
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Proyecto de una fábrica de vidrioProyecto de una fábrica de vidriopara la producción autómatica depara la producción autómatica de
botellasbotellas
Pesserl, Fredy Alfonso
1952
Tesis presentada para obtener el grado de Doctor en Químicade la Universidad de Buenos Aires
Este documento forma parte de la colección de tesis doctorales y de maestría de la BibliotecaCentral Dr. Luis Federico Leloir, disponible en digital.bl.fcen.uba.ar. Su utilización debe seracompañada por la cita bibliográfica con reconocimiento de la fuente.
This document is part of the doctoral theses collection of the Central Library Dr. Luis FedericoLeloir, available in digital.bl.fcen.uba.ar. It should be used accompanied by the correspondingcitation acknowledging the source.
Cita tipo APA:Pesserl, Fredy Alfonso. (1952). Proyecto de una fábrica de vidrio para la producción autómaticade botellas. Facultad de Ciencias Exactas y Naturales. Universidad de Buenos Aires.http://digital.bl.fcen.uba.ar/Download/Tesis/Tesis_0706_Pesserl.pdf
Cita tipo Chicago:Pesserl, Fredy Alfonso. "Proyecto de una fábrica de vidrio para la producción autómatica debotellas". Tesis de Doctor. Facultad de Ciencias Exactas y Naturales. Universidad de BuenosAires. 1952. http://digital.bl.fcen.uba.ar/Download/Tesis/Tesis_0706_Pesserl.pdf
Universidad de Buenos Aires
FACULTAD DE CIENCIAS EXACTAS FISICAS Y NATURALES
PROYECTO DE UNA FABRICA DE
VIDRIO PARA LA PRODUCCION
AUTOMATICA DE BOTELLAS
FREDY ALFONSO PESSERL
TESIS
-1952
A MI PADRE A RENATE.

A4.
Agradezco a mi distinguido Profesor
Ingeniero José Maria Bados
el padrinazgo otorgado a este trabajo

¿5.
Mi sincero agradecimiento a mi padre y a mi
amigo Günter Hermann, que orientaron mis
primeros pasos en la industria vidriera.
Deboagradecer asimismo las valiosas indi
caciones de los ingenieros Emilio Jullien
Harry Hammingy de los señores Germán Popp
y Carlos Menessier
'I x D I C E
BibliografíaNociones sobre el vidrio
componenücs;
Sus propiedades fisica ycas
Consideraciones generales sobïela Industria del Vidrio en la
Argentina
Descripción del proceso de elaboración:
Reacciones quimica y físicas
Ensayo de materias primas y de
los Productos elaborados
Instalación de 1a fábrica;Ubicación
Edificación
Horno
Maquinarias
Instalaciones electricas yCañerias
Planos, Descripción y CálculosCálculo económico
37
0': 0:)
lll

DRALLE - KEPPELER
MOREY GEORGE W.
ANGUU — BUTTERWORTH
MG KEARIN
Capitulo I
EEBLIOGHAFIA
DEVILLIERS Y VAEREWYCR gSCHOLES SAMUEL
SQíOLES SAMUEL R.
DAMOUR EMILE
THIENE HERMANN
SCHMIDT RUDOLF
ÉOÏSEH CARLOS G.
GRIAáTA LUIS A.
VILERAHDT F.
PERRY JOHN H..
HUTTE
BADGER and MC CABE
ROGERS A. E.
)
Die Glasfabrikation
The Properties of Glass
Glass
Glass
Class Tank Furnaces
ModernGlass Practice
Cours de Verreric
Glas
Die Rohstoffe zur Glaserzeugung
Tesis: La Industria del Vidrio
en la Argentina
Tesis: Arenas Argentinas
ChemiCalEngineering Plant
Design
Chemical Engineers Handbook
hanual del Ingeniero
Principles of Chemical Enginee
ringIndustrial Chemistry

WALKER, LEWIS, MC ADAMS and GILLILAND
Principles of Chemical Engineering
ULLMANNF. Enzyklopaedie der Tochnischen Chemie
NEUFERTERNESTO Arte de Proyectar en Arquitectura
EUCKEN Der Chemie Inginieur
LUNGE- Berl Chemische Technische Untersuchungen
SCOTT Standard Methods of Chemical
Analyses
HCDGMAN’CHARLES Handbook of Chemistry and Physics
A 0 A C Official and Tentative Methods of
Analyses
A S T M Standards of the Year 1946 and later
Supplements
MELLUH- PARKES Modern Inorganic Chemistry
CIEHCIA Y TECNIC Abril 1948 Vol. llO N9 550
Arenas Argentinas
GLASS INDUSTRY (NEW YORK)
LÏNCH CGRPORATION Folleto
S L M Folleto
GLASSRmVIfiw Fuel Efficiency Supplements
Capitulo II
NOCIONES SOBRE EL VIDRIO Y SUS COMPONENTES
Sus propiedades fisicas y quimicas
Estado vitreo y estado cristalino
La mayoria de los liquidos cristalizan al enfriarse
y es el comportamiento generalmente esperado en los casos
comunes. Sin embargo, ciertos liquidos se comportan de
otra manera. Cuando se enfrian, aumenta gradualmente su
viscosidad, hasta llegar a la rigidez de los sólidos. A1
calentar nuevamente,este "sólidd' se ablanda y transfor
ma en un liquido cada vez menos VÍSCOSO.Un liquido que
al enfriarse no cristaliza es fisicamente un vidrio, cua;quiera sea su composición quimica.
Las sustancias en el estado vitreo se distinguen de
las sustancias cristalinas, en que no tienen estructurainterna definida. Los átomos están dispuestos el azar y
esto se manifiesta en la ausencia de planos de clivaje y
la imposibilidad de preveer el carácter de las fracturas.Esto también se manifiesta en los caracteres ópti
cos: el vidrio no afecta la luz polarizada por lo cual es
fácil diferenciarlo de los cristales en el microscopiopglarizador. Tiene el mismoindice de refracción en todas
direcciones, lo cual lo diferencia de todos los sistemas

cristalinos, salvo el isvnétrico.Los vidrios no tienen calor de fusión o sea que pa
san gradualmente del estado liquido al rigido. Un cuerpo
cristalino, al llegar a su punto de fusión, absorbe brus
camente una cierta cantidad de calor, sin que aumente la
temperatura, observándose un brusco desprendimiento de eg
lor sin variación de temperatura, al alcanzarse el puntode congelación o solidificación.
Por lo tanto, los vidrios no tienen puntos de fu
sión, sino temperaturas o zonas de ablandamiento. (Ver
fig.l).
Figura l tiempo

Los vidrios no son estables a elevadas temperatu
ras. Mantenidos largo tiempo a una temperatura algo supe
rior a la de ablandamiento, cualquier sustancia vitrea sufrirá el procesode cristalización o devitrificación. Si
la viscosidad es muyalta a esta temperatura, los crista
les tendrán dificultad en formarse, siendo por lo tanto
necesario mantener la temperatura especificada durante
largo tiempo.
Por diversas causas, la devitrificación puede ocu
rrir durante la fusión en el horno. Se corrige esta ten
dencia agregando a la carga, pequeñas cantidades de alú
mina, B4O7Na2 o SO4Ba, con lo cual se consigue dismi
nuir la temperatura de cristalización y aumentar la visqgsidad.
Aunquelos vidrios comerciales deben su uso a su
transparencia, esta propiedad no es inherente al estado
vitreo, pues los cristales también lo son. Un vidrio pue
de ser casi opaco, debido a la absorción de la luz por
ciertos ingredientes y también puede ser transiúcido, porla presencia de cristales en su masa.
Comoejemplo de sustancias vitriosas, pod.mos citar
ciertos preparados de azúcar y agua, comoel azúcar candé.
Ciertos elementos, comoel selenio, que pueden obtenerse
en forma sólida, no crisialina. A5203cuyos vapores con
densan bajo presión como"arsénico vitreo"; el B4O7Nag
fundido y enfriado; 13.203que no cristaliza al enfriar;8102 fundido; mezclas de 8102 y silicatos, los vidrioscomerciales.
El vidrio es un líquido sobre-enfriado, pues pasa
del estado liquido al rigido elástico, sin cambiosbrus
cos, por lo cual, está en un estado equivalente a una prg
longación del estado liquido. (Morey)
Los vidrios son por lo tanto representantes de un
cierto estado de la materia. Están químicamenterelaciona
dos a los minerales silicecs y fisicamente relacionados a
todas las substancias vitreas. Se puedendefinir asi:
Los vidrios son soluciones de silicetos y sílice,producidos por fusión, capaces de enfriarsc hasta la tem
peratura ambiente sin cristalizar, manteniendoal estado
rigido, las propiedades generales de los liquidos sobreenfriados.
El vidrio se mantiene indefinidamente en el estado
inestable propio de los liquidos sobre-enfriados, debidoa su gran viscosidad. Debajo del punto de cristalización
primaria, el estado “devitrificado” es el termodinámica
-8
mente estable.
Todas las sustancias que se pueden transformar en
vidrio, deben tener a la temperatura de cristalización
primaria, la viscosidád suficiente para impedirla, siendo
al mismotiempo necesario, que la temperatura de fiuidificación no sea demasiado alta.
En los diagramas de equilibrio de fases del vidrio
se ve, que se pueden obtener cristalizados un cierto núq,
ro de silicatos complejos. Algunos dc estos, al ser sepan
rados y calentados nuevamente, se descomponenen silica
tos simples antes de fundir. Por lo tanto, es dificilmen«
te admisible, que estos complejos, comola devitrita:
6 8102.3 CaO.NagO,existen en cl vidrio bajo esta forma.
La formación de un compuesto cristalino definido, como
producto de la devitrificación, no implica su existenciacomotal en el vidrio.
Se sabe poco sobre la estructura fisica y quimica
del vidrio, pero seguramente no es un compuesto quimico
definido y no le corresponde una fórmula quimica, excepto
para fijar la proporción en que se encuentran sus componantes.

osM-rzmniqss. ______tesde; vid-.112
Los componentes del vidrio se expresan en el análi
sis cuantitativo bajo la forma de óxidos y deben estar cg
mo tales en el vidrio mismo, pues la suma de los pesos de
los óxidos, es igual al peso de la muestra.
Los óxidos formadores del vidrio se pueden dividir
G n tres categorias:
;__:...I¿>..s__Q_>Lises_ási992
gg,s lice u Si02 PM60,1
Es una de las sustancias más abundantes, porque constitu
ye hasta un 59 fl del peso de la corteza terrestre. Su forma más común es el cuarzo. Una forma cristalina menos
abundante es la tridimita, que se obtiene por culentamieg
to prolongado a altas temperaturas del cuarzo. A tempera
tura aún mayor, una tercera variedad cristalina se forma:
la cristobalita. A 1725 QCla cristobalita funde, adoptag
do el estado vitreo, pues se enfría rápidamente sin cristalizar.
Puede también comunicar esta propiedad vitrea a los
silicatos cristalizables, es decir disolver por fusiónignea, los silicatos.. De esta manera, el limite inferiorde tenor en sílice de los vidrios industriales llega a 50
%. Haydos limites al poder vitrificanta de la sílice. El
“limite de basicidad“ má: allá del cual los siliCatos no
puedenenfriarse sin crthalizar. El "limite de acideï'más alla del cual se estaria expuesto o a la cristalizaw
ción espontánea de la sílice, o a la separación de ésta,
por defectuosa miscibilidad y licuación.
Entre estos limites,la sílice disolverá siemprelas
bases a temperatura suficientemente elevada, dando com
puestos vitreos. Los limites se pueden ampliar agregandc
ciertas sustancias comoácido bórico por ejemplo.
La sílice comunicaal vidrio fundido su viscosidad
y dicminuyeel coeficiente de dilatación del vidrio frio.
Las materias primas para la obtención del vidrio
son varias. Para vidrio extra blanco se emplea el cuarzo,nero es muycaro y dificil de moler. Se emplean preferen
te ante las arenas siliceas blancas, de bajo contenido de
F9303. Para vidrio Verde se usan arenas siliceas comunes,
comunicándole el contenido en Fe203 un color verde más o
menos pronunciado.
.12)._A_nn;l_<iri_912_tió.1'_i.99 13203 PM 69 93
Se encuentra en la naturaleza como303H3 y B407Na2.
Se obtiene por calentamiento de ácido bórico. El 3203 al
rojo es un liquido viscnso que al enfriarse se transforma
en un vidrio, que enseguida empieza a absorber la humedad
del aire, produciendo nucvomente BOgHe.
Se usa comoauxiliar de la sílice para prod si” vi
CL.rios borosiliceos. Es un fundente muyusado sobre todo
en la fusión de los vidrios muysiliceos (Pyrex), de los
cualüs disminuye aún más el coeficiente de dilatación. Fg
cilita el afinado por disminuir la viscosidad.
gl Aluming A1203 PM 102
Se encuentra un la naturaleza bajo la forma de corindon y
en piedras preciosas, comoal rubi y el záfiro. Funda a
2050 QCy encuentra por lo tanto aplicación comomaterial
refractario. Sin embargono aumentala infusibilidad de
los vidrios cn pequeñas dosis. iasta se cree que tiene
propiedades comofundente. Sustituye la cal en pequeñas
proporciones. Impidc o retarda la devitriïicación. Puedesustituir sin inconveniente un 7 fl a 8 fi de la sílice.
Tiana comoinconveniente principal c1 de aumeutar la colg
ración por el F6203 que contiene comoimpurezas.
Las materias primas para la obtención de la alúminu
en el horno de fusión son: la criolita: A1F3NaF,foldespg
to: 6 SiOZ.A1203KQO,arenas caolinicas; hauxita: A1303.2
H20.
sii__0¿ci_:l.<>_s._de_n;i_2.r_r.e Feo s F9304 y F0203
A cada uno de ellos corresponden propiedades diferentes
del punto de vixta vidriero.
Feo tiene un comportamiento análogo a las bases. Se
conoc n hasta carbonatos de hierro de igual forma crista
lina que la calcita. Puedointervenir por lo tanto en laconstitución del vidrio comobase.
F9203 interviene comoácido, pues es capaz de for
mar ferritas con la cal. En este caso los compuestos obt¡(a
nidos tienen un punto de fusión muyinferior al de los
componentes: Fego3 y CaO. Por lo tanto, en el vidrio el
F9203 actúa comofundente ácido. Por oso los viúrios os
curos, coloreados por el hierro, necesitan menospropor
ción de áloali para fundir.
F9304 es un fundente aún mejor que el Fe203 . Como
de los diferentes grados de oxidación del hierro dependen
sus propiedades comofundonte y colorante, es necesario
vigilar la atmósfera de los hornos, tratando de mantener
la neutra, a fin de incorporar el hierro al vidrio, talcomo se lo agregó a la composición.
-13
gg - Lgs Óxidgs gggicqg
gl ggggg de sodig N330 PM 62
Oxigq de potasio KQO PM 94,1
Noexisten libres, sino que bajo la forma de carbonatos,
sulfatos, ete. Son los fundentes que tienen por objeto lacombinaciónde las bases térreas y metálicas con los vi
trificantes. Aumentanla fusibilidad y la extensión de la
escala de fusibilidad o trabajo del vidrio. Disminuyon11
viscosidad de la masa funflida y aumentan el coeficiente
de dilatación del vidrio. Son Lambiénresponsables de la
acción Solubilizante del agua sobre el vidrio. Noexisten
diferencias notables entre los dos fundeuuas'y se pueden
emplear indistintamente. Sin embargola potasa e un fun
dente másenérgico y da al vidrio un brillo particular.
El LigC es aún más potente pero no se usa por su alto precio.
El Oxidg de ca;g¿g Cao PM 56,1
Se obtiene del C033a. Funde a 2572 QCy reacciona lenta
mente con la humedad del aire, dando Ca(0H)2 . Se agrega
a las materias primas del vidrio, para hacerlo refractario a la acción del agua. Es un agenta devitrificante.
gl_pgidg de magngg¿g MgO PM 40,3
Funda a 2800 oC. Es una base menos fuerte que la cal, que

reacciona más lentamente con la humedad del aire. La mag
nesia se obtiene por oalcinación del cogng. La magnesia
aumenta la resistencia a los cambios de temperat're y me
jora las propiedades mecánicas del vidrio. Las materias
primas más empleadas son la dolomita: Mg CO3.COSCay la
magnesita: 003Mg
Q1_Q¿igg_gg plomo PbO PM 223,2
Se obtiene calentando el plomo metálico en contacto con
ol aire, algo por encima de su punto de fusión. Se conoce
comercialmente comolitargirio y tiene el aspecto de un
polvo amarillento. Sin embargo, los vidrios plumbiferos
son incoloros, a menos que el contenido de plomo sea muy
alto. El PbO funde a 888 QCy no forma hidratos con el
agua. Actúa comofundento, formando un silicato de bajo
P.F. Puede reemplazar parcial o totalmente el calcio, au
mentandoasi la densidad y el brillo del vidrio. De ahi
el uso comoobjetos ornamentales. También influye sobre
la sonoridad, Estos vidrios entran en la categoria de
"cristal". Son fáciles de fundir y su afinaje es rápido,debido a la baja viscosidad. Su defecto es la fragilidad.
La materia prima para obtener el PbOes casi siemu
pre el min10.. Se lo prefiere al litargirio por contener
éste a menudo plomo no oxidado, quo da un sombreado al

-15
1 oviario.
ÉÜ_ÁDQSEL_Q_QÉEÁQ_Qbaritg BaO PM 153,4
Se obtiene del Ba (N03)3 y el óxido resultante se trans"
forma rápidamente en 3303 al calentarse en contacto conel aire. Fundo a 1923 QC. El BaO nn es estable en contac
to con el aire, dando primero Ba(GH)2 y luego CO3Ba. Del
punto de vista vidriero ti ne propiedades similares al
Pbü en lo que al aumento de densidad e indice de refracu
ción se refiere. Ademáscomunica al vidrio sonoridad y c
lasticidad, siendo esta última propiedad opuesta a la de
los vidrios plumbifcros. Los vidrios bariticos son muyr9
comondables para el prensado.
Las materias Grimas del BaO son 00333 y SO4Ba.
21)-. ZnO PM31.4Se obtiene calentando Zn al contacto con la atmósfera.
Funde bajo presión a 1800 QCpero sublima en condiciones
normales. ¿s un anfótero.
Se emplea casi siempre con la barfita, facilitandoel aïi¿adc y dandovidrios de brillo y transnarencia sntisfactorios. Aumentatambién la durabilidad del vidrio.
Se utiliza en pequeñas cantidades, usando un produg
to comercial impuro (93 %Znü), obtenido por calcinaciónde la blenda: SZn.
- 16 —
.asm:iQ¿ido" acssssrigs
gl Aggidrico ars n'c_________.__nm__ A5205 PM 229,9
Es el óxido que se encuentra cn el vidrio, aunque su in
troduce como A3303. Actúa como agente oxidante sobre el
Fe++, el S y el C (que se agrega a veces para reducir el
803 del SO4Na2).Comosu presencia facilita la elimina
ción de las burbujas, se supone que pierde oxigeno a al
tas temperaturas. El A3203se usa comoestabilizador deiselenio en la decoloración.
piaggióxidg de_ggjimgnig Sb203 PM291,5
Se usa comoagente reductor y para producir vidrios opa
cos, cuando se emplea grandes cantidades. (También el ar
sénico en grandes cantidades sirve para ante fin).
22.2923áii92_ss_iésísrg P205 PM142
Se una como materia prima la Cuniza de huesos, o sea
(P04)3Ca3. Se usa nara obtener vidrio opalescente.
gl_g;ido esgágigg SnOz PM150,7
lnsolublc en el vidrio, se usa para hacer vidrio opaco.
Li óxido estanoso SnOes un poderoso agente reductor, que
se usa para la produccción de vidrio rubi.
e) Oxido titánico T103 PM 79,9"l:1: U) un óxido blanco y refractario, usado comopigmento y
opacificador en esmaltes. Se usa poco en vidrio y sólo

- 17
conjuntamente con cerio para obtener el color amarillo.
Para la manufactura del vidrio, la viscosidad es la
propiedad más importante, pues depende de ella la dura
ción del pgocesvde afinaje, la plarticiflad del vidrio altransformarlo en botellas u otros articulos y ante todo,
la posibilidad de pasar del estado liquido al rigido sincristalización o dcvitríïicación,Medida de la viscosidad: Sc na' encontrados dos métodos
,_
para la medida de la viscosidad del vidrio a altas tempevaturasr
1) Se deja hundir una bolita de platino en un cri
sol cilíndrico conteniendo vidrio fundido, o se la suspegde con un alambre y se la saca con una fuerza constante y
se determina la velocidad. Se reduce entonces a una cons
tante K para el aparato empleado las densidades del plati
no y del vidrio y los radios de la bolita y del cilindro.
Bo calcula la viscosidad por la fórmula que dd la ley de
Cu tokos: "ó! = K/V
siando Ü la viscosidad en poises(El aparato se calibra con liquidos de viscosidad conoci
da) o
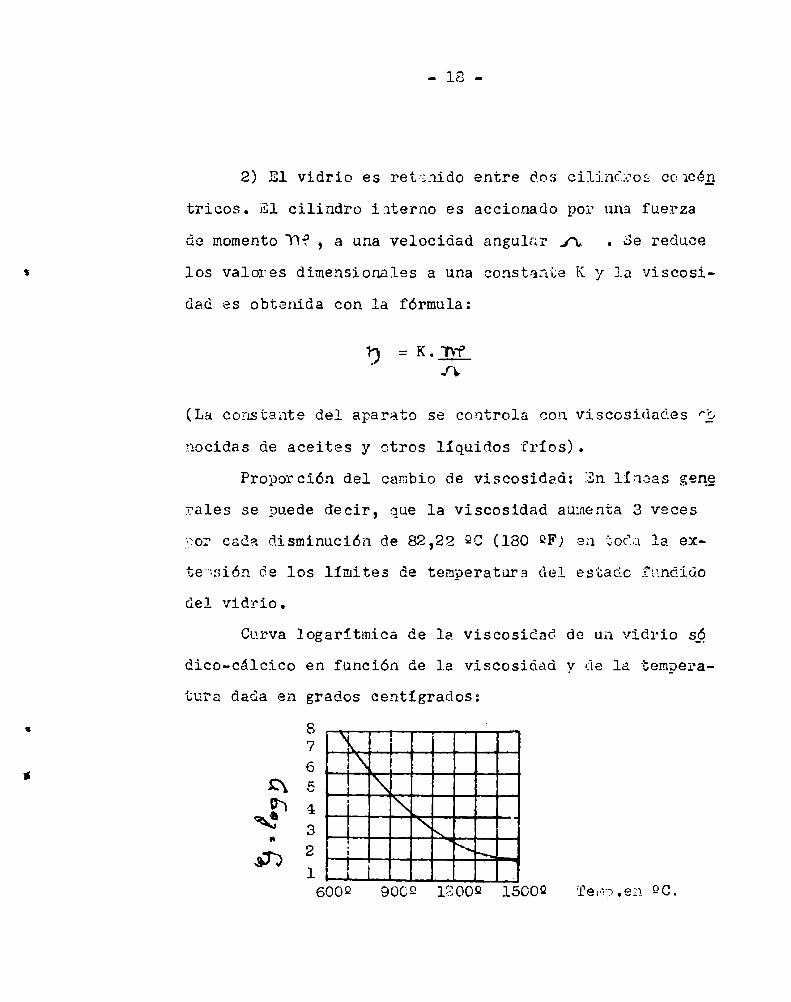
2) El vidrio es retenido entre dos cilindros coicég
tricos. El cilindro interno es accionado por una fuerza
de momentoll? , a una velocidad angular gd, . Se reduce
los valores dimensionales a una constante K y la viscosidad es obtenida con la fórmula:
1:) =K|TY?
(La constante del aparato se controla con viscosidades o;
nocidas de aceites y otros liquidos frios).
Proporción del cambio de viscosidad: En lineas geq_
rales se puede decir, que la viscosidad aumenta 3 veces
por cada disminución de 82,22 QC (180 QF) en toda la ex
tensión de los limites de temperatura del estado fundidodel vidrio.
Curva logaritmica de la viscosidad de un vidrio sp
dico-cálcico en función de la viscosidad y de la tempera
tura dada en grados centígrados:
5’49»
600Q 900Q 200Q Temb.en 9C.

-19
Las burbujas ascienden tres Veces más rápido a tra
vés de la masa fundida más caliente, por cada 82 QC. de
aumento de temperatura (en la zona de estado fundido). De
ahí, que conviene trabajar a temperaturas lo más altas pg
sible en el horno de fusión. Hay limites por la resistenu
cia al calor de las paredes refractarias de la cuba de fu
La velocidad asceucinnal de burbujas en vidrio cam
liente es, aplicando la ley de Stokes:
v = 2 r2 z ( d - d' l o sino 23411.9..1111.)
9‘? 18'?
úonde: V - velocidad en cm/seg
r - radio de la burbuja
D - diámetro de la burbuja en cm
g - aceleración de la gravedad: 980 cm/rsag2
d - densidad del Vidrio
d'- densidad de la burbuja
Para vidrio sódico-cálcico: V = ¿sil

-20
gg*juLjstencia 5.13 trac¿iggCuandoestiranos una varilla de vidrio, tratamos de
separar los átomos entre si y es obvio, que si los separa
mos más que la distancia de atracción moleculars la cohe
sión de la varilla será destruida. Quedistancia debe ser
admitida comoradio efectivo de la atracción atómica o mg
lecular, es todavia tema de debate, ya que se trata de
usa sustancia muy compleja, pero es seguramente mayor que
una milésima parte del diámetro del átomo. Por ello no
hay ninguna razón teórica por la cual debemos esperar que
ol vidrio se rompa, cuando la extensión o tensión llega a0,001 parte de su longitud original y las distancias de
los centros de los átomos son aumentadas por esta pequeña
fracción. Y Sin embargo, esto es lo que sucede en la prág
tica: el vidrio se rompe. Por eso hay interés en el estudio de ls resistencia del vidrio.
La fractura del vidrio es escencialmeute la propaga
ción de un desgarramiento a través del vidrioi Jmpieza gg
neralmente en una cara de la varilla (o botella). Produce
una uequefia fisura semicircular en ángulo recto con la di
rección de la fuerza y después se propaga rápidamente a
traves de la varilla, bifurcándose generalmente en dos omás fisuras.
En la práctica no se mide la máximafuerza tensora
que puede soportar un vidrio, sino la debilidad de su sg¿erficie.

Medida de la resistencia: La manera más directa pa
ra medir la resistencia, es tomar una varilla de vidriocon extremos ensanchados
y cargarla con resas has
ta. provocar la ruptura. -—'-_-.4Si el área de la sección
del corte de la varilla
es "A" y el peso de la
arga es "W', entonces la0Distribución del momento
bGHSlÓnoe ruptura es teó- de flexión .rícamente y
A
Generalmente se usan var;
llas de 6,35 mm. de diámg+nroo w- V]Si se aplica una carga de l
4 7v>_.".J._w kilogramos en el centro g 5 ” “de la varilla de una lon
gitud de “l” centimetros, ¡¡el momentode flexión
máxima es: H;4_l = MA Distribución del momento
Este momentode flexión de fleXión
máx'aa actúa en la sec
-22
ción media de la varilla,en el punto de aolicación de la
fuerza. Si el “módulo de sección" del corte es "Z", entog
ces la tensión máximadesarrollada es:
1-:L4 =!L..z_l. (Kg/cruz)Z 4 , Z
¿sta cantidad se llama ahora "módulo de ruptura", pero no
es nada más que la máximatensión desarrollada en la ver;
lla por la carga aplicada.
Puede ocurrir que la varilla no se rompa en el pun
to de aplicación de la carga, sino en otro punto cualquig
ra, donde la tensión sea la mitad de la ejercida en el
punto medio. Ello se debe a que no se está probando real
mente la resistencia del vidrio, sino solamente la deoiii
dad de su superficie, y ésta es variable según el lugar.
En el informe de cada experimento hay que hacer fi
gurar el tiempo, ya que puede suceder que un vidrio resig
ta una carga de 765 Kg/cm2 durante un minuto, pero se rog
pa con una carga de 453,6 ¡{g/cm2 si se lo deja por una ng
che.
¡QL¿Ïgnsiónen el vidrio
Cuando en una muestra de Vidrio, el enfriamiento no
ha sido homogéneo, se producen tensiones.
La magnitud de estas tensiones para un determinado
q 23
cambio brusco de temperatura, depende de su:
coeficiente de dilatación
conductividad
calor especificodensidad
elasticidad
La aptitud del vidrio para resistir estas tensiones,se mide por su resistencia al estiramiento. Hovestadt pre
sent; la expresión siguiente, adoptada por Winkelmanny
Schott, para definir el coeficiente de tolerancia térmica:
Donde: P
ci
K
S
C
e=aÏ’—E-1>resistencia al estiramiento
coeficiente de expansión lineal
módulo de elasticidad de Young
conductividad
densidad
calor especifico del vidrio
El único método práctico de reconocer si una pieza
está perfectamente recocida o sea sin tensión, homogénea
e isótropa, es su exámencon luz polarizada, que revela
las menores apariencias de temple, incluso local.

-24
Hedida cuantitativa de tensión: Un bloque de vidrio
bajo presión tiene un indice de refracción para la luz,
vibrnndo en la dirección de la fuerza, que puede designa;
se con “ny”. Su indice para la luz, vibrando en ángulo
recto con la dirección de la fuerza, se designa con "nz".
La diferencia o birrefringencia "ny - nz" es proporcionala le tensi’n y es generalmente negativa. Esto se expresa
en la relación siguiente:
CoZl( ny - n ) =
Siendo: = espesor del vidrio atravesado por la luzl6‘ = diferencia del camino recorrido por los
dos rayos
La cantidad 8‘ es una expresión numérica convencional ng
d
CEl coeficiente "tenso-óptico" expresa la relación entre o
ra la cantida de tensión.
y la tensión del vidrio:(O-gzt
= diferencia del caminorecorrido entre los
dos rayos
t = longitud del camino recorrido por los rayos
-25
en la muestra
tu ll coeficisnte tenso-ópticoF = diferencia entre las principales tensiones
unitarias en el punto de observación
Para la mayoria de los vidrios soda-cálcicos, cuanr1
do t se expresa en centimetros, C) se expresa en milimi
crones; B = 2,6 y se expresa F en Kg/cm2
Ejemplo: A un valor de igual a 30/“)/w por cm, corresponde una tensión de 30/2,6 = 12 Kg/cm2
21.22.29 .qi_d_
El recocido de las piezas fabricadas, en nuestro
caso botellas, se efectúa en un horno especial, llamadoa"cna.
.Al salir las botellas de la máquina, tienen una teg
perature -e 550 QCaproximadamente. Si se las dejaria en
friar sin someterlas al proceso de recocido, quedarían
con muchatensión interna, desiguálmence distribuida y e;
to tiene comoconsecuencia, una gran tendencia a la rotu
ra. Comoya se dijo, se pone de manifiesto la tensión me
diante el polariscopio, o para medidas más exactas, el
compensador de Babinest.
Ahora bien, en el Caso de las botellas se ha descu
bierto que aquellas que poseen una cierta tensión bien

distribuida, son muchomásresistentes a presiones inte
riores, que las botellas cuyo recocido fué perfecto y que
han quedado sin tensiones.
Por lo tanto se trata en el horno de recocido, de
elevar la temperatura a tal grado, que elimine las tensig
nes internas y de enfriar al vidrio en tales condiciones,
que retenga solamente una cantidad predeterminada de ten
sión.
La temperatura en la mufla de la cabecera del archa
debe ser mantenida constante, unos 20 9C bajo el punto de
ablandamiento del vidrio, o sea 545 gC.
La constante de recccido es: A = 1,28 . 10"5
Ella determina el tiempo necesario para recocer el vidrio
a temperatura constante. Se ha encontrado que "A" es una
simple función exponencial de la temperatura y su fórmulaes:
1°g A i ‘ MIG ' MZ Mle - MZ.'. A = 6
Donde: 4% = temperatura en grados centígrados
Ml y M2 son valores experimentales, constantesque tienen las dimensiones de un módulo
de elasticidad, y vinculan la viscosidad con elesfuerzo y la fluidez.

- 27
il_goggigigg de superficie del vidrio
De todos los factores que influyen sobre la resis
tencia del vidrio, el más importante es el estado de la
su erficie. Todas las ruïturas empiezan normalmenteen la
superficie. En vidrio bien recocido, pequeños rasguños a
fectan la resistencia, mientras que en vidrio algo templg
do es más dificil de rayar y de extender el rasgufio a una
rajadura y ésta no pasa por zonas de compresión. Por una
razón desconocida, la superficie del vidrio está sometida
a L a especie de descomposición mecánica espontánea.an
gilfiae.¡m
La dureza del vidrio se investiga mediante su resis
teicia al rayado, usando la escala de Moh.
Para todos los propósitos ordinarios, se puede de
cir, que la dureza del vidrio es igual a su resistencia ala tensión.
hijeaszrdzLa importancia de la densidad del vidrio resalta
cuando se la relaciona con la presión del vidrio fundido
contra las paredes del horno. Tambiéninfluye sobre el
costo de los articulos manufacturadosen cantidad, pués
del peso por pieza, depende el costo de fabricación y los
beneficios sobre la producción.

l N C0l
La densidad se mide por métodos usuales: picnómetro,
balanza de Arquímedes, etc. Se toma como valor pronedio:
ijufirppienades tégg;ggs.ggl_gidgig: Coeficiente de dilatgción
Comotodas las substancias, el vidrio se expande
cuando es calentado y se contrae cuando se enfría. La mag
nitud de este cambio varia con la composición del vidrio.
Se expresa numéricamente mediante el coeficiente de dila
tación. El coeficiente lineal CX, se refiere a la frac
ción de longitud de una muestra, por la cual aumenta al
elevarse su temperatura en un grado centigrado.
La expansión de una nuestra de vidrio es una propie
dad que depende de su tamaño y no de su deso. Por lo tan
to no se puede calcular la expansión partiendo de ls com
posición centesimal en peso.
M todos de medición del coeficiente de expansión
del vidrio: se los divide en dos clases: volumétricos y
aquellos que miden la expansión lineal.
Comomuchas otras propiedades del vidrio, la dilatg
ción o sea el coeficiente de dilatación, es una propiedadaditiva. En los limites entre los cuales la dilatación es
una función lineal de la temperatura, el coeficiente de

-29
dilatación de un vidrio ccnplejo, puede ser calculado por
medio de la siguiente ecuación:
d = + +osaoono+donde 0€ es el coeficiente de dilatación cúbica
pl ; pg ... pn son los porcentajes de los componentesen peso
a1 ; a2 ... an son las constantes para los diferentesóxidos.
El efecto relativo que tienen los diferentes compo
nentes del vidrio con respecto a la dilatación, es indicado por estas constantes.
¿l i,rincipal componentedel vidrio, el 3102, es no
torio por poseer una dilatación muybaja, mientras oue el
Hago, aumenta grandemente la dilatación térmica. Los com
ponentes restantes, tienen generalmente una dilatación igtermedia.
Hay que hacer notar que los coeficientes de dilata
ción térmica, están calculados para un intervalo de O QC
a 100 9C, ya que cuando las temperaturas son más altas,
entra en juego también el cambio de densidad, debido al
aumento de temperatura.
_ 3o
Al calor especifl-o es importante por su intervención en el cálculo del balance térmico de los hornos de
fusión y de su rendimiento. Los valores del calor especi
fico varian poco de un vidrio a otro, salvo que coateagan
óxido de plomo o bario, lo que no viene al caso.
A partir de los calores especificos de los componen
tes del vidrio, dados por Winkelmann, se puede estimar el
calor especifico del vidrio en intervalos de temperatura,comprendidos entre la temperatura ambiente y 100 QC. ¿ste
valor es aproximadamente 0,2 para todos los vidrios conunes.
A altas temperaturas, el calor especifico del vi
drio aumenta muyrápidamente. Por lo tanto se hace necesg
rio la introducción de calor especifico medio. Valores ha
llados para vidrio de botellas entre 40 QCy SOCp-Cdan
un valor de 0,28 Calorías por gramo por grado centígrado.
Para valores más altos no hay datos. Por extrapola
ción se ha llegado a un valor de 0,34 para la temperatura
de 1500 9C o sea 1a común de los hornos de fusión, pero
este dato no tiene aceptación universal.
La ley de aditividad permite calcular el calor espe
cifico del vidrio, conociendo los calores especificos de

_ 31 _
los óxidos que lo componrny de su proporción centesimalen el vidrio:
S-ílil+í2_32+A353100 100 100
donde: a1 ; a2 ; a3 representan el porcentaje de losóxidos
Sl ; 82 ; 53 el calor especifico del óxido respectivo a una temperatura dada o
media.
El coeficiente de conductibilidad calorifice es el
número de pequeñas calorias que atraviesa en un segundo,
l cm2 de una lámina que tenga un cm de espesor y cuyasdos
caras se mantienen a temperaturas que difieren entre si
en un grado centigrado.
La menor traza de impurezas modifica considerablemente la conductibilidad térmica.
tu l vidrio es mál conductor del calor, teniendo de
acuerdo a Paalhorn, un valor para conductibilidad absolu
ta, variando entre 0,00108 y 0,00227. Aparentemente, los
óxidos de sodio, silicio, calcio y aluminio son favora
bles al aumentode la conductibilidad, mientras que los
óxidos pesados disminuyen este valor.

La tensión superficial del vidrio caliente es impor
tante por su influencia sobre la ruptura de las burbujas
en la superficie, el mojado de herramientas de hierro o
superfiCLosareillosas por el vidrio liquido y la facilidad o dificultad con la cual el vidrio se adauta a la su
perficie de los moldes.
Los resultados obtenidos por diversos métodos dan
un valor entre 235 y 32€ dinas/cm a 1200 QC.
Parece que la ¿lámina y la cal aumentan la tensión
superficial, mientras que los óxidos de boro y de plomo
la disminuyen, actuando estas substancias de la mismamenera sobre la viscosidad.
glukrggiedades eléctriggg
Cualquier vidrio a temperatura ambiente y perfecta
mente seco, es un excelente aislador y dieléctrico. Al e
levarse la_temperatura, estas propiedades cambian, y al
rojo blanco, la conductividad eléctrica aumenta a tal pug
to, que permite 1a utilización de hornos eléctricos con
electrodos de grafito para fundir vidrio.e)-..P_u.ni:_Qice. “bla ndamiemo
Littleton ha definido comoel punto de ablandamien
to de un vidrio la temperatura a la cual un filamento de
vidrio, de diámetro y lOHLitud especificada, calentado a
una velocidad dada, se alarga bajo su propio peso un mi
límetro por minuto.
33 una propiedad fisica definida y sirve también
comoprueba para verificar la constancia de composición.
P)._.S.Ql_Q.‘Qi.J=léïi._C.ïÉ.l_‘L'J:Q-._i__
A pesar de la opinión generalizada, el vidrio no es
una substancia completamente insoluble en agua. Una simole
experiencia consiste en pulverizar una pequeña porción de
vidrio y mojar ésta luego con agua. Al ensayar con fenol;
taleina, ésta demuestra que se ha disuelto una pequeña
porción de álcali. La intensidad del ataque del vidrio
por agua u otros liquidos, depende elteramente de su coma
posición.
¿ste aspecto es particularmente importante en la fa
bricación de botellas, dada la diversidad de agentes quimicos y atmosféricos a los cuales estarán expuestas.
Acción del agua sobre el vidrio: No se puede discu
tir la solubilidad del vidrio comola solubilidad de una
sal. La acción es difusiva v desintegrante y no se produ
ce una verdadera solución. Jl mecanismo de ataque de agua
sobre vidrio ordinario, sódico-cálcico, no es exactamente
conocido, pero se sabe que es altamente selectivo. 31 si
licato de sodio es extraído del vidrio y luego sometido a
hidrólisis, por lo cual la solución contiene sobre todohidróxido de sodio y ácido silicico coloidal.
El hidróxido de sodio producido en la superficie
del vidric por hidrólisis del silicato, reacciona con elanhidrido carbónico del aire y se produce una pelicula de
carbonato de sodio, con la separación de sílice. Si el
ataque no ha sido demasiado prolongado, este depósito se
puede lavar con un ácido diluido, quedando una superficie
lisa. Si el ataque ha sido prolongado, el pulido de la su
perficie queda arruinado permanentemente.
1) Me”idg_gula durabili ad-_---_v — ——-.—
La durabilidad de un vidrio puede ser medida, te
niendo eu cuenta una propiedad especial: la cantidad de
álcali que pasa al agua bajo condiciones definidas. Como
ejemplo se transcribe el método D.G.G. (Alemania).
Se pulveriza vidrio hasta alcanzar los gránulos el
tamaño de 0,30 a 0,49 y se digiere el polvo durante algu
nas horas en agua en ebullición. Se usan 10 gr de polvo
de vidrio en 100 cm3 de agua. Después de 5 horas, 75 cm3
de la solución filtrada se evaporan a sequedad a 150 QC
y el residuo sólido se pesa. El resultado, multiplicado
por 4/3 da el total del peso disuelto.
g) ggmgpsición v durabilzggg
La durabilidad es una propiedad que no se presta a
ser expresada en una sencilla forma cuantitativa. Se debe
especificar cierto númerode condiciones de las cuales
meicionaremos aquí solanente la presencia de óxidos en di
versas proporciones y sus efectos. Evidentemez;e, los ál
calis son los mayores enemigos de la durabilidad. La expg
riencia ha demostrado, que para vidrio de ventana, un co;
tenido de 15 %de N320es el limite superior, siendo 17
el limite aconsejable para vidrio de botellas.
Los óxidos protectores son los de calcio y de zinc
(los más favorables) Mgoy BaO son de utilidad equivalen
te, pese a tener el último un hidrato bastante soluble.
El PbOno es equivalente a cantidades iguales al CaÜ. Es
ta inferioridad puede ser debida a su alto ceso molecular.
Reemplazando la cal por alúmina, se obtiene un vidrio más
durable, teniendo este reemplazo un limite: no se puede
agregar más de 5 % de alúmina para no arriesgar un aumen
to excesivo de la viscosidad.
El B203 en pequeñas cantidades aumenta la durabili
dad, comotambién reduce el coeficiente de expansión.
El más insoluble de las diferentes clases de vidrio,
el pyrex, contiene más de 12 Á de B203 y menos de 5 á de
-36
Hago. Vidrios de este tiwr son altamente resistentes a
los ácidos, pero algo suja+os a la acción de solucioaesalcalinas.
Hoha sido posible todavia, encontrar una fórmuladel vidric en funciSn de la durabilidad.

Ca;-tulo III
CONSIDERACIOÑES GENERALES SOBRE LA INDUSTRIA
DEL VIDRIO EN LA ARGEÁTINA
Reseña histórica:
Los origenes de la industria vidriera en
la Argentina, se remontan al año 1870, año en el cual lle
gó al pais un vidriero italiano, don Francisco Bordoni.
Instaló su primer horno en Buenos Aires, en le actual es
quina de Cochabamba y Perú.Jhn el año 1874 fue fundada por el mismo la primera emcre.5L
sa de importancia, le fábrica de vidrios: "La Argentina",
que se ubicaba en las calles Comercio (Humberto 19) y Ze
vallos. Subsistió hasta el año 1927.
Se usaron al principio hornos a crisoles, de traba
jo intermitente, para fabricar tinteros, tubos para lámpg
ras üe kerosene, envases para productos farmaceuticos,
etc. El trabajo era exclusivamente manual y sin moldes, o
sea el soplado primitivo, hoy totalmente en desuso, salVO
jara objetos de fantasia o decorativos.
La falta de manode obra calificada, lógicareate ig
pedia el desarrollo rápido de la empresa, sin contar los

escasos rncursos9 la dif;cn1:ad para la obtención de mate
ria prima y la demanáa irregular de los productos manufa;
tarados.
Recién en 1910 una fábrica de artículos generales
ompez. a producir vidrio plano (alambrado), pero esto fué
un ensayo de corta duración, pues los precios de a mereg
dario importada bajaron tanto que toda congetencia resul
taba imposible.
Solamente en 1938 se repitió la tentativa, esta vezcon buen éxito.
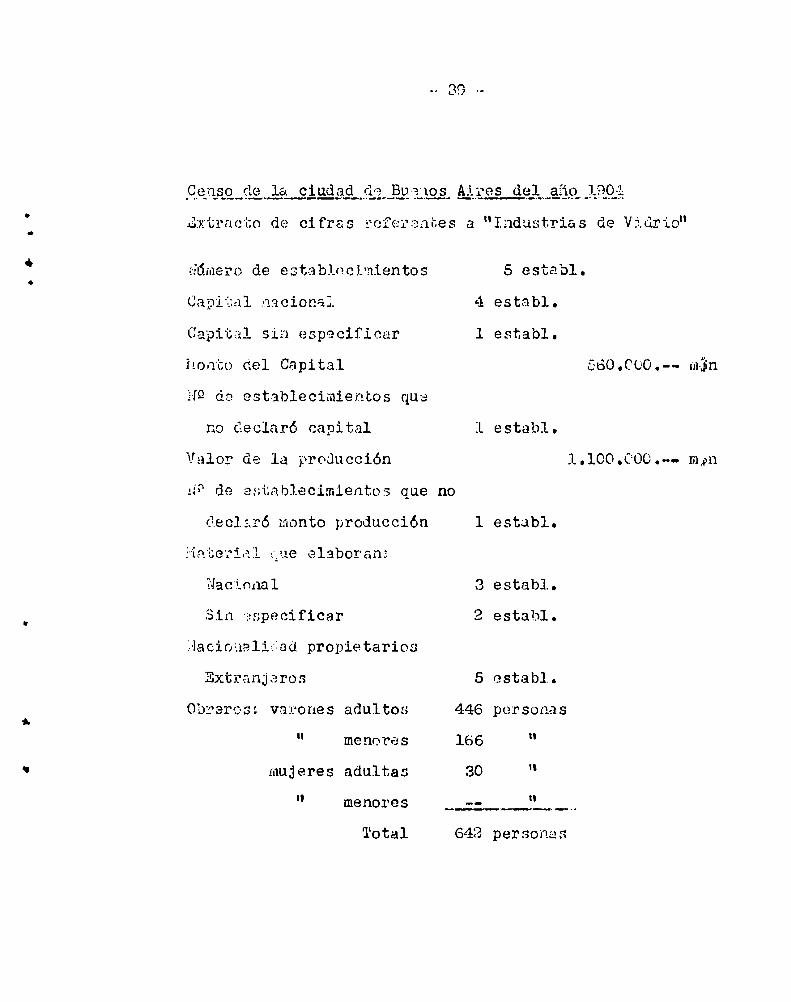
El censo de la ciudad de Buenos Aires del año 1901,
registra la existencia de 5 fábricas de vidrio, con una
producción anual de 3 1.100.000 y un personal de 642 oblg
ros en totgl. El capital invertido estimado era 3 560.000
y ei salario promedio de unos 3 2.- a 3 3.- diarios.
El trabajo ora todavia casi enterame te manual, co
no Jo prueba la cifra de 48 HF instalados en total, entre
máquinas a vapor, motores eléctricos y a gas.
DJ
Gen, .gu519._l_a;_s.i.u_d9¿i_í1_<2_BQ-‘ïLLS-.íL-t.1:.e_s_¿e_l..\_aíip.
dxtracto de cifras ïefcrantes a "Industrias de Vidrio
Númerode establncimientcs
Capital nacional
Capital cin especificarhonto del Capital
N9 de establecimientos que
no declaró capital
Valor de la producción
ú? de establecimientos que
declar monto producción
Hqt rial ¿ue elaboran:Nacional
Sin aspecificarHacioualiáad propietarios
ExtranjerosObreros: varones adultos
|| menorcs
mujeres adultasl. ymenozes
Total
no
Hp
n. ¡
¡.n
(n
446
166
30
5 establ.establ.establ.
establ.
establ.
establ o
establ.
establ.
personail
l.
560.CUO.—— mín
l.lOO.COO.-- mpn
S
“mfi'm” .-u642 persona S

_ 4o _
N9 de motores: a vapor 4 unidades
eléctricos 14 “
a gas 1' “
Fuerza motriz instalada 48 HP
Jornalas obreros valoues;
30 obreros gasta l.» por dia
100 ll l._ a ¡3._ ll l!
140 “ 2.a a 3.- " “
60 " 3.- a 1.- “ “
50 u 45'.“ a 50" u u
n 50" y más
En 1914, el Tercer Censo Nacional registra un gran
progreso: 16 fábricas existentes con una producción anua;
do 3 4.364.000, ocupando 2.136 obreros.
Durante la Primera Guerra Mundial, la producción ag
montó enormemente, principalmente por dos razones:
l) La merma cada vez mayor de las importncïnnws.
2) La modernización del equ.po: hornos alimentados
a fuel-oil en vez de carbón y maquinas semiuau“g
máticas (cuya primera aparición en la Argentina
se registra en 1908 con las máquinas Schiller y
Kutzscher).
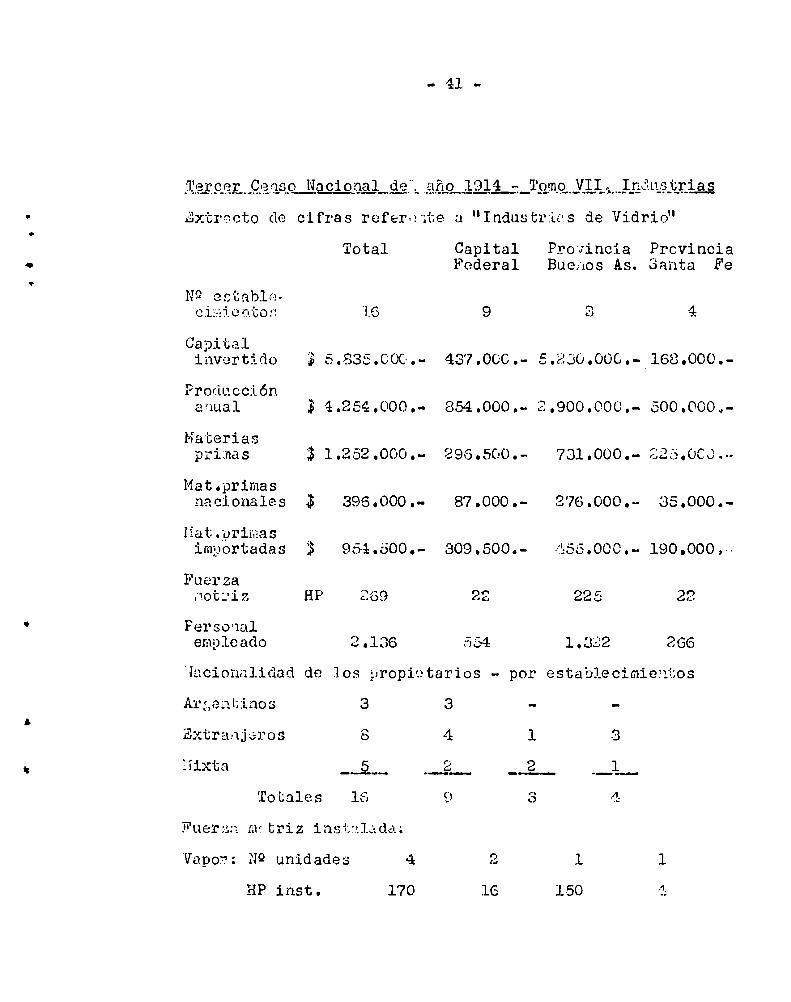
ie pe; quso Ngciogg;mggl
- 41
año 1914 n Igmo VIIq Industrias
Sxtrscto de cifras roferadte a “Industries de Vidrio"
Capitalinvertido
Producciónanual
Materiasprimas
Mat.primasnacionales
Mat.primasimportadas
Fuerzamotriz
Personalempleado
Jacionalidad de los propietarios - porArgentinos
ExtranjerosHixta
Total
16
3 SUSSEOCOC'O“
30L)OO.
3 1.252.000.
3 o3 954.500.
HP 269
2.136
3
no
5
Capital ProvinciaFederal Buenos As.
9 3
o“00060-.854." 2296.500.- 731.000.
87.000.- 276.000.
309.500.- 155.000.
22 22‘
354 1.332
Totales 16
HP inSt o
:n mKtriz instnl¿d¿;
NQ unidades 4
170
3 - _
4 1 3
2 2 __L__
() A
2 1
16 150
ProvinciaSanta Fe
o"500.000"
"7)." PNaudgüpu a"
35.000.
190.000,”
266
establecimientos

l
Motores eléctricos
N9 unidades 23 1 16 5
HP inst. 99 o 75 18
Total N9 unidades 27 é 17 6
" HP instalad. 269 22 223 22
Personal ocupado - NQde personas
Argentinos ExtranjerosHombres 515 1.219
Mujeres 36 15
Menores 261 _“__j¿L_
Totales 812 1.324
Durante la post-guerra, por la creciente importan
cia de la industria de la bebida, la necesidad de una gru'
centidad de botellas de calidad superior y tamaños y pesos
uniformes9 para cumplir con la exigencia de las maquina"
rias modernas, utilizadas para lHVEP,llenar y etiquetar
tuvo comoconsecuencia la utilización de las primeras m“
quines automáticas en el pais, en 1923, en las Cristalerias Rigolleau. (LynchLAy O'Neill). Siguieroa este ejeg
pio: "Sabaté y Fránkel“, "Papini Hnos.", “Tapini Soc.Ano.“
"Magniny Bolognini", “La Esperanza", etc.
La adopción de máquinas automáticas fué posible arg
cias a la evolución y perfeccionamiento de los hornos.

Del antifuo horno crisol r'a parilla" sin recugeradorcs,
(tipo Boetius) se pasó al horio crisol con regeneración,
alimentado a gas (de aire, de agua o gas pobre) luego al
horno de cuba discontinuo (day-tank) tipo Siemens, que
funcionaba a partir de 1908 en el pais. También estos fun
cionaoan con gas, lo que implicaba una complicación muy
grande en la construcción, por la necesidrd do la doble
cámara de regeneración (para al gas y el aire), dos válvg
las de inversión y el gasógeno con todo su aqui o adicio
nal. Todo Hato fué simplificado por la adopción del fuel
cil comocombustible y el paso final fué ol horno de pro
ducción continua, (regenerativo a bóveda simple y recupe«
rativo a bóveda doble) a nivel constante, que hicieron pg
siblo la adaptación de máquinas automáticas.
Esto desde luego no es la última palabra, pues con
tínuamsnte aparecen nuevas soluciones, para mejorar el
reniimiento térmico de los hornos (como sería por ejemplo
el empleo de bóvedas aisladas que se usan en 3.3.U.U.) y
aumentar la curación de los materiales refractarios. (Blo
ques Corhart, Tasil, Sillimanita, etc.).Entre 1935 y 194€, la industria vidriera pasa por
un periodo de gran prosperidad aumentando en un 77 ü su
producción:
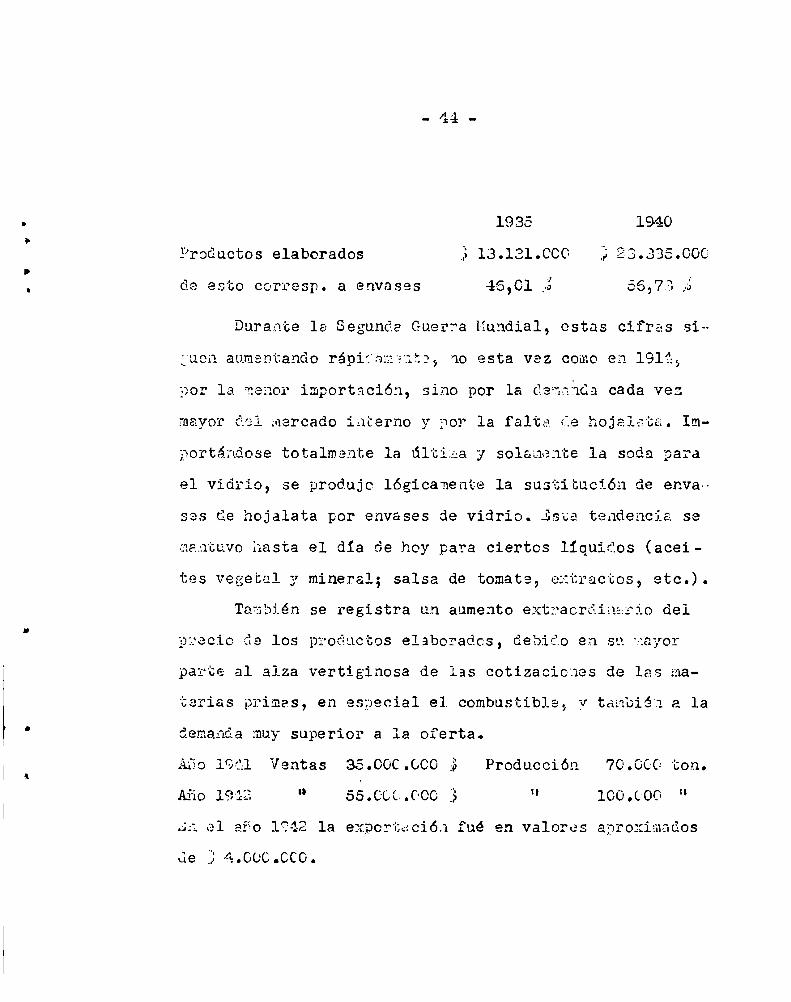
1935 1940
Productos elaborados 3 13.131.0C0 Q23.335.000
de esto corresp. a envases 46,01 Á 56,73 A
Durante la Segunda Guerra Mundial, estas cifras sin
guon aumentando rápifnmïnts, no esta vez como en 1914,
por la meno" importación, sino por la definida cada vez
mayor del mercado interno y por 1a falta de hojalata. Im
portárfiose totalmente la últiúa y solamente la soda para
el vidrio, se produjo lógicamente la sustitución de envau
ses de hojalata por envases de vidrio. jste tendencia se
mantuvohasta el dia de hoy para ciertos liquidos (acei
tes vegetal y mineral; salsa de tomate, extractos, etc.).Tambiénse registra un aumentoextraordinario del
precio de los productos elaborados, debido en su nayor
parte al alza vertiginosa de las cotizaciones de las ma
V también a laCI m ¡y ias primas, en especial el combustible,
Getaria muysuperior a la oferta.
Año 1941 Ventas 35.00€.CCO 5 Producción 70.0CC ton.
Año 1912 " 55.606.000 3 " 100.C00 ”
¿¿ el año lC42 la exportacióa fué en valores apr ximados
de 3 4.0UC.CCO.

l,¿:. U!
l
Seqs9s_Industriales 1935/40 - Cuadro Comparatixg
Datos del dia de relevamiento - Totales de la República
Año 1935 1937 1939 1940
NQestablecimientos 35 38 39 40
Propietarios oDirectores Gerentes 79 70 8? 81
Personal ocupado:
empleados 194 227 293 322
obreros 4.658 5.593 0.298 5.576
miembros de familiade lOs propietarios —- 5 3 10
C1 'tos del ejercicio considerado, en miles de min
oueldos y salarios pegadomen efectivo 3.894 7.505 8.722 8.998
Materias primasempleadas 3.220 4.670 6.690 7.810
Combustibles y lubricantes consumidos 1.756 2.623 2.855 3.760
Corriente eléctrica comprada para fuerza motriz 342 403 488 556
Productos elaborados 13.131 17.585 31.513 23.335
Valor agregado porla industria *7.813 9.984 11.580 11.200

- 46
Personal ocupado: clasifacudo según su calidad ae propie
tarlns o directores-gerentes, empleadosy obreros, muje
res, menoses y mayores de 18 años de edad.
1935 1937 1939
Dir;ctores Gerentes 79 70 87
Empleados:varones menores 8 4 10
" mayores 181 216 2/2
mujeres menores l -— —
" mayores 4_ _W”z_ .__;9_
194 127 ‘29n
Obreros:varones menores 481 712 811
" mayores 3.572 t.710 2.637
mujeres menores 30 lll 115
" mayores 575 600 735
4.658 6.135 6.298
Para el año 1942 puede estimarse que unos 10.000
obreros trabajan en más de 10 fábricas, de las cuales 25
son de alguna importancia, surtiendo 1:5 seis mayores la
bres cuartas partes del mercado local.

_ 47 _
Comparaciónde la Importación y de la Producción Jacional
de Vidrios y Cristales (En miles de ïm/n.)
Año Producción Importación TotalNacional
1914 4.254 6.440 10.694
1935 13.131 7.970 21.091
1937 17.533 12.017 29.602
1939 21.613 9.904 31.51?
1940 3.335 6.335 29.670
Se ve enseguida, que a partir de 1937, las cifras
de la importación bajan con el aumento de la producción
nacional, acentuándose esta tendencia durante la guerra,
por razoues de fuerza mayor.
Debido a la falta de estadísticas ¿o hav co¿proban
tes para la situación actual, pero sin Peróerse en supos;ciones os seguro que la importación siemgr, maitendrá su
importancia cualquiera sea la producción del pais, pues
hasta ahora no se ha fabricado ciertas clases de vidrio
comoser; a) cristales de alto contenido de plomo con el
tallado decorativo inimitable de ciertas fábricas euro
peas de fama mundial, como: Baccarat, Vallerystal,Daum,
Val St.Lanbert, Oreforco, Krystallunie, Moser, Josefinenn
hütte, Leerdaum,etc.

- 43 _
1b) Vidrios ópticos: Ze ss, Schott und uenossen,
Bausch And Lomb, Corning Class Co.
c) Vidrios especiales para la construcción: cristal
de lunas o cristal pulido (Spiegelglas) o de mnyorespe
sor, hasta 2 cm. (plate-glass).d) Vidrios de seguridad: Triplex y Sckurit.
Siendo muydificil conseguir informaciones y esta
disticas de fuentes oficiales, no es posible hacer una
podrían sin embargocitar los datos siguientes, swninis
trudos por el Ministerio de Hacienda de 1a fiación:
Estadistica Industrial
Indice del Volúmenfisico de la producción
Base: 1943 = 100
Vidrios y cristales en ¿iversas formas:1947 1948 1929
107,7 198,4 123,01950
Enero Febrero Marzo Abril Mayo Junio
11¿,1 101,4 139,1 138,3 141,7 138,2
Informes particulares definen asi la actualidad:
Consumopromedio de vidrio por habitante: ll kg por
año(sin tomar en cuenta vidrio ventana) o sea una produc

. fi fl.ñ". _ 6016.. ala-¿la de ;___1x 0x ._—..2_'.'460 ton. diarias.
Se estima que existen 70 fábricas de vidrio en el
pais. Io se pretenfle con esos datos fra¿me¿t rios y poco
explícitos defioir lo que es la industria vidriera en la
Aryentina de hoy, pero es un hecho, que sufrió el mismo
rápido desarrollo que muchas otras durante y después de
ls Segunda Guerra Mundial y que representa un factor muy
importante en la economia y el progreso del pais.

Capitulo IV
DESCRIPCION DEL PROCEóC DE ELABORACIOJ
La proporción en que se aezclan las materias primas
se hace generalmente en base a x bolsas de soda BolVay,
ya que estas vieneJ de la fábrica con un peso bastanteexacto.
En un carro de dos ruedas, fácil de volcar, se recg
gen las diferentes materias primas (tamizadas previamente)
y se las lleva a la balanza. Esta balanza debe ser ¿e
dial hasta SCOKg y sin resortes. Una vez pesadas, son
echadas en el "hopper" de la mezcladora, la cual se cierra herméticamente.
Después de efectuada la mezcla, la'"composiciód'
cae en la tolVa móvil y es llevada mediante el montacarga
y el monoriel aéreo sobre el dog-house, donde se incorpora a la masa fundida.
jade lentanente hacia el eje del horno, a la zona de fu
sión. La mezcla flota sobre el espejo de vidrio fundido.
La temperatura de fusión debe ser superior a'la tag
peratura suyerior de deviurificación. Tamgocodebe ser de

uasiaïo alta, porqueel raterial refractario seria muy
atacado y comoconsecuencia inmediata, al vidrio seri icaría con aluminio e inclusiones insolubles en el vi
drio (piedras)z Las piedras pueden tener tres orígenes:
a) DevitrifICación: cristobalita, +ridinit , wollagtonita, nefelita.
b) Arena no disuelta de la composición.
) Refractarios del horno: mulita, corindón,n3felitac
La influencia del calor se hace sentir en la parte
sueerficial de la composiciónrecién enfornafa, pues al
r*rar en la zona de fusión, cuya temperatura oscila en..\'
tre 1130 gC y 1480 QC, la mezcla pierda urimero su agua
higroscópica y luego su agua de cristalización.
Debajo de la capa semiliquida y llena de burbujas,
se e1ouentra una parte ácida en efervesceicia. ¿l núcleo
la rasa flota en el vidrio fundido y debido a la mala
conductividad calorifica se encuentra todavia intacta de;
pués de algún tiempo. La mezcla es muy porosa y tiene un
30 fi a 4C í de espacios llenos de aire, que actúan comoaisladores térmicos.
Con respecto a las reacciones quinicss y fenómenos
ísicos que tienen lugar durante la fusión, se sabe muy
poco y las opiniones estan divididas.
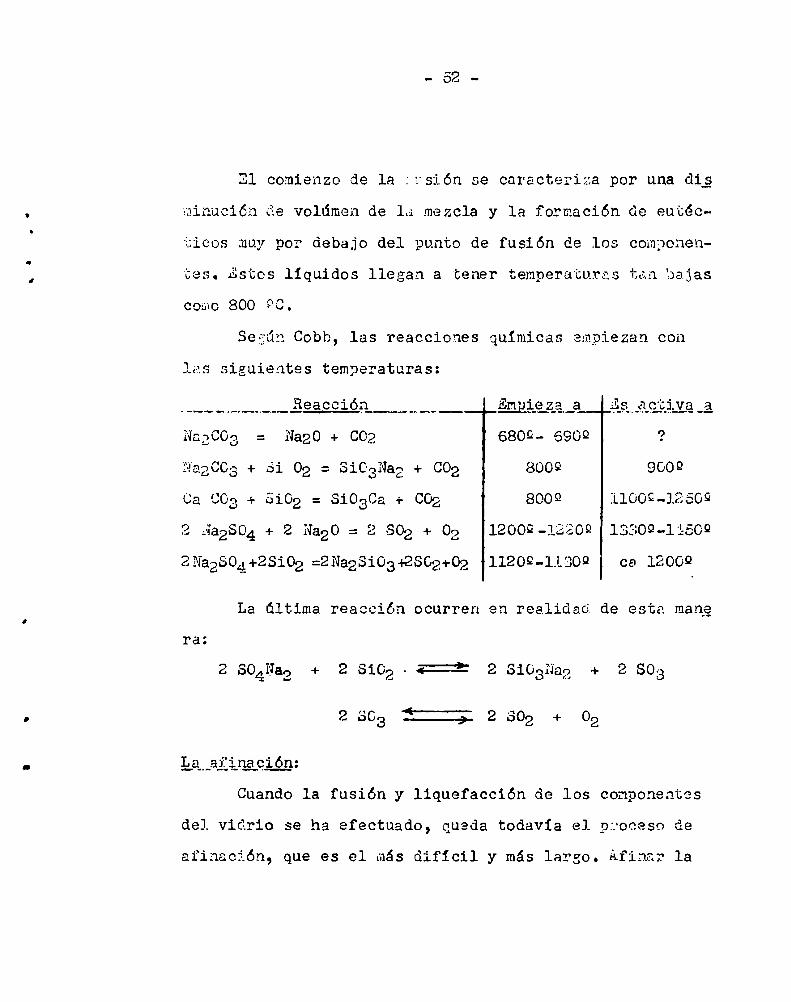
El comienzo de la Lrsión se ca'acteriza por una dig
minución de volúmen de la mezcla y la formación de eutéc
ticos muy por debajo del punto de fusión de los componen
q. Estos liquidos llegan a tener temperaturas tan bajascomo 800 pC.
Según Cobb, las reacciones químicas empiezan con
las siguientes temperaturas:
__*__ Reacción Qgpieza a ¿a activa_g
NagCOs = Na20 + C02 6809- 6909 ?
+ si 02 = SiC-SNaz+ 002 8009 9009
Ca 003 + 5102 = 810302 + 002 8009 11002-12509
2 ÁaZSO4 + 2 mago = 2 802 + 02 12009-12209 3309-11509
2Na2504+28102 =2Na28i03+2802+02 11209-11309 ca 12009
La última reacción ocurren en realidad de esta mangra:
2 SOAHag + 2 8102 -¡===i= 2 SiO3Na2 + 2 803
Cuandola fusión y liquefacción de los componentes
del vidrio se ha efectuado, queda todavía el proceso de
afinación, que es el más dificil y más largo. Afinar la
l01 (AJ
|
masa en fusión quiere de 'r, librarla de les buebujas de
gas que contiene.
Burbujas grandes ascienden muchomás rápido através
de las masas de vidrio fundido que pequeñas, debido a que
la velocidad ascensional es directamente proporcional alcuadrado del diámetro de las mismas. Para vidrio sódico
cálcico, la fórmula es: V = ¿29.92
Por lo tanto es deseable que el proceso de fusión, que
desprende gases de las materias primas7 se efectúa con 2a
gidez, una vez que ha comenzado. Esto demande una rápida
transfeïencia de calor a la carga, operación que :eiuce
la viscosidad de la masa en fusión, a medida que se forma
y acelera así, el ulterior desprendimiento de burbujas.Si la afinación se hace lentamente a temperaturas
moderadas, se llega a un resultado indeseable, puus todas
las grandes burbujas se habrán eliminado, pero el vidrio
estará lleno de'pequeñasburbujas que no se eliminan,aún
con la posterior elevación de la temperatura.
El limite superior de la temperatura de trabajo en
la zona de afinaje depende de los materiales de la cuba.
Para favorecer el desprendimiento de gases, se agne
gen a las materias primas sustancias que disminuyen la

viscosidad o producen gr iíes cantidades de ga es en las
últimas etapas del proceso de fusión. Son estes general
mente: B407Na2 ; soéfla2 ; SO4(NH4)2 5 SOÉBa etc.
Después de afiazdo, el vidrio pasa por el sifón del
puente a la cuba de trabajo, de donde pasa al feeder y
lucro a la máquina Lynch X, donde el vidrio es transforma
do en botellas. El "take-oufi' de la máquina saca las bot
llas de los moldes y los deposita sobre el transportador
rápido, de donde pasan al transportador lento mediante u;
pistón accionado por aire comprimido. El "Stacker" empuja
las botellas al interior del horno de recocido o arena.
rara descripción del proceso de recocidu9 ver capitulo V;¡l '.‘..:.¿aquinarias";
¿usar 5 de ma_erias rnflñï
Son de orden: a) fisico
La granulometria de las diferentes materias primas,
:snacialmente de la arena, es importante por depender de
ella en parte el gasto de combustible en el proceso de tg
sión y la rapidez del mismo. Partículas demasiado grandes
no se disuelven y pueden provocar la aparición de piedras.
b) quimico
Para obtener la correcta proporción en que ceben.
mezclarse las materias primas, es necesario conocer su

l01 0| O
exacta composiciónquimitr, por la cual el análisis cuali
y cuantitativo de cada una, es una rutina diaria en los
laboratorios de las fábricas de vidrio. La descripción de
cada caso particular nos llevaria demasiadolejos.
ggnggs de productos elaboradosSon de orden: a) fisico
Qetprmingción de la tensión:_-_-——
Para la determinación de la tensión inte na ¿e bote
llas, V.C. Swicker ha ideado el siguiente método: Se cor
tan secciones anulares de la botella, de unos dos centimg
tros y medio más o menos de altura, las cuales rewresen
ten un corte de las paredes de la botella. Se liman y se
pulen luego los cantos. Después se mira los anillos pues"
tos de canto a través del microscopio polarizador, Jl cualhace resaltar claramente la cantidad relativa y el carácter de la tensión.
Este método de exámen revela causas de ruptura del
vidrio, que de otra manera no se podrian encontrar y da
la pauta para las correcciones necesarias en las temperaturas del archa.
Se llama resistencia térmica a la medida de la va
riación brusca de temperatura a que puede ser sometido
el vidrio sin romperse. Se calienta la muestra a una tem
peratura conocida y se la enfría repentinamente nor immer
sión en agua fria. Cuánto más grueso es el vidrio, tanto
más fácil se rompe. Cuánto menor es el coeficiente de ex
pansión térmica, menor será la propensión a la ruptura.
El vidrio sin embargo nunca se rompe directamente
por la variación brusca de temperatura, sino por la varia
ción de tensión que ésta origina.
F.w. Preston define comogrado de resistencia a la
ruptura por el choque termico, el número de veces que las
botellas puestas en un cesto de alambre, pueden ser sume;
¿idas alternadamente en agua fria y caliente, antes de
romperse.
Prueba de resistencia a la presión interna:
Las botellas destinadas a contener bebidas gaseosas,están sujetas a una determinada presión interior. ¿sta
puede llegar hasta 6 Kg/cm2 para aguas gaseosas y 13,6 Kg
para sifones. Estas presiones varian desde luego con la
temperatura. Teóricamente todas las botellas tienen un ag
plio margende resistencia para soportar estas presiones.
Pero en la práctica hay dificultades por la presencia de
defectos, concentraciones locales de tensión, que demues
tran que el recocido ha sido demasiado bueno o insuficieL
se. Es costumbre someter ías.botellas destinadas a este
uso, a pruebas hidrostáticas. El factor tiempo es de suma
importancia.
be sometelas botellas a presión hidrostática inter
na, hasta hacerlas estallar. Preston ha construido una mg
quina que permite medir la resistencia a la presión.
Prueba de resistencia al choque mecégic ;
Se puede definir la fragilidad, comola ruptura de
un objeto de vidrio, bajo el choque de un cuerpo de duren
za, densidad y masa conocidas, animado de una velocidad
determinada, teniendo en cuenta, que la nuestra de vidrio
ha sido perfectamente recocida.
Esta definición es de dificil aplicación, pues elrecocido perfecto es raro y el temple en todos sus gra
dos modifica profundamente la fragilidad.
b) quimico
Las diferentes técnicas para analizar el vidrio sontratadas "in extenso" en los libros especializados y sa
len fuera del marco de este trabajo.

Capitulo V
INSTALACION DE LA FABRICA
gbicación de la fábrica
Somolugar para instalar 1a fábrica, se proponen
!_l.os alrededores de la ciudad de Rosario, provincia de
Santa Fé, por las siguientes razones:
a) La gran mayoria de las fabricas de vidrio de la
República se encuentran en la zona del Gran Buenos Aires.
Por lo tanto la competencia es muygrande y las dificulta
des cara conseguir pedidos en gran escala podrían malo
Jrar la empresa.
b) Por la aglomeración industrial, las disposiciones municipales son más rigurosas en Buenos Aires.
c) Favoreciendo las autoridades la política de des
centralización, es factible que la posibilidad de obtener
créditos bancarios sea mayorpara el interior del pais,que para la zona del Gran Buenos Aires.
d) 31 costo de la vida es menor que en la zona bo
naerense, y por lo tanto la mano de obra es más económica.
e) La abundancia de la arena procedente del rio Pa

rana y la proximidad de 3a destileria de San Lorenzo, asg
guran el abastecimiento de la fábrica en lo que a dos ma—
terias primas esenciales se refiere.f) La posibilidad de utilizar el rio Paraná para
distribuir los productos, permitiría enviarlos a grandes
distancias a un flete más bajo que todos los demás medios
de transporte pudieran ofrecer.
g) Siendo necesario prever espacio para ampliacio
nes futuras, el terreno a comprar debe tener por lo menos
dos a tres hectáreas, lo cual en la zona del Gran Buenos
Aires significa inmovilizar un gran capital.
Edificación
El edificio de la fábrica (ver planos N9 2 y HQ3)
debe su aspecto a que se tomaron en cuenta las siguientesdirectivas:
l) Máximoaprovechamiento del espacio disponible por
la adaptación del edificio al equipo de 1a fábrica.
2) Máximaeconomia en la construcción mediante la
edificación “Monobloc”.
3) Para mejorar las condiciones de trabajo se man
tienen despejadas las paredes de la sección del
horno y máquina automática, a fin de asegurar el
- 60 _
libre acceso de mire.
4) Posibilidad de anpliaciones ulteriores del edif;cio.
5) Supervisión del trabajo mediante una disposición
especial de los techos en la parte intermedia
del edificio (ver planos NQ6 y H9 8).
Empezandoel proceso de fabricación en la
"Composiciód‘ y terminando
describirán las diferentes partes del
orden (Ver plano NQ2).
Sección "ngposiciónP
¿sta ubicada de tal manera, que
miento a las condiciones NQ3 v NQ4. Al ampliar la
ca lateralmente, la ventilación ya no
siempre quedará una pared para acceso
disposición indicada en el plano.
sección
en la sección "¿xpediciófi' seedificio en este
permita dar cumpli
fábriserá tan buena,pero
de aire, usando la
El edificio se propone hacer con pilares de hormi
gón con un anillo del mismomaterial en la parte superior
e inferior, para permitir el almacenaje de materias
mas de alto peso especifico (feldespato: 2,55 g/ch;
6303:4312: 2,5 g/cm3; CC=3Ca: 2,68 g/cm3). Se divide
riormente en varios casilleros separados en los dos
pri
inteejes
del edificio por corredores de carga y descarga, dejándo
se libre un casillero pa"u la ubicación de la mezcladora
bajo el nivel 0,00) y la: balanzas.Las dimensiones del edificio y de los casilleros se
han calculado con miras de almacenar las materias primas,
con excea(ión de la arena y del vidrio roto, necesarias
para alimentar el horno durante 100 dias. Se propone alma
cenar la arena al aire libre, mediante un muro dc conten
ción, que arranca del edificio de la Composición(ver pr¿
¿o Á! 6) y un piso de hormigón levemente inclinado para
que puede escurrirse el agua de lluvia. La arena se lleva
ria al interior del edificio para su mezcla con las otras
materias primas mediante una cinta transportadora, haciég
dola pasar por un tamiz vibratorio, para “liminar cuerpo;extraños.
Las materias primas se emplearán en la siguiente
proporción:
Arena 1.000,00 Kg
Feldespato 157,60 “
Carbonato de calcio 223,60 "
Carbonato de sodio 388,QQ:L_.
1.769,50 Kg
La producción es aproximadamente de 20,5 Ton. de
vidrio en 24 horas. En 100 dias serán 2050 Ton. La pér

dida de peso que exper1m>1ta la "composición" (mezcla de
materias primas sin el vifirio roto que se agrega para fan
cilitar la fusión) al transformarse en vidrio es del 16 %aproximadamentee
La pérdidu será l 739,5 Kg x 16/100 = 283,12 Hg
l 769,5 Kg + 283,12 Kg = l 486,38 Kg de vidrio
U: C) 2) grosa a la composición 142,50 Kg de vidrio roto, lue
Cngo se obtiene de una mezcla de 2 212 K3: (l 769,5 + ¿12:
1 ¿86,38 Kg de Vidrio + 442,5 Kg de vidrio n
= l 928,88 Kg de vidrio
1 928,88 Kg de vidrio —---- 2 212 Kg de mezcla
20 490,00 Kg de vidrio ——---x = 20 490 x__21 928,88
x = 23,497 Ton de mezcla por dia
Para l“b dias se necesita 2 349,7 Ton de mezcla o sea un
toünl de arroximadamente 2 350 Ton
3,212 Ion de mezcla ---- l Jon de arena
Ton'de mezcla ---- x = ¿233%57 = l OGZ’ZÓIon de’ arenaN Si”. (D “w N
2,212 Ton de mezcla ---- 0,1576 Ton de feldespato
S 3Q9,7 Ton de mezcla ---- X
v= fl 5 — a' 2"“A 3—eígagïgïg4l—29 - 157,41 Ton de foldespauo
2,212 Ton de mezcla —--- 0,2236 Ton de carbonato
v 2 349,7 Ton de mezcla -u-- x de calcio
9 oa o ñ . . .. x = :uH*9Z ¿7842339 = 237,520 Ton de carbonaso de calc1or J’ "
¡,212 Ton dc mezcla ---- 0,3883 Ton de carbonato
2 349,7 Bon de mezcla -—-- x de sodio
x = 2.222¿25Ï594;Q&3 = ¿12,460 Ton de carbonato de sodir:2,
are una producción de lCC dias se necesita:
Arena l 062,25 Ton
Feldespato 167,21 "
Carbonato de calcio 237,52 “
Carbonato de sodio 412,16 "
l 879,62 Ton y
' Vidrio roto ___gzg og__1_
2 349,70 Ton de mezcla
Pesos especificos:
' Arena 1,5 g/cmS
- Feldespato 2,53 —2,58 g/cm3Carbonato de calcio 2,68 g/cm3
Carbonato de sodio 2,50 g/cm3
Volúmenes: Arena 1 062,25 Ton : 1,5 g/cm3‘É'7O8,167 m3
Feldospato 167,41 Ton z 2,55 g/cm3'3 65,651 m3
_ 64
v . .. 'J ,.Cars3.de calc1o 23 ¿52. Ton : 2,68 g/cm" 286,527 m3
I, Carb.de sodio 412,46 Ton : 2,5 g/cm3 = 152,919.4 .2..
. r‘ '7‘ Moldaen tota (menos arena) = _É¿2¿ÉÉQ_Q:_V
Apilando las bolsas según el perfil de las paredes
divisorias de los casilleros, (ver plano 39 8), la capaci
dad máxima de la sección "Composició¿“ es:
4 casilleros de z 4,60 m x 5,70 m de base
volumen z 74,30 m9 297,2C Ad
3 casilleros de : ¿,60 m . 4,06 m de base
volumen : 52,20 m3 156,60 m3
7 casilleros disponibles z yolúmen toggl: .;gqg¿ggmgïI
.5n un cnsillero grande se pondrá arena, para que ésta pie;
da al máximo de humedad posible.
fisciósLï'J'ï. rn Lánainaw"
_ ¿n esta sección se propone el empleo de un esqueleto
de hormigón, para poder realizar la condición NQ3. Las pgI
redes en realidad no existen, pues comose puede ver en
los olanos HQ4, 5 y 6, tenemos de ambos lados solamente
ventanas y entradas de aire. El acceso de aire se podrá re
gular según la estación, abriendo más o menos las hojas p;
voteantes. Por la corriente ascendente provocada ;or el cg

lor del horno y que pasa r1 exterior por la abertura en
el techo, se producirá una circulación permanente de ai
re, muynecesaria para mejorar en lo p051ole las condicig
nes de trabajo alreiedor del horno y ¿e la máquina auto‘ética.
De los dos tipos de máquina (a succión o a feeder)
se elige el último, pues permite la ubicación de la misma
en el nivel cero, siendo en corsecuenoi: el edificio lo
más bajo posible. Usando una máquina a succión, seria ne
cesario elevar la máquinay el arcua a la alcur: del ni1iso ce cemento armado 'a.vel del vidrio en el horno. 31 en
'U
¿rie q‘e ser muyreforzeñc 7 r el elevado peso de la insa
'alación. En cambio se renaría muchoesoeeio, aprovechan”u:(-1
do el piso inferior para depósitos, taller, etc, y seráposible hacer el edificio más estrecho. Sin embargose 5g
qiere la solución anterior, porqué la seg nda aumentaría
muchola altura de los muros, elevaria el costo de la
construcción e imposihilitaría realizar la condición NQ5.
fi_cción “Duchas, Baños z Vesfiggglgg
Reseonie en sus medidas a las normas DIE y está ca;
culada para dar cabida a 100 hombres.
La “Enfermeria” contigua al vestuario (Vür pleno NQ
2) puede parecer alejada del lugar donde con más frecuen

cia se pueden producir aazidentes, o sea c1 taller, pero
el ruido y la vibración cerca del mismo (máquina Lynch,
sumamenteruidosa por el escaoe del aire comprimido, com
presores, grupo electrógeno etc.), harían muydificil laatención Tel herido.
La lCocina" y el "Comedor"están calculados para el
personsl de un turno.
.áccción del "Archa"
Tiene solamente la función de proteger el archa de
la intemperie y su altura es la necesaria para permitir
instalar sobre la parte más alta del archa, o sea el freg
te, el enfornador automático (Stacker). Bu techo sirve cg
¿o pasarela para unir el piso de la "Adrinistración" (ver
plano H9 6), con la sección “Horno” y "Máquina", con las
entajas que se detallarán más adelante.
ggcción "Taller v S_la de Cogngesores“
¿si comola Soldadura, el Almacén y Depósito, y la
Ebanisteria están agrupados por ser secciones afines y e_
ts: todas bajo la supervisión del jefe del taller.La saliente de edificio es necesaria para dar cabi
da al grupo electrógeno, sin reducir demasiado el espacio
en el taller, cuya maquinaria puede parecer excesiva. Sin
embargo, esto se justifica: la producción de botellas es
b‘
de 25 a 30.000 unidades r 24 horas, en condiciones nor
i-Jales. Cada cliente necesita varios juegos de moldee pues
estos sufren un rápido desgaste, siendo necesario rectificarlos y pulirlos muya menudo. La fabricación de estos
moldes y ru marfeniniento resultarian muycostosos fuera
del taller de la fábrica, sin contar el factor tiempo. Eltaller debe estar equipado para hacer frente a cualquier
emergencia, porque si la producción se interrumpe, el flu
jo de vidrio debe seguir comosi la máquina funcionara,
para no “desequilibrar” el horno, o sea provocar la falta
de homogeneidaden el vidrio. Si la interrupción se haria
demasiado larga, seria necesario sangrar el horno, (6Cqtoneladas de vidrio perdido) y apagarlo -uego. Para caleg
tarlo otra vez a 150C 9C, se necesitan 2i dias, o sea que
la fábrica debe tener los elementos necesarios para repa
rar las averias en la máquinao cualquier otro artefacto
mecánico, a la mayor brevedad posible.
El grupo electrógeno ha sido proyectado con el mis
mocriterio, o sea mantener ininterrumpidamente la produg
ción, hasta terminar una "campaña", es decir hasta que
sea necesario reparar el horno (después de 24 a 26 meses
generalmente).
El cuarto de soldadura se hizo aparte, para no mo

lestar los operarios del "aller con el vivo resplandor.
La ebanistería es uxcesaria para hacer los modelos
O..e madera para las piezas de fundición.
Sección “Expediciód:
Las dimer iones de la "Expedición" no se han pre
visto con miras a almacenar la producción de semanas o mg
ses, pues por la altura a la cual se apilan generalmente
las botellas sueltas o en cajones (1,80 m) sería necesa
rio un edificio de gran superficie. Noes necesario ade
más, porque los stocks que pueden acumularse pueden deja;
se sin inconvenientes a la intemperie.
Se realizan en est; sección las operaciones siguiegtes; seleccionado de las botellas (deseabando las defec
tuosas, que vuelven a fundirse en el horno) y encajonado
(en los esqueletos provistos por el cliente) para el des
pacho inmediato por la plataforma (o rampa) de carga o
transporte a la playa de almacenaje.
gegcign "Oficinas"
Se ha ubicado sobre la parte terminal del edificio
(Expedición) por varias razones: (ver plano ¿Q 3).
a) Para alejarla lo más posible del ruido, del ca
lor y del polvo (inevitable cuando se usan materias pri
mas comosoda y feldespato tamizados).

- 59 m
b) Para facilitar acceso casi simultáneo a todas
las secciones más importantes de la fábrica al recorrer
el techo que cubre el archa (ver plano NQ6 y H9 8). En
contados momentosel director de la fábrica podrá obser
var el tr¿bajo Jn la máquina, en el taller, en el horno
etc. (ver plano HQ7). El jefe de personal podrá llenar
sus planillas de asistencia sin tener que recorrer toda
la fábrica, y todo este será factible sin interrumpir latarea de los obreros ni distraer su atención.
El acceso se efectúa por dos escaleras, una hacia
el exterior y la otra hacia el taller (ver plano E98).
an la base de la escalera que lleva a la “Sntrada”, se
ha ubicado una pequeña Portería, donde s ha instalado
la Central Telefónica, por cuya ventana se pueden efec
tuar los pagos y vigilar el tránsito de camiones.
Las oficinas y dependencias en el piso superior es
tán previstas para dar comodidadesal personal técnico y
administrativo necesario para una fábrica de estas dimensiones.
11.1112
El horno de fusión es un horno de revarbero de tipo
Siemezs-Martin o sea regenerativo. Se prefiere generalmeg
te este sistema, pese a su mayor complicación, por las ¡Q

-70
sitivas ventajas que ofrece frente al sistema recuperativo o continuo.
El sistema recuperativo no necesita válvula de inversión e intercambia de manera continua el calor entre
los humosde combustión y el aire secundario que circula
por tubos de material refractario. Las desventajas son
las siguientes: l) Para obtener un buen intercambio de ca
lor, las paredes de los tubos deben ser delgadas; lo que
puede provocar roturas y limita las dimensiones del recu
perador (generalmeite vertical) en las juntas de los tu
bos para el aire, por la dilatación despareja de las difgrentes secciones.
2) Por el arrastre de material pul ‘rulento de las
materias primas y los numerosos cambios de dirección de
los humosen el recuperador, las secciones de los conduc
tos disminuyen y el rendimiento también. Puede llegar a
taparse completamene, lo cual implicaría la necesidad de
apagar el horno, pues los canales de humos no son accesibles desde el exterior.
El inconveniente del arrastre de polvo y la consi
guiente disminución de rendimiento se presenta también en
el sistema regenerativo, pero los efectos son menores,
pues los humos no recorren un trayecto tan c mplidado y
el polvo se reparte en d : cámaras. Las cámaras no pueden
llegar a taparse, a menosde derrumbarse el “empilaje”.
Existen dos soluciones para anular los inconvenientes de
rivados del arrastre del polvo:
a) lsar ladrillos especiales en el empilaje en for
ma de carretel, que por falta de superficies planas no
pueden acumular polvo.
b) Usar las materias primas aglomeradas en briqucn
3) Nopermite la utilización de gas de agua (o de
aire) comocombustible, por tener una sola cámara para igtercambio de calor.
Los regeneradores están situados 6‘ otra manera que
en el horno Siemens-Martin, pues para pequeños tonelajes
es suficiente un quemadorpara mantener la temperatura ng
cesaria y este debe abarcar con su llama la mayor superfi
cie posible. Esto se consigue empleandola llama en “he
rradura” y es el motivo hara la disposición de las cáma
ras en la parte posterior del horno. De esta manera se ng
cesita una sola excavación y se ocupa menos espacio, ya
que las cámaras son verticales y gemelas, y no horizontales y laterales.
El horno consta de varias partes bien definidas:

l) La válvula de inversión: de tipo clásico (los de
talles constructivos figuran en el plano N9 12). Comose
usa fuel-oil y quemadores, hay una sola y se invierte a
distancia mediante un émbolo accionado por aire comprimi
do fijadc convenientemente en la pared de la excavación
para las cámaras. La admisión de aire secundario en la
parte superior de la válvula no tiene ventilador previsto,
pues el tiraje forzado hace innecesario esta instalación:
2) Las cámaras regenerativas actúan como se sabe a;
ternativaiente comocalentadores de aire secundario v en
friadores de los humos.¿n una instalación bien proyecta
da, el 48 %de las calorias que se perderían por la Ching
nea, vuelven a la cámara de combustión (i I.Bunce). A pe
sar de esto, el rendimiento del horno
calor utilizado eara_;g_ggsión _; lOGportadocalor total a
no llega al 20 %, por las grandes pérdidas por radiación
principalmente. Se puedenusar ladrillos aislantes en las
partes exteriores de las cámaras, de la cuba de fusión,
etc., para disminuir las pérdidas; pero la aislación nodebe ser demasiadoeficaz, por no resistir el material.An . anemás en Ciertos lugares, como se verá luego, es necesa
rio enfriar la pared exterior, para aumentar la duración
_ 73
de los bloques refractarios. (En 3.E.U.U. se construyen
actualmente los hornos cc; bóvedas aisladas, empleando l¿
¿711103 de sílice “Star H-4441"arecubiertas de un cemento
esgecial. Se obtiene una notable economía de combustible.
Tienen sia embargoLa desventaja del alto costo adquisit;
vo y de la poca duración.
Las cámaras contienen un "empilaje" de ladrillos si
liceos (o 3102 más SiC que es buen transmisor te calor).
que son calentadcs por los gases de comJustión. Los enp1«
lajes siliceos no se pueden usar con vidrios muyalcali
uos, pues los humos arrastran mucho polvo de la composi
ción y éstos reaccionan luego con la sílice. Por este pol
vo que se deposita cuando no reacciona, 'isminuye la efin
caci: de los regeneradores,como se mencionó anteriormente.La comunicación coa la cámara de combustión se hace
mediante sendos canales (voladores), debajo de los cualess‘(3 en el mismo eje) se encuentran los dos quemadores de
fuel-oil, que funcionan alternativamente, de acuerdo conla posición de la álvula de la inversión.
3) La cuba (tank) está dividida en dos secciones:
cuba de fusión y cuba de trabajo, senaradns por una gared
hueca, el puente en comunicación mediante un pequeño tu
nel, situado en el nivel del piso común.Los materiales
u 74
usados son bloques de gTÍJÓES dimensiones, co Jucstcs de,
arcilla refractaria (fire-Clay), mezcladacon ¿lveruapropovciones de alúmina según el lugar donde se ubican.
Hoy zonas de la cuba donde el ataque de los bloquos se
sinctúa o) soliuenta por disolución de los constituyentes
más solubles, formándose unn capa (d, siliCatos aluminov
son), ¿us a su ve: se disuelve en el vidrio, chnodo una
nuev: su erficie expuesta al ataque, sino :aubien por vio
Jenco ataque quimico (en e] dognhouse los bloques puc:r‘
euty;v en contacto con Ja209 fundido) o Por ¿emperauura
muyalta con vidrio fundido en continuo movimiento: su el
nifón del puente, el vidrio fluye en los
tre os dos cubas a más de 140090. En es es lugares se og
glean bloques de alto contenido te alúmie: y sin ninguna
porosidnfl practicamente: Bloques Corhart, de Mulita funui
(Fit. .
Comola superficie de ln masa en fusi(o es 1a más
Calienta, al entrar cn contacto con las paredes, ;roduce
mayor corrosión que en las casas inferiores. Por asta eau
su ï por las corrientes de convección que maitieuei cons
tante :an el vidrio en movimiento, los bloques de la cu
ba sufran una continua disminución del espesor (más o ne
nos 5 mmpor mes) y esto hace necesario el enfriamiento
o “ventil:ción" (ver plot» NQ14 y JE 15) con la cugl se
traia de aumentar la ducución de los blo nos, srlidiiicag
¿o el vidrio sobre su su;erïicie intericv, Jara evitar ladisolución progvesivn. Es taebién una Jofliia ne seguriuao.
puñs si e; proince ¿na rotura, el vidrio digno evitaría
accidentes al solidificarse, obturanóola abertura. Ávi
dr¿¿>«ente, la eficacia de este sistema se hará sent“:
,3i4n des ués de funcionar el horno varios cases, jor lo
cual no sioavre se emplea en el principio de la "campafa‘.La caracteristica sobresaliente de los hornes de vi
nzlo aoáeruos, la separación de la cuba en dos partes,
tiene cono es sabido, la finalidad de retener el vidrio
en la cuba de fusión pa=u la operación dcl "afiuaje", o
¿oa el desprendimiento de los gases de la masa fundida.
el vidrio que posa por la cuba de trabajo ya ost; en" lo
uh¿to eu condiciones de ser transformado en botellas.
d) Las paredes del horno y la bóveda, no estando en
contacto con el vidrio, se hacen con ladrillos de sílice.
Estos ladrillos se fabrica; con rocas de cu rcita triturgae y aglomerada con 9 Á de cal aproximadaraute. Durante
lo cochura, el cuarzo se trauqforma en cristobalit“ y tni
dinita, completándose este proceso durante su en leo en
el horno de fusión. Las propiedades principales del mate
rial es su gran resistencia a la compresión a alt¿s tempg
ruturas y su pequeña dilatación, por lo cual lo bóveda y
Las ¿arañas permanecen hmrmétioas, lo cual es aucosario
7a" pérdidas aún mayores de calor. Para anular
los efectos de íiIAtación, se hace necesario En pruvisión
¿e juntas en dthïsos lugares.Conoestas partos del horno sufren solameiia la ac
ción del calor (la COIrosión por ataque químico cs mucho
mo*or) ¡ueden usarse dur'ïto varias campañas, a diferen
cia re material de la cuba. Tambiéq puede suceda? que
por causas accidentales sea necesario reponer parte de la
bóveda sin que las paredes hayan sufrido dano o vice«ver—
se.
La necesidad de reparar las secciones difere‘tos
del horno sin tenor que desarmarlo complatanmte cada Vez,
hizo necesaria la construcción en tres niveles independiegSa
a) La cuba, reposando directame'me sobre los hierros
y los pilares.
b) Las varados apoyadas sobre las columnas del ¿ran
món motfilico.
c) La bóveda fijada encima de las haredes, sobre la
¿arte superior de las columnas del armazón metálico.

- 77
Por lo taito el ho no necesita un armazón wetfilico
ue no solunent (D mantiene los bloques de la cuba en su
Olugar, vonciend la presión del vidrio família, siao que
t¿1bién sirve de sostén a la superestructura para facili
tar las reparaciones. Jecesitn un cuidado especial al ca
lentar el horno por primera vez, pues se deïcn aflojuv
las tuürcas de los tirantes que unen las ccluoïvs, u meqi
de q e el material re'ractario se dilatg. Far; ¿vita? rug
turns, se usan arandelas de plomo que se aylastaa.
El horno se calienta mediante dos quem dores de
¿uni oil, quo funcionan alternativamente. ¿1 aire que se
inyecta en el quemadorpara pulverizar al fuel*oil, (aire
primario) se reduce de tal manera, que se obtiene una llg
na larga y luminosa, 'ues ésta calienta mejor le bÓVedav
11 sufierfiuie de ln carga, por su mayor vadiucióü. Se ob
tiene una mayorpenutrácíóï del calor, pues el vidrio fugdido es transparente al iiïrarojo (Trinks).
El aire secundario, precalentafio, entra por el volg
dor a la cámara de combustión y se mezcla con los gases
combustibles. La llama es desviada al final de la cuba de
Sus ón por el tiraje y el baffle sobre el puente. De esta'\s¿3 in:7.\’manera se obtiene la llama en herradura y los
candesceites circulan sobre toda la superficie en fusión.

9 78 n
En realidad, el how o para fundi“ vidrio no es un
horno de reverbero, pues La pérdida de color por conducti
viüad en la bóveda, impide que su superficie interna al
ca ce una temperatura muy superior a la masa fundida. Adg
más, al uwar lu llama luminosa, ésta es opaca a la vadia
cio; infrawroja de la bÓVQda.
La temperatura en el horno y en los regenor;601os
se miden y se registran automáticamente, con Carmocuplas
ie platino-rhodio,,probe¿idas por tubos de porcelana de
nulit . Jo estando en contacto directo con el calor, hay
una lifercncia con la te poratura real en el horno. Esta
eroncia se detarmina “aiaauue pirómetros ópticos.
5) Él'Weeder o alinennador lleva al viario fundido
la Aáquina autom tica, y está suspexd do por un armazón
metálico inde,endiente (ver glano N916).
Está constituido por piezas de materiïl refractario
3a forna de U, que forman una canaleta cubierta aq la pa;
te superior y con agujeros en varios lugares, nora la
adaptación de quemadores, necesarios para mantenay el vifdvio fluido en todo el recorrido.
su la cabeza del feeder está ubicaeo un (is ositivo
automático que consiste esencialmente en una “aquja” de
material yefractario, que trabaja sobre un agujero y cuyo
- 79 _
ritmo de trabajo está si: rcnizadc con él Se l; máquina,
mediaúte uma caja de excéntricos,que distribuye e1 aire
comprimido. La gota de vidrio debe tener siznjrc el mismo
yeso y es cortada en el momentopreciso por tijeras situa
das debajo del reedcr y también sincronizadas. Uae libre
man;c la gota dentro del aolde situado en la mismaverti
cal, J.2gdo lue¿o sometida a los diversos procesos de fabricacion.
31 feeder está revestido exteriormeate coa ladriu
llos aislantes para disminuir en lo posible las perdidas
de calor. Alrededor del feeder y de 1a rayor parte del
horno, se extielde una plataforma elevada, que facilita
a“ acceso (ver plano HQ13).
ciég_gng_;qt': 2’ Ton. de vidrio verde, ambgr,
semiblanco o blazco / 21 horas
Q: 1 Feeder con l máquina Lynch X
o) gana ¿o iggüug: Superficie 31 m2
Profundidad z 0,915 m
Volóncn = ?l m3
Peso dci vidrio = EL Ton
Cap.de fusión prevista = 1,1 inform/¡11‘j

_ ao
.. ‘ , , od) Cuba de traba o: bun'?¿1oie z fl d m“-- .. . .._.-_...._....... ¿ ’
Pro unúidad a 0,915 m
Volúmen = 3,92 m3
Peso del vidrio 9 9 Ton.7
e) gontqgido total ¿el Horno:
50 Ton + 9,2 Ton = 59,2 Ton.
l-5." V 0.23. .m.i_l.í_me;t2._..21_ altura de vidrio ropro.cnfigi
65 Kg. de vidrio
CW V EL QLQSLQQ‘JÉÁLQLS=
Superficie de fusión: ¿Lperf.0uba de trabajo z 1 : 0,137
Superficie de fusión: Superf.total del norno = O,fl1 z 1
h) Eganfig: Con l pasajv ¿,30 m . 0,30 m
Sección del pasaje a 906 cm?
¿fluencia de vidrio en 2} horas9 . . .
por cm“ ool LasaJe del puente = 28 ng.
Velocidad en el masaje 1 1 mm/seg
i) álfiüfigg_figfigñgfig¿flHonoriel aéreo con tolva móvil
k) Qggnggqggg:Sisteüa de llama: tipo herradura
Sección de cada volador 0,33 m3
l quemador “Hauck” de alta presión
(Aire comprimido 2 atm.) por volador
-——-—-——- -‘...1) V..<3.,LQC_1_d¿dcalculada de 1-1qu ¿al entre;
en el volador .= 17,1 m/seg
-81
m) ïelgglggg calculada dd: giggusecup‘eï\--ou——n—--—-- gu- _ .- .- —_—-— o -. -_ p-‘v
en el volador = 8,3 m/seq
n) lglgció. á_; a:
Jección de un volador: superficie de fusion
24€ ch/l m¿ sup. fus.
O V _Qomogqtiple: Fuel-oil de 10.000 cal./Kg
Consumoprevisüo por 21 horas = 6,5 Ton.
" por l Kg de vidrio = 260 gr.. -. 9'Caudal de alre con 20 p exceso z l H“/Sefi
" “ humos = 1,08 mÜ/Seg P 09 3
p) ¿egqngnggigg (Danos sobre las cámaras de aire)
ños cáaaras de aire
Volúmen útil de cada cámara 41,5 m3
Fúmorode ladrillos por cámara = 59*0
Peso total de ladrillos por cámara = THToa.
Tamañode los ladrillos: 22,86 cm . 11,43 cm . 5.35 cm.
Superficie de cnlentaniünto de una cámara = 51€ m3
Altura de empilaje = 6,00 m
Ancho del empilaje = 1,65 m
Largo del empilaje = 4,18 m
q) ¿1.6.1.9.c._i_ó.:1.-bá5.i.9.a_d_e. .las._.qá.ma..12.a.s=
finsexiïigiags. "G.3.-92mnatazuggggn small-3.16:= ggSuperficie de fusión l
Zn V
Un equipo y un auxiliar para el puente
PotencLa del equipo
Caudal
Lresióa
Potencia del auxiliar
Caudal
Presión
Caudal
Prasión
u) Shiniaqa.figl_hoaag=Altura
Diámetro
v) ¿atgnágius=
BIOQUGSrefr.p.]a cuba = 5 Ton. = mBn
Corhnrt y Silimpnita = 2C " = "sílice :120 u u
Avfractario 30 - 35 %
A1203 ï}80 “ = F“
365 Ton. mfin
= 14,; HP_ Ó .
= sao mU/mln.
- 150 mm C.d.A.
s ¿,0 HP
= 10€ 1113/¡nin .
= 150 mm C.d.A.
350 m3/mín.¡i
= ÏmflCodoá‘ï.
= ’C'O M.
'-_- C; l".l
100.00C
190.0LO
.-JfiQéÉ&.670.0b0

_ 83
Eransporte 365 Ton. = mfin 670.000
Ladrillos aislantes = 20 " = " 5C.000
¿vmazón metálica = 8C " — “ 180.000.-.—.......__——_— . ou... u...“ . -.--.o
¿15 Ton. = mSn 900.LUC
laguimriia
wE-¿icu-Li: a" .L3/_2.1_C.13_?S
Js una de las máouiiis automáticas para vidrio hur
co de boca estrecha o aacha, de mayor uso on Europa y Alá
rica. Ss de frocedencía norteamericaña, pero se fabrica
con licencia en varios paises europeos. ds accionada por
aire comprimido, aunque también hay modelos con motores
eléctricos. Consta de ¿os mesas giratorias sincronizadas
catre si. En la primer mesa se encuentran los sois moldes
de ¡“rison (blank-moulds) y en la segunda, los seis mol
des terminadores (finisher moulds).
La gota de vidrio cae en cl molde (inverti o), co
rresponfiioite de la primer mesa, es aspirida y soplnd
simultáneamente, formándose asi el parisoa, cuya propieu
dad sobresaliente, es la de tener la “corona” o pario te?
uinal superior, tal comoaparece en la botella tcvmingda.
Jn la posición siguiente, ol molde se invierte de nuevo y
después de girar 1809 (a partir de la vertical de caida

de la -ota), pasa a la segunda mesa, donde el parison es
soplado, adoptando la forma de la botella. El "take-out"
saca Juego las botellas de los moldes abiertos y los co
a) “a máquina picadora, que se utiliza jara termi
nar el ruido de las botellas de “picada :lta", comoes el
caso ïnra los de ctnmpagne o sidra.
goteb) El transportador rápido cuando su fabrican
1143 cuyo fondo no requiere un tratamiento ulterior sl r¿¡VJ
cibido en la máquina, o sea el enfriamientn con agua pul
vwrizada. (botellas de vino o cerveza).
(Ver plano N9 17)
Al llegar al aroha u horno de recccido, las bote
lias pasan a un transportador lento y luego al interior
del horno, como se verá con más detalle más alelante.
Los goldes de la máquina, de fundición, son intensamente ventilados exterior e interiormente para cue no se
calienten demasiado, pues el vidrio se pegarle a las parep.des. Tampocono deben ser demasiado frios, para no solid
ficar al vidrio prematuramente, con todos los inconvenien
tes subsiguientes (tensión, mala repartición del vidrio,9to.). Es un trabajo bastante engorroso y complicado, el
de proyectar una buena ventilación para esta máquina y

-85
generalmeite hay que hac“? modificaciones, uespués Ge ha
berla probado. ¿l aire es aspirado desde el exterior ne
finute un ventilador, accionado por un motor eléct;ico de
35,1 HP, y es llevado sobre la máquina por un conducto de
gra: sección, que termina en un distribuido: circular de
donde salen las cañerías que llevan el aire a los moldes.
(Ver plano NQ 18).
Se protejen también interiormente los uoldes pulve
rizuado aceite con aire comprimido, o untándolos con un?
szspensión de grafito en aceite.1Para obtener botellas de buena caliñan se necesita
|un control estricto de la temperatura (en lu caoeza del
feeder sobre todo), pués de la viscosidad del vidrio depende el tamaño de la aota y la posibilidad de trabajar
1d con aire comprimido.
Debajo del feeder se ubica un tanque con circula
ción permaneite de agua, con 5 a lO m3 de capacidad, al
cual Se desvía el ChOÏTOintermitente de vidrio (median
te una canaleta de hierro enfriada con agua), cuando se
produce unn interrupcifu en la marcha de la máquina, por
cambio de moldes o causwc im revistas.
Q
Las dimensiones dt La pileta del feeder no sc pueden
Cn euln: ei baso al calor especifico del vidrio a la tema;
r tura de fusión por varias razones:
a) El vidrio es muy mal conductor del calor, y si no
áresenta una super ieie muygrande al liquido enfriador,
(agua), permaneceal rojo.
b) La duración de los paros de la máquiúfi 5 n cortos
en condiciones normales, (cambios de moldes) y cuando son
largos, se saca el vidrio a medida que cae, para evitar al
calentamiento excesivo del agua.
Por lo tanto, para dar las dimensiones e este arte
facto hnv que emplear datos empíricos.
QAEM‘JQSQIS'JJICASDu)LA IMQUIHA
Máquina de seis moldes.
'gses de artículcs de viario: botellas de boca engoste,r
semi-ancha y ancha y frascos
Capacidad: de 14 gr a lSli gr inclusive
Producción; de 18 piezas por minuto a l? piezas por ainuto
La producción depende enteramente del poso y tamaño del e;
tículo que se fabrica, de la naturaleza del vi rio y deotras condiciones de la fábrica.
17El modelo n es un tipo de máquina alimentada a gota y usa
da con un alimentador o Teeder automático
Personal requerido: un m;quinista
Aire comprimido: 5,60 m3/min de aire libre a 2,81 atm de
presión en la válvula de admisión de la
máquina
Aire de refrigeración: un minimo de 339,6 m3/min de aire
libre a 20,3 cm de presión medido en cg
lumna de agua, en nn tubo U, en la vá}
vula de admisión de la máquina.
Requiere una bomba de vacio con un minimo de 3,54 m3/min
de desplazamiento de pistón, calculado
a 8970 m/m c.d.a Vac. = 86,8 % Vacio.
Peso neto: 6,35 T Peso barto: 7,26 T
Ergnsportadgr rápido
Accionado por un motor eléctrico (l HP es suficien
te) eon variador de velocidad. La velocidad debe ser más
o menos 35 m/min., según el ritmo de la máquina. En ambos
extremos un vástago solidario de un émbolo pneumático em
pujan las botellas de la plataforma de recepción sobre la
cinta del transportador rápido y del transportador lento,frente al archa. Estos émbolos son sincronizados con la
máquina mediante la caja de excéntricos y la velocidad
del transportador se ajusta con el variador de velocidad,

de manera que el transpC?tador lento desplace la botella
llegada anteriormente lc bastante, para que la próxima no
la toque.
Transportador lggtg
Sitdado frente al archa en ángulo recto con el
transportador rápido, (siempre que sea posible pues es la
posición más conveniente), desplaza las botellas que trae
el transportador rápido, según el ancho del archa. Es urt
cionado por un motor eléctrico provisto de un reductor
Para ajustar la velocidad, no es posible usar aqui un va
riador, pues a bajas r.p.m., estos aparatos no son efica
ces. Se instala por lo tanto una caja de velocidad simpl;
ficada, con una serie de piñones unidos von una cadena,
que se pasa de uno a otro par, según la velocidad deseada.
Enfggnador automático {Stgckggl
Dispositivo pneumático instalado sobre el archa,
que consiste en dos émbolos, que trabajan en ángulo rec
to: el primero, fijo sobre el archa, muevehorizontalmen
te un carro (guiado por dos rieles), sobre el cual está
fijado el segundo émbolo, que trabaja verticalmente. En
la posición inicial, un “rastrilld' solidario del émbolovertical, se encuentra detrás de las botellas que trae el

- 89
transportador lento. Al legar al final del recorrido so
bre el transportador lento de la primera botella, abre
una válvula, y toda la fila es empujadadentro del archa
(por el movimiento horizontal del émbolo NQl), al llegar
al final Ce su carrñra, se abre otra válvula que levanta
el “rastrillon encimade las botellas (para no tumbar las
que han llegado mientras tanto al transportador lento) y
luego, repitiendo otra vez estos dos movimientos en seLFi
do inverso, vuelve a su posición inicial. La marcha de es
te dispositivo se puede regular también con la caja de e;
céntricos, pero es más fácil hacerlo mediante las botellas directamente. Asi no es necesario pararlo cuando se
interrumpe por alguna causa la llegada da las botellas.¡memeremmmumugen
El archa es esencialmente un transportador lento de
grandes dimensiones, que pasa por un túnel calentado ind;
rectamente en la mayor parte de su recorrido. La cinta
transportadora es un tejido metálico que debe resistir la
acción de la temperatura relativamente alta, sin sufrirdeterioros. Se muevesobre cilindros metálicos. El calen
tamiento se hace por medio de muflas, siendo los humos
eliminados por ocho diferentes puntos, sin entrar en con
tacto en ningún momentocon las botellas. Esto contribuye
-90
a aumentar la pureza del Vidrio, evitando contaminaciones,
e impide la aparición de corrientes de aire dentro del a:cha.
Se puede dividir el archa en tres zonas:
a) La zona de recocido propiamente dicha, a la cabg
za. del horno. La temperatura en esta zona debe ser más o
menos en 20 0C inferior al punto de ablandamiento del vi
drio (560 QC,valor promedio). Esta temperatura es en tros
5 QCmás baja que la de la salida de la botella del molde
terminador. La temperatura de recocido para la mayoria de
los vidrios varia entre 425 9C y 600 9C. Se puede definir
también comola temperatura a 1a cual le viscosidad del
vidrio es igual a 4 x 1014 poises.
La botella, por el enfriamiento brusco al salir de
la máquina, llega templada al archa y por esto se la lle
va nuevamentea la temperatura original o sea la del intg
rior de los moldes de la máquina.
Es una buena práctica, requemar la parte superior
de las botellas antes de que estas pasen al interior del
archa, disponiendo un quemadorde gas-oil en el recorrido
del transportador lento.
b) La zona de enfriamiento lento, en la cual se cv;
ta todo nuevo temple, vigilando el descenso paulatino de
la temperatura hasta 150 ’C - 100 QC. Para el control de
temperaturas se instalan tn esta zona y la anterior una
serie de pirómetros (hierro-constantan).
c) Zona de enfriamiento rápido: comopor debajo de
la temperatura «e t mple, éste no puede producirse más,
se enfría rápidamente en esta zona, pero con los cuida
dos necesarios para evitar rupturas.Se calienta el archa mediante cuatro mecheros dc
llama corta, alimentados a gas-oil, situados en la cabe.za del mismo.
Se determinan las temperaturas de comienzo de fu
sión, temple y la temperatura de final de recocido (va
riables para cada clase de vidrio) con e; dilatómetro de
Chevenaud. Sin embargo, la única manera práctica de aseq
gurarse si el recocido ha sido eficaz y si la pieza es
homogéneaes isótropa, es su exámen con luz polarizada.Las muflas son aisladas hacia el exterior con tie
rra de infusorios y ladrillos aislantes. Los humosson
extraídos por un exhaustor accionado por un motor eléctr;
co de 2 HP. (Ver plano NQ 19 y NQ 20).
El largo total del archa (27,00 m) es calculado en
base a la producción de 1a máquina y la velocidad de des
plazamiento de la cinta transportadora, que dentro de li

(f)--tL¡
mites prefijados, es det :minada por el ritmo de la máqui
na y el diámetro de las Zttellas. Ambosfactores están en
proporción directa con la velocidad. Se ajusta esta medias
te el variador de velocidad, que se encuentra entre el mg
tor y el :educ vr dul dispositivo de accionamiento. Como
las velocidades son muy reducidas, (100 —150 mm/min.),
se puede emplear un pequeño motor de 2 HP con fuerte re
ducción (1450 : l por ejemplo).
Instalgcióg_glgctricaEste es un capitulo generalmente bastante descuida
do en la industria vidriera, porque se considera de impo;
tancia secundaria. El costo de una red, comola presenta
da en este trabajo, (ver plano No 21), e. muy elevado, R3
ro es dinero bien invertido, pues toda la fábrica es directa o indirectamente accionada por motores eléctricos y
por lo tanto la distribución de corriente no puede ni de
be interrumpirse. Por esto también se ha previsto la ins
talación de un grupo electrógeno de gran potencia (180 KW)
para que la fábrica siga funcionando normalmente, si llegara a fallar el suministro dc corriente.
La corriente circula bajo tierra (lineas principa
les ) por “cables armados “ y en las lineas secundarias,
por caños de 1/2", 3/4", l“ o más, según la sección de
los cables. Comoen Ja m ¡cria de las fábricas se propone
el empleo de corriente t :fásica de 380 V.
Entrada principal:La vcrrinrte dc la mismaes llevada con alta ten
sión hasx la uesit' de transformadores, (Ver plano NQ1)de donde salen los dos cables de alimentación con sendos
interruptores generales. Un cable está de reserva, pero
puede ser necesario conectarlo, en caso que el consumc
de corriente aumente mucho temporariamente (soldadura
electrica).Tablero principal:
Situado en el taller, (ver plano N92), bajo la vi
gilancia del electricista que atiende 97 Trupa eléctrogew
no, compresores, etc. Es un tablero de seburidad, compueg
to de cajas de fundición con tapa atornillada; se divide
er varias secciones, correspondiendo cada una a un motor,
grupo de motores o tableros, según se ve en el plano N9
21. Cada sección a su vez se componede varias cajas, que
'contienen las diversas partes que se detallan a continuaCióno
Por ejemplo, para la sección correspondiente a un
compresor tenemos: "botella", conexión, "automático"
(llave térmica para poner en marcha el motor y que se des
conecta por si sola, cueúío el amperaje sube demasiado),
fusibles (manijas de porcelana amovibles con hilo de pla
ta), caja de barras, conectadas con todo el tablero y que
traen la corriente eléctrica. Segúnel uso al cual se des
tina la sanción se tiene interruptores a manoo automáticos.
Compresores y bombas de vacio:
Tratándose de motores grandes, con escobillas, sr
tiene el arranque con reóstato en baño de aceite.
Grupo electrógeno:
íotor Diesel con alternador de 180 Kw, conectado a
un regulador de voltaje y éste al tablero, con cable ar
madode gran sección. También lleva un cable neutro a tie
rra. Se pone en marcha con aire comprimilo (en un cilin
dro ad hoc).
Siendo el motor Diesel de gran potencia, se prOpone
refri¿erarlo mediante una torre de enfriamiento de agua(exterior).
QAQACTERISTICAS DEL_Q3UPO ELECTROGQJQ
MotorDiesel de seis cilindros
HQde revoluciones por minuto: 600
Generador de 180 Kw
Largo total: 4,525 m
Peso: 13,310 Ton
Potencia del motor: 266 Ir
Consumode combustible por HP/hora:
a plena carga : 178 gr
a 5 Z d. la potencia : 193 gr
Tablero taller:
Se ubica en la entrada de la oficina del jefe de ta
ller. Distribuye mediante un cable (y sus derivaciones)
la corriente a todas las máquinas del taller. En caso dc
accidente, el jefe de taller puede con bajar el interrup
tor general del tablero parar todas las máquinas,
Bomba de agua:
Debe ser una bombade capacidad re;ativamente gran
de, pues el consumode agua por dia se estima alrededor
de 100 m3, debiéndose la mayor parte a los compresores y
al "after-cooler“. Se propone la instalación de una bomba
de 400 l/minuto de capacidad, con un motor de 8 HP. Se pg
ne en marcha el motor mediante una llave térmica.
Tablero archa:
Siendo conectado solamente a motores pequeños, (me
nos de 3 HP) es de construcción más sencilla y consta so
lamente de una caja grande con fusibles de tipo comúny
pequeñas llaves térmicas correSpondientes a cada motor.
- 94'.) ..
JStOH SO“alimentados por lineas fijadas sobre Has rare
des (en c5ños). 51 taslero se ubica de ¡agora tal, QLGel
calor :¿üísnba del arcïa lo afecta lo menosposible.
Veatilación máquina Lynch:
Con motor de J5,Ó HP. Arranque con reóst to en baño
de aceite y aut mático con llave térmica.
Conexión a máquina Lynch:
El aismo caso que para el tablero del arena. Alime¿
ta los motores que accionan la caja de excéntricos, que
distribuye el aire comprimidoo al reader, máquina Lynch,
cilindros pneumáticos, etc. y el Cilindro rotatorio quehomogeiniza al vidrio en la cabeza del feeáer.
Para no agrandar demasiado las tired iones del ta
blero principal, se ha opb¿6< por conce ar estas fires úl
tÏMwGsecciones con una T subterránea y llevarla con un
sólo cable al tablero principal,
Bombeoprimario de fuelmoil:
t-‘J n la casita de bowheoal lado del tanque de fuel
oil (VO?plano N9 1, EL Í; y JK 23), se encuentran las
dos bombasa engranajes, que llevan el fuel-oil al ;anque
de 7 toneladas al lado del horno; Para mayor seg: idad se
propone instalar un equipo doble, o sea dos bombas de en
granajes con sendos motores de 7,5 HP, con sus resgectiu
.. 9’}
Vts llaves térmicas.
Tabl; U composición:
oodlrnhe un cable firmado subterráneo obticae la cg
rrm una ¿al tablero principal para accionar el actor de
l; mezclu;or¿. ¡abismdo grua demultiplicaciáa, el arranque se hice con una llave térmica solamente.
i'ra‘olaro hor 10:
Alinzntadc por cable armado subterráueo de gran 3;;1 .'ciíz. Distribuye la corriente en las urfereqtes SeCCJOLZS
de los acUesorios del horno (ventilación, exhunsior de ng
mos, otc.). Ademásnliwiïta 31 montacarga (ver plano HQ
35) con au dispositivo inversor de marcha, interruptores
automaticos, freno, motor, etc. Cuatro 6‘ sus secciones
son dedrcadas al precalentnmiento eléctrico v DOJUGOseI.
s. \cunuario del fuel-oil. El precalantamiento se eiecïáu en
ños tambores (el grupo es por duplicado) de seis rïsistqgcias cada uno. Tres resistencias están COHJCÜLGfiScon el
automátgco del tablero y tres con otro automático a par
te, de manera que al alcanzar la temperatüpa deseada, no
se interrumpe completasente el calent'mien c, la que per
mite alcanz r Máü rápido y con mayor economía, un régimen
¿e trabajo favorable.

Wr‘ía.)
Jl fuel-oil, utilizado únicamentepara alimentar
lag dos quemadores del horno, se almacena en do; tanques
subterróx os, y“? las siguientes razones:
a) Laïor focilidu¿ de limpieza
b) {ás exactitud en la veriiicación fe las cantidaden
de fuel-oil entregadas
c) Supresión del serpanzín de vapor jara CaleJtar el
fuel-oil en invierno, por estar menos 3xpuosto bajotierra a la acción del frio
d) Permiten la carga directa por graváüad
a capacidad de los tanques se e“: 11° gara diagov
¿ur de una reserva de 15 días, pues por la pvoxïuidaí de1ln áeshiïeria (de San Lorenzo), el abasteciniunto ie
f ol-oil está asegurado.
Consumoüiario: aproxinadamente 5 600 h;
Laserv: de 15 dias: 5 600 Kg x 15 = 3'; OH:-
Densidad; aprox, 0,9
Voláxed toialz 93,3J? 3’
Volúmen corresp. a Odd} tgnque: 46,6i5 m
hadidas de los tanque: r = 1,80 m h = á m
Volúmen de cada tanque: 50,868 m3
...:..:. ...E..
Nota: biendo el_v01úmen 3 cada tanque 50,868 m3, tendrá
una CJQSCidfldsuperior a la de los mayores cami nas tan
ques. (l .000 galones = 19 ZCú l Perry).
Earl prnteger mejor los tanques de la baja tempera
tura, xv cabr€* con l n de iiorra, dejanda en axïcs una
chineucg de aoreación ?HTJ evitar que se acumulan gases a
yresión.
Junto a los tunqucs de fuelnoil se ubica la esta
ción de bombeo primario (ver planos NQl y ii 31), con“
puesta aa dos bombas de eng? naje, conectadas a los dos2'tan nes por la mismocaí: ia, mediante 1 llaves ue bres
vias. El filtro dal¿ute ¿a cada bombaunegur; la eliainu
c161 te cuerpos extraños. Según la posi ‘ón de las llevas
du tres vias, el petróleo pasará de uno u otro tanque,
por una u otra bomba, siendo impulsado hacia el tanque ig
terneáio al lado del horno. La tercera bombaestá conecig
dd 01 la parte inferior de los dos tanques y siwve para
eliminar periódicamente al agua y las otras iüpurezas que
se ¿agositan.
A1principio del conducto principal se uacudatra
unn válvula de seguridad, que lleva el fuelwoil de vuelta
al tanque, en caso de obstrui?se por aljuna causa la cafigPÍR.
- 100 —
En el recorrido eutwe los tanques subterráneos y el
League intermedio (ver plunos H9 7 y NS 25), de 7 OOOKg
fic cspacidad, se ha provirto un uisponitivo para calentar
el fuclnoil, haciéndolo pasar por un serpentin fijado exn
teriormeobe sobre la chimenea del horno, y cubierto con'I
ltu manchóa o camisa amovible, que disminuye las péruidus
do calor. (Ai terminar el bombeo, se tendrá que quitar elmanchónpara evitar carbonizaciones en el interior dc
euñer;a). El petróleo llegará entonces caliente al tanque
intermedio y se gastará menoscorriente en el precalentamiento eléctrico. Ademásse evitarán molestias cn las can
¿arias es invierno. Si a pesar de estar bajo tierra los
taigues, el fuel-oil llegara a espesarme demasíaño en in
vierno, se podrá instalar en el serpentiu un desvio que
lleva el petróleo de vuelta a los tanques por canorias
aislaJIS, calentando asi todo el contenido de los mismos.
El serpentin se tiene que poner necesariaueite en
le parte exterior de la cüimenoa, pues el ataaua por los
¿uses de combustión seria muyrápido (contenido de azufre
del fueluoil y empleo cventuul de sulfato dc sodio en vez
de carbonato de sodio con la consipuionte producción de) 1
80:) con el consiguiente peligro de incendio.El tanque intermedio (sobreelevado) recibe la cauti
- lCl u
dad de fuel-oil necesaria para alimentar los quemadores
del horno durante 24 hor¡s y dá el margen de tiempo necem
sario para el arreglo de eventuales desperfectos en las
bombaso en las cañerías. Se pueden aislar las paredes
que no eeJan o-rentadas hacia el horno para impedir elenfriamiento del conbustible.
El dispositivo de precalentamiento eléctrico, ali
mentado por el tanque intermedio, es también una instala
ción por duplicado, que mediante la correcta manipulación
de las llaves y válvulas indicadas en el esquema, permite
la circulación del fuel-oil por una u otra sección del
dispositivo. A la entrada y a 1a salida, se encuentra un
filtro de canasto para cada sección o sea cuatro en total1
para eliminar cualquier impureza remanerte. (En el esque
ma, plano No23, estos filtros se han dibujado acostados
para mayor claridad. En realidad están de pié y también
los dos tambores de precalentamiento con las resistencias
eléctricas -están superpuestos y no laterales). Se notará
que el dispositivo se encuentra en el eje del horno, cer
ca de los regeneradores, pues asi se aprovecha el calorradiante y se economizaelectricidad.
A la salida del dispositivo de precalentamiento, se
encuentra instalado en "by-pass“ un medidor de fuel-oil,
u 102 n
que da el consumodiario {el horno, pues está conectado
en la única cañería que .iimenta los dos quemadores, Puew
de parecer contradictorio proyectar todas las instalacio
nes dobles y luego conectar los quemadores con una sola
cañería, ¿ero gwju;tifica tal proceder por lo siguiente:
funcionando cada quemador durante 30 minutos aproximada
mente, (entre cada inversión), conectándolos separadamen
te al dispositivo de precalentamiento, el fuel-oil se c;fria cn la cañería del quemadorapagado y al encenderlc
de nuevo, todo el fuel-oil frio en la cañería tiene que
quemarse, hasta que el precalentado llegue hasta el quema
dor. Lógicamente no habrá una buena combustión durante un
lapso más o menos prolongado, dependieri de la longitud
de la cañería de acceso. Usando cañerías aisladas, sólo
podrán disminuir las molestias que ocasiona el enfriamieg
to del combustible, pero con una cañería única, a los po
cos minutos, ya que el quemadorrecibe petróleo precalen
tado, funcionando normalmente y manteniendo constante la
temperatura del horno.El diámetro de las cañerías se calculará de manera
que la velocidad del fuel-oil en las mismassea de 0,6
m/segundo aproximadamente (Perry).

— 103 -
El gas-oil se necesita para alimentar los mecheros
de baja presión del archa y del feeder (7 en total). Se
almacena -n un ;qnq:e subterráneo de forma cilindrica de
grandes proporciones ( r = 1,2 m y h = 6,9 m y cuyo volú
men es de 30 OOOl ), contiguo a la fábrica (ver plan NQ
2). Se propone el empleo de este tanque a pesar del pJ-ïu
ño consumo(600 l diarios) para no congestionar el pauïo
de la fábrica con la llegada demasiado frecuente de los
camiones tanques.
Del tanque principal se bombeael gas-oil a los tag
ques intermedios (Ver planos N9 2, N9 ” N9 25), de BOC
cada uno, (tambores cuyo r = 0,3 m y h 2 1,2 m) sobreele
vados. Estos están conectados entre si y a una segunda
bomba (ver plano NQ24), que lleva el gas-oil a presión a
los quemadoresdel feeder y del archa.
Instalación de agua
Suponiendo que en el lugar indicado en los planos
NQl y NQ2 se encuentre una napa de agua dulce a razona
ble profundidad, se edificará alli la torre de agua, con
un depósito para 50 m3 a 25 metros de altura. Se supone

- 101
que el consumo total de .ua por dia es de lOO m3 y si se
instala una bombacentriÏuga que pueda dar 400 l/mia. es
tará funcionando diariamente durante 100 000 _400 _
m 250 "unutau o sea 4 horas 10 minutos.
Teniendo SiemdÚeel tanque lleno, se tendrá una ade
cuada reserva para incendios.
La ubicación del tanque de agua se elige con el pr¿
pósito de obtener la mayor presión de agua posible en el
“centro de gravedad de consumo" que es (en verano sobre
todo) la sección de baños y duchas de la fábrica. E1 este
lugar (ver plano NQ26), se conecta la cañería principal
con la red de distribución. Esta es cerrala, a fin de ev:tar el estancamiento del agua al final de las cañerías y
permitir el abastecimiento de cualquier punto de la red
por los dos lados. Ademásel cierre de un ramal no actúa
tan desfavorablemente comoen las redes ramificadas, sien
do mayor la seguridad de abastecimiento en caso de incen
dio (Hütte).
Nota: En el esquema (plano NQ26) figura solamente
la red principal, subdividida en secciones.

:gstalacij* de aire comprimido
El aire es aspirado del exterior a través de un fi;
tro y es comprimido por uno u otro de los dos compresores
rotativos siew o almacenado en uno de los dos tanques e;
teriores .l edificio (ver plano ND2). Se pintarán con
pintura de aluminio para evitar que por acción del calor
solar suba demasiado la presión. Se propone el empleo Cc
bombasrotativas por exigir muchomenos espacio (a igupi
dad de potencia) que las alternativas.
Consumo de aire comprimido:
Máquina Lynch: 5,66 m3/min a 2,81 atm.
339,6 m3/hora
Suponiendo que los demás artefactos pneu áticos (inclusi
ve quemadores) consumen 200 m3/hora a 4 atm tenemos un tg
tal de 600 m3/hora a 4 atm. aproximadamente.
Según el catálogo SLM(Sociedad Suiza para la cons
trucción de locomotoras y máquinas - Winterthur), se nqu
sita a tal efecto un compresor tipo K 95 que absorbe una
potencia de 83,5 HP. Con este compresor tendremos un mar
gen de seguridad de lOO m3 por hora, por lo cual el motor
del mismofuncionará a plena carga a intervalos regulaI‘eS.
- 106 —
De los tanques, e] aire comprimidopasa a un "after
cooler", donde por enfriamiento (con agua a contra-corrio;
te) se elimina gran parte de la humedaddel aire exterior
y del aceite arrastrado. El "after-cooler" se instala en
“by-pass“ (ver plano NQ27) para no interrumpir el funcio
namiento de 1a fábrica al presentarse la necesidad de un
arreglo. Al principio de la cañeria principal se instala
una válvula de seguridad.
En el interior de la fábrica, la cañeria principal
presenta diversos ramales, en el orden siguiente:
l) A los quemadores:
Los quemadoresreciben por esta cañería al aire de
"atomizaciód' o primario. Se prevee la ¿"stalación de un
regulador de presión y un tanque intermedio para evitar
fluctuaciones en la presión del aire suministrado. Mediag
te las válvulas en los quemadores, se regulará la llegada
de aire de manera que se obtenga una llama luminosa (Songles).
2) A la máquina Lynch X:
Trabajando la máquinaa una presión inferior a la
de los compresores, es necesario la instalación de reduc
tores de presión. Se emplean dos para asegurar el suminig
tro ininterrumpido de aire en caso de desperfectos. Un
u 107
tanque intermedio elimin 'á las fluctuaciones de presión
y los dos filtros de air aumentarán la pureza del mismO;
3) A la caja de excéntricos:
Comose vió en la descripción de la máquina Lynch X
este disn sitiv» c0)vdina el funcionamiento de las insta
laciones pneumáticas. Comose ve en el esquema (plano N9
27, Vista A - A), acciona el punzónvertical y la tijerahoriZOntal del feeder. Los otros dos ramales van a la rá"
quina y a los émbolos que empujan las-botellas sobre los
diferentes transportadores. Comoanteriormente, se prevee
la instalación de un filtro de aire, por las mismasrazones.
4) A1 stacker:
Mediante una serie de topes o distribuidores, el
stacker funciona automáticamente y se pone en marcha con
la llegada de las botellas. Se puede también acoplar a 1a
caja de excéntricos.
5) Al tanque de baja presión:
El aire comprimidopasa por un reductor de presión
y se recibe en el tanque de baja presión, que alimenta
los cuatro quemadoresde gas-oil del archa y los tres que
madoresdel feeder. Los filtros de aire asegurarán elbuen funcionamiento de los mismos.

— 108
Instal :¿gn de vacio
El vacio, aplicado únicamente en un molde de la má
quina (para formar la corona del parisón y de la botellah
es producido pïr dos bombasrotativas, que funcionan sepa
radamente, Las condiciones de trabajo de la máquina Lynch
K requieren las siguientes condiciones:
3,54 m3 aspirados por minuto a 86,8 % de vacio
O sean 212,40 m3 por hora
Según catálogo SLMse necesita una bomba de vacio tipo
V 20, que absorbe 5 HP.
En el recorrido entre la máquina y las bombas de va
cio se preVee la instalación de un tanque para absorber
los aumentosde presión sin la intervención inmediata y
permanente de las bombas. El aire extraido de los moldes
de la máquinaestá muycaliente y arrastra por lo tanto
mucho aceite de las bombas llevándose por ambas razones
al exterior. (Ver plano NQ27).
-¡109H
INDICE DE PLANOS D3 LA TESIS
Ubicación de la fábrica
Plano general de la fábricaPiso de oficinas
Asyectolateral anteriorAspectolateral posteriorFrentes diversos
Aspectos frontales interiores
Cortes transversales: estructura metálica, murosy techos
Corte según el eje de la fábrica
Horno regenerativo
Horno regenerativo: según cortes
Válvula de inversión para airePlataformas alrededor del horno
Tuberia para ventilación del horno
Chimeneay detalles de la ventilación del horno
Estructura metálica para el soporte del feeder
Ubicación de la máquina Lynch X y accesorios
Ventilación de la máquina Lynch X
Ar cha
Cortes del archa
a llO
Esquemade la instalación eléctrica: fuerza mctïizUbicación de los motores eléctricos
Instalación de fuel-oil
Instalación de gas-oilIastalaciones sobreelevadas
Instalación de agua
Instalación de aire comprimidoy vacío
.. lll ..
Capitulo VI
CALCULO ECONOMICO
Suponiendo que se producen botellas de 0,765 Kg de
poso, según el catálogo de le máquina Lynch X la produc
ción alcanza a 26 784 unidades por dia. El tonelaje ex-—
traido diariamente del horno será entonces:
26 784 x 0,765'3'20,490 Ton. de vidrio/ 24 horas
En realidad, por las interrupciones en la marcha de
la máquinay el porcentaje de botellas defectuosos, todo
el vidrio extraido no es aprovechable para la venta.
Siendo la producción por minuto:
26 784 botellas : 1 4i0 min = 18,6 botellas/min
Contando cinco minutos por dia para el cambio de moldes y
paros imprevistos, la pérdida será de:
18,6 botellas x 5 = 93 botellas
Suponiendo que un 5 % de las botellas manufacturados son
defectuosos:
26 78%botellas x 5/100 = 1 339,2 botellas
Por lo tanto hay que descontar del máximode producción
nor dia:93 botellas + l 340 botellas = 1 433 botellas
26 784 botellas - l 433 botellas - 25 351 botellas
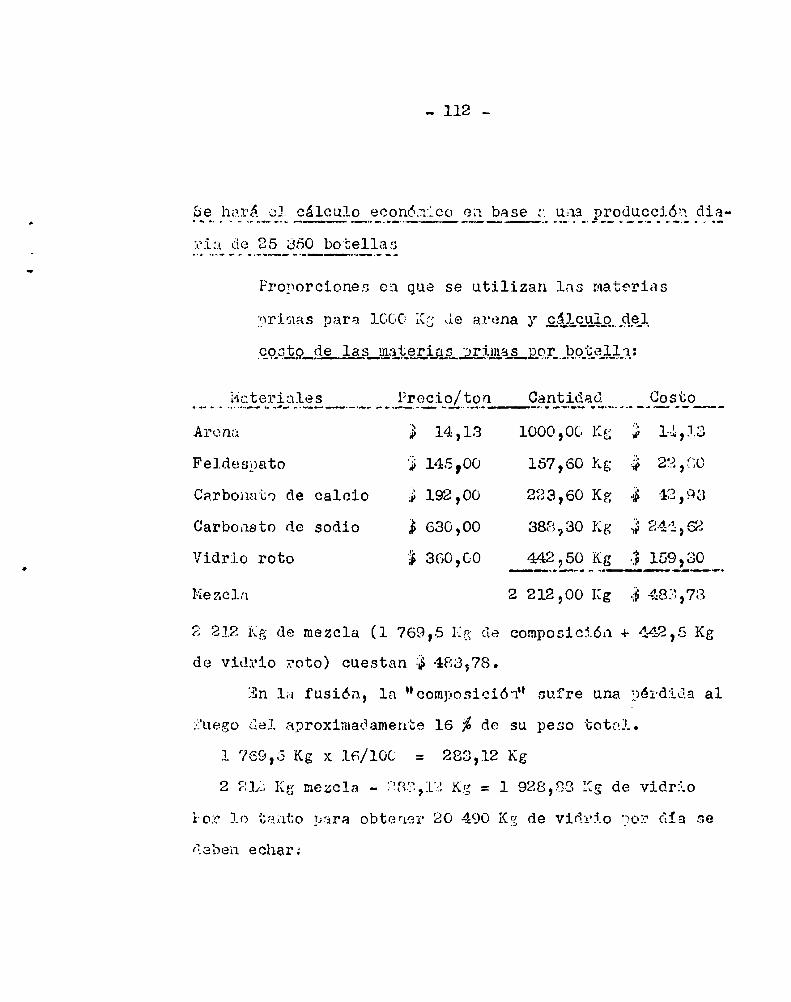
- 112 _
Se hará cl cálculo económico en base a una producción diawiu de 25 350 botellas
Proporciones en que se utilizan las materias
primas para 1000 K3 de arena y gálgulg fiel
gesto de las materiQSAQrigps pqpmpgtgllg:
mufigterlales Precio/ton Cantidad dú_uggqto___
Arona 3 14,13 1000,00 Kg 3 11,13
Feldespato É 145,00 157,60 Kg fi 22,20
Carbonato de calcio 5 192,00 223,60 Kg J :2,93
Carbonato de sodio 3 630,00 383,30 Kg S 244,52
a1Vidrio roto 360,00 442,50 Kg 3 159,3
Mezcla 2 212,00 Kg fi 483,78
a 212 Kg de mezcla (l 769,5 Kg de composición + 442,5 Kg
de vidrio roto) cuestan 8 483,78.
En la fusión, la "composicióf’ sufre una pérdida al
Juego del aproximadamente 16 % de su peso total.
1 769,5 Kg x lfi/lOC = 283,12 Kg
2 212 Kg mezcla - 283,13 Kg = l 928,88 Kg de vidrio
Lor lo tanto para obtener 20 490 Kg de vidrio jor dia se
deben echar:

l 928,88 Kg vidrio ----- 2 212,00 Kg de mezcla
20 490,00 Kg " ----_ x = 20 490 x 2 212l 928,88
x = 23-497 Ton gg_mezclg
Para obtener esta cantidad de mezcla por dia se necesita,
basándose en las proporciones anteriormente dadas:
Arena 10 622,50 Kg
Feldespato l 674,10 "
Carbonato de calcio 2 375,20 "
Carbonato de sodio 4 124,60 "
Vidrio roto 4 700,60 "
Las materias primas para l 928,88 Kg de vidrio cuestan
3 483,78 y para una botella:
1 928,88 Kg de vidrio -—--- 2 212 Kg de mezcla
0,765 Kg de vidrio ----- x = 9428é_5_2_2121 928,88
x = 0,8772 Kg de mezcla por botella
2 212 Kg de mezcla ----- 3 483,78u n -_.._..x= x2 212
x = 3 0,1918
Costo de las materias primas por botella : 3 0,1918

Cálculo ggl costo del fuglzg;l_ggg_bgggllg
Para obtener un kilogramo de vidrio fundido, se ne
cesita aproximadamente0,27 Kg de fuel-oil.
l Kg de vidrio fundido ---- 0,27 Kg de fuel-oil
20 490 Kg de vidric fundido —--—x = 29.229_z_9422
x = 5 532,30 Kg de fuel-oil por día
P-I 000,00 Kg de fuel-oil ---- 3 215,50
5 532,30 Kg de fuel-oil -———x = é_É324é%_%5%lá4éQ
x = ü 1 192,21
25 350 botellas ---— 3 1 192,21
1 botella »-—- x = l5l224%l = 3 0,0470.1 Cn (¿J
Costo de fuel-oil por botella: 3 0,0470
Qálqglg_ggl_gpsto de gas>oil por botella
Tanto el archa, comoel feeder, necesitan 300 Kg
de gas-oil cada uno por dia (valor promedio),
l OOOKg de gas-oil ---— 3 315,50
00 Kr d - ' ---_ = QQQ.¿.EL2¿QQ = F 09 '6 s e gas 011 x l OOO J lo ,30
25 350 botellas ————3 189,30
1 botella -———x = ’ 189 39'! 5 0,007525 350
Costo de gas-oil por botella z aproximadamente 3 0,0075
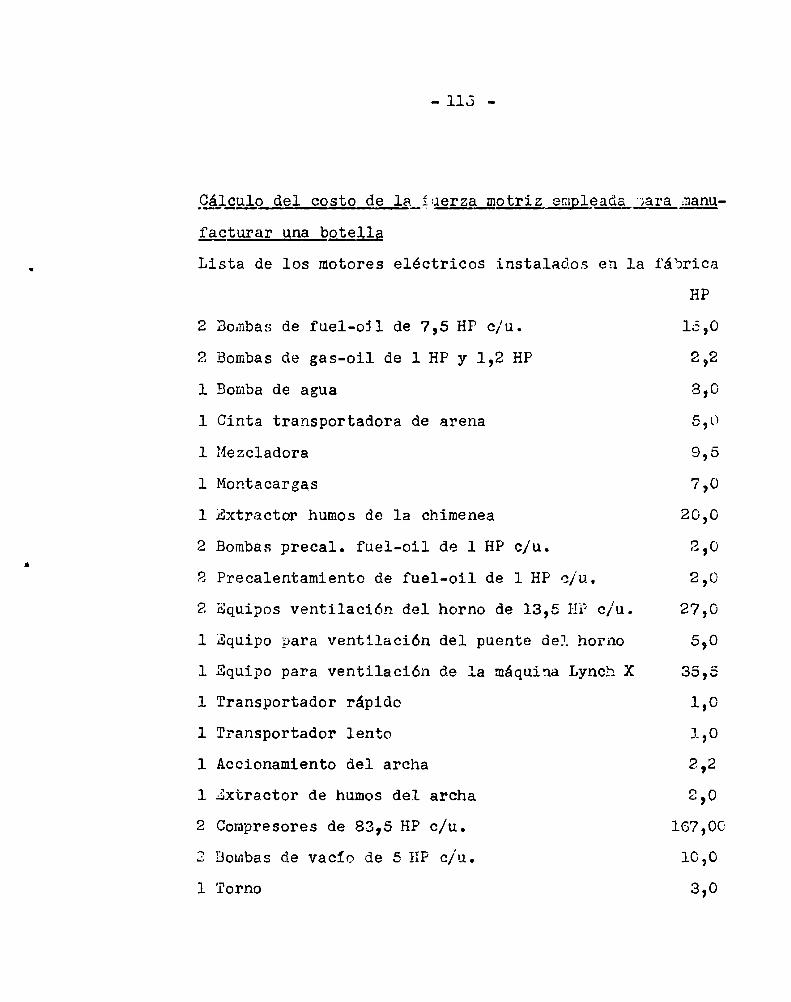
C.ua-n
- 115
facturar una bgtg;;g
cu_p del costo de la_iuerza motriz empleada vara manu
Lista de los motores eléctricos instalados en la fábrica
Bombasde fuel-oil de 7,5 HP c/u.
Bombas de gas-oil de 1 HP y 1,2 HP
Bomba de agua
Cinta transportadora de arena
Mezcladora
Montacargas
Extractor humos de la chimenea
Bombasprecal. fuel-oil de l HP c/u.
Precalentamientc de fuel-oil de l HP c/u.
Equipos ventilación del horno de 13,5 HP c/u.
Equipo para ventilación del puente del horno
Equipo para ventilación de la máquina Lynch X
Transportador rápido
Transportador lentoAccionamiento del archa
¿xtractor de humosdel archa
Compresores de 83,5 HP c/u.
Bombas de vacio de 5 HP c/u.
Torno
HP
15,0
2 ,2

- 116
1 Torno 2,0
l Torno 0,7
l Sierra circular 2,0l Sierra automática 0,5
l Cepilladora 2,0
l Fresadora 4,0
l Agujereadora radial 1,5
l Agujereadora pequeña 0,5
l Piedra esmeril 1,0
l Piedra esmeril portatil 0,5l Rectificadora 0 5
Total de HP instalados en la fábrica: 339,6
Pero como trabajan solamente l compresor y una bomba de
vacio simultáneamente, se tiene que:
339,6 HP
88,5“g2251,1 HP
Coneste último dato se calcula la potencia del ¿ru
po electrógeno necesario para mantener la fábrica funcionandosi falla la corriente.
Qálggip del consumode energ;g_g;gctrica
Para calcular el consumodiario de la fábrica, se
supone que los siguientes motores trabajen 24 horas por

140,8 HP
- 117
Extractor de humos de 1a chimenea
Precalentamiento de fuel-oil
Bombade fuel-oil (Bombeosecundario)
2 Equipos para ventilación del horno
l Equipo para ventilación del puente
Ventilación de la máquina Lynch X
Transportador rápido
Transportador lentoAccionamiento del archa
Extractor de humos del archa
Bombade gas-oil (Bombeo secundario)
l Compresor a 50 fi de su potencia
l Bomba de vacio a 50 Z de su potencia
Un total de:
x 0,736 = 103,62 Kw
109,62 KW x 24 horas = 2 486,88 KWh/dia
2 486,88 KWh/dia x 30 = 74 606,40 KWh/mes
ras por dia durante 26 dias laborables del mes
140,8 HP
")Se supone que los motores del taller.trabajan o ho
3 Tornos de BHP, 2HP y 0,7 HP respect.
Sierra circularSierra automática

- 118 —
HP
Cepilladora 2,0
Fresadora 490
Agujereadora pequeña 0,5
Agujereadora radial 1,5
Pieñra esmeril 1,0
Piedra esmeril portatil 0,5
Rectificadora __O,5_Un total de 18.2 HP
18,20 HP x 0,736 = 13,40 Kw
13,4C Kw x 8 horas = 107,2 KWh/día
107,20Kwn/diax 26- ¿MagaSe supone, que 1a cinta transportadora de arena,
funciona un total de 8 horas por dia, durante 30 dias pormes:
5 HP x 0,736 7.- 3,70 Kw
3,70 Kwx 8 horas = 29,6 KWh/día
29,6 KWh/dia x 30 días = 888 KWh¿meq
Se supone que el montacargas levanta 1 tonelada de
mezcla por vez y que necesita para cada subida y bajada
6 minutos en total y que tiene que elevar un total de
23,4975 toneladas por dia, durante 30 dias por mes:

— 119
6 minutos x 24 = 144 min/dia
144 min/dia x 30 = 4 320 min : 60 = 72 horas/mes
7 HP x 0,736 = 5,152 Kw
5,152 Kw x 72 horas/mes = QZ;_Eflg¿mgg
Se supone que la mezcladora trabaja un total de 8
horas por dia, durante 30 dias por mes;
9,5 HP x 0,736 = 7 Kw
G KWh/día(II7 Kw x 8 horas =
56 KWh/dia x 30 días = ; 680 KWthg;
Se supone que la bombade fuel-oil necesita 4 horas
por día para llenar el depósito (tanque intermediario) de
7 Ton. durante 30 dias por mes:
7,5 HP x 0,736 = 5,52 Kw
5,52 Kwx 4 horas = 22,08 KWh/dïa
22,08 KWh/día x 30 = figg¿gg_fiyh¿ggg
Se supone que la bombade gas-oil necesita 4 horas
por dia para llenar el depósito diario, durante 30 díaspor mes:
1,2 HP x 0,736 2' 0,9 Kw
0,9 Kwx 4 horas = 3,6 KWh/dïa
3,6 KWh/día x 30 = ¿Qg_fiyh¿ggg
Cálculo del consumode corriente eléctrica de la bombade
agua:

Se supone que la fábrica tenga un consumo de 100 m3
de agua por dia y que el caudal de la bomba es de 400 li
tros por minuto:
400 l de agua ---- l minuto
100000 l de agua -——-x = 100 Q_Q = 250 min/día400
Trabajando la bomba 1 horas 10 minutos diariamente duran
te SO dias por mes, consume:
250 min x 30 días = angg horas = 125 horas /meu
8 HP x 0,736 = 5,888 KW
5,888 Kw x 125 horas/mes = 235 KWhmag
El consumototal de corriente eléctrica por mes es:
74 605,40 KWh/mes
2 787,20 "
888,00 "
371,00 "
l 680,00 "
862,40 "
103,00 "
736,00 "
81 839,00 KWh/mes
- 121
El consumoante indicado gozaba de una tarifa decre
ciente, pues para industrias de la importancia de la que tra
tamos,las compañiasde electricidad interesadas en clientesde un consumode carga constante fijaban tarifas favorables.
La base normal para el uso industrial eran 4,8 centa
vos oro Kth.para los primeros treinta KW/hconsumidos men
sualmente por cada caballo instalado, el excedente a 4,2
centavos oro por cada KW/hhasta lOOOKW/h y en lo que exce
diera de esa cantidad, a razón de 3,15 centavos oro por Kwyh.Se calcula actualmente en todas las zonas de nuestro
pais, con un precio medio de 30 centavos papel por KW/hpara
las industrias, precio cuyo origen proviene de la tarifa bá
sica antes mencionada a la cual se agregan los aumentos pro
venientes ( - y variables según las circunstancias del momegto -) de los predios del carbón, de leyes impositivas, car
gas sociales y costo de la hora de trabajo.
En consecuencia el costo total de la fuerza motriz pormes es:
81 839 KWh/mes x 3 0,30 = 3 24 551,70 por mes
Cesto total de la fuerza motriz por mes: 8 24 551,70
Por dia: 24 33510 = es 818,39
- 122
Por botella:
25 350 botellas ---- -- 3 818,39
l botella ---- -- X = fi 818,39 ___. o 032225 350
Costo de la corriente eléctrica (fuerza motriz) por
botella : 3 0,0322
Suponiendo que el cónsumo aproximado de corriente
eléctrica para la iluminación de la fábrica es de 3 12
por diaz
25 350 botellas ---- -- 3 12,00
l botella ---- -- x = fi 12,00 a fi 0 0004
Costo de la corriente eléctrica (luz) por botella:
3-0,0004.Por lo tanto el costo de corriente eléctrica por botella
es de 3 0,0326.
Cálculo de la influencia de los galarios ggbre el costo
por botellaPersonal de la fábrica
que trabaja en un turno de 8 horas diariasPersonal técnico Pesos
l quimico 2 OOO
l ayudante 7001 jefe de la oficina técnica (ingeniero) 2 ooo
4 700

- 123
Transportedibujantes 2 K 3 l OCO
jefe de producción
director técnico (ingeniero)
Personal ¿e la administraciónl
l
Tallerl¡.4
N!-'NC-Jl‘J
jefe del personal (obreros y empleados subalternos)
ayudante
contador
ayudante
secretarias 3 x 3 700
cajeroarchivista
gerente comercial
jefe de tallerelectricista jefeayudantes 2 x 3 23,50 x 26 días
torneros 3 x J 28,80 x 26 dias
mecánicos 2 x 3 30,00 x 26 dias
fresador 3 28,80 x 26 dias
peones 2 x 3 21,00 x 26 dias
..__._———._—
mno¡aFJF4
m N N
747 ,50
1 <22?3__——q-—-—
10 144,00
Transporte 10 144
l ebanista 3 28,85 x 26 dias 750
soldadores eléctricos (3 1000 y 3 850) 1 350ñ)
l modelista l 000
l jefe de almacén 80Q_
3 14 544_.."_.' -_. —' .—_.' _." ._"'
Conservación
2 albañiles 2 x B26,70 x 26 dias l 388
Personal de patio
l capataz l 000
lo peones 2 x 3 21,00 x 26 dias 5 460
Limpieza
2 encargadas 2 x 3 400 ___ng3¿_
o 8 648"'-’———"'———_—
Personal que trabaja en dos turnos de 8 horas diariasPortería
2 porteros 2 x 3 700 l 400
2 telefonistas 2 x 3 600 1 200
2 serenos 2 x 3 600 __;_QQQ“
_—__—-__.._——-—-——-—..._..-—
Personal que trabaja en
Composición
l capataz
2 peones
Horno
l foguistal ayudante
Máquina Lynch X
l mecánico Jefe
l ayudante
Archa
2 sacadores
Conservación
l electricistal ayudante
. 12,5 ..
5
'.I
'J
.2
L)
l 000
21 x 30
22,50
21,00
28,80
23,00
22,00
700
22,00
X
X
X
X
JC
X
:Iatro turnos de
días
30
30
30
30
30
30
diasdias
dias
dias
dias
6 horas diarias
Iesos
4 OOO
5 040
N 700
N 520
CJ ¡.501 03
......__._.-___

Ü)
3
(y)
es
... ...
200
A los salarios hay que agregar en concepto de "cargos so
ciales" un 52,5 ñ
5 79 638 x 52,5 / lOC
5 79 538 + 3 40 235
Por oía a 3 119 873 : 30
25 350 botellas ----- 3 3l botella -—--- x =
En concepto de salarios h
3 0,1576.
5 119 873
= 3 3 995,76
995,76 en concepto de salarios3...1;-s =¿93.1.th
25 350
ay que computar por botella
Cálcglo de la amortización de la fábriggnggghpptella
Se supone que se ha
300 m, costando el metro
cacifin cuesta 3 600,00 el
comprado un terreno de 200 m x
cuadrado 3 5,00 y que la edifimetro cuadrado cubierto.

— 127
¿erreno
¿difioaoiónz 2 241 m2
Instalación de baños, duchas y roperos
Instalación del laboratorio quimicoMueblesy utensillos de oficina
Casita del bombeoprim. de fuel-oil
Tanque de agua
Revestimientos de mampostería
Muro de contención de arena
Canarias
Alambrado del terreno: l OOOm
Caminos y playas de macadam oa. 2604 m2
Plataforma alrededor del horno
Costo de la edificación:
Maquinarias:
Horno
Feeder
Lynch X
Archa
Ventilación del horno
2 Compresores
Pesos
300 OOO
1.344.000
100 000
30 OOO
40 OOO
5 400
70 000
8 OOO
20 000
100 OOO
900 ooo
150 ooo
500 ooo
200 ooo
so ooo
159_Q99_
B 1 950 ooo

- 128
Pesos
Eransporte l veo OOO
2 Bombas de vacío 80 OOC
Grupo electrógeno (Diesel) 300 OOO
Tanque(fuel-oil, gas-oil, aire compri
uido, aftercoolor) lEC OOO
Máquinas del taller 20€ OOO
Mezcladora lO OOO
Balanzas 13 OOO
Exhaustor de Humos del horno 7 OOO
Hontacargas y dos tolvas móviles 30 OOO
3 Transportadores 10 OOO
Precalentamiento eléctrico del fuel-oil 15 OOO
Instalación eléctrica 250 OOO
Motores eléctricos __._.J-.—.-000
Total a amortizar:
3 2.459 400
3 3.167 ooo
5 5.535 400
Costo total del terreno y de la fábrica: 3 5.636 400
Dejando un margen para gastos imprevistos, se deberá amo;
tizar (en un periodo de ZC años) un total de fi 6.000.000.

-129.
Para el cálculo de los precios de la maquinaria im
portada de Estados Unidos de Norte América, se consideró
el dólar al cambiopreferencial de 3 7,50 m/n.
Amortización en l año : ¿mg¿oog OOO3 3 seo ooo20
Por día: 5 300 OOO= s 821,91365
25 350 botellas ----- 3 821,91
1 botella —--——x = 2.22l42l = 5 0,032425 350
L-‘J .‘3 concepto de amortización hay que agregar al costo de
la botella 3 0,0324.
Costo de una botella
Materias primas 3 0,1918
Fuel-oil 3 0,0470
Gas-oil 5 0,0075
o , (¿5:22usCorriente eléctrica (fuerZa motriz)
Corriente eléctrica (luz) 3 0,000¿
Salarios 3 0,1576
Amortización 3 0,0324
Total O,:583
- 130
Suponiendo que la sumade los impuestos territoria
les, inmobiliarios, etc. arroje aproximadameïteun total
de 3 0,0005 por botella, el precio de costo gg una bote
lla será ¿70,4594.
Comolas interrupciones en la marcha de la máquina
y las botellas defectuosas nos proporcionan una cierta
cantidad de vidrio roto por dia no será necesario comprar
toda la cantidad indicada en la segunda página de éste cg
pitulo. Por lo tanto, el precio de costo de cada botella
será un poco menor que el indicado.
Vidrio roto obtenido por dia:
1433 botellas x 0,765 Kg = 1096,24 Kg de vidrio roto.
Vidrio roto necesario por dia:
2 212 Kg de mezcla —--- 412,5 Kg de vidrio roto
23 497 Kg de mezcla ---- x = 23 497 x-4424;2 212
x = 4 700,5 Kg de vidrio roto
Teniéndose una producción de aproximadamente 1096 Kg de
vidrio roto propio, hay que comprar por dia:
4 700,5 Kg - l 096 Kg = 3 604,5 Kg
Proporción en que se emplea el vidrio roto en la composición:

H (31 ¡..I
l.A 7C0,5 Kg de vidrio rot; «--— 442,5 Kg de vidrio roto
1 036 Kg de vidrio roto propio ---- x
x = 1 0367362É212 = 103.20 Kg_de vidrio roto pzppio
442,5 Kg - 103,20 Kg = 339.30 Kg gg?vidrio roto comoradg
álc lo del costo de las materias primgs.gor'bofiglla
dadas en las cantidades que se usan por 1000 Kg de arena.
Materiales Precio/ton _Cantidad Cos+;_Areha 1 14,13 .1000,00 Kg 5 14,13
Felüesgato 5 145,00 157,50 Kg 3 22,80
Carbonato de calcio 3 192,06 233,60 Kg 3 42,93
Carbonato de sodio 5 630,00 383,30 Kg 3 241,62
Vidrio roto comprado 3 360,00 339,30 Kg 3 122,15
Vidrio roto propio 103,20 Kg,
2 212,00 Kg 3 445,63
2 212 K3 de mezcla cuesta 3 446,63, contra 7 485,78 si se
compra todo el vidrio roto.
Si las materias primas para 2 212 Kg de mezcla cues
tan 3 446,63 el costo de las ggterias primas 00;_botellag
2 212 Kg de mezcla --:- 5 446,63
0,8772 Kg de mezcla ---- x = 9,5772 x 416 63-2 212
x = “¿w-7.71

-132
Comose calculó arberiormente1 el precio de costo
de uAa botella (sin tomar en cuenta el vidrio roto que se
obtiene diariamente) era 3 0,4694.'Agregando cada dia el
vidrio roto propio a la composición, el precio por boteglla se reiuce a:
Precio materias primas sin vidrio roto propio 3 0,1918n llu n u con n 1771:”
Diferencia 3 0,0147
3 0,4694 - 5 0,0147 = 5 0,4547
Pg: lg_gg3to, el precio de costo gg una botella de 0.765
KK es de; 3 0.4547
El frecio de un kilógramo de vidrio manufacturado será:
0,765 Kg de vidrio ---9- 5 0,4547
1,000 i; de vidrio —-*,- x = giággz = i 0,52221 V '
Sobre esta base, los precios de venta oficiales y
los imouestos a la venta y actividades lucrativos, se po
|
irán calcular las utilidades.
7 _
4// ,
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 34
Ancho: 72
Descripción: Plano de ubicación de la fábrica
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 68
Ancho: 108
Descripción: Plano general de la fábrica
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

r7" wv- .,I y?
' “¿GRA-«tom'; =
M" ¡LAu ."J
NC
rEibazfiiem I
*M
t?f.»unhhdüwtr.
tur-...14
¿Li*fi
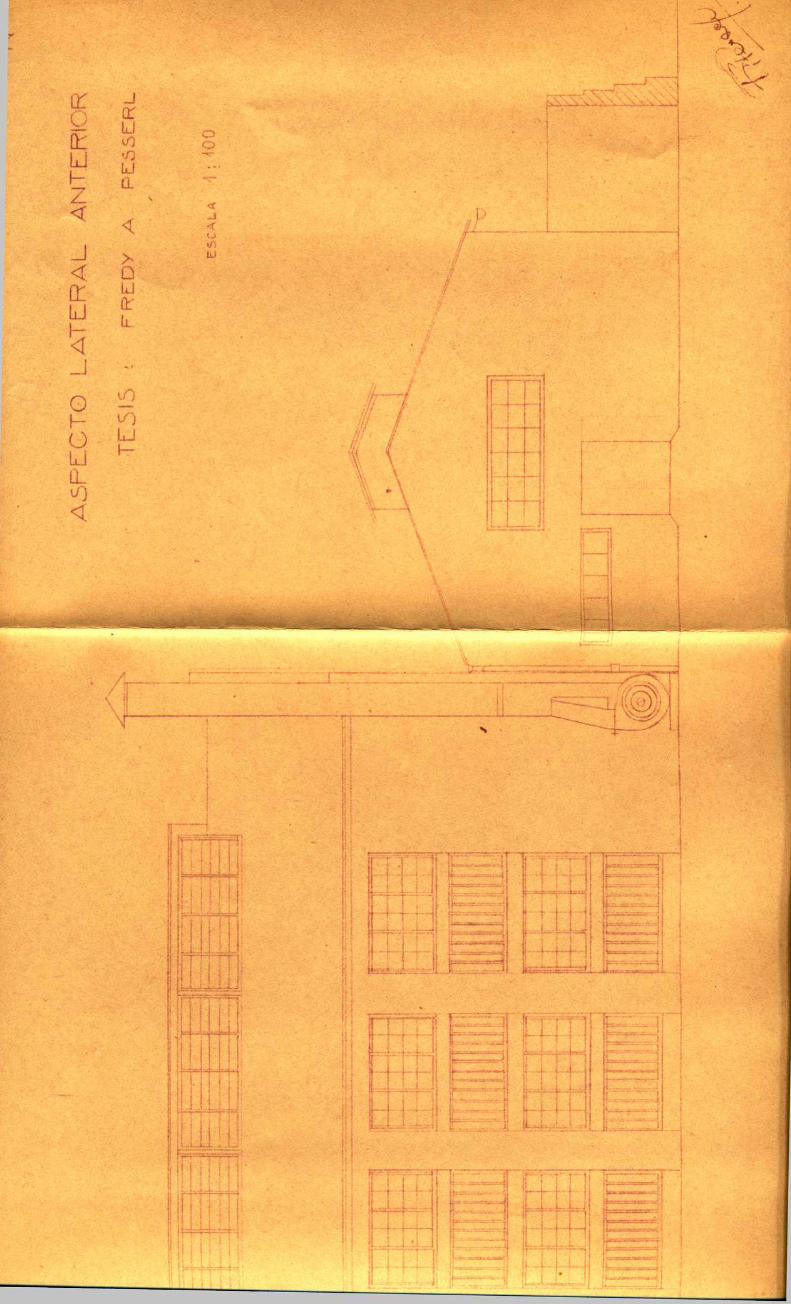
.i ‘,Nww.y
.
q,.
Hop_ .H.,,.
.ü_. ...m
Wwa
...m,.,. .Á
m..igM_..x.‘My
.A...,x1,.ka V
. ,L_.,.i.
..‘
4.;.<
..‘.x".
É,‘..;
y.v6.«yI;
W_a.. .
.,.n.ihMJ,.
.. ‘¿,mLn.r.:31.4a.t‘¡I!1r'í.ytx}.r.i. .T}!.1.Íík1..2r,h.,.,
íM.,.‘,F.A,, :.
,. ‘,.w.Hm
x:1.lso;anav...k
:Éïí.,
..u) ..7,»..ur,..t.y ¡“RJI:ií. V.11:ox
»‘
. V:1.4.axry,i.fri...
k.t , Y7.‘.rü‘rïzifin.¡“al¡83.1th51H”...¡.N...ï...no?
.,.1.tinas}.‘A,|‘i,Yx3.3.1:..41l.‘,AÍ!‘>.,‘W2.3::53u
...¡mi.
“wi.,1 ...4|..4LÏU327..JxlbÍÏ..;Y?!.¡.C...A22€.:345:»iwaa,:.,.,.
7:3...x,,É,
\ w
ÍIJ.,.VÍle‘ y.JWÜmmUü4¿Dunia.PJpH,.,
,, lxI
_«.ïAgmupz<4<muhqgOkomuüq


n!M... __w.“HF, 7.a
Y, :wiy,4:?9:
¡íalfiwuzlYI
“fi
1%,1,.w.Iii:1:0reiít‘l.z.
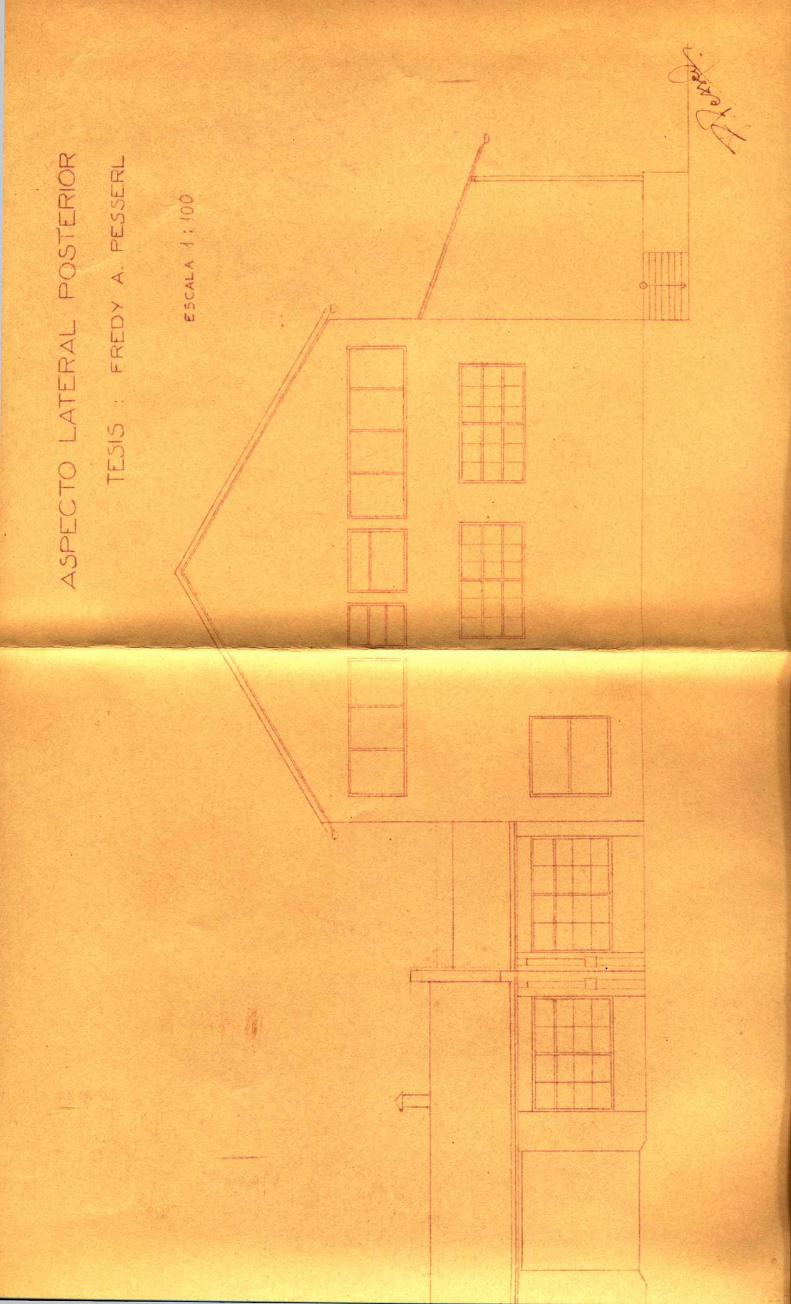
¡.rClinxl.D.
M.
L51..{9}}.,9.
.
74,1.w
N
3:1:au.
, rLI.«i
lmM¡iii!.1»m
,Q‘l..5,
,w.,(l

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 48
Ancho: 83
Descripción: Frentes diversos
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

¿SPÉCTOSFRONT/ALE:5¡NTEF‘IOFK‘EÍS
TESIS;FREDYA.PESSERL
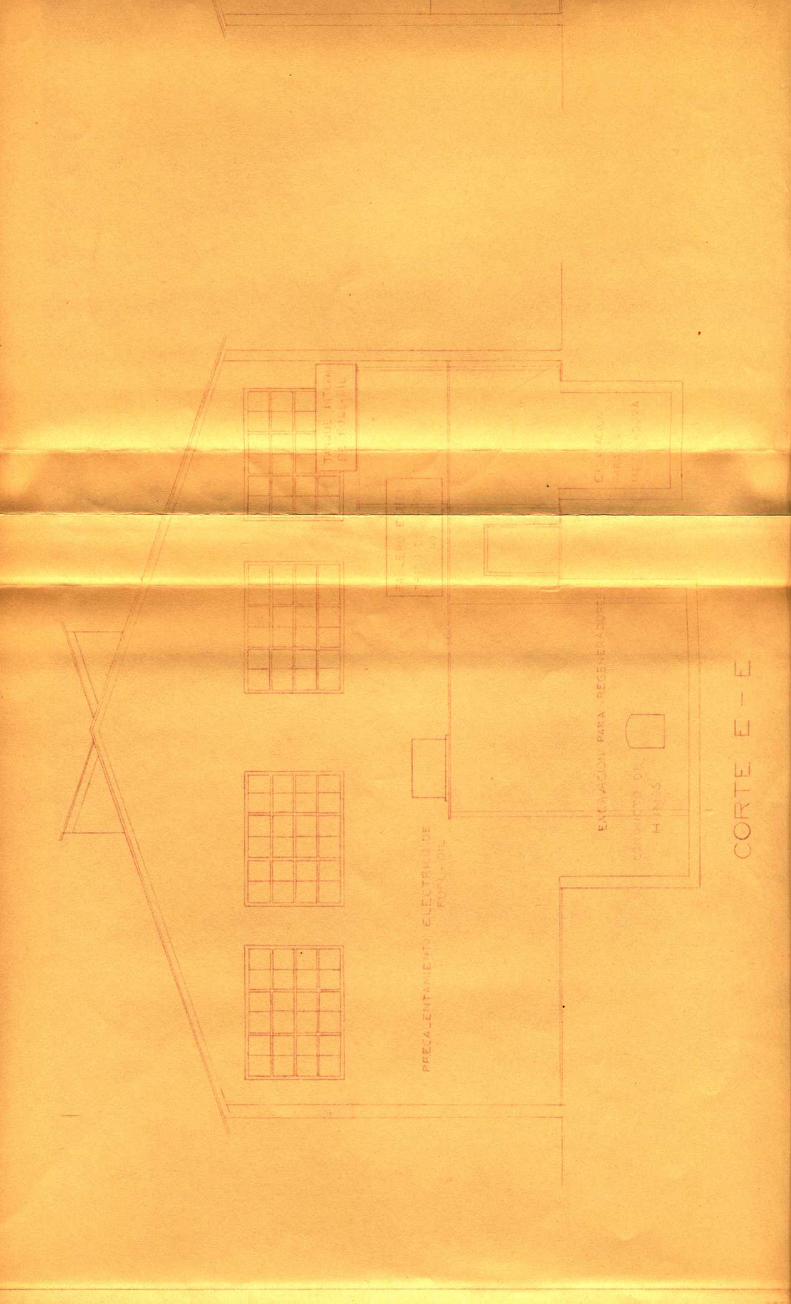

‘..ÁVx.. ...
1,A.HM)ni.
.7n
4s
,‘ñ
‘..s..Ï.,uí ,.ii \..,..I._.
‘.xx4 w5.
a
a.
,
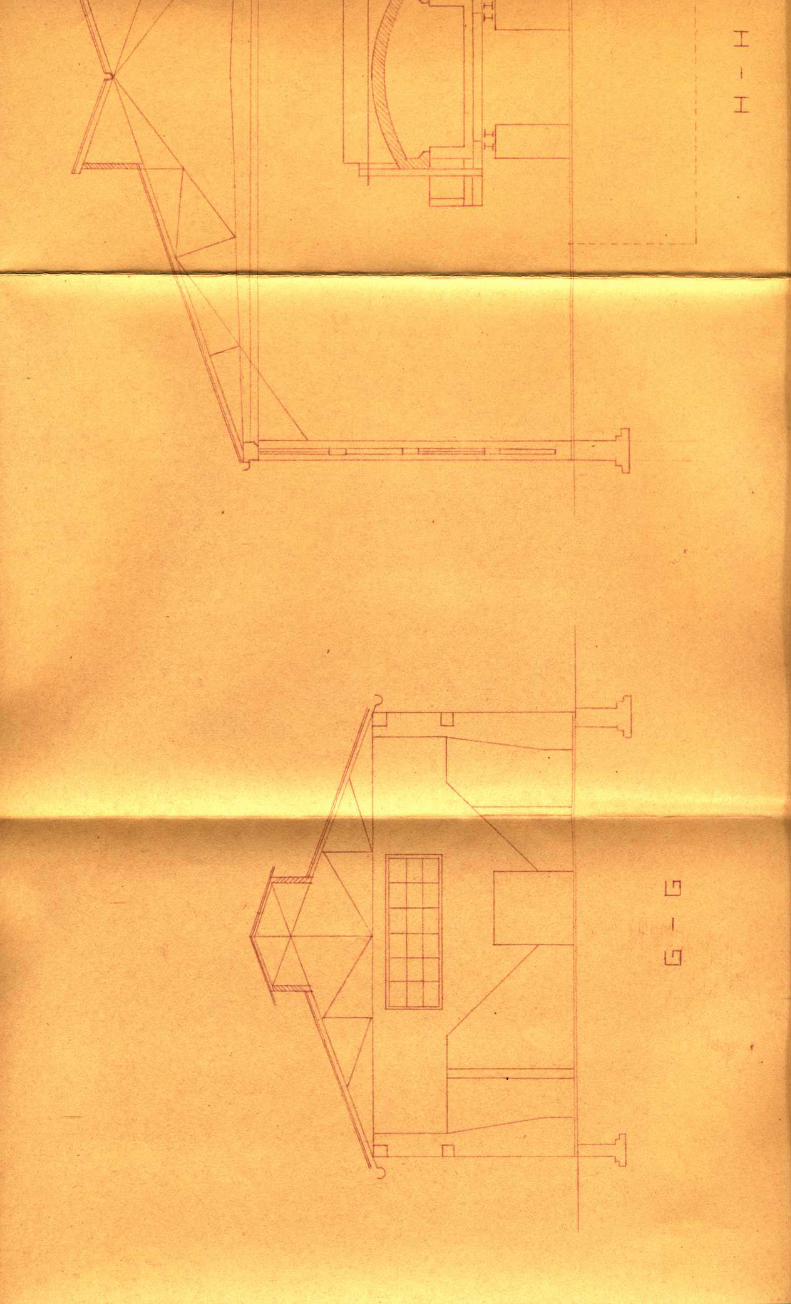
\ff!
\.\\
‘Lï
2€.¡I1Ï2‘115y!!!».
“Www: '
‘fiy kai!)Él,s
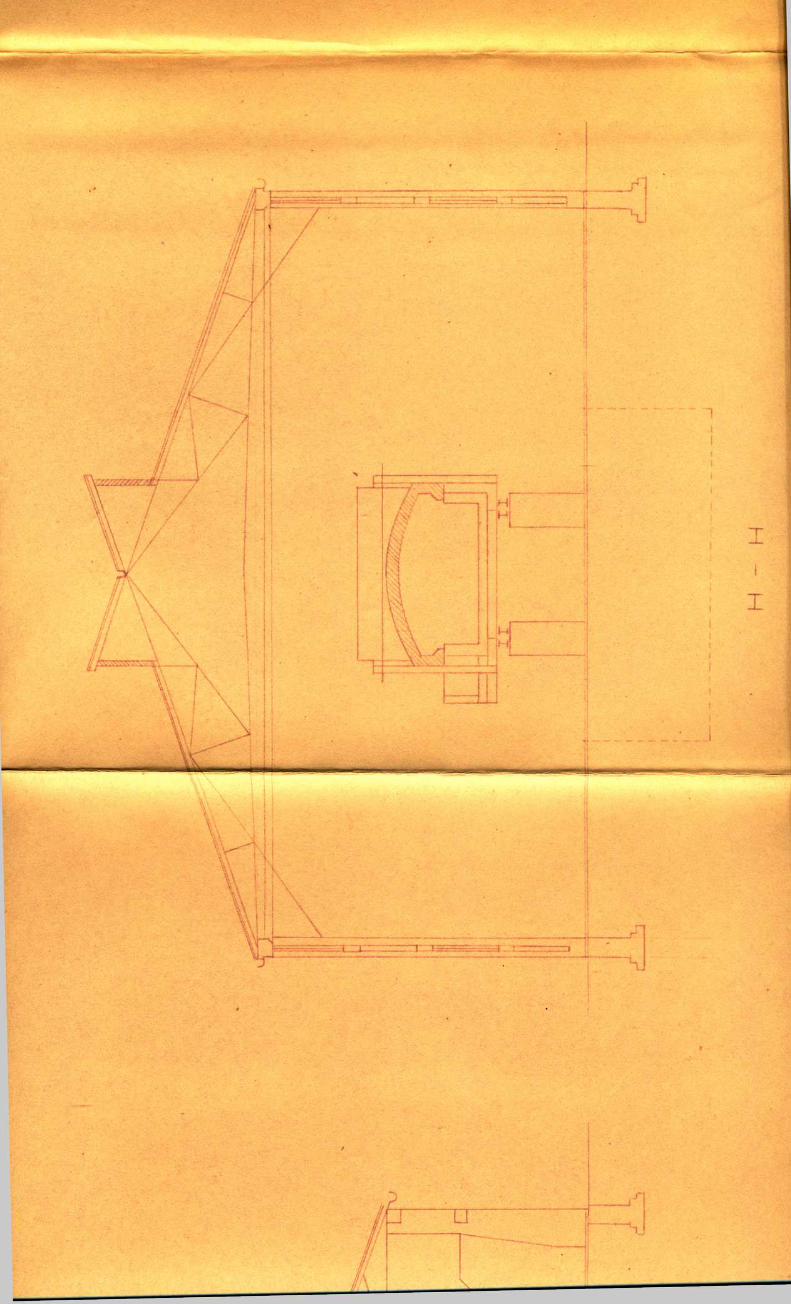
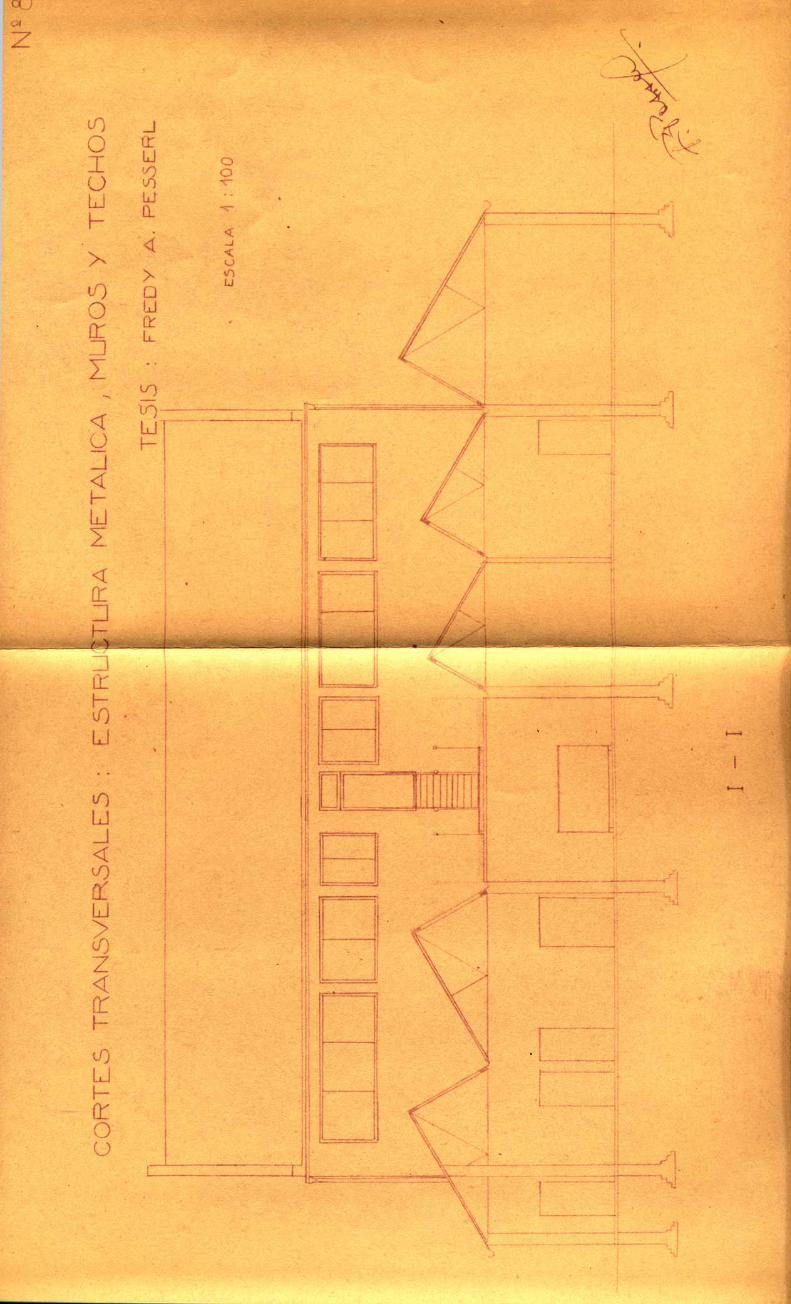
*“"6 emma‘
HHWW.
iq,taAMainá,L«.
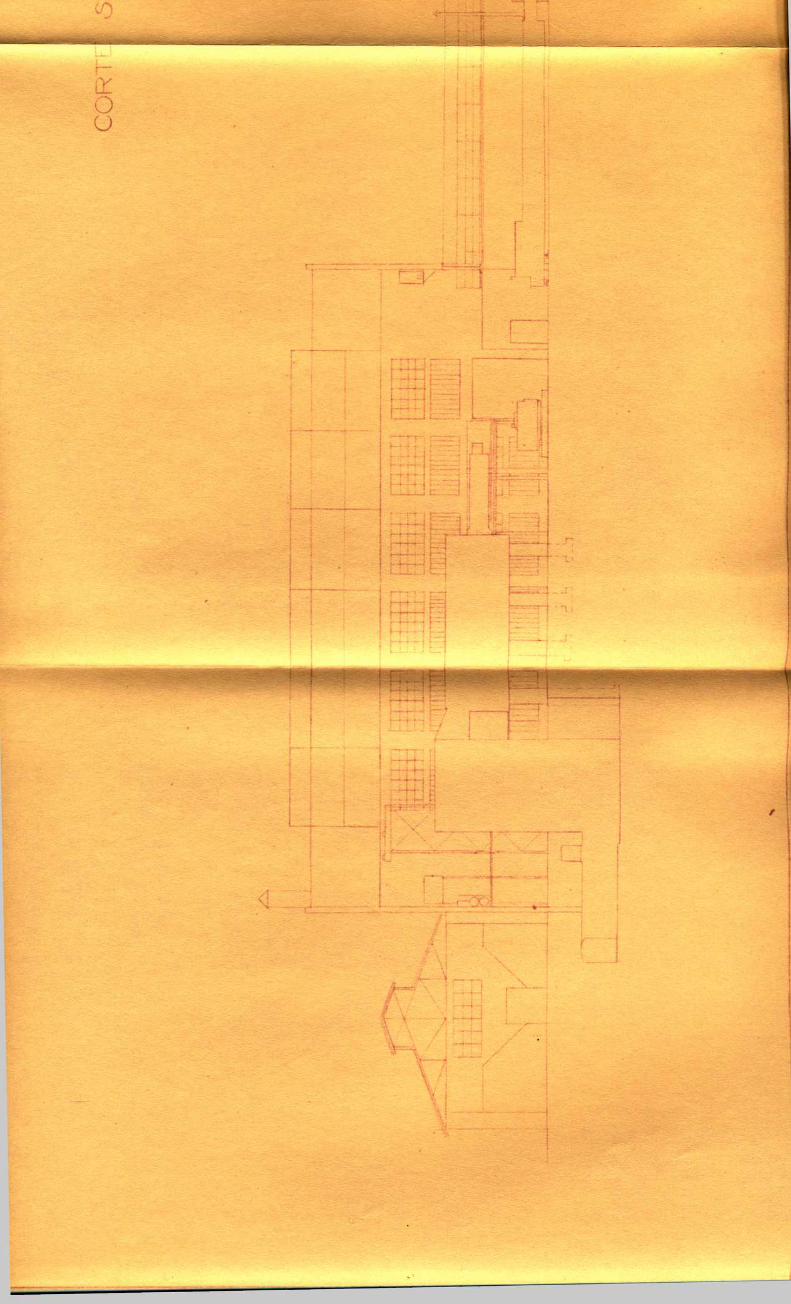
fl _ m.51;
“
. ,
H.i
,
N . .h
W . A
W m ..
. 4 a
M . ..
W . w
_ _774 . ..\ 4 y v 4 ¡‘ ‘
i
.1
1..-. z í_
.
Inti ,_ 4 . V
N.
w
M

L 41
4.ï,.
.,_‘\,.i
1,,y.m. ,x
h..,.
A.. ,_.,‘aY,
..a .¡{u4... ,
, .
¡(a.._,f,..
.vg 5..”,ma3;.W,.u ...‘.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 56
Ancho: 66
Descripción: Horno regenerativo
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 52
Ancho: 69
Descripción: Horno regenerativo
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 71
Ancho: 67
Descripción: Válvula de inversión para aire
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.
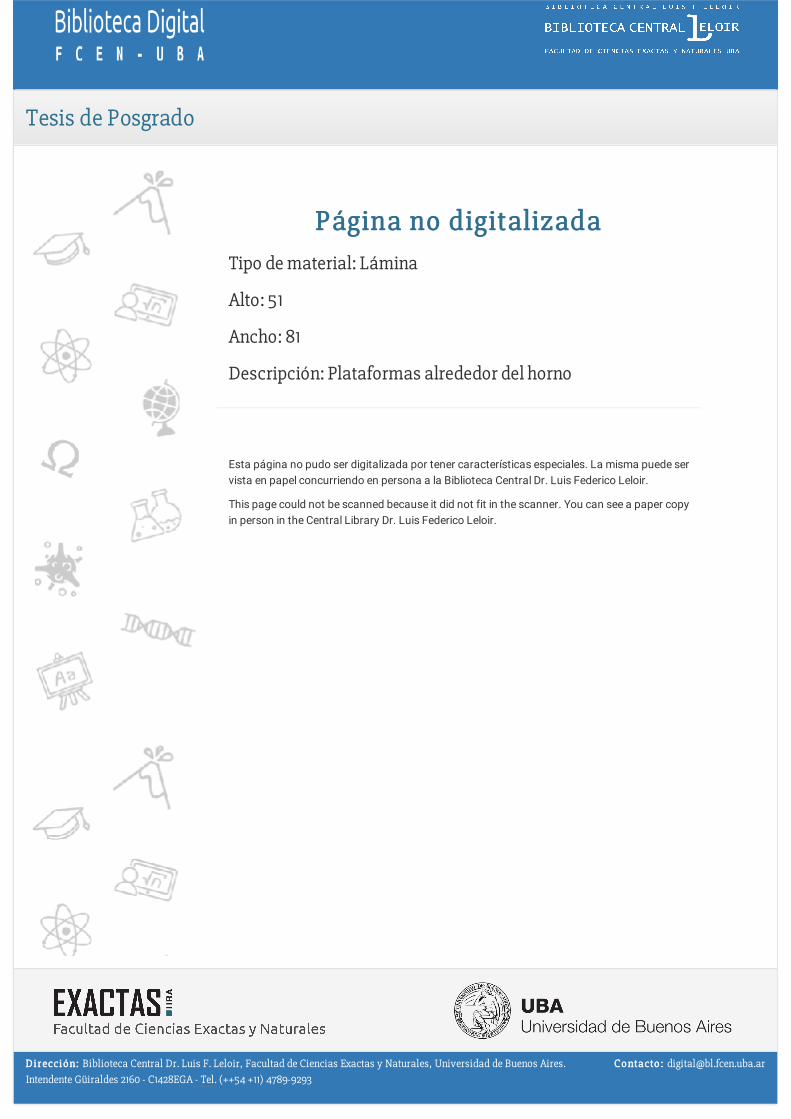
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 51
Ancho: 81
Descripción: Plataformas alrededor del horno
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 62
Ancho: 63
Descripción: Tubería para ventilación del horno
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

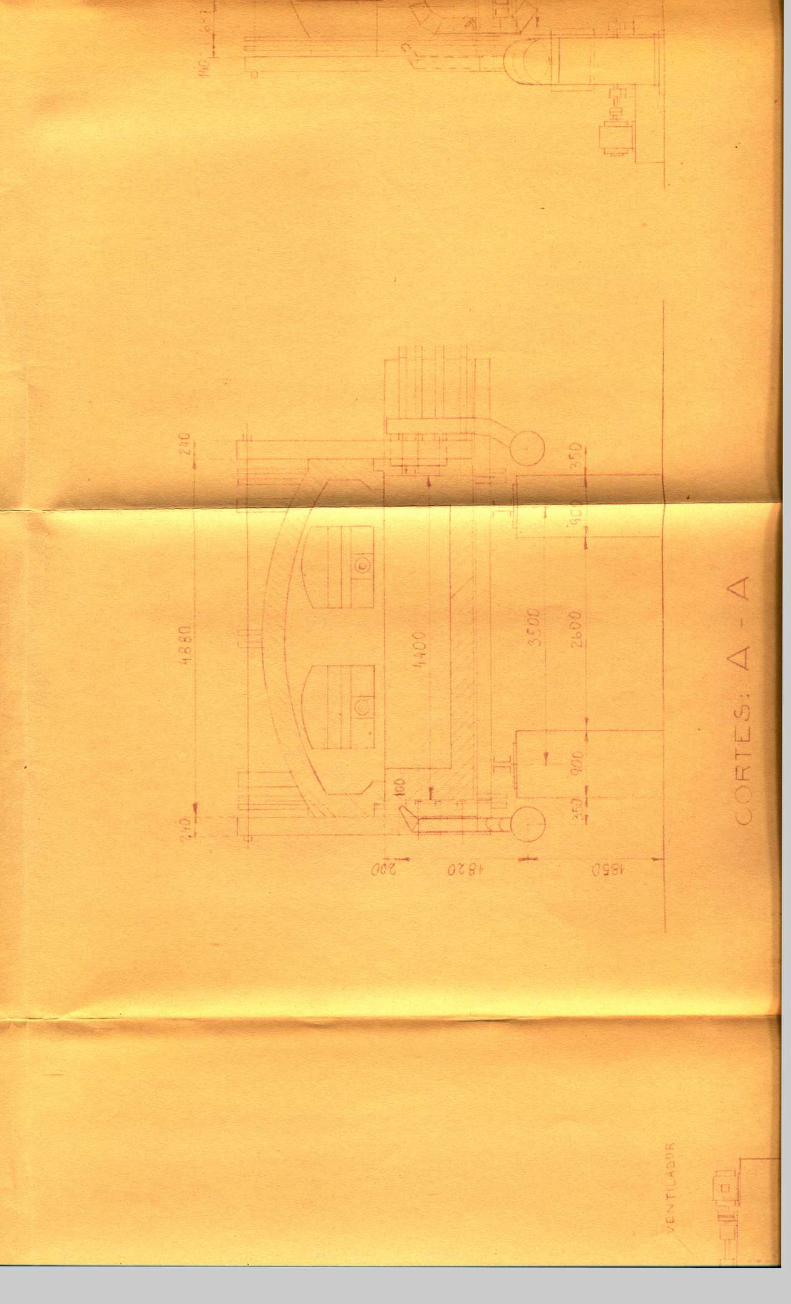
aocïwíumagx"

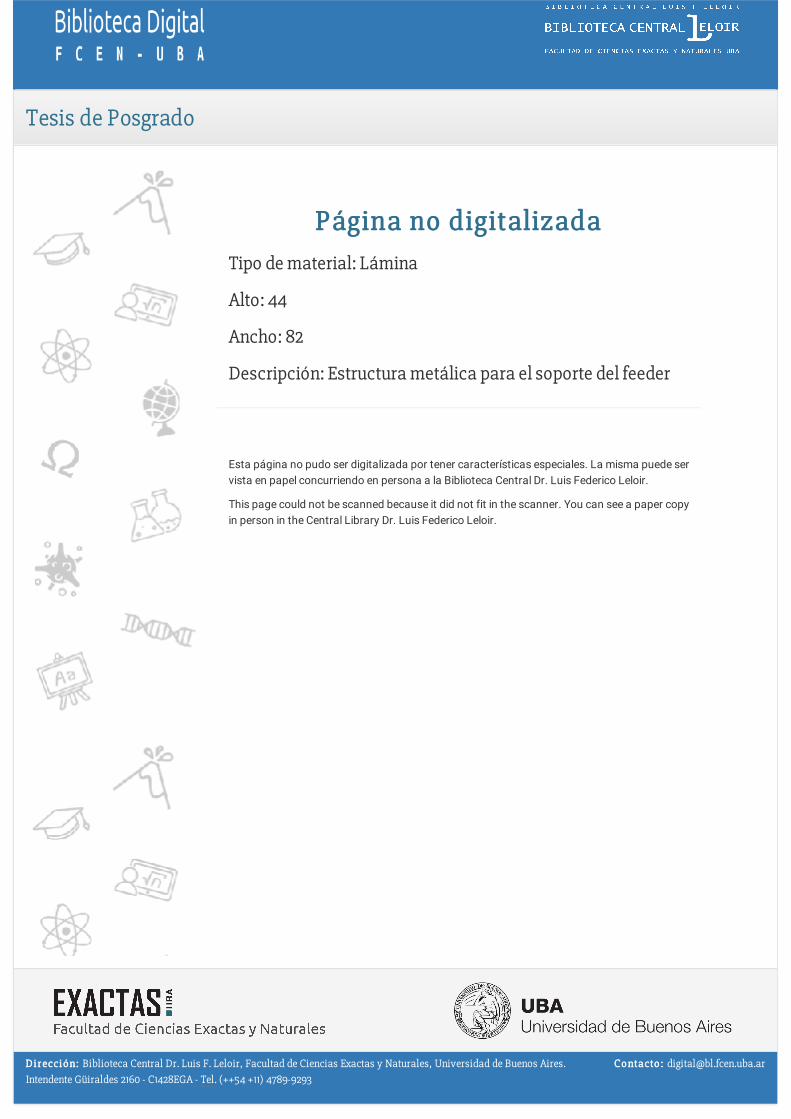
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 44
Ancho: 82
Descripción: Estructura metálica para el soporte del feeder
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 40
Ancho: 67
Descripción: Ubicación de la máquina lynch 10 y accesorios
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 47
Ancho: 62
Descripción: Refrigeración de la máquina lynch 10
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 31
Ancho: 158
Descripción: Archa
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

, V
l M?.10
fli
í 9-9; 25?? Sábrw)
J «4-74.» Mm.“ ‘row
.. .s.QGísmhñwfi6.
. ‘.háhüfifmovvï
A?35%,.SHE“
OZ? u
¡ .

14 "Ï'M’a¿want
f.
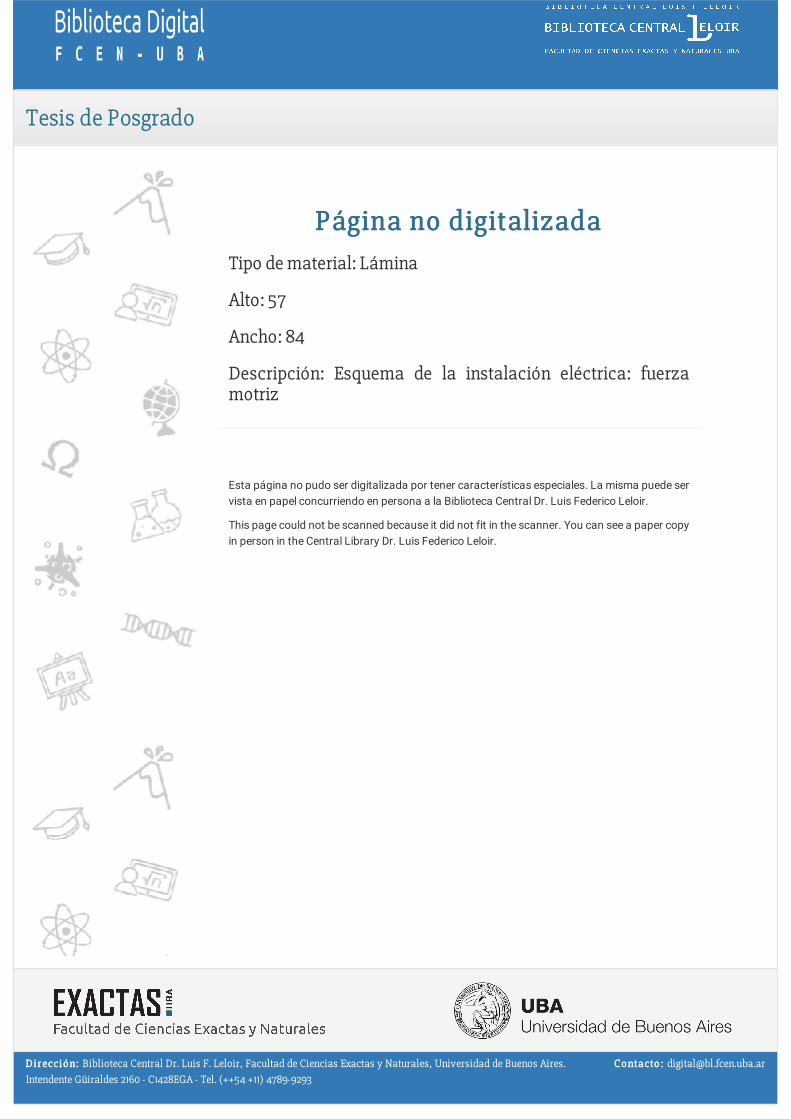
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 57
Ancho: 84
Descripción: Esquema de la instalación eléctrica: fuerzamotriz
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 42
Ancho: 69
Descripción: Ubicación de los motores eléctricos
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Esquema
Alto: 55
Ancho: 47
Descripción: Esquema de la instalación de fuel-oil
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.
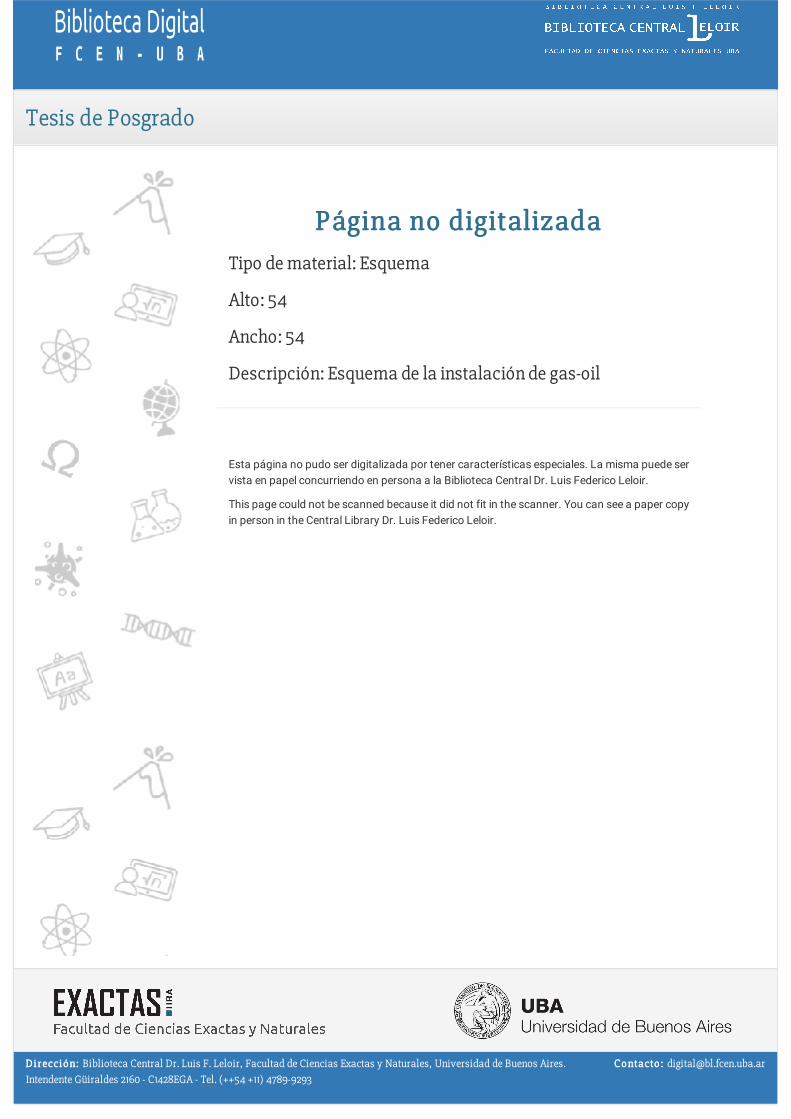
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Esquema
Alto: 54
Ancho: 54
Descripción: Esquema de la instalación de gas-oil
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.
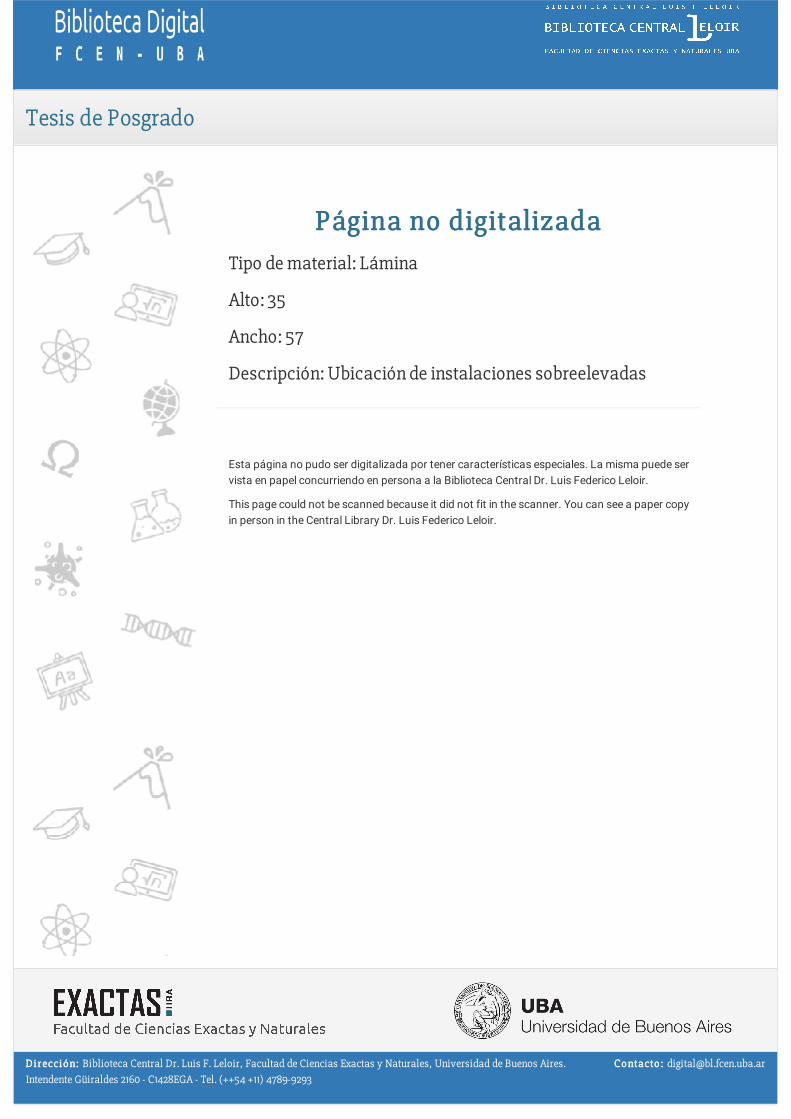
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 35
Ancho: 57
Descripción: Ubicación de instalaciones sobreelevadas
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.

Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Lámina
Alto: 34
Ancho: 57
Descripción: Red de distribución de agua
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.
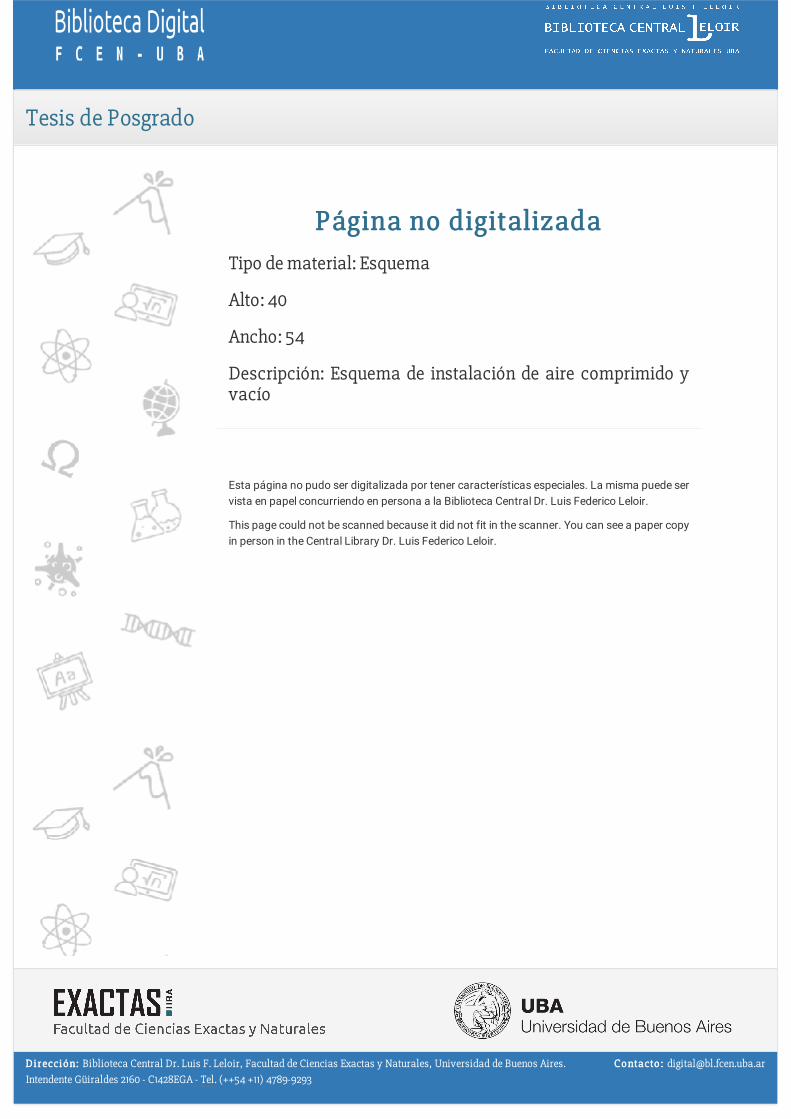
Di r ecci ó n:Di r ecci ó n: Biblioteca Central Dr. Luis F. Leloir, Facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires. Intendente Güiraldes 2160 - C1428EGA - Tel. (++54 +11) 4789-9293
Co nta cto :Co nta cto : [email protected]
Tesis de Posgrado
Página no digitalizadaPágina no digitalizadaTipo de material: Esquema
Alto: 40
Ancho: 54
Descripción: Esquema de instalación de aire comprimido yvacío
Esta página no pudo ser digitalizada por tener características especiales. La misma puede servista en papel concurriendo en persona a la Biblioteca Central Dr. Luis Federico Leloir.
This page could not be scanned because it did not fit in the scanner. You can see a paper copyin person in the Central Library Dr. Luis Federico Leloir.







