embalajes 1
DESCRIPTION
Tipos de envalajeTRANSCRIPT
PREPARACION DEL PAPEL
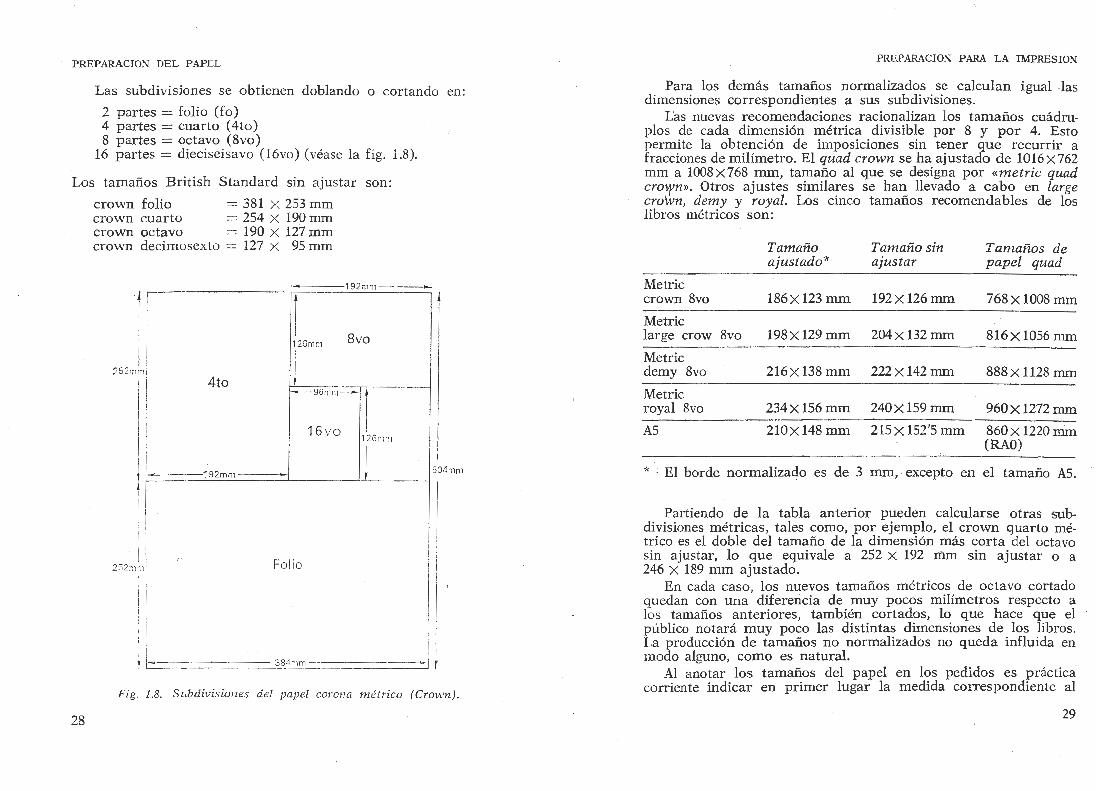
Las subdivisiones se obtienen doblando o cortando en:
2 partes = folio (fo) 4 partes = cuarto ( 4to) 8 partes = octavo ( 8vo)
16 partes= dieciseisavo (16vo) (véase la fig. 1.8).
Los tamaños British Standard sin ajustar son:
crown folio = 381 X 253 mm crown cuarto = 254 X 190 mm crown octavo = 190 X 127 mm crown decimosexto = 127 X 95 mm
192m m
'1 1
,J¡ 4to 1
8vo 12Gmm
1
¡ 192mm
252mm ¡ Folio
Fig. 1.8. SubdivisioHes del papel corona métrico (Crown).
28
PREPARACION PARA LA IMPRESION
Para los demás tamaños normalizados se calculan igual . las dimensiones correspondientes a sus subdivisiones.
Las nuevas recomendaciones racionalizan los tamaños cuádru-. plos de cada dimensión métricá divisible por 8 y por 4. Esto permite la obtención de imposiciones sin tener que recurrir a fracciones de milímetro. El quad crown se ha ajustado de 1016 X 762 mm a 1008X768 mm, tamaño al que se designa por «metric quad crolfn». Otros ajustes similares se han llevado a cabo en large crown, demy y royal. Los cinco tamaños recomendables de los libros métricos son:
Tamaño Tamaño sin Tamaños de ajustado* ajustar papel quad
Metric crown 8vo 186X123 mm 192X126mm 768Xl008 mm
Metric large crow 8vo 198X129mm 204X132mm 816X1056 mm
Metric demy 8vo 216X138mm 222X142mm 888X 1128 mm - -Me trie royal 8vo 234X156mm 240X159mm 960X1272mm
AS 210X148mm 215 X 152'5 mm 860X1220mm (RAO)
* El borde normalizado es de 3 mm, excepto en el tamaño AS.
Partiendo de la tabla anterior pueden calcularse otras subdivisiones métricas, tales como, por ejemplo, el crown quarto métrico es el doble del tamaño de la dimensión más corta del octavo sin ajustar, lo que equivale a 252 X 192 mm sin ajustar o a 246 X 189 mm ajustado.
En cada caso, los nuevos tamaños métricos de octavo cortado quedan con una diferencia de muy pocos milímetros respecto a los tamaños anteriores, también cortados, lo que hace que el público notará muy poco las distintas dimensiones de los libros. La producción de tamaños no normalizados no queda influida en modo alguno, como es natural.
Al anotar los tamaños del papel en los pedidos es práctica corriente indicar en primer lugar la medida correspondiente al
29
PREPARACION DEL PAPEL
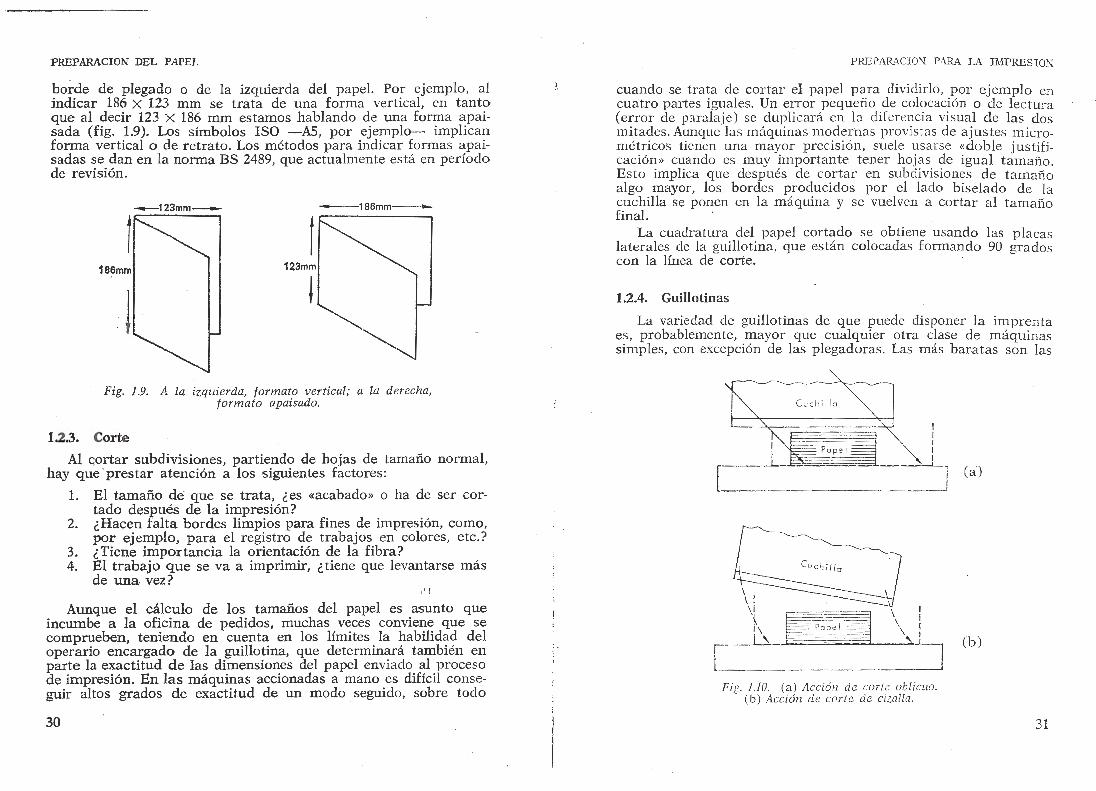
borde de plegado o de la izquierda del papel. Por ejemplo, al indicar 186 X 123 mm se trata de una forma vertical, en tanto que al decir 123 X 186 mm estamos hablando de una forma apaisada (fig. 1.9). Los símbolos ISO -AS, por ejemplo- implican forma vertical o de retrato. Los métodos para indicar formas apaisadas se dan en la norma BS 2489, que actualmente está en período de revisión.
----186mm_:______-.
1 186mm
¡ Fig. 1.9. A la izquierda, formato vertical; a la derecha,
formato apaisado.
1.2.3. Corte
Al cortar subdivisiones, partiendo de hojas de tamaño normal, ha.y que· prestar atención a los siguientes factores:
l. El tamaño de que se trata, ¿es «acabado» o ha de ser cortado después de la impresión?
2. ¿Hacen falta bordes limpios para fines de impresión, como, por ejemplo, para el registro de trabajos en colores, etc.?
3. ¿Tiene importancia la orientación de la fibra? 4. El trabajo que se va a imprimir, ¿tiene que levantarse más
de una vez? ,., Aunque el cálculo de los tamaños del papel es asunto que
incumbe a la oficina de pedidos, muchas veces conviene que se comprueben, teniendo en cuenta en los límites la habilidad del operario encargado de la guillotina, que determinará también en parte la exactitud de las dimensiones del papel enviado al proceso de impresión. En las máquinas accionadas a mano es difícil conseguir altos grados de exactitud de un modo seguido, sobre todo
30
PREPARACION PARA LA IMPRESION
cuando se trata de cortar el papel para dividirlo, por ejemplo en cuatro partes iguales. Un error pequeño de colocación o de lectura (error de paralaje) se duplicará en la diferencia visual de las dos mitades. Aunque las máquinas modernas provistas de ajustes micrométricos tienen una mayor precisión, suele usarse «doble justificación» cuando es muy importante tener hojas de igual tamaño. Esto implica que después de cortar en subdivisiones de tamaño algo mayor, los bordes producidos por el lado biselado de la cuchilla se ponen en la máquina y se vuelven a cortar al tamaño final.
La cuadratura del papel cortado se obtiene usando las placas laterales de la guillotina, que están colocadas formando 90 grados con la línea de corte.
1.2.4. Guillotinas
La variedad de guillotinas de que puede disponer la imprenta es, probablemente, mayor que cualquier otra clase de máquinas simples, con excepción de las plegadoras. Las más baratas son las .
\ 1 \ 1 \ :
\j \._1 r, -1 '
Fig. 1.10. (a) Acción de corte oblicuo. ( b) Acción de corte de cizalla.
(a)
(b)
31
PREPARACION DEL PAPEL
que se accionan a mano, tanto en el agarre como en el corte, con luces hasta unos 500 mm. Las máquinas de motor empiezan también con luces relativamente pequeñas, pero llegan hasta las potentes usadas en las papeleras para el corte de sus hojas más grandes.
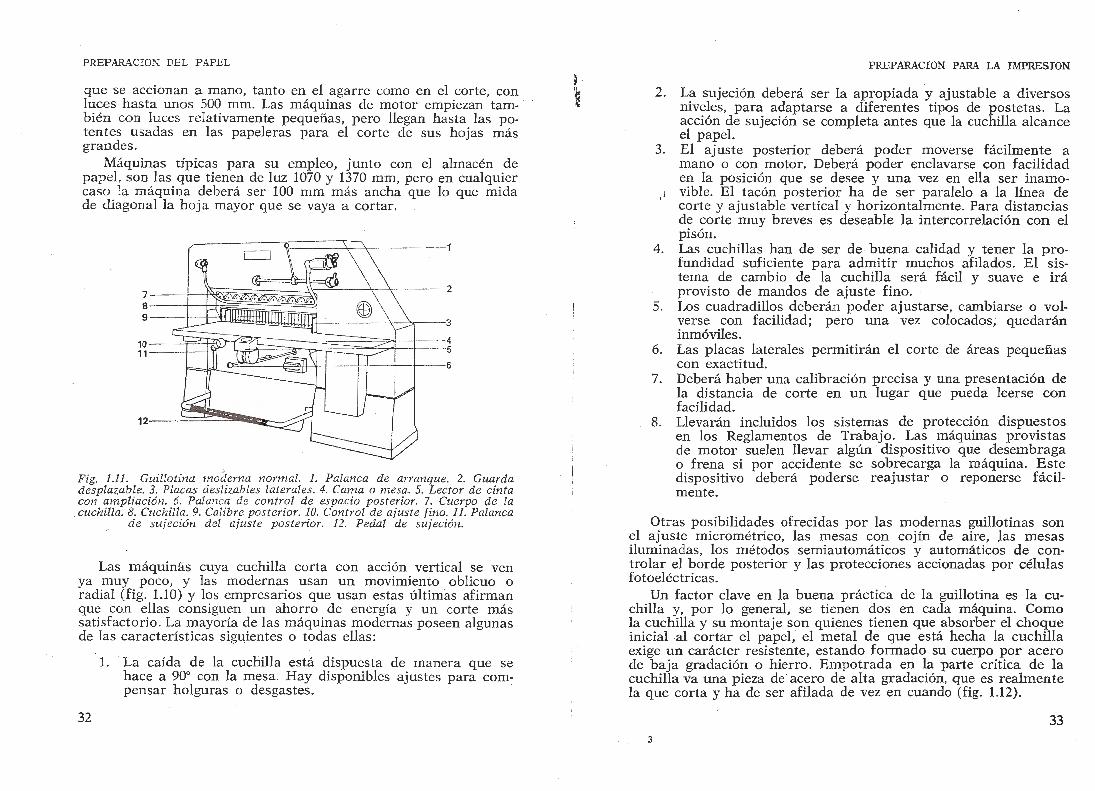
Máquinas típicas para su empleo, junto con el almacén de papel, son las que tienen de luz 1070 y 1370 mm, pero en cualquier caso la máquina deberá ser 100 mm más ancha que lo que mida de diagonal la hoja mayor que se vaya a cortar.
:=====i~~!lliiffi~ffiffi~~::~~~~~~~: 10 4 11 5
~~~o~~--~5Hi~+---4-~~--+----s
12 ~ ~
Fig. 1.11. Guillotina moderna normal. l. Palanca de arranque. 2. Guarda desplazable. 3. Placas deslizables laterales. 4. Cama o mesa. 5. Lector de cinta con ampliación. 6. Palanca de control de espacio posterior. 7. Cuerpo de la cuchilla. 8. Cuchilla. 9. Calibre posterior. 10. Control de ajuste fino. 11. Palanca
de sujeción del ajuste posterior. 12. Pedal de sujeción.
Las máquinfts cuya cuchilla corta con acción vertical se ven ya muy poco, y las modernas usan un movimiento oblicuo o radial (fig. 1.10) y los empresarios que usan estas últimas afirman que con ellas consiguen un ahorro de energía y un corte más satisfactorio. La mayoría de las máquinas modernas poseen algunas de las características siguientes o todas ellas:
32
l. La caída de la cuchilla está dispuesta de manera que se hace a 90" con la mesa. Hay disponibles ajustes para compensar holguras o desgastes.
~
'E
PREPARACION PARA LA IMPRESION
2. La sujeción deberá ser la apropiada y ajustable a diversos niveles, para adaptarse a diferentes tipos de postetas. La acción de sujeción se completa antes que la cuchilla alcance el papel.
3. El ajuste posterior deberá poder moverse fácilmente a mano o con motor. Deberá poder enclavarse con facilidad en la posición que se desee y una vez en ella ser inamo-
' 1 vible. El tacón posterior ha de ser paralelo a la línea de corte y ajustable vertical y horizontalmente. Para distancias de corte muy breves es deseable la intercorrelación con el pisón.
4. Las cuchillas han de ser de buena calidad y tener la profundidad suficiente para admitir muchos afilados. El sistema de cambio de la cuchilla será fácil y suave e irá provisto de mandos de ajuste fino.
5. Los cuadradillos deberán poder ajustarse, cambiarse o volverse con facilidad; pero una vez colocados; quedarán inmóviles.
6. Las placas laterales permitirán el corte de áreas pequeñas con exactitud.
7. Deberá haber una calibración precisa y una presentación de la distancia de corte en un lugar que pueda leerse con facilidad_
8. Llevarán incluidos los sistemas de protección dispuestos en los Reglamentos de Trabajo. Las máquinas provistas de motor suelen llevar algún dispositivo que desembraga o frena si por accidente se sobrecarga la máquina. Este dispositivo deberá poderse reajustar o reponerse fácilmente.
Otras posibilidades ofrecidas por las modernas guillotinas son el ajuste micrométrico, las mesas con cojín de aire, las mesas iluminadas, los métodos semiautomáticos y automáticos de controlar el borde posterior y las protecciones accionadas por células fotoeléctricas.
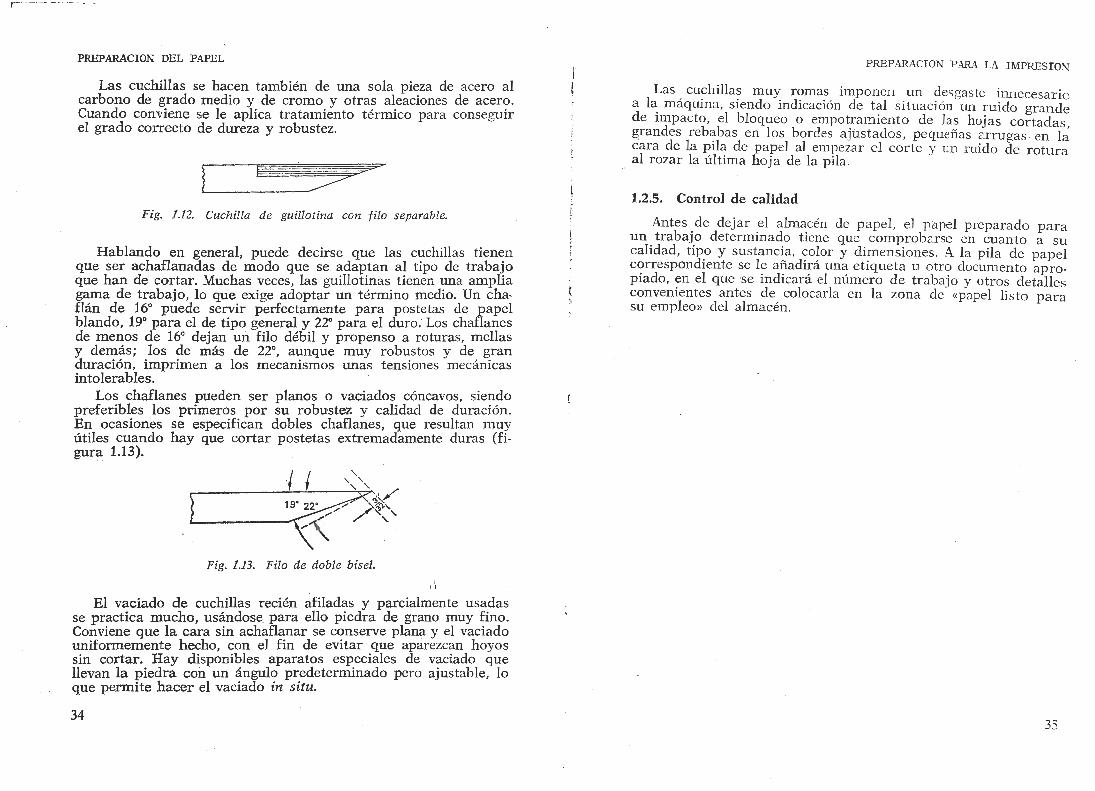
Un factor clave en la buena práctica de la guillotina es la cuchilla y, por lo general, se tienen dos en cada máquina. Como la cuchilla y su montaje son quienes tienen que absorber el choque inicial al cortar el papel, el metal de que está hecha la cuchilla exige un carácter resistente, estando formado su cuerpo por acero de baja gradación o hierro. Empotrada en la parte crítica de la cuchilla va una pieza de acero de alta gradación, que es realmente la que corta y ha de ser afilada de vez en cuando (fig. 1.12)_
33 3
,------ - - -- .
PREPARACION DEL PAPEL
Las cuchillas se hacen también de una sola pieza de acero al carbono de grado medio y de cromo y otras aleaciones de acero. Cuando conviene se le aplica tratamiento térmico para conseguir el grado correcto de dureza y robustez.
[- 1 ~
Fig. 1.12. Cuchilla de guillotina con filo separable.
Hablando en general, puede decirse que las cuchillas tienen que ser achaflanadas de modo que se adaptan al tipo de trabajo que han de cortar. Muchas veces, las guillotinas tienen una amplia gama de trabajo, lo que exige adoptar un término medio. Un cha· flán de 16° puede servir perfectamente para postetas de papel blando, 19" para el de tipo general y 22" para el duro. Los chaflanes de menos de 16° dejan un filo débil y propenso a roturas, mellas y demás; los de más de 22•, aunque muy robustos y de gran duración, imprimen a los mecanismos unas tensiones mecánicas intolerables.
Los chaflanes pueden ser planos o vaciados cóncavos, siendo preferibles los primeros por su robustez y calidad de duración. En ocasiones se especifican dobles chaflanes, que resultan muy útiles cuando hay que cortar postetas extremadamente duras (figura 1.13).
l ·~'"' ,.."' /~'"' < " '\. _. '\. '\.
·1 { '>,
Fig. 1.13. Filo de doble bisel.
,¡ El vaciado de cuchillas recién afiladas y parcialmente usadas
se practica mucho, usándose. para ello piedra de grano muy fino. Conviene que la cara sin achaflanar se conserve plana y el vaciado uniformemente hecho, con el fin de evitar que aparezcan hoyos sin cortar. Hay disponibles aparatos especiales de vaciado que llevan la piedra con un ángulo predeterminado pero ajustable, lo que permite hacer el vaciado in situ.
34
PREPARACION PARt\ LA IMPRESION
Las cuchillas muy romas imponen un desgaste innecesaric a la máquina, siendo indicación de tal situación un ruido grande de impacto, el bloqueo o empotramiento de las hojas cortadas, grandes rebabas en los bordes ajustados, pequeñas arrugas en la cara de la pila de papel al empezar el corte y un ruido de rotura al rozar la última hoja de la pila.
1.2.5. Control de calidad
Antes de dejar el almacén de papel, el papel preparado para un trabajo determinado tiene que comprobarse en cuanto a su calidad, tipo y sustancia, color y dimensiones. A la pila de papel correspondiente se le añadirá una etiqueta u otro documento apropiado, en el que se indicará el número de trabajo y otros detalles convenientes antes de colocarla en la zona de «papel listo para su empleo» del almacén. ·
35
-- ---- - --- --
2 Plegado
La hoja de papel impreso tendrá que ser cortada o doblada, por lo general, para reducirla al tamaño pedido por el cliente. Los folletos y plegados publicitarios no exigirán por lo común más que uno o dos pliegues, pero los libros o revistas necesitarán tres y los mapas incluso seis o más.
Una hoja impresa de papel tendrá las siguientes características, que influyen en el plegado:
l. La forma irá bien centrada en la hoja, a menos que haya una buena razón para no hacerlo así.
2. El plegado será exacto, con la marca de lomo en su posición correcta y la signatura bien situada.
3. El tamaño de la hoja ha de conservarse constante en todo el trabajo y si la hoja se ha cortado en la máquina, el borde resultante debe ser limpio y preciso.
4. Los tacones de entrada y de salida tienen que estar marcados con claridad.
Ciertos trabajos van «doblados por puntas», sobre todo cuando el área impresa (la mancha) es irregular y las páginas no se superponen en modo alguno. Las tarjetas de felicitación y las guardas de libros son ejemplos de · trabajo que se dobla así.
Los libros y revistas se «daban a la mancha>>, debiendo entonces tener mucho cuidado en asegurar que las manchas queden una sobre otra de modo exacto.
36
GENERALIDADES
2.1. GENERALIDADES
2.1.1. Plegado a mano
El coste de la mano de obra hace que todos los trabajos realizados a mano resulten caros, y el plegado no es una excepción. Por lo común se trata de una tarea encomendada a mujeres y casi sien;tpre confinada a tiradas pequeñas, trabajos raros, alzados y
. plegadbs para los que la empresa carece de máquinas e impresiones muy caras, en las que el desecho tiene que ser despreciable.
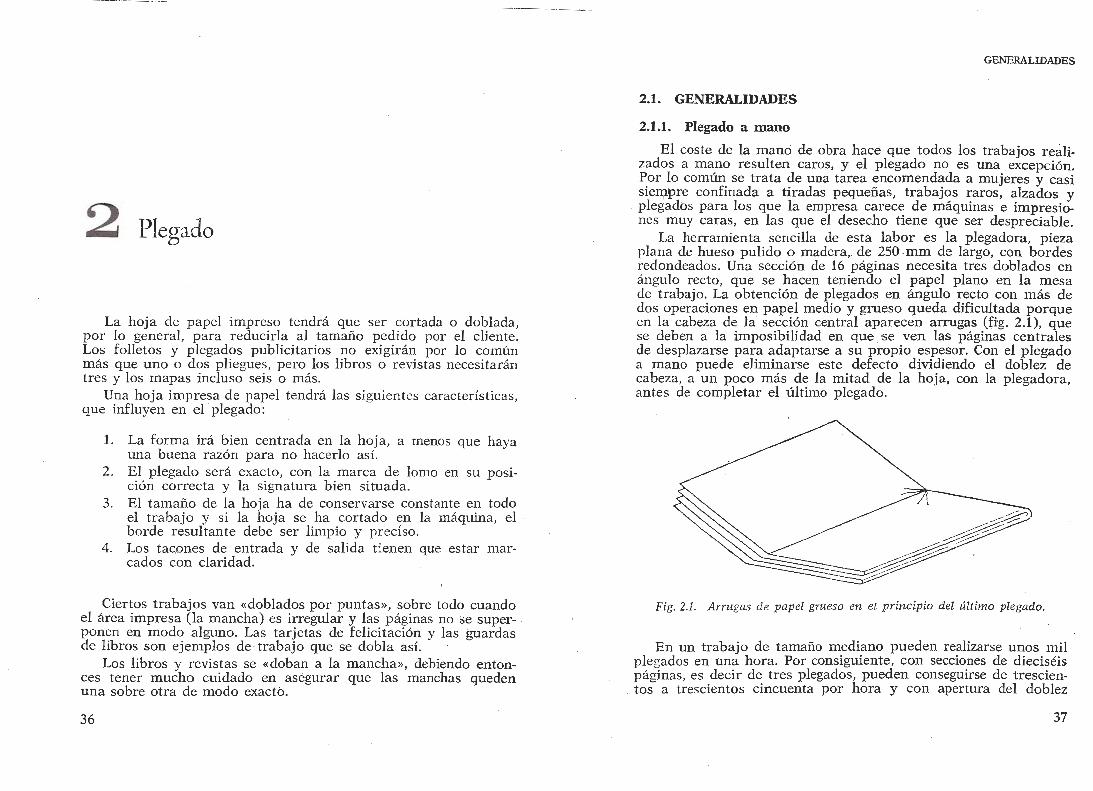
La herramienta sencilla de esta labor es la plegadora, pieza plana de hueso pulido o madera, de 250 .mm de largo, con bordes redondeados. Una sección de 16 páginas necesita tres doblados en ángulo recto, que se hacen teniendo el papel plano en la mesa de trabajo. La obtención de plegados en ángulo recto con más de dos operaciones en papel medio y grueso queda dificultada porque en la cabeza de la sección central aparecen arrugas ({ig. 2.1), que se deben a la imposibilidad en que se ven las páginas centrales de desplazarse para adaptarse a su propio espesor. Con el plegado a mano puede eliminarse este defecto dividiendo el doblez de cabeza, a un poco más de la mitad de la hoja, con la plegadora, antes de completar el último plegado.
Fig. 2.1. Arrugas de papel grueso en el principio del último plegado.
En un trabajo de tamaño mediano pueden realizarse unos mil plegados en una hora. Por consiguiente, con secciones de dieciséis páginas, es decir de tres plegados, pueden conseguirse de trescientos a trescientos cincuenta por hora y con apertura del doblez
37
PLEGADO
de cabeza (que cuenta como si fuese un plegado), unos doscientos cincuenta por hora.
Cuando se pliegan de cada vez varias hojas, la técnica se denomina «plegado en bloque» y se emplea en la confección de libros de contabilidad, cuando no se usan plegados en ángulo recto. Los trabajos muy baratos de cuatro páginas, cubiertas, etc., se pueden «plegar en bloque y alzar», es decir, plegar varias secciones de cada vez apretando poco con la plegadera, tras de lo cual se ponen en el banco con el lomo hacia arriba y se alza o saca cada hoja con los dedos, para completar el plegado, que se consolida con otro pase de la plegadera.
2.1.2. Plegado a máquina
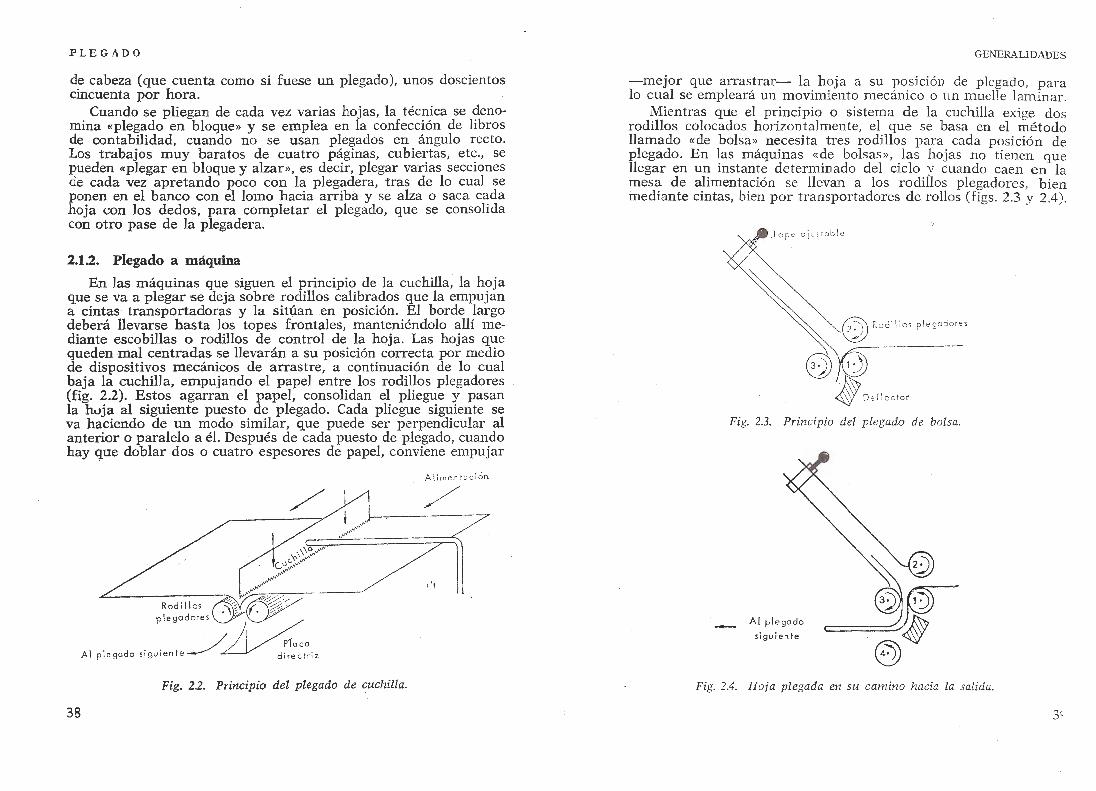
En las máquinas que siguen el principio de la cuchilla; la hoja que se va a plegar se deja sobre rodillos calibrados que la empujan a cintas transportadoras y la sitúan .en posición. El borde largo deberá llevarse hasta los topes frontales, manteniéndolo allí mediante escobillas o rodillos de control de la hoja. Las hojas que queden mal centradas se llevarán a su posición correcta por medio de dispositivos mecánicos de arrastre, a continuación de lo cual baja la cuchilla, empujando el papel entre los rodillos plegadores (fig. 2.2). Estos agarran el papel, consolidan el pliegue y pasan la húja al siguiente puesto de plegado. Cada pliegue siguiente se va haciendo de un modo similar, que puede ser perpendiCular al anterior o paralelo a él. Después de cada puesto de plegado, cuando hay q.ue doblar dos o cuatro espesores de papel, conviene empujar
A li mentaciÓn
/
,·,
Fig. 2.2. Principio del plegado de cuchilla.
38
GENERALIDADES
-mejor que arrastrar- la hoja a su posicióD de plegado, para lo cual se empleará un movimiento mecánico o nn muelle laminar .
Mientras que el principio o sistema de la cuchilla exige dos rodillos colocados horizontalmente, el que se basa en el método llamado «de bolsa>> necesita tres rodillos para cada posición de plegado. En las máquinas «de bolsas», las hojas no tienen que llegar en un instante determinado del ciclo y cuando caen en la mesa de alimentación se llevan a los rodillos plegadores, bien mediante cintas, bien por transportadores de rollos (figs. 2.3 y 2.4 ).
.T op~ c justob le
© Rod;l\ os pl e gadore s
Fig. 2.3. Principio del plegado de bolsa.
-- Al p le gado
siguiente
Fig. 2.4. Hoja plegada en su camino hacia la salida.
3(
PLEGADO
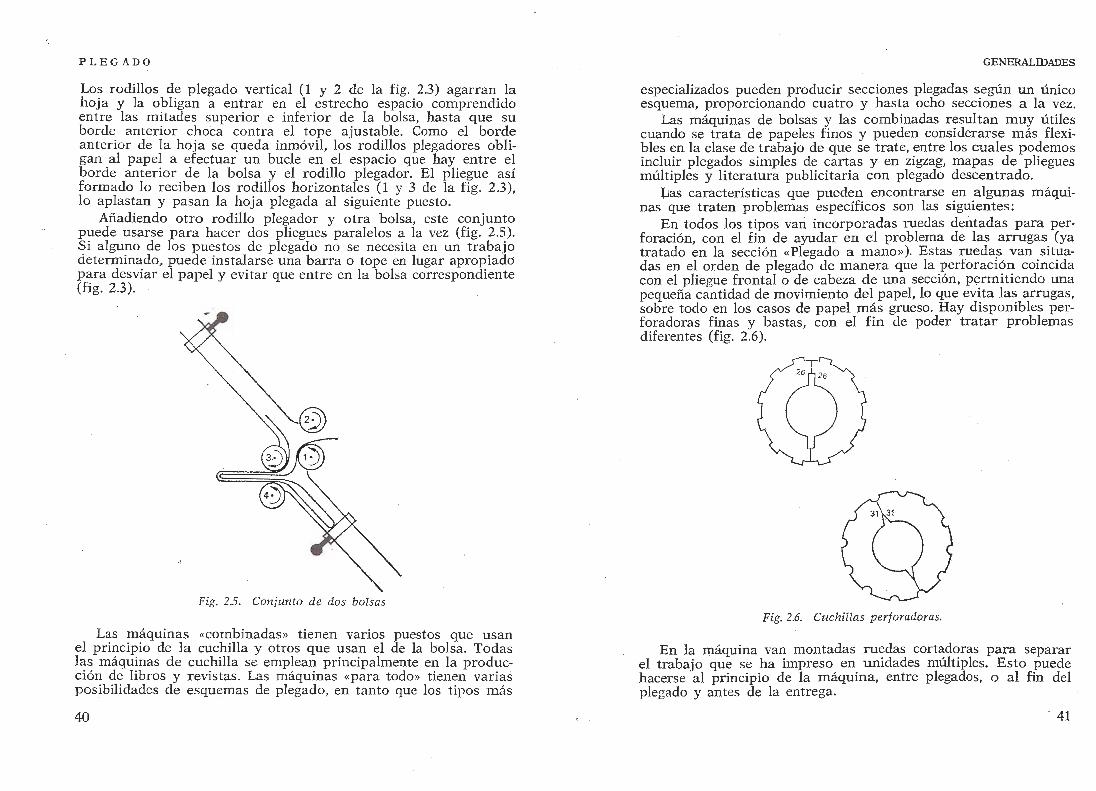
Los rodillos de plegado vertical (1 y 2 de la fig. 2.3) agarran la hoja y la obligan a entrar en el estrecho espacio comprendido entre las mitades superior e inferior de la bolsa, hasta que su borde anterior choca contra el tope ajustable. Como el borde anterior de la hoja se queda inmóvil, los rodillos plegadores obligan al papel a efectuar un bucle en el espacio que hay entre el borde anterior de la bolsa y el rodillo plegador. El pliegue así formado lo reciben Jos rodillos horizontales (1 y 3 de la fig. 2.3), lo aplastan y pasan la hoja plegada al siguiente puesto.
Añadiendo otro rodillo plegador y otra bolsa, este conjunto puede usarse para hacer dos pliegues paralelos a la vez (fig. 2.5). Si alguno de los puestos de plegado no se necesita en un trabajo determinado, puede instalarse una barra o tope en lugar apropiado para desviar el papel y evitar que entre en la bolsa correspondiente (fig. 2.3). .
Fig. 2.5. Conjunto de dos bolsas
Las máquinas «combinadas» tienen varios puestos que usan el principio de la cuchilla y otros que usan el de la bolsa. Todas las máquinas de cuchilla se emplean principalmente en la producción de libros y revistas. Las máquinas «para todo>> tienen varias posibilidades de esquemas de plegado, en tanto que los tipos más
40
GENERALIDADES
especializados pueden producir secciones plegadas según un único esquema, proporcionando cuatro y hasta ocho secciones a la vez.
Las máquinas de bolsas y las combinadas resultan muy útiles cuando se trata de papeles finos y pueden considerarse más flexibles en la clase de trabajo de que se trate, entre los cuales podemos incluir plegados simples de cartas y en zigzag, mapas de pliegues múltiples y literatura publicitaria con plegado descentrado.
)Jas características que pueden encontrarse en algunas máquinas que traten problemas específicos son las siguientes:
En todos los tipos van incorporadas ruedas dentadas para perforación, con el fin de ayudar en el problema de las arrugas (ya tratado en la sección «Plegado a mano»). Estas rueda.s van situadas en el orden de plegado de manera que la perforación coincida con el pliegue frontal o de cabeza de una sección, permitiendo una pequeña cantidad de movimiento del papel, lo que evita las arrugas, sobre todo en los casos de papel más grueso. Hay disponibles perforadoras finas y bastas, con el fin de poder tratar problemas diferentes (fig. 2.6).
Fig. 2.6. Cuchillas perforadoras.
En la máquina van montadas ruedas cortadoras para separar el trabajo que se ha impreso en unidades múltiples. ·Esto puede hacerse al principio de la máquina, entre plegados, o al fin del plegado y antes de la entrega.
41
.?
i
l
PLEGADO
Las ruedas contra arrugas pueden encontrarse en todas las máquinas de bolsas y combinadas, y son discos con filos lisos redondeados, que se usan para romper las fibras de una sección gruesa inmediatamente antes de realizar un plegado.
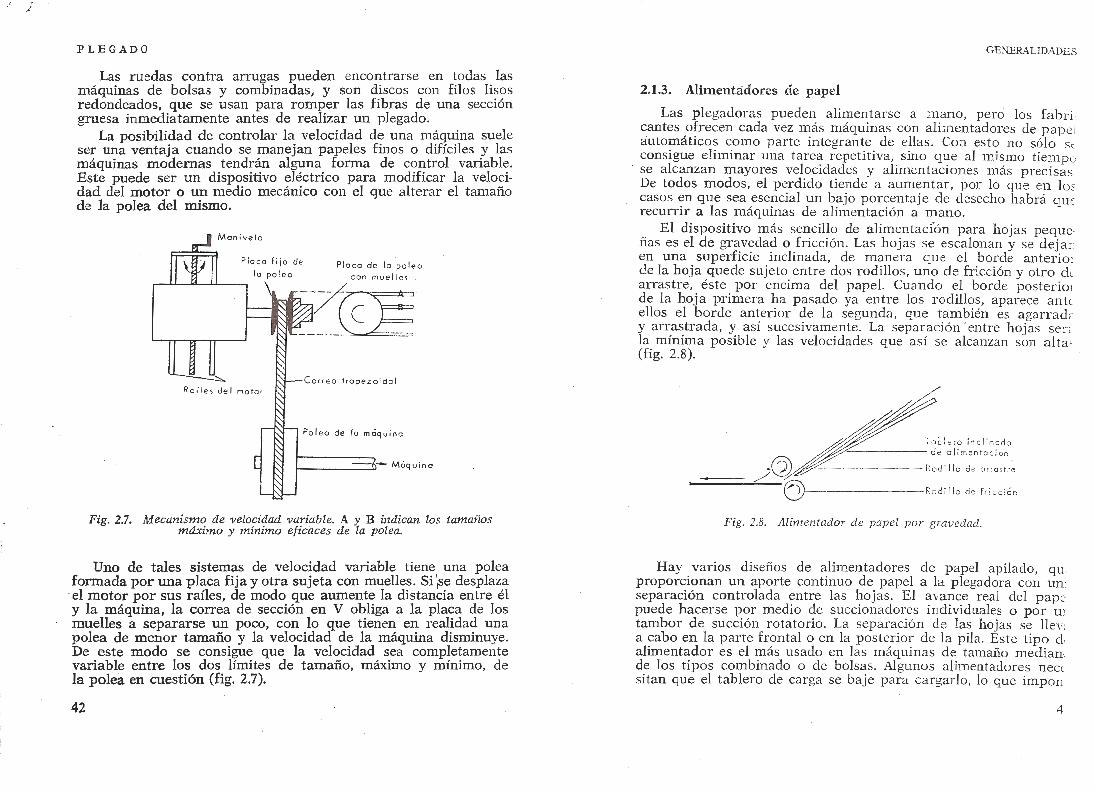
La posibilidad de controlar la velocidad de una máquina suele ser una ventaja cuando se manejan papeles finos o difíciles y las máquinas modernas tendrán alguna forma de control variable. Este puede ser un dispositivo eléctrico para modificar la velocidad del motor o un medio mecánico con el que alterar el tamaño de la polea del mismo.
Placa fijo de
lo poleo Placa de la po leo
con mue !l es
~-~;~({E -------.,1
Ro(les de l mo tor --Correo tr9pezoidal
Máquina
Fig. 2.7. Mecanismo de velocidad variable. A y B indican los tamaños máximo y mínimo eficaces de la polea.
Uno de tales sistemas de velocidad variable tiene una polea formada por una placa fija y otra sujeta con muelles. Si '¡5e desplaza
·el motor por sus raíles, de modo que aumente la distancia entre él y la máquina, la correa de sección en V obliga a la placa de los muelles a separarse un poco, con lo que tienen en realidad una polea de menor tamaño y la velocidad de la máquina disminuye. De este modo se consigue que la velocidad sea completamente variable entre los dos límites de tamaño, máximo y mínimo, de la polea en cuestión (fig. 2.7).
42
GENERALIDADES
2.1.3. Alimentadores de papel
Las plegadoras pueden alimentarse a mano, pero los fabricantes ofrecen cada vez más máquinas con alimentadores de papel automáticos como parte integrante de ellas. Con esto no sólo st consigue eliminar una tarea repetitiva, sino que al mismo tiempo se alcanzan mayores velocidades y alimentaciones más precisas De todos modos, el perdido tiende a aumentar, por lo que en los casos en que sea esencial un bajo porcentaje de desecho habrá que recurrir a las máquinas de alimentación a mano.
El dispositivo más sencillo de alimentación para hojas peque ñas es el de gravedad o fricción. Las hojas se escalonan y se dejar en una superficie inclinada, de manera que el borde anteriOJ de la hoja quede sujeto entre dos rodillos, uno de fricción y otro d( arrastre, éste por encima del papel. Cuando el borde posteriOJ de la hoja primera ha pasado ya entre los rodillos, aparece ante ellos el borde anterior de la segunda, que también es agarrad< y arrastrada, y así sucesivamente. La separación' entre hojas ser< la mínima posible y las velocidades que así se alcanzan son alta~ (fig. 2.8).
Ta b lero inclinado V- de alimentación
--------Rod; llo de arrastre
·----------Rod ;llo de fricción
Fig. 2.8. Alime11tador de papel por gravedad.
Hay varios diseños de alimentadores de papel apilado, qu, proporcionan un aporte continuo de papel a la plegadora con un: separación controlada entre las hojas. El avance real del pape puede hacerse por medio de succionadores individuales o por ur tambor de succión rotatorio. La separación de las hojas se lleY: a cabo en la parte frontal o en la posterior de la pila. Este tipo d. alimentador es el más usado en las máquinas de tamaño median. de los tipos combinado o de bolsas. Algunos alimentadores nec( sitan que el tablero de carga se baje para cargarlo, lo que impon
4
PLEGADO
manejo. ~_ay_l1E.?-~_S!n __ Jª_Jgy_eLac;ió~ (alineación de las hojas)
N~~~;~~fati-~e a~0tricaarJrat:ro~inJf-~~~i~Ib~~~;~~r~~-_-,~~~~~~~~; e ectnco y un mecamsmo: segu_![}_<rvarr-n¿Jando en~-,-I~~_QOHS. 1 la _VÜ>_r:<:tr,;;j.J?J:L_hac~JJJJ~ _se vayar:t ?montonan o_ en el rinC.QIJ_ ipferior d~]__?. _ _plé:l_t~(Q!.!Ila, do~de se igualan: · · -
Ho io f uera
ta pa
--¡º l Ho¡a uno
o
] --r Hoja dos ¡
--} o Hoja tres ]
_o 1 Hoja cuatro 1 '_o
1 Ho ja c i nco J, ·' __o
l Hoja seis 1 '_o
l Hoja siete J r
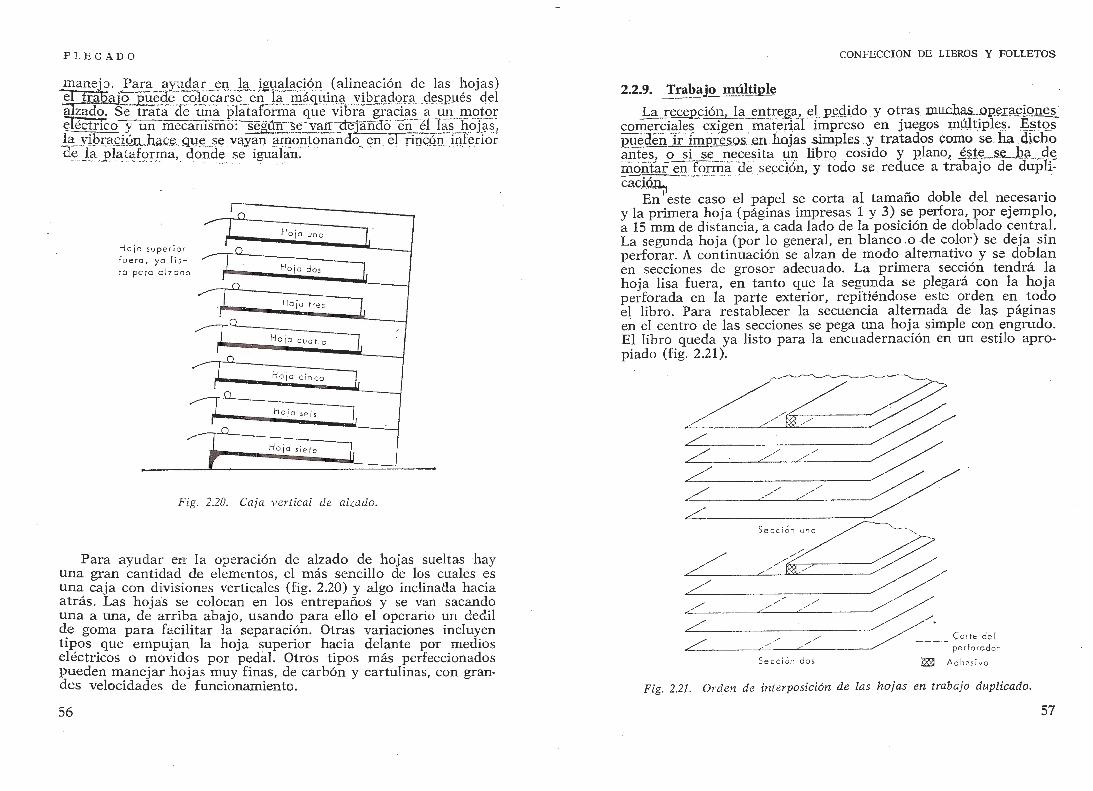
Fig. 220. Caja vertical de alzado.
Para ayudar en la operación de alzado de hojas sueltas -hay una gran cantidad de elementos, el más sencillo de los cuales es una caja con divisiones verticales (fig. 2.20) y algo inclinada hacia atrás. Las hojas se colocan en los entrepaños y se van sacando una a una, de arriba abajo, usando para ello el operario un dedil de goma para facilitar la separación. Otras variaciones incluyen tipos que empujan la hoja superior hacia delante por medios eléctricos o movidos por pedal. Otros tipos más perfeccionados pueden manejar hojas muy finas, de carbón y cartulinas, con grandes velocidades de funcionamiento.
56
CONFECCION DE LIBROS Y FOLLETOS
2.2.9. _!~!>_&o m4!!!1!~
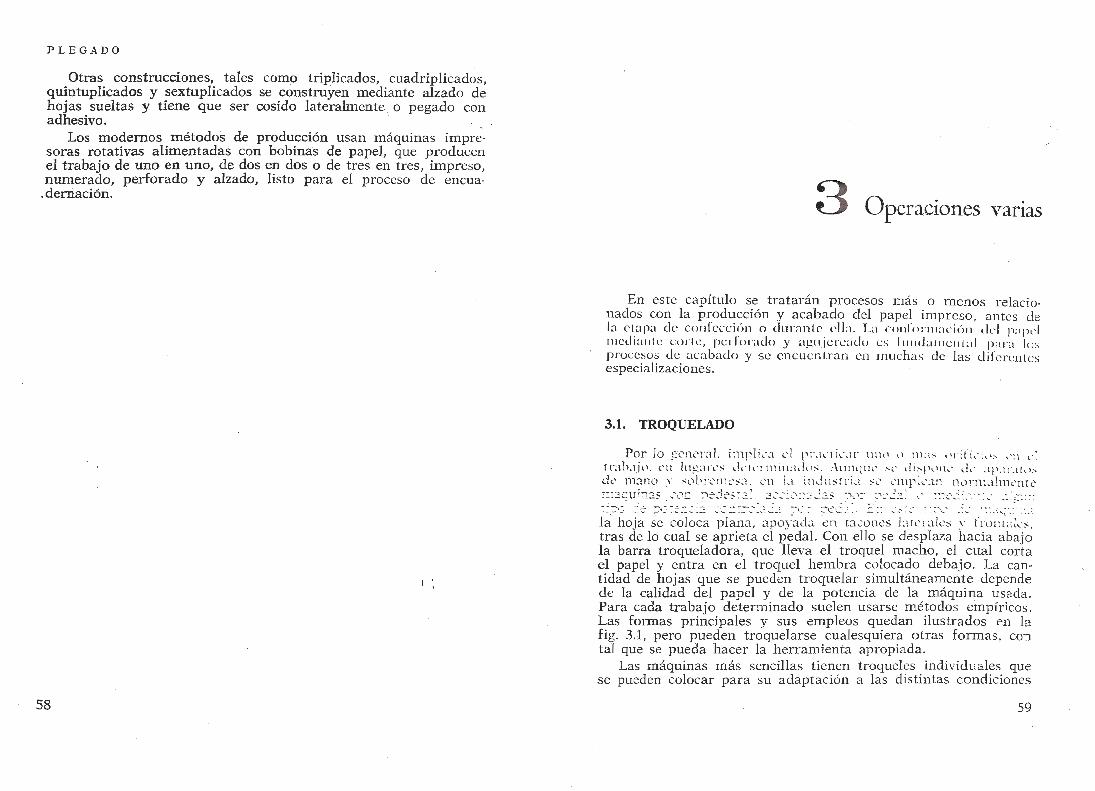
La recepción, la en t~_e_g_¡:t!. el_ p~qid() _y otras _muchas_.op~.rª~!Q.~ corp.e!.~i;;tles. ex~gen material impreso en juegos mlí.ltiple§. ~§tQ.s 2ueClen ir im..Q.:r.~.s.os. en. hojas simples y tratados como se_ ha dicho antes, o si se necesita un libro cosido y plano, és1<:<_se _ _h¡¡t __ de moñfa:rellform'a aé secdón, y iodo se reduce a trabajo de dupn: cacióJl:, --- .. -- -- -
En 1 este caso el papel se corta al tamaño doble del necesario y la primera hoja (páginas impresas 1 y 3) se perfora, por ejemplo, a 15 mm de distancia, a cada lado de la posición de doblado central. La segunda hoja (por lo general, en blanco .o .de color) se deja sin perforar. A continuación se alzan de modo alternativo y se doblan en secciones de grosor adecuado. La primera sección tendrá la hoja lisa fuera, en tanto que la segunda se plegará con la hoja perforada en la parte exterior, repi tiéndase este orden en todo el libro. Para restablecer la secuencia alternada de las páginas en el centro de las secciones se pega una hoja simple con engrudo. El libro queda ya listo para la encuadernación en un estilo apropiado (fig. 2.21 ).
/ //// ~
~~~~~ // ~ / /
/ e ' //.
Con e de 1 ----perforador
Sección dos ~ Adhesivo
Fig. 2.21. Orden de interposición de las hojas en trabajo duplicado .
57
PLEGADO
Otras construcciones, tales como triplicados, cuadriplicados, quintuplicados y sextuplicados se construyen mediante alzado de hojas sueltas y tiene que ser cosido lateralmente o pegado con adhesivo.
Los modernos métodos de producción usan máquinas impresoras rotativas alimentadas con bobinas de papel, que producen el trabajo de uno en uno, de dos en dos o de tres en tres, impreso, numerado, perforado y alzado, listo para el proceso de encua-
_derriación.
1 •
58
3 Operaciones vanas
En este capítulo se tratarán procesos más o menos relacionados con la producción y acabado del papel impreso, antes de la etapa de confccciún o durante ella. Lt co1tfonnación dl'l p: 11wl llH.:di;111te corte, perforado y :tgtljen.::tdo es ft lll dalltclll:tl p:tr:t los procesos de acabado y se encuentran en muchas de las diferentes especializaciones.
3.1. TROQUELADO
I'Ci"rlo ~cncr::d. impli,-:-~ ,.¡ J'Lh"ti,·:¡r lllh' ,, 111.1,; ,,¡-¡(¡_-¡,,,._ ,· 11 ,-1 tr:th:t_jP. en lu:c.:tl'<'" dc!cn n in: t,J,,,-_ .-\unqtt¡' "'-' ,!i,;p,• th' ,¡.. .q•. tLtl''" tk m~1!1l) -'. ~,,brc·r;1c'~:\ c'n L1 in,_lu,;rri:t ~-· -:mpk:m nc)!'Ill:dnh.'nr.:'
!!12q~"135 ,'-'li!J ~~2~s::.::..! . _ .:;~-- ... -:,:":~2~2-' _;"'_\.¡:·_;'~'~.::.~ .. " ~ ~ :'-' .. :~~~·~: .. ' ~:~,:.::-.:·: -= =.7<: =·-= ?:·:== ..:= ::. ..::: =~.::-...... _.:....: _:. ~"--:_-- ;'"·-...:.~:. .::.~: .. ::::.~:..· ~·;·\ ... ' .. : .. : ~ ~-.. : ... ~::· -· .. : la hoja se coloca plana, apoyada en r:1concs b rL·ra !cs y lt·unr~d--· :-;, tras de lo cual se aprieta el pedal. Con ello se desplaza hacia abajo la barra troqueladora, que lleva el troquel macho, el cual corta el papel y entra en el troquel hembra colocado debajo. La cantidad de hojas que se pueden troquelar simultáneamente depende de la calidad del papel y de la potencia de la máquina usada. Para cada trabajo determinado suelen usarse métodos empíricos. Las formas principales y sus empleos quedan ilustrados en la fig. 3.1, pero pueden troquelarse cualesquiera otras formas, con tal que se pueda hacer la herramienta apropiada.
Las máquinas más sencillas tienen troqueles individuales que se pueden colocar para su adaptación a las distintas condiciones
59
OPERACIONES VARIAS
o NO M BRE =1 ';l
-•v'--Ó- -- Agu jero j redondo
O jo de cerradura
~---Co rrea c;ega
o---Redondo con muesca
----· Redondo ranurado
Uso
Po r o a to rn i ll ar, la pos con anil l os, ar ch iva
dores y 0tros topos con sujeciÓn de alambre re
dond:>, espirales
Ar ch i v ado re s de lo :no metá l ico
Archivadores de varios anillas planas,
or~hivodores de pei~e de p lás ti co
Encuadernado re s de correa
Con s tr u ce ió n de en cuo d e rn adorP.S de co rrea
En c uode rna do res de púo
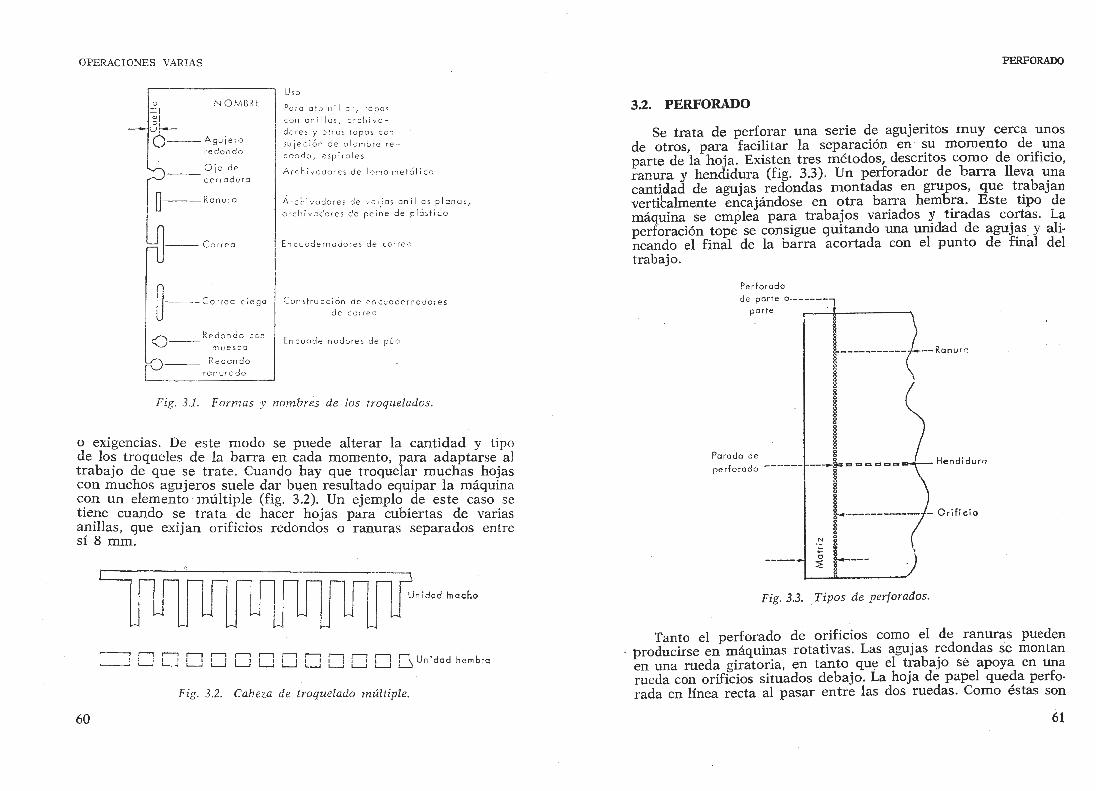
Fig. 3.1. Formas y nombres de los troquelados.
o exigencias. De este modo se puede alterar la cantidad y tipo de los troqueles de la barra en cada momento, para adaptarse al trabajo de que se trate. Cuando hay que troquelar muchas hojas con muchos agujeros suele dar buen resultado equipar la máquina con un elemento múltiple (fig. 3.2). Un ejemplo de este caso se tiene cuando se trata de hacer hojas para cubiertas de varias anillas, que exijan orificios redondos o ranuras separados entre sí 8 mm ..
~o;dod ioooho
CJ ,.--., ,--, r--1 ,.--., ,.--., r--, r--, ,.--, ,--, ,.--, ,.--, Q u . d d h b 1 1 1 1 , , 1 1 LJ 1 · 1 1 , 1 1 1 , , 1 , 1 r n 1 o em ro \..-...J I-......J L.-.....I L...--1 L-.-lL--..IL.---lL...-.-.J t-...-..I L..-...1
Fig. 3.2. Cabeza de troquelado múltiple.
60
PERFORADO
3.2. PERFORADO
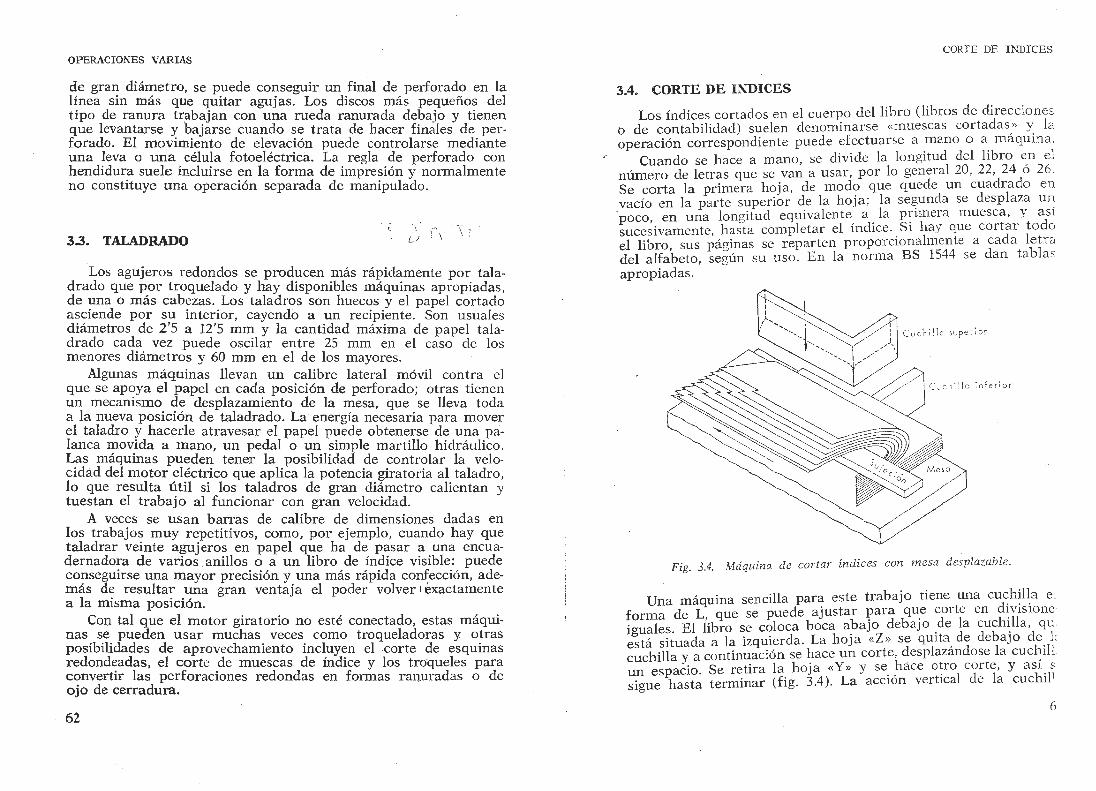
Se trata de perforar una serie de agujeritos muy cerca unos de otros, para facilitar la separación en su momento de una parte de la hoja. Existen tres métodos, descritos como de orificio, ranura y hendidura (fig. 3.3 ). Un perforador de barra lleva una cantidad de agujas redondas montadas en grupos, que trabajan verticalmente encajándose en otra barra hembra. Este tipo de máquina se emplea para trabajos variados y tiradas cortas. La perforación tope se consigue quitando una unidad de agujas y alineando el final de la barra acortada con el punto de final del trabajo.
Perfora d o de pa rt e a -- - --- - l
pa r te .-----·l-------------~
Para do d e perfora do ------
i 1 ~ § 8
---...S.:.ac:~c:te~~CII'
i L------------§
N o
o ::E
-- Rcn u rr.
He ndi duro
-Orificio
Fig. 3.3. Tipos de perforados.
Tanto el perforado de orificios como el de ranuras pueden -producirse en máquinas rotativas. Las agujas redondas se montan
en una rueda giratoria, en tanto que el trabajo se apoya en una rueda con orificios situados debajo. La hoja de papel queda perforada en línea recta al pasar entre las dos ruedas. Como éstas son
61
OPERACIONES VARIAS
de gran diámetro, se puede conseguir un final de perforado en la línea sin más que quitar agujas. Los discos más pequeños del tipo de ranura trabajan con una rueda ranurada debajo y tienen que levantarse y bajarse cuando se trata de hacer finales de perforado. El movimiento de elevación puede controlarse mediante una leva o una célula fotoeléctrica. La regla de perforado con hendidura suele incluirse en la forma de impresión y normalmente no constituye una operación separada de manipulado.
3.3. TALADRADO ·,
L.) r\ \:
.Los agujeros redondos se producen más rápidamente por taladrado que por troquelado y hay disponibles máquinas apropiadas, de una o más cabezas. Los taladros son huecos y el papel cortado asciende por su interior, cayendo a un recipiente. Son usuales diámetros de 2'5 a 12'5 mm y la cantidad máxima de papel taladrado cada vez puede oscilar entre 25 mm en el caso de los menores diámetros y 60 mm en el de los mayores.
Algunas máquinas llevan un calibre lateral móvil contra el que se apoya el papel en cada posición de perforado; otras tienen un mecanismo de desplazamiento de la mesa, que se lleva toda a la nueva posición de taladrado. La energía necesaria para mover el taladro y hacerle atravesar el papel puede obtenerse de una palanca movida a mano, un pedal o un simple martillo hidráulico. Las máquinas pueden tener la posibilidad de controlar la velocidad del motor eléctrico que aplica la potencia giratoria al taladro, lo que resulta útil si los taladros de gran diámetro calientan y tuestan el trabajo al funcionar con gran velocidad.
A veces se usan barras de calibre de dimensiones dadas en los trabajos muy repetitivos, como, por ejemplo, cuando hay que taladrar veinte agujeros en papel que ha de pasar a una encuadernadora de varios . anillos o a un libro de índice visible: puede conseguirse una mayor precisión y una más rápida confección, además de resultar una gran ventaja el poder volver 1 exactamente a la misma posición.
Con tal que el motor giratorio no esté conectado, estas máquinas se pueden usar muchas veces como troqueladoras y otras posibilidades de aprovechamiento incluyen el corte de esquinas redondeadas, el corte de muescas de índice y los tro-queles para convertir las perforaciones redondas en formas ranuradas o de ojo de cerradura.
62
CORTE DE INDICES
3.4. CORTE DE INDICES
Los índices cortados en el cuerpo del libro (libros de direcciones o de contabilidad) suelen denominarse «muescas cortadas» y la operación correspondiente puede efectuarse a mano o a máquina.
,,. Cuando se hace a mano, se divide la longitud del libro en el número de letras que se van a usar, por lo general 20, 22, 24 ó 26. Se corta la primera hoja, de modo que quede un cuadrado en vacío en la parte superior de la hoja; la segunda se desplaza un poco, en una longitud equivalente a la primera muesca, y así sucesivamente, hasta completar el índice. Si hay que cortar todo el libro, sus páginas se reparten proporcionalmente a cada letra del alfabeto, según su uso. En la norma BS 1544 se dan tablas apropiadas.
Cuch;lla super;or
Cu e:, i 1 !a inferior
Fig. 3.4. Máquina de cortar índices con mesa desplazable .
Una máquina sencilla para este trabajo tiene una cuchilla e1 forma de L, que se puede ajustar para que corte en divisione iguales. El libro se coloca boca abajo debajo de la cuchilla, qu está situada a la izquierda. La hoja «Z>> se quita de debajo de L cuchilla y a continuación se hace un corte, desplazándose la cuchill un espacio. Se retira la hoja «Y>> y se hace otro corte, y así s sigue hasta terminar (fig. 3.4 ). La acción vertical de la cuchill
6
OPERACIONES VARIAS
puede controlarse con un pedal o estar accionada por motor. Otras máquinas tienen mesas provistas de mecanismos de desplazamiento y pueden imprimir las letras en los espacios correspondientes.
Los cortes de índices completos prestan a los libros gruesos un aspecto poco agradable, por lo que en ese caso suele obtenerse una apariencia más idónea en los libros de referencia mediante cortes semicirculares. Estos cortes pueden hacerse coincidir con impresiones en el borde exterior de la hoja; otras veces se pegan piezas de la misma forma después del corte.
Fig. 3.5. Refuerzo de caballetes de índice.
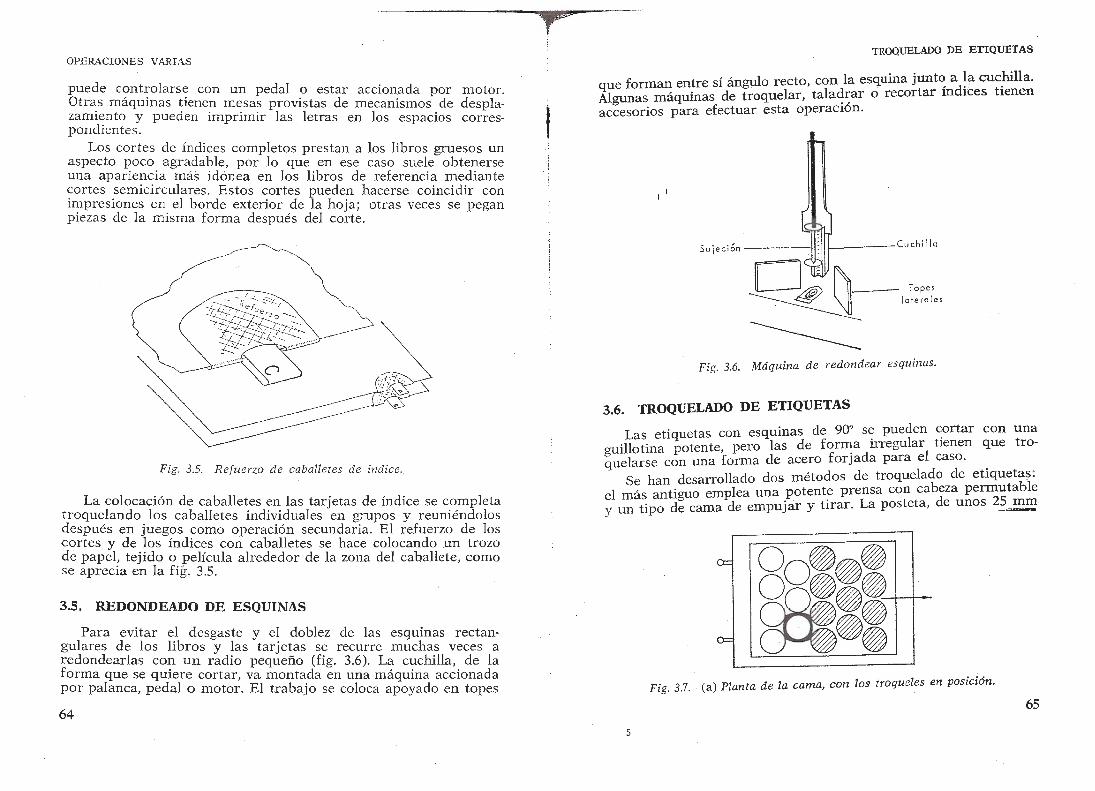
La colocación de caballetes en las tarjetas de índice se completa troquelando los caballetes individuales en grupos y reuniéndolos después en juegos como operación secundaria. El refuerzo de los cortes y de los índices con caballetes se hace colocando un trozo de papel, tejido o película alrededor de la zona del caballete, como se aprecia en la fig. 3.5.
3.5. REDONDEADO DE ESQUINAS
Para evitar el desgaste y el doblez de las esquinas rectangulares de los libros y las tarjetas se recurre muchas veces a redondearlas con un radio pequeño (fig. 3.6 ). La cuchilla, de la forma que se quiere cortar, va montada en una máquina accionada por palanca, pedal o motor. El trabajo se coloca apoyado en topes
64
r
t
TROQUELADO DE ETIQUETAS
que forman entre sí ángulo recto, con la esquina junto a la cuchilla. Algunas máquinas de troquelar, taladrar o recortar índices tienen accesorios para efectuar esta operación.
Sujeción 11 1 Cuchilla
D CUú\J ~ Topes ~ laterales
~
------------Fig. 3.6. Máquina de redondear esquinas.
3.6. TROQUELADO DE ETIQUETAS
Las etiquetas con esquinas de 90Q se pueden cortar con una guillotina potente, pero las de forma irregular tienen que troquelarse con una forma de acero forjada para el caso.
Se han desarrollado dos métodos de troquelado de etiquetas: el más antiguo emplea una potente prensa con cabeza permutable y un tipo de cama de empujar y tirar. La posteta, de unos}_?~
O o~~~ 581~~ ~~
~ Fig. 3.7. (a) Planta de la cama, con los troqueles en posición.
65
5
OPERACIONES V ARIAS
de grueso, se dispone en la cama y la cuchilla queda encima de la etiqueta que hay que troquelar. La cama se empuja a continuación y la cabeza permutable baja, forzando el troquel contra el papel (fig. 3.7). Después se tira de la cama y la cabeza se levanta con ello, se vacía y se repite el proceso. Aparecen problemas de fisuras cuando el troquel -bastante grueso- penetra en el papel, lo que limita la cantidad de hojas que se pueden troquelar en cada operación.
66
Cuchilla m ~ -gw-/Z/ff¿nm=p 1
Fig. 3.7. (b) Sección de la máquina de troquelar etiquetas con cabeza desplazable.
,,e>
""' ~
.-::::-<> ~'
e/' ;;
«.o«
11
Fig. 3.8. Troqueladora de etiquetas del tipo de prensa.
r
HENDIDO
El segundo método exige que las etiquetas se guillotinen con precisión, de manera que la etiqueta quede centrada en el rectángulo resultante. Estos se colocan a continuación en el martinete de la máquina, que obliga al papel a presionarse contra el troquel fijo (fig. 3.8). Las etiquetas cortadas pasan por dentro del troquel y aparecen en la rampa de entrega, en la parte superior de la máquina. Aunque este método necesita una operación extra de corte, la producción de la máquina es muy alta.
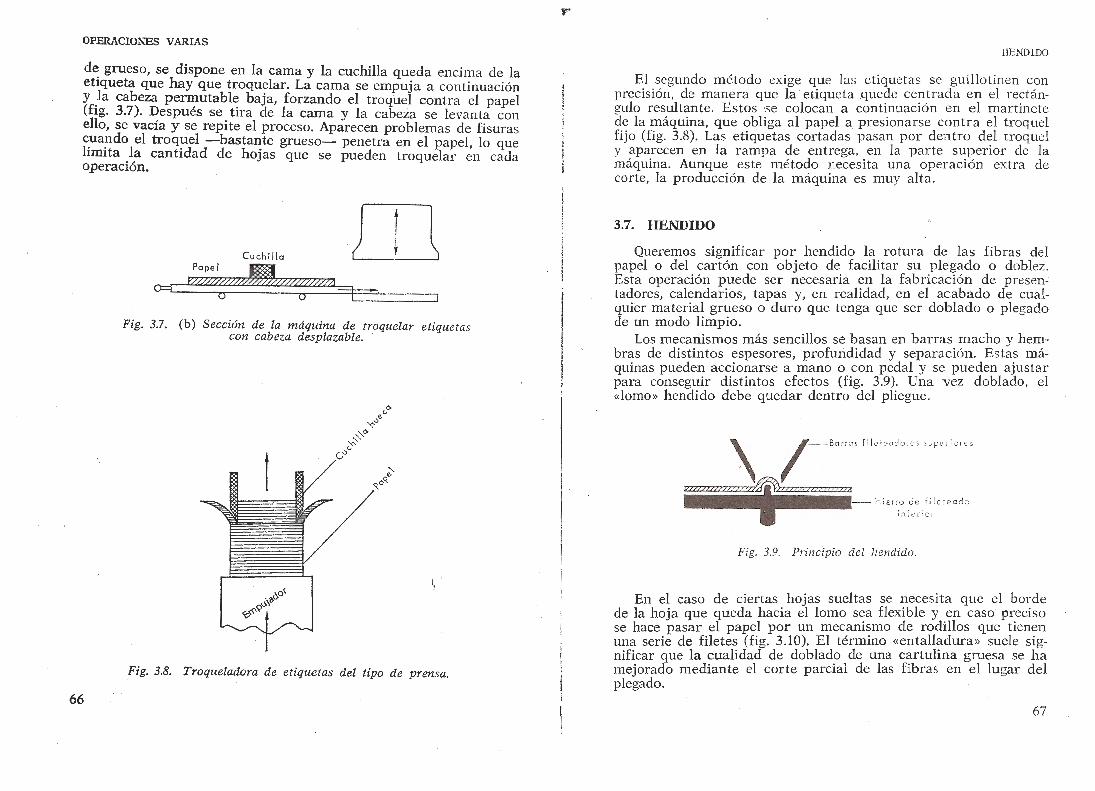
3.7. HENDIDO
Queremos significar por hendido la rotura de las fibras del papel o del cartón con objeto de facilitar su plegado o doblez. Esta operación puede ser necesaria en la fabricación de presentadores, calendarios, tapas y, en realidad, en el acabado de cualquier material grueso o duro que tenga que ser doblado o plegado de un modo limpio.
Los mecanismos más sencillos se basan en barras macho y hembras de distintos espesores, profundidad y separación. Estas máquinas pueden accionarse a mano o con pedal y se pueden ajustar para conseguir distintos efectos (fig. 3.9). Una vez doblado, el <domo» hendido debe quedar dentro del pliegue.
\ ¡--Barras filo rc odorcs '"Pe,i cncs
vzzzzzzzzzz · 2~== --Hierro de filetecd o • i:t fe fio r
Fig. 3.9. Principio del hendido.
En el caso de ciertas hojas sueltas se necesita que el borde de la hoja que queda hacia el lomo sea flexible y en caso preciso se hace pasar el papel por un mecanismo de rodillos que tienen una serie de filetes (fig. 3.10). El término «entalladura» suele significar que la cualidad de doblado de una cartulina gruesa se ha mejorado mediante el corte parcial de las fibras en el lugar del plegado.
67