effects of temper bead on carbon steel by shielded metal ... · fcaw)...
TRANSCRIPT

The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003 ISSN 1513-7805 (Printed in Thailand) ISSN 2586-9663 (Online)
อทธพลของการเชอมเทมเปอรบทในวสดเหลกกลาคารบอนดวย
กระบวนการเชอมอารกไฟฟาดวยลวดเชอมหมฟลกซ
Effects of temper bead on carbon steel by shielded metal arc
welding process
สทธพงษ แสงอนทร1*
Sittipong sang-in1* 1ภาควชาเทคโนโลยวศวกรรมการเชอม, วทยาลยเทคโนโลยอตสาหกรรม, มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ บางซอ
กรงเทพฯ 10800 1 Department of Welding Engineering Teachnology, College of Industrial Tecahnology, King Mongkut’s University of Teachnology
North Bangkok, Bangsue, Bangkok 10800
*E-mail: [email protected]
Received: 12/02/2018; Accepted: 12/06/2018
บทคดยอ การเชอมเทมเปอรบทเหลกกลาคารบอนดวยกระบวนการเชอมอารกดวยลวดเชอมหมฟลกซ ไดถก
ดาเนนการเพอศกษาโครงสรางทางจลภาคและความแขงของโลหะเชอม วสดในการทดลอง คอ แผนเหลกกลา
คารบอน ASTM A 36 ทมขนาดกวาง 50 มลลเมตร ยาว 150 และหนา 5 มลลเมตร ลวดเชอมทใชคอ AWS A 5.1
E 7016 การทดลองแบงออกเปนสองสวน สวนแรก ศกษาอทธพลผลของระยะการเชอมทบแนวทมผลตอสมบต
โลหะเชอม โดยทาการเชอมดวยกระแส 90-110 แอมแปร สวนทสอง ศกษาอทธพลของชนแนวเชอมจานวน 6 ชน ท
กระแส 120 แอมแปร ทมผลตอสมบตโลหะเชอม จากผลการศกษาและวเคราะหโครงสรางมหภาคและจลภาคของ
พนทผลกระทบรอน พบวามการเปลยนแปลงโครงสรางจลภาคและมรปรางเกรนทมความหยาบมากกวาพนทการ
หลอมละลาย โครงสรางจลภาคของพนทการเทมเปอรถกปรบปรงและแสดงความแขงลงตากวาโลหะฐานและพนท
กระทบรอน เมอเปรยบเทยบความแขงกอนและหลงการเทมเปอรพบวาความแขงของโลหะเชอมมคาลดลงทกชน
การเชอม
Research Article
- 1 -

The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
คาสาคญ: การเชอมเทมเปอรบท, ความแขงของโลหะเชอม, โครงสรางจลภาค
Abstract
A temper bead welding of carbon steel using a shielded metal arc welding (SMAW) process was
performed to study microstructure and hardness of the weld metal. A material using in this experiment was ASTM
A36 carbon steel plate that was 50 millimeters in width, 150 millimeters in length and 5 millimeters in thickness.
The welding electrode was AWS A5.1 E7016. The experiment was divided into 2 parts. Firstly, the effect of
welding bead overlap distance on the weld property with the welding current of 90-110 amperes was investigated.
Secondly, the effect of the welding layer on the weld property with 6 welding layers and the welding current of
120 amperes was inspected. From the study and analysis on macro and microstructure of the heat affected zone
(HAZ), it was found that there was the alteration in microstructure and more rough grains shape than in the fusion
area. The microstructure of the tempered area was improved and showed the decreasing of hardness lower than
the base metal and HAZ. When compared the hardness of pre- and post- temper, it was revealed that the hardness
of the weld metal decreased in all weld layers.
Keywords: temper bead welding, weld metal hardness, microstructure
บทนา
กระบวนการเชอมอารกดวยลวดเชอมหมฟลกซ ความรอนไดจากการอารกระหวางลวดเชอมหมฟลกซกบ
ชนงาน เพอหลอมละลายลวดเชอมและชนงานใหตดกน แกนลวดเชอมทาหนาทเปนตวนากระแสไฟฟาและหลอม
ละลายเปนเนอโลหะเชอม สวนฟลกซทหมลวดเชอมหลอมละลายแตกตวเปนแกสปกคลม และหลอมละลายเปน
แสลกหลอมเหลว (molten slag) เพอปองกนบรรยากาศภายนอกเขามาทาปฏกรยากบแนวเชอมและชวยลดอตราการ
เยนตวของแนวเชอม
เหลกกลาคารบอนสามารถเปลยนสมบตทางกลไดโดยวธการปรบปรงคณภาพดวยความรอน การเพม
ความแขงแรงทางกล การเพมธาตผสม หรอหลายวธการรวมกน เหลกกลาคารบอนเมอไดรบความรอนจนมอณหภม
สงกวาอณหภมวกฤต จะเปลยนเปนเฟสออสเทนไนตซงเปนเฟสทไมเสถยร ณ อณหภมหอง และสามารถละลาย
คารบอนไดสง ถาควบคมการเยนตวอยางชา ๆ ลงมาทอณหภมหอง เฟสออสเทนไนตจะกลบมาเปนเฟอรไรต หรอ
เฟอรไรตหรอเพรลไลท หรอทงสองโครงสรางรวมกน (Limmaneevichitr, 2005)
- 2 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
Shen et al. (2012) ไดศกษาผลของความรอนทลงสชนงานตอขนาดรปรางของแนวเชอม ผลกระทบตอ
บรเวณกระทบรอนของเนวเชอม (heat affected zone: HAZ) ในกระบวนการเชอมอารกใตฟลกซ (submerged arc
welding: SAW) พบวาเมอความรอนลงสชนงานสงขน ขนาดรปราง ทงความนน ความกวาง ความลก ของแนว
เชอม รวมถงขนาดของบรเวณกระทบรอนเพมสงขน โครงสรางจลภาคเปนโปรยเทคตอยเฟอรไรทเกรนละเอยด
บรเวณ HAZ ซงละเอยดกวาเนอโลหะเดมททาการเชอมบรเวณ HAZ เกรนหยาบ ไดโครงสรางเบนไนท เฟอรไรท
และเพรลไลท ในขณะท Aloraier et al. (2006) ไดศกษาการเชอมอารกฟลกซคอร (flux cored arc welding:
FCAW) ดวยการทาเทมเปอรบท (temper bead) เพอลดการใหความรอนหลงการเชอมเปนวธการลดความเคนตกคาง
จากการเชอม ซงสงผลตอการเทมเปอรโครงสรางแนวเชอมและ HAZ ซงทาใหสมบตทางกลถกลดทอนลงไปดวย
อนไดแก ความตานทานการคบตว ความตานทานแรงดง เมอผานวฏจกรทางความรอนจากการใหความรอนหลงการ
เชอมหลายครง
ความรอนจากการเชอมสงผลทาใหบรเวณชนงานทไดรบอทธพลทางความรอน HAZ เกดการเปลยนแปลง
โครงสรางทางจลภาค เปนผลใหสมบตทางกลทไดเปลยนแปลง จาเปนตองใหความรอนกบชนงานหลงการเชอม
เพอปรบปรงสมบตทางกล อณหภมสงทเกดขนบนชนงานขณะการเชอมซอนแนวหลายชน ในกรณชนงานหนา ท
สงเกนคาอณหภมวกฤต เปนชวงอณหภมทกอใหเกดการเปลยนแปลงโครงสรางจลภาค อยางไรกตาม ความรอน
จากการเทมเปอรบทในแนวเชอมถดไปมขอจากดเรองความไมสมาเสมอของอณหภมอนเนองจากเปอรเซนตการ
ซอนทบทตางกนและระดบของการเทมเปอรเมอมการเชอมซอนทบหลายแนวเชอม เพอทจะเขาใจถงความสมพนธ
ดงกลาวนนวาสงผลอยางไรตอสมบตทางกล และโครงสรางทางจลภาคทเกดขน การวจยอทธพลของการเชอมเทม
เปอรบทในเหลกกลาคารบอนดวยกระบวนการเชอมไฟฟาดวยลวดเชอมหมฟลกซนจะทาใหทราบถงความสมพนธ
ทสงผลตอการเปลยนแปลงโครงสรางและสมบตทางกล
วสดอปกรณและวธการทดลอง
ในการศกษาครงนแบงการทดลองออกเปนชดการทดลอง ใชวสด ASTM A36 ซงมสวนผสมทางเคม ดง
ตารางท 1
การทดลองท 1 ศกษาเปอรเซนตการเชอมทบแนวตอการเปลยนแปลงโครงสรางจลภาคและสมบตทางกล
โดยในการทดลองนาชนงานวสดเหลกกลา ASTM A36 มาตดใหไดขนาดกวาง 50 ยาว 150 และหนา 5 มลลเมตร
ดงรปท 1 นาชนงานมาลบคมจากการตดบรเวณขอบของชนงาน และบรเวณผวหนาของชนงาน จากนนอบลวดเชอม
เพอลดความชนภายในฟลกซ ทอณหภม 350 ºC เปนเวลา 1 ชวโมง เชอมโดยใชกระแสไฟฟาแบบ DC electrode
positive (DCEP) ลวดเชอม AWS A5.1 E7016 เสนผานศนยกลาง 3.2 มลลเมตร ดวยกระแส 90, 100 และ 110
แอมแปร ทาการเชอมแนวทหนง เปนการเชอมเดนแนวบนแผนงาน ทาความสะอาดแนวเชอมแนวทหนงและปลอย
ใหเยนตวจนถงอณหภมหอง แลวเชอมแนวเชอมแนวทสองตามจดทกาหนดไวเพอใหไดเปอรเซนตการเชอมทบ
- 3 -

The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
แนวทหลากหลาย หลงจากนนจะทาการตดชนงานเพอตรวจสอบโครงสรางจลภาค การวดการซอนทบ และการ
ทดสอบคาความแขงในแนวตดขวางชนงาน ดงรปท 2
ตารางท 1. สวนผสมทางเคมของชนงาน (ASTM A36/A36M-14 Standard Specification for Carbon Structural
Steel) (American Society of Mechanical Engineers, 2007)
Fe C P S Mn Cu
99% 0.26% 0.04% 0.05% 0.75% 0.2%
รปท 1. ขนาดชนงาน
ทศทางการเชอม
รปท 2. ตาแหนงการตดชนงานทดสอบเปอรเซนตการซอนทบ
การทดลองท 2 ศกษาผลของจานวนชนของแนวเชอมตอการเปลยนแปลงสมบตเชงกล โดยในการทดลอง
นาชนงานวสดเหลกกลา ASTM A36 มาตดใหไดขนาดกวาง 50 ยาว 150 และหนา 5 มลลเมตร ใชกระแสไฟฟา
- 4 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
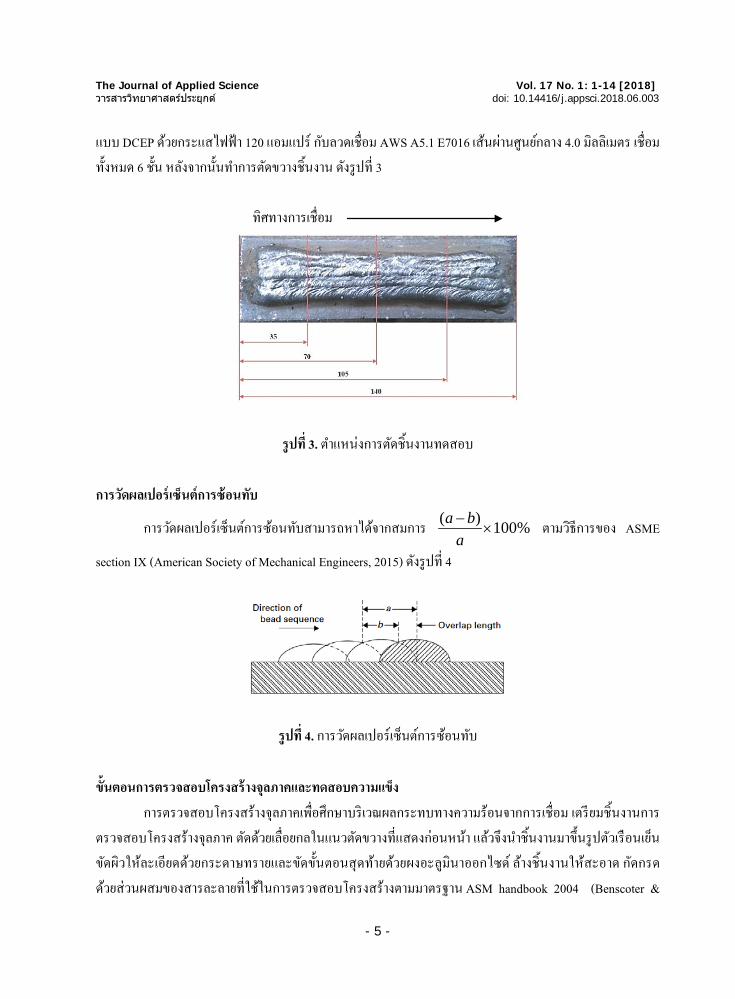
แบบ DCEP ดวยกระแสไฟฟา 120 แอมแปร กบลวดเชอม AWS A5.1 E7016 เสนผานศนยกลาง 4.0 มลลเมตร เชอม
ทงหมด 6 ชน หลงจากนนทาการตดขวางชนงาน ดงรปท 3
ทศทางการเชอม
รปท 3. ตาแหนงการตดชนงานทดสอบ
การวดผลเปอรเซนตการซอนทบ
การวดผลเปอรเซนตการซอนทบสามารถหาไดจากสมการ %100)(×
−a
ba ตามวธการของ ASME
section IX (American Society of Mechanical Engineers, 2015) ดงรปท 4
รปท 4. การวดผลเปอรเซนตการซอนทบ
ขนตอนการตรวจสอบโครงสรางจลภาคและทดสอบความแขง
การตรวจสอบโครงสรางจลภาคเพอศกษาบรเวณผลกระทบทางความรอนจากการเชอม เตรยมชนงานการ
ตรวจสอบโครงสรางจลภาค ตดดวยเลอยกลในแนวตดขวางทแสดงกอนหนา แลวจงนาชนงานมาขนรปตวเรอนเยน
ขดผวใหละเอยดดวยกระดาษทรายและขดขนตอนสดทายดวยผงอะลมนาออกไซด ลางชนงานใหสะอาด กดกรด
ดวยสวนผสมของสารละลายทใชในการตรวจสอบโครงสรางตามมาตรฐาน ASM handbook 2004 (Benscoter &
- 5 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
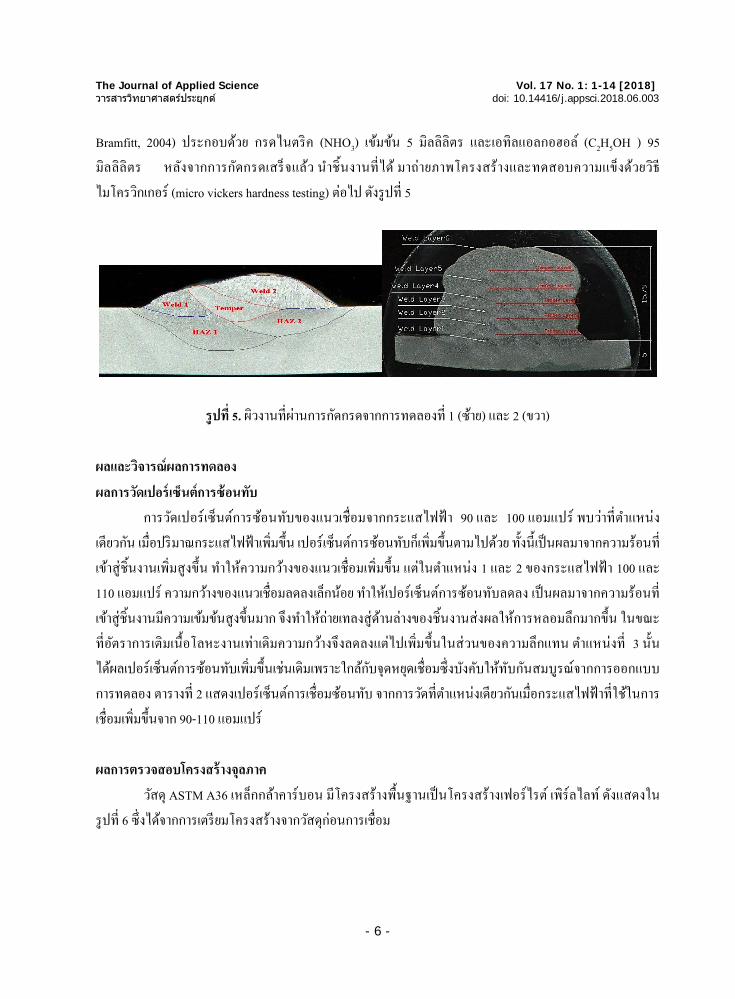
Bramfitt, 2004) ประกอบดวย กรดไนตรค (NHO3) เขมขน 5 มลลลตร และเอทลแอลกอฮอล (C2H5OH ) 95
มลลลตร หลงจากการกดกรดเสรจแลว นาชนงานทได มาถายภาพโครงสรางและทดสอบความแขงดวยวธ
ไมโครวกเกอร (micro vickers hardness testing) ตอไป ดงรปท 5
รปท 5. ผวงานทผานการกดกรดจากการทดลองท 1 (ซาย) และ 2 (ขวา)
ผลและวจารณผลการทดลอง
ผลการวดเปอรเซนตการซอนทบ
การวดเปอรเซนตการซอนทบของแนวเชอมจากกระแสไฟฟา 90 และ 100 แอมแปร พบวาทตาแหนง
เดยวกน เมอปรมาณกระแสไฟฟาเพมขน เปอรเซนตการซอนทบกเพมขนตามไปดวย ทงนเปนผลมาจากความรอนท
เขาสชนงานเพมสงขน ทาใหความกวางของแนวเชอมเพมขน แตในตาแหนง 1 และ 2 ของกระแสไฟฟา 100 และ
110 แอมแปร ความกวางของแนวเชอมลดลงเลกนอย ทาใหเปอรเซนตการซอนทบลดลง เปนผลมาจากความรอนท
เขาสชนงานมความเขมขนสงขนมาก จงทาใหถายเทลงสดานลางของชนงานสงผลใหการหลอมลกมากขน ในขณะ
ทอตราการเตมเนอโลหะงานเทาเดมความกวางจงลดลงแตไปเพมขนในสวนของความลกแทน ตาแหนงท 3 นน
ไดผลเปอรเซนตการซอนทบเพมขนเชนเดมเพราะใกลกบจดหยดเชอมซงบงคบใหทบกนสมบรณจากการออกแบบ
การทดลอง ตารางท 2 แสดงเปอรเซนตการเชอมซอนทบ จากการวดทตาแหนงเดยวกนเมอกระแสไฟฟาทใชในการ
เชอมเพมขนจาก 90-110 แอมแปร
ผลการตรวจสอบโครงสรางจลภาค
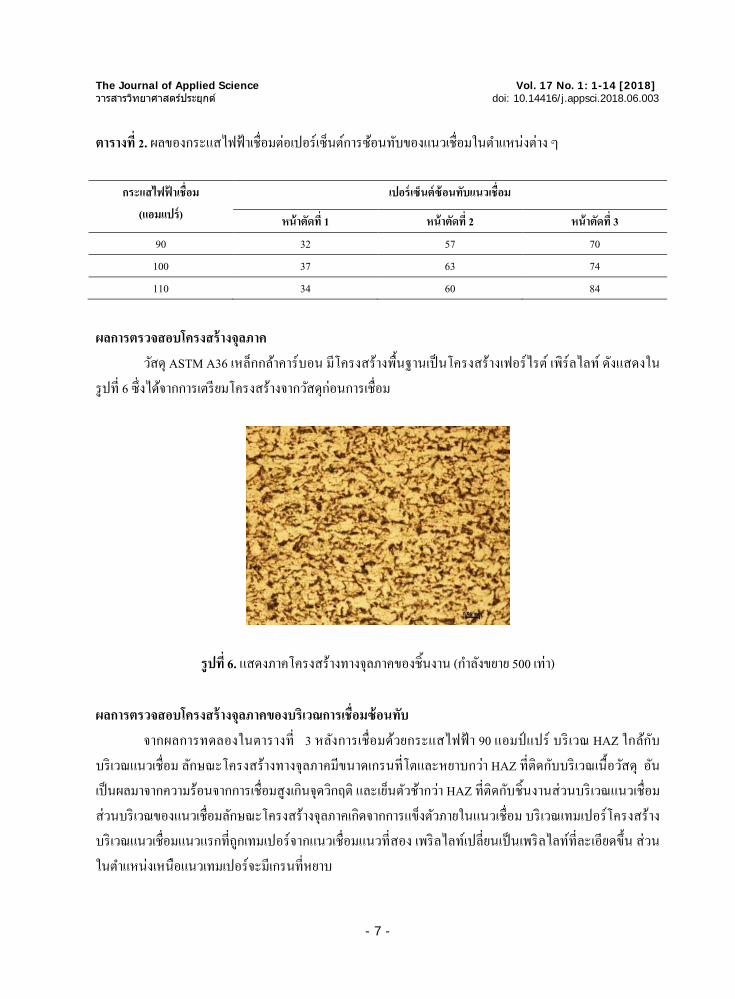
วสด ASTM A36 เหลกกลาคารบอน มโครงสรางพนฐานเปนโครงสรางเฟอรไรต เพรลไลท ดงแสดงใน
รปท 6 ซงไดจากการเตรยมโครงสรางจากวสดกอนการเชอม
- 6 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
ตารางท 2. ผลของกระแสไฟฟาเชอมตอเปอรเซนตการซอนทบของแนวเชอมในตาแหนงตาง ๆ
กระแสไฟฟาเชอม
(แอมแปร)
เปอรเซนตซอนทบแนวเชอม
หนาตดท 1 หนาตดท 2 หนาตดท 3
90 32 57 70
100 37 63 74
110 34 60 84
ผลการตรวจสอบโครงสรางจลภาค
วสด ASTM A36 เหลกกลาคารบอน มโครงสรางพนฐานเปนโครงสรางเฟอรไรต เพรลไลท ดงแสดงใน
รปท 6 ซงไดจากการเตรยมโครงสรางจากวสดกอนการเชอม
รปท 6. แสดงภาคโครงสรางทางจลภาคของชนงาน (กาลงขยาย 500 เทา)
ผลการตรวจสอบโครงสรางจลภาคของบรเวณการเชอมซอนทบ
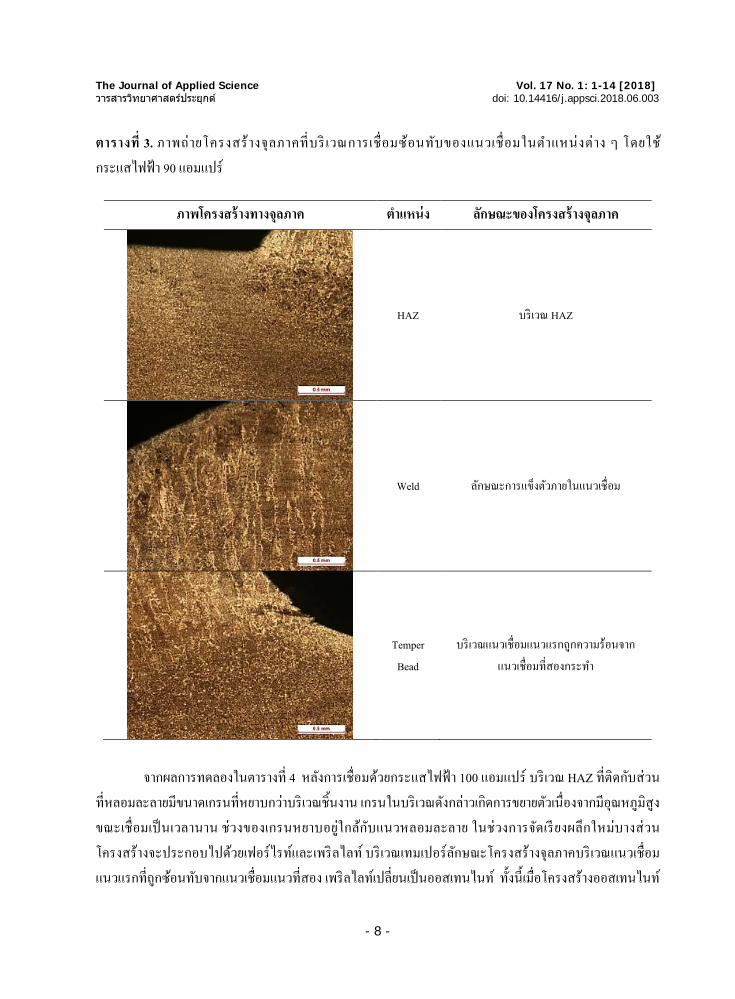
จากผลการทดลองในตารางท 3 หลงการเชอมดวยกระแสไฟฟา 90 แอมปแปร บรเวณ HAZ ใกลกบ
บรเวณแนวเชอม ลกษณะโครงสรางทางจลภาคมขนาดเกรนทโตและหยาบกวา HAZ ทตดกบบรเวณเนอวสด อน
เปนผลมาจากความรอนจากการเชอมสงเกนจดวกฤต และเยนตวชากวา HAZ ทตดกบชนงานสวนบรเวณแนวเชอม
สวนบรเวณของแนวเชอมลกษณะโครงสรางจลภาคเกดจากการแขงตวภายในแนวเชอม บรเวณเทมเปอรโครงสราง
บรเวณแนวเชอมแนวแรกทถกเทมเปอรจากแนวเชอมแนวทสอง เพรลไลทเปลยนเปนเพรลไลททละเอยดขน สวน
ในตาแหนงเหนอแนวเทมเปอรจะมเกรนทหยาบ
- 7 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
ตารางท 3. ภาพถายโครงสรางจลภาคทบรเวณการเชอมซอนทบของแนวเชอมในตาแหนงตาง ๆ โดยใช
กระแสไฟฟา 90 แอมแปร
ภาพโครงสรางทางจลภาค ตาแหนง ลกษณะของโครงสรางจลภาค
HAZ บรเวณ HAZ
Weld ลกษณะการแขงตวภายในแนวเชอม
Temper
Bead
บรเวณแนวเชอมแนวแรกถกความรอนจาก
แนวเชอมทสองกระทา
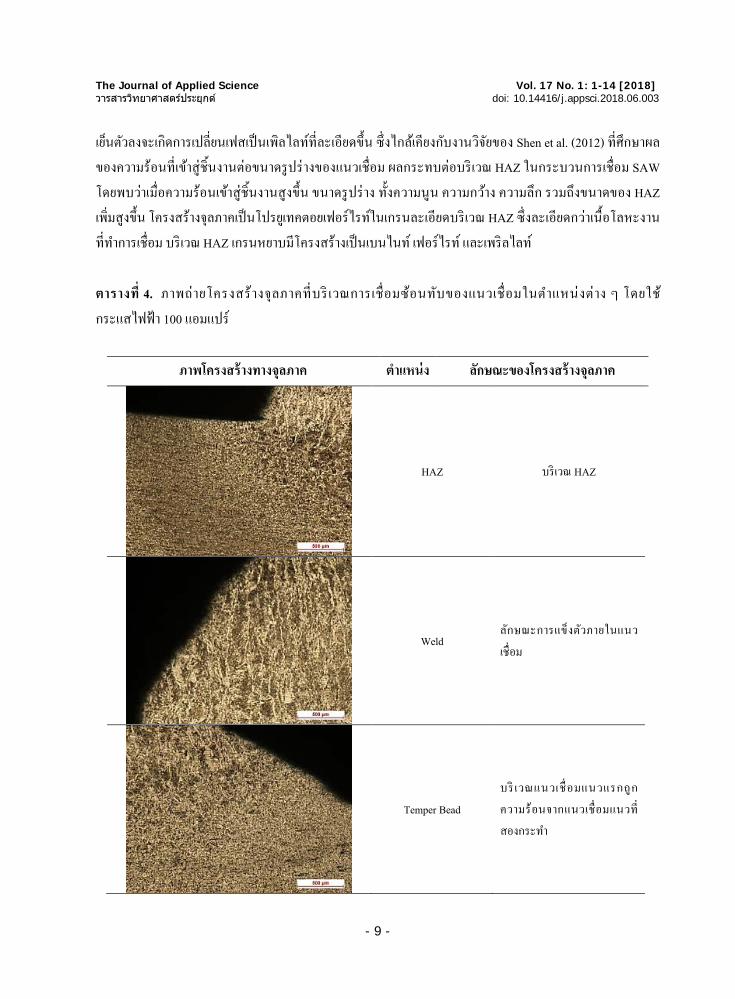
จากผลการทดลองในตารางท 4 หลงการเชอมดวยกระแสไฟฟา 100 แอมแปร บรเวณ HAZ ทตดกบสวน
ทหลอมละลายมขนาดเกรนทหยาบกวาบรเวณชนงาน เกรนในบรเวณดงกลาวเกดการขยายตวเนองจากมอณหภมสง
ขณะเชอมเปนเวลานาน ชวงของเกรนหยาบอยใกลกบแนวหลอมละลาย ในชวงการจดเรยงผลกใหมบางสวน
โครงสรางจะประกอบไปดวยเฟอรไรทและเพรลไลท บรเวณเทมเปอรลกษณะโครงสรางจลภาคบรเวณแนวเชอม
แนวแรกทถกซอนทบจากแนวเชอมแนวทสอง เพรลไลทเปลยนเปนออสเทนไนท ทงนเมอโครงสรางออสเทนไนท
- 8 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
เยนตวลงจะเกดการเปลยนเฟสเปนเพลไลททละเอยดขน ซงไกลเคยงกบงานวจยของ Shen et al. (2012) ทศกษาผล
ของความรอนทเขาสชนงานตอขนาดรปรางของแนวเชอม ผลกระทบตอบรเวณ HAZ ในกระบวนการเชอม SAW
โดยพบวาเมอความรอนเขาสชนงานสงขน ขนาดรปราง ทงความนน ความกวาง ความลก รวมถงขนาดของ HAZ
เพมสงขน โครงสรางจลภาคเปนโปรยเทคตอยเฟอรไรทในเกรนละเอยดบรเวณ HAZ ซงละเอยดกวาเนอโลหะงาน
ททาการเชอม บรเวณ HAZ เกรนหยาบมโครงสรางเปนเบนไนท เฟอรไรท และเพรลไลท
ตารางท 4. ภาพถายโครงสรางจลภาคทบรเวณการเชอมซอนทบของแนวเชอมในตาแหนงตาง ๆ โดยใช
กระแสไฟฟา 100 แอมแปร
ภาพโครงสรางทางจลภาค ตาแหนง ลกษณะของโครงสรางจลภาค
HAZ บรเวณ HAZ
Weld ลกษณะการแขงตวภายในแนว
เชอม
Temper Bead
บรเวณแนวเชอมแนวแรกถก
ความรอนจากแนวเชอมแนวท
สองกระทา
- 9 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
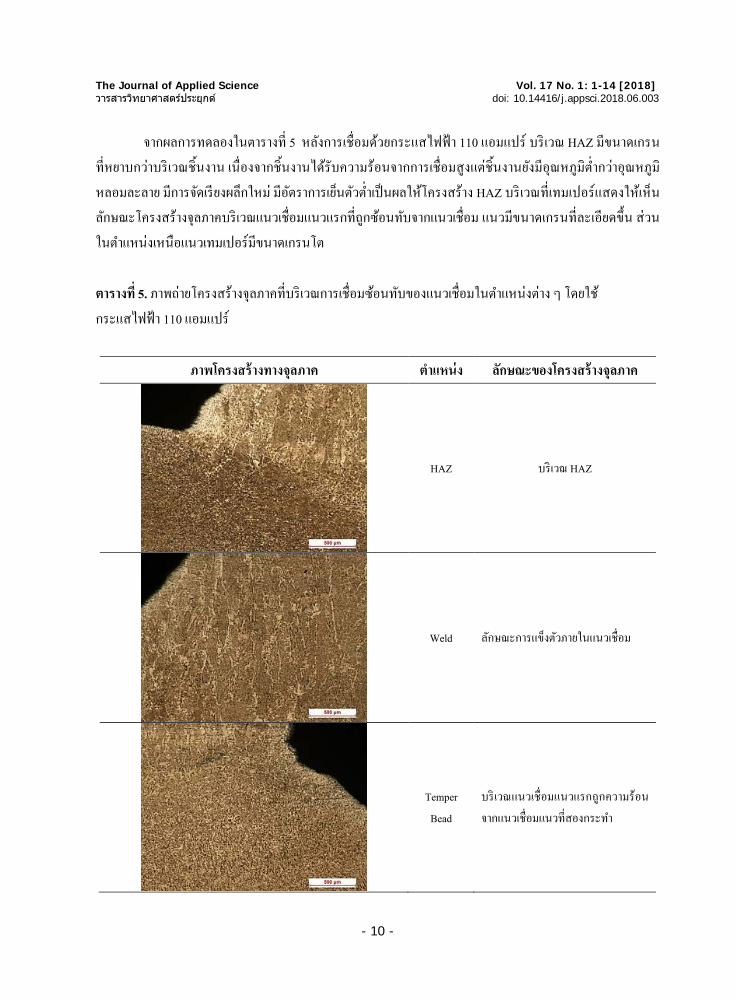
จากผลการทดลองในตารางท 5 หลงการเชอมดวยกระแสไฟฟา 110 แอมแปร บรเวณ HAZ มขนาดเกรน
ทหยาบกวาบรเวณชนงาน เนองจากชนงานไดรบความรอนจากการเชอมสงแตชนงานยงมอณหภมตากวาอณหภม
หลอมละลาย มการจดเรยงผลกใหม มอตราการเยนตวตาเปนผลใหโครงสราง HAZ บรเวณทเทมเปอรแสดงใหเหน
ลกษณะโครงสรางจลภาคบรเวณแนวเชอมแนวแรกทถกซอนทบจากแนวเชอม แนวมขนาดเกรนทละเอยดขน สวน
ในตาแหนงเหนอแนวเทมเปอรมขนาดเกรนโต
ตารางท 5. ภาพถายโครงสรางจลภาคทบรเวณการเชอมซอนทบของแนวเชอมในตาแหนงตาง ๆ โดยใช
กระแสไฟฟา 110 แอมแปร
ภาพโครงสรางทางจลภาค ตาแหนง ลกษณะของโครงสรางจลภาค
HAZ บรเวณ HAZ
Weld ลกษณะการแขงตวภายในแนวเชอม
Temper
Bead
บรเวณแนวเชอมแนวแรกถกความรอน
จากแนวเชอมแนวทสองกระทา
- 10 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
ผลของการศกษาโครงสรางจลภาคดงกลาวสอดคลองกบงานวจยของ Aloraier et al. (2006) ทไดศกษาการ
เชอม FCAW ดวยการทาเทมเปอรบทเพอลดการใหความรอนหลงการเชอม เปนวธการลดความเคนตกคางจากการ
เชอม ซงสงผลตอการเทมเปอรโครงสรางแนวเชอมและ HAZ ททาใหสมบตทางกลถกลดทอนลงไปดวย อนไดแก
ความตานทานการคบตว ความตานทานแรงดง เมอผานวฏจกรทางความรอนจากการใหความรอนหลงการเชอม
หลายครง โดยศกษาเปอรเซนตการเชอมซอนแนวทมผลตอโครงสรางจลภาคและสมบตทางกล ผลการวจยพบวา
ถงแมวาจะเกดการเชอมซอนทบกยงใหโครงสรางและสมบตทางกลทด โดยทเปอรเซนตการเชอมซอนแนว 70
เปอรเซนต พบวาคาความแขงเพมขนในบรเวณทไมถกการเทมเปอรและบรเวณทไมถกการเชอมซอนทบ สวน
บรเวณทถกซอนทบและถกเทมเปอรบทใหคาความแขงทลดลง โดยพบเกรนทหยาบในบรเวณ HAZ ของแนวเชอม
แนวท 1 และละเอยดขนใน HAZ ของแนวเชอมแนวท 2 จงเหนไดชดวาเปอรเซนตการเชอมซอนแนวสงผลตอคา
ความแขงและโครงสรางจลภาค โดยยงคงใหโครงสรางและคาความแขงทดทเปอรเซนตการเชอมซอนแนวระหวาง
50-70 เปอรเซนต โดยโครงสรางของ HAZ มคาความแขงลดลง 22 เปอรเซนต
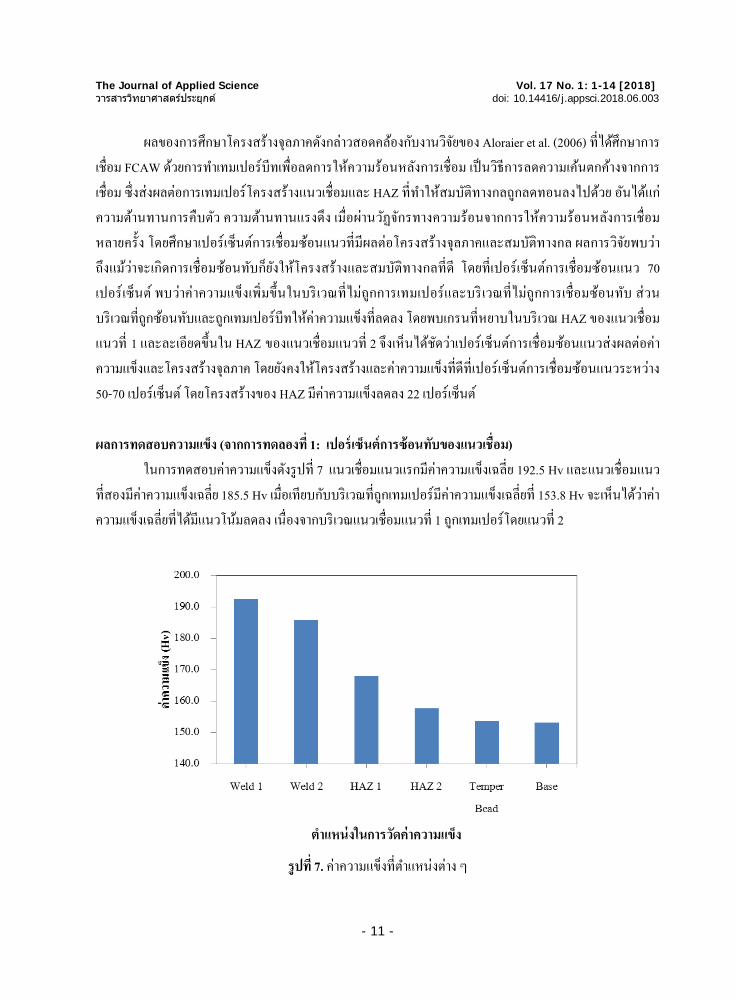
ผลการทดสอบความแขง (จากการทดลองท 1: เปอรเซนตการซอนทบของแนวเชอม)
ในการทดสอบคาความแขงดงรปท 7 แนวเชอมแนวแรกมคาความแขงเฉลย 192.5 Hv และแนวเชอมแนว
ทสองมคาความแขงเฉลย 185.5 Hv เมอเทยบกบบรเวณทถกเทมเปอรมคาความแขงเฉลยท 153.8 Hv จะเหนไดวาคา
ความแขงเฉลยทไดมแนวโนมลดลง เนองจากบรเวณแนวเชอมแนวท 1 ถกเทมเปอรโดยแนวท 2
รปท 7. คาความแขงทตาแหนงตาง ๆ
ตาแหนงในการวดคาความแขง
- 11 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
บรเวณ HAZ 1 มคาความแขงเฉลย 168 Hv และบรเวณ HAZ 2 มคาความแขงเฉลย 155.7 Hv เมอเทยบ
กบบรเวณทถกเทมเปอรคาความแขงเฉลยของบรเวณ HAZ มคาสงกวา จะเหนไดวา วฏจกรทางความรอนมผลตอ
การเปลยนแปลงโครงสรางรวมถงคาความแขงอกดวย ผลการทดสอบนเปนไปในทางเดยวกบการศกษาของ
Aloraier et al. (2004) ซงไดศกษาถงลาดบการเชอม FCAW ทสงผลตอโครงสรางจลภาคและคาความแขงดวย
เทคนคเทมเปอรบท พบวาลาดบขนการเชอมมผลตอโครงสรางจลภาคและสงผลทาใหคาความแขงและขนาดของ
HAZ ลดลง หลงจากทไดทาการเชอมแนวทสองและความรอนสงผลตอแนวเชอมแรก
ผลการทดสอบความแขง (จากการทดลองท 2: จานวนชนของแนวเชอม)
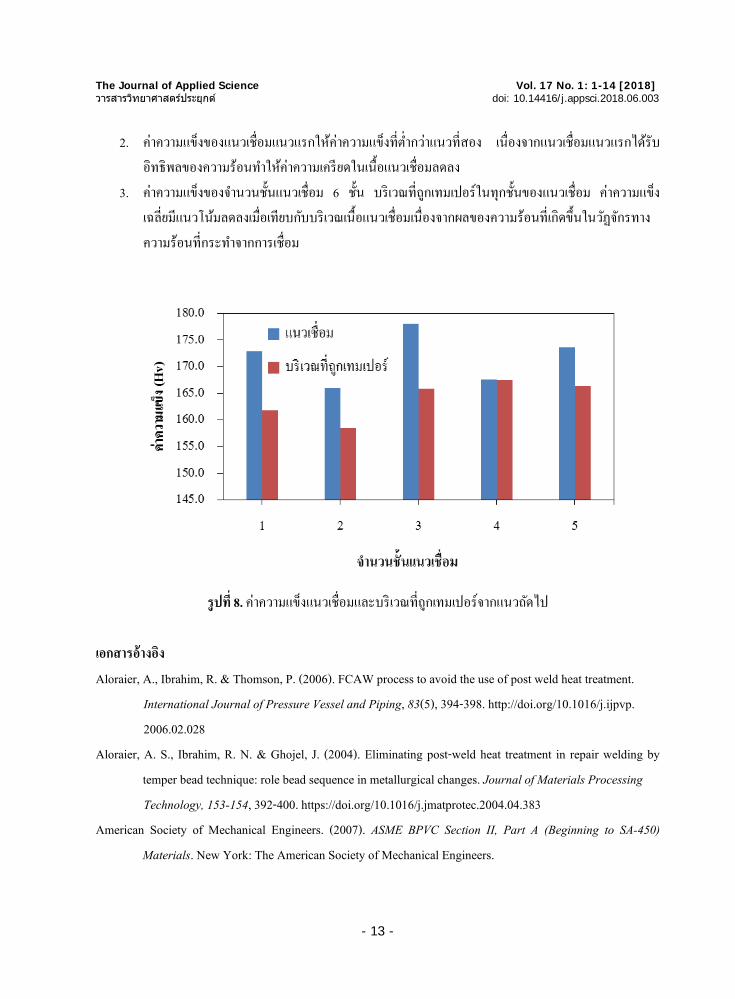
จากการทดสอบคาความแขงดงรปท 8 แนวเชอมแนวท 1 มคาความแขงเฉลย 172.9 Hv แนวเชอมแนวท 1
ทถกแนวเชอมแนวท 2 เทมเปอรมคาความแขงเฉลย 161.9 Hv คาความแขงแนวเชอมแนวท 2 มคาความแขงเฉลย
166 Hv แนวเชอมแนวท 2 ทถกแนวเชอมแนวท 3 เทมเปอร มคาความแขงเฉลย 158.5 Hv ซงผลการทดสอบความ
แขงมแนวโนมเหนไดชดวา คาความแขงบรเวณทถกเทมเปอรมคาความแขงลดลงทกชนทถกเทมเปอร ซงเทยบเคยง
ไดกบการศกษาของ Suarez et al. (2015) ทศกษาวธการเชอมเหลกกลาสาหรบทาแมพมพ AISI P20 ดวย
กระบวนการเชอมอารคทงสเตนแกสปกคลม (gas tungsten arc welding: GTAW) โดยทาการเชอมแนวเชอมและ
แบบเชอมซอนแนว และศกษาผลดานขนาดรปรางของแนวเชอม คาความแขงและโครงสรางจลภาค ซงการเชอม
ซอนแนวทาใหเกดการเทมเปอรดวยวฎจกรทางความรอนกบแนวเชอมและ HAZ ซงความรอนในแนวถดมาทาให
เกดการเทมเปอรมารเทนไซดทบรเวณ HAZ สงผลใหคาความแขงลดลง โดยหากในแนวถดไปใชพลงงานทเพม
สงขน กจะทาใหคาความแขงทไดลดลงมากขนตามไปดวย ซงกรณของเหลกกลาไรสนมอาจใหผลของคาความแขง
ตางออกไป ไดแกการศกษาของ Das et al. (2009) ทศกษาเกยวกบการเลอกใหโลหะเตมและผลของการเทมเปอรตอ
สมบตทางกลของการเชอมโลหะตางชนดกนระหวางเหลกกลาไรสนม 403 และ 304L(N) พบวา ความรอนจาก
แนวบทเตอรรงดวยลวดเชอม 403 SS และเชอมดวยลวด ERNiCr-3 ผลของการเทมเปอรไมสงผลตอสมบตทางกล
ในดานลบโดยยงคงใหคาความเหนยวและความแขงแรงจากการทดสอบการดดโคงทด ซงหลงจากเชอมเสรจแลวก
ไมตองทาการใหความรอนหลงการเชอม
สรปผลการทดลอง
1. จากการศกษาการเชอมเปอรเซนตการซอนแนวและจานวนชนของแนวเชอม 6 ชน พบวาสวนบรเวณแนว
เชอม ลกษณะโครงสรางจลภาคเกดจากการแขงตวภายในแนวเชอม บรเวณเทมเปอรโครงสรางบรเวณ
แนวเชอมแนวกอนหนาทถกเทมเปอรจากแนวเชอมแนวทถดไป มผลใหเพรลไลทเปลยนเปนเพรลไลทท
ละเอยดขน สวนในตาแหนงเหนอแนวเทมเปอรจะเปนสวนของเกรนหยาบ
- 12 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
2. คาความแขงของแนวเชอมแนวแรกใหคาความแขงทตากวาแนวทสอง เนองจากแนวเชอมแนวแรกไดรบ
อทธพลของความรอนทาใหคาความเครยดในเนอแนวเชอมลดลง
3. คาความแขงของจานวนชนแนวเชอม 6 ชน บรเวณทถกเทมเปอรในทกชนของแนวเชอม คาความแขง
เฉลยมแนวโนมลดลงเมอเทยบกบบรเวณเนอแนวเชอมเนองจากผลของความรอนทเกดขนในวฏจกรทาง
ความรอนทกระทาจากการเชอม
รปท 8. คาความแขงแนวเชอมและบรเวณทถกเทมเปอรจากแนวถดไป
เอกสารอางอง
Aloraier, A., Ibrahim, R. & Thomson, P. (2006). FCAW process to avoid the use of post weld heat treatment.
International Journal of Pressure Vessel and Piping, 83(5), 394-398. http://doi.org/10.1016/j.ijpvp.
2006.02.028
Aloraier, A. S., Ibrahim, R. N. & Ghojel, J. (2004). Eliminating post-weld heat treatment in repair welding by
temper bead technique: role bead sequence in metallurgical changes. Journal of Materials Processing
Technology, 153-154, 392-400. https://doi.org/10.1016/j.jmatprotec.2004.04.383
American Society of Mechanical Engineers. (2007). ASME BPVC Section II, Part A (Beginning to SA-450)
Materials. New York: The American Society of Mechanical Engineers.
- 13 -
The Journal of Applied Science Vol. 17 No. 1: 1-14 [2018] วารสารวทยาศาสตรประยกต doi: 10.14416/j.appsci.2018.06.003
American Society of Mechanical Engineers. (2015). ASME BPVC Section IX, qualification standard for welding,
brazing, and fusing procedures; welders; brazers; and welding, brazing, and fusing operators. New
York: The American Society of Mechanical Engineers.
Benscoter, A. O. & Bramfitt, B. L. (2004). Metallography and microstructures of low-carbon and coated steels. In
G. F. V. Voort (Ed.), Metallography and Microstructures, Vol 9, ASM Handbook pp. 588-607. Ohio:
ASM International.
Das, C. R., Bhaduri, A. K., Srinivasan, G., Shankar, V. & Mathew, S. (2009). Selection of filler wire for and
effect of auto tempering on the mechanical properties of dissimilar metal joint between 403 and 304L(N)
stainless steels. Journal of Materials Processing Technology, 209(3), 1428-1435. https://doi.org/10.
1016/j.jmatprotec.2008.03.053
Limmaneevichitr, C. (2005). Welding Metallurgy (1st ed). Bangkok, Thailand: King Mongkut's University of
Technology thonburi. (in Thai)
Suarez, S.-A., Suarez, A. M. & Preciado, W. T. (2015). Arc welding procedures on steels for molds and dies.
Procedia Engineering, 100, 584-591. https://doi.org/10.1016/j.proeng.2015.01.408
Shen, S., Oguocha, I. N. A. & Yannacopoulos, S. (2012). Effect of heat input on weld bead geometry of
submerged arc welded ASTM A709 Grade 50 steel joint. Journal of Material Processing Technology,
212(1), 286-294. https://doi.org/10.1016/j.jmatprotec.2011.09.013
- 14 -