endkonturnahe fertigung von cfk-bauteilen in hoher · pdf filemicrosoft powerpoint -...
TRANSCRIPT

Endkonturnahe Fertigung von CFK-Bauteilen in hoher Stückzahl
S. TorstrickM. MeyerM. Wiedemann
Ziele des Technologieprojekts EVo in Stade

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
EVo: Endkonturnahe VolumenbauteileEntwicklung einer vollautomatisierten Prozesskette zur Fertigung komplexer RTM-Bauteile
Komplexe, 3D-gekrümmte Geometrien Luftfahrt und AutomotiveStückzahlen bis 100.000 Stück/Jahr

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Endkonturnahe Volumenbauteile
Was bedeutet „Near-Netshape-Bauweise“?Hochgenauer Zuschnitt des Preforms auf die Endkontur des Bauteils
Was sind die Vorteile?Vermeidung von Endkonturbearbeitung am ausgehärteten Bauteil
Keine thermische Schädigung der Matrix Keine mechanische Schädigung der Matrix Weniger WerkzeugverschleißDas Versiegeln der Schnittkanten wird unnötigProzesssicherheit bei der Injektion
Was sind die Nachteile?Kein Klemmen der Fasern im RTM-Werkzeug möglichKeine „Fehlerkorrektur“ möglich

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Endkonturnahe Volumenbauteile
Viele ähnliche Bauteile in wenigen Flugzeugen
Wenige gleiche Bauteile in vielen Fahrzeugen
Hohe Stückzahlen
Sehr gute mechanische EigenschaftenSchadenstoleranz
Geringe KostenVerfügbarkeit
Werkstoffe
Qualitätsnachweis durch zerstörungsfreie Prüfung (100%)
Qualitätsnachweis durch Prozessstabilität und StichprobenQualität
Automotive Luftfahrt

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Produktion eines „Typical“ Frame
Was bedeutet „Volumenbauteil“ im Bereich Luftfahrt?Hohe Stückzahlen bei leicht variierender Geometrie
140 – 200 CFK-Spante pro Flugzeug500 Flugzeuge pro Jahr
100.000 Spante pro Jahr20 Spante pro Stunde
Herausforderung: zugelassene Harzsysteme haben lange Aushärtezeiten
1K-Epoxidharz RTM6: 90min
Quelle: Airbus

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
geometrisch bedingterFaserverlauf
Zielbauteil Flugzeugspant
Z-, C- oder LCF-Profil (asymmetrisch, gekrümmt)Lokale AufdickungenLokale VerbreiterungenLaminatdicke 2 bis 5 mm Bogenlänge des Zielbauteils: 3-5m Radius variiert um 3m, nicht konzentrisch
geometrisch bedingter Faserverlauf

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Schw
erpu
nkt E
VoAutomotive- Bauteilklassen
• Class-A Oberfläche
• designgetriebene Geometrie
• Gleichmäßige, hohe Energiedissipation bei Frontal- und Seitencrash
• Gestaltfestigkeit bei Frontal- und Seitencrash hohe Biege- und Torsions-steifigkeit
Außenhautbauteile
Energiedissipierende Strukturbauteile
Gestaltfeste StrukturbauteileQuelle: Dallara
Quelle: AudiQuelle: BMW
Quelle: Lotus
Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
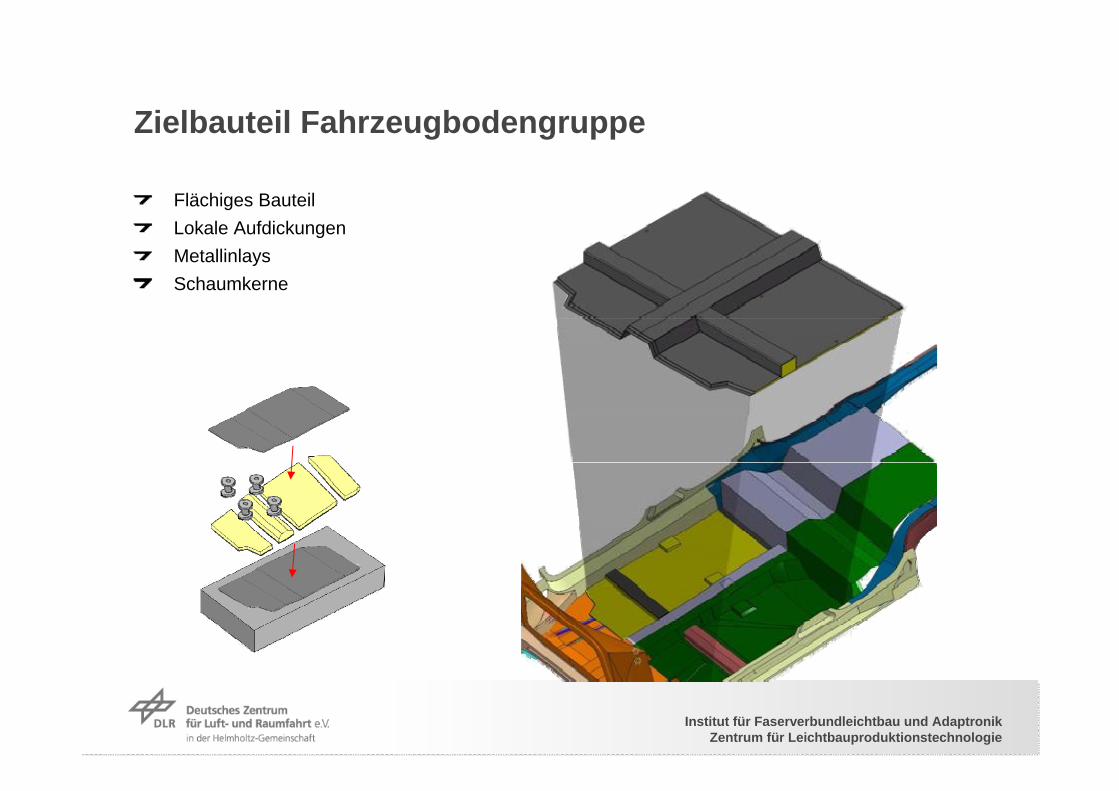
Zielbauteil Fahrzeugbodengruppe
Flächiges BauteilLokale AufdickungenMetallinlaysSchaumkerne

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Harzsysteme (EP)
1K-SystemeDefinierte ZusammensetzungGekühlte LagerungRückstände in den Harzführenden Leitungen müssen entfernt werden Lange Aushärtezeiten
2K-SystemeKurze AushärtezeitenKeine Aushärtung der KomponentenEinsatz von internem Trennmittel oder Additiven möglichKonstantes Mischverhältnis gegen sich ändernden Forminnendruckmuss gewährleistet sein
Härtungstemperatur
Prozesszeit Materialkenn-werte
Härtungsbedingungen
Prozesszeit Material-kennwerte
Härtungstemperatur
Prozesszeit Materialkenn-werte
Härtungsbedingungen
Prozesszeit Material-kennwerte
Härtungstemperatur
Prozesszeit Materialkenn-werte
Härtungsbedingungen
Prozesszeit Material-kennwerte
Härtungstemperatur
Prozesszeit Materialkenn-werte
Härtungsbedingungen
Prozesszeit Material-kennwerte

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Gesamtanlagenkonzept / Systemprozesssteuerung / Digitales LDS
Preforming Injektion
PROZESSRICHTUNG
EVo- Prozesskette
Faserhalbzeug
Materiallager
Geometrie
Sekundäre Preforms Einbinden fertiger Sub-Preforms
Primäres PreformingPreformen innerhalb
der Prozesskette
Feinbesäumen
Einlegen
Harzmatrix
RTM- Prozess
Aushärten
Entformung
Reinigung
Endkonturnahes B
auteil

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Endkonturnahes Preforming
Primäre PreformingtechnologieInnerhalb der Anlage hergestellte Preforms
Zuschnitt von flächigem NCFAbsammeln und ZwischenspeichernAutomatisiertes Drapieren und Umformen von EinzellagenVerbinden und Konsolidieren von SubpreformsLokale Kombination mit AFP/DFP (Erweiterung)
Sekundäre PreformingtechnologieZuführen von vorkonfektionierten Sub-Preforms und deren
VerbindungFlechtschläucheKontinuierlich umgeformte Sub-PreformsSandwich-Kerne (Erweiterung)Metall-Inlays (Erweiterung)
FeinbesäumungLaser oder bahngeführtes Ultraschallmesser

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
AutomatisierteRTM-Anlage
Injektionsanlage TemperofenTemperieranlagePresse und Automation
Werkzeugkonzept
Preform

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Gesamtanlagensteuerung & Inline QS
Schnittstellendefinition und Harmonisierung
Integration aller Teilanlagensteuerungen in einem Leitstand
Sammeln relevanter ProzessdatenMaschinenparameter
Sammeln Messtechnischer DatenSensorik, inline-QS
Auswertung und Bewertung von DatenDigitales Life-Data-Sheet
Wissenschaftliche Betrachtung des Zusammenhangs von Qualität, Produktivität und Wirtschaftlichkeit
Prozessfenster
Quelle: RWTH

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
Ziele und Abgrenzung des Projekts
Endkonturnahes PreformingAutomatisiertes Drapieren komplexer Geometrien Keine Nachbearbeitung am fertigen Bauteil Höhere Prozesssicherheit beim RTM-Prozess
Injektion bei hohen StückzahlenFaserschnelltränkung durch flächigen AngussSenkung der Pressenbelegungszeit durch TemperprozessHohe Variabilität durch mehrteiliges Werkzeugkonzept
Übergeordnete ProzesssteuerungInline-QSVirtueller ProzessOptimierung von Produktivität und Qualität

Institut für Faserverbundleichtbau und AdaptronikZentrum für Leichtbauproduktionstechnologie
VIELEN DANK FÜR
IHRE AUFMERKSAMKEIT!