estudio de la distribucion de precipitados y...
TRANSCRIPT

INSTITUTO POLITECNICO NACIONAL
CENTRO DE INVESTIGACION EN CIENCIA
APLICADA Y TECNOLOGIA AVANZADA
UNIDAD QUERETARO
POSGRADO EN TECNOLOGIA AVANZADA
Estudio de la distribucion de precipitados y
propiedades mecanicas de la aleacion
AA7075-T651 soldada por friccion
agitacion.
TESIS
QUE PARA OBTENER EL GRADO DE
MAESTRIA EN TECNOLOGIA
AVANZADA
PRESENTA
Jose Manuel Lopez Angulo
DIRECTORES
Dr. Adrian Luis Garcıa Garcıa
Dr. Ivan Domınguez Lopez
Santiago de Queretaro, Qro., a 14 de enero de 2014.

2


i

ii

Resumen
La soldadura por friccion agitacion (FSW, por sus siglas en ingles; friction stir welding)
es una tecnica de soldadura en estado solido de alta eficiencia para la union de metales,
especialmente no ferrosos. Esta tecnica resuelve los problemas intrınsecos relacionados a las
tecnicas convencionales de fusion, como lo son el agrietamiento por solidificacion y la poro-
sidad. La FSW genera cambios en la condicion micro y nano estructural inicial del material,
especialmente para materiales que contienen distribuciones de precipitados como agentes de
fortalecimiento termodinamicamente metaestables, tal como ocurre en las aleaciones de alu-
minio con aplicaciones aeronauticas. Estas aleaciones experimentan un cambio partiendo de
distribuciones homogeneas de precipitados finos a distribuciones heterogeneas de precipita-
dos gruesos, dependiendo del ciclo termico local y del grado de deformacion, lo cual genera
implicaciones en sus propiedades mecanicas locales. La microscopia de fuerza atomica de
contraste de fase (PCAFM), se empleo para medir la evolucion en la precipitacion en un
especımen conteniendo las diferentes zonas de la union FSW de la aleacion de aluminio AA
7075 T-651. Posteriormente empleando la misma muestra se realizaron pruebas de dureza
por micro-penetracion Vickers, para obtener informacion de la dureza local. Los resultados
mostraron que para un cordon efectuado con los siguientes parametros de soldadura: 575
rpm y 90 mm/min de velocidad de avance, existe una relacion entre el tamano y distribucion
espacial de los precipitados, y las propiedades fısicas de dureza y resistencia a la tension del
material. De igual manera, los resultados de este trabajo han indicado el complejo comporta-
miento de la precipitacion y las diferentes caracterısticas en la evolucion de la precipitacion
asociado con el proceso FSW para esta aleacion de aluminio.
iii

iv

Abstract
Friction Stir Welding (FSW) is a solid state technique of high efficiency for metal bin-
ding. It solves the problems of solidification cracking and porosity related to fusion welding
techniques. FSW generates major changes on the initial condition of the material, especially
for materials containing distribution of precipitates thermodynamically meta-stable such as
high strength aluminum alloys for aerospace applications. These alloys experience changes
on precipitate distribution, from homogeneously distributed fine precipitates, to highly he-
terogeneous distributions of coarser precipitates, depending on thermal cycle and the extent
of local deformation, and with the subsequent modification in the mechanical properties.
Phase Contrast Atomic Force Microscopy (PC-AFM) was used to study the precipitate evo-
lution in the different zones of the FSW joint in AA7075-T651 aluminum alloy. Then, using
the same specimen, hardness measurements were performed on a Vickers Microindenter to
obtain quantitative information about local hardness. The results showed that for a weld
seam made with the following parameters: 575 rpm and 90 mm/min welding speed, there is
a statistical correlation between precipitate characteristics and local hardness of the material
in the adjacent regions to the weld nugget. Likewise, the results of this work have indica-
ted the complex behavior of precipitation and the different characteristics in the precipitate
evolution associated whit FSW for this aluminum alloy.
v

vi

Indice general
Resumen III
Abstract V
1. Introduccion 1
1.1. Introduccion general. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2. Descripcion del problema. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.3. Objetivos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.4. Estructura del trabajo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. Fundamentos teoricos 9
2.1. Introduccion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.2. Consideraciones metalurgicas del aluminio. . . . . . . . . . . . . . . . . . . . 11
2.2.1. Imperfecciones de red. . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.2.2. Partıculas intermetalicas en el aluminio. . . . . . . . . . . . . . . . . 22
2.2.3. Dislocaciones y mecanismos de fortalecimiento. . . . . . . . . . . . . 27
2.3. Soldadura por friccion agitacion. . . . . . . . . . . . . . . . . . . . . . . . . . 35
2.3.1. Proceso. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
2.3.2. Estructura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
2.3.3. Propiedades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
2.4. Estudio Microestructural. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
2.4.1. Metalografıa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
2.4.2. Microscopıa de Fuerza Atomica. . . . . . . . . . . . . . . . . . . . . . 44
2.5. Pruebas Mecanicas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
vii
viii INDICE GENERAL
2.5.1. Ensayos de tension. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
2.5.2. Ensayos de dureza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3. Materiales y metodos experimentales 51
3.1. Materiales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3.2. Mediciones microestructurales. . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3.2.1. Microscopıa optica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3.2.2. Microscopıa de Fuerza Atomica. . . . . . . . . . . . . . . . . . . . . . 54
3.2.3. Software para analisis de imagenes SPIPTM . . . . . . . . . . . . . . . 56
3.3. Estudios mecanicos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.3.1. Ensayos de dureza . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.3.2. Ensayos de tension. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4. Resultados y discusion. 63
4.1. Caracterizacion de la microestructura. . . . . . . . . . . . . . . . . . . . . . 63
4.1.1. Material base. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.1.2. Zona afectada por el calor. . . . . . . . . . . . . . . . . . . . . . . . . 67
4.1.3. Zona termomecanicamente afectada. . . . . . . . . . . . . . . . . . . 69
4.1.4. Zona de agitacion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
4.2. Dureza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.3. Resistencia a la tension. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
4.4. Relaciones estructura-propiedades. . . . . . . . . . . . . . . . . . . . . . . . 78
5. Conclusiones. 81
Indice de figuras
1.1. Grafica del lımite elastico de las aleaciones avanzadas de aluminio en funcion del
ano de introduccion al mercado [2]. . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2. Defectos intrınsecos asociados al proceso de fusion y solidificacion en la soldadura
de aleaciones avanzadas de aluminio [3]. . . . . . . . . . . . . . . . . . . . . . . 3
1.3. Estudio preliminar de micro-penetracion Vickers en seccion transversal de soldadura
FSW de la aleacion AA7075-T651. . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.1. Distribucion de materiales para la construccion de la aeronave Boeing 777 [8]. . . 10
2.2. Defectos de red en cristales: a) vacancia, b) atomo de soluto, c) atomo intersticial,
d) dislocacion y e) lımite de grano [6]. . . . . . . . . . . . . . . . . . . . . . . . 12
2.3. Representacion bidimensional de defectos puntuales comunes [10]. . . . . . . . . . 13
2.4. Representacion bidimensional de atomos de impurezas sustitucionales e intersticia-
les [10]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.5. a) Posicion de atomos alrededor de una dislocacion de borde. b) Representacion
espacial de dislocacion de tornillo en el bulto de un material cristalino [10]. . . . . 16
2.6. a) Imagen de un ascenso de dislocacion provocado por partıcula dispersoide y/o
vacancia. b) Representacion grafica de un salto de dislocacion [6]. . . . . . . . . . 17
2.7. Representacion grafica de las caracterısticas de la superficie externa de un material
[10]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.8. Representacion grafica de lımites de grano de bajo y alto angulo [10]. . . . . . . . 18
2.9. a) Secuencia de planos que origina falla de apilamiento, b) falla de apilamiento en un
cristal CCC creada cuando una dislocacion inestable se divide en dos dislocaciones
parciales [6]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
ix

x INDICE DE FIGURAS
2.10. Micrografıa conteniendo partıculas Primarias de Si en aleaciones hipereutecti-
cas de Al-Si [6]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.11. Partıculas Constituyentes en la aleacion 2024 [6]. . . . . . . . . . . . . . . . 23
2.12. Micrografıas de dispersoides en las aleaciones: a) 2024, b) 6013, c) 7075 y d)
7050 [6]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.13. Relacion general de tamano de grano con: resistencia, tenacidad y ductilidad [3]. . 27
2.14. a) Representacion de los esfuerzos de tension en la red ocasionados por un atomo
sustitucional de impureza mas pequeno que los atomos de la matriz, b) Posible
ubicacion de atomos de impurezas mas pequenos en relacion a una dislocacion de
borde [10]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
2.15. Efectos del trabajo en frıo en la resistencia, la dureza y la ductilidad [3]. . . . . . 30
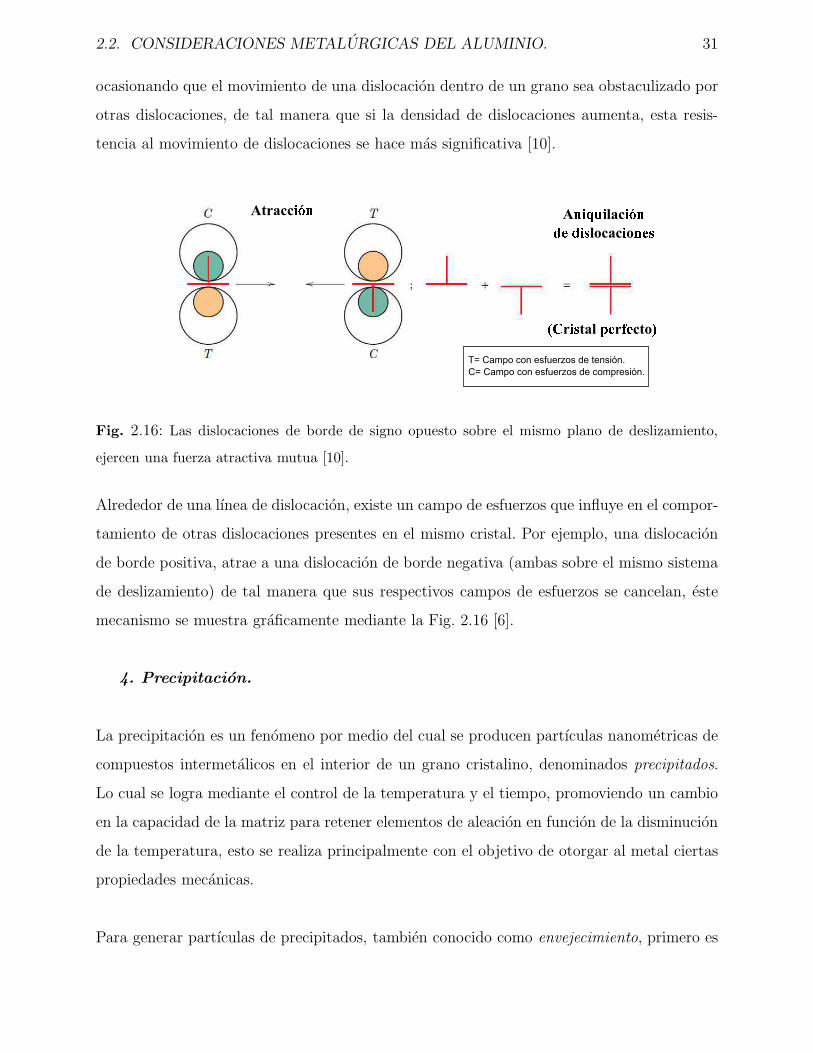
2.16. Las dislocaciones de borde de signo opuesto sobre el mismo plano de deslizamiento,
ejercen una fuerza atractiva mutua [10]. . . . . . . . . . . . . . . . . . . . . . . 31
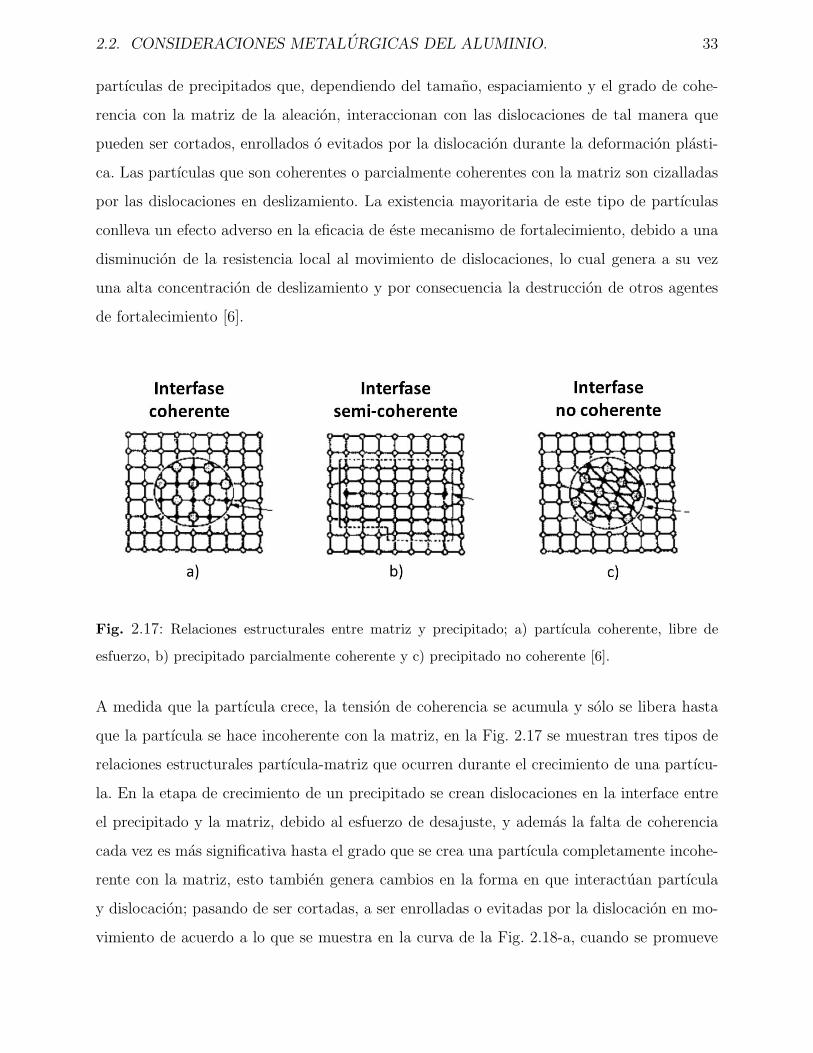
2.17. Relaciones estructurales entre matriz y precipitado; a) partıcula coherente, libre de
esfuerzo, b) precipitado parcialmente coherente y c) precipitado no coherente [6]. . 33
2.18. 1) Cambio del CRSS como funcion del tamano de precipitado - La maxima re-
sistencia es obtenida cuando la interaccion dislocacion-precipitado cambia de ser
cortada a ser puenteada. 2) Explicacion grafica del fortalecimiento de Orowan para
una dislocacion de borde pura [6]. . . . . . . . . . . . . . . . . . . . . . . . . . 34
2.19. a) Diagrama esquematico del proceso FSW, b) Union FSW creada en placas
de aluminio, c) Herramienta comun de perno roscado [29]. . . . . . . . . . . 35
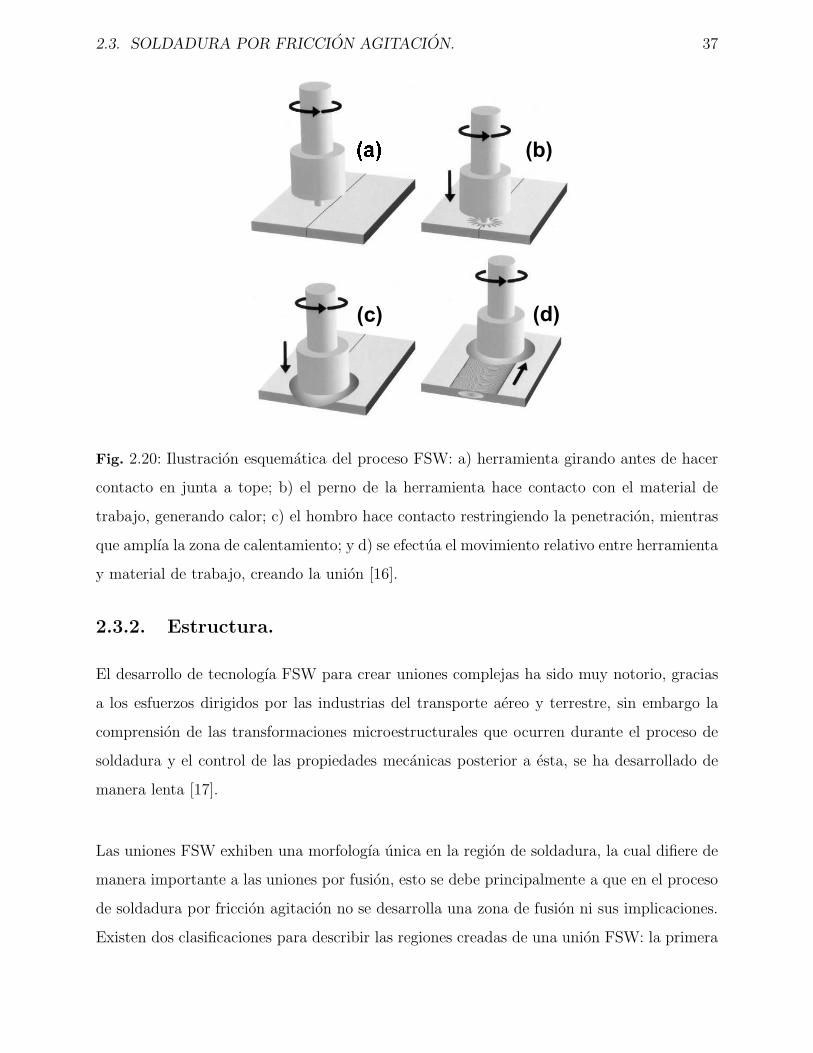
2.20. Ilustracion esquematica del proceso FSW: a) herramienta girando antes de
hacer contacto en junta a tope; b) el perno de la herramienta hace contacto
con el material de trabajo, generando calor; c) el hombro hace contacto res-
tringiendo la penetracion, mientras que amplıa la zona de calentamiento; y
d) se efectua el movimiento relativo entre herramienta y material de trabajo,
creando la union [16]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
2.21. Metalografıa optica tomada en el Laboratorio de Tribologıa y Superficies del
CICATA-IPN Unidad Queretaro. . . . . . . . . . . . . . . . . . . . . . . . . 39

INDICE DE FIGURAS xi
2.22. a) Micrografıa optica mostrando la zona de agitacion y la TMAZ de un cordon
FSW de la aleacion 7050-T7451. Micrografıas opticas de mas altas magnifi-
caciones de: b) tamano de grano fino en la zona de agitacion y c) granos
deformados y parcialmente recristalizados en la TMAZ [17]. . . . . . . . . . 40
2.23. Micrografıas electronicas de transmision de campo claro a altos aumentos: a)
indicando la ausencia de fases de fortalecimiento en la zona de agitacion, y b)
mostrando la existencia de precipitados gruesos en el interior del grano de la
HAZ. Ambas micrografıas son de un cordon de soldadura FSW de la aleacion
7050-T7451 [17]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
2.24. Perfiles de dureza obtenidos de un corte de seccion de soldaduras FSW en la aleacion
AA6056 en condicion T4 y T78, los cuales permitieron determinar la extension de
las zonas HAZ y TMAZ [20]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
2.25. a) Seccion de un lımite de grano y su ranura de superficie producida por
ataque quımico, siendo revelada mediante reflexion de la luz, b) Metalografıa
de la superficie preparada de una aleacion hierro-cromo [10]. . . . . . . . . . 44
2.26. Diagrama de bloques mostrando los componentes de un AFM. La imagen se
construye monitoreando el voltaje que conduce el piezoelectro-ceramico z. . . 45
2.27. El transductor de fuerza produce una senal electronica cuando la sonda in-
teractua con las fuerzas de la superficie. Izquierda: un amplificador emite un
voltaje S0. Derecha: A medida que la sonda interactua con la superficie, S0
incrementa uniformemente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
2.28. Forma y dimensiones de especimen para prueba de tension preparada a partir
de material de placa de 0.25 pulgadas [25]. . . . . . . . . . . . . . . . . . . . 49
2.29. Penetrador Vickers [26]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.1. Microscopio optico LeicaTM . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3.2. Metodos de preparacion y obtencion de micrografıas. . . . . . . . . . . . . . 53
3.3. Matriz lineal de posiciones para el estudio por AFM y dureza, sobre lado de
avance de la union bajo estudio. . . . . . . . . . . . . . . . . . . . . . . . . . 54
3.4. a) Fotografıa del microscopio AFM marca Nanosurf R, b) Toma de vista de
la sonda utilizada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54

xii INDICE DE FIGURAS
3.5. Metodologıa para la obtencion de imagenes de AFM. . . . . . . . . . . . . . 55
3.6. Metodo para cuantificacion de imagenes de AFM empleando el software SPIPTM . 56
3.7. Deteccion de partıculas de precipitados mediante el modulo Particle and Pore
Analysis de SPIPTM en la region TMAZ de la union bajo estudio. . . . . . . 57
3.8. Imagen AFM de topografıa de huella del micro-penetrador Vickers. . . . . . 58
3.9. Fotografıa de especımenes para pruebas de tension. . . . . . . . . . . . . . . 59
3.10. a) Maquina universal de tension de la marca Instron, b) sujecion de probeta
para inicio de prueba. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.11. Fotografıas de factores concentradores de esfuerzo debidos al acabado super-
ficial de las uniones FSW, a) y b) muestran la huella dejada por el hombro de
la herramienta, c) y d) son imagenes de la falta de union en la lınea raız de la
union [28]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.1. Metalografıa de seccion transversal de cordon bajo estudio, mostrando las regiones
en el lado de avance de la union. . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.2. Estructura de grano en el material AA7075-T651. . . . . . . . . . . . . . . . . . 65
4.3. Microscopıa de fuerza atomica del BM, mostrando caracterısticas de la precipitacion. 66
4.4. Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas
entre 10 y 100 nm del material base. . . . . . . . . . . . . . . . . . . . . . . . . 66
4.5. Metalografıa de la region HAZ del lado de avance de la union. . . . . . . . . . . 67
4.6. Micrografıas PC-AFM: a) HAZ, b) BM. . . . . . . . . . . . . . . . . . . . . . . 68
4.7. Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas
entre 10 y 100 nm del la zona HAZ. . . . . . . . . . . . . . . . . . . . . . . . . 69
4.8. Metalografıa de la region TMAZ del lado de avance de la union. . . . . . . . . . 70
4.9. Micrografıas PC-AFM: a) zona TMAZ, b) zona BM. . . . . . . . . . . . . . . . 71
4.10. Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas
entre 10 y 100 nm de la zona TMAZ. . . . . . . . . . . . . . . . . . . . . . . . 71
4.11. a) Metalografıa de la region completa del WN, b) ampliacion del WN, mostrando
area completamente recristalizada. . . . . . . . . . . . . . . . . . . . . . . . . . 72
4.12. a) Micrografıa PC-AFM del WN. b) Cuantificacion de partıculas en zona WN. . . 73

INDICE DE FIGURAS xiii
4.13. Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas
entre 10 y 10 nm del WN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.14. Representacion grafica de la dureza en funcion de distancia a lınea central de
soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4.15. Grupos de probetas tensionadas. . . . . . . . . . . . . . . . . . . . . . . . . . . 77
4.16. Valores cuantificados de precipitados y dureza de las diferentes areas del
cordon. a) Diametro equivalente promedio, b) Espaciamiento promedio en-
tre precipitados vecinos y, c) Dureza Vickers. . . . . . . . . . . . . . . . . . . 79

xiv INDICE DE FIGURAS

Indice de cuadros
2.1. Propiedades fısicas para algunos grados de aluminio [9]. . . . . . . . . . . . . . . 11
2.2. Energıas de las imperfecciones de superficie en distintos materiales [11]. . . . 21
2.3. Principales precipitados observados en algunas aleaciones de aluminio [6]. . . 26
3.1. Composicion quımica de la aleacion usada en este estudio. . . . . . . . . . . 51
3.2. Parametros de soldadura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3.3. Resultado tıpico de la cuantificacion de partıculas usando el modulo de analisis
de partıculas del software SPIPTM . . . . . . . . . . . . . . . . . . . . . . . . 57
3.4. Diseno experimental para pruebas de tension. . . . . . . . . . . . . . . . . . 61
4.1. Propiedades de respuesta mecanica de la union AA7075-T651, comparando
tres consideraciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
4.2. Resultados de cuantificacion de precipitados y dureza Vickers como funcion
de la distancia a la lınea de soldadura. . . . . . . . . . . . . . . . . . . . . . 78
xv
Capıtulo 1
Introduccion
1.1. Introduccion general.
El rapido crecimiento que han mostrado las industrias automotriz y aeronautica, en la crea-
cion de productos con alto valor al cliente, no hubiera sido posible sin el desarrollo previo de
materiales avanzados y nuevos procesos de manufactura, entendiendo por material avanza-
do aquel que proporciona alguna ventaja al maximizar la razon de alguna propiedad fısica
crıtica de un diseno, como la resistencia mecanica y el nivel de resistencia al dano, con algun
parametro deseable del mismo como el peso o el volumen [1].
En los ultimos 90 anos, las aleaciones de aluminio han incursionado en el campo de los
materiales avanzados, gracias a la fuerte interaccion entre los avances en metalurgia, los pro-
cesos de fortalecimiento, y un ajustado control en la composicion de los elementos de aleacion.
Las aleaciones del grupo 7xxx, cuyos elementos de aleacion principales son el Zinc y Magne-
sio, hoy dıa son las aleaciones de referencia en cuanto resistencia especıfica para el resto de
las aleaciones de aluminio, desarrollando un lımite elastico superior a los 600 MPa, ver Fig.
1.1 [2].
La utilizacion de los materiales avanzados ha impulsado de manera paralela el desarrollo
de los procesos de manufactura, debido a que un material avanzado en su condicion inicial,
1

2 CAPITULO 1. INTRODUCCION
Lím
ite e
lásti
co
, M
Pa
Año de introducción
Fig. 1.1: Grafica del lımite elastico de las aleaciones avanzadas de aluminio en funcion del ano de
introduccion al mercado [2].
previa al formado de productos comerciales, cuenta con agentes de fortalecimiento que le
confieren una condicion de resistencia especıfica maxima y, cualquier modificacion de esta
condicion afecta la respuesta mecanica del material.
Los procesos de manufactura que involucran calor, como por ejemplo las tecnicas conven-
cionales de soldadura por fusion que alcanzan picos de temperatura extremadamente altos,
tienen un efecto perjudicial en las aleaciones avanzadas de aluminio ya que durante los pro-
cesos de fusion y solidificacion se produce un gran numero de defectos intrınsecos, en la
Fig. 1.2 se listan varios de estos defectos que hacen casi imposible obtener uniones soldadas
aceptables en algunas aleaciones avanzadas de aluminio [3].
La soldadura por friccion agitacion o FSW, por sus siglas en ingles: friction stir welding, es
una tecnica de soldadura en estado solido relativamente nueva y de alta eficiencia mecanica
para la union de metales; especialmente los no ferrosos, como las aleaciones de aluminio.
Con esta tecnica se pueden producir uniones a tope y traslape de buena calidad. La FSW
opera generando calentamiento por friccion entre una herramienta rotatoria y las piezas pa-

1.1. INTRODUCCION GENERAL. 3
Fig. 1.2: Defectos intrınsecos asociados al proceso de fusion y solidificacion en la soldadura de
aleaciones avanzadas de aluminio [3].
ra soldado. Gracias a este principio de funcionamiento, la aleacion no experimenta picos de
temperatura mayores a los 500 C, solucionando a su vez casi todos los problemas que se
destacan en la Fig. 1.2, especialmente en el caso de las aleaciones avanzadas de aluminio [4].
Sin embargo, el mayor problema que continua presentandose en la soldadura por friccion
agitacion, aunque a un nivel menor, es el reblandecimiento del material base, creando una
zona afectada por el calor [5].
El principal metodo de fortalecimiento para las aleaciones avanzadas de aluminio (2xxx, 6xxx
y 7xxx), es la precipitacion de partıculas nanometricas termo-sensibles de compuestos inter-
metalicos, conocidas como precipitados, que interactuan con las dislocaciones en movimiento,
frenando el deslizamiento localizado y la destruccion sucesiva de otros agentes de fortaleci-
miento, otorgando a la aleacion, niveles superiores de resistencia mecanica en comparacion
con aleaciones de aluminio para propositos convencionales [6]. Es por ello que los hallazgos
de algunos investigadores en el estudio de estos agentes de fortalecimiento, han indicado que
las caracterısticas morfologicas y de distribucion de las fases de precipitados, se modifican
durante el proceso de soldadura por friccion agitacion, y, en el caso especıfico de la zona
4 CAPITULO 1. INTRODUCCION
afectada por el calor de la union, ocurre un cambio; partiendo de distribuciones homogeneas
de precipitados finos a distribuciones altamente heterogeneas de precipitados gruesos [7]. Por
esta razon, en el presente trabajo de investigacion se emplearon tecnicas especializadas de
microscopıa de sonda de barrido SPM (Scanning Probe Microscopy), como la microscopıa de
fuerza atomica de contraste de fase PC-AFM (Phase Contrast Atomic Force Microscopy),
para la cuantificacion de caracterısticas morfologicas nanoestructurales de las distribuciones
de precipitados que se encuentran relacionadas con el reblandecimiento del material base en
el nudo de la union.
1.2. Descripcion del problema.
La razon por la cual se selecciono la aleacion de aluminio AA7075-T651 para efectuar una
union por friccion agitacion, consistio en que a pesar de que esta aleacion reune las carac-
terısticas de un material avanzado y actualmente ha tenido una buena cantidad de aplica-
ciones en estructuras de aeronaves y en la industria del transporte terrestre, esta ha sido
catalogada como un material insoldable mediante tecnicas convencionales de soldadura por
fusion. Esto se debe principalmente a los elevados picos de temperatura inherentes a los
procesos de fusion, los cuales generan defectos como poros y grietas que quedan atrapados
tras la solidificacion en una union de mala calidad. En cambio, la soldadura FSW produce
uniones de buena integridad en esta aleacion y en general para todas las aleaciones de alumi-
nio termicamente tratables, tal como se explico en la seccion anterior. Es por ello que en este
proyecto de maestrıa se considero importante investigar argumentos que permitan entender
a mayor grado, las propiedades desarrolladas mediante la soldadura por friccion agitacion
para la aleacion de estudio.
En las aleaciones de aluminio termicamente tratables, la soldadura FSW produce cambios
micro y nanoestructurales importantes en el material base que se encuentran relacionados con
los agentes de fortalecimiento presentes en estas aleaciones: el tamano y forma de grano y la
distribucion de precipitados, ası como como la densidad de dislocaciones. El fortalecimiento
por precipitacion es un metodo muy utilizado para mejorar la resistencia de estas aleaciones

1.2. DESCRIPCION DEL PROBLEMA. 5
Fig. 1.3: Estudio preliminar de micro-penetracion Vickers en seccion transversal de soldadura FSW
de la aleacion AA7075-T651.
de aluminio, por lo que se tuvo la hipotesis de que mediante la observacion metalografica y la
cuantificacion de caracterısticas nanoestructurales de las partıculas de precipitados, como ta-
mano y espaciamiento promedio, se podrıa obtener correlaciones estadısticas con resultados
de estudios mecanicos como dureza y tension efectuados a la union, lo que permitirıa com-
prender mejor la naturaleza de las propiedades mecanicas locales desarrolladas a partir de la
soldadura FSW, prestando especial interes en la region afectada por el calor, ya que como se
observa en la Fig. 1.3, que muestra resultados preliminares de dureza local Vickers, en esta
region el material presenta un reblandecimiento significativo comparado con el material base.
Uno de los principales retos de este trabajo fue la cuantificacion de precipitados en las dis-
tintas regiones de la union, es por ello que para realizar este trabajo, se tuvo la necesidad
de recurrir a la tecnica de PC-AFM, la cual es una tecnica de mapeo superficial con resolu-
cion nanometrica que realiza un contraste composicional del material (cuyo mecanismo de

6 CAPITULO 1. INTRODUCCION
funcionamiento se describe mas adelante), lo que permite identificar con relativa certeza las
fases de precipitados termo-sensibles en relacion con la matriz del material. Finalmente se
procuro correlacionar los resultados arrojados por esta tecnica, con los resultados de las me-
diciones de dureza local Vicker, los cuales fueron util para explicar la respuesta a la tension
de la union creada.
1.3. Objetivos.
Determinar mediante tecnicas metalograficas y de microscopıa de fuerza atomica la evolu-
cion de los principales agentes de fortalecimiento en las diferentes regiones formadas por el
proceso de soldadura por friccion agitacion, empleando la aleacion avanzada de aluminio
AA7075-T651, para finalmente explicar su correlacion con las propiedades mecanicas de la
union.
Objetivos particulares:
1. Cuantificar tamano y distribucion de precipitados en funcion de la distancia a la lınea
central de soldadura empleando la tecnica PC-AFM.
2. Describir mediante metalografıa la microestructura relacionada a cada zona de la union.
3. Evaluar las diferencias en las propiedades mecanicas de la union soldada mediante
ensayos de dureza y tension.
4. Explicar la relacion encontrada entre el estado de los precipitados en las diferentes
zonas de la union, con los resultados de las propiedades mecanicas evaluadas.
1.4. Estructura del trabajo.
En el capıtulo dos se describe el marco teorico haciendo enfasis en el uso de la microscopıa
de fuerza atomica para la medicion de precipitados, ası como tambien de los argumentos
metalurgicos involucrados, abarcando topicos como defectos microestructurales, partıculas

1.4. ESTRUCTURA DEL TRABAJO. 7
intermetalicas y la interaccion entre ambas. En el capıtulo tres se presenta el metodo expe-
rimental propuesto para este trabajo: tecnicas, equipos y materiales. En el capıtulo cuatro,
de resultados y discusion, se muestran los resultados mediante graficas y se brinda una
explicacion completa de los hallazgos. Finalmente, en el capıtulo cinco se presentan las con-
clusiones acerca del trabajo realizado y los resultados obtenidos, vinculando estos ultimos
con la hipotesis del proyecto.

8 CAPITULO 1. INTRODUCCION

Capıtulo 2
Fundamentos teoricos
2.1. Introduccion.
Indudablemente, algunas industrias como la aeronautica y la automotriz, recibieron una
notable aportacion gracias a los descubrimientos de Sir Humphrey Davy quien postulo la
existencia del aluminio (Al), el trabajo realizado por Hans Christian Oersted a nivel labora-
torio quien logro aislar este elemento, y finalmente la hazana curiosa de dos investigadores:
Paul Heroult (Francia) y Charles M. Hall (USA), quienes sin estar en comunicacion y con
una ubicacion muy alejada, inventaron, de manera simultanea, el mismo proceso para extraer
de la bauxita el aluminio; proceso que hoy dıa se sigue empleando para este fin [3].
El Aluminio cuenta con propiedades unicas que lo postulan como el material ideal para su
uso en aplicaciones convencionales y especializadas, tales como las estructuras aeronauticas,
la Fig. 2.1 muestra que las aleaciones de aluminio constituyen aproximadamente el 70%
de los materiales utilizados en la construccion de una aeronave de vuelo comercial como lo
es el Boeing 777. Comparado con las aleaciones avanzadas de acero, magnesio y titanio, el
aluminio implica bajos costos de produccion, es un material ligero que puede en algunos ca-
sos ser tratado termicamente para aumentar su resistencia y, ademas, posee una estructura
cristalina con varios sistemas de deslizamiento que le confieren buena fabricabilidad, termino
que engloba todos los aspectos de la produccion, desde la facilidad de fabricacion, hasta el
montaje, embalaje, transporte, mantenimiento y, una vez concluida la vida util del producto,
9

10 CAPITULO 2. FUNDAMENTOS TEORICOS
Otros 1%
Acero 11%
Titanio 7%
Compositos 11%Aluminio
70%
Fig. 2.1: Distribucion de materiales para la construccion de la aeronave Boeing 777 [8].
la facilidad de eliminacion o reciclaje [8].
El aluminio presenta una estructura cristalina cubica centrada en las caras (CCC) en todo
el rango de temperaturas, desde 4 K hasta su punto de fusion a 933 K. Tiene una densidad
de 2.7 g/cm3, presenta altos valores de conductividad termica y electrica, ademas es resis-
tente a la corrosion atmosferica gracias a la formacion natural e instantanea de una pelıcula
impermeable de oxido de aluminio que protege el material de algunos agentes corrosivos. En
la Tabla 2.1 se listan algunas de las propiedades fısicas mas importantes para cinco grados
de pureza del aluminio [9].
Las propiedades fısicas del aluminio que se listan en la primera columna de la Tabla 2.1 de-
penden en gran medida del grado de pureza. El aluminio de alta pureza tiene baja resistencia
mecanica como todos los metales puros, y por lo tanto no se puede emplear en aplicaciones
donde la resistencia a la deformacion y a la fractura son requerimientos de diseno, por lo
cual, generalmente, se crean aleaciones con la finalidad de mejorar principalmente su resis-
tencia mecanica. Las propiedades mecanicas de las aleaciones de aluminio dependen de una
compleja interaccion entre la composicion quımica y las caracterısticas microestructurales
desarrolladas durante la solidificacion, tratamientos termicos y procesos de deformacion. Por
tal motivo, en este capıtulo se hace hincapie en los diferentes mecanismos de fortalecimiento

2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 11
Pureza,%
Propiedad 99.999 99.990 99.800 99.500 99.000
Punto de fusion C 660.2 - - 657.00
Punto de ebullicion C 2480 - - -
Calor latente de fusion, cal/g 94.6 - - 93.0
Calor especıfico a 100C, cal/g 0.2226 - - 0.2297
Densidad a 20C, g/cm3 2.7 2.7 2.71 2.71
Resistividad electrica. µΩ− cm a 20C 2.63 2.68 2.74 2.8 2.87
Coeficiente de expansion termica ×106 (20-100C) 23.86 23.5 23.5 23.5
Conductividad termica, por ejemplo a 100 C 0.57 0.56 0.55 0.54
Reflectividad (total),% 90 89 86
Modulo de elasticidad, lb/in2 × 10−6 9.9 10.0
Tabla 2.1: Propiedades fısicas para algunos grados de aluminio [9].
de las aleaciones de aluminio. Profundizando mayormente en el mecanismo de fortalecimien-
to por precipitacion, el principal componente de la respuesta mecanica en las aleaciones de
aluminio termicamente tratables (Series 2xxx, 6xxx y 7xxx).
2.2. Consideraciones metalurgicas del aluminio.
2.2.1. Imperfecciones de red.
Para la investigacion y desarrollo de materiales es importante conocer acerca de los tipos
de imperfecciones que existen en los materiales cristalinos y el rol que juegan en la respues-
ta mecanica y propiedades fısicas de estos. Se ha determinado que algunas propiedades de
ciertos materiales dependen fuertemente de cualquier desviacion de la perfeccion cristalina
[10]; sin embargo, esta influencia no siempre resulta adversa ya que a menudo ciertas carac-
terısticas especıficas de los materiales se modifican mediante la introduccion controlada de
una gran cantidad de defectos particulares, con lo cual se han podido desarrollar aleaciones
metalicas cada vez mas resistentes [11].

12 CAPITULO 2. FUNDAMENTOS TEORICOS
En este subtema se abordan brevemente los tipos de imperfecciones cristalinas mas comunes,
clasificados como defectos puntuales, lineales y de superficie, tal como se muestra en la
Fig. 2.2.
Fig. 2.2: Defectos de red en cristales: a) vacancia, b) atomo de soluto, c) atomo intersticial, d)
dislocacion y e) lımite de grano [6].
Imperfecciones puntuales.
Los defectos puntuales, son discontinuidades de la red cristalina que involucran uno o varios
atomos, tal como se observa en la Fig. 2.3 que muestra una representacion bidimensional
de un defecto auto-intersticial y una vacancia. Estos se pueden generar dentro del bulto
del material mediante la difusion de atomos; al ganar energıa por calentamiento, durante el
procesamiento del material, la presencia de impurezas, o a traves de las aleaciones [11].
Si se asume la existencia de un cristal puro de aluminio, es posible traer al tema dos ti-
pos de imperfecciones puntuales: las vacancias y los sitios auto-intersticiales. Estos ultimos
ocurren cuando un atomo del mismo cristal queda atrapado en un sitio intersticial que en
condiciones ordinarias estarıa desocupado. Tal como se observa en la Fig. 2.3, las vacancias
constituyen el mas simple de los defectos puntuales y aparece desde el momento en que un
atomo esta ausente. En realidad, todos los solidos cristalinos contienen vacancias, las cuales

2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 13
Auto-intersticialVacancia
Fig. 2.3: Representacion bidimensional de defectos puntuales comunes [10].
a su vez incrementan la entropıa del mismo [10], o dicho de otra manera, estas contribuyen
a la aleatoriedad de sus propiedades. En los metales, los sitios auto-intersticiales produ-
cen una distorsion muy grande en la red circundante, debido a que el atomo implicado es
sustancialmente mas grande que el sitio intersticial, por lo cual su aparicion es poco probable.
En el caso especıfico del aluminio no aleado, una vacancia contrae el diametro del sitio en un
20% aproximadamente y si un atomo se difunde a un sitio intersticial, se forma un defecto
conocido como defecto Frenkel, y como el diametro de un atomo de aluminio es de 0.286 nm,
y el del sitio intersticial es de 0.117 nm, podemos esperar la existencia de muy pocos defectos
Frenkel en las aleaciones de aluminio. Las vacancias, por su parte, favorecen el progreso de
la difusion debido a que cuentan con energıa de deformacion y energıa de superficie, y por
consecuencia, son atraıdas a regiones de deformacion en la red, por ejemplo, a atomos de
soluto y dislocaciones [9].
Sin embargo, la posibilidad de obtener un metal cristalino que consista en un solo tipo de
atomo es nula desde el punto de vista fısico, ya que las impurezas siempre estan presentes y
algunas existen como defectos puntuales cristalinos. De hecho, los metales para aplicaciones
convencionales y especializadas, no son ni siquiera altamente puros, sino que son aleados

14 CAPITULO 2. FUNDAMENTOS TEORICOS
intencionalmente, para impartir al metal ciertas caracterısticas especıficas; generalmente,
para mejorar la resistencia mecanica y su resistencia a la corrosion. Con esto se induce la
formacion de una solucion solida y/o una nueva fase secundaria, dependiendo de los tipos
de elementos aleantes, las concentraciones y las temperaturas de aleacion.
Atomo de impureza
intersticial
Atomo de impureza
sustitucional
Fig. 2.4: Representacion bidimensional de atomos de impurezas sustitucionales e intersticiales [10].
En una solucion solida pueden existir imperfecciones puntuales de dos tipos: sustitucional e
intersticial, tal como se observa en la Fig. 2.4 que muestra una representacion bidimensional
de estos tipos de defectos. En una imperfeccion sustitucional, un atomo de soluto o impureza
sustituye a un atomo anfitrion, dependiendo de varios factores: el tamano atomico, la estruc-
tura cristalina, la electronegatividad y las valencias. En cambio en las soluciones solidas con
defectos intersticiales, los atomos de soluto llenan espacios vacıos entre atomos anfitriones.
En materiales metalicos con estructuras cristalinas compactas, los sitios intersticiales son
muy pequenos, por lo cual el diametro atomico de la impureza debe ser sustancialmente mas
pequeno que el diametro de los atomos anfitriones. Normalmente, la concentracion maxima
permitida de atomos intersticiales de impureza es baja, menor al 10% [10].
2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 15
Imperfecciones lineales.
Las dislocaciones son las imperfecciones cristalinas mas importantes desde el punto de vista
de los mecanismos de fortalecimiento y los procesos de manufactura. En la decada de los 50’s,
con el surgimiento del microscopio electronico de transmision fue posible mostrar evidencia
clara de su existencia, con lo cual se comprobo a su vez que la resistencia y la ductilidad de
los metales estan controladas por este tipo de defectos [12].
Las dislocaciones son defectos lineales en los cristales, alrededor de la cual algunos atomos
vecinos estan desalineados. Esencialmente, hay dos tipos de dislocaciones: de borde y de
tornillo. Una dislocacion de borde se interpreta como un medio plano extra de atomos, en
la red cristalina, como se observa en la Fig. 2.5 a. Una dislocacion de tornillo es mas difıcil
de visualizar y no puede interpretarse de la misma manera, tal como se indica en la Fig.
2.5 b para la visualizacion de una dislocacion de tornillo es necesario tener una perspectiva
espacial del bulto del material. Por lo anterior y debido a los objetivos de este proyecto de
investigacion, solo se profundiza en las dislocaciones de borde, a pesar de que la mayorıa de
las dislocaciones presentes en los materiales cristalinos no son exclusivamente de borde o de
tornillo, sino que exhiben componentes de ambos tipos.
El movimiento de una dislocacion queda definido por la magnitud y la direccion del movi-
miento de deslizamiento asociado con ella, denominado vector de Burgers b, que solo puede
moverse en el plano de deslizamiento que contiene tanto la lınea de dislocacion, como su
vector de Burgers. La magnitud del vector de Burgers en aluminio es de 0.288 nm [6]. Sin
embargo, el movimiento de la lınea de dislocacion en una direccion normal al plano de desli-
zamiento puede ocurrir bajo ciertas condiciones; por ejemplo, si las vacancias difunden a la
lınea de dislocacion, ocasionan que una corta longitud de la dislocacion escale a uno o algu-
nos planos paralelos adyacentes mediante un proceso de ascenso de dislocacion; sin embargo,
como las vacancias no llegan en el mismo instante a la dislocacion, esta se eleva un atomo a
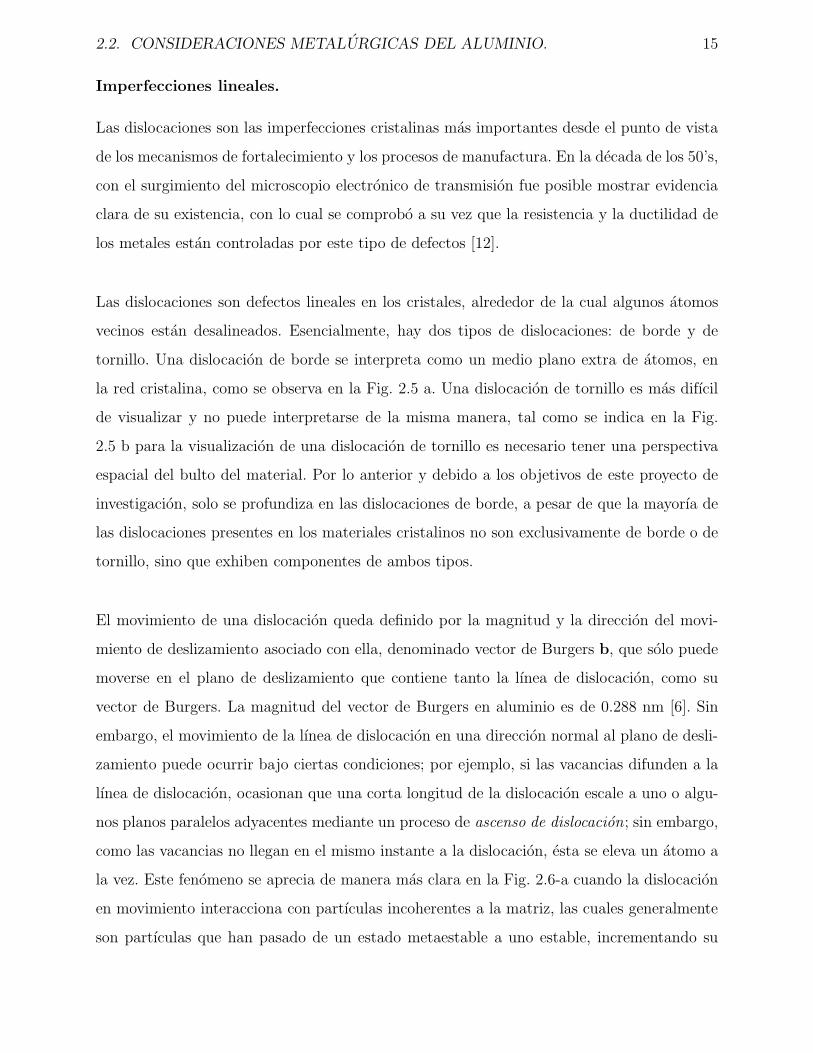
la vez. Este fenomeno se aprecia de manera mas clara en la Fig. 2.6-a cuando la dislocacion
en movimiento interacciona con partıculas incoherentes a la matriz, las cuales generalmente
son partıculas que han pasado de un estado metaestable a uno estable, incrementando su

16 CAPITULO 2. FUNDAMENTOS TEORICOS
Línea de
dislocación
de borde
Línea de
dislocación
Vector de Burgers
Vector de Burgers
Fig. 2.5: a) Posicion de atomos alrededor de una dislocacion de borde. b) Representacion espacial
de dislocacion de tornillo en el bulto de un material cristalino [10].
tamano y por lo tanto no es posible que sean cizalladas por la dislocacion en movimiento.
Por otra parte, con frecuencia una dislocacion de borde no se encuentra en un plano de
deslizamiento en particular, sino que algunas secciones se encuentran en un plano y otras en
planos paralelos adyacentes, dando lugar a un fenomeno conocido como salto de dislocacion,
mediante la Fig. 2.6-b este mecanismo puede interpretarse como una corta longitud de una
dislocacion que no se encuentra ubicada en el mismo plano que la dislocacion principal, pero
sin embargo conserva el mismo vector de Burgers.
Imperfecciones de superficie.
Las imperfecciones de superficie son las fronteras o planos que separan un material en re-
giones de la misma estructura cristalina pero con orientacion cristalografica distinta. Entre
ellas se pueden citar, la superficie misma del material, los lımites de grano, los bordes de
grano de angulo pequeno, las fallas de apilamiento y los bordes de macla, que a continuacion
se describen brevemente.
2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 17
a) b)
Ascenso
Salto
Fig. 2.6: a) Imagen de un ascenso de dislocacion provocado por partıcula dispersoide y/o vacancia.
b) Representacion grafica de un salto de dislocacion [6].
Superficie del material.
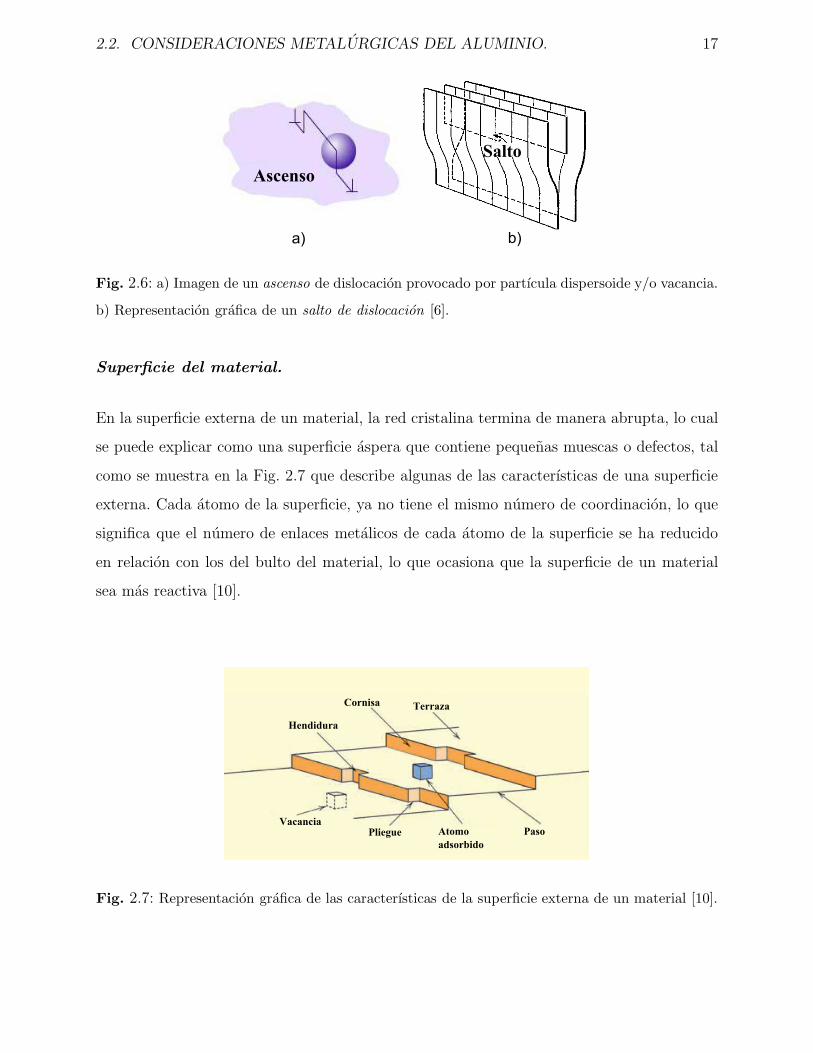
En la superficie externa de un material, la red cristalina termina de manera abrupta, lo cual
se puede explicar como una superficie aspera que contiene pequenas muescas o defectos, tal
como se muestra en la Fig. 2.7 que describe algunas de las caracterısticas de una superficie
externa. Cada atomo de la superficie, ya no tiene el mismo numero de coordinacion, lo que
significa que el numero de enlaces metalicos de cada atomo de la superficie se ha reducido
en relacion con los del bulto del material, lo que ocasiona que la superficie de un material
sea mas reactiva [10].
Hendidura
Cornisa Terraza
PasoAtomo
adsorbido
PliegueVacancia
Fig. 2.7: Representacion grafica de las caracterısticas de la superficie externa de un material [10].

18 CAPITULO 2. FUNDAMENTOS TEORICOS
Lımites de grano.
Los lımites y sublımites de grano son interfaces entre cristales con diferente orientacion. Para
aclarar esta definicion, en la Fig. 2.8 se muestra una representacion grafica de un lımite de
grano desde la perspectiva atomica. En esta figura se pueden observar dos redes cristalografi-
cas que estan orientadas a cierto angulo una con respecto a la otra, y la manera en que se
forma un lımite de grano en la cercanıa de estas. Para definir completamente un lımite de
grano, es necesario especificar: 1) la orientacion de una red con respecto a la otra, y 2) la
orientacion del lımite con respecto a la red [12].
Ángulo de desalineación
Límite de granode bajo ángulo
Ángulo de desalineación
Límite de granode alto ángulo
Fig. 2.8: Representacion grafica de lımites de grano de bajo y alto angulo [10].
Existe la posibilidad de que ocurran varios grados de desalineacion entre granos adyacentes,
pero basicamente se clasifican en dos para su referencia: 1) lımites de grano de bajo angulo, a
los que se alude cuando la desalineacion entre granos es pequena, generalmente son descritos
en el orden de matrices de dislocacion; 2) lımites de grano de alto angulo o sencillamente
lımites de grano, que presentan una notable desalineacion entre la orientacion de granos y
debido a esta razon son mas reactivos que los granos mismos y los lımites de grano de bajo
angulo.

2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 19
A lo largo del lımite de grano, los atomos estan enlazados con menos regularidad y, en con-
secuencia, en todo lımite de grano hay una energıa parecida a la contenida en la superficie
de un material, razon por la cual los atomos de soluto y de impurezas, con frecuencia son
segregados a lo largo de estos defectos superficiales. Por lo tanto, la energıa total de superficie
es menor en materiales de grano grueso que en los de grano fino, sin embargo, a pesar de
esta disposicion desordenada de los atomos y la falta de enlaces regulares a lo largo de los
lımites de grano, un material policristalino es todavıa resistente para fines de diseno y su
densidad es muy similar a la de un material monocristalino [10].
El control de tamano de grano en metales es un mecanismo de fortalecimiento de propieda-
des mecanicas muy efectivo. Ya que al reducir el tamano de estos se incrementa su densidad
poblacional y, por lo tanto, la cantidad de fronteras de grano aumenta y de esa forma cual-
quier dislocacion se movera solamente una distancia corta antes de encontrar una frontera
de grano, lo cual permite incrementar la resistencia del metal. La ecuacion de Hall-Petch
relaciona el tamano de grano con el esfuerzo de cedencia del material, mediante la siguiente
expresion [11]:
σy = σ0 +Kd−m (2.1)
Donde σy es el esfuerzo de cedencia, es decir el esfuerzo bajo el cual el material se deforma
de manera permanente, d es el diametro promedio de los granos y σ0 y K son constantes del
metal que se ven afectados por la concentracion de aleacion, la forma del grano y uniformidad
de su tamano.
Fallas de apilamiento.
Las fallas de apilamiento son defectos relacionados con la secuencia de apilamiento de los
planos cristalograficos; estas se originan a partir de dislocaciones inestables y es posible ex-
plicarlas como una pequena region en el cristal, donde no se sigue la secuencia regular de

20 CAPITULO 2. FUNDAMENTOS TEORICOS
apilamiento de planos [13]. Normalmente, en una red perfecta CCC, se tiene una secuencia
de apilamiento ABCABCABC, pero es precisamente la interrupcion de tal secuencia la que
produce una falla de apilamiento, tal como se muestra en la seccion indicada de la Fig. 2.9-a,
en donde el plano tipo A aparece ubicado donde deberıa encontrarse normalmente un plano
tipo C. En el aluminio, es comun la existencia de dislocaciones inestables, que frecuentemen-
te se dividen en dislocaciones parciales para reducir la energıa elastica del cristal creando
una region de falla o distancia de equilibrio L⊥ entre ambas, en la Fig. 2.9-b se muestra
una representacion bidimensional de este tipo de defecto y la distancia de equilibrio, que
matematicamente es posible expresarla mediante la Eq. 2.2 [6].
Dislocación
Parcial
Dislocación
Parcial
Falla de apilamiento
Fig. 2.9: a) Secuencia de planos que origina falla de apilamiento, b) falla de apilamiento en un
cristal CCC creada cuando una dislocacion inestable se divide en dos dislocaciones parciales [6].
L⊥ =GAlb
2
2πγ(2.2)

2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 21
Donde GAl es 23 GPa y la energıa de falla de apilamiento γAl se ubica alrededor de 200
mJ/m2; una energıa muy elevada. La longitud de equilibrio L⊥ de una falla de apilamiento
es de 1 a 2 diametros atomicos en el aluminio puro, de modo que este tipo de dislocaciones son
relativamente inextensas. Sin embargo, en las aleaciones de aluminio la longitud de equilibrio
L⊥ generalmente es mayor gracias a la presencia de los elementos de aleacion que disminuyen
la energıa de las fallas de apilamiento [6].
Bordes de macla.
Un borde de macla es un defecto de superficie parecido a un plano que separa dos partes
de un grano que tienen una pequena diferencia en la orientacion cristalografica. Las maclas,
ocurren durante la deformacion o el tratamiento termico de ciertos metales, e interfieren con
el proceso de deslizamiento de dislocaciones, incrementando la resistencia del metal, pero a
su vez el movimiento de los bordes de macla, tambien contribuyen a facilitar la deformacion
del mismo.
La efectividad que tengan los defectos de superficie para interferir con el proceso de desliza-
miento de dislocaciones se puede evaluar a partir de las energıas de superficie. La Tabla 2.2.1
contiene informacion de energıas de las imperfecciones de superficie en algunos materiales
seleccionados, de donde se concluye que los bordes de grano de alta energıa son mas efectivos
para bloquear dislocaciones que las fallas de apilamiento o los bordes de macla [11].
Imperfeccion de superficie (ergs/cm2) Al Cu Pt Fe
Energıa por falla de apilamiento 200 75 95 -
Energıa por borde de macla 120 45 195 190
Energıa por borde de grano 625 645 1000 780
Tabla 2.2: Energıas de las imperfecciones de superficie en distintos materiales [11].

22 CAPITULO 2. FUNDAMENTOS TEORICOS
2.2.2. Partıculas intermetalicas en el aluminio.
Las partıculas de fases secundarias se pueden dividir en cuatro clases basados en su formacion
y su habilidad para disolverse, estas son: partıculas primarias, constituyentes, dispersoides y
precipitados.
Partıculas primarias.
Como su nombre lo indica, son las primeras que se forman a partir del metal fundido, cuando
una fase distinta a la solucion solida de aluminio se separa para formar una nueva fase. Estas
partıculas primarias generalmente estan presentes en las aleaciones Al-Si hipereutecticas y
estan constituidas de silicio puro. En la Fig. 2.10 se muestra una micrografıa de una aleacion
Al-Si conteniendo este tipo de partıculas, un incremento de su tamano implica una reduccion
de la resistencia mecanica; por lo tanto su control es muy importante [6].
Fig. 2.10: Micrografıa conteniendo partıculas Primarias de Si en aleaciones hipereutecticas
de Al-Si [6].
Partıculas Constituyentes.
Son compuestos intermetalicos formados mediante una reaccion eutectica durante la solidifi-
cacion. Algunas fases constituyentes insolubles estan compuestos de hierro o silicio mas otro
elemento de aleacion, que puede ser incluso el aluminio por ejemplo Al7Cu2Fe, la Fig. 2.11
2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 23
muestra una micrografıa de la aleacion 2024 conteniendo partıculas constituyentes [14].
Fig. 2.11: Partıculas Constituyentes en la aleacion 2024 [6].
Durante un proceso de homogenizacion para el cual se realiza un precalentamiento del lingote,
la fraccion volumetrica de constituyentes insolubles no puede ser modificada por disolucion
debido a la baja solubilidad de las fases constituyentes. En el caso del silicio, aunque este
tiene una apreciable solubilidad en el aluminio, esta se ve afectada por los elementos de
aleacion, como el magnesio, razon por la cual la fase constituyente Mg2Si, soluble en algunas
aleaciones de aluminio, es virtualmente insoluble en aleaciones tales como la 7075, debido a
su significativo contenido de Mg. El diametro de las fases constituyentes depende de la tasa
de solidificacion y de su historia termo-mecanica, pero usualmente va desde 1 hasta 30 µm.
Las partıculas constituyentes son incoherentes con la matriz y son muy gruesas para inter-
ferir con el movimiento de las dislocaciones, consecuentemente no producen un incremento
en la resistencia mecanica [6].
En el caso de las aleaciones de alta resistencia como las de la serie 7xxx, la presencia de estas
fases constituyentes es muy perjudicial para la resistencia a la fatiga y a la fractura. Dado
que estas partıculas se fracturan a una deformacion plastica relativamente baja (el 25-50%
se fracturan despues del 7% de deformacion uniaxial), proveen sitios de baja energıa para el
inicio de crecimiento de grietas. La razon por la cual las fases constituyentes se toleran en

24 CAPITULO 2. FUNDAMENTOS TEORICOS
las aleaciones comerciales es porque su eliminacion incrementa significativamente el costo de
manufactura [6].
Dispersoides.
Son fases de muy poca o nula solubilidad en la matriz de aluminio, debido a que se forman
a partir de metales de transicion que se combinan muy facilmente con el aluminio, y debido
a su baja difusividad en el aluminio forman precipitados mucho mas pequenos que los tipos
de fases anteriores (menores a 1 µm) ya sea durante la solidificacion o durante el precalen-
tamiento del lingote [6].
Fig. 2.12: Micrografıas de dispersoides en las aleaciones: a) 2024, b) 6013, c) 7075 y d)
7050 [6].
Los dispersoides tienen dos efectos contradictorios en el fortalecimiento de la aleacion. El

2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 25
primero consiste en suprimir la recristalizacion o limitar el movimiento de los granos, lo cual
favorece el modo de fractura transgranular, asociada con la maxima absorcion de energıa. Y
el segundo tiene que ver con que favorece la nucleacion de microporos debido al desprendi-
miento de la interfase de la matriz, lo cual conduce a la formacion de huecos laminares, por
lo que es muy importante un cuidadoso control de los dispersoides. En la Fig. 2.12 se mues-
tra imagenes de microscopıa electronica de transmision de diferentes aleaciones comerciales,
donde se puede apreciar visualmente algunos dispersoides [6].
La efectividad de una partıcula dispersoide para controlar la estructura del grano depende
de su tamano, espaciamiento y coherencia. Partıculas muy pequenas (menores a 0.4 µm),
cercanas y coherentes tienen el mayor efecto en retardar la recristalizacion, mediante el an-
clar y evitar la coalescencia de los sublimites de grano [6].
Precipitados.
Estas partıculas se pueden formar durante cualquier operacion termica por debajo de la lınea
del solvus. A diferencia de los tres tipos de partıculas anteriores, en un tratamiento termi-
co adecuado de solubilizacion, todos los precipitados se disuelven durante esta operacion.
Posteriormente, si no se maneja una tasa de enfriamiento suficientemente rapida, se pueden
formar algunos precipitados durante el temple, principalmente en los lımites de grano y en
las interfaces partıcula-matriz. Estos precipitados, que generalmente son muy gruesos, no
contribuyen al fortalecimiento por envejecimiento, sino que ayudan a reducir algunas pro-
piedades como la ductilidad y la resistencia a la fractura [6].
Posterior al templado, ya a temperatura ambiente, existen las Zonas Guinier-Preston (GP)
mediante un proceso conocido como envejecimiento natural. Las zonas GP son aglomeracio-
nes de atomos de los elementos de soluto mayoritarios, los cuales tienen una frontera difusa
y son coherentes con la matriz de aluminio [6].
El siguiente paso al envejecimiento natural, es un tratamiento termico a alta temperatura,

26 CAPITULO 2. FUNDAMENTOS TEORICOS
Aleacion-Condicion Precipitados principales
2X24-T3, T4 Zonas GP
2X24-T6, T8 S′= precursor de S, Al2CuMg
2X19-T8 θ′= precursor de θ, Al2Cu
6013-T6 Q= Al5Cu2Mg8Si6
7X75-T6 η′= precursor de η, MgZn2 o Mg(Zn,Cu,Al)2
7X75-T76 η′ ; η
7X75-T73 η
7050-T76 η′
7050-T74 η
7150-T6 η′
7150-T77 η′ ; η
7055-T77 η′ ; η
2090-T8 T1=Al2CuLi; δ′ = Al3Li
2095-T6, T8 T1 ; θ′
2091-T3 δ′ ; T1
8090-T8, T7 δ′ ; S′
Tabla 2.3: Principales precipitados observados en algunas aleaciones de aluminio [6].
para favorecer la precipitacion, el cual se conoce como envejecimiento artificial, en donde las
zonas GP pueden ya sea nuclear como precipitados metaestables o disolverse para favorecer
el crecimiento de otros. El trabajo en frıo subsecuente a un templado, introduce dislocaciones
que sirven para ayudar a nuclear precipitados metaestables o en equilibrio. En la Tab. 2.2.2
se presentan los precipitados de fortalecimiento de algunas aleaciones comerciales [6].
Es preciso mencionar que los tamanos de los precipitados generalmente van de los 10 hasta
100 nm en la mayorıa de las aleaciones de alta resistencia, y son el mecanismo principal de
fortalecimiento, gracias a que la interaccion partıcula-dislocacion ayuda a frenar el desliza-
miento localizado de las dislocaciones.
2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 27
2.2.3. Dislocaciones y mecanismos de fortalecimiento.
Las propiedades de las aleaciones de aluminio dependen de una compleja interaccion entre la
composicion quımica y las caracterısticas microestructurales desarrolladas durante la solidi-
ficacion, los tratamientos termicos y los procesos de deformacion. Existen cinco mecanismos
distintos de fortalecimiento que se pueden aplicar a las aleaciones de aluminio para mejorar
sus propiedades mecanicas. En este subtema se da una breve explicacion de como los metales
adquieren sus propiedades mecanicas, enfatizando en el mecanismo de fortalecimiento por
precipitacion, siendo este el principal mecanismo que le confiere sus propiedades mecanicas
a las aleaciones de aluminio termicamente tratables (series 2xxx, 6xxx y 7xxx).
1. Control del tamano de grano.
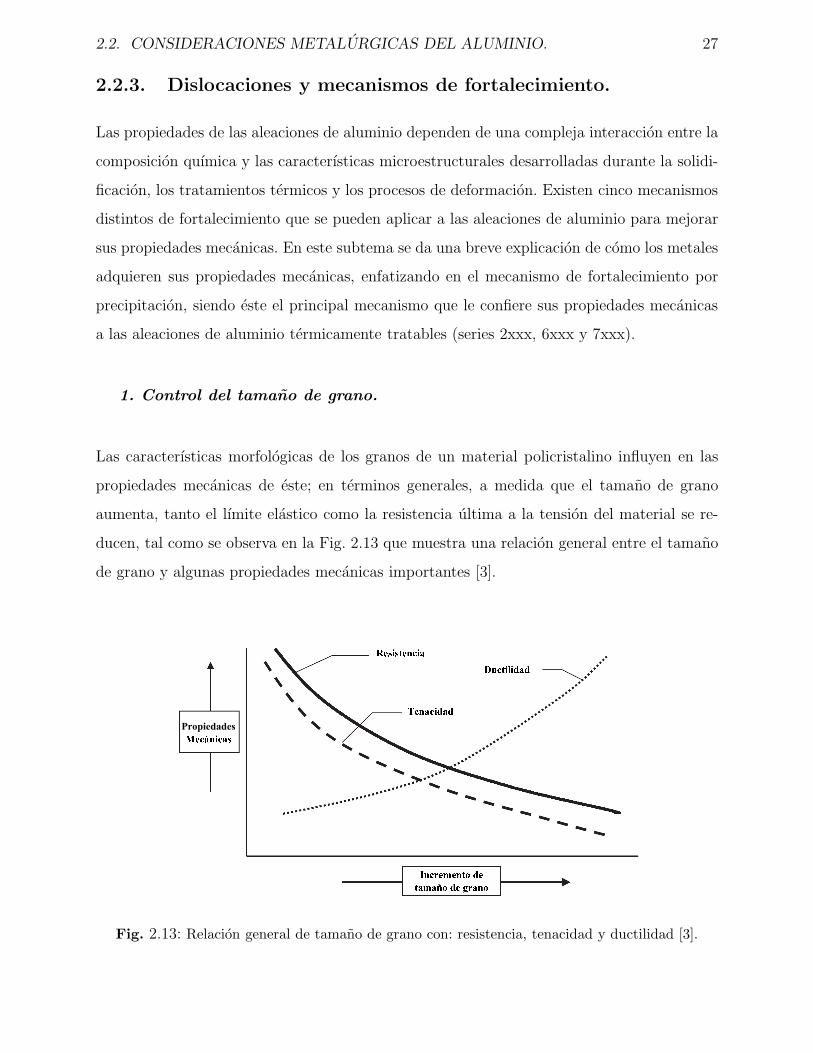
Las caracterısticas morfologicas de los granos de un material policristalino influyen en las
propiedades mecanicas de este; en terminos generales, a medida que el tamano de grano
aumenta, tanto el lımite elastico como la resistencia ultima a la tension del material se re-
ducen, tal como se observa en la Fig. 2.13 que muestra una relacion general entre el tamano
de grano y algunas propiedades mecanicas importantes [3].
Propiedades
Fig. 2.13: Relacion general de tamano de grano con: resistencia, tenacidad y ductilidad [3].

28 CAPITULO 2. FUNDAMENTOS TEORICOS
Una dislocacion en movimiento que alcanza un lımite de grano, no puede continuar su des-
lizamiento y pasar a traves de este defecto de superficie hacia el grano adyacente debido
a la diferencia de alineacion entre los sistemas de deslizamiento de los granos vecinos. Por
lo tanto, los lımites de grano sirven como obstaculos para el movimiento de dislocaciones,
las cuales finalmente terminan siendo apiladas en estos. De manera que la disminucion del
tamano de grano en un material policristalino obliga a que una dislocacion tenga que viajar
menos distancia antes de llegar a un lımite de grano, resultando generalmente en el mejora-
miento de la resistencia mecanica [6].
Los efectos de fortalecimiento por tamano de grano se describen por la ecuacion 2.1 en la
seccion de defectos de red. Para el fortalecimiento por control de tamano de grano de alea-
ciones de aluminio, el exponente m es 1/2; el esfuerzo de cedencia del aluminio puro σ0 es de
10 MPa y el valor de la constante k1 es relativamente bajo para las aleaciones de aluminio,
fluctuando entre 0.1 – 0.2 MPam−1/2, razon por lo cual generalmente el control del tamano
de grano no se emplea para desarrollar resistencia mecanica en las aleaciones de aluminio,
especialmente en las aleaciones termicamente tratables [6].
2. Solucion solida y fases secundarias.
Muy pocos metales se usan en estado puro debido a que su resistencia comunmente es in-
suficiente para propositos en ingenierıa. Por esta razon, el aluminio es aleado de manera
controlada, para conferirle las propiedades mecanicas deseadas, generalmente el nivel de
fortalecimiento es proporcional a las concentraciones de soluto y otras variables, como el
tamano relativo entre atomos de soluto y solvente, y la interaccion electronica de valencia
de los elementos implicados. El efecto de los elementos de aleacion en el aluminio es mas
notorio a bajas concentraciones.
Una disposicion aleatoria de atomos de soluto tienen un efecto despreciable en el movimiento
de dislocaciones. Sin embargo, los atomos de soluto tienden a agruparse preferencialmente
en las dislocaciones, de la forma que se muestra en las Figs. 2.14-a y 2.14-b. Esta tendencia

2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 29
aumenta en la medida que la diferencia en tamanos de los elementos de soluto y solvente
es mayor. De manera similar los atomos de soluto tambien se segregan en las fallas de api-
lamiento para minimizar su energıa elastica, lo que contribuye para que la energıa de las
fallas de apilamiento sea disminuida y alcancen un estado de equilibrio, implicando conse-
cuentemente la necesidad de suministrar una mayor energıa de deformacion para causar que
la dislocacion salga desde la falla de apilamiento, figurando como una forma de anclaje para
la dislocacion [10].
Fig. 2.14: a) Representacion de los esfuerzos de tension en la red ocasionados por un atomo
sustitucional de impureza mas pequeno que los atomos de la matriz, b) Posible ubicacion de atomos
de impurezas mas pequenos en relacion a una dislocacion de borde [10].
Microscopicamente, una solucion solida carece de caracterısticas, pero una vez que se alcan-
za el lımite de solubilidad, una fase secundaria empieza a ser visible, lo que puede ser una
solucion solida secundaria, un compuesto intermetalico o el elemento puro de aleacion. La
introduccion de una fase secundaria casi siempre resulta en un incremento de la resistencia
y dureza de los materiales.
Finalmente, es preciso concluir que el bloqueo de una dislocacion por un ambiente de soluto,
resulta en un incremento significativo del esfuerzo necesario para causar el deslizamiento de
una dislocacion.

30 CAPITULO 2. FUNDAMENTOS TEORICOS
3. Endurecimiento por deformacion.
El endurecimiento por deformacion es el fenomeno por el cual un metal ductil que no puede
fortalecerse por tratamiento termico se hace mas duro y fuerte a medida que se deforma
plasticamente [10]. Conforme se suministra energıa mecanica deformando el metal, este se
vuelve mas resistente y duro, pero menos ductil, este principio se muestra graficamente en
la Fig. 2.15 que relaciona los efectos del trabajo en frıo con algunas propiedades mecanicas
importantes [3].
Propiedad
Fig. 2.15: Efectos del trabajo en frıo en la resistencia, la dureza y la ductilidad [3].
Este metodo produce una elongacion de los granos en una direccion preferencial de trabajo,
disminuyendo la ductilidad pero ademas causa una pequena disminucion de la densidad y
conductividad electrica, ası como tambien una disminucion de su capacidad de resistencia a
la corrosion, particularmente SCC (Stress Corrosion Cracking) [3].
El fenomeno de endurecimiento por deformacion se explica en base a las interacciones de
los campos de esfuerzos dislocacion-dislocacion. La densidad de dislocaciones en un metal se
incrementa con la deformacion a causa de la multiplicacion de dislocaciones o la formacion de
otras nuevas, por lo cual la distancia promedio de separacion entre dislocaciones disminuye
2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 31
ocasionando que el movimiento de una dislocacion dentro de un grano sea obstaculizado por
otras dislocaciones, de tal manera que si la densidad de dislocaciones aumenta, esta resis-
tencia al movimiento de dislocaciones se hace mas significativa [10].
Atracc A lac
locac o
r tal r cto
T= Campo con esfuerzos de tensión.
C= Campo con esfuerzos de compresión.
Fig. 2.16: Las dislocaciones de borde de signo opuesto sobre el mismo plano de deslizamiento,
ejercen una fuerza atractiva mutua [10].
Alrededor de una lınea de dislocacion, existe un campo de esfuerzos que influye en el compor-
tamiento de otras dislocaciones presentes en el mismo cristal. Por ejemplo, una dislocacion
de borde positiva, atrae a una dislocacion de borde negativa (ambas sobre el mismo sistema
de deslizamiento) de tal manera que sus respectivos campos de esfuerzos se cancelan, este
mecanismo se muestra graficamente mediante la Fig. 2.16 [6].
4. Precipitacion.
La precipitacion es un fenomeno por medio del cual se producen partıculas nanometricas de
compuestos intermetalicos en el interior de un grano cristalino, denominados precipitados.
Lo cual se logra mediante el control de la temperatura y el tiempo, promoviendo un cambio
en la capacidad de la matriz para retener elementos de aleacion en funcion de la disminucion
de la temperatura, esto se realiza principalmente con el objetivo de otorgar al metal ciertas
propiedades mecanicas.
Para generar partıculas de precipitados, tambien conocido como envejecimiento, primero es

32 CAPITULO 2. FUNDAMENTOS TEORICOS
necesario calentar el metal a una temperatura suficientemente alta, de tal manera que la
fase secundaria entre en solucion solida. Posteriormente, se procede a enfriar rapidamente
el metal, ya sea mediante temple en agua o en aire, dependiendo del sistema de aleacion,
pero siempre garantizando que el enfriamiento sea lo suficientemente rapido para que la
fase secundaria no tenga tiempo de precipitar. De esta forma se logra una solucion solida
super-saturada (SSSS) a temperatura ambiente, misma que se encuentra en un estado meta-
estable. El envejecimiento consiste en calentar la aleacion a baja temperatura durante cierto
tiempo, permitiendo que se efectue la difusion de los atomos y que se formen precipitados
nanometricos coherentes con la matriz del metal base, invisibles mediante tecnicas meta-
lograficas convencionales [3].
El proceso de fortalecimiento por precipitacion puede ser explicado considerando la inter-
accion dislocacion-partıcula y algunos otros metodos mas. La interaccion de las partıculas
generadas en el envejecimiento con las dislocaciones, aumenta la resistencia mecanica, a partir
de la inhibicion del movimiento de las dislocaciones. Es posible destacar dos tipos de fortale-
cimiento por precipitacion: uno relacionado con partıculas que no son deformables, llamado
fortalecimiento por dispersion, y el otro que se origina a partir de precipitados coherentes con
la matriz de la aleacion, al cual se le conoce como fortalecimiento por precipitacion, en este
ultimo, los precipitados normalmente son cizallados por el deslizamiento de dislocaciones [6].
El fortalecimiento por dispersion se origina por partıculas llamadas dispersoides que se for-
man por precipitacion en estado solido, ya sea durante el calentamiento del lingote o durante
el tratamiento termico de algunas formas fundidas. Las partıculas dispersoides estan forma-
das de elementos de difusion lenta, solubles en aluminio fundido, pero con solubilidad limitada
en aluminio solido. El manganeso, cromo y circonio son algunos elementos tıpicos formadores
de partıculas dispersoides. A diferencia de los precipitados que confieren endurecimiento por
precipitacion, las partıculas dispersoides son virtualmente imposibles de disolver completa-
mente en la etapa previa al proceso de envejecimiento [6].
El fortalecimiento por envejecimiento, como se acaba de mencionar se origina mediante
2.2. CONSIDERACIONES METALURGICAS DEL ALUMINIO. 33
partıculas de precipitados que, dependiendo del tamano, espaciamiento y el grado de cohe-
rencia con la matriz de la aleacion, interaccionan con las dislocaciones de tal manera que
pueden ser cortados, enrollados o evitados por la dislocacion durante la deformacion plasti-
ca. Las partıculas que son coherentes o parcialmente coherentes con la matriz son cizalladas
por las dislocaciones en deslizamiento. La existencia mayoritaria de este tipo de partıculas
conlleva un efecto adverso en la eficacia de este mecanismo de fortalecimiento, debido a una
disminucion de la resistencia local al movimiento de dislocaciones, lo cual genera a su vez
una alta concentracion de deslizamiento y por consecuencia la destruccion de otros agentes
de fortalecimiento [6].
Fig. 2.17: Relaciones estructurales entre matriz y precipitado; a) partıcula coherente, libre de
esfuerzo, b) precipitado parcialmente coherente y c) precipitado no coherente [6].
A medida que la partıcula crece, la tension de coherencia se acumula y solo se libera hasta
que la partıcula se hace incoherente con la matriz, en la Fig. 2.17 se muestran tres tipos de
relaciones estructurales partıcula-matriz que ocurren durante el crecimiento de una partıcu-
la. En la etapa de crecimiento de un precipitado se crean dislocaciones en la interface entre
el precipitado y la matriz, debido al esfuerzo de desajuste, y ademas la falta de coherencia
cada vez es mas significativa hasta el grado que se crea una partıcula completamente incohe-
rente con la matriz, esto tambien genera cambios en la forma en que interactuan partıcula
y dislocacion; pasando de ser cortadas, a ser enrolladas o evitadas por la dislocacion en mo-
vimiento de acuerdo a lo que se muestra en la curva de la Fig. 2.18-a, cuando se promueve

34 CAPITULO 2. FUNDAMENTOS TEORICOS
tal crecimiento de manera efectiva se obtiene un incremento significativo de la resistencia al
movimiento de dislocaciones, ya que a traves de este crecimiento, el esfuerzo cortante crıtico
del precipitado CRSS (Critical Resolved Shear Stress) cambia a niveles mas elevados hasta
el grado de ser imposible de ser cortados por la dislocacion. A este ultimo mecanismo de for-
talecimiento tambien se le conoce como Fortalecimiento de Orowan, el cual se logra gracias
a la formacion de bucles alrededor de los precipitados que han alcanzado un tamano crıtico,
y por lo tanto ya no pueden ser cortados por dislocaciones en movimiento. En la Fig. 2.18-b
se muestra una explicacion grafica de los bucles de Orowan para una dislocacion de borde
pura. Tal como se representa en esta imagen, si las partıculas de precipitados son grandes
y se encuentran ampliamente espaciadas, una dislocacion en movimiento puede interactuar
con ellas creando anillos de dislocacion alrededor de estas, lo que contribuye al subsecuente
frenado de la dislocacion en movimiento [15].
art c la
o corta a
art c la
o evitadas
CR
SS
Diametro de Partícula
pc
(1)
b)
Fig. 2.18: 1) Cambio del CRSS como funcion del tamano de precipitado - La maxima resistencia
es obtenida cuando la interaccion dislocacion-precipitado cambia de ser cortada a ser puenteada.
2) Explicacion grafica del fortalecimiento de Orowan para una dislocacion de borde pura [6].

2.3. SOLDADURA POR FRICCION AGITACION. 35
Se ha comprobado que para casi todas las aleaciones de aluminio termicamente tratables el
mecanismo de fortalecimiento de Orowan es el que mayormente contribuye en el objetivo de
alcanzar la resistencia maxima, debido a que frena de manera muy eficiente el deslizamiento
localizado de las dislocaciones.
2.3. Soldadura por friccion agitacion.
La soldadura por friccion agitacion o FSW por sus siglas en ingles, es un proceso de solda-
dura en estado solido desarrollado por el TWI (Cambridge, United Kingdom) en 1991, que
ha resultado ser una tecnica muy viable para la union de aleaciones de aluminio difıciles de
soldar mediante tecnicas de fusion, Fig. 2.19 [16].
ado d
a a c
o a d
a tac
ado d
r troc o
o
oldada
otac o d la rra ta
r a A al
r cc d
Soldad ra
o ro
a ador
L
retroceso
a
M l
do
(b)
(c)
Fig. 2.19: a) Diagrama esquematico del proceso FSW, b) Union FSW creada en placas de
aluminio, c) Herramienta comun de perno roscado [29].
Comparado con otros procesos de soldadura por fusion que rutinariamente se emplean en la
union de aleaciones estructurales, la FSW es un proceso emergente de soldadura en estado
solido, en el cual el material que esta siendo soldado no se funde completamente, por lo

36 CAPITULO 2. FUNDAMENTOS TEORICOS
que las transformaciones de fase que ocurren durante el enfriamiento son del tipo estado
solido. Gracias a la ausencia de fusion en el material base, este nuevo proceso FSW ofrece
varias ventajas sobre la soldadura de fusion, destacandose entre ellas: la union de aleaciones
de aluminio que se consideran insoldables mediante tecnicas convencionales; tales como las
de la serie 7xxx, mejor retencion de las propiedades del material base, menos defectos de
soldadura, baja tension residual y una mejor estabilidad dimensional de la estructura soldada.
Tambien la FSW es un proceso mas limpio para el medio ambiente debido a que no se requiere
la utilizacion de varios de los gases que normalmente se emplean en la soldadura por fusion
[17].
2.3.1. Proceso.
En la Fig. 2.20 se ilustra el principio basico para el proceso de soldadura por friccion agitacion
o FSW por sus siglas en ingles. Este proceso opera mediante la generacion de calor por friccion
entre una herramienta rotatoria de material muy duro y una pieza de trabajo para soldado.
La herramienta esta formada con un hombro de aproximadamente 20 mm de diametro y
un perno roscado con diametro menor al del hombro. El perno roscado es el primero en
hacer contacto, a medida que penetra en la region de soldadura, este contacto friccional
inicial calienta una columna de metal alrededor y debajo del perno. La profundidad de
penetracion es determinada por la longitud del perno roscado que se extiende desde el hombro
de la herramienta, normalmente esta dimension es ligeramente menor que el espesor de las
placas del material de trabajo. Cuando el hombro hace contacto con el material, este genera
calentamiento por friccion adicional a la region de soldadura y previene que el material
plastificado salga expulsado durante la operacion de soldadura. El calentamiento por friccion
combinado del hombro y del pasador crea en la zona de soldadura una condicion plastificada
casi hidrostatica del material alrededor del perno inmerso y en la superficie de contacto de
la region del hombro en la superficie de la pieza de trabajo. Finalmente, el material fluye
alrededor de la herramienta y coalesce detras de esta a medida que avanza linealmente [4].
2.3. SOLDADURA POR FRICCION AGITACION. 37
(b)
(c) (d)
Fig. 2.20: Ilustracion esquematica del proceso FSW: a) herramienta girando antes de hacer
contacto en junta a tope; b) el perno de la herramienta hace contacto con el material de
trabajo, generando calor; c) el hombro hace contacto restringiendo la penetracion, mientras
que amplıa la zona de calentamiento; y d) se efectua el movimiento relativo entre herramienta
y material de trabajo, creando la union [16].
2.3.2. Estructura.
El desarrollo de tecnologıa FSW para crear uniones complejas ha sido muy notorio, gracias
a los esfuerzos dirigidos por las industrias del transporte aereo y terrestre, sin embargo la
comprension de las transformaciones microestructurales que ocurren durante el proceso de
soldadura y el control de las propiedades mecanicas posterior a esta, se ha desarrollado de
manera lenta [17].
Las uniones FSW exhiben una morfologıa unica en la region de soldadura, la cual difiere de
manera importante a las uniones por fusion, esto se debe principalmente a que en el proceso
de soldadura por friccion agitacion no se desarrolla una zona de fusion ni sus implicaciones.
Existen dos clasificaciones para describir las regiones creadas de una union FSW: la primera

38 CAPITULO 2. FUNDAMENTOS TEORICOS
y mas utilizada se conoce como clasificacion de Threadgill, la cual se basa en las zonas mi-
croestructurales que se encuentran en una seccion transversal perpendicular a la direccion de
soldadura; mientras que la segunda es conocida como clasificacion de Arbegast que se basa
en la historia de procesamiento de la soldadura. Ambas nomenclaturas fueron desarrolladas
para aleaciones base aluminio; sin embargo estas se pueden aplicar a otras aleaciones metali-
cas. Debido a que en los objetivos de este proyecto se requieren emplear la clasificacion de
Threadgill, a continuacion se profundiza solamente en estos conceptos.
Threadgill [18] clasifico las uniones FSW en cuatro zonas microestructurales, las cuales se
conocen como: zona agitacion (WN, por sus siglas en ingles weld nugget); zona termomecani-
camente afectada (TMAZ, por sus siglas en ingles thermomechanically affected zone); zona
afectada por el calor (HAZ, por sus siglas en ingles heat affected zone); y material base (BM,
por sus siglas en ingles base metal), tal como se muestra en la Fig. 2.21. El WN se refiere a
la region previamente ocupada por el perno de la herramienta, en la literatura, a esta region
algunas veces se le refiere como zona de agitacion (STZ). La extension de la TMAZ com-
prende la region trapezoidal cuyas bases son el diametro del hombro y el diametro del perno,
que incluye la region del WN. La accion de agitacion experimentada entre la TMAZ y el WN
durante el proceso FSW conduce a la formacion de granos dinamicamente recristalizados en
el WN, y plasticamente deformados y parcialmente recristalizados en la zona TMAZ. Mas
alla de la zona TMAZ, existe una zona estrecha afectada por el calor (HAZ), donde solo se
experimenta un campo termico disminuido hasta llegar a la region no afectada por el calor
ni por la deformacion del proceso, que se le conoce como zona BM [19].
Debido a la direccion de rotacion de la herramienta, la morfologıa de la union es asimetrica.
La media placa donde la componente de la velocidad de desplazamiento y la componente
tangencial de la herramienta de rotacion estan en la misma direccion, se conoce como lado
de avance AS (Advancing Side), por lo tanto, al lado opuesto se le identifica como lado de
retroceso RS (Retreating Side). Esta diferencia, da lugar a la asimetrıa en: transferencia de
calor, flujo de material y propiedades en ambos lados de la union. Por ejemplo hacia el lado
AS las zonas TMAZ y HAZ son normalmente mas estrechas comparadas al lado de retroceso,
donde los lımites entre ellas son mas difusos [19].

2.3. SOLDADURA POR FRICCION AGITACION. 39
Ma
teri
al B
ase
Ma
teri
al B
ase
Diametro de hombro
Diametro de perno
Fig. 2.21: Metalografıa optica tomada en el Laboratorio de Tribologıa y Superficies del
CICATA-IPN Unidad Queretaro.
Las aleaciones que contienen distribuciones de precipitados que son inestables a alta tempe-
ratura, tales como las aleaciones de aluminio con aplicacion aeroespacial, que normalmente
proceden de un proceso de fortalecimiento por envejecimiento controlado; el cual les confiere
una alta resistencia, resultan en cambios micro y nanoestructurales pronunciados a lo largo
del cordon de soldadura, ya que la region soldada de estos materiales usualmente experimen-
ta un cambio brusco, pasando de una distribucion homogenea de precipitados finos a una
distribucion heterogenea de precipitados gruesos en algunas zonas de la soldadura, mismas
que a continuacion se describen con mayor detalle. El tamano, distribucion y naturaleza de
los precipitados despues del proceso de soldadura dependen fuertemente del ciclo termico
local y del grado de deformacion del material, los cuales a su vez son funcion de la aleacion,
las condiciones del proceso y la posicion relativa de la herramienta entre otras [7].
Jata y colaboradores [17] reportaron en el ano 2000 los efectos microestructurales y en pro-
piedades mecanicas originados por el proceso FSW en la aleacion AA 7050-T7451. Mediante
microscopıa optica encontraron que en la zona de agitacion, ocurre el fenomeno llamado re-
cristalizacion dinamica que induce la transformacion del tamano milimetrico del grano inicial
del material a un tamano de grano fino del orden de 1 a 5 µm, Fig. 2.22-a y b, en esa misma

40 CAPITULO 2. FUNDAMENTOS TEORICOS
region mediante el empleo de microscopıa electronica de transmision (TEM) se identifico que
los precipitados de fortalecimiento fueros re-disueltos por el calor y deformacion del proce-
so FSW, Fig. 2.23-a. En cambio en la zona termomecanicamente afectada, se observo una
microestructura de grano parcialmente recristalizada, ası como el dobles de los granos por
el efecto forja del proceso, Fig. 2.22-a y c. En la zona afectada por el calor, estos mismos
investigadores notaron que se mantuvo la forma y tamano de grano inicial, mientras que se
detecto que el tamano de los precipitados de fortalecimiento aumento en un factor de cinco,
Fig. 2.23-b.
e i n de a itaci n
ona de recristali aci n din ica
(a)
(b) (c)
TMA
Fig. 2.22: a) Micrografıa optica mostrando la zona de agitacion y la TMAZ de un cordon FSW
de la aleacion 7050-T7451. Micrografıas opticas de mas altas magnificaciones de: b) tamano
de grano fino en la zona de agitacion y c) granos deformados y parcialmente recristalizados
en la TMAZ [17].

2.3. SOLDADURA POR FRICCION AGITACION. 41
(a) (b)
500 nm 500 nm
Fig. 2.23: Micrografıas electronicas de transmision de campo claro a altos aumentos: a)
indicando la ausencia de fases de fortalecimiento en la zona de agitacion, y b) mostrando la
existencia de precipitados gruesos en el interior del grano de la HAZ. Ambas micrografıas
son de un cordon de soldadura FSW de la aleacion 7050-T7451 [17].
2.3.3. Propiedades.
En el proceso FSW, tanto las grandes deformaciones como los tratamientos no iso-termicos
contribuyen a una evolucion en la microestructura, y a la subsecuente modificacion de las
propiedades mecanicas en la union soldada. [20]. En las aleaciones de aluminio termicamente
tratables son al menos tres las caracterısticas microestructurales de la union a las que se
asocia la dureza desarrollada tras el proceso de soldadura: la estructura de grano fino que
resulta de la recristalizacion dinamica, la fractura mecanica de las partıculas constituyentes
y el proceso disolucion-precipitacion de las fases de fortalecimiento y dispersoides.
Gallais y colaboradores [20] realizaron una investigacion muy interesante para evaluar las
propiedades locales de dureza de una union FSW empleando la aleacion de aluminio termi-
camente tratable AA6056. En la Fig. 2.24 se muestra el perfil de dureza de la union para dos
condiciones de tratamiento termico: T4 y T78. En base a estos resultados y apoyados en la
observacion microestructural TEM y estudios de calorimetrıa diferencial de barrido (DSC),
estos investigadores llegaron a varias conclusiones: a) las posiciones alejadas por mas de 20

42 CAPITULO 2. FUNDAMENTOS TEORICOS
mm desde la lınea central de soldadura, revelaron una microestructura y dureza similar a la
del material base; b) la primera caıda de dureza, aparece en las posiciones entre los 20 y 15
mm, revelando el inicio de la zona afectada por el calor, el termograma DSC correspondiente
a esta region mostro un pico exotermico a 260 C, similar al que se presento en la curva de
la HAZ, lo que corresponde con la precipitacion de zonas GP, esto indico que esta region del
material fue sometida a una secuencia de solubilizacion que condujo a la disolucion parcial
de las zonas GP inicialmente presente en el material base, sin indicio de su re-precipitacion.
c) El incremento de dureza en la region entre 15 y 11 mm puede ser explicada por la precipi-
tacion de precipitados pequenos, revelados por observaciones en TEM y confirmados por un
evento exotermico menos pronunciado en el termograma correspondiente DSC. d) la caıda
mas pronunciada en dureza fue observada en las posiciones entre los milımetros 11 y 7 desde
la lınea central de soldadura. Tal como lo revelaron las observaciones en TEM, esta caıda de
dureza se relaciono con una precipitacion gruesa, la cual es incapaz de proveer al material
un endurecimiento substancial. e) la region de agitacion se caracterizo por una meseta en la
curva de dureza, el nivel de dureza en esta region fue ligeramente menor al de material base,
casi no se observaron precipitados por TEM dentro de los granos recristalizados, excepto muy
localmente y en una fraccion de volumen muy pequena en algunas dislocaciones y dispersoi-
des. La explicacion de estos investigadores al respecto fue que la velocidad de enfriamiento
en esta zona durante la soldadura fue lo suficientemente rapida para limitar la precipitacion
apreciable, por lo tanto la sobresaturacion de la matriz serıa entonces similar a lo que cabrıa
esperar despues de un tratamiento termico de solucion seguido por un enfriamiento rapido.
2.4. Estudio Microestructural.
Esta seccion comprende las explicaciones de las tecnicas de: metalografıa y microscopıa de
fuerza atomica.
2.4.1. Metalografıa.
La tecnica de metalografıa se emplea para estudiar caracterısticas y la constitucion interna
de los metales, a escala micrometrica. Mediante esta se puede extraer informacion cualita-
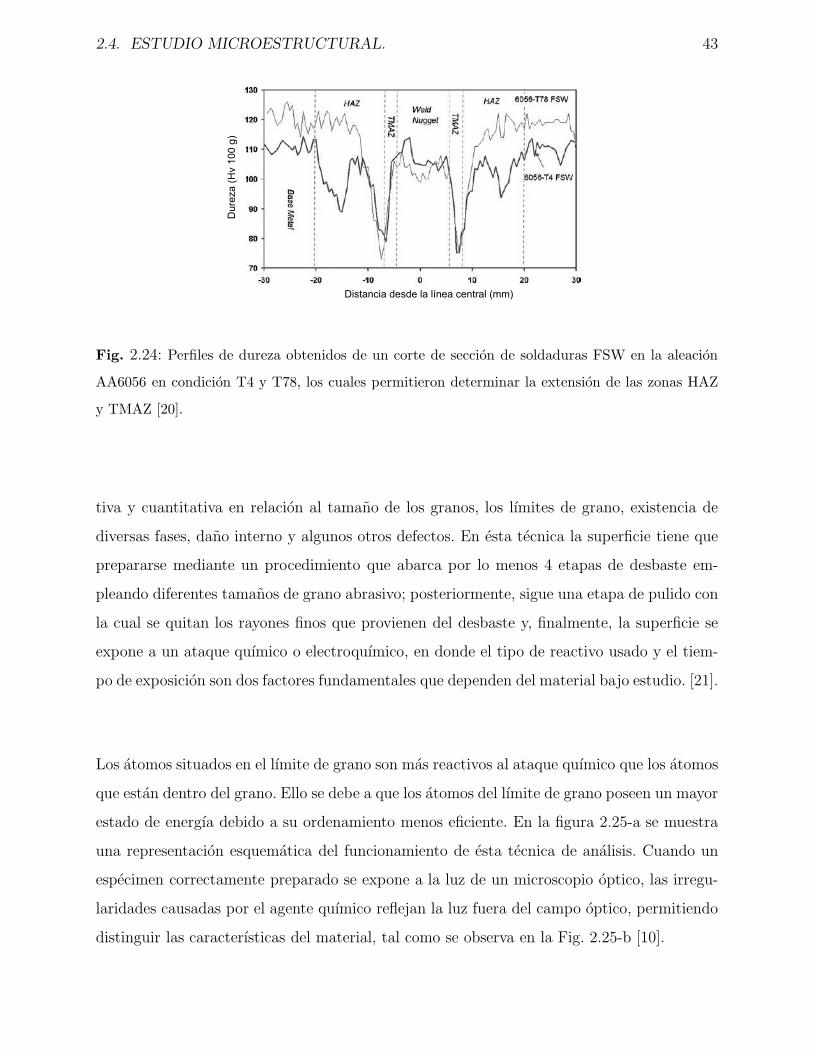
2.4. ESTUDIO MICROESTRUCTURAL. 43
Distancia desde la línea central (mm)
Du
reza
(H
v 1
00
g)
Fig. 2.24: Perfiles de dureza obtenidos de un corte de seccion de soldaduras FSW en la aleacion
AA6056 en condicion T4 y T78, los cuales permitieron determinar la extension de las zonas HAZ
y TMAZ [20].
tiva y cuantitativa en relacion al tamano de los granos, los lımites de grano, existencia de
diversas fases, dano interno y algunos otros defectos. En esta tecnica la superficie tiene que
prepararse mediante un procedimiento que abarca por lo menos 4 etapas de desbaste em-
pleando diferentes tamanos de grano abrasivo; posteriormente, sigue una etapa de pulido con
la cual se quitan los rayones finos que provienen del desbaste y, finalmente, la superficie se
expone a un ataque quımico o electroquımico, en donde el tipo de reactivo usado y el tiem-
po de exposicion son dos factores fundamentales que dependen del material bajo estudio. [21].
Los atomos situados en el lımite de grano son mas reactivos al ataque quımico que los atomos
que estan dentro del grano. Ello se debe a que los atomos del lımite de grano poseen un mayor
estado de energıa debido a su ordenamiento menos eficiente. En la figura 2.25-a se muestra
una representacion esquematica del funcionamiento de esta tecnica de analisis. Cuando un
especimen correctamente preparado se expone a la luz de un microscopio optico, las irregu-
laridades causadas por el agente quımico reflejan la luz fuera del campo optico, permitiendo
distinguir las caracterısticas del material, tal como se observa en la Fig. 2.25-b [10].

44 CAPITULO 2. FUNDAMENTOS TEORICOS
Microscopio
Superficie
pulida y
atacada
Irregularidades
de superficie
Límite de grano
(a) (b)
Fig. 2.25: a) Seccion de un lımite de grano y su ranura de superficie producida por ata-
que quımico, siendo revelada mediante reflexion de la luz, b) Metalografıa de la superficie
preparada de una aleacion hierro-cromo [10].
2.4.2. Microscopıa de Fuerza Atomica.
La microscopıa de fuerza atomica AFM, por sus siglas en ingles: Atomic Force Microscopy
es una tecnica para la medicion de caracterısticas superficiales con resolucion nanometrica
que utiliza un microscopio de la familia de microscopios de sonda de barrido SPM (Scanning
Probe Microscopy) que incluye el STM (Scanning Tunneling Microscopy) y el NFOM (Near
Field Optical Microscopy), donde cada uno de estos microscopios miden la topografıa de la
superficie mediante el barrido de una pequena sonda a traves de la superficie y monitoreando
los cambios detectados por la sonda. En el caso especıfico del microscopio de fuerza atomica,
opera monitoreando la fuerza entre la sonda y la superficie, con lo cual se construyen las
imagenes de topografıa, pero ademas recientemente se han desarrollado diversos modos de
operacion para esta tecnica, que incluso son capaces de medir mas alla de la topografıa de
la superficie, lo cual ha permitido medir propiedades fısicas a escala nanometricas.
Un equipo AFM consta basicamente de: un transductor de fuerza, materiales piezoelectricos
y un lazo de control (Feedback) tal como se ilustra en la Fig. 2.26. El transductor de fuerza
mide la fuerza entre la sonda y una superficie; el lazo de control mantiene la fuerza constante
mediante el control de la expansion del transductor piezoelectrico z, luego, los ceramicos

2.4. ESTUDIO MICROESTRUCTURAL. 45
piezoelectricos X-Y son usados para barrer la sonda a traves de la superficie en una forma de
zig-zag, finalmente mediante el monitoreo del voltaje en el ceramico z, es posible construir
una imagen de la superficie escaneada.
Transductor de
Fuerza
Muestra
Comparación
Fuerza de
referencia
Controlador
Feedback
Electronica de posicionamiento XY
Imagen de
salida
Fig. 2.26: Diagrama de bloques mostrando los componentes de un AFM. La imagen se
construye monitoreando el voltaje que conduce el piezoelectro-ceramico z.
Para entender el funcionamiento de esta tecnica es importante primero comprender tres
conceptos basicos, los cuales son: los transductores piezoelectricos, transductores de fuerza
y el lazo de control, que se describen a continuacion.
Transductores piezoelectricos.
Los materiales piezoelectricos son transductores electromecanicos que convierten el potencial
electrico en movimiento mecanico, se elaboran a partir de materiales cristalinos y amorfos
o incluso polimericos. Cuando se aplica un potencial a traves de dos caras opuestas del
piezoelectrico, este cambia sus dimensiones en funcion del voltaje aplicado y su geometrıa.
Normalmente, el coeficiente de expansion para una pieza de forma regular es del orden de
0.1 nm por volt aplicado. Estos materiales son usados para controlar el movimiento de la
sonda en su barrido a traves de la superficie a analizar, lo que le confiere al dispositivo una
buena resolucion de posicionamiento.
Transductores de fuerza.
Los transductores de fuerza se emplean en el caso de la microscopıa de fuerza atomica, para
medir la fuerza entre la sonda y la superficie, tal como se observa en la Fig. 2.27. Cuando la

46 CAPITULO 2. FUNDAMENTOS TEORICOS
sonda entra en contacto con la superficie, la salida de voltaje desde el transductor incrementa.
Es importante que la salida del transductor sea monotona y proporcional a la fuerza que se
aplica entre sonda y superficie. Estos dispositivos pueden construirse para medir fuerzas tan
pequenas como 10 picoNewtons entre sonda y superficie.
Transductor Amplificador
So
(F
ue
rza
) Sonda toca la superficie
Distancia
Muestra
Fig. 2.27: El transductor de fuerza produce una senal electronica cuando la sonda interactua
con las fuerzas de la superficie. Izquierda: un amplificador emite un voltaje S0. Derecha: A
medida que la sonda interactua con la superficie, S0 incrementa uniformemente.
El lazo de control.
El lazo de control se emplea en AFM para mantener una relacion fija o fuerza entre la sonda
y la superficie. Opera mediante la medicion de la fuerza entre la superficie y la sonda; luego,
controlando un ceramico piezoelectrico que establece la posicion relativa de la sonda y la
superficie.
Dentro de las caracterısticas mas atractivas de la microscopıa de fuerza atomica figura, la
existencia de varios parametros que son sensibles a las interacciones entre sonda y muestra,
por ejemplo: la amplitud, frecuencia y cambio de fase de oscilacion ası como tambien la
deflexion del cantilever. En un microscopio AFM, tanto la amplitud como la frecuencia y
el cambio de fase de la oscilacion se relacionan con la dinamica de vibracion de la sonda y
pueden usarse como parametro de lazo cerrado, con la cual se puede realizar el mapeo de
varias caracterısticas de la superficie de la muestra relacionadas con los parametros del lazo
de control [22].

2.4. ESTUDIO MICROESTRUCTURAL. 47
Uno de los modos de operacion mas usados en AFM se conoce como AM-AFM (Amplitud
Modulation-AFM, por sus siglas en ingles) o tapping. Este modo de operacion utiliza un
cantilever con constante de rigidez elevada para poder inducir una frecuencia de oscilacion
cercana a la de resonancia, a una amplitud de oscilacion de aproximadamente 100 nm. Mi-
diendo el cambio en la amplitud de oscilacion se construye una imagen de la topografıa de
la muestra [23].
Las variaciones de las propiedades del material tambien se pueden detectar registrando el
cambio de fase entre la senal de referencia y la de oscilacion de la sonda. A este ultimo
modo de operacion se le conoce como contraste de fase, el cual es una extension del mo-
do de operacion de fuerza dinamica. En este modo, la medicion de la fase de vibracion del
cantilever se compara con una fase de referencia de onda senoidal, de acuerdo a la Eq. 2.3 [24].
φmedida = φactual − φreferencia (2.3)
Al inducir una amplitud de oscilacion, se mide el cambio de fase entre la oscilacion del
cantilever y una senal de referencia. Este cambio de fase, se presenta cuando las caracterısticas
de resonancia del cantilever cambia debido a variaciones en la interaccion entre la punta y
la muestra. De esta manera el modo de contraste de fase puede ser usado para producir el
contraste composicional del material cuando hay una diferencia significativa [24].

48 CAPITULO 2. FUNDAMENTOS TEORICOS
2.5. Pruebas Mecanicas.
Esta seccion comprende la teorıa explicativa de las dos tecnicas experimentales para la eva-
luacion de propiedades mecanicas: Ensayos de tension y dureza.
2.5.1. Ensayos de tension.
Las pruebas de tension proporcionan informacion de la resistencia y ductilidad de materiales
bajo esfuerzo uniaxial. Este tipo de estudios normalmente se utiliza para realizar compara-
ciones de materiales, en la evaluacion de nuevas aleaciones, en el control de calidad y es una
herramienta muy util en las tareas de diseno de productos y procesos de fabricacion. Por
ejemplo, en el campo de las uniones soldadas, nos permite evaluar la eficiencia de la union,
mediante la relacion que muestra la Eq. 2.4, este ındice es de utilidad cuando se busca se-
leccionar alguna de las diversas tecnicas de union por soldadura disponibles.
ε =RU
RB
× 100 (2.4)
Donde ε es la eficiencia mecanicas de la union en %, RB es la resistencia el material base en
MPa y, RU es la resistencia de la union en MPa.
Para la correcta ejecucion de este metodo de prueba se han desarrollado Normas tanto para
el desarrollo del procedimiento como para la correcta extraccion de datos como: el lımite
elastico, punto de cedencia, lımite de fluencia, elongacion y reduccion de area, entre otros.
La Norma indica la manera correcta de preparacion de especımenes. Las dimensiones suelen
variar dependiendo del organismo normativo que se tome como base, por ejemplo la ASTM en
su norma E 8-04 (Standard Test Methods for Tension Testing of Metallic Materials), para el
caso de especımenes de prueba rectangulares con espesores de 0.25 pulgadas, indica cumplir
con las dimensiones mostradas en la Fig. 2.28 y, ademas, hace hincapie en que la zona cali-
brada del especimen debe estar libre de trabajo en frıo, muescas, marcas de vibracion, estrıas,
rebabas, superficies rugosas, sobrecalentamiento o cualquier otro aspecto que pueda afectar
el resultado del ensayo. En resumen, la citada Norma, proporciona informacion y pautas para

2.5. PRUEBAS MECANICAS. 49
Fig. 2.28: Forma y dimensiones de especimen para prueba de tension preparada a partir de
material de placa de 0.25 pulgadas [25].
el correcto dimensionamiento de materiales especıficos, ası como para la correcta seleccion
de parametros para la prueba, en funcion de las propiedades mecanicas de los materiales [25].
2.5.2. Ensayos de dureza.
La prueba de dureza de micropenetracion requiere del empleo de un equipo correctamente
calibrado para aplicar una fuerza en un penetrador de diamante con geometrıa especıfica,
con el objetivo de crear una impresion en la superficie bajo prueba. Las fuerzas varıan entre
1 y 1000 gf (9.8X10−3 a 9.8 N), y la diagonal o diagonales de la huella de penetracion se
miden con un microscopio optico despues de remover el micropenetrador de la superficie del
especimen [26].
En los estudios de dureza Vickers se calcula un numero que se obtiene al dividir la fuerza
aplicada al penetrador Vickers, entre el area superficial de la impresion permanente deja-
da por el penetrador. Este penetrador tiene una geometrıa piramidal de base cuadrada con

50 CAPITULO 2. FUNDAMENTOS TEORICOS
angulos de cara de 136 tal como se observa en la Fig. 2.29.
Fig. 2.29: Penetrador Vickers [26].
Para el calculo de la dureza Vickers, las cargas de prueba estan en gramos fuerza (gf) y las
diagonales estan en micrometros, y se estima a partir de la siguiente expresion:
HV = 1854,4× P/d2 (2.5)
Donde: P es la fuerza en gf. y d es la longitud media de la diagonal de penetracion en µm.
Aquı se termina el capıtulo de fundamentos teoricos, en el cual se abordaron los diversos
topicos implicados en esta investigacion. A continuacion se presenta el capıtulo tres, que
explica los materiales y metodos experimentales utilizados en el trabajo.

Capıtulo 3
Materiales y metodos experimentales
3.1. Materiales.
Se proporcionaron 12 cortes de seccion de un cordon de soldadura por friccion agitacion de
la aleacion de aluminio en placa de 6.35 mm de espesor AA7075, cuya composicion quımica
y condicion de manufactura se organizan en la Tab. 3.1.
Aleacion Condicion Zn Mg Cu Cr
AA7075 T-651 5.6 2.5 1.6 0.23
Tabla 3.1: Composicion quımica de la aleacion usada en este estudio.
El cordon de soldadura fue realizado con los parametros dados en la Tab. 3.2, empleando
una herramienta con diametro de hombro de 18 mm; diametro de perno de 6 mm; y altura
de perno de 5.8 mm.
Longitud (mm) Vel. rotacion (RPM) Vel. avance (mm/min) Penetracion de hombro (mm)
250 575 90 0.3
Tabla 3.2: Parametros de soldadura.
51

52 CAPITULO 3. MATERIALES Y METODOS EXPERIMENTALES
De manera aleatoria, del total de cortes de seccion, se destinaron nueve para la preparacion
de especımenes de pruebas de tension en maquina universal, y tres para la investigacion
microestructural y ensayos de dureza por micropenetracion.
3.2. Mediciones microestructurales.
En esta seccion se da una breve explicacion de la metodologıa seguida en cada tecnica
microestructural empleada durante la investigacion, ası como de las caracterısticas mas im-
portantes de los instrumentos, para lo cual se dividio esta seccion en tres partes: microscopıa
optica, microscopıa de fuerza atomica y analisis de imagenes mediante el software SPIPTM .
3.2.1. Microscopıa optica.
Para la captura de las micrografıas se empleo el microscopio optico Leica TM modelo Z16APO,
Fig. 3.1, equipado con el software para analisis de imagenes Leica Aplication Suite V3. En
la Fig. 3.2, se presenta de manera grafica la secuencia de pasos seguidos para la obtencion
de micrografıas.
Fig. 3.1: Microscopio optico LeicaTM .
Tanto el material base como los especımenes de soldadura se cortaron empleando una maqui-
na para corte de metales de alta velocidad que utiliza lıquido refrigerante, lo cual implico que

3.2. MEDICIONES MICROESTRUCTURALES. 53
Fig. 3.2: Metodos de preparacion y obtencion de micrografıas.
posterior al montado de especımenes en baquelita, se necesitara un desbaste prolongado de
la superficie de la muestra de aproximadamente 4 mm. Esta etapa se efectuo en un equipo
para preparacion de superficies mediante desbaste abrasivo y pulido de la marca Struers,
a 100 revoluciones por minuto, usando cuatro grados grit de papel abrasivo de SiC (hasta
el grado 1200) girando la muestra 90° en cada cambio de numero de papel para alternar la
direccion del desbaste. El pulido fino se realizo empleando una solucion coloidal de alumina
de 0.05 µm en agua destilada sobre un pano de lana con hebra corta montado en la maquina
Struers, ejerciendo ligera presion y realizando movimientos oscilatorios en direccion contraria
a la rotacion del pano de pulido para desaparecer las estrıas generadas en el proceso abrasivo
fino anterior, lo cual permitio obtener una superficie sin rayas y acabado espejo. Para el
revelado de la microestructura se efectuo un ataque quımico empleando el reactivo Keller
(2ml HF, 3ml HCl, 5ml HNO3 y 90ml H2O destilada) por 30 segundos, despues de lo cual
se culmino con el proceso de preparacion de muestras, y se paso a la obtencion y medicion
de las micrografıas.
Esta tecnica de observacion microestructural fue de gran utilidad para la medicion de las
distintas regiones de la union bajo consideracion, y para la ubicacion de los objetivos de
estudio mediante las tecnicas de AFM y dureza. En la parte media de la micrografıa de la
figura 3.3 se puede observar la matriz lineal de las posiciones de estudio para ambas tecnicas.
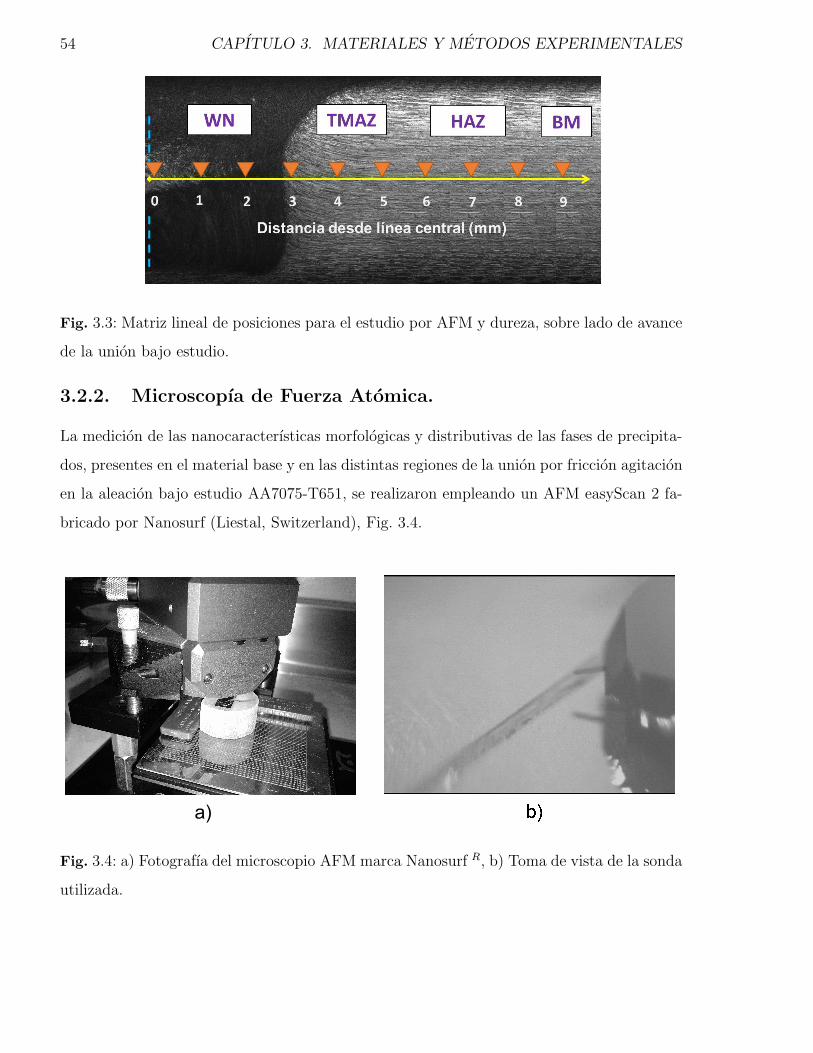
54 CAPITULO 3. MATERIALES Y METODOS EXPERIMENTALES
Fig. 3.3: Matriz lineal de posiciones para el estudio por AFM y dureza, sobre lado de avance
de la union bajo estudio.
3.2.2. Microscopıa de Fuerza Atomica.
La medicion de las nanocaracterısticas morfologicas y distributivas de las fases de precipita-
dos, presentes en el material base y en las distintas regiones de la union por friccion agitacion
en la aleacion bajo estudio AA7075-T651, se realizaron empleando un AFM easyScan 2 fa-
bricado por Nanosurf (Liestal, Switzerland), Fig. 3.4.
a)
Fig. 3.4: a) Fotografıa del microscopio AFM marca Nanosurf R, b) Toma de vista de la sonda
utilizada.

3.2. MEDICIONES MICROESTRUCTURALES. 55
El modo de operacion empleado para los fines de este proyecto fue el deModulacion de Ampli-
tud (AM-AFM), tambien conocido como tapping, caracterizado por un contacto intermitente
entre la sonda de medicion y la superficie del especimen, debido a la vibracion inducida a la
sonda de escaneo, tıpicamente conocida como cantilever. Durante cada medicion, de manera
simultanea, se registraron dos tipos de senales: una es el cambio en la amplitud de oscilacion,
con la cual se construyen las imagenes de la topografıa del material, y la otra es el retraso o
adelanto en la fase de la oscilacion del cantilever, cuyos datos permiten generar imagenes de
microscopıa relacionadas con el contraste composicional del material bajo estudio. El campo
de vision en todas las imagenes fue de 3×3 µm, con resolucion de 256×256 pixeles; es decir,
con una resolucion espacial lineal de ∼ 10 nm, lo que permite observar las fases η y η′ en la
aleacion bajo estudio.
Fig. 3.5: Metodologıa para la obtencion de imagenes de AFM.
La metodologıa seguida para la obtencion de las imagenes de topografıa y contraste de fase
por AFM es la que se muestra en la Fig. 3.5. Una vez que se cuenta con la muestra preparada
para microscopia optica, es relativamente sencillo completar la preparacion de muestra para
la tecnica AFM, solo se requiere de tres sencillos pasos: primero, un desbaste fino para
la eliminacion de las caracterısticas del prolongado ataque quımico, despues, es necesario
pulir de nuevo con solucion coloidal de alumina de 0.05 µm en agua destilada, y finalmente

56 CAPITULO 3. MATERIALES Y METODOS EXPERIMENTALES
un ligero ataque quımico con duracion de 5 segundos empleando el reactivo Keller para
la eliminacion de la capa deformada proveniente del pulido con alumina. Enseguida de la
preparacion de la muestra, el siguiente paso es la colocacion de la muestra en el posicionador
del microscopio y la ubicacion del objetivo de medicion de acuerdo al diseno de experimentos.
El procedimiento de iniciacion de la medicion cuenta con una serie de pasos crıticos para la
obtencion de imagenes de buena calidad, relacionados con la verificacion de la integridad del
cantilever mediante una prueba de frecuencia de oscilacion y la verificacion de alineacion del
laser. Una vez ejecutados estos pasos, se procede a la aproximacion de la sonda de escaneo
y la optimizacion de los parametros del lazo de control, lo cual es muy importante para la
correcta ejecucion de la medicion y evitar el prematuro deterioro de la sonda. Finalmente, es
importante mencionar que la resolucion espacial de las imagenes AFM queda determinada
por el numero de lıneas con que se hace el barrido y la cantidad puntos que se almacenan
por lınea de escaneo. La seleccion de la resolucion de la imagen se puede realizar desde el
momento de iniciacion del software del controlador.
3.2.3. Software para analisis de imagenes SPIPTM .
La tarea de cuantificacion de las caracterısticas morfologicas y distributivas de orden na-
nometrico de las fases de precipitados, a partir de las imagenes de PC-AFM se realizo em-
pleando el Software SPIPTM (Scanning Probe Image Processor), siguiendo la metodologıa
mostrada en la Fig. 3.6, con la cual se obtuvieron los datos numericos, Tab. 3.2.3, que se
emplearon en el analisis estadıstico que se presentara en el capıtulo cuatro.
Fig. 3.6: Metodo para cuantificacion de imagenes de AFM empleando el software SPIPTM .

3.2. MEDICIONES MICROESTRUCTURALES. 57
Una vez que las imagenes de AFM, con formato Nanosurf Image Document (.nid) fueron
cargadas en el software SPIPTM , se aplicaron las herramientas de correccion y calibracion de
imagen: Plane Correction, Hysteresis Correction y Z-calibration, los cuales son algoritmos
de primer y segundo orden para la correccion de los problemas no deseados de ondulacion
e histeresis que a menudo son causados por el acoplamiento no lineal de movimiento rela-
cionado a los mecanismos piezoelectricos del plano lateral (XY) y del eje Z. La deteccion de
partıculas de precipitados se realizo empleando el modulo Particle and Pore Analysis insta-
lado en el software SPIPTM , estableciendo filtros de deteccion relacionados con el diametro
equivalente (mınimo: 10 nm, maximo: 100 nm) y la relacion de aspecto (mınimo: 1, maximo:
2) tal como se observa en la figura 3.7.
Resultados Diametro (nm) Area (nm2) Espaciamiento (nm) Relacion aspecto
Mınimo 12.515836 123.029604 23.529541 1
Maximo 98.350903 7597.07805 142.747263 2
Media 33.740854 1155.79879 62.405042 1.35585
Desv. Est. 18.262515 1296.76633 18.517658 0.255827
Tabla 3.3: Resultado tıpico de la cuantificacion de partıculas usando el modulo de analisis
de partıculas del software SPIPTM .
250 nm
Fig. 3.7: Deteccion de partıculas de precipitados mediante el modulo Particle and Pore
Analysis de SPIPTM en la region TMAZ de la union bajo estudio.

58 CAPITULO 3. MATERIALES Y METODOS EXPERIMENTALES
3.3. Estudios mecanicos.
La presente seccion comprende la explicacion de las metodologıas seguidas para la ejecucion
de las mediciones experimentales en lo que concierne a los estudios mecanicos de dureza y
tension.
3.3.1. Ensayos de dureza
Los ensayos de dureza se efectuaron a medio espesor de placa, tal como lo indica la Fig. 3.3,
pasando a traves de todas las regiones de la soldadura, desde la lınea central hacia el lado de
avance de la union soldada. Para realizar este estudio se uso un micro-penetrador Vickers de
la marca Clemex CMT7 (Clemex Technologies Inc, Quebec Canada), para lo cual fue necesa-
rio realizar un estudio previo en el que se determino la carga adecuada de prueba, evaluando
cargas desde 200 gr hasta 25 gr sobre el material base. Mediante el criterio de evaluacion de
la deformacion en la marca de penetracion, se determino que la carga de 50 gramos mostraba
un comportamiento mas uniforme y sin deformacion tal como se observa en la imagen de
topografıa AFM de la Fig. 3.8, que presenta diagonales de huella de aproximadamente 24 µm.
Fig. 3.8: Imagen AFM de topografıa de huella del micro-penetrador Vickers.

3.3. ESTUDIOS MECANICOS. 59
Durante esta serie de mediciones se respeto la regla general de la Norma, la cual establece
que el espaciamiento entre penetraciones debe ser mayor a 5 veces la distancia de la diagonal
de penetracion, aunque en la matriz lineal de la Fig. 3.3 se representan las posiciones de es-
tudio de AFM y dureza espaciados 1 milımetro entre ellas, en realidad, el estudio de dureza
se realizo con un espaciamiento de 0.5 mm, con el objetivo de obtener mayor informacion
de la dureza local de la union y poder identificar con mayor certeza las tendencias de los
datos. Por esta razon se efectuaron un total de 40 micropenetraciones en la seccion trans-
versal de la union, las cuales se midieron usando las herramientas opticas que acompanan
este instrumento. Los valores de dureza Vickers (VHN) se determinaron usando la formula
2.5 mencionada en el capıtulo dos.
3.3.2. Ensayos de tension.
Las probetas para ensayos de tension pasaron por una serie de etapas de corte y maquinado
siguiendo las indicaciones de la norma ASTM E8-04. En la Fig. 3.9 se puede notar que dichos
cortes se efectuaron en direccion transversal al cordon de soldadura.
Fig. 3.9: Fotografıa de especımenes para pruebas de tension.
Se calibro una longitud de estriccion de 1 pulgada, abarcando todas las zonas generadas por
la soldadura FSW. La prueba se realizo a temperatura ambiente en la maquina Universal
Instron, modelo 4482 que se muestra en la Fig. 3.10, a iguales condiciones de carga (22
kN/min) y velocidad del cabezal (15 mm/min) para todas las probetas.

60 CAPITULO 3. MATERIALES Y METODOS EXPERIMENTALES
Fig. 3.10: a) Maquina universal de tension de la marca Instron, b) sujecion de probeta para
inicio de prueba.
Las pruebas de tension realizadas por algunos investigadores [27, 28] para evaluar la re-
sistencia de las uniones FSW, normalmente no contemplan ningun tipo de tratamiento o
consideracion especial en relacion con el acabado del cordon, esto ha tenido como consecuen-
cia que este factor determine en algunos casos la ubicacion de inicio de la fractura en las
pruebas de tension, actuando como un factor concentrador de esfuerzos. Este ultimo nor-
malmente contribuye en mayor o menor grado en la disminucion de la resistencia mecanica
del especimen bajo estudio. En la Fig. 3.11 se muestran los dos factores concentradores mas
importantes ligados con el acabado superficial de la union FSW, las fotografıas a y b senalan
la existencia de una muesca dejada por el efecto forja del hombro tras el enfriamiento, en la
parte superior de la union. Las fotografıas c y d se refieren a una caracterıstica relacionada
con la falta de union en la lınea raız de la union, lo que deja una pequena grieta que puede
actuar como un factor concentrador de esfuerzos importante.
Es por ello que el diseno experimental para las pruebas de tension toma en consideracion el
efecto que pueden tener estos dos factores concentradores de esfuerzos en la determinacion
del lugar de inicio de la fractura y en los niveles de resistencia desarrollados, para lo cual se
genero un plan experimental que contempla tres tratamientos o grupos de especımenes: 1)
directo de soldadura, en el que se respeta el acabado superficial dejado por el proceso FSW;

3.3. ESTUDIOS MECANICOS. 61
Fig. 3.11: Fotografıas de factores concentradores de esfuerzo debidos al acabado superficial
de las uniones FSW, a) y b) muestran la huella dejada por el hombro de la herramienta, c)
y d) son imagenes de la falta de union en la lınea raız de la union [28].
2) maquinado en lınea raız, mediante el cual se retiro un espesor de 0.5 mm que contenıa
este factor concentrador; y 3) maquinado en huella de hombro, a traves del cual se elimino la
huella dejada por el efecto forja del hombro de la herramienta. En cada grupo se conto con
tres replicas tal como se indica en la Tab. 3.4.
Grupo Consideracion No. replicas Vel. Carga (kN/min) Vel. del cabezal (mm/min)
1 Directo de soldadura 3 22 15
2 Maq. en lınea raız 3 22 15
3 Maq. en huella de hombro 3 22 15
Tabla 3.4: Diseno experimental para pruebas de tension.
Hasta aquı se termina con la seccion de materiales y metodos, los cuales sirvieron de guıa
para la obtencion de los resultados que se muestran en el capıtulo siguiente.

62 CAPITULO 3. MATERIALES Y METODOS EXPERIMENTALES

Capıtulo 4
Resultados y discusion.
En este capıtulo se presentan los resultados de la caracterizacion microestructural y pro-
piedades mecanicas desarrollados por el proceso de soldadura por friccion agitacion en la
aleacion de aluminio AA7075-T651. La caracterizacion microestructural, abarca la estruc-
tura de grano, ası como tambien la cuantificacion de las distribuciones de precipitados. La
evaluacion de las propiedades mecanicas se llevo a cabo mediante pruebas de dureza y ten-
sion.
4.1. Caracterizacion de la microestructura.
El principio de operacion termomecanico que caracteriza a la tecnica FSW, genero en la alea-
cion AA7075-T651, una microestructura heterogenea en cuanto a tamano, forma y orienta-
cion del grano, en un plano de seccion transversal perpendicular a la soldadura, constituyendo
las cuatro regiones caracterısticas de este proceso, tal como se expuso en el capıtulo 2 de
fundamentos teoricos. La Fig. 4.1, es una metalografıa de la union bajo estudio que muestra
a bajos aumentos la microestructura desarrollada en el lado de avance, indicando la ubica-
cion de las zonas WN, TMAZ, HAZ y BM. En seguida se describen mediante metalografıa,
imagenes de PC-AFM e histogramas de cuantificacion de las distribuciones de precipitados,
las caracterısticas mas relevantes de cada region, primeramente se describe la microestruc-
tura del material base, lo que sirve como fundamento para comprender de mejor manera las
caracterısticas desarrolladas en otras regiones de la union.
63
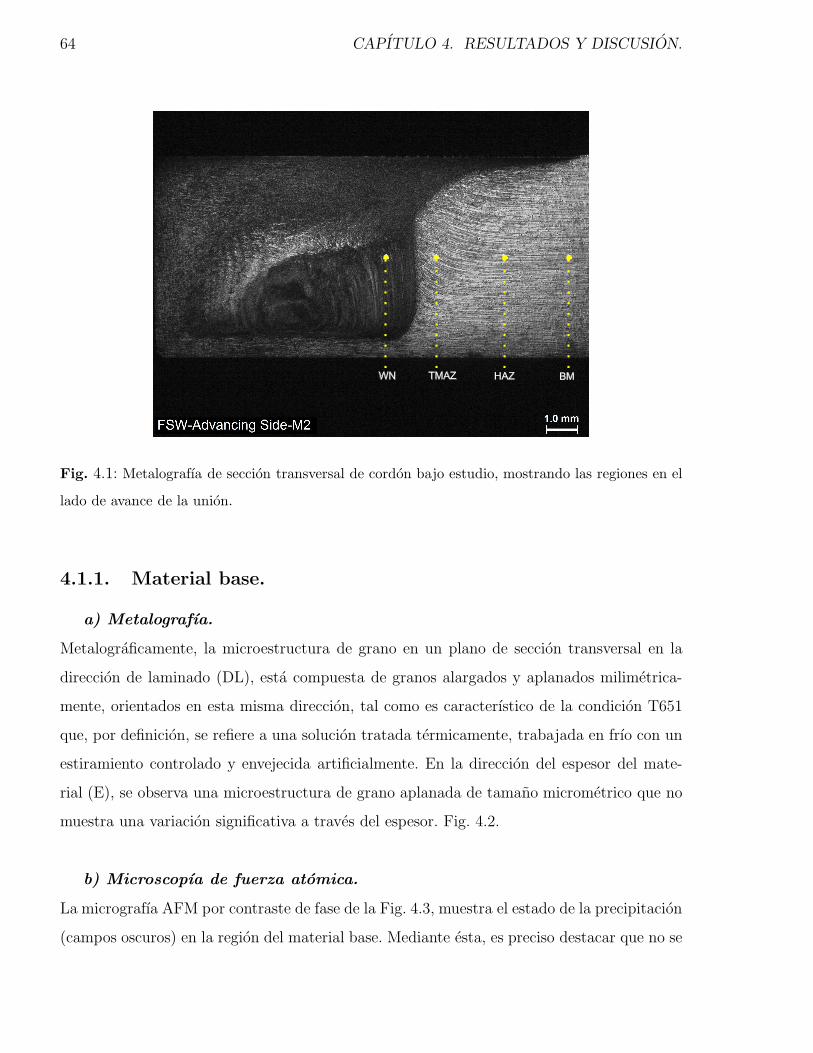
64 CAPITULO 4. RESULTADOS Y DISCUSION.
WN TMAZ HAZ BM
Fig. 4.1: Metalografıa de seccion transversal de cordon bajo estudio, mostrando las regiones en el
lado de avance de la union.
4.1.1. Material base.
a) Metalografıa.
Metalograficamente, la microestructura de grano en un plano de seccion transversal en la
direccion de laminado (DL), esta compuesta de granos alargados y aplanados milimetrica-
mente, orientados en esta misma direccion, tal como es caracterıstico de la condicion T651
que, por definicion, se refiere a una solucion tratada termicamente, trabajada en frıo con un
estiramiento controlado y envejecida artificialmente. En la direccion del espesor del mate-
rial (E), se observa una microestructura de grano aplanada de tamano micrometrico que no
muestra una variacion significativa a traves del espesor. Fig. 4.2.
b) Microscopıa de fuerza atomica.
La micrografıa AFM por contraste de fase de la Fig. 4.3, muestra el estado de la precipitacion
(campos oscuros) en la region del material base. Mediante esta, es preciso destacar que no se

4.1. CARACTERIZACION DE LA MICROESTRUCTURA. 65
Fig. 4.2: Estructura de grano en el material AA7075-T651.
observan partıculas fracturadas, ası como tampoco se aprecian zonas en las que los elementos
de aleacion se encuentren retenidos en la matriz (SSSS). Ambas caracterısticas son utiliza-
das en la descripcion de las micrografıas de otras regiones de la union, como argumento de
contraste para explicar la evolucion que sufrieron los precipitados influenciados por el efecto
termomecanico del proceso FSW.
c) Cuantificacion de precipitados nanometricos.
Los histogramas que aquı se muestran, contien los resultados de la cuantificacion de partıcu-
las de precipitados en el material base. Como se describio en el capıtulo de materiales y
metodos, se cuantificaron los parametros: diametro equivalente ED (equivalent diameter) y
el espaciamiento promedio entre partıculas, este ultimo mejor conocido como distancia entre
vecinos ND (neighbour distance). La Fig. 4.4 muestra histogramas de frecuencia y frecuencia
acumulada que corresponden a ambos parametros, ED y ND respectivamente, para partıcu-
las de precipitados entre los 10 y 100 nm para una posicion de medicion ubicado en la region
del material base, por lo tanto se intuye que las partıculas cuantificadas son del tipo η′ y η.

66 CAPITULO 4. RESULTADOS Y DISCUSION.
Precipitados
Fig. 4.3: Microscopıa de fuerza atomica del BM, mostrando caracterısticas de la precipitacion.
(a)
Fig. 4.4: Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas entre 10
y 100 nm del material base.

4.1. CARACTERIZACION DE LA MICROESTRUCTURA. 67
4.1.2. Zona afectada por el calor.
a) Metalografıa.
La observacion metalografica de la region afectada por el calor, que se encuentra ubica-
da fısicamente entre la region TMAZ y el material base, permitio corroborar que el efecto
termomecanico del proceso FSW no influye significativamente como para promover una evo-
lucion microestructural significativa del grano (recristalizacion), por lo menos cuantificable
mediante el microscopio optico empleado para este fin. Por lo tanto en esta region (HAZ) se
observo una microestructura de grano similar a la condicion T651 del material base, Fig. 4.5.
Fig. 4.5: Metalografıa de la region HAZ del lado de avance de la union.
b) Microscopıa de fuerza atomica.
La Fig. 4.6 muestra una comparacion entre el estado de la precipitacion de la zona afecta-
da por el calor Y el del material base. En estas micrografıas, los campos oscuros muestran
fısicamente los precipitados η′ y η. La micrografıa 4.6-a de la zona HAZ evidencıa que al
igual que el material base, no se identifican partıculas fracturadas debido a los esfuerzos del
prceso FSW, ası como tampoco es observable la presencia una solucion solida sobre saturada
(SSSS). Varios investigadores han reportado que el efecto termico producido por la soldadu-

68 CAPITULO 4. RESULTADOS Y DISCUSION.
ra, provoca un cambio, influyendo en las caracteristicas nanoestructurales de las distribucion
de precipitados, generando reacciones de disolucion-precipitacion y engrosamiento de preci-
pitados [16, 4, 5, 7]. Lo senalado mediante los cırculos negros en ambas micrografıas muestra
congruencia con lo reportado, ya que es posible notar visualmente que las fases termosensi-
bles de la region HAZ han mostrado un engrosamiento con respecto a las contenidas en el MB.
(a)
500 nm 500 nm
Fig. 4.6: Micrografıas PC-AFM: a) HAZ, b) BM.
c) Cuantificacion de precipitados nanometricos.
Los histogramas de ED y ND que muestran los resultados de cuantificacion de partıculas
entre 10 y 100 nm de la zona HAZ, Fig. 4.7, permiten corroborar el hecho de que en com-
paracion con los precipitados del material base, las distribuciones de precipitados de la zona
afectada por el calor han sufrido una evolucion nanoestructural debido al impulso termico
recibido del proceso FSW. La comparacion de los histogramas de las Figs. 4.7-a y 4.4-a
de las zonas HAZ y BM respectivamente, permite observar el efecto de engrosamiento de
partıculas de precipitados, mediante el porcentaje mayor de cuantificacion de partıculas con
diametro entre 30 y 40 nm. El histograma de la Fig. 4.7-b de ND, muestra la distribucion
del espaciamiento entre partıculas en la zona afectada por el calor, la cual comparado con la
distribucion de la Fig. 4.4-b del BM, permite observar que este parametro de cuantificacion
sufrio un incremento, el cual puede ser debido al engrosamiento de partıculas η′ y η.

4.1. CARACTERIZACION DE LA MICROESTRUCTURA. 69
(a) (b)
Fig. 4.7: Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas entre 10
y 100 nm del la zona HAZ.
4.1.3. Zona termomecanicamente afectada.
a) Metalografıa.
Esta region, adyacente a la zona de agitacion, presenta caracterısticas singulares que no se
observan en casi ningun otro proceso de soldadura. Mediante la metalografıa de la Fig. 4.8,
fue posible corroborar que en el caso de la union bajo estudio, los niveles de temperatura
y deformacion contribuyeron a que la microestructura granular inicial del material base, se
modificara, mostrando en la cercanıa al WN, una region con estructura de grano parcialmen-
te recristalizada. Otra caracterıstica importante que describe a esta metalografıa, es que, la
condicion tipo hidrostatica del esfuerzo forja, originada por la carga axial del proceso FSW,
produjo la deformacion del grano en la region bajo consideracion. El grano desarrollo una
rotacion de aproximadamente 45 con respecto a la direccion de laminacion, lo que definiti-
vamente conlleva a la modificacion de sus propiedades mecanicas locales, que mas adelante
se presentan.

70 CAPITULO 4. RESULTADOS Y DISCUSION.
Fig. 4.8: Metalografıa de la region TMAZ del lado de avance de la union.
b) Microscopıa de fuerza atomica.
En la region TMAZ, se observan precipitados estabilizados mediante engrosamiento, proba-
blemente causado por la disolucion de otros precipitados menos estables. En la Fig. 4.9 se
muestran las micrografıas PC-AFM de la zona TMAZ y del BM, lo que permite observar de
manera visual la evolucion de la distribucion de precipitados, que en esta region son debidos
al efecto termomecanico del proceso. Se observa en la region indicada de la Fig. 4.9-a areas
libres de precipitados alrededor de aquellos que se han hecho estables. Este fenomeno es
posible explicarlo, debido a que, en la cercanıa con la zona de agitacion, los picos de tempe-
ratura aun son elevados como para promover la disolucion y engrosamiento de precipitados.
Las regiones libres de precipitados es probable que sean zonas SSSS. Al igual que las zonas
HAZ y BM, en esta zona no se observaron precipitados fracturados, aunque es posible que
esta region contenga partıculas constituyentes fracturadas debido a la deformacion del grano
que se presenta por el efecto forja del hombro, las cuales se fracturas a niveles relativamente
bajos de deformacion.

4.1. CARACTERIZACION DE LA MICROESTRUCTURA. 71
(a) (b)
500 nm 500 nm
Fig. 4.9: Micrografıas PC-AFM: a) zona TMAZ, b) zona BM.
c) Cuantificacion de precipitados nanometricos.
Los histogramas de ED y ND dados en la Fig. 4.10, permiten visualizar que las distribuciones
de ambos parametros de cuantificacion en la region TMAZ, muestran una distribucion similar
a la del material base, por lo cual cabrıa esperar que el material en esta region muestre valores
similares de dureza. Siendo este ultimo un aspecto que se considera mas adelante.
(a) (b)
Fig. 4.10: Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas entre
10 y 100 nm de la zona TMAZ.

72 CAPITULO 4. RESULTADOS Y DISCUSION.
4.1.4. Zona de agitacion.
a) Metalografıa.
En la micrografıa de la Fig. 4.11-a, se muestra la region completa de la zona de agitacion,
en la parte central de esta, se observa cierta cantidad de material que no experimento de
manera completa el fenomeno de recristalizacion dinamica, mostrando una distribucion no
uniforme de tamanos, orientacion y formas de grano. La Fig. 4.11-b, es una ampliacion de una
parte de la region de agitacion completamente recristalizada, en la que se puede notar dos
aspectos importantes: primero, que el fenomeno de recristalizacion dinamica se efectuo de
manera eficiente, generando un tamano de grano fino y muy uniforme, que no es posible
medir empleando un microscopio optico convencional. En segundo lugar, se puede notar la
existencia de anillos caracterısticos del proceso FSW en esta zona, comunmente conocidos
como aros de cebolla, que se originan ya sea por la forma del perno de la herramienta o en
algunos casos por la oscilacion de esta durante el proceso de soldadura.
(a) (b)
Fig. 4.11: a) Metalografıa de la region completa del WN, b) ampliacion del WN, mostrando area
completamente recristalizada.
b) Microscopıa de fuerza atomica.
Las micrografıas mostradas en la Fig. 4.12 corresponden al estado de la precipitacion en la
zona de agitacion. La Fig. 4.12-b muestra una ampliacion de la cuantificacion realizada en el

4.1. CARACTERIZACION DE LA MICROESTRUCTURA. 73
WN, en la cual se pude apreciar una considerable poblacion de partıculas pequenas (menores
a 20 nm) que probablemente son fagmentos de partıculas mayores que fueron destruidas a
causa del efecto de agitacion de la herramienta. Esta ultima descripcion, concuerda con los
resultados de algunos investigadores como Rhodes y colaboradores [16], quienes reportaron
que para el caso de esta misma aleacion, los precipitados en la zona de agitacion son com-
pletamente disueltos, debido a la temperatura del proceso y durante el enfriamiento no se
efectua reprecipitacion.
500 nm
(a) (b)
Partículas pequeñas
SSSS
Intermetálicos fracturados
500 nm
Fig. 4.12: a) Micrografıa PC-AFM del WN. b) Cuantificacion de partıculas en zona WN.
En la Fig. 4.12-b, ademas se observan zonas SSSS, lo cual muestra congruencia con el he-
cho de que debido a las temperaturas del proceso, se promueve la disolucion de las fases de
precipitados en el WN, y debido al rapido enfriamiento, no ocurre re-precipitacion de forma
eficiente, por lo tanto, cabrıa esperar que la dureza local del WN resulte similar a la de una
solucion solida sobresaturada.
c) Cuantificacion de precipitados nanometricos.
La distribucion de tamanos de las partıculas del WN, Fig. 4.13-a, presenta similitud con la
distribucion del material base, Fig. 4.4-a. Se cuantifico que el 40% de la poblacion tiene un

74 CAPITULO 4. RESULTADOS Y DISCUSION.
diametro equivalente menor a 20 nm, lo que constituye una base que muestra congruencia
con el argumento de Rhodes, descrito en la subseccion anterior. La presencia de partıculas
pequenas en el WN, ocasiona por consecuencia que la distribucion del espaciamiento entre
partıculas conserve similitud con las caracterısticas del material base, 4.13-b. Sin embar-
go, para el caso del WN, la comprension de las propiedades mecanicas desarrolladas es un
tema de mayor complejidad que no solo se explica desde la perspectiva de las distribucio-
nes de precipitados, sino tambien tomando en consideracion los cambios microestructurales
desarrollados por el proceso FSW.
Fig. 4.13: Histogramas de frecuencia y frecuencia acumulada de ED y ND para partıculas entre
10 y 10 nm del WN.
4.2. Dureza.
Las propiedades mecanicas locales, evaluadas a partir de ensayos de dureza por micropene-
tracion Vickers, revelaron diferencias significativas en los valores de este parametro, como
funcion de la distancia a la lınea central del cordon de soldadura. En la Fig. 4.14 los valores
mas elevados se presentaron a partir de una distancia de 12 mm desde la lınea central, que se
ubica en la region del material base, alcanzando valores de hasta 190 HV. En cambio, desde el
primer milımetro de la zona TMAZ se hace evidente la existencia de un gradiente de dureza,
disminuyendo a valores que fluctuan entre 140 y 150 HV, pero esto aun se hace mas signifi-

4.2. DUREZA. 75
cativo en todo el ancho de la zona afectada por el calor, la region donde se presenta el mayor
reblandecimiento del material, disminuyendo su magnitud en un 35 por ciento con respecto a
las propiedades de dureza del material base. La zona de agitacion, presento valores medios de
dureza, alrededor de 155 HV sin mostrar la evidencia de un gradiente de durezas en todo el
ancho de zona. Estos resultados coinciden con los reportados en trabajos similares [20, 29, 27].
-5 0 5 10 15110
120
130
140
150
160
170
180
190
200
BMWN HAZTMAZ
HV
pro
med
io (5
0 g)
Distancia desde linea central (mm)
HV promedio
WN
Line
a ce
ntra
l de
sold
adur
a
Fig. 4.14: Representacion grafica de la dureza en funcion de distancia a lınea central de
soldadura.

76 CAPITULO 4. RESULTADOS Y DISCUSION.
4.3. Resistencia a la tension.
La tabla 4.1 resume los valores de respuesta mecanica de los ensayos de tension efectuados a
tres grupos de probetas preparadas de acuerdo al diseno experimental dado en el capıtulo de
materiales y metodos experimentales. Las uniones ensayadas presentaron buenas propiedades
ductiles despues del lımite elastico, situando el esfuerzo ultimo a la tension UTS (Ultimate
Tensile Stress) en valores altos con respecto del lımite elastico desarrollado.
Grupo σy (MPa) UTS (MPa) Elongacion (%)
1. Directo soldadura 312.46 388.47 3.59
2. Maquinado en lınea raız 321.50 454.78 6.93
3. Maquinado en hombro. 322.13 387.6 3.57
Tabla 4.1: Propiedades de respuesta mecanica de la union AA7075-T651, comparando tres
consideraciones.
El diseno experimental utilizado, permitio determinar que el factor concentrador de esfuerzo
relacionado con la falta de union en la lınea raız de soldadura, influye de manera importante
en la determinacion del sitio de fractura, ya que en los dos grupos que se conservo este factor
concentrador, la fractura ocurrio en la lınea de union, Fig. 4.15-a y c. Ademas, este factor
ocasiono la disminucion de la resistencia mecanica en ambos grupos (Grupos 1 y 3).
El factor concentrador de esfuerzos relacionado con la huella del hombro de la herramienta,
tambien influye en la determinacion del sitio de fractura, aunque de manera menos impor-
tante, ya que el grupo de probetas que conservo este factor desarrollo los valores de respuesta
a la tension mas elevados. El grupo de probetas numero dos, permitio comprobar este hecho,
al observar que la falla se presento en la region afectada por el calor, que coincide con la
ubicacion de la huella del hombro, presentando dos ocurrencias en el lado de retroceso (de
mayor temperatura) y una en el lado de avance.

4.3. RESISTENCIA A LA TENSION. 77
Directo de
soldadura línea raíz
Grupo 3-
Maq. en
hombro
(a) (b) (c)
Fig. 4.15: Grupos de probetas tensionadas.
Finalmente, los resultados del estudio de tension permitieron comprobar que la influencia del
proceso FSW genera en la union regiones con diferentes propiedades mecanicas. Por ejemplo,
la respuesta mecanica del WN resulta en propiedades mas elevadas que la region afectada por
el calor, esto debido a las diferencias en tamano de grano y la evolucion de las distribuciones
de precipitados.

78 CAPITULO 4. RESULTADOS Y DISCUSION.
4.4. Relaciones estructura-propiedades.
La tabla 4.2 contiene los valores promedio de cuantificacion de diametro equivalente (EDP ),
espaciamiento (NDP ) y dureza Vickers (HVP ) como funcion de la distancia a la region cen-
tral del cordon de soldadura. La Fig. 4.16 muestra de manera grafica los valores contenidos
en esta tabla. Los intervalos de desviacion que se muestran en esta grafica corresponden a la
desviacion absoluta maxima (DAmax) de los valores promedio para cada posicion.
Posicion (mm) DEP DAmax NDP DAmax HVP DAmax
0 31.57 1.78 59.86 3.39 154 0.1
1 28.77 1 60.79 2.16 150.8 3.1
2 30.45 0.67 58.11 0.88 163.1 3.5
3 33.74 1.45 58.35 0.91 161.55 4.35
4 37.55 0.65 60.27 0.005 148.9 1.3
5 37.29 1.19 77.1 2.18 151.6 1.8
6 34.71 2.78 65.3 2.03 143.7 0.4
7 37.37 1.22 67.19 0.61 123.85 1.05
8 30.81 1.17 78.29 8.9 137.5 2.7
9 30.57 0.6 65.7 2.62 151.4 3.6
10 31.02 0.2 63.23 1.91 153.35 1.15
11 30.44 1.06 66.78 5.72 167.65 0.45
Tabla 4.2: Resultados de cuantificacion de precipitados y dureza Vickers como funcion de la
distancia a la lınea de soldadura.
En las graficas a y b de la Fig. 4.16 se observa que las caracterısticas de los precipitados
ubicados en la zona WN, presentan una distribucion de tamanos y espaciamiento con valores
ligeramente inferiores a los del material base. Esto se debe al principio de operacion de la
soldadura FSW, ya que debido al efecto de agitacion, en esta zona (WN) una gran cantidad
de partıculas intermetalicas se fracturan como consecuencia de los altos niveles de deforma-
cion, y por otro lado, los picos de temperatura que se alcanzan, obligan a que partıculas
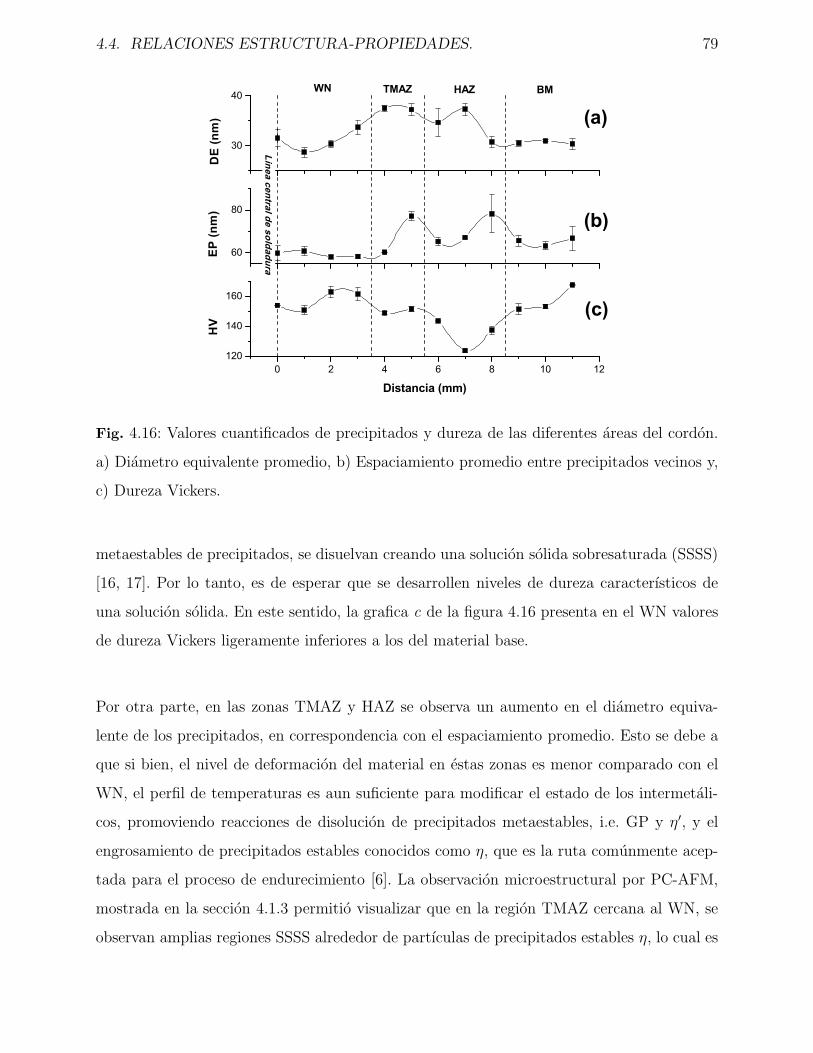
4.4. RELACIONES ESTRUCTURA-PROPIEDADES. 79
30
40
60
80
0 2 4 6 8 10 12120
140
160(c)
(b)
HAZTMAZWN
DE
(nm
)
Linea central de soldadura
(a)BM
EP (n
m)
HV
Distancia (mm)
Fig. 4.16: Valores cuantificados de precipitados y dureza de las diferentes areas del cordon.
a) Diametro equivalente promedio, b) Espaciamiento promedio entre precipitados vecinos y,
c) Dureza Vickers.
metaestables de precipitados, se disuelvan creando una solucion solida sobresaturada (SSSS)
[16, 17]. Por lo tanto, es de esperar que se desarrollen niveles de dureza caracterısticos de
una solucion solida. En este sentido, la grafica c de la figura 4.16 presenta en el WN valores
de dureza Vickers ligeramente inferiores a los del material base.
Por otra parte, en las zonas TMAZ y HAZ se observa un aumento en el diametro equiva-
lente de los precipitados, en correspondencia con el espaciamiento promedio. Esto se debe a
que si bien, el nivel de deformacion del material en estas zonas es menor comparado con el
WN, el perfil de temperaturas es aun suficiente para modificar el estado de los intermetali-
cos, promoviendo reacciones de disolucion de precipitados metaestables, i.e. GP y η′, y el
engrosamiento de precipitados estables conocidos como η, que es la ruta comunmente acep-
tada para el proceso de endurecimiento [6]. La observacion microestructural por PC-AFM,
mostrada en la seccion 4.1.3 permitio visualizar que en la region TMAZ cercana al WN, se
observan amplias regiones SSSS alrededor de partıculas de precipitados estables η, lo cual es

80 CAPITULO 4. RESULTADOS Y DISCUSION.
probable que se deba al ciclo termico local experimentado por la cercanıa al WN. Y a su vez
este argumento permita explicar lo que se observa en la grafica de dureza para esta zona,
Fig. 4.16-c, ya que dichos valores son similares a los del WN.
Las micrografıas de PC-AFM y los histogramas de cuantificacion de las distribuciones de
precipitados mostrados en la seccion 4.1.2 de la zona afectada por el calor, mostraron que los
precipitados estables y probablemente algunos en condicion metaestable sufrieron un engro-
samiento apreciable, ademas de que no se observo la existencia de regiones SSSS. Es posible
que tal crecimiento haya sido favorecido por la disolucion de precipitados metaestables de
la region adyacente (TMAZ) que experimento picos de temperatura aun mayores que esta,
ademas de las reacciones de disolucion y engrosamiento desarrolladas en esta misma zona.
Los valores de dureza dados en la grafica c de la Fig. 4.16 para la zona HAZ muestran
una disminucion de 35% con respecto a la dureza del material base, la cual se debe princi-
palmente al engrosamiento de precipitados tal como es caracterıstico de una aleacion sobre
envejecida.
La region del material base, muestra las caracterısticas microestructurales y de dureza exis-
tentes antes del proceso de soldadura. Por lo mismo, se puede ver el efecto del proceso FSW
en la propiedad mecanica de dureza de las distintas zonas de la region de la soldadura, y
explicar este comportamiento en funcion de las caracterısticas de los precipitados. Esto ulti-
mo se comprobo al obtener los valores de dureza mostrados en la grafica c de la figura 4.16,
donde el BM exhibe valores superiores a 160 HV, en comparacion con la dureza de otras
regiones de la union que mostraron valores inferiores.
Finalmente, es importante mencionar que estos resultados permitieron comprobar que la
principal razon del reblandecimiento del material en la zona HAZ se debe a un efecto de sobre
envejecimiento, tal como lo establecieron Kamp et al [7]. Este efecto de sobre envejecimiento
es ocasionado por el calor inherente al proceso FSW que se manifiesta por la modificacion
de los precipitados termo-sensibles, GP, η′ y η.

Capıtulo 5
Conclusiones.
El presente trabajo de maestrıa, contemplo el estudio de las diferentes regiones creadas en una
union FSW de la aleacion AA7075-T651, de donde se obtuvieron las siguientes conclusiones:
En la region de agitacion WN, el efecto termomecanico del proceso FSW genero dos
caracterısticas importantes: primero, el efecto de agitacion de la herramienta produ-
jo una poblacion considerable de partıculas menores a 20 nm mediante la rotura de
partıculas intermetalicas. En segundo lugar, el ciclo termico local del proceso obligo a
que precipitados metaestables se disuelvan en la matriz de aluminio, creando una so-
lucion solida (SSSS). Este ultimo fenomeno tambien se presento en la region TMAZ,
sin embargo el mayor grado de disolucion se efectuo en el WN. Por lo tanto la dureza
local de estas dos regiones es similar a la de una solucion solida.
En la region afectada por el calor, se observo que los precipitados metaestables sufrieron
un proceso de sobre envejecimiento, el cual se convierte en el principal responsable de
la disminucion de las propiedades mecanicas en esta region. Esto ultimo se corroboro al
observar que los ensayos de dureza situados en la region HAZ, mostraron los valores
mas bajos.
Las pruebas de tension arrojaron informacion interesante, ya que a traves del diseno
experimental seleccionado, fue posible eliminar el efecto que tiene el factor concentrador
de esfuerzos relacionado con la falta de union en la lınea raız de la soldadura, gracias a lo
cual fue posible determinar que la region afectada por el calor contiene las propiedades
81
82 CAPITULO 5. CONCLUSIONES.
mecanicas mas bajas que se originan por la evolucion que sufren los precipitados en
esta region al recibir el impulso termico del proceso FSW.

Bibliografıa
[1] Barnes TA and Pashby IR. Joining techniques for aluminum spaceframes used in
automobiles: part 1 - solid and liquid phase welding. Journal of Materials Processing
Technology, 99:62–71, 2000.
[2] Williams JC and Starke Jr. EA. Progress in structural materials for aerospace systems.
Acta Materialia, 51:5775–5799, 2003.
[3] Mathers G. The Welding of Aluminum and its alloys. USA: CRC Press, 2002, p. 1-31.
[4] Thomas WM and Nicholas ED. Friction stir welding for the transportation industries.
Materials & Design, 18:269–273, 1997.
[5] Chen YC, Feng JC, and Liu HJ. Precipitate evolution in friction stir welding of 2219
t6 aluminum alloys. Materials Characterization, 60:476–481, 2009.
[6] Tiryakioglu M and Staley JT. Physical metallurgy and the effect of alloying additions
in aluminum alloys. En: Totten GE, MacKenzie DS, editores. Handbook of Aluminum
Volumen 1. USA: Marcel Dekker, 2003, p. 81-210.
[7] Kamp N, Sullivan A, Tomasi R, and Robson JD. Modelling of heterogeneous precipitate
distribution evolution during friction stir welding process. Acta Materialia, 54:2003–
2014, 2006.
[8] Cambell FC. Manufacturing technology for aerospace structural materials. USA:
Butterworth-Heinemann, 2006. p. 15-92.
[9] Sverdlin A. Properties of pure aluminum. En: Totten GE, MacKenzie DS, editores.
Handbook of Aluminum Volumen 1. USA: Marcel Dekker, 2003, p. 33-80.
83

84 BIBLIOGRAFIA
[10] Callister WD and Rethwisch DG. Materials Science and Engineering an Introduction.
8va. ed. USA: John Wiley & Sons, 2009. p. 91-121.
[11] Askeland DR. Ciencia e Ingenieria de los Materiales. 3ra. ed. Mexico: International
Thomson Editores, 1998. p. 76-125.
[12] Verhoeven JD. Fundamentas of Physical Metallurgy. USA: John Wiley & Sons, 1975.
p. 77-405.
[13] Hull D and Bacon DJ. Introduction to dislocations. 4ta. ed. USA: Butterworth-
Heinemann;, 2001. p. 42-192.
[14] Staley JT. Metallurgical aspects affecting strength of heat treatable alloy products
used in the aerospace industry. Proceedings on the Third International Conference on
Aluminum Alloys, pages 107–143, 1992.
[15] Polmear I. Light Alloys. 4ta ed. USA: Butterworth-Heinemann, 2006. p. 29-95.
[16] Mahoney MW, Rhodes CG, Flintoff JG, Spurling RA, and Bingel WH. Properties of
friction stir welded 7075-t651 aluminum. Metallurgical and Materials Transactions A,
29A:1955–1964, 1998.
[17] Jata KV, Sancaran KK, and Ruschav JJ. Friction stir welding effect on microstructure
and fatigue of aluminum alloy 7050 t-7451. Metallurgical and Materials Transactions
A, 31A:2181–2192, 2000.
[18] Threadgill P. Friction stir welds in aluminum alloys: Preliminary microstructural
assessment. TWI Bulletin, 38:30–33, 1997.
[19] Attallah M. Friction stir welding of aluminum alloys. USA: LAP LAMBERT Academic
Publishing, 2011. p. 64-115.
[20] Gallais C, Denquin A, Brechet Y, and Lapasset G. Precipitation microstructures in
an aa6065 aluminum alloy after friction stir weolding: Characterisation and modelling.
Materials Sciende and Engineering, A 496:77–89, 2008.
BIBLIOGRAFIA 85
[21] Smith WF. Fundamentos de la ciencia e ingenieria de los materiales. 3ra. ed. Mexico:
McGraw-Hill, 2006.
[22] Garcia R. and Perez R. Dynamic atomic force microscopy methods. Surface Science
Reports, 47:197–301, 2002.
[23] Meyer E, Hug H, and Bennewitz R. Scanning Probe Microscopy. Germany: Springer-
Velag Berlin Heidelberg New Yok, 2004. p. 45-92.
[24] Operating Instructions, easyScan 2 AFM Version 2.1. Switzerland: Nanosurf AG, 2006.
p. 66-71.
[25] ASTM E8-04. Standard test method for tension test of metallic materials.
[26] ASTM E 384-99. Standard test method for microindentation hardness of materials.
[27] Cavaliere P, Nobile R, Panella FW, and Squillace A. Mechanical and microstructural
behaviour of 2024-7075 aluminum alloy sheets joined by friction stir welding. Interna-
tional Journal of Machine Tools & Manufacture, 46:588–594, 2006.
[28] Elangovan K and Balasubramanian V. Influences of tool pin profile and welding speed
on the formation of friction stir proprocess zone in aa2219 aluminum alloy. Journal of
Materials Processing Technology, 200:163–175, 2008.
[29] Nandan R, DebRoy T, and Bhadesia HKDH. Recent advances in friction-stir welding-
process, weldment structure and properties. Progress in Material Science, 53:980–1023,
2008.