様なーにわせてと blendermatsui.net/jp/product/pdf/blender_all_201903.pdfe e e e ー e ー e...
TRANSCRIPT

ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
kg/h
成形機
インラインドー ングInline Dosing
1%1%1%
一に できる
の 量
MBV
JCLW Neck piece part
Uniformly supply
BlenderChoice and convination for material weighing and mixing
List of Blender
Classification
Models
Batch Type
Continuous Type
Separate Type
Machine Top Type
Measuring Points
Virgin Material
Master Batch Material
Regrind Material
Mixing Method
Maximum Measurement Capacity
Gravimetric Blender
Pneumatic Mixing (Aero Power Hopper or Mixing Drum) Mixing Drum Simultaneous Mixing Conveying
Gravimetric Loss in Weight Type Blender
Simultaneous mixing conveyingSimultaneous Mixing Conveying
natural fall
mixing points
Synchronized
Volumetric Blender Proportioning ValveVolumetric Blender Volumetric Blender
Weight Addition Type JCW2
Convey materials to hopper from various supplying units by turns, blends by management of weight at the upper mounted load cell.The measured material is charged into molding machine after airflow mixing or mechanical mixing.
Synchronized Meausurement Type JC
Screw Type JCT-SS
Rotating two screws at the same time, measure by changing the rotating speed of each screw.
Proportioning Valve JSV
Setting an alternating valve in the conveying hose, it blends according to the timing of alternation.
Weigh Subtraction Type JCS
Mounting load cells (scale) to each supplying unit, measure by management of weight of remaining material.Mixing unit is not necessary as multiple supply units run at the same time.
Molding machine
(English) Measure and blend simultaneously,without mixing around.
Dosing Type JCLW
Resin and color flow together at the same; lnline dosing and Dosing cylinder.
Note There is a possibility that materials that originally do not require mixing might require mixing. Please contact us for confirmation.
The maximum measuring capacity is that of reference to the value measured by the supplying unit or best measuring point possible to serve the maximum capacity.
様な ー に わせて と組み わせができるマ イの配 技術 配
配 一
量 数
材
B材
材
方
大 量
バッチ
続
機上
量加 配
(エアロパ ー ッパーまたは ドラム) ドラム 同 量による
体積 配
同 量による
体積 配
同時 量
体積 配
シンクロ
配 機( )
2 10 2 20 2 30
2 4 2 62 4
2 60
2 6
2 90
2 6
ー ー ー ー ー
1 6
150
2 05
2 4
ー
ー
140 400 500 900 1300 500
量減 配
ー
ー
2 3
自然 下
配 数
180
量加 配 2
それ れの 機を に 作
させて材料を ッパに し、上
ロードセル( カリ)にて 量を
理して 量します。
量した材料は、 ま
たは機 で材料を て
成形機に 入します。
シンクロ 量タイプ 3
シンクロなので が不要です。
量と同時に されます。
ドー ングタイプ
設 のシリンダーによる材料の 定 とドー ングシステムで 材と
B材を配 するため、どこで っても配 にムラがありません。
スクリュタイプ
2 のスクリュを同じ時 転させ、それ れの
スクリュの 転速 を変えて 量します。
配 機( )
ースの 中に を設け を
えるタイ ングで 量します。
量減 配
それ れの 機にロードセル( カリ)を取り付
け、 った材料の 量を 理して 量します。
同時に 数 の 機を 作させる
ことにより 機を必要としません。
2 2
3
2 3
100
2
60 120
2
24 45
2
450 500
材料の 性などにより 来 が不要なタイプでも が必要となる場 があります。念のある材料を使 する場 は ご相 ください。大 量 は、 大 を出すことができる 機や 量 数での 考値です。

ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
ー
kg/h
成形機
インラインドー ングInline Dosing
1%1%1%
一に できる
の 量
MBV
JCLW Neck piece part
Uniformly supply
BlenderChoice and convination for material weighing and mixing
List of Blender
Classification
Models
Batch Type
Continuous Type
Separate Type
Machine Top Type
Measuring Points
Virgin Material
Master Batch Material
Regrind Material
Mixing Method
Maximum Measurement Capacity
Gravimetric Blender
Pneumatic Mixing (Aero Power Hopper or Mixing Drum) Mixing Drum Simultaneous Mixing Conveying
Gravimetric Loss in Weight Type Blender
Simultaneous mixing conveyingSimultaneous Mixing Conveying
natural fall
mixing points
Synchronized
Volumetric Blender Proportioning ValveVolumetric Blender Volumetric Blender
Weight Addition Type JCW2
Convey materials to hopper from various supplying units by turns, blends by management of weight at the upper mounted load cell.The measured material is charged into molding machine after airflow mixing or mechanical mixing.
Synchronized Meausurement Type JC
Screw Type JCT-SS
Rotating two screws at the same time, measure by changing the rotating speed of each screw.
Proportioning Valve JSV
Setting an alternating valve in the conveying hose, it blends according to the timing of alternation.
Weigh Subtraction Type JCS
Mounting load cells (scale) to each supplying unit, measure by management of weight of remaining material.Mixing unit is not necessary as multiple supply units run at the same time.
Molding machine
(English) Measure and blend simultaneously,without mixing around.
Dosing Type JCLW
Resin and color flow together at the same; lnline dosing and Dosing cylinder.
Note There is a possibility that materials that originally do not require mixing might require mixing. Please contact us for confirmation.
The maximum measuring capacity is that of reference to the value measured by the supplying unit or best measuring point possible to serve the maximum capacity.
様な ー に わせて と組み わせができるマ イの配 技術 配
配 一
量 数
材
B材
材
方
大 量
バッチ
続
機上
量加 配
(エアロパ ー ッパーまたは ドラム) ドラム 同 量による
体積 配
同 量による
体積 配
同時 量
体積 配
シンクロ
配 機( )
2 10 2 20 2 30
2 4 2 62 4
2 60
2 6
2 90
2 6
ー ー ー ー ー
1 6
150
2 05
2 4
ー
ー
140 400 500 900 1300 500
量減 配
ー
ー
2 3
自然 下
配 数
180
量加 配 2
それ れの 機を に 作
させて材料を ッパに し、上
ロードセル( カリ)にて 量を
理して 量します。
量した材料は、 ま
たは機 で材料を て
成形機に 入します。
シンクロ 量タイプ 3
シンクロなので が不要です。
量と同時に されます。
ドー ングタイプ
設 のシリンダーによる材料の 定 とドー ングシステムで 材と
B材を配 するため、どこで っても配 にムラがありません。
スクリュタイプ
2 のスクリュを同じ時 転させ、それ れの
スクリュの 転速 を変えて 量します。
配 機( )
ースの 中に を設け を
えるタイ ングで 量します。
量減 配
それ れの 機にロードセル( カリ)を取り付
け、 った材料の 量を 理して 量します。
同時に 数 の 機を 作させる
ことにより 機を必要としません。
2 2
3
2 3
100
2
60 120
2
24 45
2
450 500
材料の 性などにより 来 が不要なタイプでも が必要となる場 があります。念のある材料を使 する場 は ご相 ください。大 量 は、 大 を出すことができる 機や 量 数での 考値です。

5 20
Compact compounding system with high precision and less material loss
JCW2-iGravimetric Blender
Measuring Points
Max. Measuring Capacity
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
When you want to improve mixture uniformityto in crease product yields.
When you want to install a blender using minimal spacewithout sacrificing performance.
The ideal Gravimetric blender for these situations:
When you want to minimize the waste of mixed material when changing materials or colors.
JB Type
Airflow Mixing
Airflow Mixing
Measuring Unit
Mixing Unit
PAT.
Hopper on Molding Machine
The blender learns the handling capacity of the molding machine and optimizes the batch and charge quantities. When the amounts used are small, the blender reduces the batch and charge quantities to minimize the amount of wasted mixed materials when materials are changed.
The measuring and mixing units are separate. Because the measured materials are mixed above the molding machine, the separation of mixed material caused by conveyance can be prevented.
The blender uses an APH that utilizes the force of the airflow and also features a function to remove powder contained in the raw material.
Mixed Above the Molding Machine
The measuring and mixing units are integrated. This results in a simpler system configuration with a more compact unit above the molding machine and easier maintenance.
Critical rotation is used to achieve optimal agitated mixing, unavailable from our competitors. The benefit of critical rotary speeds in mixing is as follows: if the agitation speed is excessive, centrifugal force becomes too strong; conversely, if the speed is too slow, the mixture is not well circulated and thus not thoroughly mixed. By mixing under conditions where the material can be agitated such that the centrifugal force closely matches the gravitational force on the material, optimum mixing conditions are achieved.
Integrated Blender
When you use different raw materials with different properties, the JCW2 measures and feeds the optimum amount for that material, so there is no need for measurement checking.
Introduction of a proprietary control system provides intelligent machine feeding.
The JCW2 takes only up to 10 sec.
Typically takes 15 to 30 sec.
Existing Models: Two-Step Feed
Three-step feeding allows high-speed measuring so that material can be supplied in a shorter time than conventional two-step feeding, with no loss of accuracy. And the smaller batch sizes enable a more compact unit.
Three-step feeding provides a quick and highly accurate supply.
Critical Rotary Speed Mixing
5 to 20 sec.
Composite Type
Separation Type
Mixing Method Features
Shorter Time
JCW2: Three-Step Feed
Simple Operation
Automatic Operation
User-friendly, interactive operation.
This automatically controlled device keeps the blender at its best performance level at all times. Even when there is a change in material, this device automatically detects and alters the measurement conditions to accommodate the new material.
Easy Cleaning
Adhering powder can be easily swept down to the bottom of the hopper, from whichremaining materials can be completely removed. The hopper and screw can easily beremoved, thus making cleaning up easier.
Extraction of Remaining Materials ScrewMeasuring Hopper
Intelligent Mixing
• Automatically regulates flow volumes to suit the molding machine’s status, greatly reducing waste with disposal.• Reduces cleaning time and labor when materials or colors are changed.
Space-Saving
Roughly half the installation footprint While ensuring a maximum capacity of 140 kg/h
※Compared with the JCS2-10 series (including conveyors)
• Integrated measuring and conveyance units used with horizontal screws help achieve downsizing.• Using smaller batches improves mixture uniformity and supports small lots.
Measures and displays weight in 0.1 g increments.
Interactive Controller
Features
Other Features
Mixing Method Features
Feed Method Features
Controller
Conveying Blower
Injection Molding Machine
Controller
Conveying Blower
Minimizes mixed material to reduce materials loss.
On standby with no measurement. On standby with no
measurement.
Senses and measures the quantity of material used and controls the batch size.
Feeds a set quantity and then stops.
Set to allow for the existing remainder.
Reduces materials loss in the blender and molding machine to virtually zero.
Controller
Conveying Blower
Injection Molding Machine
Injection Molding Machine
If materials are changed frequently, some mixed material must be discarded.
* Select
Normal Feed Method Using Feed Optimization Software Using Completion Forecasting Signals
Hopper on molding machine
Measuring Hopper
Charge Hopper
Charge Hopper
Measuring Hopper
Hopper on Molding Machine
Hopper on Molding Machine
Charge Hopper
Measuring Hopper
Gra
nula
tor
を
配
機
機
引
量加 配
量 数 2 4大 量 140 kg/h
配
機
機
機
機
2は 10
機一体
成形機上
量
一体
量 と が一体 となったタイプです。そのためシステム 成がシンプルで成形機上の機器をコンパクトにできメンテナンス性も良 です。
には の を利 した を し、材料に まれる を する機 を せ っています。
は 社に のない、 界 転で適 な を実現しました。な 界 転数での が良いのかは、 速が速す ると遠心 が くなり 、また 対に す ると料が せ が不 分になってしまいます。 料のに い遠心 で できる で する事が、適 な
を る事になります。
料が変わり材料 性が変わると、 2
がその材料に わせて、 適な 量 を
行います。そのため、 な 量チ ックも
不要です。
3 は高速 量が となり、精 を
したまま従来の2 と して 時
できます。またバッチ量を少なくできたことでコ
ンパクト化を実現しました。
APH
JB
成形機上ッパ
分
方 長
界 転数
※ ※
自の システムの 入により、機 が考える を実現しました
3 により、 時 で高精 の を実現しました
時
2 3
今までは15 30
従来 2
B
成形機の使 を学 してバッチ量、チ ー 量を 適化します。使 量が少ない時はバッチ量とチ ー 量が少なくなり、材料 えの時に、 する配 材を 少化します。
考える配
作性
性
高機
対 で にでも 作できる人に しい作性を 徴にしています。
配 が に 高の性 を出せるように自 されています。使 材料が変わっても、 が新しい材料の 徴にあった 適な 量 を自 的に つけ 転します。
った材料を ッパの底から全量 出し、付 した を上から下へ い出す事が
出来ます。 要 ットの 量 ッパやスクリュは 単に して ができます。
01 単 の 量と表 ができます
対 コントローラー
※ 2 シリー ( を みます)。1 2の設 積
しかも 大 140 のパ ーを
2 ス ース
量機 ットと の一体化と、水 スクリュの で 化を実現
バッチ化で 材の 一化向上と少ロットにも対応
スクリュ材 き 量 ッパ
成形機の に わせて 量を自 で 、 ロスを削減材料 え、 え時の 時 ・ を削減
は とさできるだけ ス ースで設 したい。
こんな ースに 適の 量 配 です。
材の 一化を向上させて製品の りを向上したい。
材料の入 え、 え時に出る配 済み材料の を削減したい。
2 054 B 41 量 と を分 したタイプです。量した材料を成形機上で するた
め、 による 材の分 が できます。
適化ソフトと 信 で のムダを 99 まで削減(インテリ ンス機 )
Feed optimization software coupled with completion forecasting signals reduces resin waste by as much as 99% (“Intelligence” function).
長
その 長
方 の 長
方 の 長
適化ソフトを使 信 を使一 的な 方
量 ッパ
チ ー ッパ
配 済みの材料を 化し材料ロスを 減
チ ー ッパ
配 と成形機 の材料ロスを 0に
成形機上 ッパ
量 ッパ
材料 えが い場 は、配 済みの材料の が必要。
あらかじめ 量を考慮し設定
※ できます
成形機
成形機
量しないで 機
材料使 量をセンシングし 量バッチ量をコントロール 設定量に応じた量を
し 転を
量しないで 機
成形機上 ッパ ロ
作
成形機上 ッパ
作
ロ
成形機
ロ
チ ー ッパ
量 ッパ
作
102 103

5 20
Compact compounding system with high precision and less material loss
JCW2-iGravimetric Blender
Measuring Points
Max. Measuring Capacity
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
When you want to improve mixture uniformityto in crease product yields.
When you want to install a blender using minimal spacewithout sacrificing performance.
The ideal Gravimetric blender for these situations:
When you want to minimize the waste of mixed material when changing materials or colors.
JB Type
Airflow Mixing
Airflow Mixing
Measuring Unit
Mixing Unit
PAT.
Hopper on Molding Machine
The blender learns the handling capacity of the molding machine and optimizes the batch and charge quantities. When the amounts used are small, the blender reduces the batch and charge quantities to minimize the amount of wasted mixed materials when materials are changed.
The measuring and mixing units are separate. Because the measured materials are mixed above the molding machine, the separation of mixed material caused by conveyance can be prevented.
The blender uses an APH that utilizes the force of the airflow and also features a function to remove powder contained in the raw material.
Mixed Above the Molding Machine
The measuring and mixing units are integrated. This results in a simpler system configuration with a more compact unit above the molding machine and easier maintenance.
Critical rotation is used to achieve optimal agitated mixing, unavailable from our competitors. The benefit of critical rotary speeds in mixing is as follows: if the agitation speed is excessive, centrifugal force becomes too strong; conversely, if the speed is too slow, the mixture is not well circulated and thus not thoroughly mixed. By mixing under conditions where the material can be agitated such that the centrifugal force closely matches the gravitational force on the material, optimum mixing conditions are achieved.
Integrated Blender
When you use different raw materials with different properties, the JCW2 measures and feeds the optimum amount for that material, so there is no need for measurement checking.
Introduction of a proprietary control system provides intelligent machine feeding.
The JCW2 takes only up to 10 sec.
Typically takes 15 to 30 sec.
Existing Models: Two-Step Feed
Three-step feeding allows high-speed measuring so that material can be supplied in a shorter time than conventional two-step feeding, with no loss of accuracy. And the smaller batch sizes enable a more compact unit.
Three-step feeding provides a quick and highly accurate supply.
Critical Rotary Speed Mixing
5 to 20 sec.
Composite Type
Separation Type
Mixing Method Features
Shorter Time
JCW2: Three-Step Feed
Simple Operation
Automatic Operation
User-friendly, interactive operation.
This automatically controlled device keeps the blender at its best performance level at all times. Even when there is a change in material, this device automatically detects and alters the measurement conditions to accommodate the new material.
Easy Cleaning
Adhering powder can be easily swept down to the bottom of the hopper, from whichremaining materials can be completely removed. The hopper and screw can easily beremoved, thus making cleaning up easier.
Extraction of Remaining Materials ScrewMeasuring Hopper
Intelligent Mixing
• Automatically regulates flow volumes to suit the molding machine’s status, greatly reducing waste with disposal.• Reduces cleaning time and labor when materials or colors are changed.
Space-Saving
Roughly half the installation footprint While ensuring a maximum capacity of 140 kg/h
※Compared with the JCS2-10 series (including conveyors)
• Integrated measuring and conveyance units used with horizontal screws help achieve downsizing.• Using smaller batches improves mixture uniformity and supports small lots.
Measures and displays weight in 0.1 g increments.
Interactive Controller
Features
Other Features
Mixing Method Features
Feed Method Features
Controller
Conveying Blower
Injection Molding Machine
Controller
Conveying Blower
Minimizes mixed material to reduce materials loss.
On standby with no measurement. On standby with no
measurement.
Senses and measures the quantity of material used and controls the batch size.
Feeds a set quantity and then stops.
Set to allow for the existing remainder.
Reduces materials loss in the blender and molding machine to virtually zero.
Controller
Conveying Blower
Injection Molding Machine
Injection Molding Machine
If materials are changed frequently, some mixed material must be discarded.
* Select
Normal Feed Method Using Feed Optimization Software Using Completion Forecasting Signals
Hopper on molding machine
Measuring Hopper
Charge Hopper
Charge Hopper
Measuring Hopper
Hopper on Molding Machine
Hopper on Molding Machine
Charge Hopper
Measuring Hopper
Gra
nula
tor
を
配
機
機
引
量加 配
量 数 2 4大 量 140 kg/h
配
機
機
機
機
2は 10
機一体
成形機上
量
一体
量 と が一体 となったタイプです。そのためシステム 成がシンプルで成形機上の機器をコンパクトにできメンテナンス性も良 です。
には の を利 した を し、材料に まれる を する機 を せ っています。
は 社に のない、 界 転で適 な を実現しました。な 界 転数での が良いのかは、 速が速す ると遠心 が くなり 、また 対に す ると料が せ が不 分になってしまいます。 料のに い遠心 で できる で する事が、適 な
を る事になります。
料が変わり材料 性が変わると、 2
がその材料に わせて、 適な 量 を
行います。そのため、 な 量チ ックも
不要です。
3 は高速 量が となり、精 を
したまま従来の2 と して 時
できます。またバッチ量を少なくできたことでコ
ンパクト化を実現しました。
APH
JB
成形機上ッパ
分
方 長
界 転数
※ ※
自の システムの 入により、機 が考える を実現しました
3 により、 時 で高精 の を実現しました
時
2 3
今までは15 30
従来 2
B
成形機の使 を学 してバッチ量、チ ー 量を 適化します。使 量が少ない時はバッチ量とチ ー 量が少なくなり、材料 えの時に、 する配 材を 少化します。
考える配
作性
性
高機
対 で にでも 作できる人に しい作性を 徴にしています。
配 が に 高の性 を出せるように自 されています。使 材料が変わっても、 が新しい材料の 徴にあった 適な 量 を自 的に つけ 転します。
った材料を ッパの底から全量 出し、付 した を上から下へ い出す事が
出来ます。 要 ットの 量 ッパやスクリュは 単に して ができます。
01 単 の 量と表 ができます
対 コントローラー
※ 2 シリー ( を みます)。1 2の設 積
しかも 大 140 のパ ーを
2 ス ース
量機 ットと の一体化と、水 スクリュの で 化を実現
バッチ化で 材の 一化向上と少ロットにも対応
スクリュ材 き 量 ッパ
成形機の に わせて 量を自 で 、 ロスを削減材料 え、 え時の 時 ・ を削減
は とさできるだけ ス ースで設 したい。
こんな ースに 適の 量 配 です。
材の 一化を向上させて製品の りを向上したい。
材料の入 え、 え時に出る配 済み材料の を削減したい。
2 054 B 41 量 と を分 したタイプです。量した材料を成形機上で するた
め、 による 材の分 が できます。
適化ソフトと 信 で のムダを 99 まで削減(インテリ ンス機 )
Feed optimization software coupled with completion forecasting signals reduces resin waste by as much as 99% (“Intelligence” function).
長
その 長
方 の 長
方 の 長
適化ソフトを使 信 を使一 的な 方
量 ッパ
チ ー ッパ
配 済みの材料を 化し材料ロスを 減
チ ー ッパ
配 と成形機 の材料ロスを 0に
成形機上 ッパ
量 ッパ
材料 えが い場 は、配 済みの材料の が必要。
あらかじめ 量を考慮し設定
※ できます
成形機
成形機
量しないで 機
材料使 量をセンシングし 量バッチ量をコントロール 設定量に応じた量を
し 転を
量しないで 機
成形機上 ッパ ロ
作
成形機上 ッパ
作
ロ
成形機
ロ
チ ー ッパ
量 ッパ
作
102 103

2 05
JCW2-i(JB) JCW2-i(APH)
成形機
ロ
作
ロ
作
成形機
n-1
x×100( )
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Primary Conveying Direction
With Secondary Conveyance
Without Secondary Conveyance
4-Direction
3-Direction
2-Direction
1-Direction
No Primary Conveyance
Secondary Conveying Direction
2 Points Measurement
Measurement Points Mxiing Method
Airflow Mixing
3 Points Measurement
4 Points Measurement
Mechanical Mixing Integratedinto The Main Unit
Model Description Method
Parameters for maximum measuring capacityConveyance time: 20 sec. or less; measuring/mixing/expulsion time: 10 sec. or lessMeasuring/mixing/expulsion frequency: one mixing time: 20 sec.For information on other parameters or inquiries, contact Matsui Mfg.
• Lower-Limit-Level Switch, Primary-Side Material Tank• Tank Cover for Manual Feeding, Primary-Side Material Tank• Alarm Indicator Light• Alarm Buzzer• Suction Box (APH-Type Feed Cut-off Sensor)• Cleaning Nozzle• Leakage Breaker• Lamination Light• Control Panel ( D Display,USB Data Output Function)
The figures shown here are for ordinary pellets with a bulk density equivalent to 0.5 to 0.6 g/cm3. Because the specified values vary depending on the physical properties of the material used, consult Matsui Mfg. when using materials likely to cause concern.1: Maximum performance varies depending on the material type and mixing ratio. Particularly in the case of APH (batch separated type), conveyance and mixing performance impact the overall performance.2: The measurement range differs depending on the combination of feed units used, apparent specific gravity and material shape.3: APH-type charge hoppers are designed according to specifications.
Note:
Standard Specifications
Options
Performance Table
Controller Controller
Conveying Blower
Injection Molding Machine Conveying
Blower
Injection Molding Machine
Flow Diagram
No. 1Feeder
No. 2Feeder Mixing Method
Batch MassMeasuring Points Model Maximum Measuring CapacityNo. 3
FeederNo. 4
Feeder
Blender Combined Type
Blender Combined Type
Blender Combined Type
The blender starts by measuring the ingredient that is used in the smallest amount (e.g., MB material) and then uses that actual measurement to adjust the set values for materials to be subsequently measured, such as primary materials and crushed materials. As a result, the measurement accuracy for the material measured first is the minimum setting gradation of 1 g or less.
±0.5% (per Batch)
Virgin Materials
Model
Maximum Measuring Capacity*1
Measuring Points
Measurement Type Mass-Type (Load Cell)
Measuring Points
Hopper VolumeRegrind Materials
MB Material
Virgin Materials
Regrind Materials
MB Material
Virgin Materials
Virgin Materials
Regrind Materials
Regrind Materials
100 g or More
Up to 1 kg Up to 3 kg Up to 3 kg
100 g or More
50 g or More
2 g or More
Virgin Materials
Regrind Materials
MB Material
Volume
Volume
Measuring Hopper
Charge Hopper
Measuring Range*2
Measuring Accuracy
Materials
Volume per Batch
MB Ratio
Mixing Method
Effective Volume
Power Supply Voltage
Air supply
Apparent Power Breaker Capacity
Pressure Consumption
Paint Color
Outer Dimensions
Product Weight
Screw Feeder
Screw Feeder
Screw Feeder
Screw Feeder
Pneumatic Mixing (Aero Power Hopper or Mixing Drum) Mixing Drum
Custom-Made*3
Pellets: Cut strand approx. 1.5 to 4 mm dia., 4 mm long; Square pellets: approx. 1.5 to 4 mm
Materials that do not bridge the safety mesh (40 x 40 mm openings) excluding miscuts with an apparent specific gravity of 0.3 to 0.5.
Up to 1000x
Japan Paint Manufactures Association Color No. AN-80
3Phase
Gra
nula
tor
配
機
機
引
配
機
機
機
機
※ 数値は、 0 5 0 6 c 3相当の ット使 時の場 です。 仕様 値は使 材料の 性により変 しますので、
念のある材料を使 する場 は ご相 下さい。
念のある材料を使 する場 は ご相 下さい。
1 大 は材料の 類、配 により変 します。 に (バッチ 分 )の場 、 が全体の を します。
2 量 は、材料の形 、 、使 機の組 せによって います。
3 Hタイプのチ ー ッパ は、仕様に応じて設 となります。
タンク 下 ル
タンク 入 タンク
表
ザー
引B センサ( H タイプ り りセンサ)
ノ ル
ーカ
積 信
コントロールパネル(3 、 B出 、 適化機 )
※ 大 量 の時 :20 以 ・ 量・ 出時 :10 以
量・ 出 数:1 ・ 時 :20
その の 、不 な場 は 社へご相 ください。の
2量 数
方向
2方向
方向
方向
2 なし
2 あり
2 量
3 量
4 量
体と一体 機
方 方向数
なし
2
APH
JB
2
材料は を使
仕様
プション
表
※
フロー
量 数 方 バッチ 量
( )
kg
大 量o o 2機 機
o機
o機
2
2- i 052
2- i 052
2- i 052 B 一体
2- i 053
2- i 053
2- i 053 B
2- i 054
2- i 054
2- i 054 B
一体
一体
ット:ストランドカット 長さ ット
JBAPH
JCW2-i-05
量 (ロードセル)
4
2
or
or
or
大 量
配 数
バッチ量
量方
量 数
ッパ 材
2
材
マスターバッチ材
全体積
2
ーダーメード
スクリュフ ーダー
スクリュフ ーダー
スクリュフ ーダー 以上
スクリュフ ーダー
0 5 (1バッチあたり)
2
1
3
も 量値の少ない材料( B材 )を 初に 量し、その実 値をもとにそれ以 に 量
する材料( 材 材 )の設定値を します。
従って 初に 量する材料の 量精 は設定 少 1 以下になります。
全体積量 ッパ
チ ー ッパ 全体積
有 体積
量
材
マスターバッチ材
量精
材
マスターバッチ材
適 材料
材
材
材
50 0( 材 )
50 0( 材 )
F-40 IT0
F-25 IT0
以上
以上
2 以上
日 料工業会
(エアロパ ー ッパー)
kg
倍
ドラム
kg
の スカットを ま 、 全対策 (開 ) リッ しない材料。材
バッチ量
方
源
ーカ相
形
製品 量
エア 消費量
マスターバッチ倍
a
( )
2 2 ・22
104 105

2 05
JCW2-i(JB) JCW2-i(APH)
成形機
ロ
作
ロ
作
成形機
n-1
x×100( )
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Primary Conveying Direction
With Secondary Conveyance
Without Secondary Conveyance
4-Direction
3-Direction
2-Direction
1-Direction
No Primary Conveyance
Secondary Conveying Direction
2 Points Measurement
Measurement Points Mxiing Method
Airflow Mixing
3 Points Measurement
4 Points Measurement
Mechanical Mixing Integratedinto The Main Unit
Model Description Method
Parameters for maximum measuring capacityConveyance time: 20 sec. or less; measuring/mixing/expulsion time: 10 sec. or lessMeasuring/mixing/expulsion frequency: one mixing time: 20 sec.For information on other parameters or inquiries, contact Matsui Mfg.
• Lower-Limit-Level Switch, Primary-Side Material Tank• Tank Cover for Manual Feeding, Primary-Side Material Tank• Alarm Indicator Light• Alarm Buzzer• Suction Box (APH-Type Feed Cut-off Sensor)• Cleaning Nozzle• Leakage Breaker• Lamination Light• Control Panel ( D Display,USB Data Output Function)
The figures shown here are for ordinary pellets with a bulk density equivalent to 0.5 to 0.6 g/cm3. Because the specified values vary depending on the physical properties of the material used, consult Matsui Mfg. when using materials likely to cause concern.1: Maximum performance varies depending on the material type and mixing ratio. Particularly in the case of APH (batch separated type), conveyance and mixing performance impact the overall performance.2: The measurement range differs depending on the combination of feed units used, apparent specific gravity and material shape.3: APH-type charge hoppers are designed according to specifications.
Note:
Standard Specifications
Options
Performance Table
Controller Controller
Conveying Blower
Injection Molding Machine Conveying
Blower
Injection Molding Machine
Flow Diagram
No. 1Feeder
No. 2Feeder Mixing Method
Batch MassMeasuring Points Model Maximum Measuring CapacityNo. 3
FeederNo. 4
Feeder
Blender Combined Type
Blender Combined Type
Blender Combined Type
The blender starts by measuring the ingredient that is used in the smallest amount (e.g., MB material) and then uses that actual measurement to adjust the set values for materials to be subsequently measured, such as primary materials and crushed materials. As a result, the measurement accuracy for the material measured first is the minimum setting gradation of 1 g or less.
±0.5% (per Batch)
Virgin Materials
Model
Maximum Measuring Capacity*1
Measuring Points
Measurement Type Mass-Type (Load Cell)
Measuring Points
Hopper VolumeRegrind Materials
MB Material
Virgin Materials
Regrind Materials
MB Material
Virgin Materials
Virgin Materials
Regrind Materials
Regrind Materials
100 g or More
Up to 1 kg Up to 3 kg Up to 3 kg
100 g or More
50 g or More
2 g or More
Virgin Materials
Regrind Materials
MB Material
Volume
Volume
Measuring Hopper
Charge Hopper
Measuring Range*2
Measuring Accuracy
Materials
Volume per Batch
MB Ratio
Mixing Method
Effective Volume
Power Supply Voltage
Air supply
Apparent Power Breaker Capacity
Pressure Consumption
Paint Color
Outer Dimensions
Product Weight
Screw Feeder
Screw Feeder
Screw Feeder
Screw Feeder
Pneumatic Mixing (Aero Power Hopper or Mixing Drum) Mixing Drum
Custom-Made*3
Pellets: Cut strand approx. 1.5 to 4 mm dia., 4 mm long; Square pellets: approx. 1.5 to 4 mm
Materials that do not bridge the safety mesh (40 x 40 mm openings) excluding miscuts with an apparent specific gravity of 0.3 to 0.5.
Up to 1000x
Japan Paint Manufactures Association Color No. AN-80
3Phase
Gra
nula
tor
配
機
機
引
配
機
機
機
機
※ 数値は、 0 5 0 6 c 3相当の ット使 時の場 です。 仕様 値は使 材料の 性により変 しますので、
念のある材料を使 する場 は ご相 下さい。
念のある材料を使 する場 は ご相 下さい。
1 大 は材料の 類、配 により変 します。 に (バッチ 分 )の場 、 が全体の を します。
2 量 は、材料の形 、 、使 機の組 せによって います。
3 Hタイプのチ ー ッパ は、仕様に応じて設 となります。
タンク 下 ル
タンク 入 タンク
表
ザー
引B センサ( H タイプ り りセンサ)
ノ ル
ーカ
積 信
コントロールパネル(3 、 B出 、 適化機 )
※ 大 量 の時 :20 以 ・ 量・ 出時 :10 以
量・ 出 数:1 ・ 時 :20
その の 、不 な場 は 社へご相 ください。の
2量 数
方向
2方向
方向
方向
2 なし
2 あり
2 量
3 量
4 量
体と一体 機
方 方向数
なし
2
APH
JB
2
材料は を使
仕様
プション
表
※
フロー
量 数 方 バッチ 量
( )
kg
大 量o o 2機 機
o機
o機
2
2- i 052
2- i 052
2- i 052 B 一体
2- i 053
2- i 053
2- i 053 B
2- i 054
2- i 054
2- i 054 B
一体
一体
ット:ストランドカット 長さ ット
JBAPH
JCW2-i-05
量 (ロードセル)
4
2
or
or
or
大 量
配 数
バッチ量
量方
量 数
ッパ 材
2
材
マスターバッチ材
全体積
2
ーダーメード
スクリュフ ーダー
スクリュフ ーダー
スクリュフ ーダー 以上
スクリュフ ーダー
0 5 (1バッチあたり)
2
1
3
も 量値の少ない材料( B材 )を 初に 量し、その実 値をもとにそれ以 に 量
する材料( 材 材 )の設定値を します。
従って 初に 量する材料の 量精 は設定 少 1 以下になります。
全体積量 ッパ
チ ー ッパ 全体積
有 体積
量
材
マスターバッチ材
量精
材
マスターバッチ材
適 材料
材
材
材
50 0( 材 )
50 0( 材 )
F-40 IT0
F-25 IT0
以上
以上
2 以上
日 料工業会
(エアロパ ー ッパー)
kg
倍
ドラム
kg
の スカットを ま 、 全対策 (開 ) リッ しない材料。材
バッチ量
方
源
ーカ相
形
製品 量
エア 消費量
マスターバッチ倍
a
( )
2 2 ・22
104 105

JCW2-103-APH-J JCW2-906-JB-J
High throughput compounding system with high precision and less time of changing material.
JCW2Gravimertic BlenderWeight Addishon Type
Measuring Points
Max. Measuring Capacity
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
Simple Operation
Automatic Operation
User-friendly operation style
This automatically controlled device maintains the blender at its best performance level at all times. Even when there is a change in material, this device automatically detects and alters the environment to accommodate to the new material.
Easy Cleaning
Adhesion powder can be easily swept down to the bottom of the hopper, from which remaining materials can be completely removed. The hopper and screw can be easily removed thus, making cleaning up easier.
Convey materials to hopper from various supplying units by turns, blends by management of weight at the upper mounted load cell.The measured material is charged into molding machine after airflow mixing or mechanical mixing.
The slide valve is installed to the lower part of the mixing unit and connected to the molding machine with a non-resistance chute. Materials are supplied to the molding machine directly without any distortion of its mixing ratio due to the theory of mass flow. Patent Registration
Supplying by Slide Gate and Straight Chute
Extraction of Remaining Materials
Remaining materials can be easily removed from the bottom of the hopper.
Screw
The light-weighted screw can be easily removed to facilitate easy-cleaning.
Measuring Hopper
The measuring hopper and chute can be easily removed.
MSD22WK is a 2-tier type measurement unit of 22 diameter and can be using in measurement from small to moderate amount.
Patent Pending: Japan 1
MSD-50SS( 50 diameter)measures at 2 positions and hence, measures a wide range from large to small amount.
Replacement of materials is made easier as secondary conveyance and airflow mixing can be carried out at the same time. This also has an effect on the removal of residue of powder.
The setting of password and the ‘lock’ functions limits the ability to change customization to authorized people.
Patent Pending: Japan 2
Controller (Password)
Patent pending: Japan 2
Features
Features
Residual Material Extraction for MSD Gate
Extraction of remaining material in MSD gate.Remaining materials can be easily extracted from the bottom of the hopper.
Screw
The easy extraction of screw makes cleaning easier.
MSD-70x80 is a gate type measuring unit equipped with servo cylinder, high -speed and high-precision measurement that supports a wide range of quantity.
The measuring hopper can be removed but cleaning is also made possible under suspended condition.
Front
Measuring Hopper
Level Switch
Slide Gate Slide Gate
Chute Chute
The JCW2 Series is a Gravimetric Blender that is capable of supplying to 2 to 6 points, consisting of 3 blending methods and has a wide range of applicable capacity from 100kg/h to 900kg/h. Together with a compact design, JCW2 Series ensures simple and automatic operation and easy cleaning.
Summary
Gra
nula
tor
、
配
機
機
引
量加 配
量 数 2 6大 量 1300 kg/h
配
機
機
機
機
長
作性
2 高機
対 で にでも 作できる人に しい 作性を 徴にしています。
配 が に 高の性 を出せるように自 されています。使 材料が変わっても、 が新しい材料の 徴にあった 適な 量 を自的に つけ 転します。
性った材料を ッパの底から全量 出し、付 した を上から下へ い出
す事が出来ます。 要 ットの 量 ッパやスクリュは 単に してができます。
それ れの 機を に 作させて材料を ッパにし、上 ロードセルにて 量を 理して 量します。量した材料は、 または機 で材料を
て成形機に 入します。
ル
スライドダンパ スライドダンパ
シュート シュート
スライドダンパとスト ートシュートによる
機の下 にスライド を付け、成形機に のないシュートで 続することで成形機に直前 加した材料をマスフローにより、 を変え に できます。( )
材 き
った材料は ッパの底から 単に全量 出する事が出来ます。
スクリュ
スクリュは 量設 になっており単に取り して が出来ます。
量 ッパ
量 ッパやシュートの が単に出来ます。
22ダンパは共 して 性がありタ
フな 量器です。22 は 22の を つ2
タイプの 量器で、ごく少量の量から中 の 量 まで使える 量器です。
出 中 : 国
50 は、 50の ながら2ポ ションで 量をする事により大
量から 量まで に のい をカバーします。
エアロパ ー ッパーを使うと2と を同時に行え、材
料 えが になります。材料に付 した の にも があります。
(パス ード)
パス ードと設定ロック機 は、配を変 できる人を 定できま
す。
出 中 : 国 2
出 中 : 国 2
2 の 長
2 大 の 長
ダンパ 材 き
った材料は ッパの底から 単に全量 出する事が出来ます。
スクリュ
スクリュは 単に取り して が出来ます。
ッパ下 から全量 出
機
0 800 80はサー シリンダを
した大 量から 量の いで高速高精 の 量ができるダ
ンパー の 量器です。
量 ッパ
量 ッパは取り す事も出来ますが、 り下げたまま前に しする事も出来ます。
前
2シリー は、 々な配 シーンに対応できる 量 配です。2 から6 の 数、 タイプの 方 、配は100 の から900 の大 まで取り え、
化 ス ース化を実現しました。
要
106 10

JCW2-103-APH-J JCW2-906-JB-J
High throughput compounding system with high precision and less time of changing material.
JCW2Gravimertic BlenderWeight Addishon Type
Measuring Points
Max. Measuring Capacity
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
Simple Operation
Automatic Operation
User-friendly operation style
This automatically controlled device maintains the blender at its best performance level at all times. Even when there is a change in material, this device automatically detects and alters the environment to accommodate to the new material.
Easy Cleaning
Adhesion powder can be easily swept down to the bottom of the hopper, from which remaining materials can be completely removed. The hopper and screw can be easily removed thus, making cleaning up easier.
Convey materials to hopper from various supplying units by turns, blends by management of weight at the upper mounted load cell.The measured material is charged into molding machine after airflow mixing or mechanical mixing.
The slide valve is installed to the lower part of the mixing unit and connected to the molding machine with a non-resistance chute. Materials are supplied to the molding machine directly without any distortion of its mixing ratio due to the theory of mass flow. Patent Registration
Supplying by Slide Gate and Straight Chute
Extraction of Remaining Materials
Remaining materials can be easily removed from the bottom of the hopper.
Screw
The light-weighted screw can be easily removed to facilitate easy-cleaning.
Measuring Hopper
The measuring hopper and chute can be easily removed.
MSD22WK is a 2-tier type measurement unit of 22 diameter and can be using in measurement from small to moderate amount.
Patent Pending: Japan 1
MSD-50SS( 50 diameter)measures at 2 positions and hence, measures a wide range from large to small amount.
Replacement of materials is made easier as secondary conveyance and airflow mixing can be carried out at the same time. This also has an effect on the removal of residue of powder.
The setting of password and the ‘lock’ functions limits the ability to change customization to authorized people.
Patent Pending: Japan 2
Controller (Password)
Patent pending: Japan 2
Features
Features
Residual Material Extraction for MSD Gate
Extraction of remaining material in MSD gate.Remaining materials can be easily extracted from the bottom of the hopper.
Screw
The easy extraction of screw makes cleaning easier.
MSD-70x80 is a gate type measuring unit equipped with servo cylinder, high -speed and high-precision measurement that supports a wide range of quantity.
The measuring hopper can be removed but cleaning is also made possible under suspended condition.
Front
Measuring Hopper
Level Switch
Slide Gate Slide Gate
Chute Chute
The JCW2 Series is a Gravimetric Blender that is capable of supplying to 2 to 6 points, consisting of 3 blending methods and has a wide range of applicable capacity from 100kg/h to 900kg/h. Together with a compact design, JCW2 Series ensures simple and automatic operation and easy cleaning.
Summary
Gra
nula
tor
、
配
機
機
引
量加 配
量 数 2 6大 量 1300 kg/h
配
機
機
機
機
長
作性
2 高機
対 で にでも 作できる人に しい 作性を 徴にしています。
配 が に 高の性 を出せるように自 されています。使 材料が変わっても、 が新しい材料の 徴にあった 適な 量 を自的に つけ 転します。
性った材料を ッパの底から全量 出し、付 した を上から下へ い出
す事が出来ます。 要 ットの 量 ッパやスクリュは 単に してができます。
それ れの 機を に 作させて材料を ッパにし、上 ロードセルにて 量を 理して 量します。量した材料は、 または機 で材料を
て成形機に 入します。
ル
スライドダンパ スライドダンパ
シュート シュート
スライドダンパとスト ートシュートによる
機の下 にスライド を付け、成形機に のないシュートで 続することで成形機に直前 加した材料をマスフローにより、 を変え に できます。( )
材 き
った材料は ッパの底から 単に全量 出する事が出来ます。
スクリュ
スクリュは 量設 になっており単に取り して が出来ます。
量 ッパ
量 ッパやシュートの が単に出来ます。
22ダンパは共 して 性がありタ
フな 量器です。22 は 22の を つ2
タイプの 量器で、ごく少量の量から中 の 量 まで使える 量器です。
出 中 : 国
50 は、 50の ながら2ポ ションで 量をする事により大
量から 量まで に のい をカバーします。
エアロパ ー ッパーを使うと2と を同時に行え、材
料 えが になります。材料に付 した の にも があります。
(パス ード)
パス ードと設定ロック機 は、配を変 できる人を 定できま
す。
出 中 : 国 2
出 中 : 国 2
2 の 長
2 大 の 長
ダンパ 材 き
った材料は ッパの底から 単に全量 出する事が出来ます。
スクリュ
スクリュは 単に取り して が出来ます。
ッパ下 から全量 出
機
0 800 80はサー シリンダを
した大 量から 量の いで高速高精 の 量ができるダ
ンパー の 量器です。
量 ッパ
量 ッパは取り す事も出来ますが、 り下げたまま前に しする事も出来ます。
前
2シリー は、 々な配 シーンに対応できる 量 配です。2 から6 の 数、 タイプの 方 、配は100 の から900 の大 まで取り え、
化 ス ース化を実現しました。
要
106 10

JCW2-103-APHJCW2-203-APH
JCW2-JB
747.2
63
130
51
212
150
3 1 5
150
1166(1349)
122
5(1410
5)
486
5
114(189
)
200
1892
2(2202
2)
122
5(2258
2)
486
548
8
484
51
23
62
219
2
2436
2(2
46
2)
1018 550 266 5
(138 5)
480
61
5
00
50
120
10
93
11552 203)
200
製造 /Serial No.
コード o o.
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
00089
16257
200 3 50 60 z
0 28 0 42
0 8
2000
850 1000
1151
5(12
215)
1344
2864
(312
4)3
0
1712
(190
2)24
2
496(556) 5 0 496(556) 5 0
1638
900(950) 1150
5215
(591
5)59
063
054
93
2
510(
610)
810
535(
530)
650
655(
50)
955
1093(12 ) 1 92
製造 /Serial No.
コード o o.
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
00089
16257
200 3 50 60 z
0 28 0 42
0 8
2000
850
1151
5(1221
5)
2415
5(2560
5)
1264(11339)
496(556) 496(556)
163 1(1638 2)
900(950)
5215(
5915)
630
9
580(
600)
655(
50)
1277
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Flow Diagram
Primary Conveyor
Controller Molding Machine
Primary Conveyor
ControllerMolding Machine Molding Machine
With Primary and Secondary Conveying for All Materials
Injection Molding Machine
Outer Dimension Outer Dimension
Aero Power Hopper
unit:mm unit:mm
Standard Specifications
Model Unit
Maximum Measuring Capacity Measuring Points
Measurement Type
Measuring Points
HopperVolume
Virgin Materials
Regrind Materials
MB Material
Effective Volume
Effective Volume
Measuring Hopper
Charge Hopper
Regrind Materials
Master Batch Materials
Measuring Range
Measuring Accuracy
Supply Method of MaterialsVirgin Materials
Model
Volume per Batch
MB Ratio
Mixing Method
Effective Volume
Air Supply Pressure
Consumption
Paint Color
Product Weight
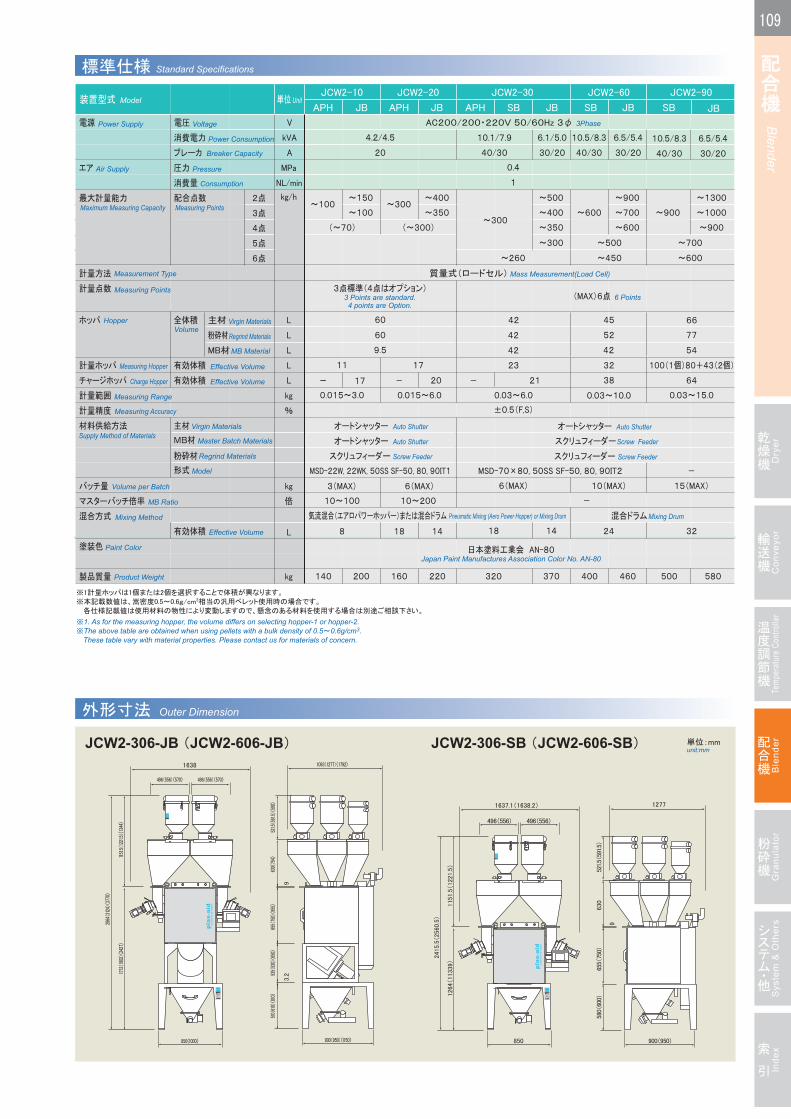
※1. As for the measuring hopper, the volume differs on selecting hopper-1 or hopper-2.※The above table are obtained when using pellets with a bulk density of 0.5 0.6g/cm3.
These table vary with material properties. Please contact us for materials of concern.
Japan Paint Manufactures Association Color No. AN-80
Mass Measurement(Load Cell)
Auto Shutter
Screw Feeder
Screw Feeder
Auto Shutter
Screw Feeder
Auto Shutter
Pneumatic Mixing (Aero Power Hopper) or Mixing Drum
6 Points3 Points are standard.4 points are Option.
Mixing Drum
Power Supply Voltage
Power Consumption
Breaker Capacity
3Phase
Primary and Secondary Conveyor
Gra
nula
tor
配
機
機
引
配
機
機
機
機
フロー
JCW2-SB
成形機
一 ロ
作
成形機
一 ロ
作 成形機
一 付
一 ・ ロ
形 形
エアロパ ーッパー
1018 550 266 5(138 5)
480
61
5
11552 203)
単 : 単 :
大 量 配 数 2
量方
量 数
ッパ 全体積 材
材
B材
量 ッパ 有 体積
チ ー ッパ 有 体積
量
量精
材料 方 材
材
材
形
バッチ量
マスターバッチ倍
方
有 体積
エア
消費量
製品 量
L
L
L
L
L
倍
L
MPa
仕様
※1 量 ッパは1 または2 を することで体積が なります。
※ 数値は、 0 5 0 6 c 3相当の ット使 時の場 です。
仕様 値は使 材料の 性により変 しますので、 念のある材料を使 する場 は ご相 下さい。
単
22
日 料工業会
(エアロパ ー ッパー)または ドラム
量 (ロードセル)
( )
ートシ ッター
スクリュフ ーダー
スクリュフ ーダー
ートシ ッター
ートシ ッター
スクリュフ ーダー
ドラム
SB B
2 90
2 22 2
( )
2
( )
( )
JCW2-103-JBJCW2-203-JB
JCW2-103-APHJCW2-203-APH
JCW2-306-JB (JCW2-606-JB) JCW2-306-SB (JCW2-606-SB)
( ) ( )
2
2
2
2
2
( )
2
2
2
( )
2
( ) (2 )
( )
2
2 10 2 20 2 30 2 60
APH B APH B APH SB B SB B
源
消費
ーカ 2A 2 2
22 22 2
( は プション)
2
2
2 2 ・22
成形機
108 109
JCW2-103-APHJCW2-203-APH
JCW2-JB
747.2
63
130
51
212
150
3 1 5
150
1166(1349)
122
5(1410
5)
486
5
114(189
)
200
1892
2(2202
2)
122
5(2258
2)
486
548
8
484
51
23
62
219
2
2436
2(2
46
2)
1018 550 266 5
(138 5)
480
61
5
00
50
120
10
93
11552 203)
200
製造 /Serial No.
コード o o.
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
00089
16257
200 3 50 60 z
0 28 0 42
0 8
2000
850 1000
1151
5(12
215)
1344
2864
(312
4)3
0
1712
(190
2)24
2
496(556) 5 0 496(556) 5 0
1638
900(950) 1150
5215
(591
5)59
063
054
93
2
510(
610)
810
535(
530)
650
655(
50)
955
1093(12 ) 1 92
製造 /Serial No.
コード o o.
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
00089
16257
200 3 50 60 z
0 28 0 42
0 8
2000
850
1151
5(1221
5)
2415
5(2560
5)
1264(11339)
496(556) 496(556)
163 1(1638 2)
900(950)
5215(
5915)
630
9
580(
600)
655(
50)
1277
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Flow Diagram
Primary Conveyor
Controller Molding Machine
Primary Conveyor
ControllerMolding Machine Molding Machine
With Primary and Secondary Conveying for All Materials
Injection Molding Machine
Outer Dimension Outer Dimension
Aero Power Hopper
unit:mm unit:mm
Standard Specifications
Model Unit
Maximum Measuring Capacity Measuring Points
Measurement Type
Measuring Points
HopperVolume
Virgin Materials
Regrind Materials
MB Material
Effective Volume
Effective Volume
Measuring Hopper
Charge Hopper
Regrind Materials
Master Batch Materials
Measuring Range
Measuring Accuracy
Supply Method of MaterialsVirgin Materials
Model
Volume per Batch
MB Ratio
Mixing Method
Effective Volume
Air Supply Pressure
Consumption
Paint Color
Product Weight
※1. As for the measuring hopper, the volume differs on selecting hopper-1 or hopper-2.※The above table are obtained when using pellets with a bulk density of 0.5 0.6g/cm3.
These table vary with material properties. Please contact us for materials of concern.
Japan Paint Manufactures Association Color No. AN-80
Mass Measurement(Load Cell)
Auto Shutter
Screw Feeder
Screw Feeder
Auto Shutter
Screw Feeder
Auto Shutter
Pneumatic Mixing (Aero Power Hopper) or Mixing Drum
6 Points3 Points are standard.4 points are Option.
Mixing Drum
Power Supply Voltage
Power Consumption
Breaker Capacity
3Phase
Primary and Secondary Conveyor
Gra
nula
tor
配
機
機
引
配
機
機
機
機
フロー
JCW2-SB
成形機
一 ロ
作
成形機
一 ロ
作 成形機
一 付
一 ・ ロ
形 形
エアロパ ーッパー
1018 550 266 5(138 5)
480
61
5
11552 203)
単 : 単 :
大 量 配 数 2
量方
量 数
ッパ 全体積 材
材
B材
量 ッパ 有 体積
チ ー ッパ 有 体積
量
量精
材料 方 材
材
材
形
バッチ量
マスターバッチ倍
方
有 体積
エア
消費量
製品 量
L
L
L
L
L
倍
L
MPa
仕様
※1 量 ッパは1 または2 を することで体積が なります。
※ 数値は、 0 5 0 6 c 3相当の ット使 時の場 です。
仕様 値は使 材料の 性により変 しますので、 念のある材料を使 する場 は ご相 下さい。
単
22
日 料工業会
(エアロパ ー ッパー)または ドラム
量 (ロードセル)
( )
ートシ ッター
スクリュフ ーダー
スクリュフ ーダー
ートシ ッター
ートシ ッター
スクリュフ ーダー
ドラム
SB B
2 90
2 22 2
( )
2
( )
( )
JCW2-103-JBJCW2-203-JB
JCW2-103-APHJCW2-203-APH
JCW2-306-JB (JCW2-606-JB) JCW2-306-SB (JCW2-606-SB)
( ) ( )
2
2
2
2
2
( )
2
2
2
( )
2
( ) (2 )
( )
2
2 10 2 20 2 30 2 60
APH B APH B APH SB B SB B
源
消費
ーカ 2A 2 2
22 22 2
( は プション)
2
2
2 2 ・22
成形機
108 109

Gravimetric dosing system that does not require a space around a molding machine
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
No separation due to conveying.
Saving space; Compact and lightweight.No separation; Direct mount on the machine.
Reducing Master batch.
No over dosing; Continuos and accurate dosing.
Save labor, time and resin at the color change.
Quick change hopper.Simply color change.Color change in 60 sec.
Accurate blending.
Resin and color flow together at the same; Inline dosing and Dosing cylinder®.
Iess pulsation, stable and accurate material supply by screwless dosing cylinder®.
The self-control function is built-in
This machine will drive calcuates the optimum mixture ratio automatically depending on the amount of crushed material.
Standard Specifications
Outer Dimension
Unit:mm
Power consumption
Language
Power cable
Operation
Input signal
Output signal
Measuring Capacity
Neck piece Model
Application
Communication
Data storage
Applicable material
Multilingual (Japanese, English, Chinese)
Cable length : 2m
8 inches color touch panel
Potential free-, 24VDC-
Extruder tacho(0-30VDC)start input
Error and warning, solenoid valve for automatic hopper loader
NST40 (Max loading weight - 100kg)
Injection molding machines, extrusion molding machines
Internal memory
Material not bridged on the hopper of this equipment
Material not varying in grain shape and size
Pe et : mm mm
Pe et : mm mm o nu e
Materials that do not bridge the safety mesh(40×40mm openings)e uding mi ut with n ent e ifi g ity of 0 to 0
Model
Virgin Material
Regrind Material
MB Material
Power Supply Voltage
JCLWGravimetric Loss in Weight Feeder
Mixing Points
Max. Measuring Capacity
Gra
nula
tor
配
機
機
引
配
機
機
機
機
長
材料のムダを くします。
Saving color comsumption
JCLWは
による材料分 がありません
成形機上設 設 のため、 ス ース、 、 量です。機上で 量・配 するため、 による材料の分 がありません。
B材の使 量を削減
従来の B材 加量は、 ムラを にして、バラ キの下 で配を めていました。
は、 続して な が なため、今 量のバラ キによりロスしていた B材のムダが削減できます
材料 え時の 時 材料のムダも激減
材料 ッパーは ンタッチで造がシンプルなので、材料 えが 単です。
60 で が します。
材料配 が です
設 のシリンダーによる材料の 定 とドー ングシステムで 材と B材を配 するため、どこで っても配 にムラがありません。
ドー ングシリンダーにはスクリュが いため、 が少なく、
定して な材料 が行えます。
セルフコントロール機
材の量に応じて自 で 適な配 を し 転します。
仕様
形
単 :
消費
言
源 ー ル
作
入 信
出 信
量
ネック ース形
アプリ ーション
信
データスト ー
適応材料
マスターバッチ材
材
材
言 対応(日、 、中)
ー ル長さ:2
8インチカラータッチパネル
入 0 24 リ ー
出タコスタート入 (0 30 )
、 び 、 B材ローダー ソ ノイドバル 出
0 0 180
40( 積 100 )
出成形機、 出成形機
o a
メモリ
機 ッパで リッ しない材料
の形 、大きさにバラつきの い材料
ット: 2 5 3 3
ット: 2 5 3 は
0 3 0 5の スカットを ま 、 全対策 (開 40 40 ) リッ しない材料。
源源
2 1 3 2
量減 配
配 数 2 3大 量 180
110 111
2
材 量
●Regrind material measuringモータ スクリュフ ーダーの組 わせ。
Measure regrind material by the combination of screw feeder and high torque motor.
ネット ーク対応
●Networking
ネット ーク 続により、リアルタイムで
品 理がおこなえます。
Real time quality control byLAN communication.
B材 量
●MB material measuring
モータ ドー ングシリンダ
(スクリュフ ーダー)の組 せ。
Measure MB material by the combination of screw feeder and row torque motor.
の 量
MBV
JCLW Neck piece part
材Regrind material
B材Masterbatchmaterial
0%0%
3%3% 20%20%
2.4%2.4%15%15%
2.55%2.55%成形開始時The start of molding
続 転中Continuous operation
続 転中Continuous operation
続 転に い 材の発生量を し、自 で配 を します。This machine grasp quantity of outbreak of regrind materials with consecutive driving and automatically regulate the combination ratio.
JCLW-2-1S
JCLW-3-2S
材は自然 下で B材 量 ット1 の組 せ。 ( 2 1 )
材は自然 下で B材、 材の 量 ット1 の組 せ。 ( 3 2 )
08の マスターバッチを使 。 材料や 機の 類により変わります。
積 200 仕様の 90、 高 材 (120 ) の水 タイプが 。
プションソフトウ ア 2有り。 数 のデータ・ロギング、 設定バックアップが 。
している適応材料以 は対応出来ません。
Virgin material is natural fall, and combination of one MB material metering unit.(JCLW-2-1S)Virgin material is natural fall, and combination of MB material metering unit and the regrind material metering unit.(JCLW-3-2S)
Measured with normal granular masterbatch apparent specific gravity 0.8. It changes depending on the type of feeder and material.
Selection of NST90 model(Max loading weight - 200kg), and the water cooling type Neck piece for high temperature materials(120℃~).
There is option software MCLAN2. Possible data logging of multiple devices, various settings backup. We cannot cope other than Applicable materials listing.
320
50
45
10
120
139
90
140
8 4
465
443
B
B
320
450
405
220
320
220
50
45
10
120
139
90
140
8 4
450
405
B
B

Gravimetric dosing system that does not require a space around a molding machine
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
No separation due to conveying.
Saving space; Compact and lightweight.No separation; Direct mount on the machine.
Reducing Master batch.
No over dosing; Continuos and accurate dosing.
Save labor, time and resin at the color change.
Quick change hopper.Simply color change.Color change in 60 sec.
Accurate blending.
Resin and color flow together at the same; Inline dosing and Dosing cylinder®.
Iess pulsation, stable and accurate material supply by screwless dosing cylinder®.
The self-control function is built-in
This machine will drive calcuates the optimum mixture ratio automatically depending on the amount of crushed material.
Standard Specifications
Outer Dimension
Unit:mm
Power consumption
Language
Power cable
Operation
Input signal
Output signal
Measuring Capacity
Neck piece Model
Application
Communication
Data storage
Applicable material
Multilingual (Japanese, English, Chinese)
Cable length : 2m
8 inches color touch panel
Potential free-, 24VDC-
Extruder tacho(0-30VDC)start input
Error and warning, solenoid valve for automatic hopper loader
NST40 (Max loading weight - 100kg)
Injection molding machines, extrusion molding machines
Internal memory
Material not bridged on the hopper of this equipment
Material not varying in grain shape and size
Pe et : mm mm
Pe et : mm mm o nu e
Materials that do not bridge the safety mesh(40×40mm openings)e uding mi ut with n ent e ifi g ity of 0 to 0
Model
Virgin Material
Regrind Material
MB Material
Power Supply Voltage
JCLWGravimetric Loss in Weight Feeder
Mixing Points
Max. Measuring Capacity
Gra
nula
tor
配
機
機
引
配
機
機
機
機
長
材料のムダを くします。
Saving color comsumption
JCLWは
による材料分 がありません
成形機上設 設 のため、 ス ース、 、 量です。機上で 量・配 するため、 による材料の分 がありません。
B材の使 量を削減
従来の B材 加量は、 ムラを にして、バラ キの下 で配を めていました。
は、 続して な が なため、今 量のバラ キによりロスしていた B材のムダが削減できます
材料 え時の 時 材料のムダも激減
材料 ッパーは ンタッチで造がシンプルなので、材料 えが 単です。
60 で が します。
材料配 が です
設 のシリンダーによる材料の 定 とドー ングシステムで 材と B材を配 するため、どこで っても配 にムラがありません。
ドー ングシリンダーにはスクリュが いため、 が少なく、
定して な材料 が行えます。
セルフコントロール機
材の量に応じて自 で 適な配 を し 転します。
仕様
形
単 :
消費
言
源 ー ル
作
入 信
出 信
量
ネック ース形
アプリ ーション
信
データスト ー
適応材料
マスターバッチ材
材
材
言 対応(日、 、中)
ー ル長さ:2
8インチカラータッチパネル
入 0 24 リ ー
出タコスタート入 (0 30 )
、 び 、 B材ローダー ソ ノイドバル 出
0 0 180
40( 積 100 )
出成形機、 出成形機
o a
メモリ
機 ッパで リッ しない材料
の形 、大きさにバラつきの い材料
ット: 2 5 3 3
ット: 2 5 3 は
0 3 0 5の スカットを ま 、 全対策 (開 40 40 ) リッ しない材料。
源源
2 1 3 2
量減 配
配 数 2 3大 量 180
110 111
2
材 量
●Regrind material measuringモータ スクリュフ ーダーの組 わせ。
Measure regrind material by the combination of screw feeder and high torque motor.
ネット ーク対応
●Networking
ネット ーク 続により、リアルタイムで
品 理がおこなえます。
Real time quality control byLAN communication.
B材 量
●MB material measuring
モータ ドー ングシリンダ
(スクリュフ ーダー)の組 せ。
Measure MB material by the combination of screw feeder and row torque motor.
の 量
MBV
JCLW Neck piece part
材Regrind material
B材Masterbatchmaterial
0%0%
3%3% 20%20%
2.4%2.4%15%15%
2.55%2.55%成形開始時The start of molding
続 転中Continuous operation
続 転中Continuous operation
続 転に い 材の発生量を し、自 で配 を します。This machine grasp quantity of outbreak of regrind materials with consecutive driving and automatically regulate the combination ratio.
JCLW-2-1S
JCLW-3-2S
材は自然 下で B材 量 ット1 の組 せ。 ( 2 1 )
材は自然 下で B材、 材の 量 ット1 の組 せ。 ( 3 2 )
08の マスターバッチを使 。 材料や 機の 類により変わります。
積 200 仕様の 90、 高 材 (120 ) の水 タイプが 。
プションソフトウ ア 2有り。 数 のデータ・ロギング、 設定バックアップが 。
している適応材料以 は対応出来ません。
Virgin material is natural fall, and combination of one MB material metering unit.(JCLW-2-1S)Virgin material is natural fall, and combination of MB material metering unit and the regrind material metering unit.(JCLW-3-2S)
Measured with normal granular masterbatch apparent specific gravity 0.8. It changes depending on the type of feeder and material.
Selection of NST90 model(Max loading weight - 200kg), and the water cooling type Neck piece for high temperature materials(120℃~).
There is option software MCLAN2. Possible data logging of multiple devices, various settings backup. We cannot cope other than Applicable materials listing.
32050
45
10
120
139
90
140
8 4
465
443
B
B
320
450
405
220
320
220
50
45
10
120
139
90
140
8 4
450
405
B
B

System
2 2
2 2 2 2 2 2
-50A60 -50A20 -80A15 -80A10 -90A10
JCS
2 2 2
JCS50A
1874
690
540
10
665
458.5
450
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
製造 /Serial No. 00089
コード /Code No. 16257
AC 200 V 3P 50/60Hz
0.28/0.42kW
0.8kW
JAN.2000
500
530
JCS90AJCS80A
680
6.5
540
10
740
785.8
540
2213
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
製造 /Serial No. 00089
コード /Code No. 16257
AC 200 V 3P 50/60Hz
0.28/0.42kW
0.8kW
JAN.2000
650
680
1625
1642
2213
500kg/h(10kg/B)
20 100
10 40
3 20
1 6
JCSS type Unit:mm単 :
With multiple synchronized loss-in feeders without mechanical mixing unit
JCSGravimetric Loss in Weight Type Blender
Measuring Points
Max. Measuring Capacity
Features
High Quality
As mixing drum is not required, it eliminates the separation of materials due to differences in weight and static electricity. It also prevents change of material quality due to heat from abrasion.Upon setting volume of one batch as the volume of one shot of molding machine, the precision of blending can be remarkably enhanced.(1 shot approach)
Compact
The supplying hopper and measuring hopper are combined into one unit and as there is no mixing part, the height of equipment remains low.
Reliable
Ratio of measuring data of various materials becomes data of mixing result , making it possible to compare product quality with blending ratio of materials.
Mounting load cells (scale) to each supplying unit, measure by management of weight of remaining material.Mixing unit is not necessary as multiple supply units run at the same time.
Image of Compounding Ratio of [Loss in Weight] Image of Compounding Ratio of [Batch-to-Batch]
※The facility select is necessary first in loss inn mode and the batch mode.
A weight subtraction type synchronized blending system that can be used as a “Loss Inn Unit” or “Batch Blender”. Mixing drum is not required and blending ratio can be pre-registered.
Summary
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Outer Dimension
Material Tank
JCSS (Gravimetric Loss in Weight Type Blender System)
Centralized Control Panel
Extruder (Molding Machine)
Pattern which installs JCSS (Gravimetric Loss in Weight Type Blender System)on extruder (Molding machine) and does synchro compounding (There are 2 types of batch and continuation.)
Flow Diagram
Standard Specifications
Model Unit
Maximum Measuring Capacity
Measurement Type
Measuring Points
Effective VolumeMeasuring Hopper
Regrind Materials
Master Batch Material
Measuring Range
Measuring Accuracy
Supply Method of MaterialsNatural Material
Model
Recommended Flow Rate
Volume per Batch
Mixing Method
1 Batch Weighing Time
Paint Color
Product Weight
Mass Weighing(Load Cell)
6 Points
Mixture by Tune Weighing
Japan Paint Manufactures Association Color No. AN-80
Screw Feeder
Screw Feeder
Screw Feeder
Power Supply Voltage
Air Supply
Apparent Power
Breaker Capacity
Pressure
Consumption
3Phase
Main Material Type
Granulated Type
MB, Additive Type
MB, Additive Type
Gra
nula
tor
に
配
機
機
引
量減 配
量 数 1 6大 量 500 kg/h
配
機
機
機
機
長
品 向上ドラムが不要なので、 や による 材料の分 や、 に
よる材料の性 変化がおこりません。バッチ 量を成形機の ショット製品 量に設定すると、配 精 が に向
上します。( ショットアプローチ)
2 ス ースッパと 量 ッパを一体にし、また が不要なり、高さが く えられ
ます。
信頼性材料の 量データの が の成 データになり、製品品 と材料の配
の関係が できます。
※ロスインモードとバッチモードについて設 入時にい れか一方を する必要があります。
ロスインモード の配 のイメー バッチモード の配 のイメー
「ロスイン 」または「バッチ配 」として使える減量 同 システムで、 ドラムを使わ に配 で
き、 量データとして できます。
要
それ れの 機にロードセル( カリ)を取り付け、 った材料の 量を 理して 量します。同時に 数 の 機を 作させることにより
機を必要としません。
形
(減 量 配 システム)を 出機(成形機)の上に設 しシンクロ配 をしているパターン(バッチ、 続の2タイプがあります)
材料タンク
(減 量 配 システム)
中
出機(成形機)
フロー
仕様
単
2 2 2
2
減 量 (ロードセル)
同 量による
日 料工業会
スクリュフ ーダー
スクリュフ ーダー
スクリュフ ーダー
kg/h
L
kg
L/h
kg
Sec
kg
大 量
量方
量 数
量 ッパ
量
量精
有 体積
材
材
材
量
材料 方
バッチ量
1バッチ 量時
方
製品 量
( )
2
2 2
V
kVA
A
MPa
NL/min
源
エア
消費量
ーカ
相
22
2 2 ・22
材
B、 加
B、 加
112 113

System
2 2
2 2 2 2 2 2
-50A60 -50A20 -80A15 -80A10 -90A10
JCS
2 2 2
JCS50A
1874
690
540
10
665
458.5
450
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
製造 /Serial No. 00089
コード /Code No. 16257
AC 200 V 3P 50/60Hz
0.28/0.42kW
0.8kW
JAN.2000
500
530
JCS90AJCS80A
680
6.5
540
10
740
785.8
540
2213
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
製造 /Serial No. 00089
コード /Code No. 16257
AC 200 V 3P 50/60Hz
0.28/0.42kW
0.8kW
JAN.2000
650
680
1625
1642
2213
500kg/h(10kg/B)
20 100
10 40
3 20
1 6
JCSS type Unit:mm単 :
With multiple synchronized loss-in feeders without mechanical mixing unit
JCSGravimetric Loss in Weight Type Blender
Measuring Points
Max. Measuring Capacity
Features
High Quality
As mixing drum is not required, it eliminates the separation of materials due to differences in weight and static electricity. It also prevents change of material quality due to heat from abrasion.Upon setting volume of one batch as the volume of one shot of molding machine, the precision of blending can be remarkably enhanced.(1 shot approach)
Compact
The supplying hopper and measuring hopper are combined into one unit and as there is no mixing part, the height of equipment remains low.
Reliable
Ratio of measuring data of various materials becomes data of mixing result , making it possible to compare product quality with blending ratio of materials.
Mounting load cells (scale) to each supplying unit, measure by management of weight of remaining material.Mixing unit is not necessary as multiple supply units run at the same time.
Image of Compounding Ratio of [Loss in Weight] Image of Compounding Ratio of [Batch-to-Batch]
※The facility select is necessary first in loss inn mode and the batch mode.
A weight subtraction type synchronized blending system that can be used as a “Loss Inn Unit” or “Batch Blender”. Mixing drum is not required and blending ratio can be pre-registered.
Summary
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Outer Dimension
Material Tank
JCSS (Gravimetric Loss in Weight Type Blender System)
Centralized Control Panel
Extruder (Molding Machine)
Pattern which installs JCSS (Gravimetric Loss in Weight Type Blender System)on extruder (Molding machine) and does synchro compounding (There are 2 types of batch and continuation.)
Flow Diagram
Standard Specifications
Model Unit
Maximum Measuring Capacity
Measurement Type
Measuring Points
Effective VolumeMeasuring Hopper
Regrind Materials
Master Batch Material
Measuring Range
Measuring Accuracy
Supply Method of MaterialsNatural Material
Model
Recommended Flow Rate
Volume per Batch
Mixing Method
1 Batch Weighing Time
Paint Color
Product Weight
Mass Weighing(Load Cell)
6 Points
Mixture by Tune Weighing
Japan Paint Manufactures Association Color No. AN-80
Screw Feeder
Screw Feeder
Screw Feeder
Power Supply Voltage
Air Supply
Apparent Power
Breaker Capacity
Pressure
Consumption
3Phase
Main Material Type
Granulated Type
MB, Additive Type
MB, Additive Type
Gra
nula
tor
に
配
機
機
引
量減 配
量 数 1 6大 量 500 kg/h
配
機
機
機
機
長
品 向上ドラムが不要なので、 や による 材料の分 や、 に
よる材料の性 変化がおこりません。バッチ 量を成形機の ショット製品 量に設定すると、配 精 が に向
上します。( ショットアプローチ)
2 ス ースッパと 量 ッパを一体にし、また が不要なり、高さが く えられ
ます。
信頼性材料の 量データの が の成 データになり、製品品 と材料の配
の関係が できます。
※ロスインモードとバッチモードについて設 入時にい れか一方を する必要があります。
ロスインモード の配 のイメー バッチモード の配 のイメー
「ロスイン 」または「バッチ配 」として使える減量 同 システムで、 ドラムを使わ に配 で
き、 量データとして できます。
要
それ れの 機にロードセル( カリ)を取り付け、 った材料の 量を 理して 量します。同時に 数 の 機を 作させることにより
機を必要としません。
形
(減 量 配 システム)を 出機(成形機)の上に設 しシンクロ配 をしているパターン(バッチ、 続の2タイプがあります)
材料タンク
(減 量 配 システム)
中
出機(成形機)
フロー
仕様
単
2 2 2
2
減 量 (ロードセル)
同 量による
日 料工業会
スクリュフ ーダー
スクリュフ ーダー
スクリュフ ーダー
kg/h
L
kg
L/h
kg
Sec
kg
大 量
量方
量 数
量 ッパ
量
量精
有 体積
材
材
材
量
材料 方
バッチ量
1バッチ 量時
方
製品 量
( )
2
2 2
V
kVA
A
MPa
NL/min
源
エア
消費量
ーカ
相
22
2 2 ・22
材
B、 加
B、 加
112 113

メイン化
設定
転
Synchronized Meausurement Type JC
1
2
3
4
JC3-102 JC3-103
JC3
Volumetric synchronous weighing and mixing system
JC3Volumetric Blender
Measuring Points
Max. Measuring Capacity
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
The touch screen will fulfill the input instruction in a short time, achieving easy fast and precise operation.Guiding screen helps your easy operation---measuring confirmation can be done by input according to screen instructions.Userfriendly and Easy Operation
With Touch Panel.
Outer Dimension
Standard Specifications
Processing Capacity
Measurement Type
Mixing Method
Measuring Points
Hopper Volume
Feeding Unit
Virgin Materials
Regrind Materials
MB Ratio
C Ratio
MB Material
Paint Color
Screw Feeder
Volume Measuring Achieved Through Screw Feeder
Synchronized Measurement Conducted Through Screw Feeder
(N/C Material)
(MB/Addition Material)
(N/C Material)
(100g Measuring)
(100g Measuring)
(100g Measuring)
Model
Japan Paint Manufactures Association Color No. AN-80
Volume Per Batch
Product Weight
Suitable Materials
Virgin Materials
Regrind Materials
MB MaterialMeasurement Accuracy
※The figures shown here are for ordinary pellets with a bulk density equivalent to 0.5 to 0.6g/cm3. Because the specified values vary depending on the physical properties of the material used, consult Matsui Mfg. when using materials likely to cause concern.
Processing Capacity
Measurement Precision
Suitable Material
Color Master Batch Material Rate
It will be altered according to different material and blending proportion.t i the oeffi ient of i tion of t nd d de i tion
It will be change according to the shape of material, unstable shape & density of resin. When using material not described, please contact with our company.If using MB material as 50 times larger as the one should be used, please contact us.
ı n-1
x×100(%)
Power Supply Voltage
Pe et: t nd Cut mm to mm 3mm Long or Less Square Pellet 1.5mm to 3mmPe et: e d y e mm to mm
Bridge-Free Material for Hopper Material With Uniform Shape & Size
Simple Structure
Easy Operation
Easy Changing Master-Batch Coloring Material
Gra
nula
tor
に 、
配
機
機
引
体積 配
量 数 2 3大 量 100 kg/h
配
機
機
機
機
長
シンクロ 量方 を した
が不要な配 です。
JC3-103
積 プションAlarm Light (Options)
ザー プションAlarm Buzzer (Options)
下 ル( B材 加 : )Lower-Limit-Level Switch(for MB/Addition Material:Standard)
下 ル( 材 材 : プション)Lower-Limit-Level Switch(for N/C Material:Option)
This device is designed for a synchronized measuring without extra required.
JC3は
1 シンプルです
2 作は単 です
3 が 単です
JC3は
シンクロ 量タイプ 3
シンクロなので が不要です。 量と同時
に されます。
で分 する 料でもよく ざります。
大きさが う 料でもよく ざります。
で が発生して、 ムラを こす場 があります。そのような時 があります。
による で っている時対策になります。
しないで るメリットとは
3の 量器は設定された で同時に
量を行います。これがシンクロ 量による
です。
自 転 量
タッチパネルはアイコンを し 作が 単、入 をウイザード化( 量 は に従って入 するだけ)、 作しにくく 時 での入 を にしました。
タッチパネルを使ったわかりやすい
成形機Molding Machine
Advantages of Direct Blending Without Extra Mixing.
Materials that separate from each other due to gravity difference can be fully blended.
Material with different size and shape can be fully blended.
It will eliminate your concern on dust that can be brought about through mixing round.
Material mixing round will give rise to static electricity, which brings negative effect on the product with spot color; therefore, our machine can eliminate this shortcoming through blending without mixing round material and get better effect.
No need extra mixing for synchronized measuring, It is blending while measuring.
JC3 meter functions according to the set rate. This is the blending method of synchronized measuring.
形
※ 数値は、 0.3 0.7 c 3 相当の ット使 時の場 です。
仕様 値は使 材料の 性により変 しますので、 念のある材料を使 する場 は ご相
下さい。
理 は材料の 類、 配 により変 します。
量精 量精 は 1 における変 係数です。
の形 、 のバラ キ、 量により 量精 が変わります。
適 材料 している適 材料以 を使 する場 は、 社へご相 ください。
マスターバッチ材倍 倍以上の B材を使 する場 は、 社へご相 ください。
n-1
x×100 ( )
仕様
理
量方
方
量 数
ッパ 体積
機
マスターバッチ材
材適 材料
材
バッチ量
マスターバッチ倍
製品 量
マスターバッチ材
材量精
材
日 料工業会
kg kg
2 倍
材 ー
2 g
ット:ストランドカット 長さ 以下 ット 以下
ット:ビー 以下リッ しない材料、 の形 、大きさにバラ キのない材料
全対策 (開 ) リッ しない材料。
2
kg/h
L×2 L×3
SF-50 B ( 材 材 )
SF-40 B ( 材 材 )
SF-15 B 36(マスターバッチ 加材 )
SF-50 B 、 0 B 10 (1 g 量時)
SF-15 B 3 (1 g 量時)
SF-50 B 、 0 B 13 (1 g 量時)
スクリュフ ーダーによる体積 量
スクリュフ ーダー同 量による
スクリュフ ーダー :2 、 :
: 2 、 :
:
源源
Safety Solution Network(Open Mouth:40mm x 40mm) With Bridge- Free Material.
542
64
453
466
275
275
130
91
200 435
306
5
1146
111
114 115
2 、2 2

メイン化
設定
転
Synchronized Meausurement Type JC
1
2
3
4
JC3-102 JC3-103
JC3
Volumetric synchronous weighing and mixing system
JC3Volumetric Blender
Measuring Points
Max. Measuring Capacity
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
The touch screen will fulfill the input instruction in a short time, achieving easy fast and precise operation.Guiding screen helps your easy operation---measuring confirmation can be done by input according to screen instructions.Userfriendly and Easy Operation
With Touch Panel.
Outer Dimension
Standard Specifications
Processing Capacity
Measurement Type
Mixing Method
Measuring Points
Hopper Volume
Feeding Unit
Virgin Materials
Regrind Materials
MB Ratio
C Ratio
MB Material
Paint Color
Screw Feeder
Volume Measuring Achieved Through Screw Feeder
Synchronized Measurement Conducted Through Screw Feeder
(N/C Material)
(MB/Addition Material)
(N/C Material)
(100g Measuring)
(100g Measuring)
(100g Measuring)
Model
Japan Paint Manufactures Association Color No. AN-80
Volume Per Batch
Product Weight
Suitable Materials
Virgin Materials
Regrind Materials
MB MaterialMeasurement Accuracy
※The figures shown here are for ordinary pellets with a bulk density equivalent to 0.5 to 0.6g/cm3. Because the specified values vary depending on the physical properties of the material used, consult Matsui Mfg. when using materials likely to cause concern.
Processing Capacity
Measurement Precision
Suitable Material
Color Master Batch Material Rate
It will be altered according to different material and blending proportion.t i the oeffi ient of i tion of t nd d de i tion
It will be change according to the shape of material, unstable shape & density of resin. When using material not described, please contact with our company.If using MB material as 50 times larger as the one should be used, please contact us.
ı n-1
x×100(%)
Power Supply Voltage
Pe et: t nd Cut mm to mm 3mm Long or Less Square Pellet 1.5mm to 3mmPe et: e d y e mm to mm
Bridge-Free Material for Hopper Material With Uniform Shape & Size
Simple Structure
Easy Operation
Easy Changing Master-Batch Coloring Material
Gra
nula
tor
に 、
配
機
機
引
体積 配
量 数 2 3大 量 100 kg/h
配
機
機
機
機
長
シンクロ 量方 を した
が不要な配 です。
JC3-103
積 プションAlarm Light (Options)
ザー プションAlarm Buzzer (Options)
下 ル( B材 加 : )Lower-Limit-Level Switch(for MB/Addition Material:Standard)
下 ル( 材 材 : プション)Lower-Limit-Level Switch(for N/C Material:Option)
This device is designed for a synchronized measuring without extra required.
JC3は
1 シンプルです
2 作は単 です
3 が 単です
JC3は
シンクロ 量タイプ 3
シンクロなので が不要です。 量と同時
に されます。
で分 する 料でもよく ざります。
大きさが う 料でもよく ざります。
で が発生して、 ムラを こす場 があります。そのような時 があります。
による で っている時対策になります。
しないで るメリットとは
3の 量器は設定された で同時に
量を行います。これがシンクロ 量による
です。
自 転 量
タッチパネルはアイコンを し 作が 単、入 をウイザード化( 量 は に従って入 するだけ)、 作しにくく 時 での入 を にしました。
タッチパネルを使ったわかりやすい
成形機Molding Machine
Advantages of Direct Blending Without Extra Mixing.
Materials that separate from each other due to gravity difference can be fully blended.
Material with different size and shape can be fully blended.
It will eliminate your concern on dust that can be brought about through mixing round.
Material mixing round will give rise to static electricity, which brings negative effect on the product with spot color; therefore, our machine can eliminate this shortcoming through blending without mixing round material and get better effect.
No need extra mixing for synchronized measuring, It is blending while measuring.
JC3 meter functions according to the set rate. This is the blending method of synchronized measuring.
形
※ 数値は、 0.3 0.7 c 3 相当の ット使 時の場 です。
仕様 値は使 材料の 性により変 しますので、 念のある材料を使 する場 は ご相
下さい。
理 は材料の 類、 配 により変 します。
量精 量精 は 1 における変 係数です。
の形 、 のバラ キ、 量により 量精 が変わります。
適 材料 している適 材料以 を使 する場 は、 社へご相 ください。
マスターバッチ材倍 倍以上の B材を使 する場 は、 社へご相 ください。
n-1
x×100 ( )
仕様
理
量方
方
量 数
ッパ 体積
機
マスターバッチ材
材適 材料
材
バッチ量
マスターバッチ倍
製品 量
マスターバッチ材
材量精
材
日 料工業会
kg kg
2 倍
材 ー
2 g
ット:ストランドカット 長さ 以下 ット 以下
ット:ビー 以下リッ しない材料、 の形 、大きさにバラ キのない材料
全対策 (開 ) リッ しない材料。
2
kg/h
L×2 L×3
SF-50 B ( 材 材 )
SF-40 B ( 材 材 )
SF-15 B 36(マスターバッチ 加材 )
SF-50 B 、 0 B 10 (1 g 量時)
SF-15 B 3 (1 g 量時)
SF-50 B 、 0 B 13 (1 g 量時)
スクリュフ ーダーによる体積 量
スクリュフ ーダー同 量による
スクリュフ ーダー :2 、 :
: 2 、 :
:
源源
Safety Solution Network(Open Mouth:40mm x 40mm) With Bridge- Free Material.
542
64
453
466
275
275
13091
200 435
306
5
1146
111
114 115
2 、2 2

JCT-102SS-J
75411 137
500.7
524
C N
1065.2
486
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
製造 /Serial No. 00089
コード /Code No. 16257
AC 200 V 3P 50/60Hz
0.28/0.42kW
0.8kW
JAN.2000
JCT-102SS-J
Volumetric synchronous weighing and mixing system for virgin and reglind.
Compact compounding unit for switching and compounding two materials in transport time
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
High Performance
Blends main resin and regrind materials according to compounding ratio while conveying. Blender is not required.
User Friendly
Control panel allows compounding ratio to be set easily. Comes with memory function for 10 compounding ratio.
Easy Cleaning
All remaining materials can be removed from the bottom and the screw feeder can be removed in a single step.
Summary
JCT-SS is a compact Volumetric type blender that uses synchronous measuring method.
Standard Specifications
Model Unit
Maximum Measuring Capacity
Measurement Type
Measuring Point
HopperVolume
Virgin Materials
Regrind Materials
Master Batch Material
Measuring Accuracy
Supply Method of Materials
Volume per Batch
Mixing Method
Product Weight
Connection Diameter of Conveying Hose
Paint Color
Regrind Materials
Virgin Materials
Natural Material
Model
Regrind Materials
Power Supply Voltage
Apparent Power
Volumetric Type
Screw Feeder
Synchronous Measuring and Feeding Method.
Japan Paint Manufactures Association Color No. AN-80 Some DIC-67
(Easy Coupler)
(500 900g Measuring)
(100 500g Measuring)
(Rate of change±2 3%)
(Rate of change±6 13%)
Measurement accuracy① accuracy at the time of weighing check is due to the weighing material measuring 10 times the conditions, physical properties and shape of the materials used, grain variations, bulk density, is weighing accuracy will vary depending on use environment.Deviation for ② result of the operation, one batch of settings, metering time, will change the shape of the resin, grain variations, bulk density, the use environment.
Rate of change
Features
Easy Installation
Virgin, regrind and other materials are blended by ratio and conveyed by the connection with an air conveying unit. (Maximum time for select timer is 20s)
Graphical Display
The graphic panel enables the operating conditions to be checked at one glance.
Safety Control
The unit is electronically controlled to ensure stable operation over prolonged periods of operation.
This compact Jet Selector can be easily installed to a pole or any other locations making it space efficient. Maintenance is also easy.
Compact and Convenient
Setting an alternating valve in the conveying hose, it blends according to the timing of alternation.
Standard Specifications
Model Unit
Maximum Measuring Capacity
Diameter
Air Supply Pressure
Paint Color
Outer Dimension
Japan Paint Manufactures Association Color No. AN-80
Alternates between 2 types of materials on the basis of a few second cycle. Timer for mixing ratio can also be set.
Summary
Power Supply Voltage 1Phase1Phase
Unit:mm
Outer Dimension
JCT-SSVolumetric Blender
Measuring Points
Max. Measuring Capacity
JSVJET SELECTORProportioning Valbe
Measuring Points
Max. Measuring Capacity
Gra
nula
tor
2に
配
機
機
引
2 を
ットセ クター
配
機
機
機
機
長
高機材、 材を設定した配 ・バッチ量に いて しながら同
時 量 されるため 機が不要です。デ カスイッチの により 量済材料の は、 ースの 続だけで信 は不要です。
2 作性タッチパネル の 設定で配 設定が 単です。 の配 メモリー機 付きです。
性材を 下から全量 出することができ、スクリュフ ーダーも ンタッチで
できます。
要は同 量方 を したシンプル
造のコンパクトな体積 配 です。
大 量
量方
量 数
ッパ 全体積
材
量精 材
材
材料 方 材
材
材
形
バッチ量
方
製品 量
ース 続
仕様
2
単
日 料工業会 一
kg/h
L
L
kg
kg
体積
2
スクリュフ ーダー
同時 量
(イー ーカプラーメス)
材
源
相
V
kVA 2
量時 変 2
量時 変※1※2
n-1
x×100 ( )
n-1
x×100 ( )変
量精 量チ ック時の精 は、 量材 定10 の によるもので、使 材料の 性や形 、 のバラ キ、 、使 環境により 量精 が変わります。
に対する は、 バッチの設定値、 量時 、 の形 、 のバラ キ、 、使 環境により変わります。
長
実バー ン材・ 材など 類の材料を1 で 配 し、と 続、 を行います。( タイマは 20 です。)
作性グラフ ックパネル表 を していますので、作 がひと で ります。
コンパクトに 理化設 されていますのでポール に取り付けて、どこにでも配 でき貴 なス ースを します。また、 は に 単です。
2 信頼性は 方 を していますので長時 定しています。
コンパクト
ースの 中に を設け、 を り え
るタイ ングで 量します。
kg/h
mm
mm
mm
2
2 2
大 量
エア
形
日 料工業会
仕様
単
日 料工業会
2 類の材料を数 サイクルで、 互に り えます。また は々タイマにて設定できます。
要
-38 -50
JSV
JSV-38
JCT-102SS-J
2
2
源 V 2 1
1 1
単 :
形
体積 配
量 数 2大 量 60 120 kg/h
換 配
量 数 2大 量 450 500 kg/h
116 117
2 2

JCT-102SS-J
75411 137
500.7
524
C N
1065.2
486
源 /Power Source
機 /Motor
ータ ー /Heater
製造年 /Date
製造 /Serial No. 00089
コード /Code No. 16257
AC 200 V 3P 50/60Hz
0.28/0.42kW
0.8kW
JAN.2000
JCT-102SS-J
Volumetric synchronous weighing and mixing system for virgin and reglind.
Compact compounding unit for switching and compounding two materials in transport time
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
High Performance
Blends main resin and regrind materials according to compounding ratio while conveying. Blender is not required.
User Friendly
Control panel allows compounding ratio to be set easily. Comes with memory function for 10 compounding ratio.
Easy Cleaning
All remaining materials can be removed from the bottom and the screw feeder can be removed in a single step.
Summary
JCT-SS is a compact Volumetric type blender that uses synchronous measuring method.
Standard Specifications
Model Unit
Maximum Measuring Capacity
Measurement Type
Measuring Point
HopperVolume
Virgin Materials
Regrind Materials
Master Batch Material
Measuring Accuracy
Supply Method of Materials
Volume per Batch
Mixing Method
Product Weight
Connection Diameter of Conveying Hose
Paint Color
Regrind Materials
Virgin Materials
Natural Material
Model
Regrind Materials
Power Supply Voltage
Apparent Power
Volumetric Type
Screw Feeder
Synchronous Measuring and Feeding Method.
Japan Paint Manufactures Association Color No. AN-80 Some DIC-67
(Easy Coupler)
(500 900g Measuring)
(100 500g Measuring)
(Rate of change±2 3%)
(Rate of change±6 13%)
Measurement accuracy① accuracy at the time of weighing check is due to the weighing material measuring 10 times the conditions, physical properties and shape of the materials used, grain variations, bulk density, is weighing accuracy will vary depending on use environment.Deviation for ② result of the operation, one batch of settings, metering time, will change the shape of the resin, grain variations, bulk density, the use environment.
Rate of change
Features
Easy Installation
Virgin, regrind and other materials are blended by ratio and conveyed by the connection with an air conveying unit. (Maximum time for select timer is 20s)
Graphical Display
The graphic panel enables the operating conditions to be checked at one glance.
Safety Control
The unit is electronically controlled to ensure stable operation over prolonged periods of operation.
This compact Jet Selector can be easily installed to a pole or any other locations making it space efficient. Maintenance is also easy.
Compact and Convenient
Setting an alternating valve in the conveying hose, it blends according to the timing of alternation.
Standard Specifications
Model Unit
Maximum Measuring Capacity
Diameter
Air Supply Pressure
Paint Color
Outer Dimension
Japan Paint Manufactures Association Color No. AN-80
Alternates between 2 types of materials on the basis of a few second cycle. Timer for mixing ratio can also be set.
Summary
Power Supply Voltage 1Phase1Phase
Unit:mm
Outer Dimension
JCT-SSVolumetric Blender
Measuring Points
Max. Measuring Capacity
JSVJET SELECTORProportioning Valbe
Measuring Points
Max. Measuring Capacity
Gra
nula
tor
2に
配
機
機
引
2 を
ットセ クター
配
機
機
機
機
長
高機材、 材を設定した配 ・バッチ量に いて しながら同
時 量 されるため 機が不要です。デ カスイッチの により 量済材料の は、 ースの 続だけで信 は不要です。
2 作性タッチパネル の 設定で配 設定が 単です。 の配 メモリー機 付きです。
性材を 下から全量 出することができ、スクリュフ ーダーも ンタッチで
できます。
要は同 量方 を したシンプル
造のコンパクトな体積 配 です。
大 量
量方
量 数
ッパ 全体積
材
量精 材
材
材料 方 材
材
材
形
バッチ量
方
製品 量
ース 続
仕様
2
単
日 料工業会 一
kg/h
L
L
kg
kg
体積
2
スクリュフ ーダー
同時 量
(イー ーカプラーメス)
材
源
相
V
kVA 2
量時 変 2
量時 変※1※2
n-1
x×100 ( )
n-1
x×100 ( )変
量精 量チ ック時の精 は、 量材 定10 の によるもので、使 材料の 性や形 、 のバラ キ、 、使 環境により 量精 が変わります。
に対する は、 バッチの設定値、 量時 、 の形 、 のバラ キ、 、使 環境により変わります。
長
実バー ン材・ 材など 類の材料を1 で 配 し、と 続、 を行います。( タイマは 20 です。)
作性グラフ ックパネル表 を していますので、作 がひと で ります。
コンパクトに 理化設 されていますのでポール に取り付けて、どこにでも配 でき貴 なス ースを します。また、 は に 単です。
2 信頼性は 方 を していますので長時 定しています。
コンパクト
ースの 中に を設け、 を り え
るタイ ングで 量します。
kg/h
mm
mm
mm
2
2 2
大 量
エア
形
日 料工業会
仕様
単
日 料工業会
2 類の材料を数 サイクルで、 互に り えます。また は々タイマにて設定できます。
要
-38 -50
JSV
JSV-38
JCT-102SS-J
2
2
源 V 2 1
1 1
単 :
形
体積 配
量 数 2大 量 60 120 kg/h
換 配
量 数 2大 量 450 500 kg/h
116 117
2 2

To supply extremely small amounts of powder and to supply powder with poor fluidity in a stable manner
Loss in Feeder
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
One Axis Type Loss In Feeder
One Axis Type Loss In Feeder
Suitable for feeding small amount like powder with little adhesive-ness and master batch etc.
Automatic feeding is possible by combining powder conveying device (Stellar) to the primary material supply.Feeding capacity 0.5-0.8L/h
2 Axis Type Loss In Feeder
2 Axis Type Loss In Feeder
Possible to consistently feed powder with bad flowing characteristic and adhesiveness
Adopt 2 axis screw.Adopt agitator with gearing type screw.Cleaning is easy as it is possible to disassemble without tools.Feeding capacity 0.3-4.5L/h
One Axis Type Loss In Feeder
2 Axis Type Loss In Feeder
ロスイン
Gra
nula
tor
を
配
機
機
引
量減 少量 機
配
機
機
機
機
長
性の い 体や付 性のある 体を、 定してすることが です。
付 性の少ない 体、マスターバッチなど少量 に適しています。
一 材料 に 体 (ステラ)を組み わせて、自が です。
05 08
スクリュをスクリュ のア テータを工具 しでの分 を とし、 が です。
03 45
ロスインフ ーダー1 タイプ
ロスインフ ーダー1 タイプ
ロスインフ ーダー2 タイプ
ロスインフ ーダー2 タイプ
タイプ
タイプ
118 119

To supply extremely small amounts of powder and to supply powder with poor fluidity in a stable manner
Loss in Feeder
Ble
nder
Sys
tem
& O
ther
sIn
dex
Blender
Dry
erC
onve
yor
Temp
erat
ure
Cont
rolle
r
Features
One Axis Type Loss In Feeder
One Axis Type Loss In Feeder
Suitable for feeding small amount like powder with little adhesive-ness and master batch etc.
Automatic feeding is possible by combining powder conveying device (Stellar) to the primary material supply.Feeding capacity 0.5-0.8L/h
2 Axis Type Loss In Feeder
2 Axis Type Loss In Feeder
Possible to consistently feed powder with bad flowing characteristic and adhesiveness
Adopt 2 axis screw.Adopt agitator with gearing type screw.Cleaning is easy as it is possible to disassemble without tools.Feeding capacity 0.3-4.5L/h
One Axis Type Loss In Feeder
2 Axis Type Loss In Feeder
ロスイン
Gra
nula
tor
を
配
機
機
引
量減 少量 機
配
機
機
機
機
長
性の い 体や付 性のある 体を、 定してすることが です。
付 性の少ない 体、マスターバッチなど少量 に適しています。
一 材料 に 体 (ステラ)を組み わせて、自が です。
05 08
スクリュをスクリュ のア テータを工具 しでの分 を とし、 が です。
03 45
ロスインフ ーダー1 タイプ
ロスインフ ーダー1 タイプ
ロスインフ ーダー2 タイプ
ロスインフ ーダー2 タイプ
タイプ
タイプ
118 119