ハイブリッド車向けパワーコントロールユニット...-33- ケーヒン技報...
TRANSCRIPT
-32-
ハイブリッド車向けパワーコントロールユニット
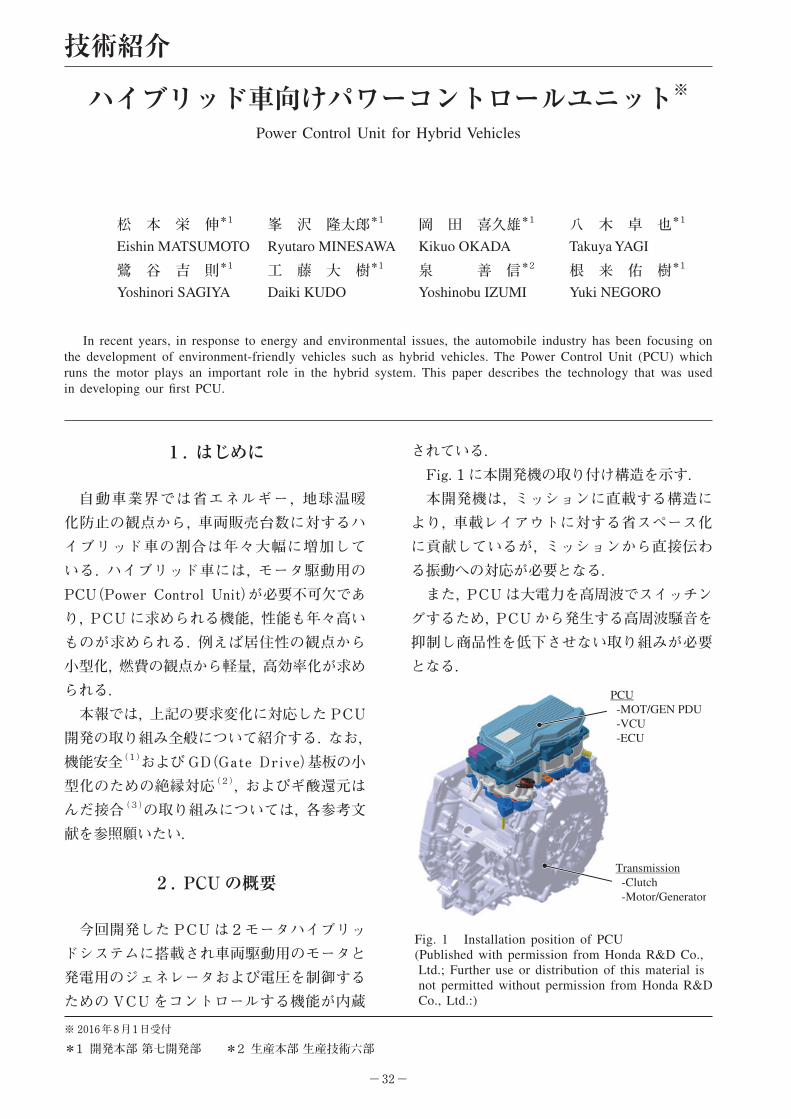
PCU -MOT/GEN PDU -VCU -ECU
Transmission -Clutch -Motor/Generator
Fig. 1 Installation position of PCU(Published with permission from Honda R&D Co., Ltd.; Further use or distribution of this material is not permitted without permission from Honda R&D Co., Ltd.:)
1.はじめに
自動車業界では省エネルギー,地球温暖化防止の観点から,車両販売台数に対するハイブリッド車の割合は年々大幅に増加している.ハイブリッド車には,モータ駆動用のPCU(Power Control Unit)が必要不可欠であり,PCU に求められる機能,性能も年々高いものが求められる.例えば居住性の観点から小型化,燃費の観点から軽量,高効率化が求められる.
本報では,上記の要求変化に対応した PCU 開発の取り組み全般について紹介する.なお,機能安全(1)および GD(Gate Drive)基板の小型化のための絶縁対応(2),およびギ酸還元はんだ接合(3)の取り組みについては,各参考文献を参照願いたい.
2.PCUの概要
今回開発した PCU は2モータハイブリッドシステムに搭載され車両駆動用のモータと発電用のジェネレータおよび電圧を制御するための VCU をコントロールする機能が内蔵
松 本 栄 伸*1 峯 沢 隆太郎*1 岡 田 喜久雄*1 八 木 卓 也*1
Eishin MATSUMOTO Ryutaro MINESAWA Kikuo OKADA Takuya YAGI
鷺 谷 吉 則*1 工 藤 大 樹*1 泉 善 信*2 根 来 佑 樹*1
Yoshinori SAGIYA Daiki KUDO Yoshinobu IZUMI Yuki NEGORO
In recent years, in response to energy and environmental issues, the automobile industry has been focusing on the development of environment-friendly vehicles such as hybrid vehicles. The Power Control Unit (PCU) which runs the motor plays an important role in the hybrid system. This paper describes the technology that was used in developing our first PCU.
ハイブリッド車向けパワーコントロールユニット※
Power Control Unit for Hybrid Vehicles
技術紹介
*1 開発本部 第七開発部 *2 生産本部 生産技術六部
※ 2016年8月1日受付
されている.Fig. 1 に本開発機の取り付け構造を示す.本開発機は,ミッションに直載する構造に
より,車載レイアウトに対する省スペース化に貢献しているが,ミッションから直接伝わる振動への対応が必要となる.
また,PCU は大電力を高周波でスイッチングするため,PCU から発生する高周波騒音を抑制し商品性を低下させない取り組みが必要となる.
-33-
ケーヒン技報 Vol.5 (2016)
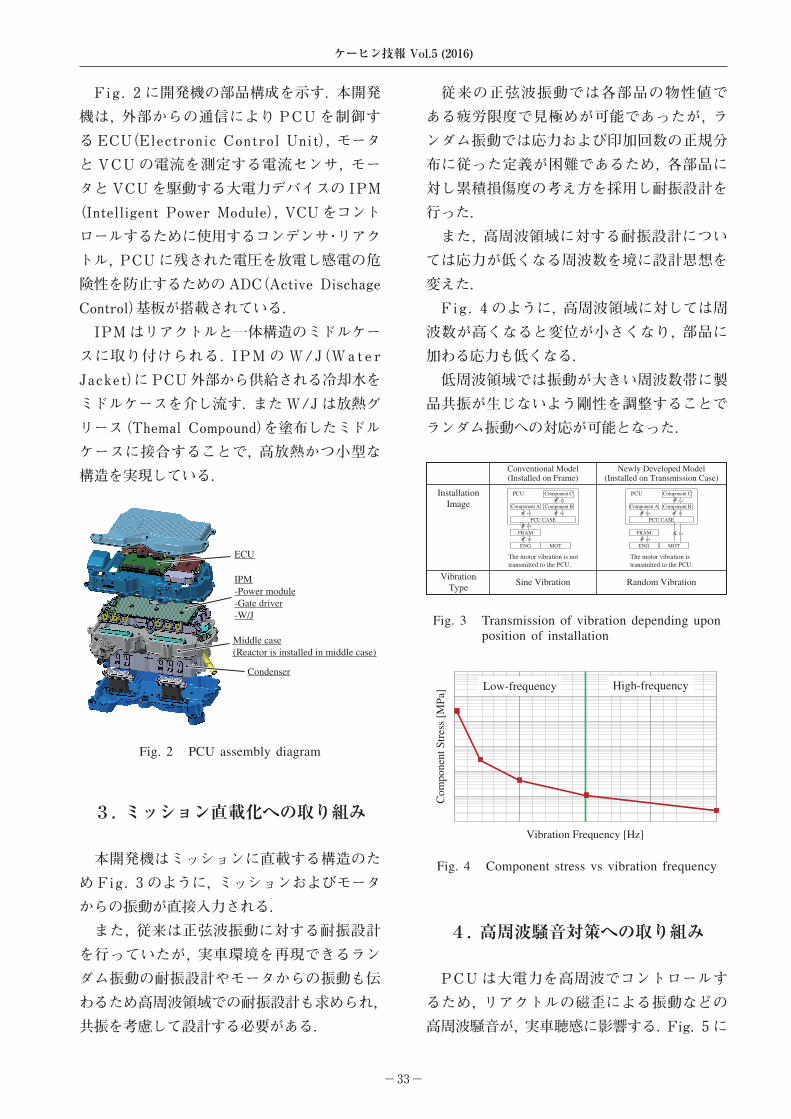
ECU
IPM-Power module-Gate driver-W/J
Condenser
Middle case(Reactor is installed in middle case)
Fig. 2 に開発機の部品構成を示す.本開発機は,外部からの通信により PCU を制御する ECU(Electronic Control Unit),モータと VCU の電流を測定する電流センサ,モータと VCU を駆動する大電力デバイスの IPM
(Intelligent Power Module),VCU をコントロールするために使用するコンデンサ・リアクトル,PCU に残された電圧を放電し感電の危険性を防止するための ADC(Active Dischage Control)基板が搭載されている.
IPM はリアクトルと一体構造のミドルケースに取り付けられる.IPM の W/J(Wat e r Jacket)に PCU 外部から供給される冷却水をミドルケースを介し流す.また W/J は放熱グリース(Themal Compound)を塗布したミドルケースに接合することで,高放熱かつ小型な構造を実現している.
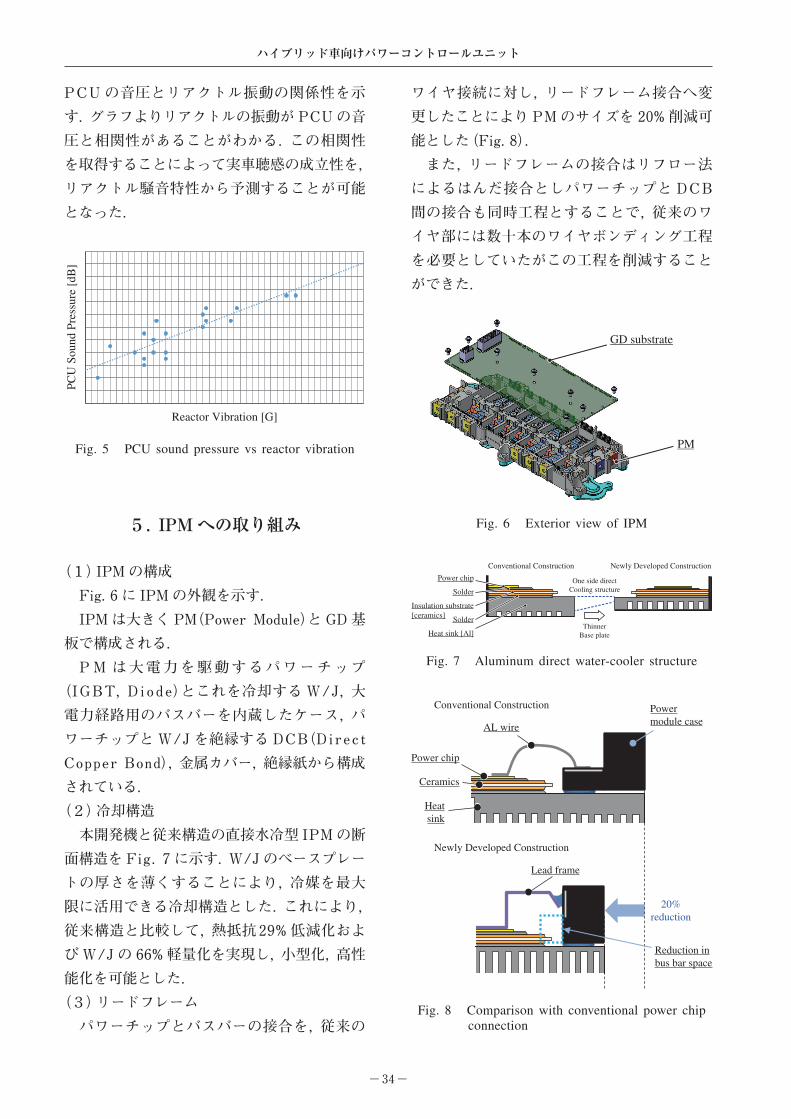
Vibration Frequency [Hz]
Com
pone
nt S
tres
s [M
Pa] High-frequencyLow-frequency
Fig. 4 Component stress vs vibration frequency
Conventional Model(Installed on Frame)
Newly Developed Model(Installed on Transmission Case)
InstallationImage
VibrationType
Sine Vibration Random Vibration
The motor vibration is nottransmitted to the PCU.
The motor vibration istransmitted to the PCU.
Component C
Component A Component B
PCU CASE
FRAM
ENG MOT
PCU Component C
Component A Component B
PCU CASE
FRAM
ENG MOT
PCU
Fig. 3 Transmission of vibration depending upon position of installation
Fig. 2 PCU assembly diagram
3.ミッション直載化への取り組み
本開発機はミッションに直載する構造のため Fig. 3 のように,ミッションおよびモータからの振動が直接入力される.
また,従来は正弦波振動に対する耐振設計を行っていたが,実車環境を再現できるランダム振動の耐振設計やモータからの振動も伝わるため高周波領域での耐振設計も求められ,共振を考慮して設計する必要がある.
従来の正弦波振動では各部品の物性値である疲労限度で見極めが可能であったが,ランダム振動では応力および印加回数の正規分布に従った定義が困難であるため,各部品に対し累積損傷度の考え方を採用し耐振設計を行った.
また,高周波領域に対する耐振設計については応力が低くなる周波数を境に設計思想を変えた.
Fig. 4 のように,高周波領域に対しては周波数が高くなると変位が小さくなり,部品に加わる応力も低くなる.
低周波領域では振動が大きい周波数帯に製品共振が生じないよう剛性を調整することでランダム振動への対応が可能となった.
4.高周波騒音対策への取り組み
PCU は大電力を高周波でコントロールするため,リアクトルの磁歪による振動などの高周波騒音が,実車聴感に影響する.Fig. 5 に
-34-
ハイブリッド車向けパワーコントロールユニットPC
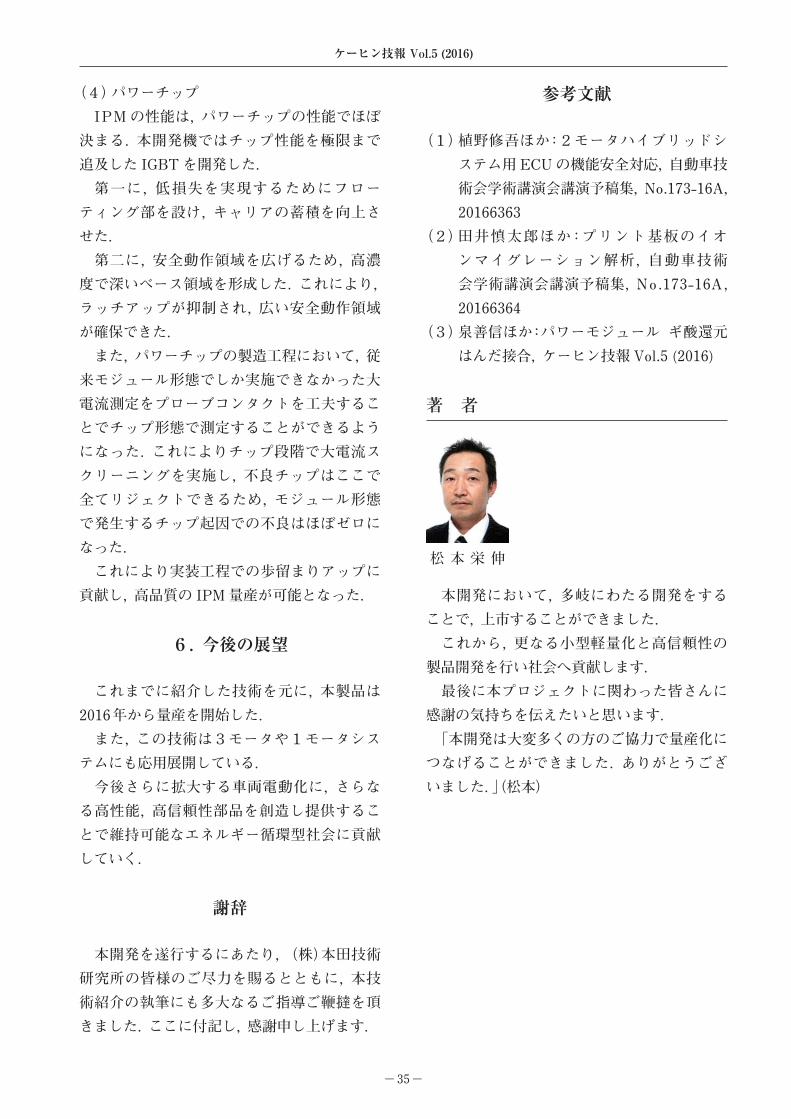
U S
ound
Pre
ssur
e [d
B]
Reactor Vibration [G]
PCU の音圧とリアクトル振動の関係性を示す.グラフよりリアクトルの振動が PCU の音圧と相関性があることがわかる.この相関性を取得することによって実車聴感の成立性を,リアクトル騒音特性から予測することが可能となった.
Fig. 5 PCU sound pressure vs reactor vibration
ワイヤ接続に対し,リードフレーム接合へ変更したことにより PM のサイズを 20% 削減可能とした(Fig. 8).
また,リードフレームの接合はリフロー法によるはんだ接合としパワーチップと DCB間の接合も同時工程とすることで,従来のワイヤ部には数十本のワイヤボンディング工程を必要としていたがこの工程を削減することができた.
GD substrate
PM
Fig. 6 Exterior view of IPM
Insulation substrate[ceramics]
Power chip
Solder
Solder
Heat sink [Al]
One side directCooling structure
Conventional Construction Newly Developed Construction
ThinnerBase plate
Fig. 7 Aluminum direct water-cooler structure
Fig. 8 Comparison with conventional power chip connection
Conventional Construction
20%reduction
AL wire
Power chip
Ceramics
Heatsink
Reduction inbus bar space
Newly Developed Construction
Lead frame
Powermodule case
5.IPMへの取り組み
(1) IPM の構成Fig. 6 に IPM の外観を示す.IPM は大きく PM(Power Module)と GD 基
板で構成される.P M は 大 電 力 を 駆 動 す る パ ワ ー チ ッ プ
(IGBT,Diode)とこれを冷却する W/J,大電力経路用のバスバーを内蔵したケース,パワーチップと W/J を絶縁する DCB(Direct Copper Bond),金属カバー,絶縁紙から構成されている.
(2) 冷却構造本開発機と従来構造の直接水冷型 IPM の断
面構造を Fig. 7 に示す.W/J のべースプレートの厚さを薄くすることにより,冷媒を最大限に活用できる冷却構造とした.これにより,従来構造と比較して,熱抵抗29% 低減化および W/J の 66% 軽量化を実現し,小型化,高性能化を可能とした.
(3) リードフレームパワーチップとバスバーの接合を,従来の
-35-
ケーヒン技報 Vol.5 (2016)
(4) パワーチップIPM の性能は,パワーチップの性能でほぼ
決まる.本開発機ではチップ性能を極限まで追及した IGBT を開発した.
第一に,低損失を実現するためにフローティング部を設け,キャリアの蓄積を向上させた.
第二に,安全動作領域を広げるため,高濃度で深いベース領域を形成した.これにより,ラッチアップが抑制され,広い安全動作領域が確保できた.
また,パワーチップの製造工程において,従来モジュール形態でしか実施できなかった大電流測定をプローブコンタクトを工夫することでチップ形態で測定することができるようになった.これによりチップ段階で大電流スクリーニングを実施し,不良チップはここで全てリジェクトできるため,モジュール形態で発生するチップ起因での不良はほぼゼロになった.
これにより実装工程での歩留まりアップに貢献し,高品質の IPM 量産が可能となった.
6.今後の展望
これまでに紹介した技術を元に,本製品は2016年から量産を開始した.
また,この技術は3モータや1モータシステムにも応用展開している.
今後さらに拡大する車両電動化に,さらなる高性能,高信頼性部品を創造し提供することで維持可能なエネルギー循環型社会に貢献していく.
謝辞
本開発を遂行するにあたり,(株)本田技術研究所の皆様のご尽力を賜るとともに,本技術紹介の執筆にも多大なるご指導ご鞭撻を頂きました.ここに付記し,感謝申し上げます.
参考文献
(1) 植野修吾ほか:2モータハイブリッドシステム用 ECU の機能安全対応,自動車技術会学術講演会講演予稿集,No.173-16A, 20166363
(2) 田井慎太郎ほか:プリント基板のイオンマイグレーション解析,自動車技術会学術講演会講演予稿集,No.173-16A, 20166364
(3) 泉善信ほか:パワーモジュール ギ酸還元はんだ接合,ケーヒン技報 Vol.5 (2016)
著 者
松 本 栄 伸
本開発において,多岐にわたる開発をすることで,上市することができました.
これから,更なる小型軽量化と高信頼性の製品開発を行い社会へ貢献します.
最後に本プロジェクトに関わった皆さんに感謝の気持ちを伝えたいと思います.「本開発は大変多くの方のご協力で量産化に
つなげることができました.ありがとうございました.」(松本)