expo- proyect charter2
DESCRIPTION
muy buenoTRANSCRIPT

UNIVERSIDAD DE GUAYAQUILFACULTAD DE ING. QUÍMICA
ING. SISTEMAS DE CALIDAD Y EMPRENDIMIENTO
TEMA:PROJECT CHARTER PLASTIGOMEZ S.A.
MATERIA:SEIS SIGMADOCENTE:
ING. OCTAVIO RUGEL

SEMESTRE:7MO. NOCTURNO
INTEGRANTES:
INGRID MESA RUIZMARCOS PONGUILLO HERNÁNDEZLUIS NIOLA ÁVILACARLOS BURBANO CAICEDOKAREN ASCENCIO CARRIONPRISCILA HIDALGO LÁINEZ

EMPRESA


INTRODUCCIÓNPLASTIGOMEZ S.A. Industria Plástica fundada en 1979 por el Ing. Xavier Gómez, dedicada a la fabricación y comercialización de rollos, fundas y láminas de polietileno de alta y baja densidad y de polipropileno, naturales o impresas a full color y orientada hacia el sector Industrial, Comercial, Agrícola, Acuícola y Exportador.• Desde el año 2001 obtienen certificación ISO 9001.• En el año 2006 desarrolla e implementa los conceptos de Teoría
de Restricciones (TOC), mediante una Asesoría directa del Grupo "Goldratt Consulting", basado en la estrategia comercial denominada “PUNTUALIDAD GARANTIZADA”.

PRINCIPALES PRODUCTOS• Empaques para snack.• Envasado automático de alimentos congelados.• Envasado automático de polvos para mezclas de alimentos.• Empaques para todo tipo de golosinas.• Empaques para todo tipo de frutas deshidratadas.• Rollos (Mangas) y Fundas (Bolsas) Naturales e Impresas Full Color (FDA).• Láminas termoencogibles• Empaques co-extruídos (3 capas).• Empaques biodegradables.

DIAGRAMA DE PROCESO

DESCRIPCIÓN DE LA OPORTUNIDAD• Actualmente Plastigomez quiere disminuir el desperdicio del área de sellados debido
que generan un 12%, ya que en los últimos meses este se ha visto incrementado a un 13%. Con esto la empresa lograría optimizar su eficiencia en el área, cumpliendo con los pedidos a los clientes y a su vez existiría una mayor demanda de ventas


ETAPA DEFINIR

EN ESTA ETAPA SE COMENZÓ POR IDENTIFICAR EL PROBLEMA EN CUAL SE VA IMPLEMENTAR LA METODOLOGÍA SIX SIGMA, SE DEFINIERON LOS DEFECTOS, ASÍ COMO TAMBIÉN SE ESTABLECIERON LOS RESPONSABLES DEL PROYECTO, LAS FECHAS EN LAS QUE SE LLEVARÁ A CABO EL PROYECTO Y LAS JUNTAS, LOS BENEFICIOS ESPERADOS, EL ALCANCE Y OTROS DATOS QUE SON FUNDAMENTALES PARA EL ÉXITO DE LA IMPLEMENTACIÓN DE LA METODOLOGÍA SIX SIGMA EN ESTE PROYECTO DE LA REDUCCIÓN DEL DESPERDICIO.
1. ETAPA DEFINIR

PROJECT CHARTER


DIAGRAMA DE FLUJO DE FABRICACIÓN DE EMPAQUES FLEXIBLES

DIAGRAMA SIPOC DEL PROCESO DE EMPAQUES FLEXIBLES

2. ETAPA MEDIR
ETAPA MEDIREN ESTA ETAPA SE ANALIZÓ DIARIAMENTE POR UN PERIODO DE 1 MES EL DESPERDICIO OBTENIDO POR CADA UNA DE LAS 8 SELLADORAS.
EN CADA MÁQUINA SELLADORA SE ENCUENTRA UN OPERADOR EL CUAL SE ENCARGA DE IR SEPARANDO EL DESPERDICIO Y DE CONTAR EL NÚMERO DE DEFECTOS AL FINAL DEL TURNO.
LA FINALIDAD DE COMPROBAR QUE EL SISTEMA DE MEDICIÓN POR PARTE DE LOS OPERADORES ES CONFIABLE SE REALIZÓ UN EXPERIMENTO EN EL CUAL UN OPERADOR CONTÓ EL NÚMERO DE DEFECTOS ENCONTRADOS EN 100 EMPAQUES FLEXIBLES, DESPUÉS SE HIZO EL MISMO PROCEDIMIENTO CON LOS DEMÁS OPERADORES Y EXACTAMENTE CON LOS MISMOS EMPAQUES FLEXIBLES.ESTE EXPERIMENTO SE LLEVÓ A CABO POR 5 DÍAS, OBTENIENDO LOS SIGUIENTES DATOS

NUMERO DE DEFECTOS QUE CADA OPERADOR CONTABILIZÓ
operador 1 operador 2 operador 3 operador 4 operador 5 operador 6 operador 7 operador 8
día 1 126 127 122 127 127 128 120 118
día 2 120 126 124 120 119 128 124 129
día 3 119 129 121 128 121 121 118 124
día 4 118 120 125 122 124 128 123 130
día 5 129 126 125 127 129 130 130 128

TABLA DE RESUMEN DE MEDICION DE OPERADORES

TABLA DE ANÁLISIS DE VARIANZAS DE LA MEDICIÓN DE LOS OPERADORES
1.- EN DONDE EL VALOR P-VALUE ES DE 0.5971 QUE ES MAYOR A 0.05 (VALOR DE ALPHA), POR LO TANTO NO SE RECHAZA LA HIPÓTESIS, ESTO QUIERE DECIR QUE NO HAY EVIDENCIA SUFICIENTE PARA ACEPTAR QUE EXISTE UNA DIFERENCIA SIGNIFICATIVA ENTRE LAS MEDICIONES EFECTUADAS POR LOS DISTINTOS OPERADORES.
RESULTADOS DE MEDICIÓN DE LOS DEFECTOS OBTENIDOS
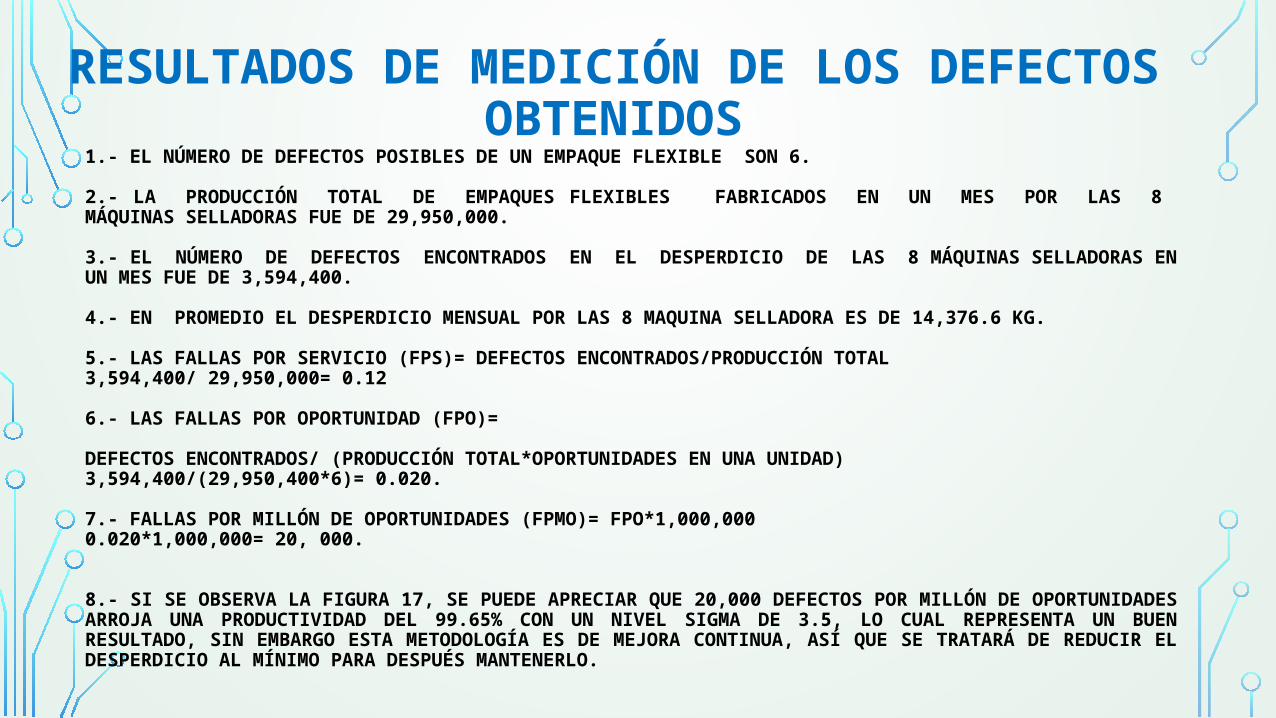
1.- EL NÚMERO DE DEFECTOS POSIBLES DE UN EMPAQUE FLEXIBLE SON 6. 2.- LA PRODUCCIÓN TOTAL DE EMPAQUES FLEXIBLES FABRICADOS EN UN MES POR LAS 8 MÁQUINAS SELLADORAS FUE DE 29,950,000.
3.- EL NÚMERO DE DEFECTOS ENCONTRADOS EN EL DESPERDICIO DE LAS 8 MÁQUINAS SELLADORAS EN UN MES FUE DE 3,594,400.
4.- EN PROMEDIO EL DESPERDICIO MENSUAL POR LAS 8 MAQUINA SELLADORA ES DE 14,376.6 KG.
5.- LAS FALLAS POR SERVICIO (FPS)= DEFECTOS ENCONTRADOS/PRODUCCIÓN TOTAL3,594,400/ 29,950,000= 0.12 6.- LAS FALLAS POR OPORTUNIDAD (FPO)= DEFECTOS ENCONTRADOS/ (PRODUCCIÓN TOTAL*OPORTUNIDADES EN UNA UNIDAD)3,594,400/(29,950,400*6)= 0.020. 7.- FALLAS POR MILLÓN DE OPORTUNIDADES (FPMO)= FPO*1,000,0000.020*1,000,000= 20, 000. 8.- SI SE OBSERVA LA FIGURA 17, SE PUEDE APRECIAR QUE 20,000 DEFECTOS POR MILLÓN DE OPORTUNIDADES ARROJA UNA PRODUCTIVIDAD DEL 99.65% CON UN NIVEL SIGMA DE 3.5, LO CUAL REPRESENTA UN BUEN RESULTADO, SIN EMBARGO ESTA METODOLOGÍA ES DE MEJORA CONTINUA, ASÍ QUE SE TRATARÁ DE REDUCIR EL DESPERDICIO AL MÍNIMO PARA DESPUÉS MANTENERLO.

3. ETAPA ANALIZAR
FRECUENCIA DE LOS DIFERENTES DEFECTOS
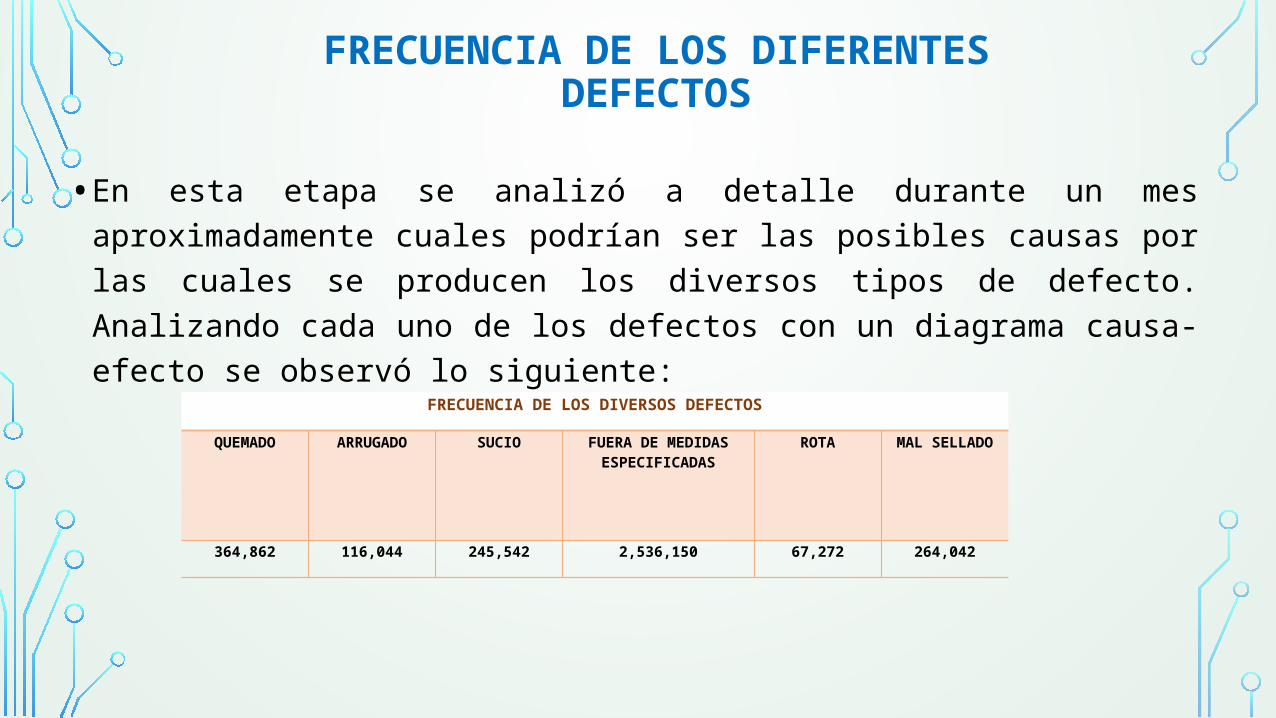
• En esta etapa se analizó a detalle durante un mes aproximadamente cuales podrían ser las posibles causas por las cuales se producen los diversos tipos de defecto. Analizando cada uno de los defectos con un diagrama causa-efecto se observó lo siguiente:
FRECUENCIA DE LOS DIVERSOS DEFECTOS
QUEMADO ARRUGADO SUCIO FUERA DE MEDIDAS ESPECIFICADAS
ROTA MAL SELLADO
364,862 116,044 245,542 2,536,150 67,272 264,042
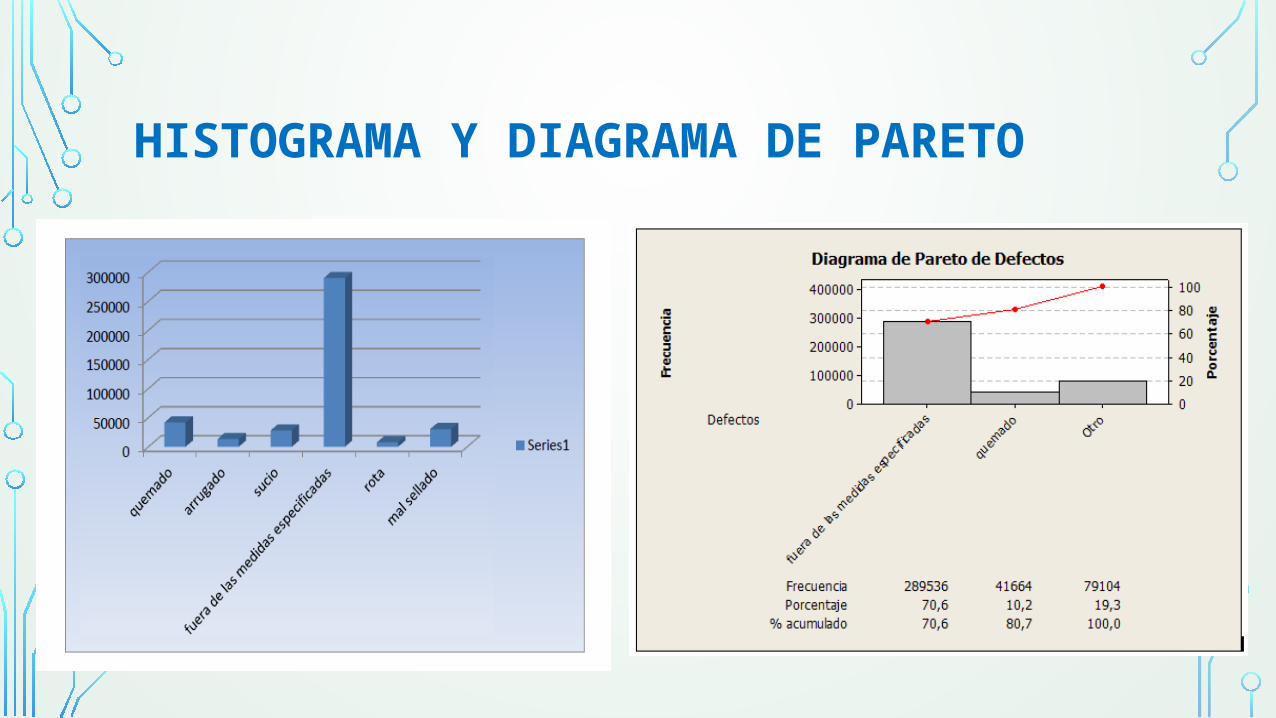
HISTOGRAMA Y DIAGRAMA DE PARETO
4. ETAPA MEJORA

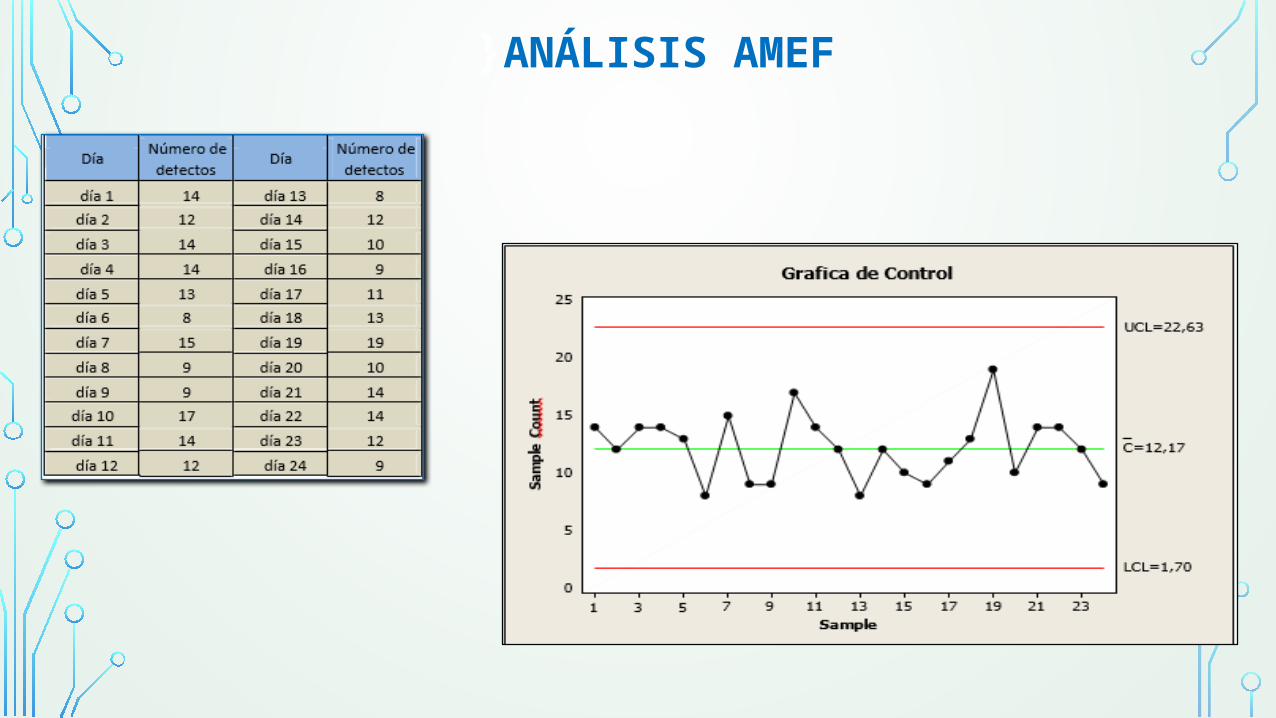
}ANÁLISIS AMEF• En esta etapa se trata de mejorar el proceso para eliminar los defectos.
Gracias a la etapa de análisis se obtuvieron las causas de cada uno de los defectos y cuáles son los que más afectan al proceso.• Efectos debido a los 4 factores principales del rollo: la película pierde el ancho
indicado, la película pierde la calibración indicada, el rollo es puesto en el piso una vez terminado y finalmente la película se poncha continuamente.• En base a los RPN (Nivel de prioridad de riesgo) más altos se puede concluir
que hay que poner mayor atención a las imperfecciones del material, y también a la obstrucción de material en el filtro de las máquinas También se pueden apreciar en los nuevos PRN la mejoría notoria en todos los modos potenciales de falla.

PUNTAJE PROBABILIDAD
9 o 10 Es muy probable que ocurra
7 u 8 Probablemente ocurra
5 o 6 Igual que ocurra o no
3 o 4 Probablemente no ocurra
1 o 2 Muy improbable


• Se detectó que una de las causas por las cuales los empaque flexibles se atoran frecuentemente es porque los rollos que se montan tienen diversos defectos, en muchas ocasiones vienen más gruesos o más delgados en algunas zonas (mala calibración.• Es importante mejorar el proceso de fabricación de rollos.• Además como una medida alterna para reducir la frecuencia de atasco de los
empaques flexibles en la barra, se implementará un mantenimiento preventivo.• Para ello se hizo un análisis para ver qué tan seguido es recomendable limpiar
la barra. Primero se contó el número de veces que las bolsas se trababan en la barra por día. Después se empezó a limpiar cada 2 horas, cada hora y cada media hora
}DEFECTO EN LA BARRA SELLADORA


• Los resultados fueron favorables, el número de atasques, bajo considerablemente, sin embargo se
estabiliza por debajo de una hora, en el que se determinó estadísticamente que no existe una
diferencia significativa entre el número de paros ocurridos mientras se hace el mantenimiento
preventivo de 1 hora y los de media hora, por lo tanto se va a tomar la decisión de limpiar cada hora.
• Esta limpieza la llevará a cabo cada operador con sus respectivas máquinas. Cabe aclarar que el
tiempo que toma la limpieza de las barras desde que para la maquina hasta que prende de nuevo es
de 1:30 min promedio, por lo que no hay mayor problema en hacer este mantenimiento preventivo.
CONCLUSIÓN DEL ANÁLISIS DE ANOVA EN LA MAQUINA SELLADORA

5. ETAPA CONTROL

CONTROL
• En esta etapa se establecerán los controles necesarios para asegurar que lo
obtenido. Se volverá a medir los niveles de defectos y se compararán con los datos
anteriores, de esta forma se calculará en términos económicos los ahorros
generados a la empresa.

RESULTADOS OBTENIDOS DE LA BARRA SELLADORA
• El número de defectos posibles en una bolsa son 6.
• La producción total de bolsas fabricadas en un mes por las 8 Máquinas selladoras fue de 31.447.580
El número de defectos encontrados en el desperdicio de las 8 Máquinas selladoras en un mes fue de 2.096.500.•
Las fallas por servicio (FPS)= Defectos encontrados/producción total 2.096.500/31.447.580 = 0.06666
Las fallas por oportunidad (FPO)=•Defectos encontrados/ (producción total*oportunidades en una unidad)
•2.096.500/ (31.447.580*6)=0.0111
Fallas por millón de oportunidades (FPMO)= FPO*1,000,000• 0.0111*1000000= 11.111.
• Se puede apreciar que 11.111 defectos por millón de oportunidades arroja una productividad 98.93 con un
nivel sigma es de 3.8, lo cual representa un buen resultado en comparación al pasado ya que se está mejorando el nivel
sigma.
}ANÁLISIS AMEF

}PLAN DE ACCIÓN

BENEFICIOS ECONOMICOS
Actualmente el desperdicio de PLASTIGOMEZ es de un 13% la misma que equivale a $813,680.19 el cumplir las META generaría un retorno de $474,646.78 anual equivalente a un 7% recuperado del desperdicio existente.

GRACIAS