak prav tako usmeri kos v cev, po kateri potuje do dodeljene transportne
embalaže z oznako. Za šesto skupino, ki deluje kot izmet, pnevmatske šobe nismo
uporabili. Za razvrščanje izdelkov v to skupino poskrbi gravitacija. Kos pade skozi luknjo
pod gnezdom v posodo za izmet.
Pnevmatske komponente [2]
Na izbiro in določitev pnevmatskih komponent so vplivale predhodne izkušnje z
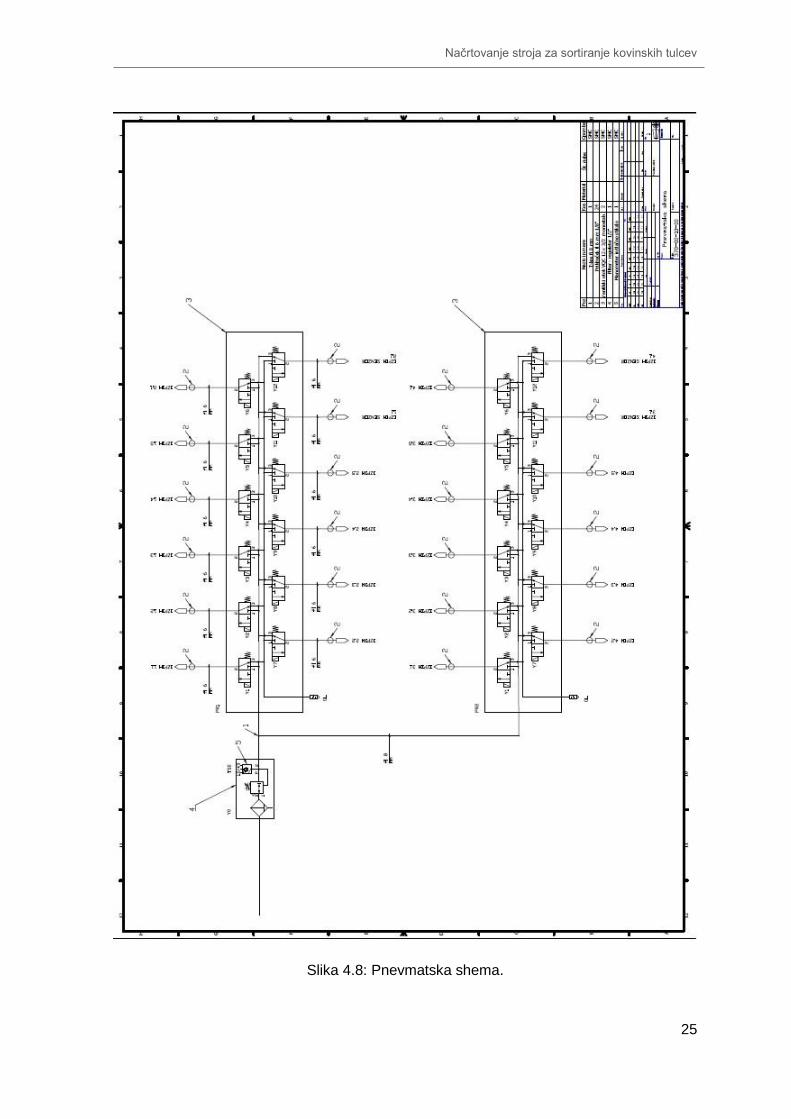
dobavitelji. Zato smo se odločili za podjetje SMC. Na osnovi izbire komponent je izdelan
seznam opreme in pnevmatska shema, na sliki 4.8.
Postavitveni členi
ventilski otok serije VQC z dvanajstimi 3/2 monostabilni ventili
Krmilni člen
tlačni regulator s filtrom AC20D-F02
Signalni člen
manometer z vgrajenim nastavljivim tlačnim stikalom GP46-10-02
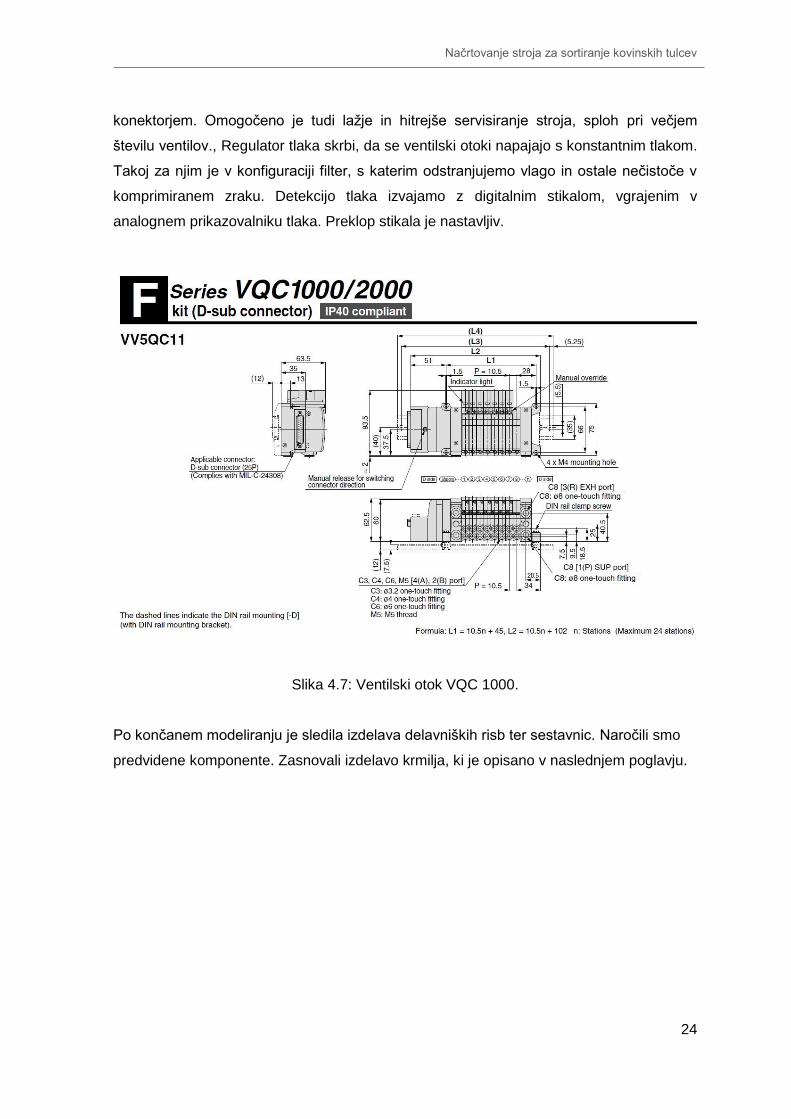
Z izbiro ventilskega otoka z notranjim ožičenjem, na sliki 4.7, smo zmanjšali stroške in
skrajšali čas izdelave stroja. Prednost tega je, da do ventilskih otokov speljemo en kabel,
pa naj si bo to komunikacijski ali, kot v našem primeru, 25-žilni kabel z D-SUB
Načrtovanje stroja za sortiranje kovinskih tulcev
24
konektorjem. Omogočeno je tudi lažje in hitrejše servisiranje stroja, sploh pri večjem
številu ventilov., Regulator tlaka skrbi, da se ventilski otoki napajajo s konstantnim tlakom.
Takoj za njim je v konfiguraciji filter, s katerim odstranjujemo vlago in ostale nečistoče v
komprimiranem zraku. Detekcijo tlaka izvajamo z digitalnim stikalom, vgrajenim v
analognem prikazovalniku tlaka. Preklop stikala je nastavljiv.
Slika 4.7: Ventilski otok VQC 1000.
Po končanem modeliranju je sledila izdelava delavniških risb ter sestavnic. Naročili smo
predvidene komponente. Zasnovali izdelavo krmilja, ki je opisano v naslednjem poglavju.
Načrtovanje stroja za sortiranje kovinskih tulcev
25
Slika 4.8: Pnevmatska shema.
Načrtovanje stroja za sortiranje kovinskih tulcev
26
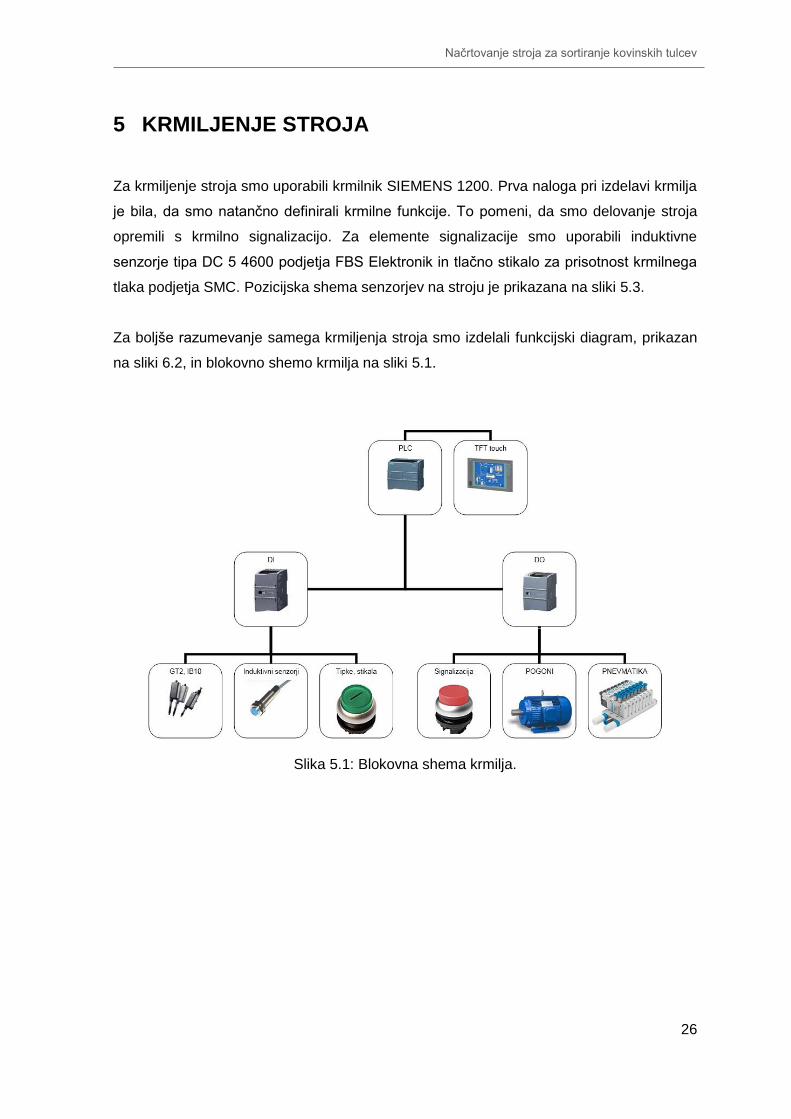
5 KRMILJENJE STROJA
Za krmiljenje stroja smo uporabili krmilnik SIEMENS 1200. Prva naloga pri izdelavi krmilja
je bila, da smo natančno definirali krmilne funkcije. To pomeni, da smo delovanje stroja
opremili s krmilno signalizacijo. Za elemente signalizacije smo uporabili induktivne
senzorje tipa DC 5 4600 podjetja FBS Elektronik in tlačno stikalo za prisotnost krmilnega
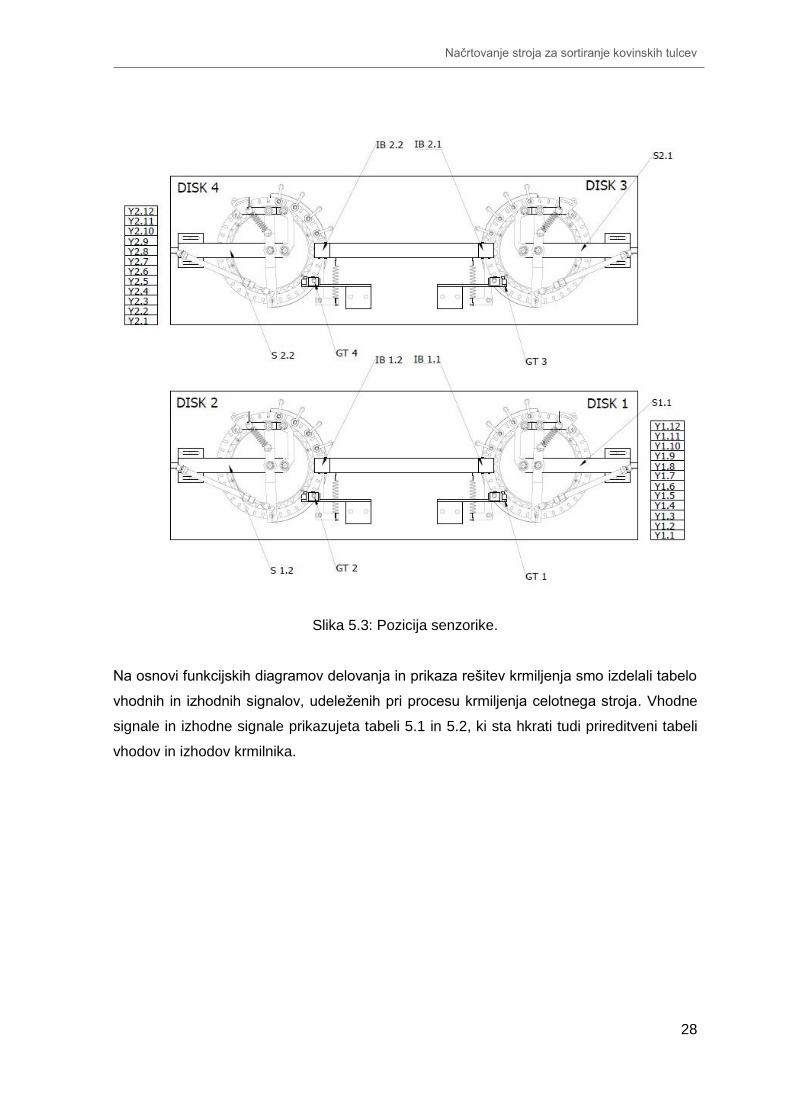
tlaka podjetja SMC. Pozicijska shema senzorjev na stroju je prikazana na sliki 5.3.
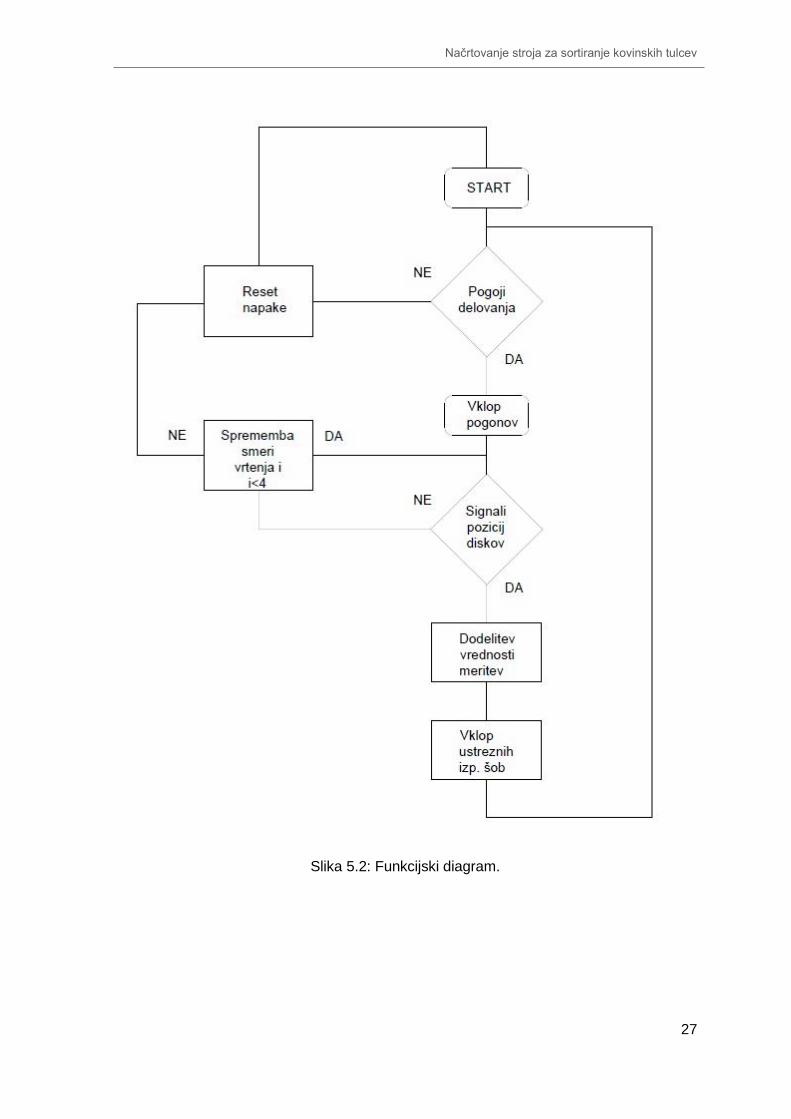
Za boljše razumevanje samega krmiljenja stroja smo izdelali funkcijski diagram, prikazan
na sliki 6.2, in blokovno shemo krmilja na sliki 5.1.
Slika 5.1: Blokovna shema krmilja.
Načrtovanje stroja za sortiranje kovinskih tulcev
27
Slika 5.2: Funkcijski diagram.
Načrtovanje stroja za sortiranje kovinskih tulcev
28
Slika 5.3: Pozicija senzorike.
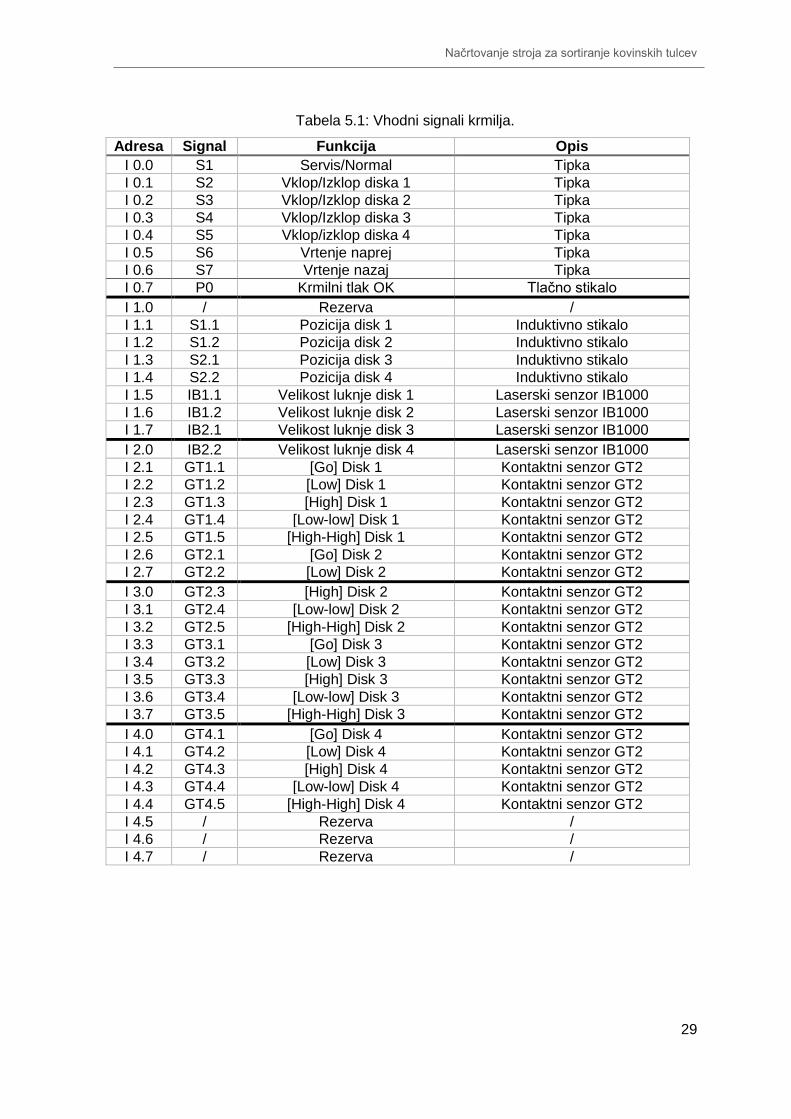
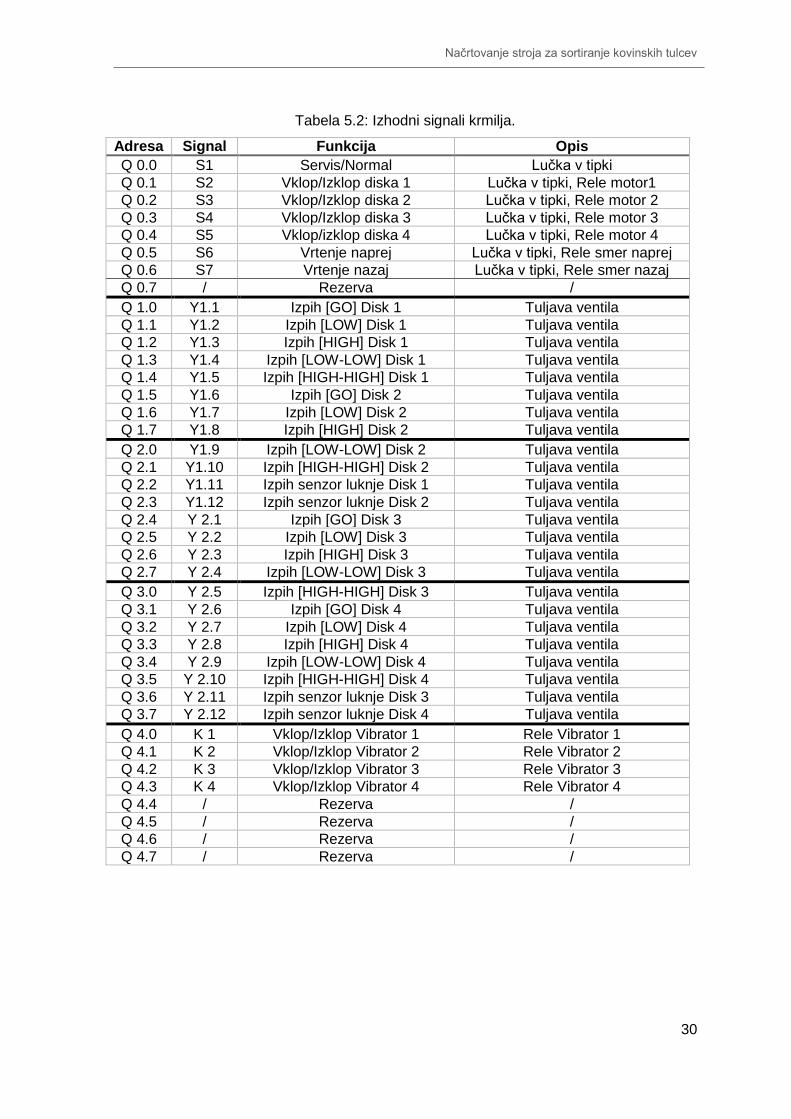
Na osnovi funkcijskih diagramov delovanja in prikaza rešitev krmiljenja smo izdelali tabelo
vhodnih in izhodnih signalov, udeleženih pri procesu krmiljenja celotnega stroja. Vhodne
signale in izhodne signale prikazujeta tabeli 5.1 in 5.2, ki sta hkrati tudi prireditveni tabeli
vhodov in izhodov krmilnika.
Načrtovanje stroja za sortiranje kovinskih tulcev
29
Tabela 5.1: Vhodni signali krmilja.
Adresa Signal Funkcija Opis
I 0.0 S1 Servis/Normal Tipka
I 0.1 S2 Vklop/Izklop diska 1 Tipka
I 0.2 S3 Vklop/Izklop diska 2 Tipka
I 0.3 S4 Vklop/Izklop diska 3 Tipka
I 0.4 S5 Vklop/izklop diska 4 Tipka
I 0.5 S6 Vrtenje naprej Tipka
I 0.6 S7 Vrtenje nazaj Tipka
I 0.7 P0 Krmilni tlak OK Tlačno stikalo
I 1.0 / Rezerva /
I 1.1 S1.1 Pozicija disk 1 Induktivno stikalo
I 1.2 S1.2 Pozicija disk 2 Induktivno stikalo
I 1.3 S2.1 Pozicija disk 3 Induktivno stikalo
I 1.4 S2.2 Pozicija disk 4 Induktivno stikalo
I 1.5 IB1.1 Velikost luknje disk 1 Laserski senzor IB1000
I 1.6 IB1.2 Velikost luknje disk 2 Laserski senzor IB1000
I 1.7 IB2.1 Velikost luknje disk 3 Laserski senzor IB1000
I 2.0 IB2.2 Velikost luknje disk 4 Laserski senzor IB1000
I 2.1 GT1.1 [Go] Disk 1 Kontaktni senzor GT2
I 2.2 GT1.2 [Low] Disk 1 Kontaktni senzor GT2
I 2.3 GT1.3 [High] Disk 1 Kontaktni senzor GT2
I 2.4 GT1.4 [Low-low] Disk 1 Kontaktni senzor GT2
I 2.5 GT1.5 [High-High] Disk 1 Kontaktni senzor GT2
I 2.6 GT2.1 [Go] Disk 2 Kontaktni senzor GT2
I 2.7 GT2.2 [Low] Disk 2 Kontaktni senzor GT2
I 3.0 GT2.3 [High] Disk 2 Kontaktni senzor GT2
I 3.1 GT2.4 [Low-low] Disk 2 Kontaktni senzor GT2
I 3.2 GT2.5 [High-High] Disk 2 Kontaktni senzor GT2
I 3.3 GT3.1 [Go] Disk 3 Kontaktni senzor GT2
I 3.4 GT3.2 [Low] Disk 3 Kontaktni senzor GT2
I 3.5 GT3.3 [High] Disk 3 Kontaktni senzor GT2
I 3.6 GT3.4 [Low-low] Disk 3 Kontaktni senzor GT2
I 3.7 GT3.5 [High-High] Disk 3 Kontaktni senzor GT2
I 4.0 GT4.1 [Go] Disk 4 Kontaktni senzor GT2
I 4.1 GT4.2 [Low] Disk 4 Kontaktni senzor GT2
I 4.2 GT4.3 [High] Disk 4 Kontaktni senzor GT2
I 4.3 GT4.4 [Low-low] Disk 4 Kontaktni senzor GT2
I 4.4 GT4.5 [High-High] Disk 4 Kontaktni senzor GT2
I 4.5 / Rezerva /
I 4.6 / Rezerva /
I 4.7 / Rezerva /
Načrtovanje stroja za sortiranje kovinskih tulcev
30
Tabela 5.2: Izhodni signali krmilja.
Adresa Signal Funkcija Opis
Q 0.0 S1 Servis/Normal Lučka v tipki
Q 0.1 S2 Vklop/Izklop diska 1 Lučka v tipki, Rele motor1
Q 0.2 S3 Vklop/Izklop diska 2 Lučka v tipki, Rele motor 2
Q 0.3 S4 Vklop/Izklop diska 3 Lučka v tipki, Rele motor 3
Q 0.4 S5 Vklop/izklop diska 4 Lučka v tipki, Rele motor 4
Q 0.5 S6 Vrtenje naprej Lučka v tipki, Rele smer naprej
Q 0.6 S7 Vrtenje nazaj Lučka v tipki, Rele smer nazaj
Q 0.7 / Rezerva /
Q 1.0 Y1.1 Izpih [GO] Disk 1 Tuljava ventila
Q 1.1 Y1.2 Izpih [LOW] Disk 1 Tuljava ventila
Q 1.2 Y1.3 Izpih [HIGH] Disk 1 Tuljava ventila
Q 1.3 Y1.4 Izpih [LOW-LOW] Disk 1 Tuljava ventila
Q 1.4 Y1.5 Izpih [HIGH-HIGH] Disk 1 Tuljava ventila
Q 1.5 Y1.6 Izpih [GO] Disk 2 Tuljava ventila
Q 1.6 Y1.7 Izpih [LOW] Disk 2 Tuljava ventila
Q 1.7 Y1.8 Izpih [HIGH] Disk 2 Tuljava ventila
Q 2.0 Y1.9 Izpih [LOW-LOW] Disk 2 Tuljava ventila
Q 2.1 Y1.10 Izpih [HIGH-HIGH] Disk 2 Tuljava ventila
Q 2.2 Y1.11 Izpih senzor luknje Disk 1 Tuljava ventila
Q 2.3 Y1.12 Izpih senzor luknje Disk 2 Tuljava ventila
Q 2.4 Y 2.1 Izpih [GO] Disk 3 Tuljava ventila
Q 2.5 Y 2.2 Izpih [LOW] Disk 3 Tuljava ventila
Q 2.6 Y 2.3 Izpih [HIGH] Disk 3 Tuljava ventila
Q 2.7 Y 2.4 Izpih [LOW-LOW] Disk 3 Tuljava ventila
Q 3.0 Y 2.5 Izpih [HIGH-HIGH] Disk 3 Tuljava ventila
Q 3.1 Y 2.6 Izpih [GO] Disk 4 Tuljava ventila
Q 3.2 Y 2.7 Izpih [LOW] Disk 4 Tuljava ventila
Q 3.3 Y 2.8 Izpih [HIGH] Disk 4 Tuljava ventila
Q 3.4 Y 2.9 Izpih [LOW-LOW] Disk 4 Tuljava ventila
Q 3.5 Y 2.10 Izpih [HIGH-HIGH] Disk 4 Tuljava ventila
Q 3.6 Y 2.11 Izpih senzor luknje Disk 3 Tuljava ventila
Q 3.7 Y 2.12 Izpih senzor luknje Disk 4 Tuljava ventila
Q 4.0 K 1 Vklop/Izklop Vibrator 1 Rele Vibrator 1
Q 4.1 K 2 Vklop/Izklop Vibrator 2 Rele Vibrator 2
Q 4.2 K 3 Vklop/Izklop Vibrator 3 Rele Vibrator 3
Q 4.3 K 4 Vklop/Izklop Vibrator 4 Rele Vibrator 4
Q 4.4 / Rezerva /
Q 4.5 / Rezerva /
Q 4.6 / Rezerva /
Q 4.7 / Rezerva /
Načrtovanje stroja za sortiranje kovinskih tulcev
31
5.1 OPERACIJSKI PANEL [1]
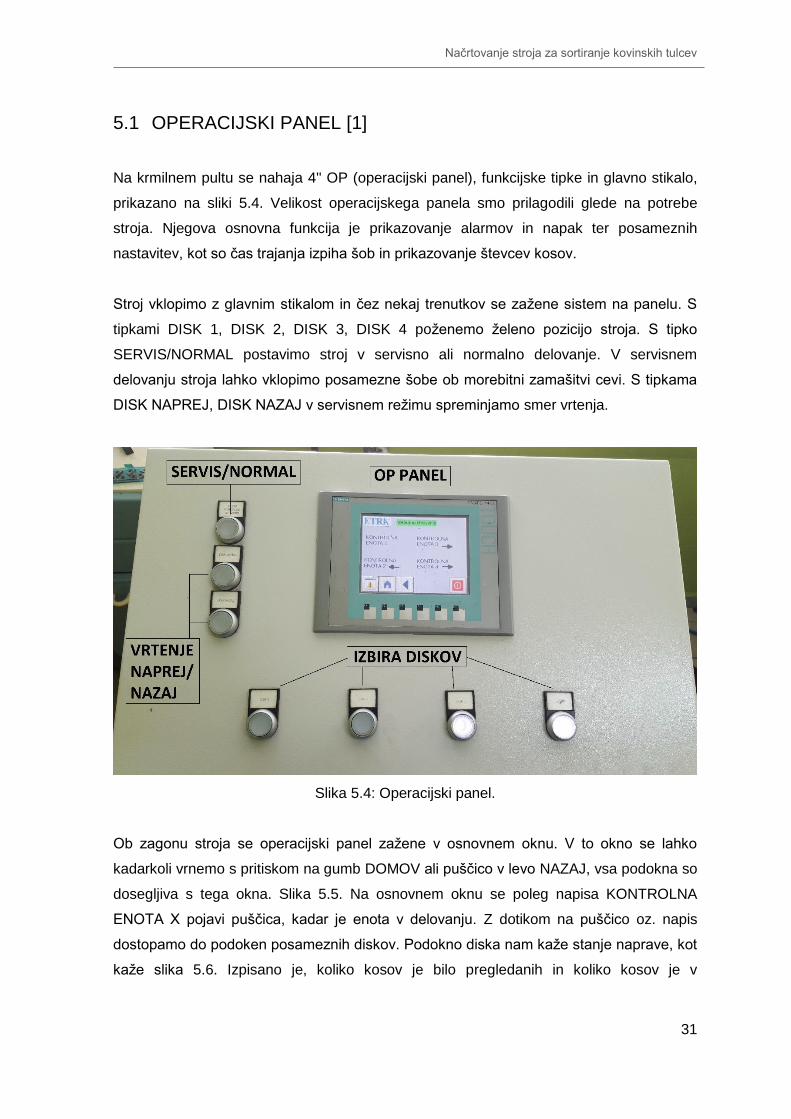
Na krmilnem pultu se nahaja 4'' OP (operacijski panel), funkcijske tipke in glavno stikalo,
prikazano na sliki 5.4. Velikost operacijskega panela smo prilagodili glede na potrebe
stroja. Njegova osnovna funkcija je prikazovanje alarmov in napak ter posameznih
nastavitev, kot so čas trajanja izpiha šob in prikazovanje števcev kosov.
Stroj vklopimo z glavnim stikalom in čez nekaj trenutkov se zažene sistem na panelu. S
tipkami DISK 1, DISK 2, DISK 3, DISK 4 poženemo želeno pozicijo stroja. S tipko
SERVIS/NORMAL postavimo stroj v servisno ali normalno delovanje. V servisnem
delovanju stroja lahko vklopimo posamezne šobe ob morebitni zamašitvi cevi. S tipkama
DISK NAPREJ, DISK NAZAJ v servisnem režimu spreminjamo smer vrtenja.
Slika 5.4: Operacijski panel.
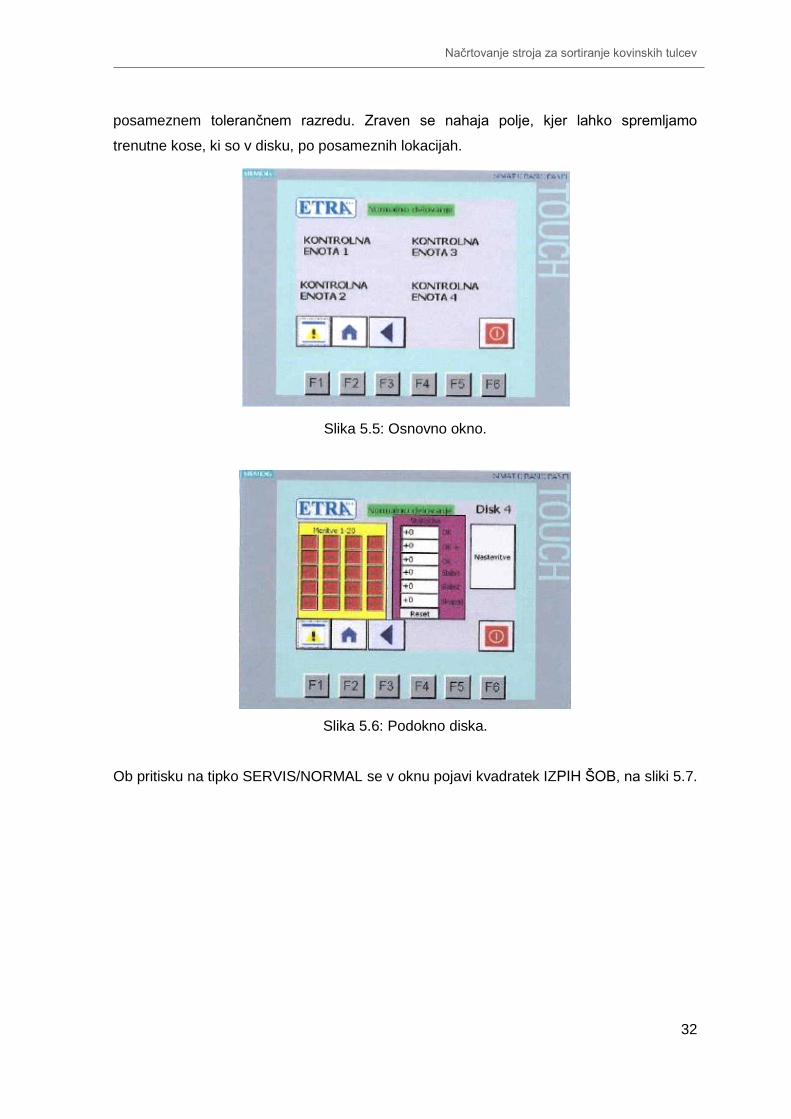
Ob zagonu stroja se operacijski panel zažene v osnovnem oknu. V to okno se lahko
kadarkoli vrnemo s pritiskom na gumb DOMOV ali puščico v levo NAZAJ, vsa podokna so
dosegljiva s tega okna. Slika 5.5. Na osnovnem oknu se poleg napisa KONTROLNA
ENOTA X pojavi puščica, kadar je enota v delovanju. Z dotikom na puščico oz. napis
dostopamo do podoken posameznih diskov. Podokno diska nam kaže stanje naprave, kot
kaže slika 5.6. Izpisano je, koliko kosov je bilo pregledanih in koliko kosov je v
Načrtovanje stroja za sortiranje kovinskih tulcev
32
posameznem tolerančnem razredu. Zraven se nahaja polje, kjer lahko spremljamo
trenutne kose, ki so v disku, po posameznih lokacijah.
Slika 5.5: Osnovno okno.
Slika 5.6: Podokno diska.
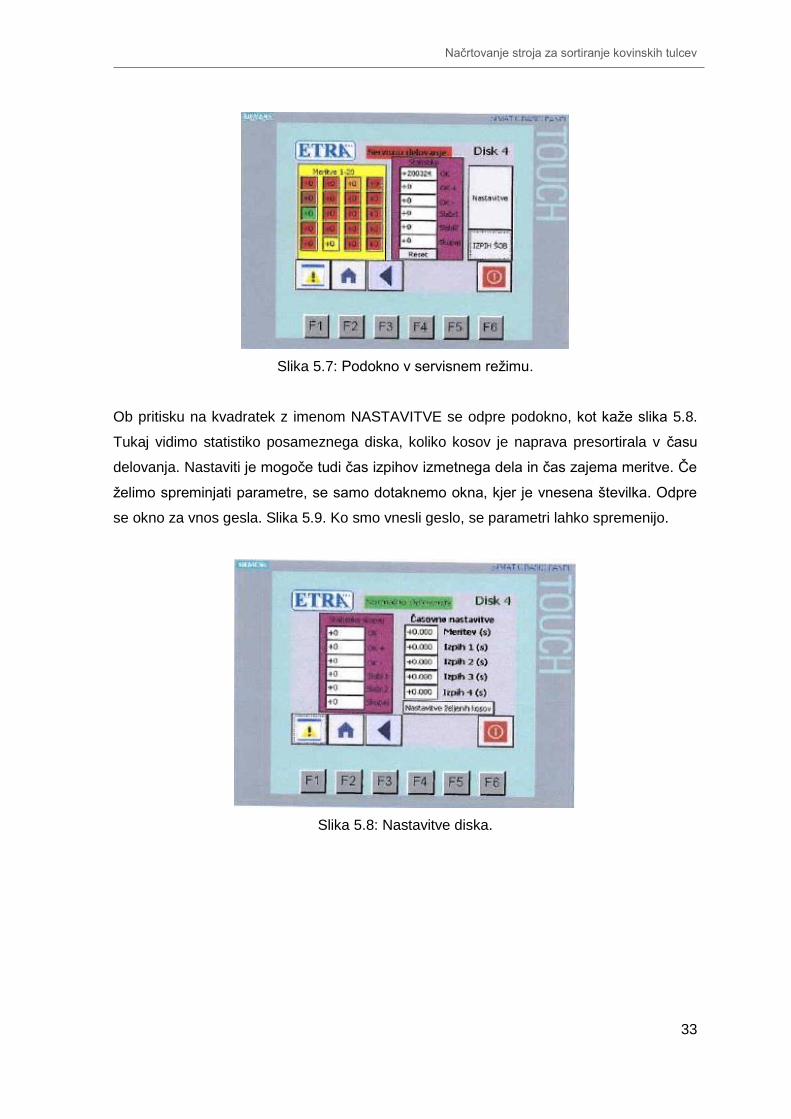
Ob pritisku na tipko SERVIS/NORMAL se v oknu pojavi kvadratek IZPIH ŠOB, na sliki 5.7.
Načrtovanje stroja za sortiranje kovinskih tulcev
33
Slika 5.7: Podokno v servisnem režimu.
Ob pritisku na kvadratek z imenom NASTAVITVE se odpre podokno, kot kaže slika 5.8.
Tukaj vidimo statistiko posameznega diska, koliko kosov je naprava presortirala v času
delovanja. Nastaviti je mogoče tudi čas izpihov izmetnega dela in čas zajema meritve. Če
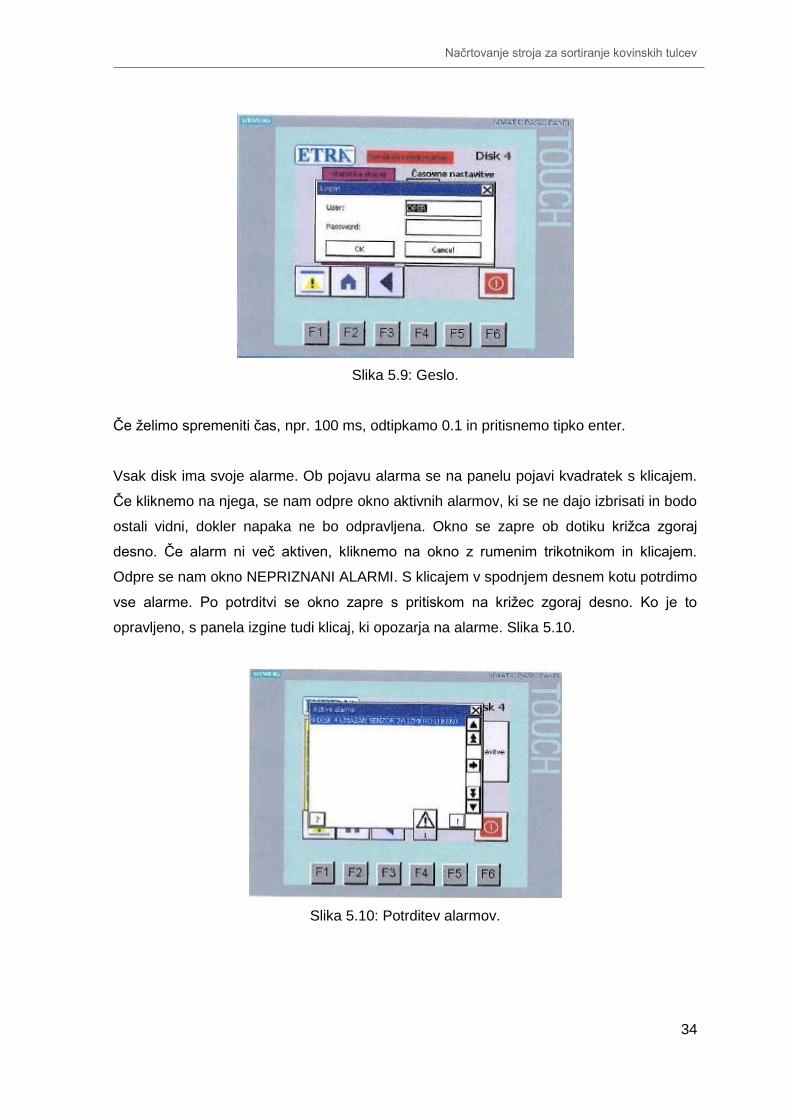
želimo spreminjati parametre, se samo dotaknemo okna, kjer je vnesena številka. Odpre
se okno za vnos gesla. Slika 5.9. Ko smo vnesli geslo, se parametri lahko spremenijo.
Slika 5.8: Nastavitve diska.
Načrtovanje stroja za sortiranje kovinskih tulcev
34
Slika 5.9: Geslo.
Če želimo spremeniti čas, npr. 100 ms, odtipkamo 0.1 in pritisnemo tipko enter.
Vsak disk ima svoje alarme. Ob pojavu alarma se na panelu pojavi kvadratek s klicajem.
Če kliknemo na njega, se nam odpre okno aktivnih alarmov, ki se ne dajo izbrisati in bodo
ostali vidni, dokler napaka ne bo odpravljena. Okno se zapre ob dotiku križca zgoraj
desno. Če alarm ni več aktiven, kliknemo na okno z rumenim trikotnikom in klicajem.
Odpre se nam okno NEPRIZNANI ALARMI. S klicajem v spodnjem desnem kotu potrdimo
vse alarme. Po potrditvi se okno zapre s pritiskom na križec zgoraj desno. Ko je to
opravljeno, s panela izgine tudi klicaj, ki opozarja na alarme. Slika 5.10.
Slika 5.10: Potrditev alarmov.
Načrtovanje stroja za sortiranje kovinskih tulcev
35
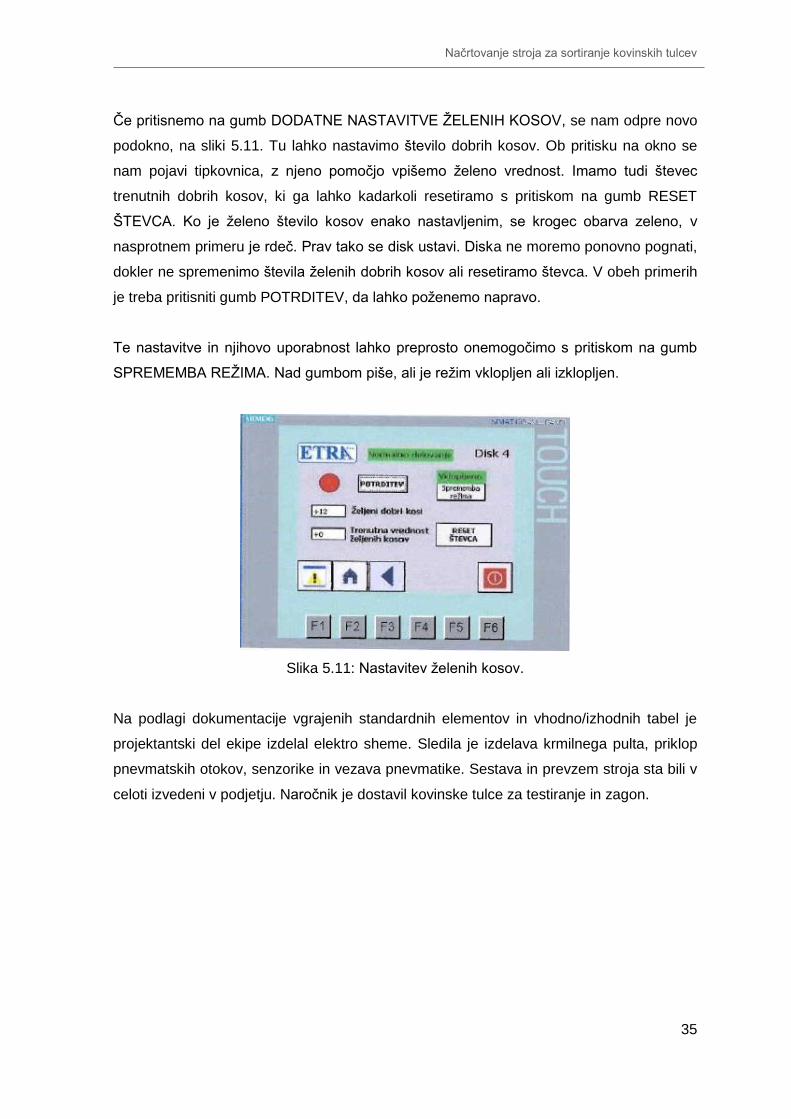
Če pritisnemo na gumb DODATNE NASTAVITVE ŽELENIH KOSOV, se nam odpre novo
podokno, na sliki 5.11. Tu lahko nastavimo število dobrih kosov. Ob pritisku na okno se
nam pojavi tipkovnica, z njeno pomočjo vpišemo želeno vrednost. Imamo tudi števec
trenutnih dobrih kosov, ki ga lahko kadarkoli resetiramo s pritiskom na gumb RESET
ŠTEVCA. Ko je želeno število kosov enako nastavljenim, se krogec obarva zeleno, v
nasprotnem primeru je rdeč. Prav tako se disk ustavi. Diska ne moremo ponovno pognati,
dokler ne spremenimo števila želenih dobrih kosov ali resetiramo števca. V obeh primerih
je treba pritisniti gumb POTRDITEV, da lahko poženemo napravo.
Te nastavitve in njihovo uporabnost lahko preprosto onemogočimo s pritiskom na gumb
SPREMEMBA REŽIMA. Nad gumbom piše, ali je režim vklopljen ali izklopljen.
Slika 5.11: Nastavitev želenih kosov.
Na podlagi dokumentacije vgrajenih standardnih elementov in vhodno/izhodnih tabel je
projektantski del ekipe izdelal elektro sheme. Sledila je izdelava krmilnega pulta, priklop
pnevmatskih otokov, senzorike in vezava pnevmatike. Sestava in prevzem stroja sta bili v
celoti izvedeni v podjetju. Naročnik je dostavil kovinske tulce za testiranje in zagon.
Načrtovanje stroja za sortiranje kovinskih tulcev
36
6 SKLEP IN ZAKLJUČEK
Diplomska naloga opisuje, kako razčleniti in snovati avtomatizirano napravo. Vodi nas
preko osnovnih tehničnih zahtev naročnika do konkretnih faz projektiranja naprave.
Vključuje področje konstruiranja in področje krmiljenja. Pridobljeni rezultati pa nam bodo
služili kot smernice načrtovanja naslednjih avtomatiziranih naprav. Pri projektiranju in
krmiljenju se vedno znova pojavlja vprašanje, kako pripraviti podloge, da se poleg
konstrukcijskih načrtov izdelajo še krmilne sheme in program krmilja. Z opisom
posameznih sklopov smo napravo razčlenili in prikazali njeno delovanje.
Dober opis je izhodišče za dobro razumevanje tehnološkega procesa tako za sodelujoče
člane ekipe kot za stranko oz. naročnika naprave. Z izdelavo prototipa smo potrdili
zamisel delovanja mehanike in imeli možnost preizkusiti način merjenja.
Večino težav je predstavljala mehanika stroja. Potrebna je bila precizna nastavitev
prijemala in mehanizma za doseganje zahtevanega takta stroja. Pojavile so se težave pri
vstavljanju tulcev v gnezda, zato smo vse površine, ki so bile v stiku z tulci, ustrezno
površinsko obdelali. Prav tako je bilo treba dopolniti predhodne faze obdelave tulcev.
Težavo smo imeli z opilki in cinkovim prahom, ki so povzročali zatikanje. Težavo smo
delno rešili z vzmetjo, skozi katero potujejo tulci, delno pa jo je rešil naročnik. Stroju, s
katerim izdeluje kovinske tulce, je dodal ustrezno vibrirajoče sito. S tem smo skoraj v
celoti odpravili težave zaradi opilkov in ostalih tulcev neustreznih oblik.
Naprej smo želeli meriti dolžino tulca brezkontaktno, s senzorjem tipa IG-010, podobno
kot pri merjenju velikosti izvrtine. Vendar se je izkazalo, da ob želenem taktu stroja ni bilo
ustrezne ponovljivosti in točnosti meritve. Sledile so konstrukcijske spremembe in
prilagoditve na kontaktno merjenje, rezultati pa so ustrezali zahtevam naročnika.
Ponovljivost meritev smo testirali tako, da smo enako število kosov znanih dimenzij vseh
tolerančnih skupin izmerili z napravo. Nato smo z mikrometrom ročno preverili dolžine
tulcev in na podlagi meritev korigirali tolerančna območja v nastavitvah kontrolnih enot
senzorjev. Postopek smo nato ponavljali, dokler kontrolnih enot senzorjev nismo
optimalno nastavili. Po večurnem delovanju stroja se je pojavila težava, vrteči se deli
stroja so se namagnetili. Težave smo rešili z napravo za razmagnetenje, s katero je
naročnik stroja že reševal podobne težave pri ostalih strojih v proizvodnji.
Načrtovanje stroja za sortiranje kovinskih tulcev
37
Pri daljšem obratovanju smo na izmetnemu delu naprave naleteli na vlago v
komprimiranem zraku. Kljub filtru vlage na pripravni enoti se je na mestih izpiha kosov
pojavila voda.
Prvotni filter vlage je bil neustrezen, zato smo v sistem vgradili večjega z avtomatskim
odvajanjem vode iz lovilne posode.
Komprimiran zrak je v industriji najdražji element, 4- do 5-krat dražji je od električne
energije. Porabo smo optimirali z zmanjšanjem izpihalnih šob na mestu izmeta. Prav tako
smo na posluževalnem panelu dodali možnost nastavitve časa trajanja izpiha.
Moje konkretno delo pri projektu je bila zasnova naprave, izdelava 3D modela z
delavniškimi risbami, sestava in zagon. Največji izziv mi je predstavljalo področje
strojništva, kajti takrat v podjetju še ni bilo konstrukcijskega dela ekipe. Treba je bilo
osvojiti osnove v 3D programskem okolju in osnove tehniškega risanja pri izdelavi
delavniških risb. Poleg literature in spleta so mi bili v pomoč tudi nasveti podizvajalca, ki je
izdelal strojne elemente naprave. Od izdelavne tehnologije je namreč odvisna tudi končna
cena montaže in kakovost delovanja stroja.
Načrtovanje stroja za sortiranje kovinskih tulcev
38
VIRI
[1] Etra, d.o.o. Navodila – Stroj za sortiranje kovinskih tulcev, Celje, januar 2010.
[2] Katalogi proizvajalcev:
Keyence,
SMC,
SKF.
[3] Označevanje kakovosti površin Maribor: Fakulteta za strojništvo. Dostopno na:
http://fs-server.uni-mb.si/si/inst/iko/lsek/Gradivo/Kvaliteta%20povr%C5%A1in.pdf
[8.5.2016]
[4] Ron A. Walsh Handbook of Machining and Metalworking Calculations
San Francisco, CA 94118. Dostopno na:
https://archive.org/details/HandbookOfMachiningAndMetalworkingCalculations
[1.6.2016]
[5] Savnik V. Tehniško risanje, 5. popravljena izdaja. Ljubljana: Tehniška založba
Slovenije, 1979.
[6] Mehanizmi Ljubljana: Fakulteta za strojništvo. Dostopno na:
http://kmtm.fs.uni-lj.si/slo/izobrazevanje/meh-objave/M_vrsta-m_2.pdf
[10.2.2016]

Načrtovanje stroja za sortiranje kovinskih tulcev
39
PRAZNA STRAN 1

Načrtovanje stroja za sortiranje kovinskih tulcev
40
PRAZNA STRAN 2

Načrtovanje stroja za sortiranje kovinskih tulcev
41
PRAZNA STRAN 3








