gestione rifiuti e termovalorizzazione · 03.00.00 rifiuti della lavorazione del legno e della...
TRANSCRIPT
Pagina 1 di 116
GESTIONE RIFIUTI E
TERMOVALORIZZAZIONE
Ing. Carrara Adriano Ph.D.
Pagina 2 di 116
1. I rifiuti ........................................................................................................................................ 4 1.1. I codici CER ...................................................................................................................................... 6
1.2. Operazioni di smaltimento e recupero dei rifiuti ........................................................................ 7
1.3. Produzione di rifiuti in Europa e in Italia ..................................................................................... 9
1.4. La gestione dei rifiuti in Europa .................................................................................................. 10
2. La corretta gestione dei rifiuti urbani .......................................................................... 14
3. Raccolta differenziata e riciclo ........................................................................................ 17 3.1. Il riciclaggio della plastica[7] ......................................................................................................... 19
3.2. Il riciclaggio dell’alluminio[8] ......................................................................................................... 20
3.3. Il riciclaggio del vetro[9] ................................................................................................................ 20
4. La discarica controllata ...................................................................................................... 22
5. Composizione e PCI dei rifiuti ......................................................................................... 25 5.1. Metodi di caratterizzazione dei rifiuti .......................................................................................... 25
5.2. Il piano di campionamento .......................................................................................................... 28
5.3. Confronto tra poteri calorifici inferiori dei rifiuti rispetto ai principali combustibili .............. 30
5.4. Il diagramma di Thammer ........................................................................................................... 31
6. La termovalorizzazione dei rifiuti .................................................................................. 32 6.1. Forni a griglia ................................................................................................................................. 35
6.1.1. Pesa e portale radiometrico ..................................................................................................... 38
6.1.2. Fossa e avanfossa ..................................................................................................................... 38
6.1.3. Caldaia ........................................................................................................................................ 46
6.1.4. Il diagramma termico ............................................................................................................... 48
6.1.5. Dimensionamento di massima della griglia di combustione ............................................... 51
6.1.6. Sistema di controllo della combustione .................................................................................. 52
6.2. Forni a letto fluido ......................................................................................................................... 53
6.3. Forni a tamburo rotante ............................................................................................................... 56
6.4. Generatore di vapore (GdV) ........................................................................................................ 57
6.4.1. Camera di combustione, post combustione e primo canale radiante................................ 57
6.4.2. Canale radiante .......................................................................................................................... 58
6.4.3. Ciclo termico .............................................................................................................................. 58
6.5. Il trattamento fumi ........................................................................................................................ 60
6.5.1. Limiti alle emissioni ................................................................................................................... 60
6.5.2. Layout del trattamento fumi .................................................................................................... 63
6.5.3. Sistemi di abbattimento delle polveri ..................................................................................... 65
6.5.4. Sistemi di abbattimento dei micro inquinanti acidi .............................................................. 77
Pagina 3 di 116
6.5.5. Sistemi di abbattimento degli NOx ......................................................................................... 81
6.5.6. Controllo delle emissioni di CO e COT .................................................................................... 85
6.5.7. Sistemi di abbattimento dei micro inquinanti ........................................................................ 86
6.5.8. Lo SME (Sistema di monitoraggio delle emissioni in continuo) e l’analisi sul grezzo ...... 90
6.5.9. Schede riassuntive dati su trattamento fumi ........................................................................ 93
6.6. Acque industriali e gestione scarichi liquidi ............................................................................... 95
6.6.1. Scarichi liquidi e trattamento acque ....................................................................................... 95
6.7. Problematiche di corrosione ........................................................................................................ 96
6.7.1. Le principali cause della corrosione ........................................................................................ 97
6.7.2. La protezione dei banchi di scambio e delle pareti membranate ..................................... 103
6.8. La pulizia della caldaia tramite microesplosioni ...................................................................... 110
6.8.1. Formazioni di accumuli di ceneri nel forno .......................................................................... 110
6.8.2. Formazioni di accumuli di ceneri sui banchi della convettiva ........................................... 110
6.8.3. Pulizia tramite microesplosioni .............................................................................................. 110
6.9. Scorie, ceneri e rischio formazione di idrogeno e cattivi odori ............................................. 114
6.9.1. Presenza di ammoniaca in fossa scorie in presenza di sistemi DeNOx SNCR ................ 114
6.9.2. Formazione di ammoniaca ed idrogeno per presenza di alluminio .................................. 114
6.10. Funzionamento in condizioni di emergenza ........................................................................ 115
6.10.1. Mal funzionamento del turbogeneratore ............................................................................. 115
6.10.2. Mancanza rete elettrica esterna ............................................................................................ 115
6.10.3. Mancanza di forza elettromotrice .......................................................................................... 115
Pagina 4 di 116
1. I RIFIUTI Dare una definizione univoca di rifiuto non è semplice, concettualmente si può definire un rifiuto
come
“una qualsiasi sostanza od oggetto di cui il detentore si disfi o abbia deciso o abbia l'obbligo di
disfarsi”.
La difficoltà nel definire cos’è un rifiuto deriva dal fatto che:
- il rifiuto non è una sostanza con delle caratteristiche chimico \ fisiche specifiche, ma può
essere una qualsiasi sostanza od oggetto;
- la composizione dei rifiuti, e di conseguenza le proprietà chimico \ fisiche dei rifiuti variano
o sia nello spazio, aree diverse, anche geograficamente limitrofe, possono produrre
rifiuti con caratteristiche molto diverse, ad esempio aree a forte vocazione industriale
ed aree prevalentemente agricole produrranno rifiuti molto diversi. Ed ancora le
caratteristiche dei rifiuti prodotti saranno diverse tra aree urbane prevalentemente
residenziali o commerciali ed aree urbane a destinazione prevalentemente
industriale;
o che nel tempo, sia nel breve periodo, durante l’anno si ha una variabilità di tipo
stagionale, che nel medio e lungo periodo, in presenza di mutazioni delle condizioni
socio \ economiche della popolazione.
La catalogazione ufficiale ed univoca dei rifiuti si basa su una serie di codici di identificazione, detti
codici CER (Catalogo Europeo dei Rifiuti), introdotta in Italia con il Decreto legislativo 5 febbraio
1997 n.22 (Decreto Ronchi), in attuazione delle direttive 91/156/CEE sui rifiuti, 91/689/CEE sui
rifiuti pericolosi e 94/62/CE sugli imballaggi e sui rifiuti di imballaggio, successivamente abrogato
e sostituito dal D. Lgs. n. 152 del 3 aprile 2006.
In base al Decreto legislativo 5 febbraio 1997 n.22 Art. 7 i rifiuti sono classificati secondo
l’origine in:
- rifiuti urbani;
- rifiuti speciali;
e secondo le caratteristiche di pericolosità, in:
- rifiuti pericolosi;
- rifiuti non pericolosi.
Sempre l’At. 7 definisce quali rifiuti urbani:
a) i rifiuti domestici, anche ingombranti, provenienti da locali e luoghi adibiti ad uso di civile
abitazione;
b) i rifiuti non pericolosi provenienti da locali e luoghi adibiti ad usi diversi da quelli di cui alla
lettera a), assimilati ai rifiuti urbani per qualità e quantità, ai sensi dell'articolo 21, comma 2,
lettera g);
c) i rifiuti provenienti dallo spazzamento delle strade;
d) i rifiuti di qualunque natura o provenienza, giacenti sulle strade ed aree pubbliche o sulle
strade ed aree private comunque soggette ad uso pubblico o sulle spiagge marittime e lacuali
e sulle rive dei corsi d'acqua;
e) i rifiuti vegetali provenienti da aree verdi, quali giardini, parchi e aree cimiteriali;
f) i rifiuti provenienti da esumazioni ed estumulazioni, nonché gli altri rifiuti provenienti da
attività cimiteriale diversi da quelli di cui alle lettere b), c) ed e).
Pagina 5 di 116
Mentre sono rifiuti speciali:
a) i rifiuti da attività agricole e agro-industriali;
b) i rifiuti derivanti dalle attività di demolizione, costruzione, nonché i rifiuti pericolosi che
derivano dalle attività di scavo;
c) i rifiuti da lavorazioni industriali, fatto salvo quanto previsto dall'articolo 8, comma 1, lettera
f-quater);
d) i rifiuti da lavorazioni artigianali;
e) i rifiuti da attività commerciali;
f) i rifiuti da attività di servizio;
g) i rifiuti derivanti dalla attività di recupero e smaltimento di rifiuti, i fanghi prodotti dalla
potabilizzazione e da altri trattamenti delle acque e dalla depurazione delle acque reflue e da
abbattimento di fumi;
h) i rifiuti derivanti da attività sanitarie;
i) i macchinari e le apparecchiature deteriorati ed obsoleti;
j) i veicoli a motore, rimorchi e simili fuori uso e loro parti.
j-bis) il combustibile derivato da rifiuti qualora non rivesta le caratteristiche qualitative
individuate da norme tecniche finalizzate a definirne contenuti e usi compatibili con la tutela
ambientale.
RSU Rifiuto Solido Urbano
RU Rifiuti Urbano
RUR Rifiuto Urbano Residuo
FO Frazione Organica
FS Frazione Secca
RSNP Rifiuti Speciali Non Pericolosi
CdR Combustibile da Rifiuti
ROT Rifiuti Ospedalieri Trattati
CSS Combustibili Solidi Secondari Tabella 1: alcune sigle comunemente usate nel mondo della gestione dei rifiuti.
Dove:
- Rifiuto Urbano Residuo (RUR) è la componente indifferenziata del rifiuto ulrbano, la dove
si effettua la raccolta differenziata (RD);
- Frazione Organica (FO) è parte umida ed il verde proveniente dai rifiuti urbani;
- Frazione Secca (FS) si intende la parte che deriva dalla selezione dei rifiuti indifferenziati
attraverso la separazione della frazione organica.
Pagina 6 di 116
1.1. I codici CER L'articolo 1 lettera a) della direttiva 75/442/CEE definisce il termine "rifiuti" nel modo seguente:
"qualsiasi sostanza od oggetto che rientri nelle categorie riportate nell'allegato I e di cui il
detentore si disfi o abbia deciso o abbia l'obbligo di disfarsi".
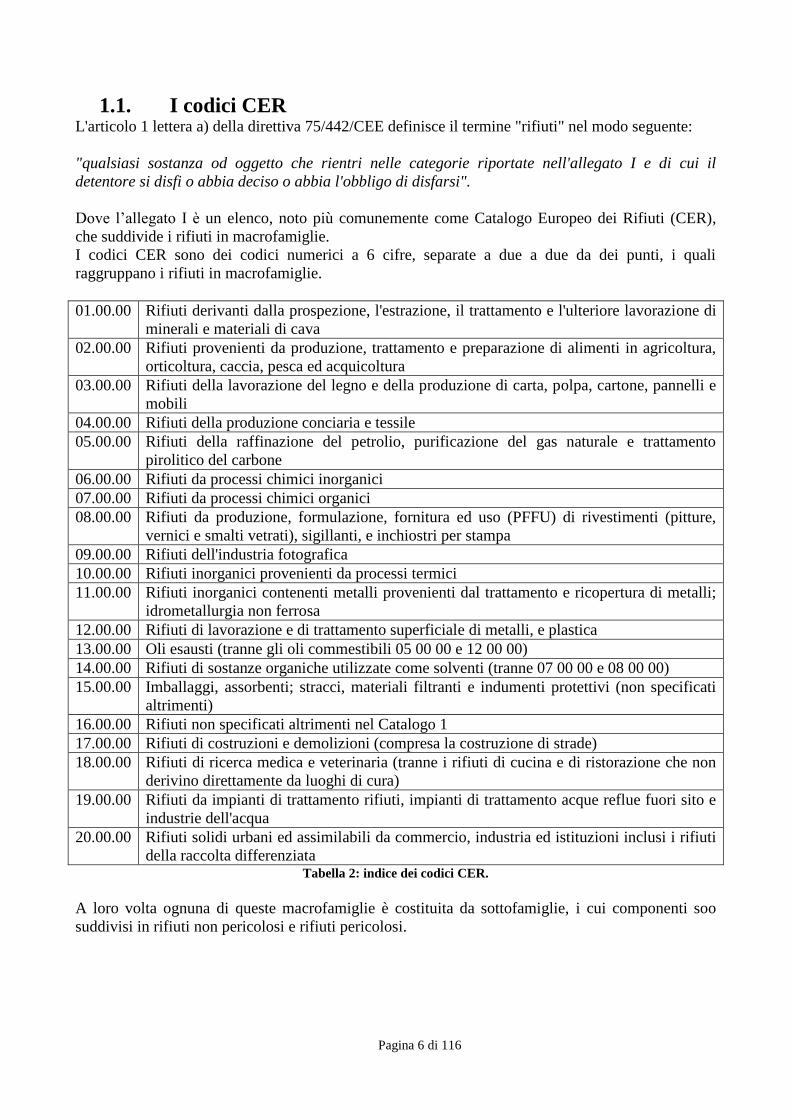
Dove l’allegato I è un elenco, noto più comunemente come Catalogo Europeo dei Rifiuti (CER),
che suddivide i rifiuti in macrofamiglie.
I codici CER sono dei codici numerici a 6 cifre, separate a due a due da dei punti, i quali
raggruppano i rifiuti in macrofamiglie.
01.00.00 Rifiuti derivanti dalla prospezione, l'estrazione, il trattamento e l'ulteriore lavorazione di
minerali e materiali di cava
02.00.00 Rifiuti provenienti da produzione, trattamento e preparazione di alimenti in agricoltura,
orticoltura, caccia, pesca ed acquicoltura
03.00.00 Rifiuti della lavorazione del legno e della produzione di carta, polpa, cartone, pannelli e
mobili
04.00.00 Rifiuti della produzione conciaria e tessile
05.00.00 Rifiuti della raffinazione del petrolio, purificazione del gas naturale e trattamento
pirolitico del carbone
06.00.00 Rifiuti da processi chimici inorganici
07.00.00 Rifiuti da processi chimici organici
08.00.00 Rifiuti da produzione, formulazione, fornitura ed uso (PFFU) di rivestimenti (pitture,
vernici e smalti vetrati), sigillanti, e inchiostri per stampa
09.00.00 Rifiuti dell'industria fotografica
10.00.00 Rifiuti inorganici provenienti da processi termici
11.00.00 Rifiuti inorganici contenenti metalli provenienti dal trattamento e ricopertura di metalli;
idrometallurgia non ferrosa
12.00.00 Rifiuti di lavorazione e di trattamento superficiale di metalli, e plastica
13.00.00 Oli esausti (tranne gli oli commestibili 05 00 00 e 12 00 00)
14.00.00 Rifiuti di sostanze organiche utilizzate come solventi (tranne 07 00 00 e 08 00 00)
15.00.00 Imballaggi, assorbenti; stracci, materiali filtranti e indumenti protettivi (non specificati
altrimenti)
16.00.00 Rifiuti non specificati altrimenti nel Catalogo 1
17.00.00 Rifiuti di costruzioni e demolizioni (compresa la costruzione di strade)
18.00.00 Rifiuti di ricerca medica e veterinaria (tranne i rifiuti di cucina e di ristorazione che non
derivino direttamente da luoghi di cura)
19.00.00 Rifiuti da impianti di trattamento rifiuti, impianti di trattamento acque reflue fuori sito e
industrie dell'acqua
20.00.00 Rifiuti solidi urbani ed assimilabili da commercio, industria ed istituzioni inclusi i rifiuti
della raccolta differenziata Tabella 2: indice dei codici CER.
A loro volta ognuna di queste macrofamiglie è costituita da sottofamiglie, i cui componenti soo
suddivisi in rifiuti non pericolosi e rifiuti pericolosi.
Pagina 7 di 116
Si prenda ad esempio la macrofamiglia dei CER 20.00.00, essa include:
- rifiuti non pericolosi
o 20.01 raccolta differenziata
20.01.01 carta e cartone
20.01.02 vetro
20.01.03 plastica (piccole dimensioni)
20.01.04 altri tipi di plastica
20.01.05 metallo (piccole dimensioni, es. lattine)
20.01.06 altri tipi di metallo
20.01.07 legno
ecc..
o 20.02 rifiuti di giardini e parchi (inclusi i rifiuti provenienti da cimiteri)
20.02.01 rifiuti compostabili
20.02.02 terreno e rocce
20.02.03 altri rifiuti non compostabili
o 20.03 altri rifiuti urbani
20.03.01 rifiuti urbani misti
20.03.02 rifiuti di mercati
20.03.03 residui di pulizia delle strade
20.03.04 fanghi di serbatoi settici
20.03.05 veicoli fuori uso
- rifiuti pericolosi
o 20.01 raccolta differenziata
20.01.12 Vernici, inchiostri, adesivi
20.01.13 Solventi
20.01.17 Prodotti fotochimici
20.01.19 Pesticidi
20.01.21 Tubi fluorescenti ed altri rifiuti contenenti mercurio
I rifiuti pericolosi sono spesso indicati graficamente con un “*” in fondo al codice identificativo, ad
esempio CER 20.01.21*.
1.2. Operazioni di smaltimento e recupero dei rifiuti In base al Decreto legislativo 5 febbraio 1997 n.22 Allegati B e C, le operazioni di gestione dei
rifiuti sono suddivise in operazioni di:
- smaltimento, identificate dalla lettera D seguita da un numero;
- recupero, identificate dalla lettera R seguita da un numero..
Operazioni di smaltimento:
- D1, deposito sul o nel suolo (a esempio discarica);
- D2, trattamento in ambiente terrestre (a esempio biodegradazione di rifiuti liquidi o fanghi
nei suoli);
- D3, iniezioni in profondità (a esempio iniezioni dei rifiuti pompabili in pozzi. In cupole
saline o faglie geologiche naturali);
- D4, lagunaggio (a esempio scarico di rifiuti liquidi o di fanghi in pozzi, stagni o lagune,
ecc.);
- D5, messa in discarica specialmente allestita (a esempio sistematizzazione in alveoli stagni
separati, ricoperti o isolati gli uni dagli altri e dall'ambiente);
- D6, scarico dei rifiuti solidi nell'ambiente idrico eccetto l'immersione;
- D7, immersione, compreso il seppellimento nel sottosuolo marino;
Pagina 8 di 116
- D8, trattamento biologico non specificato altrove nel presente allegato, che dia origine a
composti o a miscugli che vengono eliminati secondo uno dei procedimenti elencati nei
punti da D1 a D12;
- D9, trattamento fisicochimico non specificato altrove nel presente allegato che dia origine a
composti o a miscugli eliminati secondo uno dei procedimenti elencati nei punti da D1 a
D12, (a esempio evaporazione, essiccazione, calcinazione, ecc.);
- D10, incenerimento a terra;
- D11, incenerimento in mare;
- D12, deposito permanente (a esempio sistemazione di contenitori in una miniera, ecc.);
- D13, raggruppamento preliminare prima di una delle operazioni di cui ai punti da D1 a D12;
- D14, ricondizionamento preliminare prima di una delle operazioni di cui ai punti da D1 a
D13;
- D15, deposito preliminare prima di una delle operazioni di cui ai punti da D1 a D14 (escluso
il deposito temporaneo, prima della raccolta, nel luogo in cui sono prodotti).
Operazioni di recupero:
- R1, utilizzazione principale come combustibile o come altro mezzo per produrre energia;
- R2, rigenerazione/recupero di solventi;
- R3, riciclo/recupero delle sostanze organiche non utilizzate come solventi (comprese le
operazioni di compostaggio e altre trasformazioni biologiche);
- R4, riciclo/recupero dei metalli e dei composti metallici;
- R5, riciclo/recupero di altre sostanze inorganiche;
- R6, rigenerazione degli acidi o delle basi;
- R7, recupero dei prodotti che servono a captare gli inquinanti;
- R8, recupero dei prodotti provenienti dai catalizzatori;
- R9, rigenerazione o altri reimpieghi degli oli;
- R10, spandimento sul suolo a beneficio dell'agricoltura o dell'ecologia;
- R11, utilizzazione di rifiuti ottenuti da una delle operazioni indicate da R1 a R10;
- R12, scambio di rifiuti per sottoporli a una delle operazioni indicate da R1 a R11;
- R13, messa in riserva di rifiuti per sottoporli a una delle operazioni indicate nei punti da R1
a R12 (escluso il deposito temporaneo, prima della raccolta, nel luogo in cui sono prodotti).
Tipicamente un impianto di termovalorizzazione dei rifiuti è autorizzato a svolgere le seguenti
attività di gestione dei rifiuti:
- D10, incenerimento a terra;
- D15, deposito preliminare prima di una delle operazioni di cui ai punti da D1 a D14;
- R1, utilizzazione principale come combustibile o come altro mezzo per produrre energia;
- R4, riciclo/recupero dei metalli e dei composti metallici.
L’impianto è quindi autorizzato a:
1) immagazzinare i rifiuti (D15);
2) ad utilizzarli come combustibile, ai fini di produrre energia elettrica e termica (R1);
3) ad incenerire i rifiuti anche senza produzione di energia elettrica o termica (D10), ad
esempio quando la turbina è ferma per manutenzioni ma si vuole continuare a bruciare i
rifiuti;
4) ed al recupero dei metalli contenuti nei rifiuti (R4). Solitamente i metalli sono recuperati
dalle ceneri a valle della termovalorizzazione dei rifiuti, attraverso l’uso di magneti.
Pagina 9 di 116
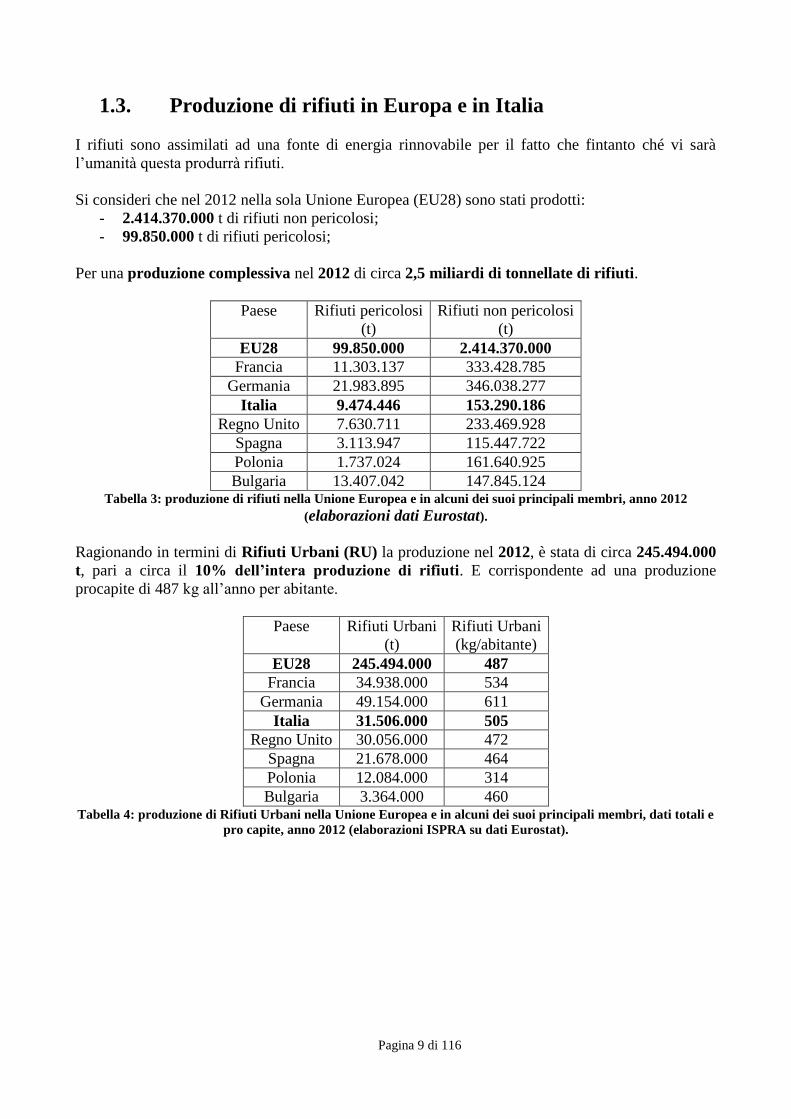
1.3. Produzione di rifiuti in Europa e in Italia
I rifiuti sono assimilati ad una fonte di energia rinnovabile per il fatto che fintanto ché vi sarà
l’umanità questa produrrà rifiuti.
Si consideri che nel 2012 nella sola Unione Europea (EU28) sono stati prodotti:
- 2.414.370.000 t di rifiuti non pericolosi;
- 99.850.000 t di rifiuti pericolosi;
Per una produzione complessiva nel 2012 di circa 2,5 miliardi di tonnellate di rifiuti.
Paese Rifiuti pericolosi
(t)
Rifiuti non pericolosi
(t)
EU28 99.850.000 2.414.370.000
Francia 11.303.137 333.428.785
Germania 21.983.895 346.038.277
Italia 9.474.446 153.290.186
Regno Unito 7.630.711 233.469.928
Spagna 3.113.947 115.447.722
Polonia 1.737.024 161.640.925
Bulgaria 13.407.042 147.845.124 Tabella 3: produzione di rifiuti nella Unione Europea e in alcuni dei suoi principali membri, anno 2012
(elaborazioni dati Eurostat).
Ragionando in termini di Rifiuti Urbani (RU) la produzione nel 2012, è stata di circa 245.494.000
t, pari a circa il 10% dell’intera produzione di rifiuti. E corrispondente ad una produzione
procapite di 487 kg all’anno per abitante.
Paese Rifiuti Urbani
(t)
Rifiuti Urbani
(kg/abitante)
EU28 245.494.000 487
Francia 34.938.000 534
Germania 49.154.000 611
Italia 31.506.000 505
Regno Unito 30.056.000 472
Spagna 21.678.000 464
Polonia 12.084.000 314
Bulgaria 3.364.000 460 Tabella 4: produzione di Rifiuti Urbani nella Unione Europea e in alcuni dei suoi principali membri, dati totali e
pro capite, anno 2012 (elaborazioni ISPRA su dati Eurostat).
Pagina 10 di 116
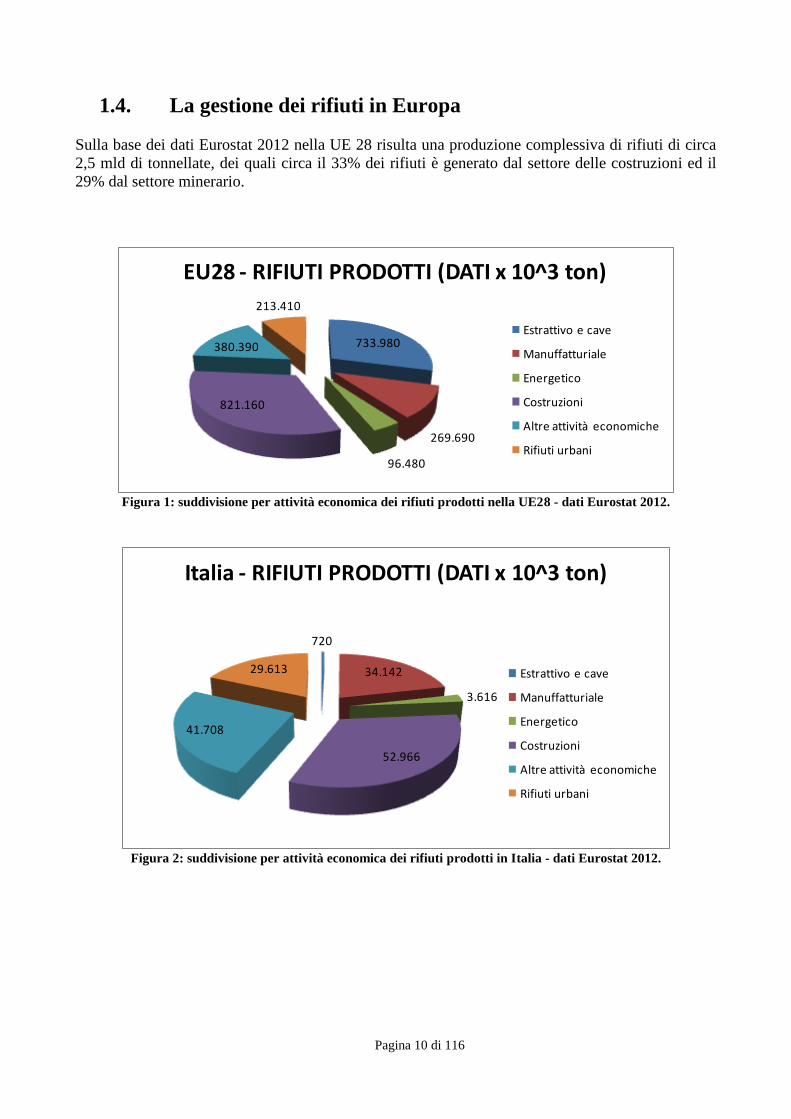
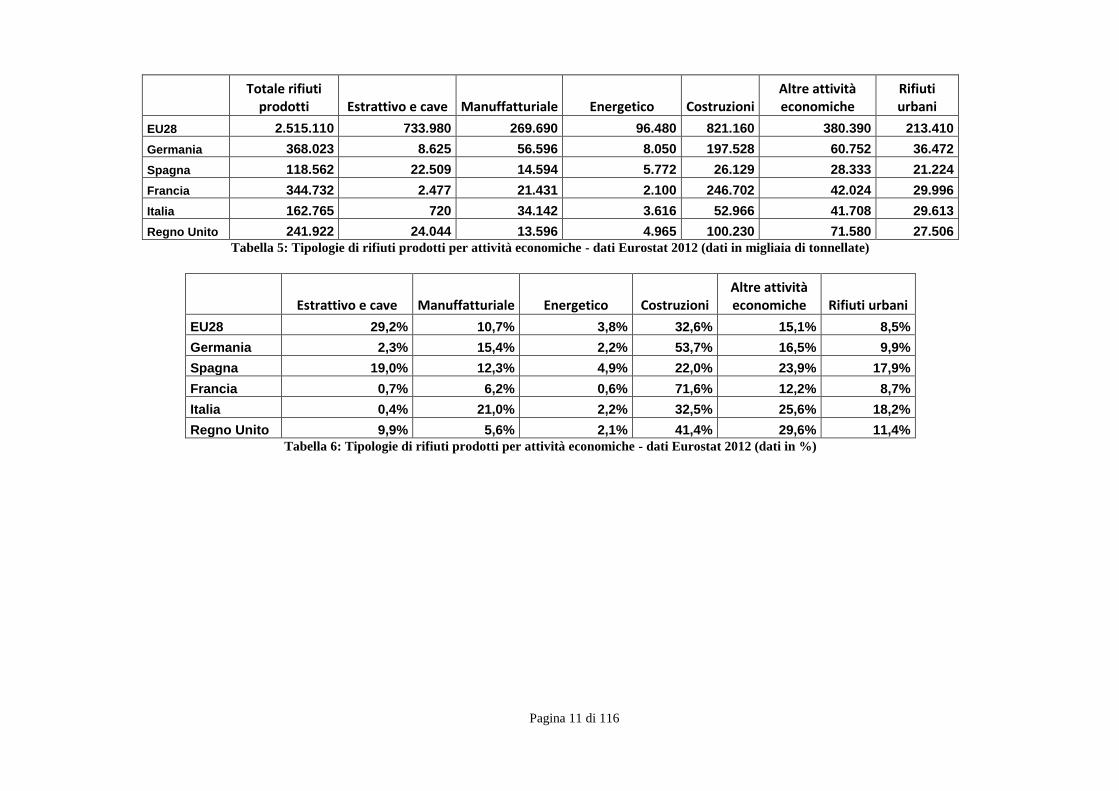
1.4. La gestione dei rifiuti in Europa
Sulla base dei dati Eurostat 2012 nella UE 28 risulta una produzione complessiva di rifiuti di circa
2,5 mld di tonnellate, dei quali circa il 33% dei rifiuti è generato dal settore delle costruzioni ed il
29% dal settore minerario.
733.980
269.690
96.480
821.160
380.390
213.410
EU28 - RIFIUTI PRODOTTI (DATI x 10^3 ton)
Estrattivo e cave
Manuffatturiale
Energetico
Costruzioni
Altre attività economiche
Rifiuti urbani
Figura 1: suddivisione per attività economica dei rifiuti prodotti nella UE28 - dati Eurostat 2012.
720
34.142
3.616
52.966
41.708
29.613
Italia - RIFIUTI PRODOTTI (DATI x 10^3 ton)
Estrattivo e cave
Manuffatturiale
Energetico
Costruzioni
Altre attività economiche
Rifiuti urbani
Figura 2: suddivisione per attività economica dei rifiuti prodotti in Italia - dati Eurostat 2012.
Pagina 11 di 116
Totale rifiuti prodotti Estrattivo e cave Manuffatturiale Energetico Costruzioni
Altre attività economiche
Rifiuti urbani
EU28 2.515.110 733.980 269.690 96.480 821.160 380.390 213.410
Germania 368.023 8.625 56.596 8.050 197.528 60.752 36.472
Spagna 118.562 22.509 14.594 5.772 26.129 28.333 21.224
Francia 344.732 2.477 21.431 2.100 246.702 42.024 29.996
Italia 162.765 720 34.142 3.616 52.966 41.708 29.613
Regno Unito 241.922 24.044 13.596 4.965 100.230 71.580 27.506
Tabella 5: Tipologie di rifiuti prodotti per attività economiche - dati Eurostat 2012 (dati in migliaia di tonnellate)
Estrattivo e cave Manuffatturiale Energetico Costruzioni Altre attività economiche Rifiuti urbani
EU28 29,2% 10,7% 3,8% 32,6% 15,1% 8,5%
Germania 2,3% 15,4% 2,2% 53,7% 16,5% 9,9%
Spagna 19,0% 12,3% 4,9% 22,0% 23,9% 17,9%
Francia 0,7% 6,2% 0,6% 71,6% 12,2% 8,7%
Italia 0,4% 21,0% 2,2% 32,5% 25,6% 18,2%
Regno Unito 9,9% 5,6% 2,1% 41,4% 29,6% 11,4%
Tabella 6: Tipologie di rifiuti prodotti per attività economiche - dati Eurostat 2012 (dati in %)
Pagina 12 di 116
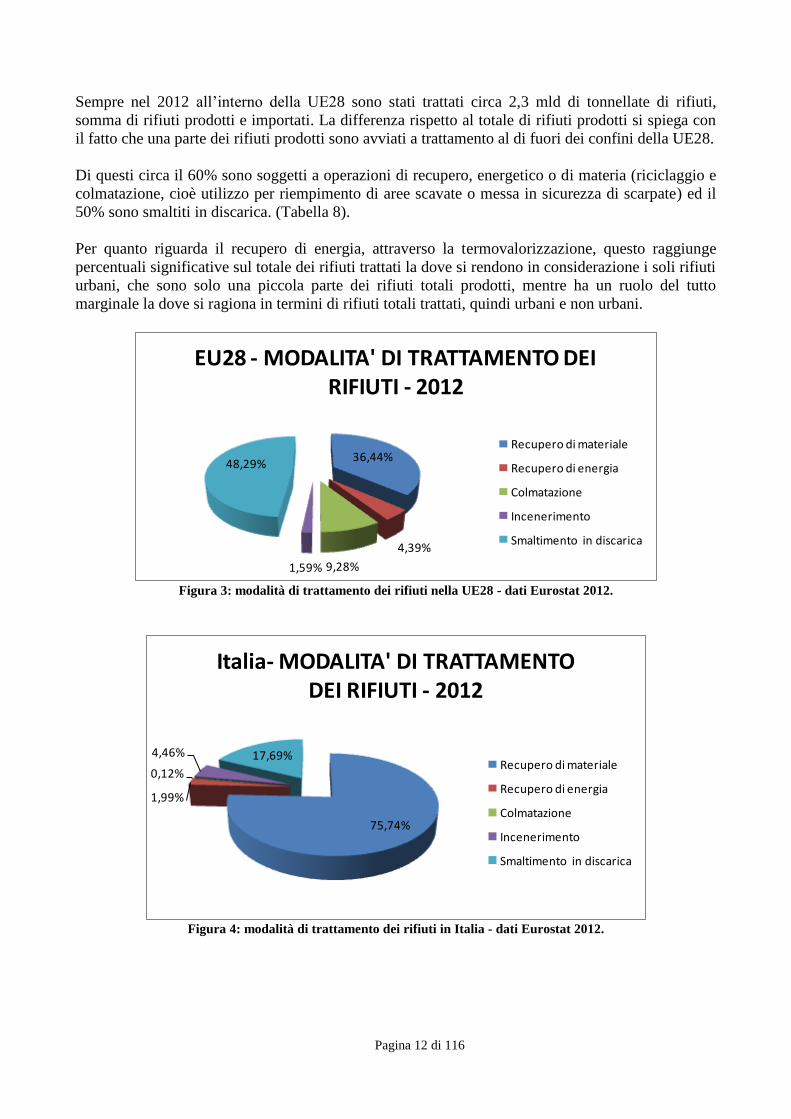
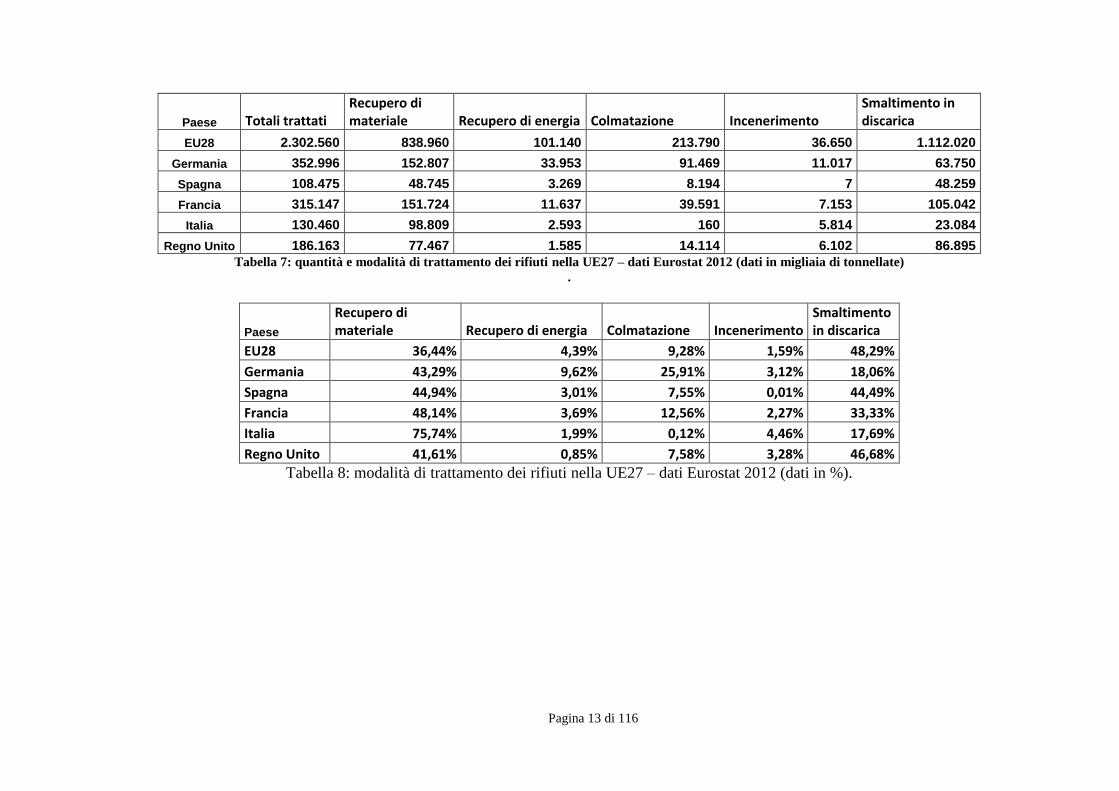
Sempre nel 2012 all’interno della UE28 sono stati trattati circa 2,3 mld di tonnellate di rifiuti,
somma di rifiuti prodotti e importati. La differenza rispetto al totale di rifiuti prodotti si spiega con
il fatto che una parte dei rifiuti prodotti sono avviati a trattamento al di fuori dei confini della UE28.
Di questi circa il 60% sono soggetti a operazioni di recupero, energetico o di materia (riciclaggio e
colmatazione, cioè utilizzo per riempimento di aree scavate o messa in sicurezza di scarpate) ed il
50% sono smaltiti in discarica. (Tabella 8).
Per quanto riguarda il recupero di energia, attraverso la termovalorizzazione, questo raggiunge
percentuali significative sul totale dei rifiuti trattati la dove si rendono in considerazione i soli rifiuti
urbani, che sono solo una piccola parte dei rifiuti totali prodotti, mentre ha un ruolo del tutto
marginale la dove si ragiona in termini di rifiuti totali trattati, quindi urbani e non urbani.
36,44%
4,39%
9,28%1,59%
48,29%
EU28 - MODALITA' DI TRATTAMENTO DEI RIFIUTI - 2012
Recupero di materiale
Recupero di energia
Colmatazione
Incenerimento
Smaltimento in discarica
Figura 3: modalità di trattamento dei rifiuti nella UE28 - dati Eurostat 2012.
75,74%
1,99%
0,12%
4,46% 17,69%
Italia- MODALITA' DI TRATTAMENTO DEI RIFIUTI - 2012
Recupero di materiale
Recupero di energia
Colmatazione
Incenerimento
Smaltimento in discarica
Figura 4: modalità di trattamento dei rifiuti in Italia - dati Eurostat 2012.
Pagina 13 di 116
Paese Totali trattati Recupero di materiale Recupero di energia Colmatazione Incenerimento
Smaltimento in discarica
EU28 2.302.560 838.960 101.140 213.790 36.650 1.112.020
Germania 352.996 152.807 33.953 91.469 11.017 63.750
Spagna 108.475 48.745 3.269 8.194 7 48.259
Francia 315.147 151.724 11.637 39.591 7.153 105.042
Italia 130.460 98.809 2.593 160 5.814 23.084
Regno Unito 186.163 77.467 1.585 14.114 6.102 86.895
Tabella 7: quantità e modalità di trattamento dei rifiuti nella UE27 – dati Eurostat 2012 (dati in migliaia di tonnellate)
.
Paese
Recupero di materiale Recupero di energia Colmatazione Incenerimento
Smaltimento in discarica
EU28 36,44% 4,39% 9,28% 1,59% 48,29%
Germania 43,29% 9,62% 25,91% 3,12% 18,06%
Spagna 44,94% 3,01% 7,55% 0,01% 44,49%
Francia 48,14% 3,69% 12,56% 2,27% 33,33%
Italia 75,74% 1,99% 0,12% 4,46% 17,69%
Regno Unito 41,61% 0,85% 7,58% 3,28% 46,68%
Tabella 8: modalità di trattamento dei rifiuti nella UE27 – dati Eurostat 2012 (dati in %).
Pagina 14 di 116
2. LA CORRETTA GESTIONE DEI RIFIUTI URBANI
Una corretta gestione dei rifiuti richiede l’adozione di un sistema complesso, in cui ogni elemento è
indispensabile.
Gli elementi indispensabili per una corretta gestione dei rifiuti sono quindi:
- la raccolta differenziata;
- il riciclaggio dei materiali;
- la termovalorizzazione dei rifiuti non riciclabili;
- il depositi in discarica di quanto
o non riciclabile;
o non termovalorizzabile;
o dei residui della termovalorizzazione.
Gli obiettivi di una corretta gestione dei rifiuti devono essere:
- la massimizzazione del recupero di materia (riciclaggio) ed energia (termovalorizzazione);
- la riduzione dell’impatto ambientale;
- il contenimento dei costi di gestione dei rifiuti;
Il raggiungimento di tutti è tre i suddetti obiettivi non è risultato di facile ottenimento. Basti
considerare che:
- una raccolta differenziata molto spinta, la così detta porta a porta, dove in giorni predefiniti i
mezzi della raccolta dei rifiuti passano casa per casa a raccogliere specifiche tipologie di
rifiuti, separati direttamente dal cittadino, implica alti costi di gestione, maggior numero di
mezzi e personale addetto alla raccolta e quindi può andare in conflitto con l’obbiettivo di
contenere i costi della gestione dei rifiuti;
- il riciclaggio dei rifiuti ha dei limiti di natura
o tecnica, alcuni tipi o sotto tipi di rifiuti non sono riciclabili, ad esempio la carta può
essere riciclata al massimo 4 volte, poi non è più riutilizzabile;
o economica, per alcune tipologie di materiali il costo del riciclo supera il costo della
produzione a nuovo;
o ambientali, a volte riciclare un materiale implica dei consumi energetici (calore ed
energia elettrica) e delle emissioni inquinanti maggiori che produrre tale materiale ex
novo.
Sistemi di gestione dei rifiuti basati sulla sola raccolta differenziata e riciclaggio non sono né
tecnicamente né economicamente né ambientalmente sostenibili. Così come non sono tecnicamente
sostenibili sistemi basati sulla raccolta differenziate seguita dal riciclaggio e chiusa dalla sola
termovalorizzazione o dalla sola gestione in discarica.
Le discariche ed i termovalorizzatori sono entrambi elementi irrinunciabili, considerato che quanto
tecnicamente o economicamente o ambientalmente non idoneo ad essere riciclato:
- non è opportuno sia tutto conferito in discarica, per via dell’elevato ingombro di tali
materiali e della difficoltà a reperire nel lungo termine sufficienti aree idonee alla
realizzazione delle discariche;
- non può essere inviato tutto ai termovalorizzatori, essendo parte del materiale costituito da
inerti, in più la stessa termovalorizzazione produce dei residui, parte dei quali non gestibili
se non attraverso il conferimento in discarica.
Pagina 15 di 116
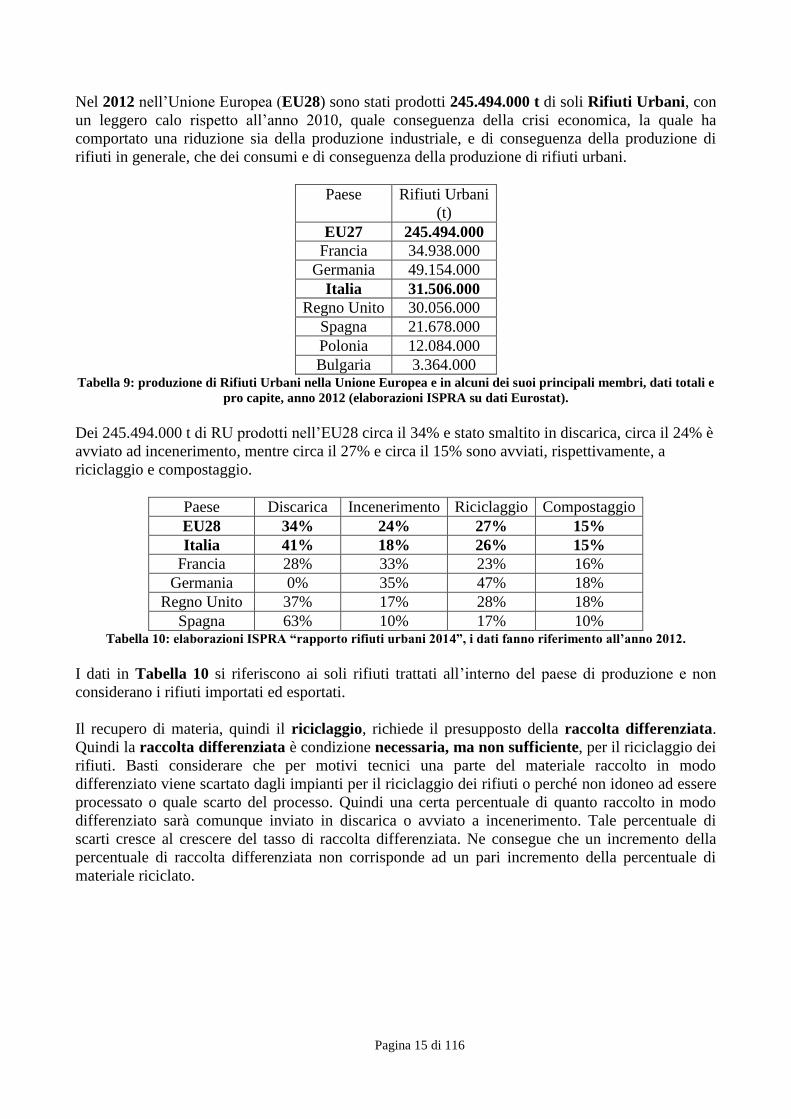
Nel 2012 nell’Unione Europea (EU28) sono stati prodotti 245.494.000 t di soli Rifiuti Urbani, con
un leggero calo rispetto all’anno 2010, quale conseguenza della crisi economica, la quale ha
comportato una riduzione sia della produzione industriale, e di conseguenza della produzione di
rifiuti in generale, che dei consumi e di conseguenza della produzione di rifiuti urbani.
Paese Rifiuti Urbani
(t)
EU27 245.494.000
Francia 34.938.000
Germania 49.154.000
Italia 31.506.000
Regno Unito 30.056.000
Spagna 21.678.000
Polonia 12.084.000
Bulgaria 3.364.000 Tabella 9: produzione di Rifiuti Urbani nella Unione Europea e in alcuni dei suoi principali membri, dati totali e
pro capite, anno 2012 (elaborazioni ISPRA su dati Eurostat).
Dei 245.494.000 t di RU prodotti nell’EU28 circa il 34% e stato smaltito in discarica, circa il 24% è
avviato ad incenerimento, mentre circa il 27% e circa il 15% sono avviati, rispettivamente, a
riciclaggio e compostaggio.
Paese Discarica Incenerimento Riciclaggio Compostaggio
EU28 34% 24% 27% 15%
Italia 41% 18% 26% 15%
Francia 28% 33% 23% 16%
Germania 0% 35% 47% 18%
Regno Unito 37% 17% 28% 18%
Spagna 63% 10% 17% 10% Tabella 10: elaborazioni ISPRA “rapporto rifiuti urbani 2014”, i dati fanno riferimento all’anno 2012.
I dati in Tabella 10 si riferiscono ai soli rifiuti trattati all’interno del paese di produzione e non
considerano i rifiuti importati ed esportati.
Il recupero di materia, quindi il riciclaggio, richiede il presupposto della raccolta differenziata.
Quindi la raccolta differenziata è condizione necessaria, ma non sufficiente, per il riciclaggio dei
rifiuti. Basti considerare che per motivi tecnici una parte del materiale raccolto in modo
differenziato viene scartato dagli impianti per il riciclaggio dei rifiuti o perché non idoneo ad essere
processato o quale scarto del processo. Quindi una certa percentuale di quanto raccolto in modo
differenziato sarà comunque inviato in discarica o avviato a incenerimento. Tale percentuale di
scarti cresce al crescere del tasso di raccolta differenziata. Ne consegue che un incremento della
percentuale di raccolta differenziata non corrisponde ad un pari incremento della percentuale di
materiale riciclato.
Pagina 16 di 116
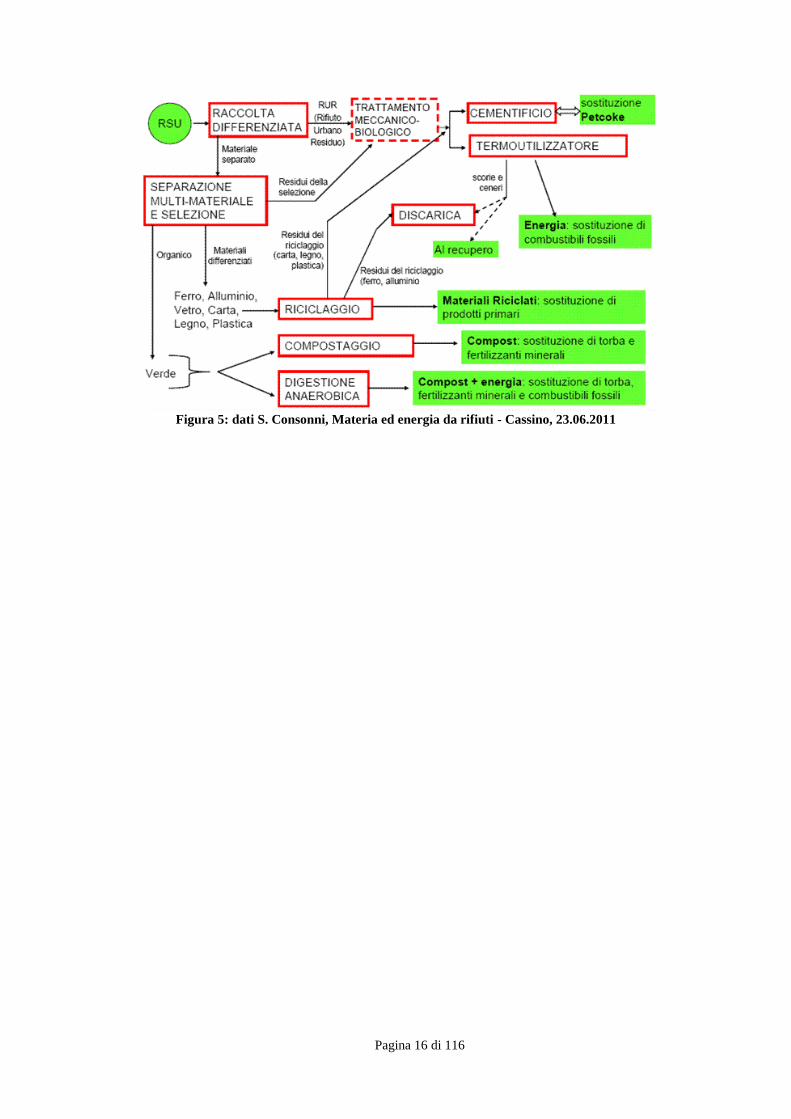
Figura 5: dati S. Consonni, Materia ed energia da rifiuti - Cassino, 23.06.2011
Pagina 17 di 116
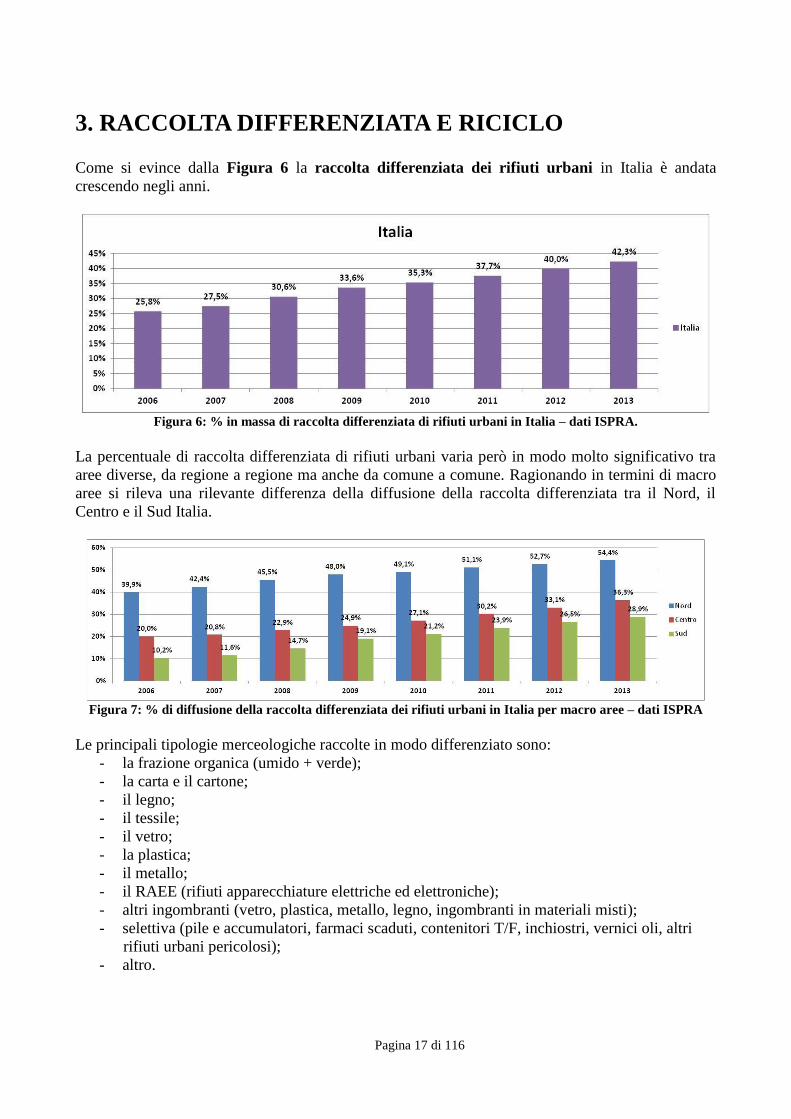
3. RACCOLTA DIFFERENZIATA E RICICLO
Come si evince dalla Figura 6 la raccolta differenziata dei rifiuti urbani in Italia è andata
crescendo negli anni.
Figura 6: % in massa di raccolta differenziata di rifiuti urbani in Italia – dati ISPRA.
La percentuale di raccolta differenziata di rifiuti urbani varia però in modo molto significativo tra
aree diverse, da regione a regione ma anche da comune a comune. Ragionando in termini di macro
aree si rileva una rilevante differenza della diffusione della raccolta differenziata tra il Nord, il
Centro e il Sud Italia.
Figura 7: % di diffusione della raccolta differenziata dei rifiuti urbani in Italia per macro aree – dati ISPRA
Le principali tipologie merceologiche raccolte in modo differenziato sono:
- la frazione organica (umido + verde);
- la carta e il cartone;
- il legno;
- il tessile;
- il vetro;
- la plastica;
- il metallo;
- il RAEE (rifiuti apparecchiature elettriche ed elettroniche);
- altri ingombranti (vetro, plastica, metallo, legno, ingombranti in materiali misti);
- selettiva (pile e accumulatori, farmaci scaduti, contenitori T/F, inchiostri, vernici oli, altri
rifiuti urbani pericolosi);
- altro.
Pagina 18 di 116
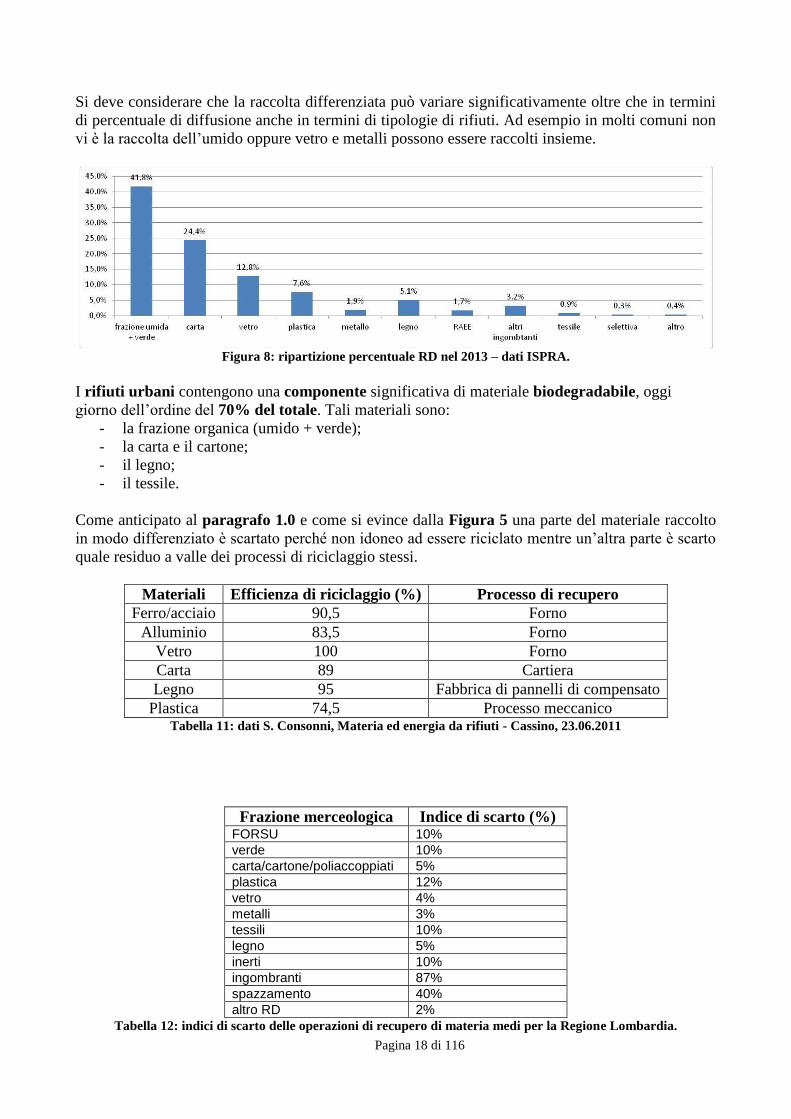
Si deve considerare che la raccolta differenziata può variare significativamente oltre che in termini
di percentuale di diffusione anche in termini di tipologie di rifiuti. Ad esempio in molti comuni non
vi è la raccolta dell’umido oppure vetro e metalli possono essere raccolti insieme.
Figura 8: ripartizione percentuale RD nel 2013 – dati ISPRA.
I rifiuti urbani contengono una componente significativa di materiale biodegradabile, oggi
giorno dell’ordine del 70% del totale. Tali materiali sono:
- la frazione organica (umido + verde);
- la carta e il cartone;
- il legno;
- il tessile.
Come anticipato al paragrafo 1.0 e come si evince dalla Figura 5 una parte del materiale raccolto
in modo differenziato è scartato perché non idoneo ad essere riciclato mentre un’altra parte è scarto
quale residuo a valle dei processi di riciclaggio stessi.
Materiali Efficienza di riciclaggio (%) Processo di recupero
Ferro/acciaio 90,5 Forno
Alluminio 83,5 Forno
Vetro 100 Forno
Carta 89 Cartiera
Legno 95 Fabbrica di pannelli di compensato
Plastica 74,5 Processo meccanico Tabella 11: dati S. Consonni, Materia ed energia da rifiuti - Cassino, 23.06.2011
Frazione merceologica Indice di scarto (%) FORSU 10%
verde 10%
carta/cartone/poliaccoppiati 5%
plastica 12%
vetro 4%
metalli 3%
tessili 10%
legno 5%
inerti 10%
ingombranti 87%
spazzamento 40%
altro RD 2%
Tabella 12: indici di scarto delle operazioni di recupero di materia medi per la Regione Lombardia.
Pagina 19 di 116
I valori contenuti in Tabella 12 sono presi dal DGR Lombarda n. 8/10619 del 25 novembre 2009, il
quale a sua volta richiama il Rapporto Rifiuti di ARPA Lombardia, che stima i suddetti indici sulla
base dei risultati di alcune campagne di analisi merceologiche effettuate in Lombardia e degli
«indici di purezza» relativi ai consorzi di filiera del CONAI. Tali indici sono da intendersi univoci
per tutta la Lombardia.
3.1. Il riciclaggio della plastica[7]
Le plastica è un materiale ampiamente utilizzato nel settore degli imballaggi. L’introduzione della
plastica in sostituzione dei tradizionali materiali di imballaggio (carta, cartone, legno, vetro e
metalli) ha permesso la riduzione del peso unitario di imballo negli ultimi anni. Poi lo sviluppo di
polimeri e tecnologie di lavorazione ha reso possibile l’alleggerimento di contenitori in plastica,
mantenendone le prestazioni.
La plastica non è composta da un unico materiale, bensì consiste di diversi tipi (polimeri), ognuno
con diversa composizione chimica, fisica e proprietà meccaniche. Ogni tipo di plastica risponde a
diverse esigenze di utilizzo:
conservazione (protezione dall’aria e dalla luce);
logistica (efficienza di trasporto, maneggiabilità, occupazione di spazio);
estetica (trasparenza, colore, possibilità di incisione).
Le plastiche possono essere suddivise in base al tipo di polimero che le compone, come da Tabella
13.
Polimeri Prodotti Rigidi Prodotti Flessibili
PET Bottiglie, flaconi, boccioni, vassoi, blister, vaschette Etichette, pellicole
PE –HDPE –LDPE Flaconi, fusti, cisterne, secchi, cestelli e cassette, barattoli e astucci
Sacchetti, sacchi, pellicole, film
PP Cassette, vaschette, vassoi, secchi, cestelli, flaconi, imballaggi, tappi
Sacchetti, sacchi, accessori, film, reti, reggette
EPS‐PS Vasetti, vaschette, imballaggi di protezione n.a.
Altri Flaconi, vaschette, vassoi Film, sacchetti, accessori da imballaggio
Tabella 13: Polimeri componenti le plastiche e utilizzo
Indice delle sigle:
- PET, polietilene tereftalato;
- PE, polietilene;
- HDPE, PE alta densità;
- LDPE, PE bassa densità;
- PP, polipropilene;
- EPS-PS, polistirene, polistirolo.
Non tutte le plastiche sono riciclabili, almeno non in maniera economicamente vantaggiosa, ciò è
particolarmente vero se si considera il recupero post-consumo, reso difficoltoso dalla varietà di
polimeri raccolti e dalla presenza massiccia di altri contaminanti (carta e metalli). Per migliorare la
qualità dei materiali e facilitare le operazioni di riciclaggio è necessario massimizzare la raccolta
Pagina 20 di 116
delle frazioni con alto valore aggiunto per imballaggio, come i contenitori per i liquidi (PET,
bottiglie e bottiglie in HDPE).
Ogni tipologia di plastica ha una propria efficienza di riciclaggio (dati S. Consonni, Materia ed
energia da rifiuti - Cassino, 23.06.2011):
- 75.5% per i polimeri PET;
- 90% per i polimeri HDPE;
- 60% per il mix di poliolefinici.
Il riciclo della plastica permette benefici i termini di minori consumi energetici e di materiali
petroliferi, rispetto alla produzione di plastica primaria.
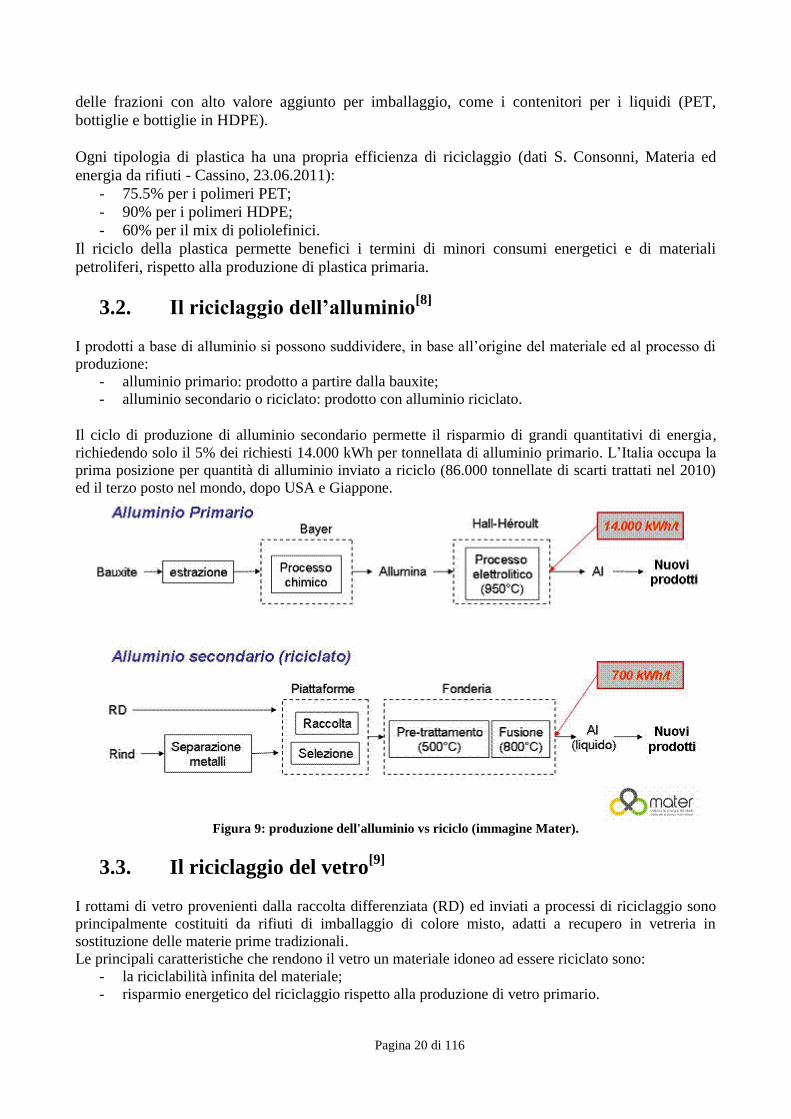
3.2. Il riciclaggio dell’alluminio[8]
I prodotti a base di alluminio si possono suddividere, in base all’origine del materiale ed al processo di
produzione:
- alluminio primario: prodotto a partire dalla bauxite;
- alluminio secondario o riciclato: prodotto con alluminio riciclato.
Il ciclo di produzione di alluminio secondario permette il risparmio di grandi quantitativi di energia,
richiedendo solo il 5% dei richiesti 14.000 kWh per tonnellata di alluminio primario. L’Italia occupa la
prima posizione per quantità di alluminio inviato a riciclo (86.000 tonnellate di scarti trattati nel 2010)
ed il terzo posto nel mondo, dopo USA e Giappone.
Figura 9: produzione dell'alluminio vs riciclo (immagine Mater).
3.3. Il riciclaggio del vetro[9]
I rottami di vetro provenienti dalla raccolta differenziata (RD) ed inviati a processi di riciclaggio sono
principalmente costituiti da rifiuti di imballaggio di colore misto, adatti a recupero in vetreria in
sostituzione delle materie prime tradizionali.
Le principali caratteristiche che rendono il vetro un materiale idoneo ad essere riciclato sono:
- la riciclabilità infinita del materiale;
- risparmio energetico del riciclaggio rispetto alla produzione di vetro primario.
Pagina 21 di 116
Dalle classiche pratiche di RD si genera un rottame di vetro di colore misto che non è adatto ad essere
riutilizzato per la produzione di contenitori trasparenti; è quindi necessario separare le frazioni di vetro
colorato da quelle bianche in modo da poter ottenere nuovi materiali trasparenti.
Le fasi del processo di pre-trattamento del vetro, necessarie rima del processo di riciclaggio, sono:
- cernita manuale di agenti inquinanti e di corpi estranei;
- suddivisione granulometrica;
- rimozione di metalli, seguita da selezione e separazione di materiale leggero;
- rimozione di materiali opachi e ceramiche attraverso sistemi di screening ottico e cernita
manuale.
Pagina 22 di 116
4. LA DISCARICA CONTROLLATA
La discarica controllata è chiamata così per distinguerla da molte discariche, legali o meno,
realizzate nel tempo riversando il rifiuto semplicemente in un avvallamento naturale o artificiale,
poi ricoperto con terra.
La realizzazione e gestione di una discarica deve essere fatta secondo criteri che garantiscano la
protezione dell’ambiente dall’inquinamento: - del suolo;
- della falda acquifera;
- dell’aria.
Prendiamo in considerazione la realizzazione di una discarica per rifiuti solidi urbani. La presenza
all’interno del rifiuto conferimento in discarica di materiale organico, in percentuale più o meno
elevata a seconda che si proceda o meno alla raccolta differenziata dell’umido, porta alla
fermentazione della materia organica per azione di batteri anaerobici con conseguente produzione
di: - biogas;
- percolato.
Il biogas è un gas infiammabile ricco di CH4, CO e CO2 fortemente mal deodorante, che
accumulandosi all’interno della discarica la porta in pressione fino a che non trova una strada er uscire all’aperto causando:
- forte disagio alla popolazione per via dei cattivi odori;
- rischio di esplosione o morte per asfissia qualora giunta, muovendosi nel sottosuolo attraverso il
percorso dell’acqua della falda acquifera, a scantinati che ne possono venire saturati.
Il percolato è generato dal contatto dell’acqua piovana con le sostanza in decomposizione
all’interno della discarica. Il percolato può essere assorbito dal terreno inquinando la falda
acquifera.
Al fine di evitare gli impatti ambientali derivanti dalla contaminazione dell’ambiente da biogas e
percolato le discariche controllate sono realizzate attraverso l’installazione di: - barriere di impermeabilizzazione del terreno;
- sistemi di drenaggio del percolato;
- pozzi di captazione del biogas.
La realizzazione di una discarica controllata prevede quindi: - la stesura sul fondo della discarica di un telo impermeabilizzante;
- la copertura del telo con argilla, anch’essa impermeabilizzante;
- l’installazione di una rete i tubi di captazione del percolato affogati in un letto di ghiaia;
- la stesura di un secondo strato di telo impermeabilizzate;
- la copertura di un secondo strato di argille;
- la realizzazione di una seconda rete di tubi di captazione del percolato immersi nella ghiaia;
- l’installazione di una rete di tubazioni verticali ed orizzontali di captazione del biogas;
- una volta che la discarica è esaurita, si procede a ricoprirla con terra di bonifica, un telo di
impermeabilizzazione, spesso ulteriore terra di bonifica ed un secondo telo di
impermeabilizzazione coperto da terreno non contaminato;
- infine si procede a coprire la discarica con verde, quale erba, cespugli e alberi.
Pagina 23 di 116
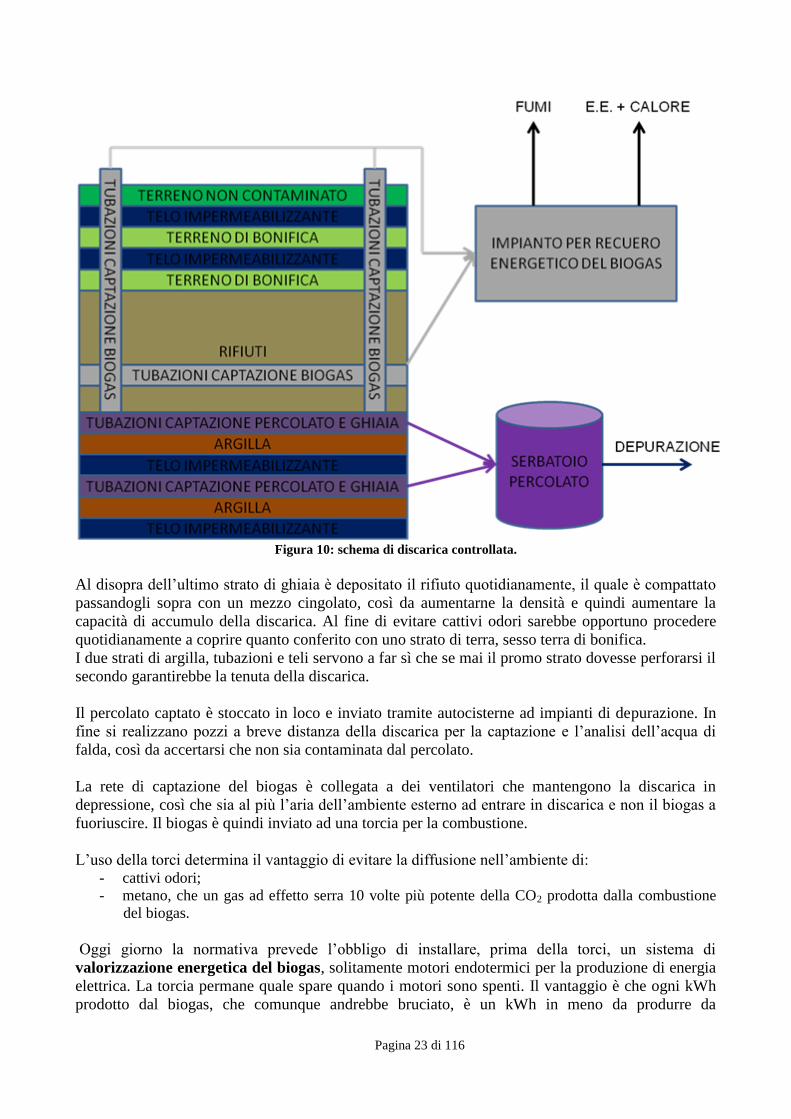
Figura 10: schema di discarica controllata.
Al disopra dell’ultimo strato di ghiaia è depositato il rifiuto quotidianamente, il quale è compattato
passandogli sopra con un mezzo cingolato, così da aumentarne la densità e quindi aumentare la
capacità di accumulo della discarica. Al fine di evitare cattivi odori sarebbe opportuno procedere
quotidianamente a coprire quanto conferito con uno strato di terra, sesso terra di bonifica.
I due strati di argilla, tubazioni e teli servono a far sì che se mai il promo strato dovesse perforarsi il
secondo garantirebbe la tenuta della discarica.
Il percolato captato è stoccato in loco e inviato tramite autocisterne ad impianti di depurazione. In
fine si realizzano pozzi a breve distanza della discarica per la captazione e l’analisi dell’acqua di
falda, così da accertarsi che non sia contaminata dal percolato.
La rete di captazione del biogas è collegata a dei ventilatori che mantengono la discarica in
depressione, così che sia al più l’aria dell’ambiente esterno ad entrare in discarica e non il biogas a
fuoriuscire. Il biogas è quindi inviato ad una torcia per la combustione.
L’uso della torci determina il vantaggio di evitare la diffusione nell’ambiente di: - cattivi odori;
- metano, che un gas ad effetto serra 10 volte più potente della CO2 prodotta dalla combustione
del biogas.
Oggi giorno la normativa prevede l’obbligo di installare, prima della torci, un sistema di
valorizzazione energetica del biogas, solitamente motori endotermici per la produzione di energia
elettrica. La torcia permane quale spare quando i motori sono spenti. Il vantaggio è che ogni kWh
prodotto dal biogas, che comunque andrebbe bruciato, è un kWh in meno da produrre da
Pagina 24 di 116
combustibili fossili. Evitando di avere un doppio effetto di inquinamento, quello da combustione
del biogas più quello della combustione dei combustibili fossili.
Inoltre i sistemi di valorizzazione del biogas permettono una combustione migliore che in torci e
sistemi di abbattimento della CO, quindi minor impatto ambientale, già molto contenuto, di quello
che genererebbe la sola torcia.
A seconda delle caratteristiche geomorfologiche del sito individuato si hanno le seguenti tiologie di
discariche: - discariche in sopraelevato o a diga, in esse i rifiuti sono accumulati sul piano campagna, ciò
rende necessario costruire delle pareti di contenimento;
- discariche in depressione o in trincea, in esse i rifiuti sono accumulati in una fossa pre-
esistente o realizzata all’uopo;
- discariche in pendio, sono realizzate chiudendo il fondo di una vallicola collinare della qual si
sfruttano due lati, oppure tre nel caso di una valle;
- discariche su pendio, in questo caso il fondo della discarica è in pendenza, ed è quindi
necessario costruire degli argini di contenimento.
Pagina 25 di 116
5. COMPOSIZIONE E PCI DEI RIFIUTI
Conoscere la composizione merceologica e chimica del rifiuto e le sue proprietà fisiche è
fondamentale per una sua corretta gestione. Questo è vero particolarmente quando il rifiuto è
destinato a termovalorizzazione. In fase di progettazione dell’impianto la conoscenza delle proprietà
del rifiuto permette: - il corretto dimensionamento della camera di combustione;
- di valutare l’entità dei fenomeni corrosivi a cui l’impianto sarà soggetto, fenomeni dovuti alla
formazione di sostanze acide nei fumi di combustione;
- di prevedere le tipologie e concentrazioni di inquinanti che saranno generati e quindi di
dimensionare correttamente la linea fumi per garantire il rispetto dei limiti di emissioni al
camino;
- di effettuare i necessari bilanci di massa e di energia di tutte le sezioni d’impianto, bilanci
indispensabili al dimensionamento dello stesso.
Durante la vita di un impianto di termovalorizzazione conoscere le caratteristiche del rifiuto avviato
a trattamento termico è importa tante per una corretta regolazione dei parametri di funzionamento
dell’impianto e per la valutazione delle sue performance sia energetiche che ambientali.
Ma conoscere la composizione e le caratteristiche del rifiuto, anche una volta definita e limitata
l’area geografica di provenienza, non è facile. I rifiuti possono variare significativamente in termini
di caratteristiche chimiche e fisiche, a seconda dell’area di provenienza e della stagionalità. Anche
campioni di rifiuti raccolti nella medesima area, nello stesso giorno, posso avere caratteristiche
molto differenti. Basti pensare che nella stessa area potremmo avere un isolato residenziale, mentre
nell’isolato vicino potremmo avere una zona misto residenziale / commerciale.
I due mezzi della raccolta rifiuti che dovessero passare nelle due aree potrebbero essere: - quello destinato alla raccolta nella zona residenziale molto ricco di verde, se la zona ha molte
villette con giardino ed è periodo di taglio dell’erba;
- quello destinato alla raccolta nella zona residenziale / commerciale molto ricca di carta e cartone
da imballaggi.
E lo stesso mezzo della raccolta addetto alla zona residenziale potrebbe essere quasi privo di verde
poche settimane dopo, essendo terminato il periodo del taglio dei prati.
Inoltre col passare degli anni, a parità di stagione e di area geografica, il rifiuto potrebbe variare
significativamente a causa di modifiche nelle condizioni socio / economiche, quali ad esempio una
parziale deindustrializzazione dell’area e un cambiamento nella vocazione produttiva.
5.1. Metodi di caratterizzazione dei rifiuti
Al fine di caratterizzare opportunamente il materiale sul piano chimico fisico è necessario
predisporre un piano di campionamento del materiale e successive analisi di laboratorio per la
determinazione delle sue principali caratteristiche.
Le due principali tipologie di analisi che si fanno sul rifiuto sono: - la chimico / fisica;
- la merceologica.
Pagina 26 di 116
L’analisi chimico / fisica serve a determinare la composizione chimica del rifiuto, incluse le
concentrazioni di specie inquinanti o atte a generare specie inquinanti a seguito di combustione, il
potere calorifico inferiore, ecc..
L’analisi merceologica permette di capire le tipologie di materiali presenti, quali carta, carton,
plastico, l’umido, ferro ecc.
Un possibile esempio di analisi utili, sia ai fini della progettazione che della gestione di un
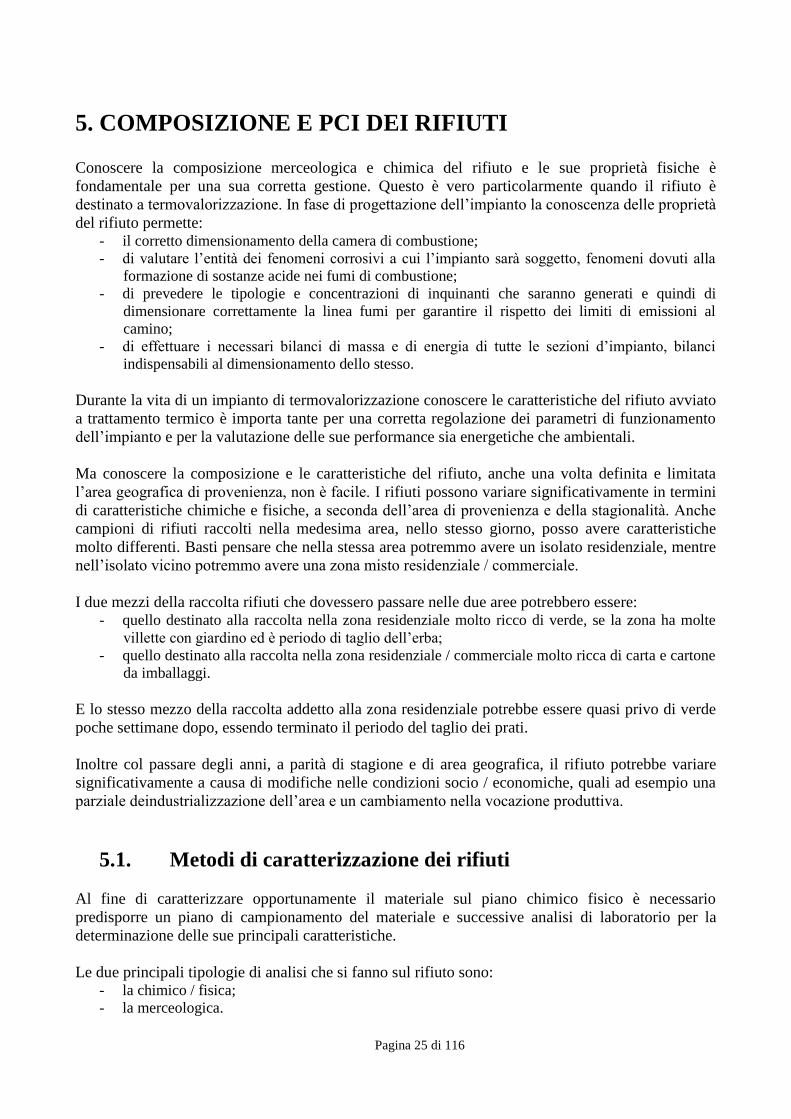
termovalorizzatore, sono riportate in Tabella 14 e Tabella 15.
Analisi Unità di misura
Potere calorifico inferiore kJ/kg
Peso specifico Kg/l
Umidità %
Ceneri %
Punto di fusione delle ceneri °C
Punto di rammollimento delle ceneri °C
Carbonio %wt sul secco
Idrogeno %wt sul secco
Ossigeno %wt sul secco
Azoto %wt sul secco
Cloro %wt sul secco
Zolfo %wt sul secco
Fluoro %wt sul secco Tabella 14: analisi chimico / fisica.
Tipologie merceologiche Unità di misura
Materiale Organico %wt
Plastica %wt
Carta e Cartone %wt
Legno (Imballaggi) %wt
Legno (Verde) %wt
Tessile, Pelle e Cuoio %wt
Vetro e altri Inerti %wt
Alluminio %wt
Metalli Ferrosi e non Ferrosi %wt
Sottovaglio %wt
Materiale Organico %wt
Plastica %wt
Carta e Cartone %wt Tabella 15: analisi merceologica (%wt = percentuale in massa).
In particolare l’analisi chimico fisica insieme a quella merceologica sono analisi necessarie per la
progettazione della griglia, permettendo la definizione del PCI del materiale nonché delle modalità
di combustione di questo. L’analisi delle concentrazioni di cloro, zolfo e fluoro permettono il
dimensionamento del sistema di abbattimento delle sostanze acide nei fumi.
Pagina 27 di 116
Per quanto concerne le modalità per lo svolgimento dell’anali merceologica bisogna dire che
esistono diverse metodologie di analisi. Tra le principali metodologie analizzate vi sono le
metodiche sviluppate: - dal Consiglio Nazionale Ricerche (CNR);
- dall’Istituto per le Piante da Legno e l’Ambiente (IPLA);
- dall’European Recovery and Recycling Association (ERRA);
- dall’Agence del’Environnement et de la Maîtrise de l’Energie (ADEME).
La descrizione delle suddette metodologie e riportata nel documento “ANALISI
MERCEOLOGICA DEI RIFIUTI URBANI - RTI CTN_RIF 1/2000” elaborato dall’ANPA
(Agenzia Nazionale per la Protezione dell’Ambiente), documento facilmente reperibile in rete.
Scopo di ogni metodologia è definire un sistema standardizzato di realizzazione di un camione di
rifiuti significativo.
A fini prettamente esplicativi si descrive qui di seguito, in modo sintetico, la metodologia IPLA, la
quale prevede l’individuazione di un campione rappresentativo dell’universo di rifiuti che si vuole
rappresentare, ottenuto da un campione di partenza di circa 3-4 t, costituente il carico di un
automezzo il cui percorso di raccolta sia rappresentativo della composizione media dei rifiuti della
zona presa in esame.
I rifiuti vengono pesati e scaricati sull’area adibita alle operazioni di inquartamento. Tale area deve
essere asfaltata o cementata e accuratamente pulita. Una volta che tutti i sacchetti dei rifiuti sono
stati aperti si miscela il materiale con una pala meccanica al fine di omogeneizzarlo. I rifiuti sono
distribuiti in modo da formare una torta alta 50 – 60 cm.
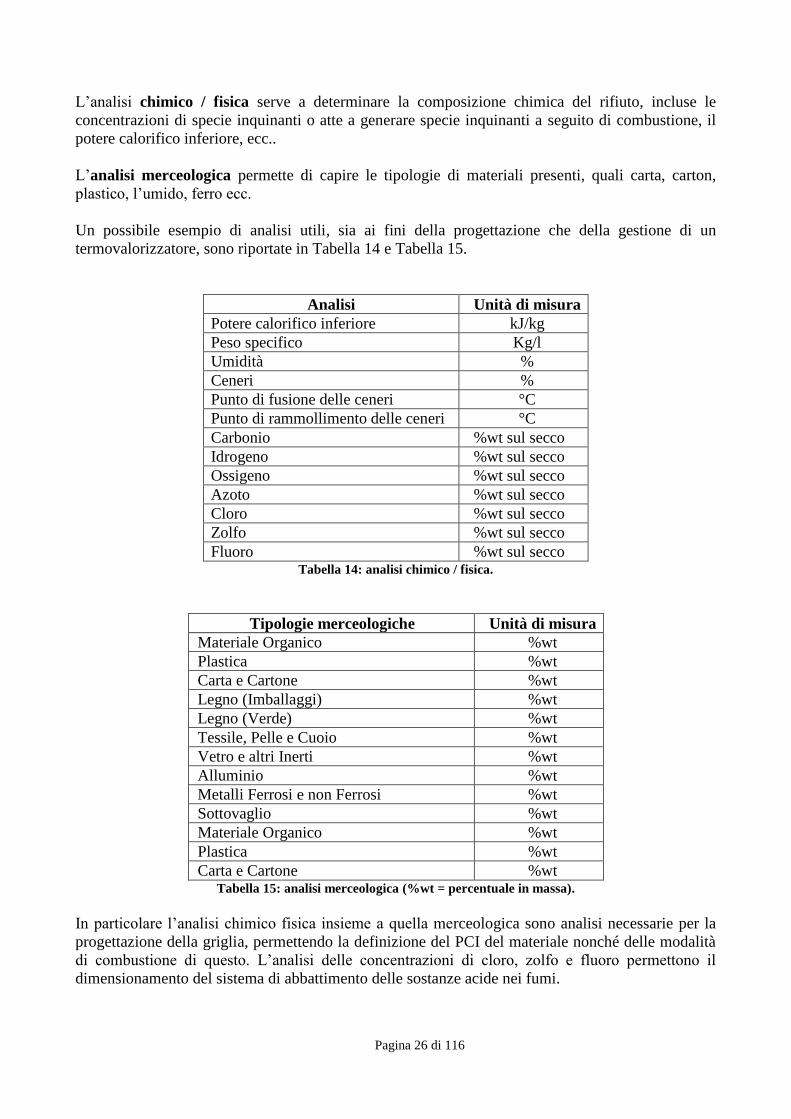
Si procede quindi all’inquartamento individuando quattro quarti mediante due fettucce colorate
disposte a 90° e allontanando completamente, con pala e scopa, il materiale costituente due quarti
opposti. Il materiale rimasto viene rimescolato e ridistribuito per formare una nuova torta.
Successivamente si sfalsano di 45° le due fettucce colorate rispetto ai tracciati precedenti e i rifiuti
di due quarti opposti vengono allontanati completamente come in precedenza.
Figura 11: primo inquartamento (3 – 4 t, altezza 50 – 60 cm)
SCARTARE
SCARTARE CONSERVARE
CONSERVARE
SCARTARE SCARTARE
CONSERVARE
CONSERVARE
Pagina 28 di 116
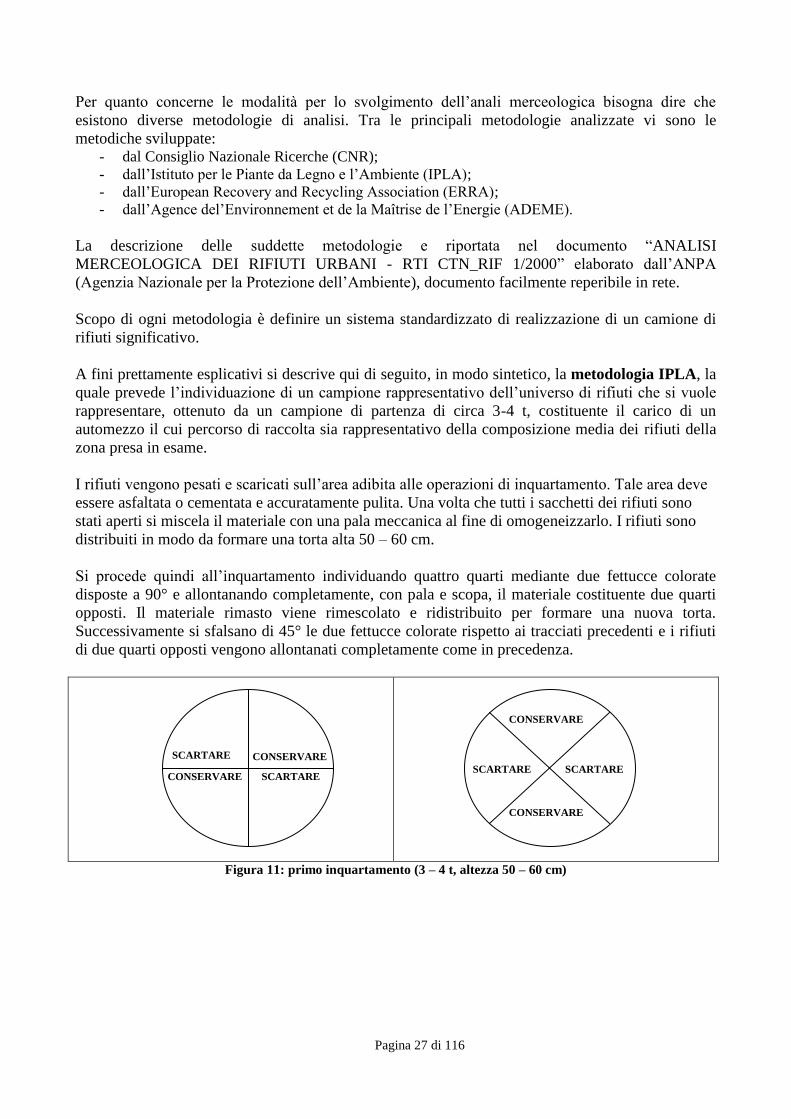
La massa rimasta (circa un quarto di quella di partenza) viene rimescolata nuovamente e accumulata
verso il centro; viene rifatta la torta e operato un ulteriore inquartamento.
Figura 12: secondo inquartamento.
Al termine delle operazioni di inquartamento, si ottiene un residuo di circa 200 kg. Tutta la massa
viene progressivamente disposta su vaglio costituito da una rete metallica con luci di 20 mm, e
raccogliendo il sottovaglio su di un telo di plastica. Si procede, quindi, alla cernita manuale delle
categorie merceologiche adottate.
I 200 kg di rifiuto sono raccolti in sacchi distinti per categoria merceologica: - carta e cartone;
- plastica;
- alluminio;
- ecc.;
così da determinare la percentuale in massa delle varie categorie sull’unità di massa di rifiuto.
Una volta trasportato il campione in laboratorio si realizza un sotto campione più piccolo che
rispetti le percentuali in massa individuate, il quale sarà oggetto di caratterizzazione chimico /
fisica.
5.2. Il piano di campionamento
Al fine di ottenere dalle analisi dati realmente rappresentativi della composizione media del rifiuto
nell’arco dell’anno è necessario classificare i rifiuti per categorie omogenee, quali possono essere
ad esempio: - RSU provenienti da aree prevalentemente residenziali;
- RSU provenienti da aree a vocazione mista residenziale / commerciale e residenziale /
industriale;
- RSU provenienti da aree dove si effettua la raccolta differenziata (con o senza separazione
dell’umido);
- RSU provenienti da aree dove non si effettua la raccolta differenziata (RSU tal quale);
- RSNP;
- CdR.
Per ogni categoria di rifiuti individuata sarà necessario procedere al campionamento, secondo le
modalità sopra descritte, quindi analizzando un campione di 200 kg a partire da un campione più
grande da 3 – 4 t.
Al fine di tener conto dell’evoluzione stagionale del rifiuto si dovrà ripetere campionamento ed
analisi più volte durante l’anno, possibilmente: - nelle diverse stagioni;
CONSERVA
RE CONSERVA
RE SCARTARE
SCARTARE
CONSERVA
RE
CONSERVA
RE
SCARTARE
SCARTARE
Pagina 29 di 116
- in periodi di festività e in periodi lavorativi;
- anche subito dopo precipitazioni piovose.
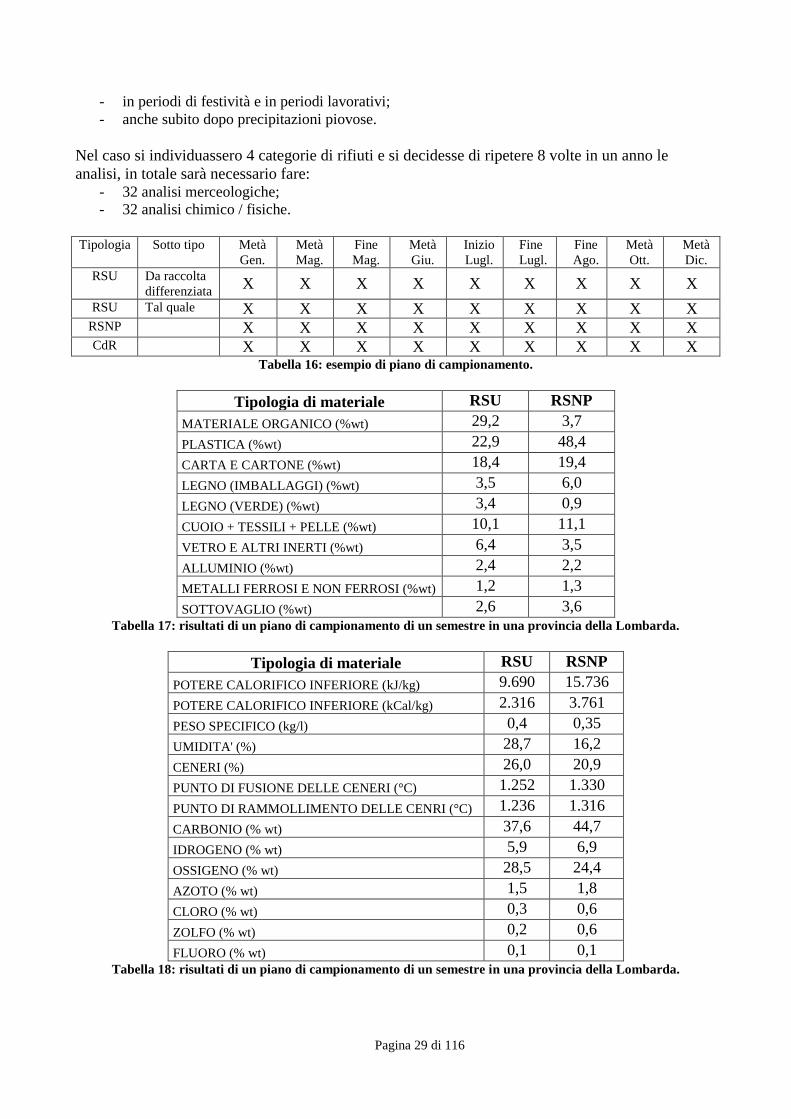
Nel caso si individuassero 4 categorie di rifiuti e si decidesse di ripetere 8 volte in un anno le
analisi, in totale sarà necessario fare: - 32 analisi merceologiche;
- 32 analisi chimico / fisiche.
Tipologia Sotto tipo Metà
Gen. Metà
Mag.
Fine
Mag.
Metà
Giu.
Inizio
Lugl.
Fine
Lugl.
Fine
Ago.
Metà
Ott.
Metà
Dic.
RSU Da raccolta
differenziata X X X X X X X X X
RSU Tal quale X X X X X X X X X RSNP X X X X X X X X X CdR X X X X X X X X X
Tabella 16: esempio di piano di campionamento.
Tipologia di materiale RSU RSNP
MATERIALE ORGANICO (%wt) 29,2 3,7
PLASTICA (%wt) 22,9 48,4
CARTA E CARTONE (%wt) 18,4 19,4
LEGNO (IMBALLAGGI) (%wt) 3,5 6,0
LEGNO (VERDE) (%wt) 3,4 0,9
CUOIO + TESSILI + PELLE (%wt) 10,1 11,1
VETRO E ALTRI INERTI (%wt) 6,4 3,5
ALLUMINIO (%wt) 2,4 2,2
METALLI FERROSI E NON FERROSI (%wt) 1,2 1,3
SOTTOVAGLIO (%wt) 2,6 3,6
Tabella 17: risultati di un piano di campionamento di un semestre in una provincia della Lombarda.
Tipologia di materiale RSU RSNP
POTERE CALORIFICO INFERIORE (kJ/kg) 9.690 15.736
POTERE CALORIFICO INFERIORE (kCal/kg) 2.316 3.761
PESO SPECIFICO (kg/l) 0,4 0,35
UMIDITA' (%) 28,7 16,2
CENERI (%) 26,0 20,9
PUNTO DI FUSIONE DELLE CENERI (°C) 1.252 1.330
PUNTO DI RAMMOLLIMENTO DELLE CENRI (°C) 1.236 1.316
CARBONIO (% wt) 37,6 44,7
IDROGENO (% wt) 5,9 6,9
OSSIGENO (% wt) 28,5 24,4
AZOTO (% wt) 1,5 1,8
CLORO (% wt) 0,3 0,6
ZOLFO (% wt) 0,2 0,6
FLUORO (% wt) 0,1 0,1
Tabella 18: risultati di un piano di campionamento di un semestre in una provincia della Lombarda.

Pagina 30 di 116
5.3. Confronto tra poteri calorifici inferiori dei rifiuti rispetto ai
principali combustibili
Il PCI del rifiuto è soggetto a forte fluttuazioni al variare della sua composizione merceologica, in
generale il PCI risulta decrescente sulla base del seguente ordine: - CdR;
- RSNP;
- RSU (con raccolta differenziata dell’umido);
- RSU tal quale;
- Fanghi.
Il CdR (Combustibile da Rifiuto) è solitamente quello caratterizzato da un PCI maggiore, essendo
prodotto attraverso la separazione della frazione umida. Non è però detto un RSNP non possa avere
un PCI pari o anche maggiore del CdR, specie se il CdR è prodotto da RSU e non da RSN.
RSU RSNP CdR da RSU CdR da RSNP FO Fanghi
PCI (MJ/kg) 9,2 14,6 11,7 14,6 4,6 3,3 ÷ 4,2
PCI (Mcal/kg) 2,2 3,5 2,8 3,5 1,1 0,8 ÷ 1
In termini assoluti i rifiuti hanno un elevato potenziale energetico, sebbene il loro PCI sia inferiore a
quello dei combustibili tradizionali (Tabella 19).
Legno secco Carbone Petrolio Metano
PCI (MJ/kg) 15 24 ~ 32,4 39,8 ÷ 46,1 50 Tabella 19: PCI di alcuni combustibili tradizionali (G. Cornetti “Macchine Termiche”).
Per quanto concerne: - il CdR da RSNP, questo è prodotto attraverso la separazione di alluminio e metalli ferrosi e non
ferrosi nonché la riduzione della pezzatura del materiale. Ne consegue che sul piano del PCI
poco cambia;
- i fanghi, si fa riferimento a fanghi disidratati con nastropressa, i quali presentano un tasso di
umidità del 75-78%. In presenza di fanghi disidratati con centrifuga il tasso di umidità può
scendere al 65-68%. In entrambi i casi si tratta di fanghi aventi un PCI compreso tra le 800 e le
1.000 kcal/kg. Con questi valori di PCI e concentrazioni d’acqua si tratta di una tipologia di
materiale non in grado di auto sostenere la combustione. In caso di essiccamento i fanghi
possono arrivare a livelli del 10-20% di umidità a cui corrispondono valori del PCI nell’ordine
dei 3.000 ÷ 3.200 kcal/kg. Tale materiale è però solitamente destinato ai cementifici.
Pagina 31 di 116
5.4. Il diagramma di Thammer
In molti casi i rifiuti hanno raggiunto valori di potere calorifico inferiore sufficientemente alti da
garantirne l’autocombustione, una volta raggiunte le condizioni di temperatura che ne innescano
l’accensione.
Nei termovalorizzatori, in fase di avviamento, si porta in temperatura la camera di combustione
utilizzando solitamente gas naturale e una volta raggiunta una temperatura idonea, sia a garantire
l’autosostentamento della combustione a rifiuti, sia a mantenere contenuta la formazione di diossine
(T > 850°C), si inizia a bruciare rifiuti e si riduce il flusso di gas naturale fino ad azzerarlo.
Affinché un rifiuto sia in grado, una volta portato ad una idonea temperatura, ad auto sostenere la
propria combustione, la sua composizione percentuale in massa deve presentare delle opportune
proporzione in termini di presenza al suo interno di: - acqua;
- ceneri;
- materiale combustibile.
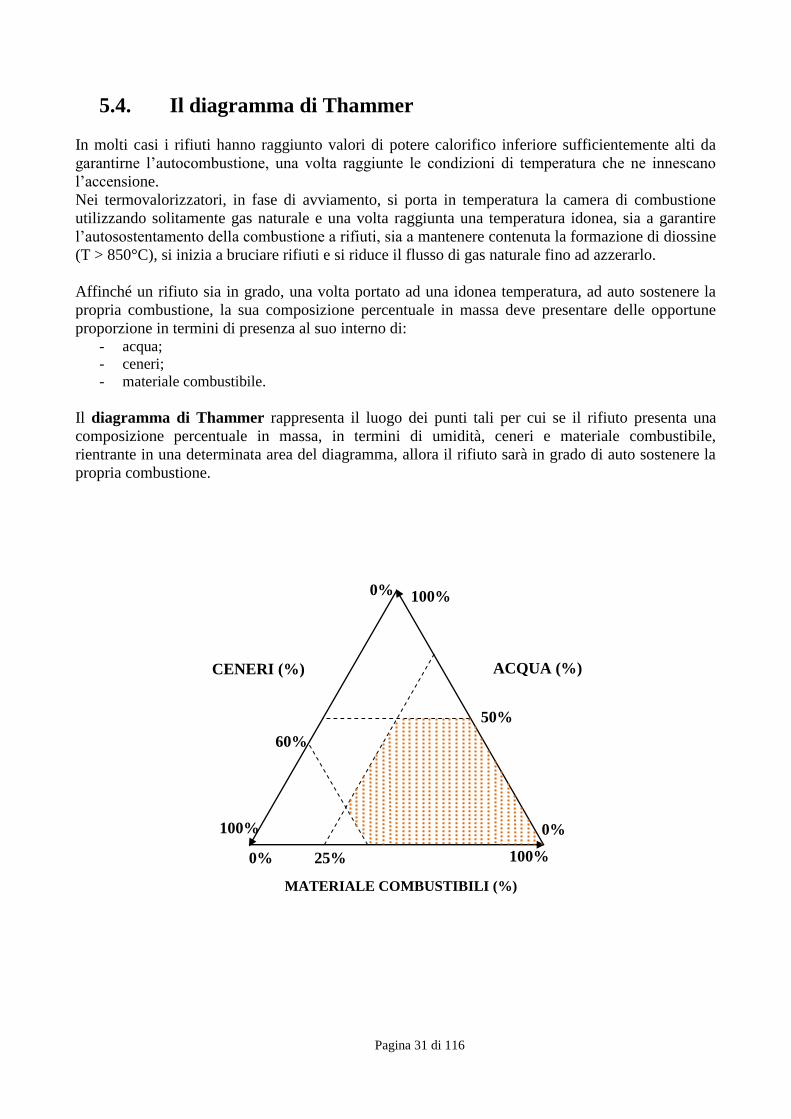
Il diagramma di Thammer rappresenta il luogo dei punti tali per cui se il rifiuto presenta una
composizione percentuale in massa, in termini di umidità, ceneri e materiale combustibile,
rientrante in una determinata area del diagramma, allora il rifiuto sarà in grado di auto sostenere la
propria combustione.
MATERIALE COMBUSTIBILI (%)
ACQUA (%) CENERI (%)
50%
25%
60%
0%
0%
0%
100%
100%
100%
Pagina 32 di 116
6. LA TERMOVALORIZZAZIONE DEI RIFIUTI
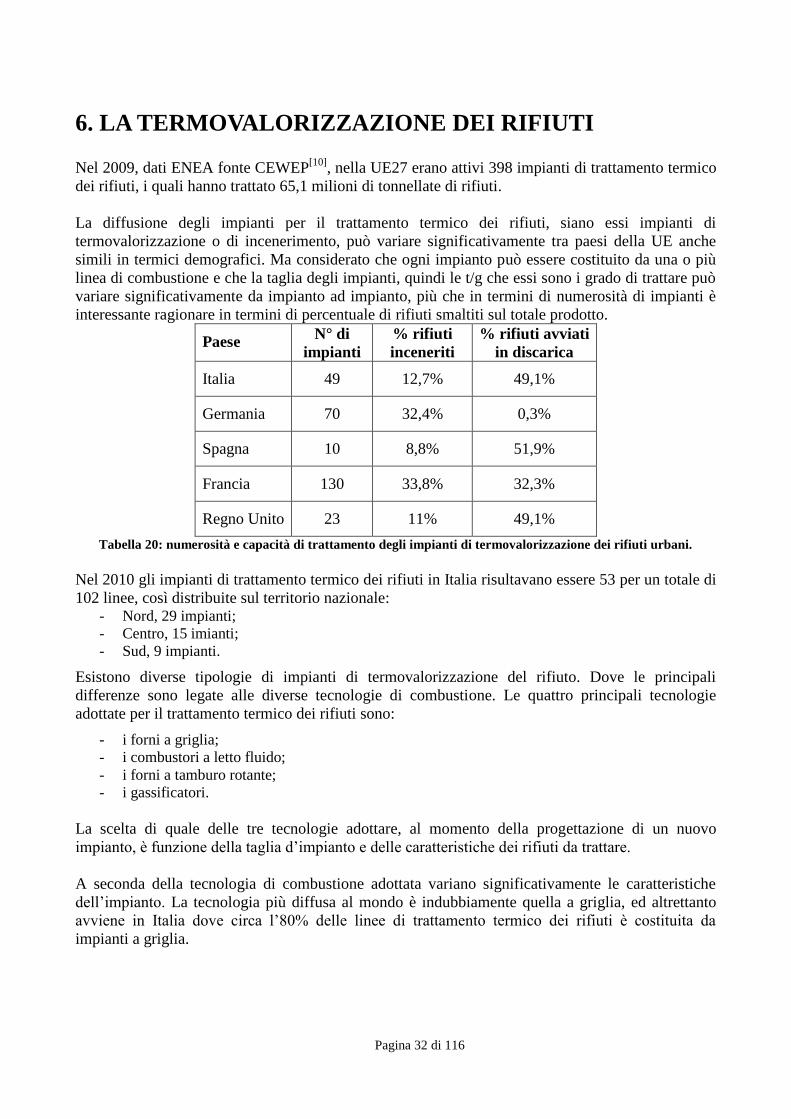
Nel 2009, dati ENEA fonte CEWEP[10]
, nella UE27 erano attivi 398 impianti di trattamento termico
dei rifiuti, i quali hanno trattato 65,1 milioni di tonnellate di rifiuti.
La diffusione degli impianti per il trattamento termico dei rifiuti, siano essi impianti di
termovalorizzazione o di incenerimento, può variare significativamente tra paesi della UE anche
simili in termici demografici. Ma considerato che ogni impianto può essere costituito da una o più
linea di combustione e che la taglia degli impianti, quindi le t/g che essi sono i grado di trattare può
variare significativamente da impianto ad impianto, più che in termini di numerosità di impianti è
interessante ragionare in termini di percentuale di rifiuti smaltiti sul totale prodotto.
Paese N° di
impianti
% rifiuti
inceneriti
% rifiuti avviati
in discarica
Italia 49 12,7% 49,1%
Germania 70 32,4% 0,3%
Spagna 10 8,8% 51,9%
Francia 130 33,8% 32,3%
Regno Unito 23 11% 49,1%
Tabella 20: numerosità e capacità di trattamento degli impianti di termovalorizzazione dei rifiuti urbani.
Nel 2010 gli impianti di trattamento termico dei rifiuti in Italia risultavano essere 53 per un totale di
102 linee, così distribuite sul territorio nazionale: - Nord, 29 impianti;
- Centro, 15 imianti;
- Sud, 9 impianti.
Esistono diverse tipologie di impianti di termovalorizzazione del rifiuto. Dove le principali
differenze sono legate alle diverse tecnologie di combustione. Le quattro principali tecnologie
adottate per il trattamento termico dei rifiuti sono:
- i forni a griglia;
- i combustori a letto fluido;
- i forni a tamburo rotante;
- i gassificatori.
La scelta di quale delle tre tecnologie adottare, al momento della progettazione di un nuovo
impianto, è funzione della taglia d’impianto e delle caratteristiche dei rifiuti da trattare.
A seconda della tecnologia di combustione adottata variano significativamente le caratteristiche
dell’impianto. La tecnologia più diffusa al mondo è indubbiamente quella a griglia, ed altrettanto
avviene in Italia dove circa l’80% delle linee di trattamento termico dei rifiuti è costituita da
impianti a griglia.
Pagina 33 di 116
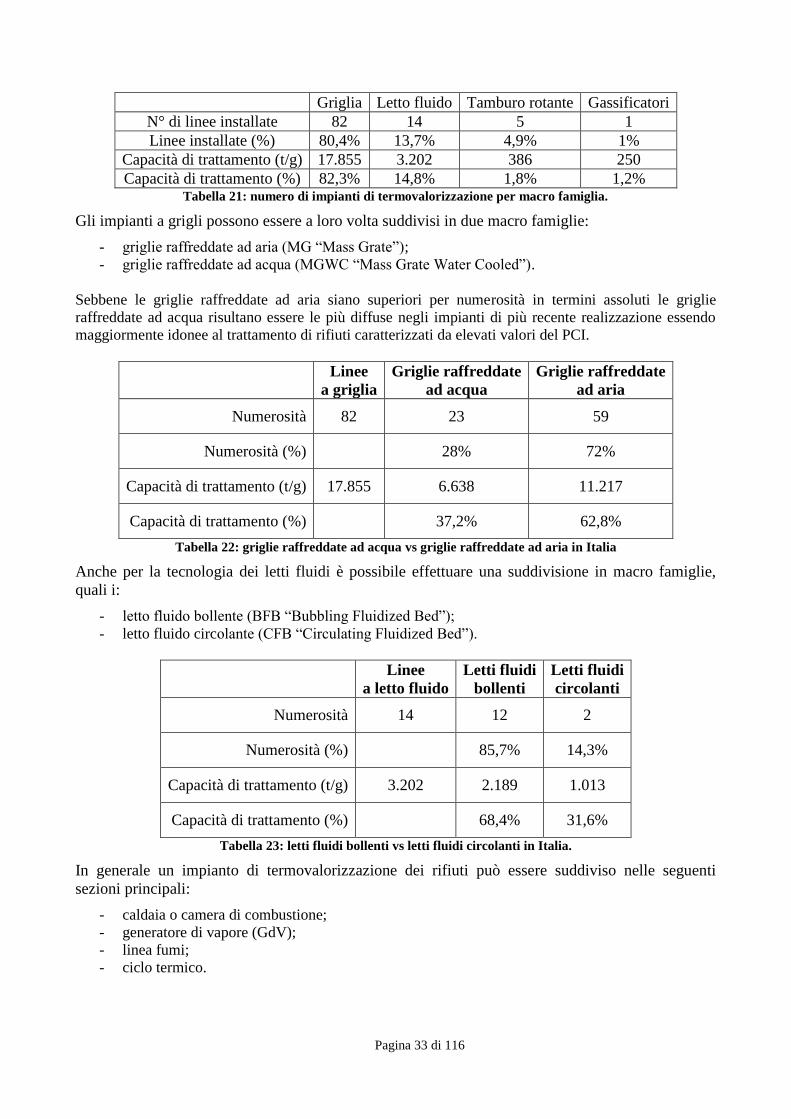
Griglia Letto fluido Tamburo rotante Gassificatori
N° di linee installate 82 14 5 1
Linee installate (%) 80,4% 13,7% 4,9% 1%
Capacità di trattamento (t/g) 17.855 3.202 386 250
Capacità di trattamento (%) 82,3% 14,8% 1,8% 1,2% Tabella 21: numero di impianti di termovalorizzazione per macro famiglia.
Gli impianti a grigli possono essere a loro volta suddivisi in due macro famiglie:
- griglie raffreddate ad aria (MG “Mass Grate”);
- griglie raffreddate ad acqua (MGWC “Mass Grate Water Cooled”).
Sebbene le griglie raffreddate ad aria siano superiori per numerosità in termini assoluti le griglie
raffreddate ad acqua risultano essere le più diffuse negli impianti di più recente realizzazione essendo
maggiormente idonee al trattamento di rifiuti caratterizzati da elevati valori del PCI.
Linee
a griglia
Griglie raffreddate
ad acqua
Griglie raffreddate
ad aria
Numerosità 82 23 59
Numerosità (%) 28% 72%
Capacità di trattamento (t/g) 17.855 6.638 11.217
Capacità di trattamento (%) 37,2% 62,8%
Tabella 22: griglie raffreddate ad acqua vs griglie raffreddate ad aria in Italia
Anche per la tecnologia dei letti fluidi è possibile effettuare una suddivisione in macro famiglie,
quali i:
- letto fluido bollente (BFB “Bubbling Fluidized Bed”);
- letto fluido circolante (CFB “Circulating Fluidized Bed”).
Linee
a letto fluido
Letti fluidi
bollenti
Letti fluidi
circolanti
Numerosità 14 12 2
Numerosità (%) 85,7% 14,3%
Capacità di trattamento (t/g) 3.202 2.189 1.013
Capacità di trattamento (%) 68,4% 31,6%
Tabella 23: letti fluidi bollenti vs letti fluidi circolanti in Italia.
In generale un impianto di termovalorizzazione dei rifiuti può essere suddiviso nelle seguenti
sezioni principali:
- caldaia o camera di combustione;
- generatore di vapore (GdV);
- linea fumi;
- ciclo termico.

Pagina 34 di 116
Nei paragrafi successivi segue una breve e sintetica e non esaustiva descrizione delle tre tecnologie,
mentre maggiore spazio è dato nelle pagine successive alla descrizione della tecnologia dei
termovalorizzatori a griglia, essendo la più diffusa al mondo, nonché in Italia.
Pagina 35 di 116
6.1. Forni a griglia Un impianto di termovalorizzazione a griglia è costituito dalle seguenti principali sezioni
d’impianto:
- pesa e portale radiometrico;
- fossa e avanfossa;
- caldaia;
- generatore di vapore;
- trattamento fumi.
- sezione di potenza.
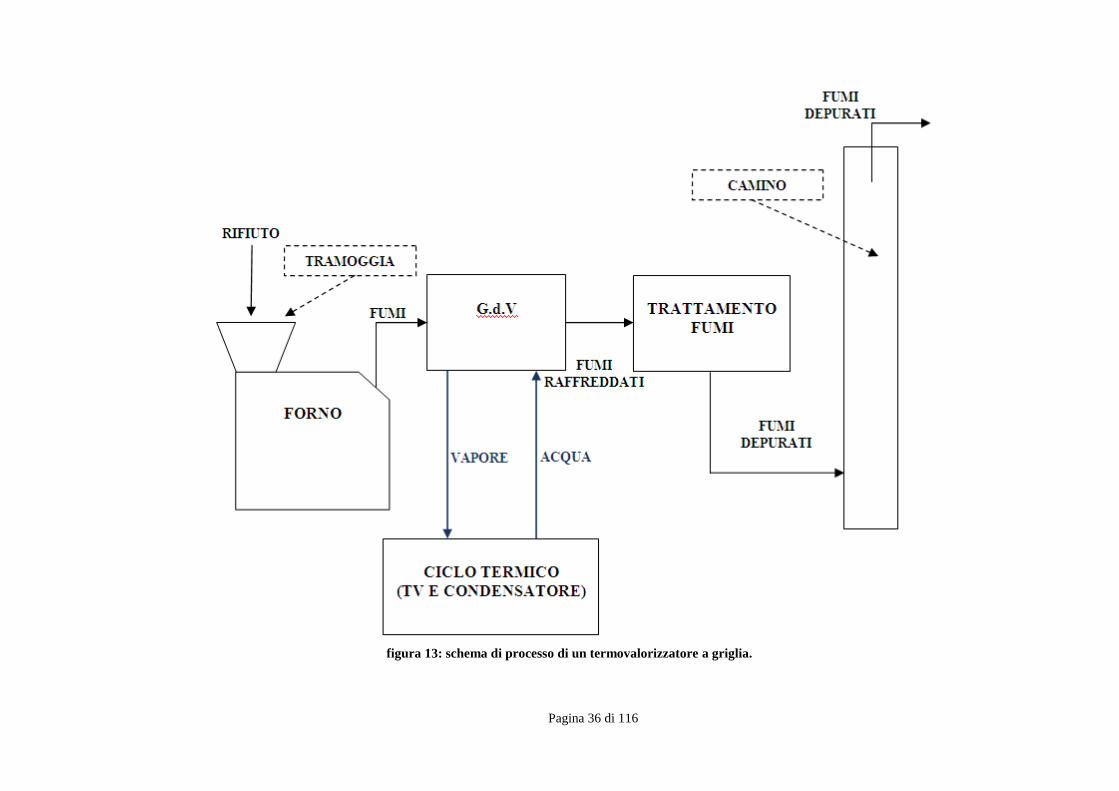
In modo molto sintetico, rimandando ai paragrafi successivi i dovuti approfondimenti, le suddette
funzioni hanno le seguenti funzioni:
- l’avanfossa funge da piano di manovra dei mezzi di trasporto rifiuti, per lo scarico dei rifiuti
in fossa;
- la fossa con la sua duplice funzione, di garantire la disponibilità di rifiuto per
l’alimentazione dell’impianto ed al contempo, in caso di fermo dell’impianto, di garantire il
proseguo delle attività di conferimento e quindi delle attività di raccolta del rifiuto sul
territorio;
- la caldaia converte, attraverso l’ossidazione del rifiuto, l’energia chimica, in esso contenuto,
in energia termica nei fumi di combustione;
- il generatore di vapore ha la duplice funzione di raffreddare i fumi, così da renderli idonei
alle successive operazioni di depurazione e produrre vapore alle condizioni di pressione e
temperature idonee all’ingresso in turbina;
- il trattamento fumi a lo scopo di abbattere le componenti inquinanti contenute nei fumi di
combustione;
- la sezione di potenza ha lo scopo di convertire l’entalpia del vapore in energia elettrica da
immettere in rete.
Pagina 36 di 116
figura 13: schema di processo di un termovalorizzatore a griglia.
Pagina 37 di 116
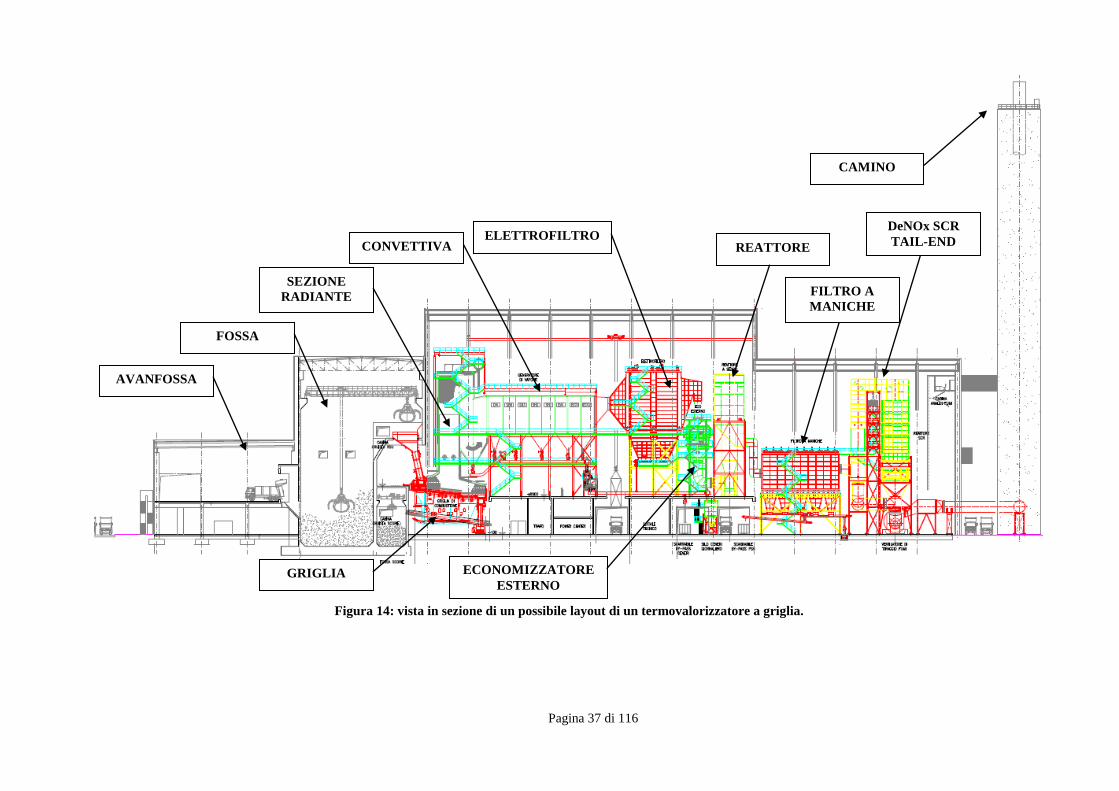
Figura 14: vista in sezione di un possibile layout di un termovalorizzatore a griglia.
AVANFOSSA
FOSSA
CONVETTIVA ELETTROFILTRO
REATTORE
FILTRO A
MANICHE
DeNOx SCR
TAIL-END
SEZIONE
RADIANTE
GRIGLIA ECONOMIZZATORE
ESTERNO
CAMINO
Pagina 38 di 116
6.1.1. Pesa e portale radiometrico
Il rifiuto è conferito all’impianto attraverso l’impiego di varie tipologie di mezzi di trasporto,
solitamente:
- camion a tre assi del servizio di raccolta rifiuti, per il conferimento dei rifiuti raccolti sul
territorio, principalmente RSU;
- camion a cinque assi per i rifiuti di provenienza più lontana, principalmente RSNP e rifiuti
che hanno subito un qualche tio di trattamento chimico \ fisico (CSS e CdR).
I camion sono pesati, attraverso una pesa, sia all’ingresso dell’impianto che all’uscita, così da
determinare l’esatto ammontare dei rifiuti conferiti. Inoltre i rifiuti sono accompagnati da un scheda
che li identifica per tipologia. Ciò permette di mantenere traccia delle quantità, tipologie e
provenienza dei rifiuti trattati dall’impianto.
Al fine di evitare la combustione,e conseguente dispersione in atmosfera, di materiale radioattivo,
solitamente materiale proveniente dall’ambito sanitario, ma anche dall’edilizia, i camion, prima o
dopo la pesa, attraversano un portale che misura l’eventuale presenza di sorgenti radioattive. In caso
positivo scattano tutte una serie di procedure per l’individuazione e la gestione del sorgente
radioattiva.
6.1.2. Fossa e avanfossa Dopo la pesa i camion raggiungono l’avanfossa, che un area di manovra, nei moderni impianti si
tratta di un edificio chiuso, collegato alla fossa attraverso dei portoni che si aprono
all’approssimarsi del mezzo di conferimento. Nel caso trattasi di edificio chiuso l’avanfossa, la cui
larghezza deve essere non inferiore a 30 metri, per permettere di manovrare ai mezzi a 5 assi, è
mantenuta in depressione, l’aria è aspirata ed inviata in camera di combustione, al fine di evitare
l’emissione verso l’ambiente esterno di cattivi odori.
I camion si approssimano in retro marcia al portone di conferimento, che può essere o di tipo a
saracinesca o a bocca di lupo. In prossimità del portone è presente un gradino che funge da fermo
per le ruote posteriori del camion, così da evitare che il camion rischi di cadere all’interno della
fossa o di incastrarsi nella bocca di lupo.
La fossa svolge diverse funzioni:
- funge da bacino di accumulo dei rifiuti, con lo scopo di
o garantisce una certa autonomia di funzionamento dell’impianto in caso di fermo o
riduzione del conferimento dei rifiuti all’impianto, ad esempio causa scioperi;
o garantisce il proseguo del servizio di conferimento e quindi della raccolta rifiuti sulle
strade in caso di fermo programmato o meno delle linee di termovalorizzazione;
- permette la miscelazione dei rifiuti attraverso l’uso di una benna, così da omogeneizzarli il
più possibile ed evitare eccessive fluttuazioni del PCI in ingresso alla griglia, con i
conseguenti problemi di controllo delle temperatura e quindi della concentrazione del CO
all’uscita della sezione radiante;
- permette il caricamento dei rifiuti alla griglia attraverso la tramoggia di carico, che
alimentata sempre attraverso l’uso di benne.
Pagina 39 di 116
Dimensionamento dell’avanfossa
L’avanfossa deve avere dimensioni idonee a permettere un’agevole accesso ai portelloni di scarico
in fossa del rifiuto da parte dei mezzi di conferimento. Nei moderni impianti l’avanfossa è chiusa e
mantenuta in depressione, l’aria in aspirazione è inviata in camera di combustione, così da
minimizzare la presenza di cattivi odori nelle aree limitrofe all’impianto.
Nel dimensionamento dell’avanfossa si deve per prima cosa decidere la tipologia di mezzi di
conferimento che si vuole accogliere, per intenderci le possibilità sono:
- mezzi della raccolta stradale a 3 assi;
- mezzi a 5 assi.
I mezzi a 3 assi sono i tipici mezzi di raccolta dei rifiuti sulle strade, pernato il rifiuto raccolto sul
territorio limitrofo all’impianto sarà trasportato su mezzi a 3 assi, trattasi prevalentemente di RSU,
mentre il rifiuto proveniente da lontano, principalmente RSN e CdR, al fine di contenere i costi di
trasporto, sarà conferito prevalentemente con mezzi a 5 assi.
L’avanfossa deve essere abbastanza larga da permettere ai mezzi che trasportano i rifiuti di poter
manovrare agevolmente per potersi posizionare in retro in corrispondenza dei portali di scarico dei
rifiuti in fossa.
La larghezza dell’avanfossa deve essere quindi di:
- almeno 16 m per lo scarico dei mezzi a 3 assi;
- almeno 30 m per lo scarico dei mezzi a 5 assi.
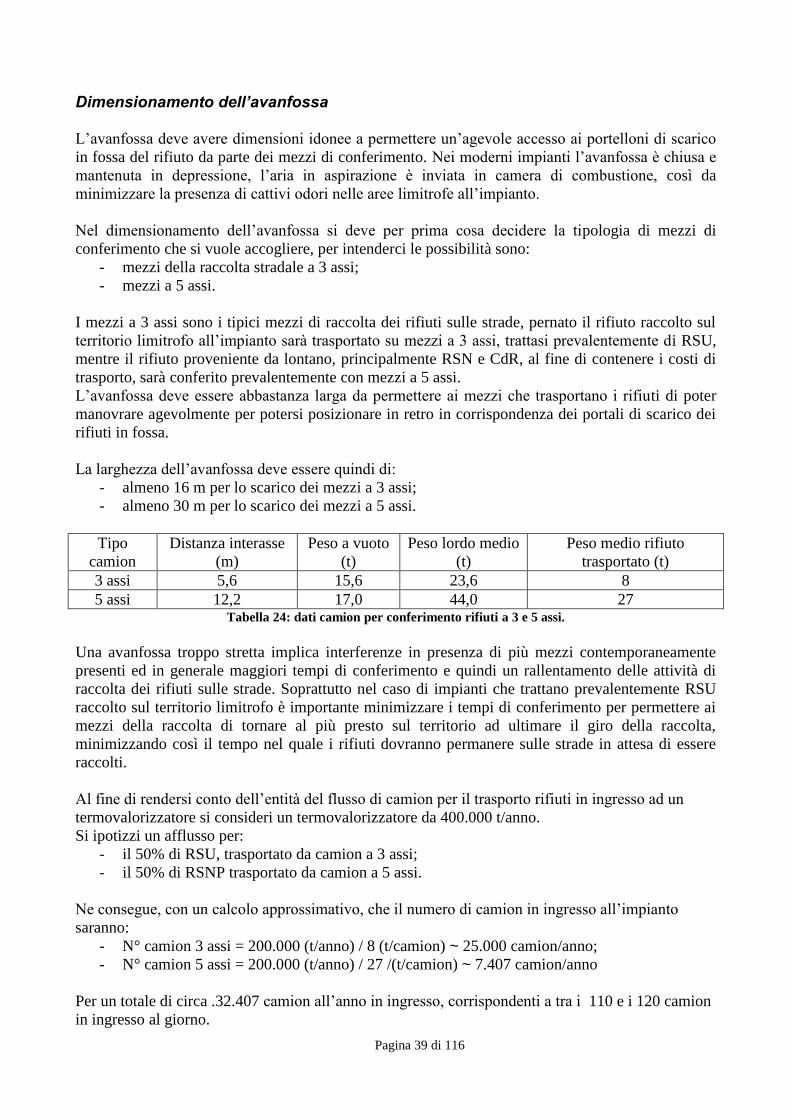
Tipo
camion
Distanza interasse
(m)
Peso a vuoto
(t)
Peso lordo medio
(t)
Peso medio rifiuto
trasportato (t)
3 assi 5,6 15,6 23,6 8
5 assi 12,2 17,0 44,0 27 Tabella 24: dati camion per conferimento rifiuti a 3 e 5 assi.
Una avanfossa troppo stretta implica interferenze in presenza di più mezzi contemporaneamente
presenti ed in generale maggiori tempi di conferimento e quindi un rallentamento delle attività di
raccolta dei rifiuti sulle strade. Soprattutto nel caso di impianti che trattano prevalentemente RSU
raccolto sul territorio limitrofo è importante minimizzare i tempi di conferimento per permettere ai
mezzi della raccolta di tornare al più presto sul territorio ad ultimare il giro della raccolta,
minimizzando così il tempo nel quale i rifiuti dovranno permanere sulle strade in attesa di essere
raccolti.
Al fine di rendersi conto dell’entità del flusso di camion per il trasporto rifiuti in ingresso ad un
termovalorizzatore si consideri un termovalorizzatore da 400.000 t/anno.
Si ipotizzi un afflusso per:
- il 50% di RSU, trasportato da camion a 3 assi;
- il 50% di RSNP trasportato da camion a 5 assi.
Ne consegue, con un calcolo approssimativo, che il numero di camion in ingresso all’impianto
saranno:
- N° camion 3 assi = 200.000 (t/anno) / 8 (t/camion) ~ 25.000 camion/anno;
- N° camion 5 assi = 200.000 (t/anno) / 27 /(t/camion) ~ 7.407 camion/anno
Per un totale di circa .32.407 camion all’anno in ingresso, corrispondenti a tra i 110 e i 120 camion
in ingresso al giorno.
Pagina 40 di 116
Volume della fossa Il dimensionamento della fossa va quindi fatto con l’obiettivo di garantire una adeguata autonomia
sia dal unto di vista della caldaia, quindi giorni di funzionamento a pieno carico in assenza di
conferimenti di rifiuto, sia dal punto di vista del servizio raccolta rifiuti e quindi giorni di proseguo
del servizio di conferimento rifiuti in caso di fermo delle linee di termovalorizzazione.
A titolo esplicativo supponiamo che un impianto sia costituito da due linee gemelle, le cui griglie
siano progettate per operare, in condizioni normali (NOP = Normal Operation Point) con una
portata di rifiuti in ingresso pari a 26 t/h.
Trattandosi di due linee, la capacità giornaliera di trattamento rifiuti dell’impianto sarà pari a:
Capacità trattamento = 26 (t/h) x 2 linee x 24 (h/g) = 624 (t/g) x 2 linee = 1.248 (t/g)
Nel dimensionare la fossa si deve considerare che:
- in condizioni di normale funzionamento dell’impianto la fossa potrebbe essere quasi piena,
quasi vuota o una via di mezzo. Solitamente i gestori dell’impianto, in condizioni normali,
mantengono la fossa a metà della sua capacità;
- in prossimità di una fermata programmata, di una delle linee, solitamente il livello di rifiuti
in fossa viene ridotto così da garantire una maggiore capacità di accettazione rifiuti in caso
di fermo della o delle restanti linee.
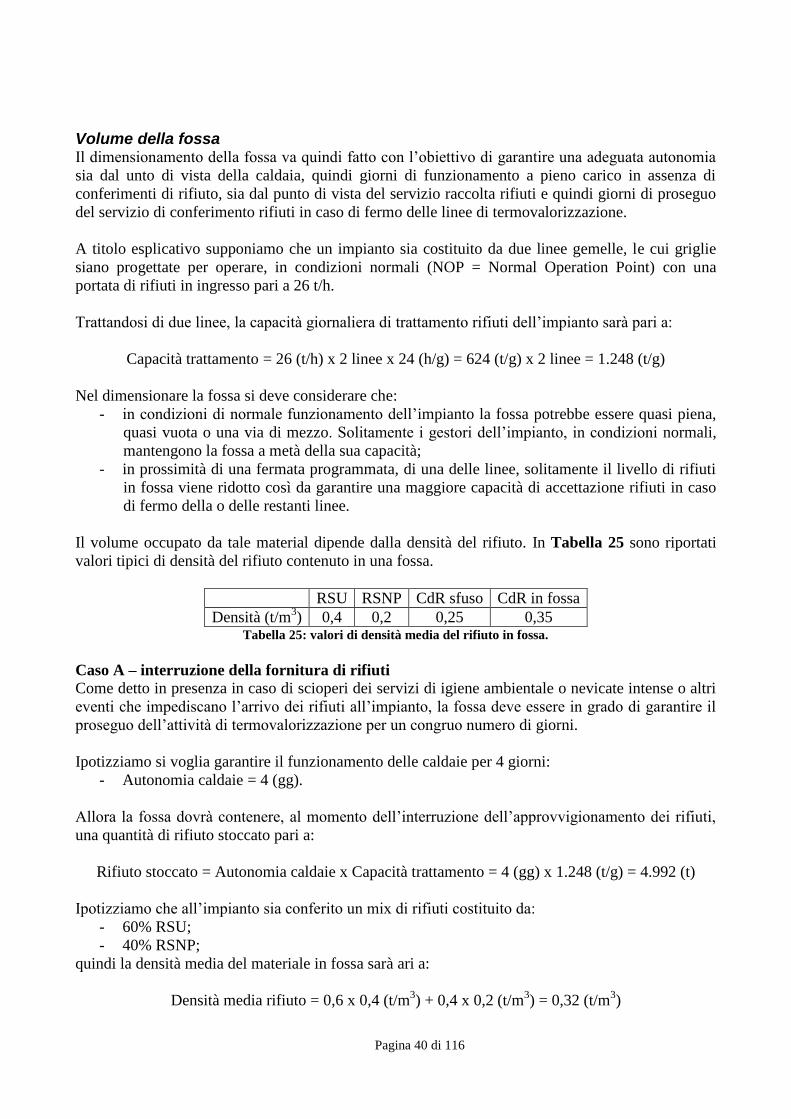
Il volume occupato da tale material dipende dalla densità del rifiuto. In Tabella 25 sono riportati
valori tipici di densità del rifiuto contenuto in una fossa.
RSU RSNP CdR sfuso CdR in fossa
Densità (t/m3) 0,4 0,2 0,25 0,35
Tabella 25: valori di densità media del rifiuto in fossa.
Caso A – interruzione della fornitura di rifiuti
Come detto in presenza in caso di scioperi dei servizi di igiene ambientale o nevicate intense o altri
eventi che impediscano l’arrivo dei rifiuti all’impianto, la fossa deve essere in grado di garantire il
proseguo dell’attività di termovalorizzazione per un congruo numero di giorni.
Ipotizziamo si voglia garantire il funzionamento delle caldaie per 4 giorni:
- Autonomia caldaie = 4 (gg).
Allora la fossa dovrà contenere, al momento dell’interruzione dell’approvvigionamento dei rifiuti,
una quantità di rifiuto stoccato pari a:
Rifiuto stoccato = Autonomia caldaie x Capacità trattamento = 4 (gg) x 1.248 (t/g) = 4.992 (t)
Ipotizziamo che all’impianto sia conferito un mix di rifiuti costituito da:
- 60% RSU;
- 40% RSNP;
quindi la densità media del materiale in fossa sarà ari a:
Densità media rifiuto = 0,6 x 0,4 (t/m3) + 0,4 x 0,2 (t/m
3) = 0,32 (t/m
3)
Pagina 41 di 116
Il volume occupato dal materiale stoccato in fossa al momento dello stop all’approvvigionamento
sarà pari a:
Volume rifiuto in fossa = 4.992 (t) \ 0,32 (t/m3) = 15.600 (m
3)
Caso B – fermata di entrambe le linee
Ipotizziamo che le due linee si fermino contemporaneamente, questo evento è raro e la possibilità
che si verifiche è solitamente limitata ai periodi in cui una delle due linee è in manutenzione
programmata, solitamente ciò avviene in estate e il fermo dura da 2 a 3 settimane. In tali
circostanze è possibile che un imprevisto sulla linea funzionante ne determini una fermata non
programmata.
La scelta di effettuare le fermate programmate nel periodo estivo è legata alla riduzione dei flussi di
rifiuti che si verifica in estate per via della minor presenza di persone in città e della ridotta attività
industriale.
In un impianto con due linee di termovalorizzazione, nei giorni precedenti la fermata programmata
di una delle due linee si tende a ridurre gli approvvigionamenti e ad abbassare il livello di materiale
in fossa, così da aumentare la capacità di accumulo durante il periodo di manutenzione, anche in
prospettiva di un eventuale fermo non programmato dell’altra linea.
Ipotesi:
- ad inizio fermata programmata di una delle due linee il volume di rifiuto in fossa dimezzato
(così da garantire una autonomia di funzionamento della linea funzionante di 4 giorni, in
caso di interruzione del conferimento)
Rifiuto stoccato inizio fermata = 4.992 (t) \ 2 = 2.496 (t)
Volume rifiuto in fossa inizio fermata = 2.496 (t) \ 0,32 (t/m3) = 7.800 m
3
- durata fermata programmata 21 (gg);
- fermata non programmata della seconda linea il primo giorno della fermata programmata
della prima linea, è il caso peggiore;
- autonomia ricevimento rifiuti desiderata, in caso di fermata di entrambe le linee, 4 giorni
(entro 4 giorni la seconda linee, in fermata non programmata, dovrà essere riavviata);
- rifiuto conferito all’impianto giornalmente
o RSU = 26 (t/h) x 24 (h/g) x 2 linee x 0,6 x (2/3) = 499,2 (t/g);
o RSNP = [26 (t/h) x 24 (h/g) x 2 linee x 0,4] \ 2 = 249,6 (t/g);
- come detto la fermata programmata avviene d’estate, quando la produzione di rifiuti è
minore, si ipotizzi un calo del conferimento giornaliero di circa un terzo, quindi il
conferimento di RSU sarà i 2/3 del normale;
- prima della fermata programmata si riduce il conferimento di RSNP per abbassare il livello
della fossa, va considerato inoltre che essendo in estate parte delle aziende sono chiuse e
quindi la produzione di RSNP è ridotta, si ipotizzi che l’effetto combinato dei due fattori
porti ad un dimezzamento dello RSNP conferito giornalmente;
- tempo per l’interruzione del conferimento di RSNP 1 giorno.
Si sta quindi ipotizzando che il primo giorno di fermata programmata di una delle due linee si abbia
la fermata non programmata anche della seconda e che questa riparta dopo 4 giorni. Ne consegue
che per 4 giorni l’impianto non smaltirà rifiuti ed il livello dei rifiuti in fossa salirà di una quantità
pari a:

Pagina 42 di 116
Rifiuti conferito nei 4 giorni = 499,2 (t/g) x 4 (gg) / 0,4 (t/m3) + 249,6 (t/g) x 1 (g) x 0,2 (t/m
3) =
1.997 (t) x 0,4 (t/m3) + 249,6 (t) x 0,2 (t/m
3) = 4.992 (m
3) + 1.248 (m
3) = 6.240 (m
3)
Nei successivi giorni di fermata programmata di una linea, con la seconda nuovamente funzionante
si avranno:
- giorni residui con una linea funzionante = 21 (gg) – 4 (gg) = 17 (gg);
- rifiuti smaltiti da una linea = 624 (t/g) x 17 (gg) = 10.608 (t);
- volume smaltito da una linea = 10.608 (t) / 0,32 (t/m3) = 33.150 (m
3);
- rifiuti conferiti = 499,2 (t/g) x 17 (gg) / 0,4 (t/m3) + 249,6 (t/g) x 17 (g) / 0,2 (t/m
3) = 8.486,4
(t) / 0,4 (t/m3) + 4.243,2 (t) / 0,2 (t/m
3) = 21.216 (m
3) + 21.216 (m
3) = 42.432 (m
3)
Il volume di cui la fossa dovrà disporre sarà quindi pari al volume del rifiuto già stoccato ad
inizio fermata (7.800 m3) più il volume conferito durante i 4 gg di fermata di entrambe le linee
(6.240 m3) più il volume conferito nei restanti 17 gg di fermata di una sola linea (42.432 m
3)
meno il volume smaltito durante i 17 gg di funzionamento di una sola linea (33.150 m3).
Il volume totale della fossa dovrà essere = 7.800 (m3) + 6.240 (m
3) + 42.432 (m
3) - 33.150 (m
3)
= 23.322 (m3)
Caso C – fermata non programmata e contemporanea di entrambe le linee
Trattasi del caso peggiore, la fossa è al livello di rifiuti che permette 4 gg di autonomia per
entrambe le caldaie funzionanti (15.600 m3) di conseguenza il volume disponibile è solo di:
Volume disponibile = 23.322 (m3) - 15.600 (m
3) = 7.722 (m
3)
Si aggiunga che:
- non è estate e quindi il rifiuto conferito al giorno è quello medio annuo pari a
RSU conferito = 26 (t/h) x 24 (h/g) x 2 linee x 0,6 = 748,8 (t/g)
RSNP conferito = 26 (t/h) x 24 (h/g) x 2 linee x 0,4 = 499,2 (t/g)
- viene immediatamente ordinata la cessazione dei conferimenti di RSNP, il blocco avverrà
dopo circa 24 h, non potendo fermare i carichi già in viaggio.
Quindi il tempo entro il quale le due linee, o almeno una delle due, dovranno essere rimesse in
funzione, prima di essere costretti a fermare il conferimento di RSU con le conseguenze che
deriverebbero alla gestione della raccolta del rifiuto sul territorio è pari a:
Volume disponibile = [RSNP conferito (t/g) x 1 (g)] / 0,2 (t/m3) +
+ [RSU conferito (t/g) x Tempo max di fermata (g)] / 0,4 (t/m3)
Quindi:
7.722 (m3) = [499,2 (t/g) x 1 (g)] / 0,2 (t/m
3) + [748,8 (t/g) x Tempo max di fermata (g)] / 0,4
(t/m3)
Tempo max di fermata (g) = [7.722 (m3) - [499,2 (t/g) x 1 (g)] / 0,2 (t/m
3)] x 0,4 (t/m
3) / 748,8
(t/g) = 2,8 (gg)
L’impianto ha 2,8 giorni per rimettere in funzione entrambe le linee, o almeno una delle due.
Geometria della fossa
La geometri della fossa è dettata dall’esigenza di:
Pagina 43 di 116
- non eccedere in larghezza, per non avere un carro ponte troppo largo e quindi costoso;
- non farla troppo profonda, con necessità di scendere tropo al di sotto del piano campagna
con il rischio di dover lavorare con infiltrazioni d’acqua nel cantiere là dove la falda
acquifera fosse alta, o in alternativa di realizzare una fossa molto alta con necessità poer
raggiungerla di realizzare una lunga rampa di accesso;
- non farla tropo lunga, con la conseguenza di aver difficoltà a gestire la fossa da parte del
gruista.
Ipotizziamo nel presente caso di prevedere una fossa:
- larga 17 m;
- profonda 11 m;
ne consegue che la lunghezza della fossa dovrà essere di:
Lunghezza fossa = 23.322 (m3) / [17 (m) x 11 (m)] ~ 114 m
Posizionamento della cabina gruista
Il posizionamento della cabina del gruista è una scelta spesso controversa, non esistendo una
soluzione ottimale. La cabina dovrebbe permettere al gruista di svolgere, manovrando la benna, in
modo ottimale le funzioni di:
- caricare in rifiuto nelle tramogge;
- distribuire il rifiuto in modo uniforme in tutta la fossa, il rifiuto tende ad accumularsi in
prossimità dei portelloni attraverso i quali i camion scaricano il materiale in fossa;
- miscelare il rifiuto per omogeneizzarlo, così da non avere eccessive fluttuazioni del PCI in
camera di combustione.
Tutto ciò richiede che il gruista abbia una buona visibilità;
- di tutti i portelloni della fossa;
- delle tramogge.
Vi sono tre possibili scelte:
a) cabina gruista sul lato dei portelloni di scarico;
b) cabina gruista sul lato delle tramogge;
c) cabina gruista sul lato corto.
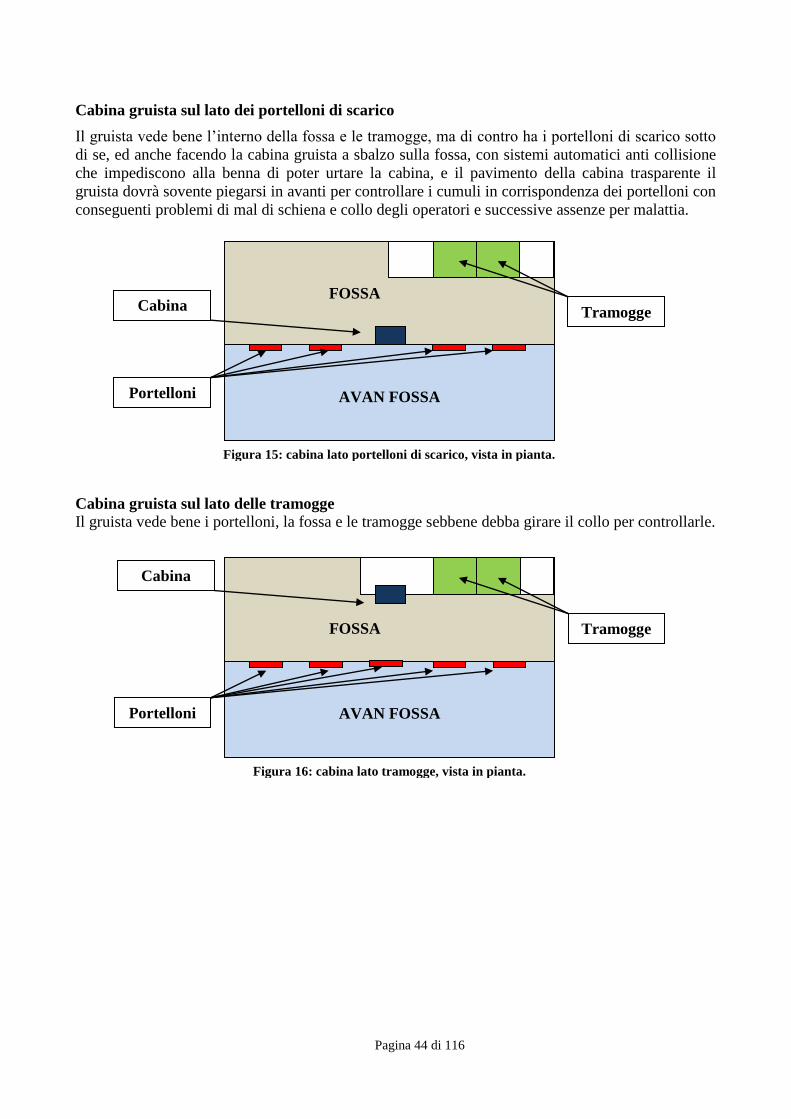
Pagina 44 di 116
Cabina gruista sul lato dei portelloni di scarico
Il gruista vede bene l’interno della fossa e le tramogge, ma di contro ha i portelloni di scarico sotto
di se, ed anche facendo la cabina gruista a sbalzo sulla fossa, con sistemi automatici anti collisione
che impediscono alla benna di poter urtare la cabina, e il pavimento della cabina trasparente il
gruista dovrà sovente piegarsi in avanti per controllare i cumuli in corrispondenza dei portelloni con
conseguenti problemi di mal di schiena e collo degli operatori e successive assenze per malattia.
Cabina gruista sul lato delle tramogge
Il gruista vede bene i portelloni, la fossa e le tramogge sebbene debba girare il collo per controllarle.
FOSSA
Tramogge Cabina
AVAN FOSSA Portelloni
Figura 15: cabina lato portelloni di scarico, vista in pianta.
Figura 16: cabina lato tramogge, vista in pianta.
FOSSA
Cabina
Tramogge
AVAN FOSSA Portelloni
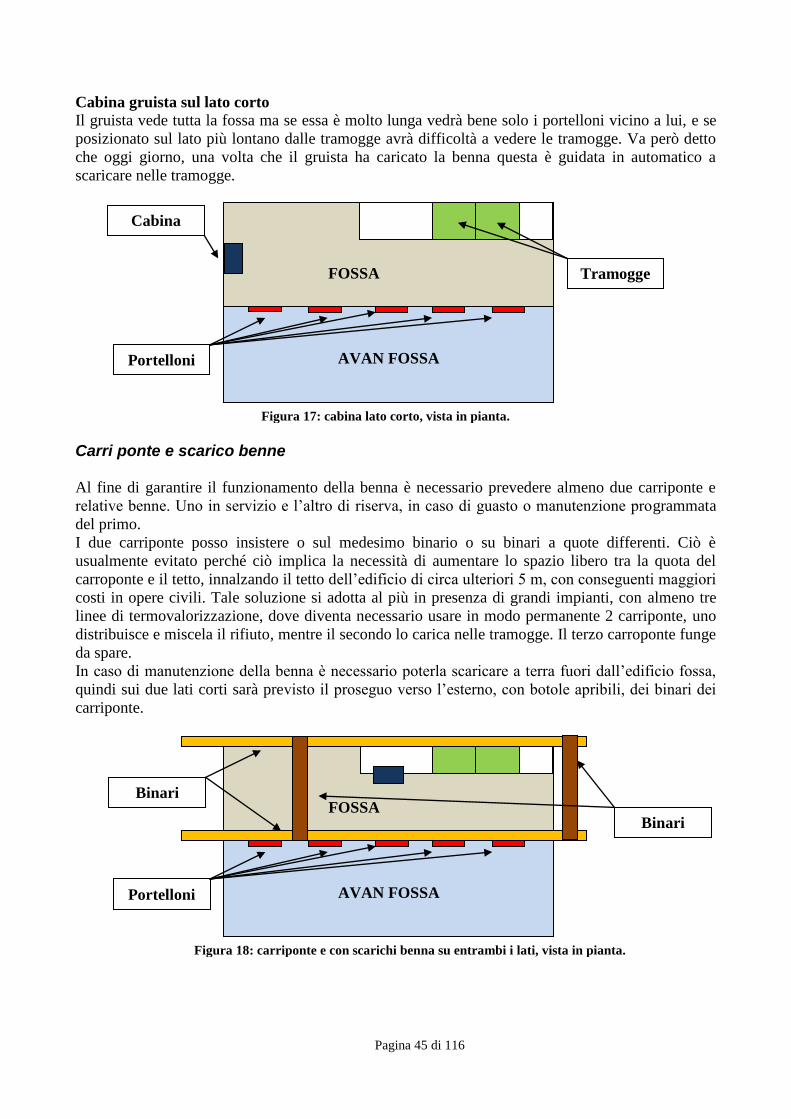
Pagina 45 di 116
Cabina gruista sul lato corto
Il gruista vede tutta la fossa ma se essa è molto lunga vedrà bene solo i portelloni vicino a lui, e se
posizionato sul lato più lontano dalle tramogge avrà difficoltà a vedere le tramogge. Va però detto
che oggi giorno, una volta che il gruista ha caricato la benna questa è guidata in automatico a
scaricare nelle tramogge.
Carri ponte e scarico benne
Al fine di garantire il funzionamento della benna è necessario prevedere almeno due carriponte e
relative benne. Uno in servizio e l’altro di riserva, in caso di guasto o manutenzione programmata
del primo.
I due carriponte posso insistere o sul medesimo binario o su binari a quote differenti. Ciò è
usualmente evitato perché ciò implica la necessità di aumentare lo spazio libero tra la quota del
carroponte e il tetto, innalzando il tetto dell’edificio di circa ulteriori 5 m, con conseguenti maggiori
costi in opere civili. Tale soluzione si adotta al più in presenza di grandi impianti, con almeno tre
linee di termovalorizzazione, dove diventa necessario usare in modo permanente 2 carriponte, uno
distribuisce e miscela il rifiuto, mentre il secondo lo carica nelle tramogge. Il terzo carroponte funge
da spare.
In caso di manutenzione della benna è necessario poterla scaricare a terra fuori dall’edificio fossa,
quindi sui due lati corti sarà previsto il proseguo verso l’esterno, con botole apribili, dei binari dei
carriponte.
FOSSA Tramogge
Cabina
AVAN FOSSA Portelloni
Figura 17: cabina lato corto, vista in pianta.
AVAN FOSSA Portelloni
FOSSA Binari
Binari
Figura 18: carriponte e con scarichi benna su entrambi i lati, vista in pianta.
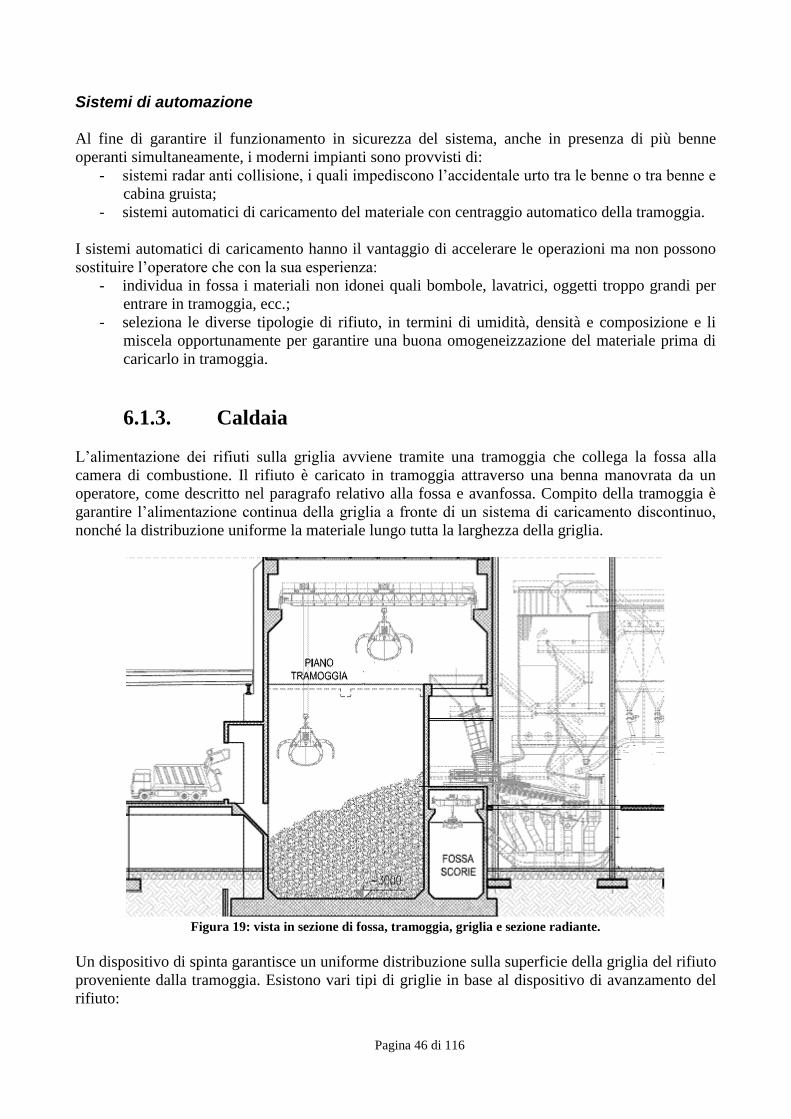
Pagina 46 di 116
Sistemi di automazione
Al fine di garantire il funzionamento in sicurezza del sistema, anche in presenza di più benne
operanti simultaneamente, i moderni impianti sono provvisti di:
- sistemi radar anti collisione, i quali impediscono l’accidentale urto tra le benne o tra benne e
cabina gruista;
- sistemi automatici di caricamento del materiale con centraggio automatico della tramoggia.
I sistemi automatici di caricamento hanno il vantaggio di accelerare le operazioni ma non possono
sostituire l’operatore che con la sua esperienza:
- individua in fossa i materiali non idonei quali bombole, lavatrici, oggetti troppo grandi per
entrare in tramoggia, ecc.;
- seleziona le diverse tipologie di rifiuto, in termini di umidità, densità e composizione e li
miscela opportunamente per garantire una buona omogeneizzazione del materiale prima di
caricarlo in tramoggia.
6.1.3. Caldaia
L’alimentazione dei rifiuti sulla griglia avviene tramite una tramoggia che collega la fossa alla
camera di combustione. Il rifiuto è caricato in tramoggia attraverso una benna manovrata da un
operatore, come descritto nel paragrafo relativo alla fossa e avanfossa. Compito della tramoggia è
garantire l’alimentazione continua della griglia a fronte di un sistema di caricamento discontinuo,
nonché la distribuzione uniforme la materiale lungo tutta la larghezza della griglia.
Figura 19: vista in sezione di fossa, tramoggia, griglia e sezione radiante.
Un dispositivo di spinta garantisce un uniforme distribuzione sulla superficie della griglia del rifiuto
proveniente dalla tramoggia. Esistono vari tipi di griglie in base al dispositivo di avanzamento del
rifiuto:
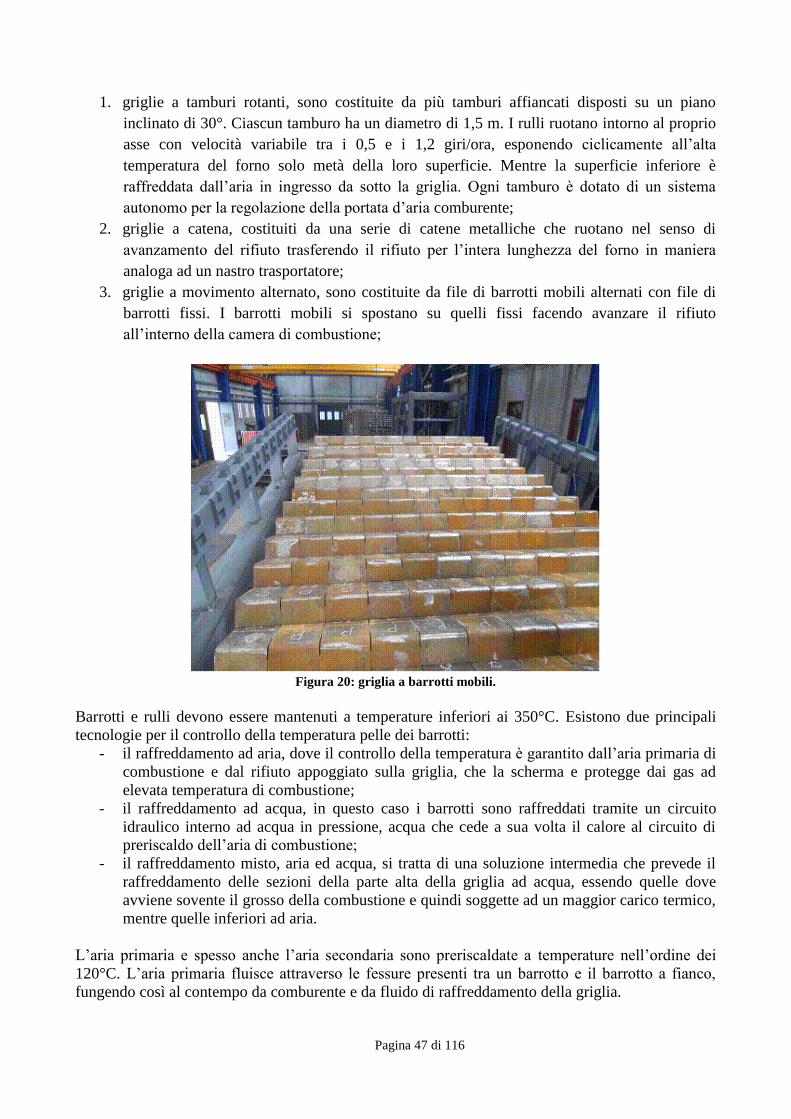
Pagina 47 di 116
1. griglie a tamburi rotanti, sono costituite da più tamburi affiancati disposti su un piano
inclinato di 30°. Ciascun tamburo ha un diametro di 1,5 m. I rulli ruotano intorno al proprio
asse con velocità variabile tra i 0,5 e i 1,2 giri/ora, esponendo ciclicamente all’alta
temperatura del forno solo metà della loro superficie. Mentre la superficie inferiore è
raffreddata dall’aria in ingresso da sotto la griglia. Ogni tamburo è dotato di un sistema
autonomo per la regolazione della portata d’aria comburente;
2. griglie a catena, costituiti da una serie di catene metalliche che ruotano nel senso di
avanzamento del rifiuto trasferendo il rifiuto per l’intera lunghezza del forno in maniera
analoga ad un nastro trasportatore;
3. griglie a movimento alternato, sono costituite da file di barrotti mobili alternati con file di
barrotti fissi. I barrotti mobili si spostano su quelli fissi facendo avanzare il rifiuto
all’interno della camera di combustione;
Figura 20: griglia a barrotti mobili.
Barrotti e rulli devono essere mantenuti a temperature inferiori ai 350°C. Esistono due principali
tecnologie per il controllo della temperatura pelle dei barrotti:
- il raffreddamento ad aria, dove il controllo della temperatura è garantito dall’aria primaria di
combustione e dal rifiuto appoggiato sulla griglia, che la scherma e protegge dai gas ad
elevata temperatura di combustione;
- il raffreddamento ad acqua, in questo caso i barrotti sono raffreddati tramite un circuito
idraulico interno ad acqua in pressione, acqua che cede a sua volta il calore al circuito di
preriscaldo dell’aria di combustione;
- il raffreddamento misto, aria ed acqua, si tratta di una soluzione intermedia che prevede il
raffreddamento delle sezioni della parte alta della griglia ad acqua, essendo quelle dove
avviene sovente il grosso della combustione e quindi soggette ad un maggior carico termico,
mentre quelle inferiori ad aria.
L’aria primaria e spesso anche l’aria secondaria sono preriscaldate a temperature nell’ordine dei
120°C. L’aria primaria fluisce attraverso le fessure presenti tra un barrotto e il barrotto a fianco,
fungendo così al contempo da comburente e da fluido di raffreddamento della griglia.
Pagina 48 di 116
L’avanzamento del rifiuto all’interno del forno determina il susseguirsi dei seguenti processi:
essiccamento;
gassificazione;
ignizione;
combustione.
Tempo di permanenza del rifiuto sulla griglia 30 ÷ 60’
Tempo di permanenza dei gas in camera di combustione 2 ÷ 5 secondi Tabella 26: tempi di permanenza dei rifiuti e dei fumi in camera di combustione.
L’immissione di aria secondaria nella parte alta della camera di combustione ha sia lo scopo di
completare la combustione, tramite l’ossidazione della componente volatile del rifiuto, sia lo scopo
di favorire il controllo della temperatura.
Le scorie residue del processo di combustione (slag) vengono raccolte in vasche metalliche,
contenenti acqua, collocate nella parte terminale della griglia e quindi inviate alla fossa scorie da
dove sono caricate tramite benna su camion per l’invio allo smaltimento.
6.1.4. Il diagramma termico Il digramma termico o diagramma di combustione (Figura 21) rappresenta i possibili regimi di
funzionamento di un impianto di termovalorizzazione.
Ogni impianto è infatti progettato per funzionare entro determinati limiti di potenza termica minima
e massima.
La stressa griglia di combustione presenta un valore massimo di resistenza al carico meccanico. Il
diagramma di combustione riporta quindi i valori di potenza termica e carico meccanico all’interno
dei quali l’impianto può operare.
Ed in particolare nel diagramma termico sono rappresentati:
- il PCI minimo e massimo di funzionamento;
- il NOP (Normal Operation Point);
- lo MCR (Maximum Continuous Rating);
- i valori di sovraccarico meccanico e termico
Il NOP rappresenta il punto di normale funzionamento dell’impianto, corrispondente alla portata di
rifiuto in ingresso alla griglia (t/h) e alla potenza termica (MW), quindi al carico meccanico e
termico, che la griglia e la caldaia sono in grado di gestire 24 ore su 24.
Lo MCR rappresenta invece la condizione di massimo carico termico e meccanico che l’impianto
può gestire in modo continuativo.
Gli impianti di termovalorizzazione presentano un’ulteriore flessibilità che serve a far fronte ad
improvvisi picchi nel PCI del rifiuto o ad un incremento della portata di rifiuto in ingresso che
vadano oltre la condizione di MCR. Si parla in questo caso di funzionamento in:
- sovraccarico termico, se la potenza termica in caldaia supera la potenza termica prevista allo
MCR;
- sovraccarico meccanico, se la portata di rifiuto in ingresso alla griglia supera la portata
prevista allo MCR;
solitamente i moderni impianti a griglia sono in grado di gestire un sovraccarico, misurato rispetto
al NOP:
- termico massimo del 10%;
Pagina 49 di 116
- meccanico massimo del 25%.
Tali condizioni operative sono però sostenibili per un tempo limitato, nell’ordine delle 2 ore. Entro
tale termine il sovraccarico dovrà essere ridotto a valori inferiori o pari allo MCR.
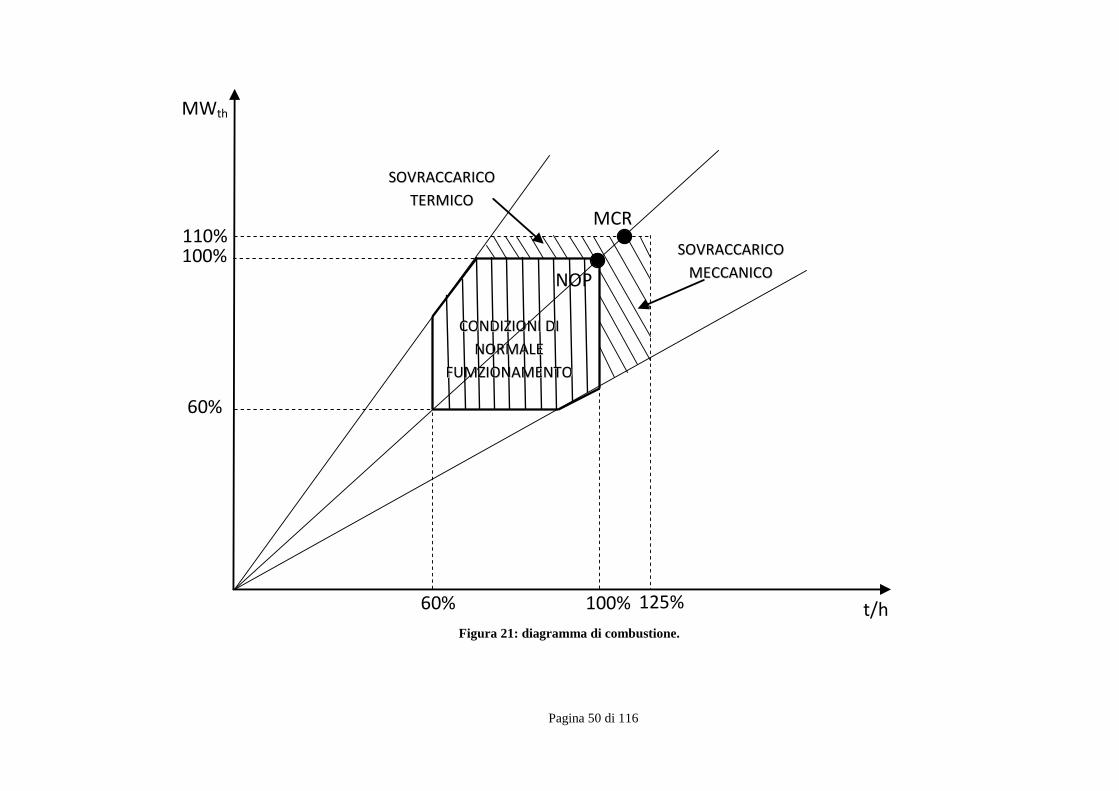
Pagina 50 di 116
Figura 21: diagramma di combustione.
MWth
t/h
100%
110%
60%
60% 100% 125%
NOP
MCR
CCOONNDDIIZZIIOONNII DDII
NNOORRMMAALLEE
FFUUMMZZIIOONNAAMMEENNTTOO
SSOOVVRRAACCCCAARRIICCOO
TTEERRMMIICCOO
SSOOVVRRAACCCCAARRIICCOO
MMEECCCCAANNIICCOO
Pagina 51 di 116
6.1.5. Dimensionamento di massima della griglia di
combustione
Il dimensionamento di massima di una griglia di combustione per rifiuti solidi viene calcolato in
condizioni di MCR (Maximum Continuous Rating) e consiste nel calcolo della superficie della
griglia considerando i due seguenti vincoli:
- carico termico;
- carico meccanico.
Durante la combustione dei rifiuti i barrotti devono essere raffreddati. Il raffreddamento dei barrotti
può avvenire o utilizzando l’aria primaria di combustione, griglia raffreddata ad aria, o attraverso un
circuito di raffreddamento ad acqua, griglia raffreddata ad acqua.
La capacità di asportazione di calore da parte del sistema di raffreddamento adottato è comunque
limitata, minore per le griglie raffreddate ad aria e maggiore in quelle raffreddate ad acqua.
Il carico termico della griglia è definito come:
Carico termico griglia = Carico termico forno MCR (kW) / superficie griglia (m2)
Come dato di riferimento si può considerare un valore massimo di carico termico della griglia,
sostenibile in modo continuativo, pari a:
Max carico termico griglia = 1.100 (kW/m2)
Nel caso di griglie raffreddate ad acqua queste sono in grado di sostenere valori massimi di punta
dell’ordine dei 1.500 (kW/m2).
Le alte temperature a cui i barrotti devono operare ne limitano la resistenza al carico meccanico,
con valori massimi nell’ordine del:
Massimo carico meccanico = 300 (kg/m2h)
Nel dimensionamento della superficie della griglia entrambi i vincoli devono essere rispettati.
Esempio
Ipotesi:
- capacità impianto allo MCR, 150.000 t/anno;
- giorni anno di funzionamento impianto 320 gg/anno;
- mix rifiuto
o 50% RSU PCI di 2.300 kcal/kg;
o 30% RSNP PCI di 3.500 kcal/kg;
o 15% CDR PCI di 3.500 kcal/kg;
o 5% fanghi PCI di 130 kcal/kg.
Superficie griglia (m2) = Carico termico forno MCR (kW) / carico termico griglia (kW/m
2)
Si ipotizzi un carico termico della griglia di 800 (kW/m2).
Il carico termico del forno allo MCR sarà pari a:
Carico termico forno MCR (kW) = [portata rifiuto (kg/h) x PCI medio (kJ/kg)] / 3.600 (s/h)
Pagina 52 di 116
Portata rifiuto (kg/h) = [150.000 (t/anno) x 1.000 (kg/t)] / [320 (gg/anno) x 24 (h/g)] = 19.531
(kg/h).
PCI medio (kJ/kg) =
= (0,5 x 2.300 + 0,3 x 3.500 + 0,15 x 3.500 + 0,05 x 130) (kcal/kg) x 4, 186 (kJ(kcal) =
= 11.434 (kJ/kg).
Carico termico forno MCR (kW) = [19.531 (kg/h) x 11.434 (kJ/kg)] / 3.600 (s/h) =
= 62.032 (kW)
Superficie griglia (m2) = Carico termico forno MCR (kW) / carico termico griglia (kW/m
2) =
= 62.032 (kW) / 800 (kW/m2) =
= 77,54 (m2)
Si verifica ora che la superficie della griglia calcolata sia compatibile con il vincolo sul carico
meccanico, in caso contrario si innalza il valore di carico termico.
Carico meccanico griglia (kg/m2h) = Portata rifiuto (kg/h) / Superficie griglia (m
2) =
= 19.531 (kg/h) / 77,54 (m2) = 251,88 (kg/m
2h) < 300 (kg/m
2h)
Il vincolo risulta essere rispettato.
6.1.6. Sistema di controllo della combustione Dall’analisi del diagramma termico di un termovalorizzatore si è visto come, a parità di PCI del
rifiuto, al crescere della portata di materiale in ingresso alla fornace aumenta la potenza termica
liberata dalla combustione.
In generale si può affermare che ad una maggiore potenza termica liberata dalla combustione dei
rifiuti, corrisponderà una maggiore produzione di vapore surriscaldato, a pari temperatura e
pressione di surriscaldamento, e di conseguenza una maggiore potenza elettrica generata.
Si ricordi che i termovalorizzatori hanno un duplice scopo:
- smaltire rifiuti;
- generare potenza utile, sia essa elettrica e/o termica, nel caso di impianti collegati a reti di
teleriscaldamento.
Al fine di massimizzare la produzione di energia utile è pertanto importante:
- minimizzare la presenza di incombusti nelle scorie allo scarico della griglia;
- mantenere il più stabili possibili le condizioni a cui avviene la combustione all’interno della
fornace, così da garantire una portata costante di vapore prodotto.
Si prende per semplicità in esame il caso di un impianto che lavori in assetto esclusivamente
elettrico, produzione di energia elettrica ma non termica.
L’operatore di centrale al fine di ottenere una certa potenza elettrica lorda al generatore elettrico
fissa la portata di vapore che vuole sia prodotta dalla caldaia e lo fa fissando la percentuale di
portata rispetto alla portata di vapore corrispondente al funzionamento in condizioni di MCR.
Quindi se l’operatore dove fissare il carico impianto all’80% vuol dire che vuole che l’impianto
produca una portata di vapore pari all’80% della portata prevista in condizioni di MCR, che
corrisponde alla portata di vapore prevista in ingresso alla turbina quando questa opera di
condizioni nominali.
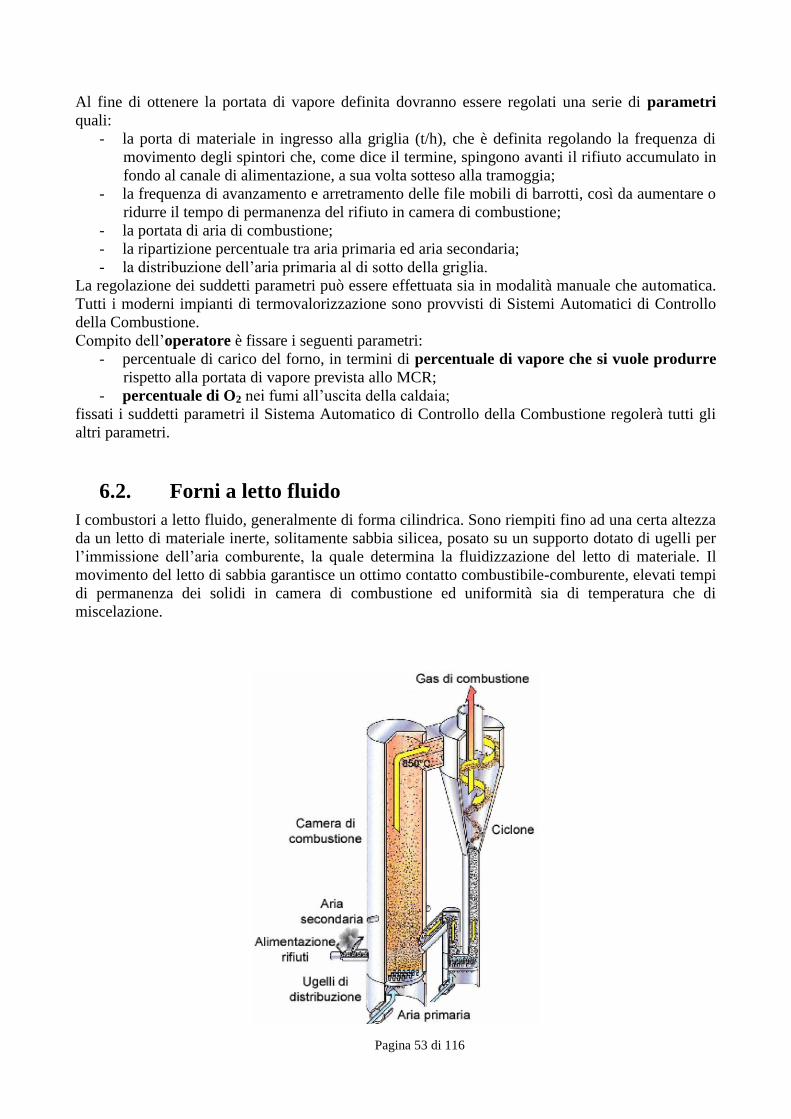
Pagina 53 di 116
Al fine di ottenere la portata di vapore definita dovranno essere regolati una serie di parametri
quali:
- la porta di materiale in ingresso alla griglia (t/h), che è definita regolando la frequenza di
movimento degli spintori che, come dice il termine, spingono avanti il rifiuto accumulato in
fondo al canale di alimentazione, a sua volta sotteso alla tramoggia;
- la frequenza di avanzamento e arretramento delle file mobili di barrotti, così da aumentare o
ridurre il tempo di permanenza del rifiuto in camera di combustione;
- la portata di aria di combustione;
- la ripartizione percentuale tra aria primaria ed aria secondaria;
- la distribuzione dell’aria primaria al di sotto della griglia.
La regolazione dei suddetti parametri può essere effettuata sia in modalità manuale che automatica.
Tutti i moderni impianti di termovalorizzazione sono provvisti di Sistemi Automatici di Controllo
della Combustione.
Compito dell’operatore è fissare i seguenti parametri:
- percentuale di carico del forno, in termini di percentuale di vapore che si vuole produrre
rispetto alla portata di vapore prevista allo MCR;
- percentuale di O2 nei fumi all’uscita della caldaia;
fissati i suddetti parametri il Sistema Automatico di Controllo della Combustione regolerà tutti gli
altri parametri.
6.2. Forni a letto fluido
I combustori a letto fluido, generalmente di forma cilindrica. Sono riempiti fino ad una certa altezza
da un letto di materiale inerte, solitamente sabbia silicea, posato su un supporto dotato di ugelli per
l’immissione dell’aria comburente, la quale determina la fluidizzazione del letto di materiale. Il
movimento del letto di sabbia garantisce un ottimo contatto combustibile-comburente, elevati tempi
di permanenza dei solidi in camera di combustione ed uniformità sia di temperatura che di
miscelazione.
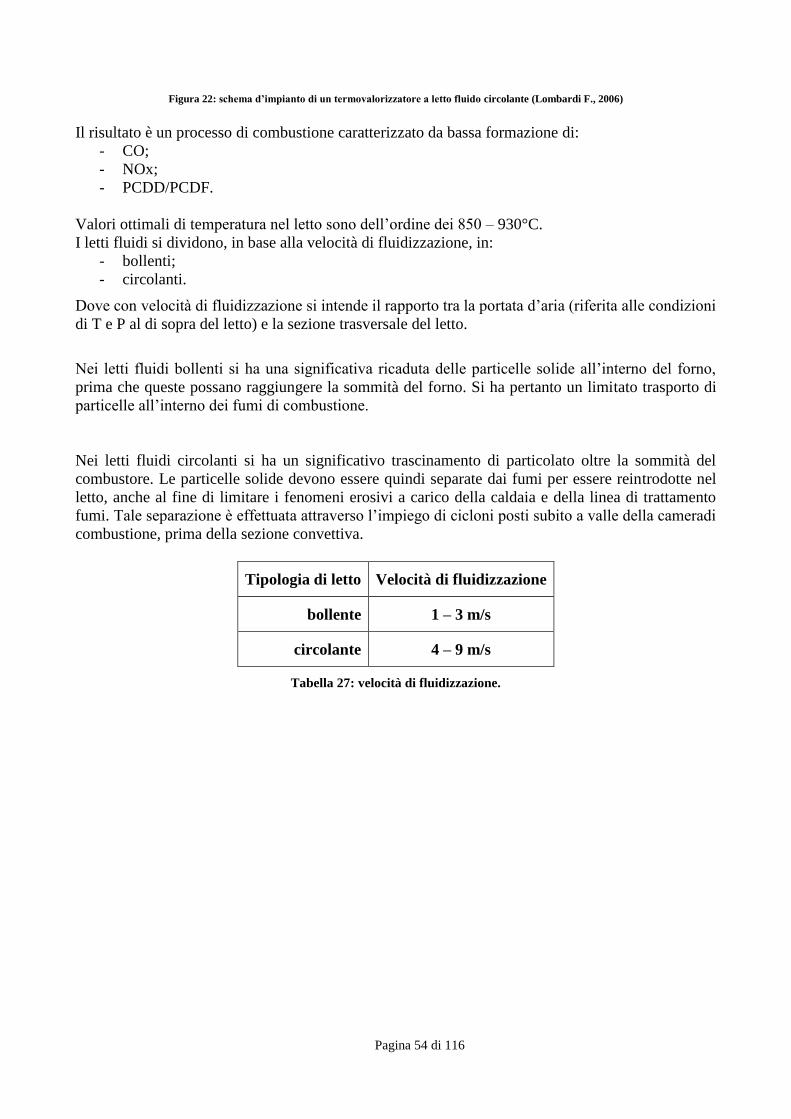
Pagina 54 di 116
Figura 22: schema d’impianto di un termovalorizzatore a letto fluido circolante (Lombardi F., 2006)
Il risultato è un processo di combustione caratterizzato da bassa formazione di:
- CO;
- NOx;
- PCDD/PCDF.
Valori ottimali di temperatura nel letto sono dell’ordine dei 850 – 930°C.
I letti fluidi si dividono, in base alla velocità di fluidizzazione, in:
- bollenti;
- circolanti.
Dove con velocità di fluidizzazione si intende il rapporto tra la portata d’aria (riferita alle condizioni
di T e P al di sopra del letto) e la sezione trasversale del letto.
Nei letti fluidi bollenti si ha una significativa ricaduta delle particelle solide all’interno del forno,
prima che queste possano raggiungere la sommità del forno. Si ha pertanto un limitato trasporto di
particelle all’interno dei fumi di combustione.
Nei letti fluidi circolanti si ha un significativo trascinamento di particolato oltre la sommità del
combustore. Le particelle solide devono essere quindi separate dai fumi per essere reintrodotte nel
letto, anche al fine di limitare i fenomeni erosivi a carico della caldaia e della linea di trattamento
fumi. Tale separazione è effettuata attraverso l’impiego di cicloni posti subito a valle della cameradi
combustione, prima della sezione convettiva.
Tipologia di letto Velocità di fluidizzazione
bollente 1 – 3 m/s
circolante 4 – 9 m/s
Tabella 27: velocità di fluidizzazione.
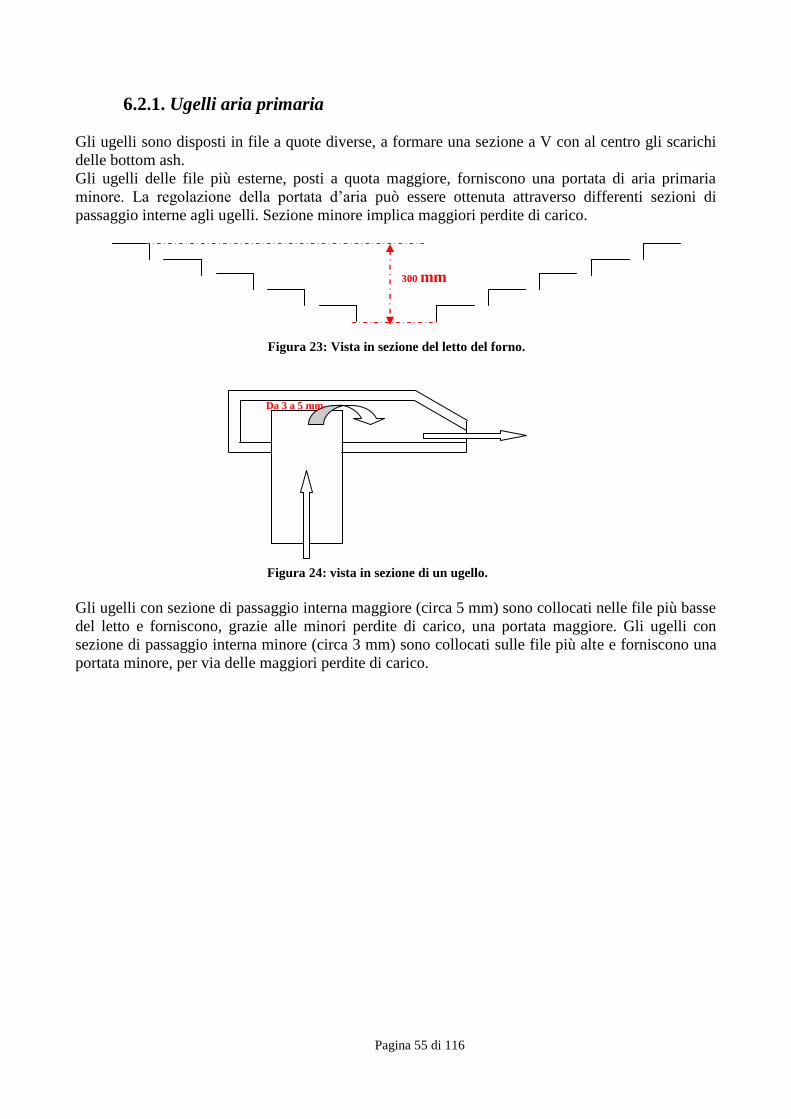
Pagina 55 di 116
6.2.1. Ugelli aria primaria
Gli ugelli sono disposti in file a quote diverse, a formare una sezione a V con al centro gli scarichi
delle bottom ash.
Gli ugelli delle file più esterne, posti a quota maggiore, forniscono una portata di aria primaria
minore. La regolazione della portata d’aria può essere ottenuta attraverso differenti sezioni di
passaggio interne agli ugelli. Sezione minore implica maggiori perdite di carico.
Gli ugelli con sezione di passaggio interna maggiore (circa 5 mm) sono collocati nelle file più basse
del letto e forniscono, grazie alle minori perdite di carico, una portata maggiore. Gli ugelli con
sezione di passaggio interna minore (circa 3 mm) sono collocati sulle file più alte e forniscono una
portata minore, per via delle maggiori perdite di carico.
300 mm
Da 3 a 5 mm
Figura 23: Vista in sezione del letto del forno.
Figura 24: vista in sezione di un ugello.
Pagina 56 di 116
6.3. Forni a tamburo rotante I forni a tamburo rotante presentano un’alta versatilità potendo essere impiegati sia con rifiuti
industriali solidi che liquidi e pastosi.
Le ridotte dimensioni della camera di combustione richiedono l’adozione di una camera di post-
combustione per il completamento dell’ossidazione della fase gassosa.
La camera di combustione ha forma cilindrica ed è leggermente inclinata, 1 ÷ 3 %, così da favorire,
ruotando intorno al proprio asse, l’avanzamento del rifiuto. L’aria comburente lambisce il
combustibile solo sulla superficie, senza attraversarlo, richiedendo quindi elevati eccessi d’aria.
Essendo la camera di combustione adiabatica la regolazione della temperatura è effettuata attraverso
l’impiego di aria in eccesso o acqua di raffreddamento limitandone l’efficienza di recupero
energetico.
Pagina 57 di 116
6.4. Generatore di vapore (GdV)
Il generatore di vapore ha la duplice funzione di:
- recuperare l’energia liberata dalla combustione dei rifiuti;
- abbassare la temperatura dei fumi, fino a valori idonei alla loro depurazione.
Il generatore di vapore è costituito da:
- la camera di combustione;
- la camera di post combustione;
- i canali radianti;
- la sezione convettiva.
6.4.1. Camera di combustione, post combustione e primo
canale radiante
La camera di combustione, quella di post combustione e il primo canale radiante di fatto
costituiscono un unico corpo. Nella parte bassa del canale si trova alloggiata la griglia, tale area è
definita camera di combustione. In camera di combustione si trovano anche i bruciatori di
avviamento, la cui funzione è di portare, in fase di avviamento, la temperatura del forno, prima
dell’ingresso del rifiuto, alla temperatura idonea alla combustione del rifiuto stesso.
Al di sopra della camera di combustione si trovano:
- gli ingressi dell’aria secondaria;
- i bruciatori a gas per il controllo della temperatura;
- l’ingresso del ricircolo fumi.
Nel tratto ascendente detto camera di post combustione i fumi, ricchi di gas combustibili e materiale
volatile combustibile, al contatto con l’aria secondaria completano il processo di ossidazione. I
bruciatori intervengono nel caso in cui i fumi dovessero scende ad una temperatura inferiore agli
850°C, ad esempio a causa dell’ingresso in griglia di materiale molto umido (basso PCI). Così da
garantire il mantenimento della temperatura ad di sopra degli 850°C, condizione imposta dalla
legge per la minimizzazione della produzione di diossine.
Il volume della camera di post combustione è dimensionato in funzione della velocità e portata
massima di fumi così da garantire un tempo di permanenza in camera di post combustione, a
temperatura > 850°C, superiore ai 2 sec, altra condizione imposta dalla normativa per la
minimizzazione della produzione di diossine.
Lasciata la camera di combustione i fumi proseguono lungo il canale ascendente sino al
raggiungimento del tetto. Il tratto che va dalla fine della camera di post combustione al soffitto è
detto primo canale radiante. Tutte le pareti del canale ascendente sono coperte da tubi evaporanti
alettati, dette pareti membranate e, tranne le pareti che circondano la griglia, sono protette da
refrattari.
Solitamente lo scambio termico delle pareti membranate del primo canale ascendente è
dimensionato in modo da avere una temperatura di uscita dai fumi dalla camera di post combustione
nell’ordine dei 900 ÷ 1000°C.
Pagina 58 di 116
6.4.2. Canale radiante
Funzione dei canali radianti, anch’essi solitamente ricoperti da pareti membranate di tipo
evaporante, è quella di abbassare la temperatura dei fumi a valori idonei allo scambio termco con i
banchi di scambio della sezione convettiva, i quali includono i banchi surriscaldanti, così da ridurre
i fenomeni di corrosione.
I fumi, provenienti dal primo canale, che è di tipo ascendente, entrano nel secondo canale, che è
discendente, per poi entrare nella sezione convettivo o prima risalire un terzo canale, di tipo
ascendente. Nel percorrere questa traiettoria prima ascendente, poi discendente parte delle ceneri
leggere precipitano e vengono raccolte in tramogge poste in fono a i canali radianti.
All’ingresso della sezione convettiva i fumi hanno una temperatura nell’ordine dei 600°C. La
sezione convettiva non altro che un canale orizzontale all’interno del quale i fumi incontrano una
serie di banche di scambio termico posti lungo il loro percorso. Tali banchi, nell’ordine in cui i fumi
li attraversano, svolgono le seguenti funzioni:
- evaporatore (EVA);
- surriscaldatore (SH);
- evaporatore (EVA);
- economizzatore interno (ECO).
Il primo evaporatore e di piccole dimensioni ed ha la funzione di abbassare ulteriormente la
temperatura dei fumi, al fine di proteggere il primo banco SH dalla corrosione. Solitamente il
primo, o i primi due, banchi SH sono in controcorrente con i fumi, così da minimizzare la differenza
di temperatura tra il vapore e i fumi, sempre per ridurre i fenomeni corrosivi. I successivi banchi SH
sono invece equi corrente, così da massimizzare la differenza di temperatura e facilitare lo scambio
termico.
I banchi dell’economizzatore interno sono spesso posti in un canale discendente, al cui termine un
condotto porta i fumi al trattamento fumi. I fumi lasciano la sezione convettiva ad una temperatura
che è funzione del sistema di de acidificazione adottato, ed in generale superiore ai 190°C a caldaia
pulita.
Un secondo economizzatore, detto esterno, perché non inserito nel corpo della caldaia, è
solitamente posizionato lungo la sezione di trattamento fumi, ad esempio dopo l’elettrofiltro ma
prima del reattore di de acidificazione.
6.4.3. Ciclo termico
Il ciclo termico è solitamente costituito da un ciclo Rankine a vapor d’acqua surriscaldato. Il vapore
con valori di pressione e temperatura solitamente nell’ordine dei 40 ÷ 60 bar(a) e 390 ÷ 450°C,
entra in turbina dove espande. La turbina è provvista di alcuni spillamenti, solitamente da 2 a 4, i
quali alimentano con vapore:
- gli scambiatori rigenerativi a superficie per il preriscaldo dell’acqua proveniente dal pozzo
caldo del condensatore;
- il degasatore che ha anche la funzione di rigeneratore a miscelazione;
- il preriscaldo dell’aria primaria e secondaria di combustione;
- alimentazione di un’eventuale rete di teleriscaldamento.
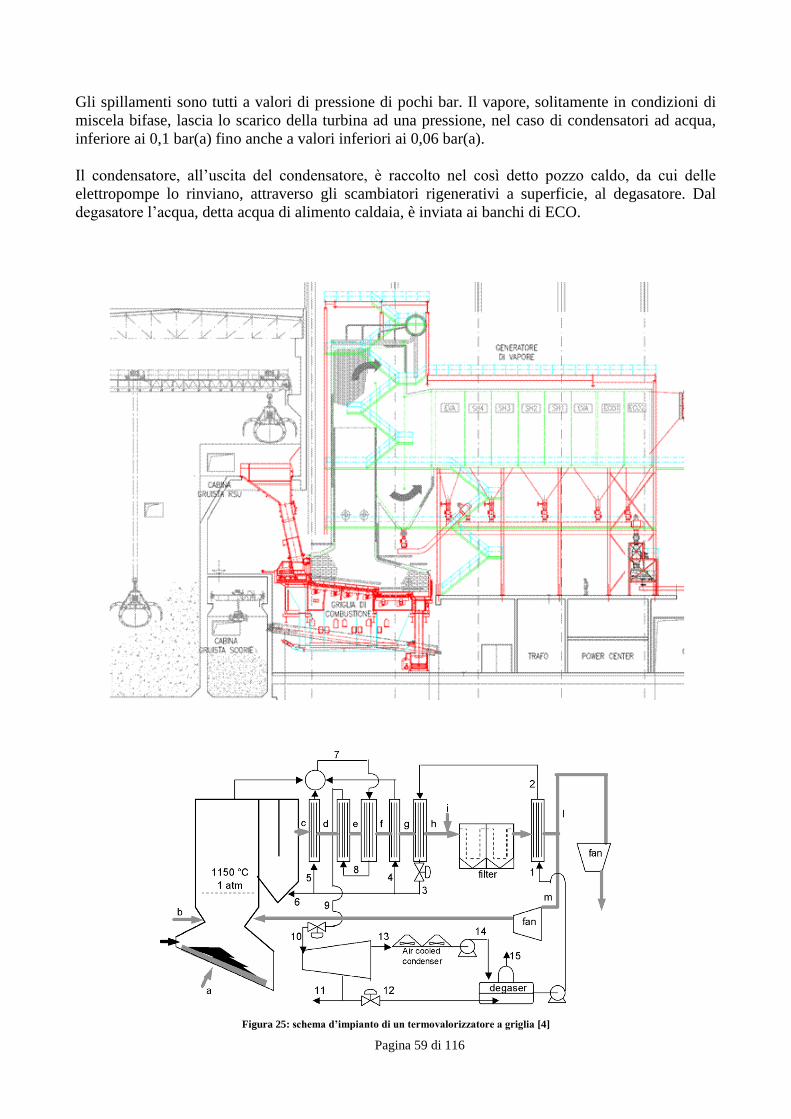
Pagina 59 di 116
Gli spillamenti sono tutti a valori di pressione di pochi bar. Il vapore, solitamente in condizioni di
miscela bifase, lascia lo scarico della turbina ad una pressione, nel caso di condensatori ad acqua,
inferiore ai 0,1 bar(a) fino anche a valori inferiori ai 0,06 bar(a).
Il condensatore, all’uscita del condensatore, è raccolto nel così detto pozzo caldo, da cui delle
elettropompe lo rinviano, attraverso gli scambiatori rigenerativi a superficie, al degasatore. Dal
degasatore l’acqua, detta acqua di alimento caldaia, è inviata ai banchi di ECO.
Figura 25: schema d’impianto di un termovalorizzatore a griglia [4]
Pagina 60 di 116
6.5. Il trattamento fumi
Gli inquinanti presenti nei fumi di un impianto di termovalorizzazione sono così raggruppabili:
- polveri;
- microinquinanti acidi (HCl, HF);
- ossidi di azoto;
- monossido di carbonio;
- metalli pesanti;
- microinquinanti (composti aromatici e policlorurati).
6.5.1. Limiti alle emissioni
I limiti alle emissioni sono stabiliti dalla normativa nazionale (DL 133/2005) e possono essere
soggetti a limitazioni ancora più stringenti da parte delle regioni (Regione Lombardia DGR
IX/3019 del 15/2/2012), o se queste hanno delegato alle provincie, da parte di queste ultime.
La normativa, in base alla tipologia di inquinanti e alle tecnologie esistenti per la misura degli
inquinanti , fissa differenti tipologie di limiti, distinguendo tra:
- concentrazioni medi giornalieri;
- concentrazioni medie sui 30 minuti;
- concentrazioni medie ottenute con un periodo di campionamento di un ora;
- concentrazioni medie ottenute con un periodo di campionamento di otto ore.
I limiti a cui un impianto è effettivamente assoggettato sono definiti all’atto del rilascio o rinnovo
dell’AIA (Autorizzazione Integrata Ambientale). L’AIA è il decreto autorizzativo con cui l’ente
preposto autorizza la realizzazione e l’esercizio dell’impianto. I valori di limite imposti in AIA sono
pari o più stringenti di quelli previsti dalla normativa nazionale e locale.
A titolo di esempio sono di seguito riportai i limiti previsti dal D.g.r. 15 febbraio 2012 - n.
IX/3019 (Deliberazione Giunta Regionale della Regione Lombardia).
Dove con:
- limiti, si intendono i valori di limite alle emissioni fissate dalla normativa nazionale (DL
133/2005);
- valore guida si intende un valore il cui raggiungimento non è vincolante ai fini del rispetto
dei limiti emissivi imposti all’impianto ma che costituisce un riferimento cui il gestore
dovrebbe tendere, quale indicatore di buon funzionamento del proprio impianto e di corretta
applicazione delle migliori tecniche disponibili;
- valore obiettivo si intende un valore che non debba essere considerato come vincolante ma
che, in virtù dell’immissione sul mercato di tecniche emergenti (così come definite dalla
direttiva 2010/75/UE del Parlamento Europeo e del Consiglio del 24 novembre 2010 relativa
alle emissioni industriali (prevenzione e riduzione integrale dell’inquinamento), costituisca
una soglia limite a cui i gestori dovranno fare riferimento a partire dal 01.01.2018.
I valori di concentrazioni si intendono espressi come mg/Nm3 (temperatura 273 K, pressione 101,3
kPa, gas secco) e riferiti ad un tenore di ossigeno dell’11%.
L’intervallo di riferimento per la rilevazione di tutte le grandezze deve essere la mezzora - il calcolo
deve essere pari quindi a 48 semiore/g per 365 giorni (anno solare fisso).
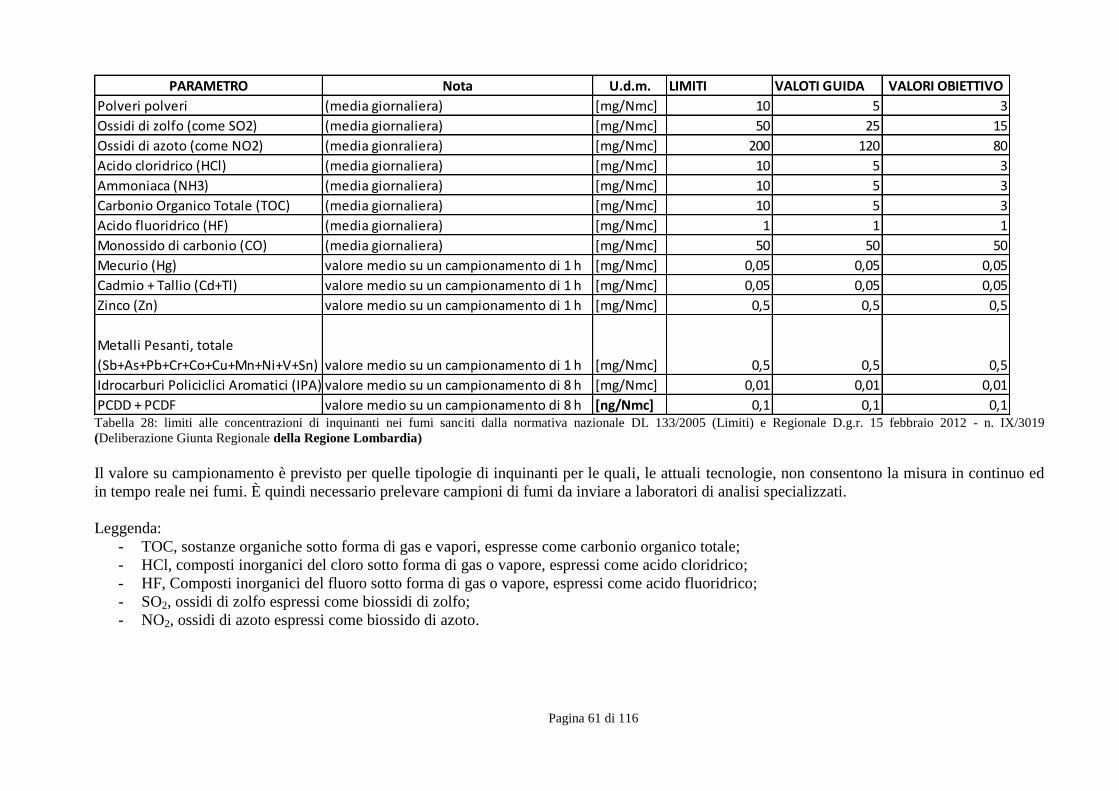
Pagina 61 di 116
PARAMETRO Nota U.d.m. LIMITI VALOTI GUIDA VALORI OBIETTIVO
Polveri polveri (media giornaliera) [mg/Nmc] 10 5 3
Ossidi di zolfo (come SO2) (media giornaliera) [mg/Nmc] 50 25 15
Ossidi di azoto (come NO2) (media gionraliera) [mg/Nmc] 200 120 80
Acido cloridrico (HCl) (media giornaliera) [mg/Nmc] 10 5 3
Ammoniaca (NH3) (media giornaliera) [mg/Nmc] 10 5 3
Carbonio Organico Totale (TOC) (media giornaliera) [mg/Nmc] 10 5 3
Acido fluoridrico (HF) (media giornaliera) [mg/Nmc] 1 1 1
Monossido di carbonio (CO) (media giornaliera) [mg/Nmc] 50 50 50
Mecurio (Hg) valore medio su un campionamento di 1 h [mg/Nmc] 0,05 0,05 0,05
Cadmio + Tallio (Cd+Tl) valore medio su un campionamento di 1 h [mg/Nmc] 0,05 0,05 0,05
Zinco (Zn) valore medio su un campionamento di 1 h [mg/Nmc] 0,5 0,5 0,5
Metalli Pesanti, totale
(Sb+As+Pb+Cr+Co+Cu+Mn+Ni+V+Sn) valore medio su un campionamento di 1 h [mg/Nmc] 0,5 0,5 0,5
Idrocarburi Policiclici Aromatici (IPA) valore medio su un campionamento di 8 h [mg/Nmc] 0,01 0,01 0,01
PCDD + PCDF valore medio su un campionamento di 8 h [ng/Nmc] 0,1 0,1 0,1 Tabella 28: limiti alle concentrazioni di inquinanti nei fumi sanciti dalla normativa nazionale DL 133/2005 (Limiti) e Regionale D.g.r. 15 febbraio 2012 - n. IX/3019
(Deliberazione Giunta Regionale della Regione Lombardia)
Il valore su campionamento è previsto per quelle tipologie di inquinanti per le quali, le attuali tecnologie, non consentono la misura in continuo ed
in tempo reale nei fumi. È quindi necessario prelevare campioni di fumi da inviare a laboratori di analisi specializzati.
Leggenda:
- TOC, sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale;
- HCl, composti inorganici del cloro sotto forma di gas o vapore, espressi come acido cloridrico;
- HF, Composti inorganici del fluoro sotto forma di gas o vapore, espressi come acido fluoridrico;
- SO2, ossidi di zolfo espressi come biossidi di zolfo;
- NO2, ossidi di azoto espressi come biossido di azoto.
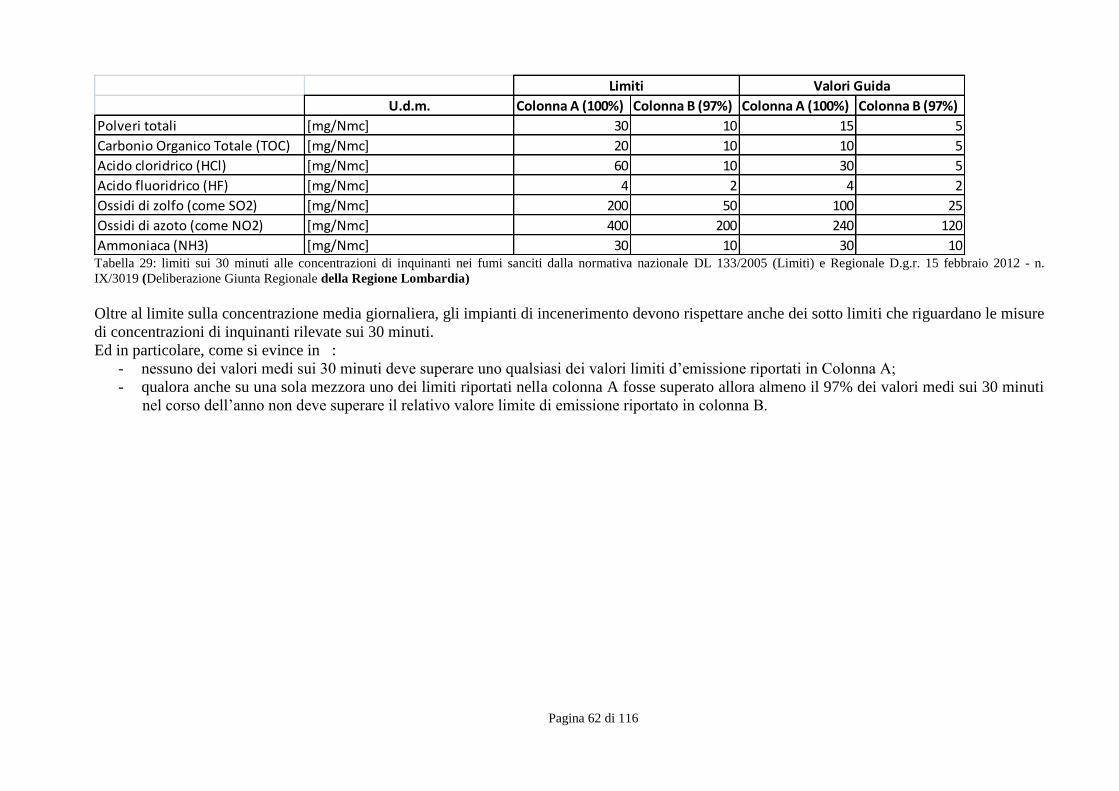
Pagina 62 di 116
U.d.m. Colonna A (100%) Colonna B (97%) Colonna A (100%) Colonna B (97%)
Polveri totali [mg/Nmc] 30 10 15 5
Carbonio Organico Totale (TOC) [mg/Nmc] 20 10 10 5
Acido cloridrico (HCl) [mg/Nmc] 60 10 30 5
Acido fluoridrico (HF) [mg/Nmc] 4 2 4 2
Ossidi di zolfo (come SO2) [mg/Nmc] 200 50 100 25
Ossidi di azoto (come NO2) [mg/Nmc] 400 200 240 120
Ammoniaca (NH3) [mg/Nmc] 30 10 30 10
Limiti Valori Guida
Tabella 29: limiti sui 30 minuti alle concentrazioni di inquinanti nei fumi sanciti dalla normativa nazionale DL 133/2005 (Limiti) e Regionale D.g.r. 15 febbraio 2012 - n.
IX/3019 (Deliberazione Giunta Regionale della Regione Lombardia)
Oltre al limite sulla concentrazione media giornaliera, gli impianti di incenerimento devono rispettare anche dei sotto limiti che riguardano le misure
di concentrazioni di inquinanti rilevate sui 30 minuti.
Ed in particolare, come si evince in :
- nessuno dei valori medi sui 30 minuti deve superare uno qualsiasi dei valori limiti d’emissione riportati in Colonna A;
- qualora anche su una sola mezzora uno dei limiti riportati nella colonna A fosse superato allora almeno il 97% dei valori medi sui 30 minuti
nel corso dell’anno non deve superare il relativo valore limite di emissione riportato in colonna B.
Pagina 63 di 116
6.5.2. Layout del trattamento fumi
Esistono diverse configurazioni possibili della linea di trattamento fumi, il layout oggi più diffuso
prevede nell’ordine:
- sistema di abbattimento polveri (solitamente un elettrofiltro, più raramente filtro a maniche o
ancora più raramente cicloni);
- sistema di de acidificazione ed abbattimento metalli pesanti (a secco, o a umido o a semi
secco);
- sistema di abbattimento polveri e sali residui;
- misura in continuo degli inquinanti sul grezzo;
- unità deNOx catalitico Tail-end;
- ventilatore;
- camino, SME e campionamento in continuo delle diossine;
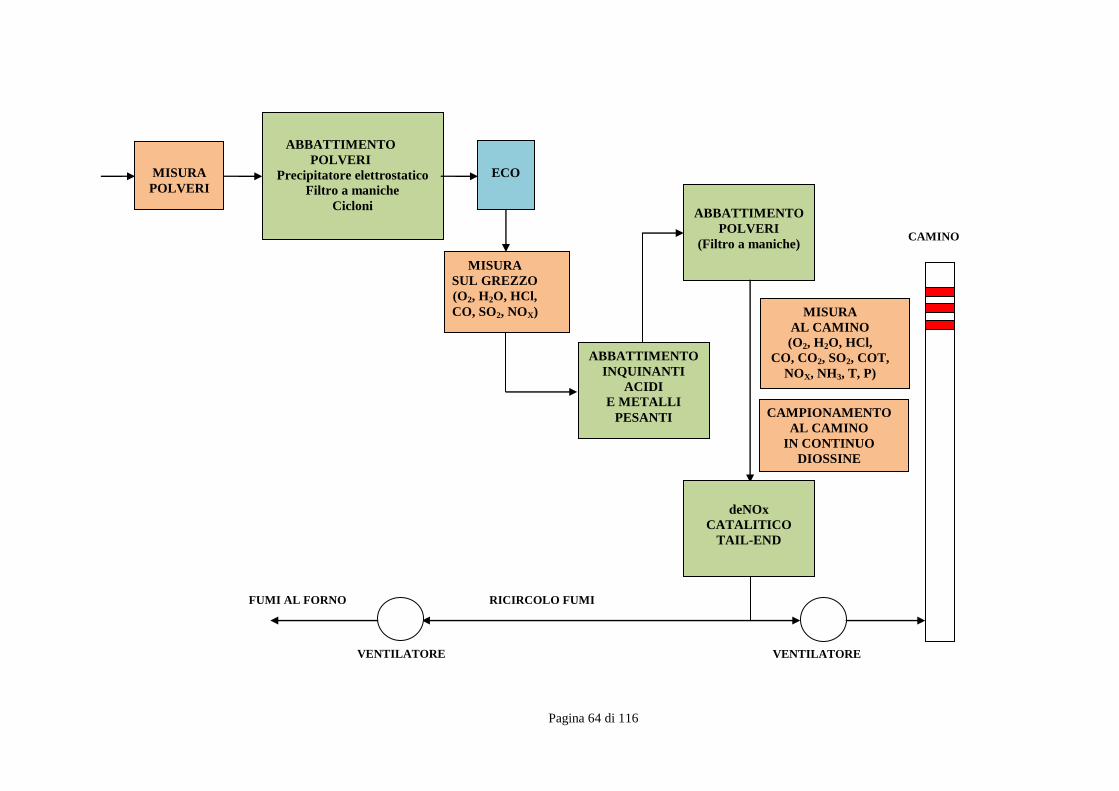
Pagina 64 di 116
CAMINO
ABBATTIMENTO
POLVERI
Precipitatore elettrostatico
Filtro a maniche
Cicloni
ECO
ABBATTIMENTO
INQUINANTI
ACIDI
E METALLI
PESANTI
MISURA
SUL GREZZO
(O2, H2O, HCl,
CO, SO2, NOX)
MISURA
POLVERI
ABBATTIMENTO
POLVERI
(Filtro a maniche)
deNOx
CATALITICO
TAIL-END
VENTILATORE
MISURA
AL CAMINO
(O2, H2O, HCl,
CO, CO2, SO2, COT,
NOX, NH3, T, P)
CAMPIONAMENTO
AL CAMINO
IN CONTINUO
DIOSSINE
VENTILATORE
RICIRCOLO FUMI FUMI AL FORNO
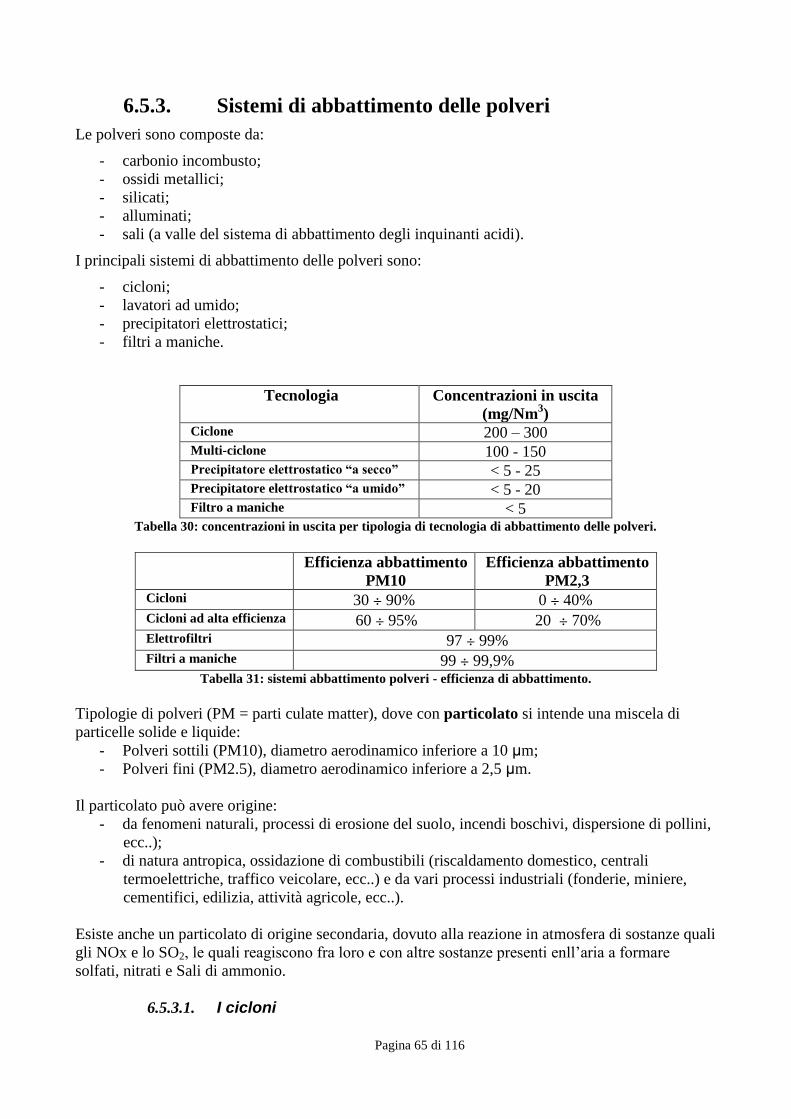
Pagina 65 di 116
6.5.3. Sistemi di abbattimento delle polveri
Le polveri sono composte da:
- carbonio incombusto;
- ossidi metallici;
- silicati;
- alluminati;
- sali (a valle del sistema di abbattimento degli inquinanti acidi).
I principali sistemi di abbattimento delle polveri sono:
- cicloni;
- lavatori ad umido;
- precipitatori elettrostatici;
- filtri a maniche.
Tecnologia Concentrazioni in uscita
(mg/Nm3)
Ciclone 200 – 300 Multi-ciclone 100 - 150 Precipitatore elettrostatico “a secco” < 5 - 25 Precipitatore elettrostatico “a umido” < 5 - 20 Filtro a maniche < 5
Tabella 30: concentrazioni in uscita per tipologia di tecnologia di abbattimento delle polveri.
Efficienza abbattimento
PM10
Efficienza abbattimento
PM2,3 Cicloni 30 ÷ 90% 0 ÷ 40% Cicloni ad alta efficienza 60 ÷ 95% 20 ÷ 70% Elettrofiltri 97 ÷ 99% Filtri a maniche 99 ÷ 99,9%
Tabella 31: sistemi abbattimento polveri - efficienza di abbattimento.
Tipologie di polveri (PM = parti culate matter), dove con particolato si intende una miscela di
particelle solide e liquide:
- Polveri sottili (PM10), diametro aerodinamico inferiore a 10 μm;
- Polveri fini (PM2.5), diametro aerodinamico inferiore a 2,5 μm.
Il particolato può avere origine:
- da fenomeni naturali, processi di erosione del suolo, incendi boschivi, dispersione di pollini,
ecc..);
- di natura antropica, ossidazione di combustibili (riscaldamento domestico, centrali
termoelettriche, traffico veicolare, ecc..) e da vari processi industriali (fonderie, miniere,
cementifici, edilizia, attività agricole, ecc..).
Esiste anche un particolato di origine secondaria, dovuto alla reazione in atmosfera di sostanze quali
gli NOx e lo SO2, le quali reagiscono fra loro e con altre sostanze presenti enll’aria a formare
solfati, nitrati e Sali di ammonio.
6.5.3.1. I cicloni
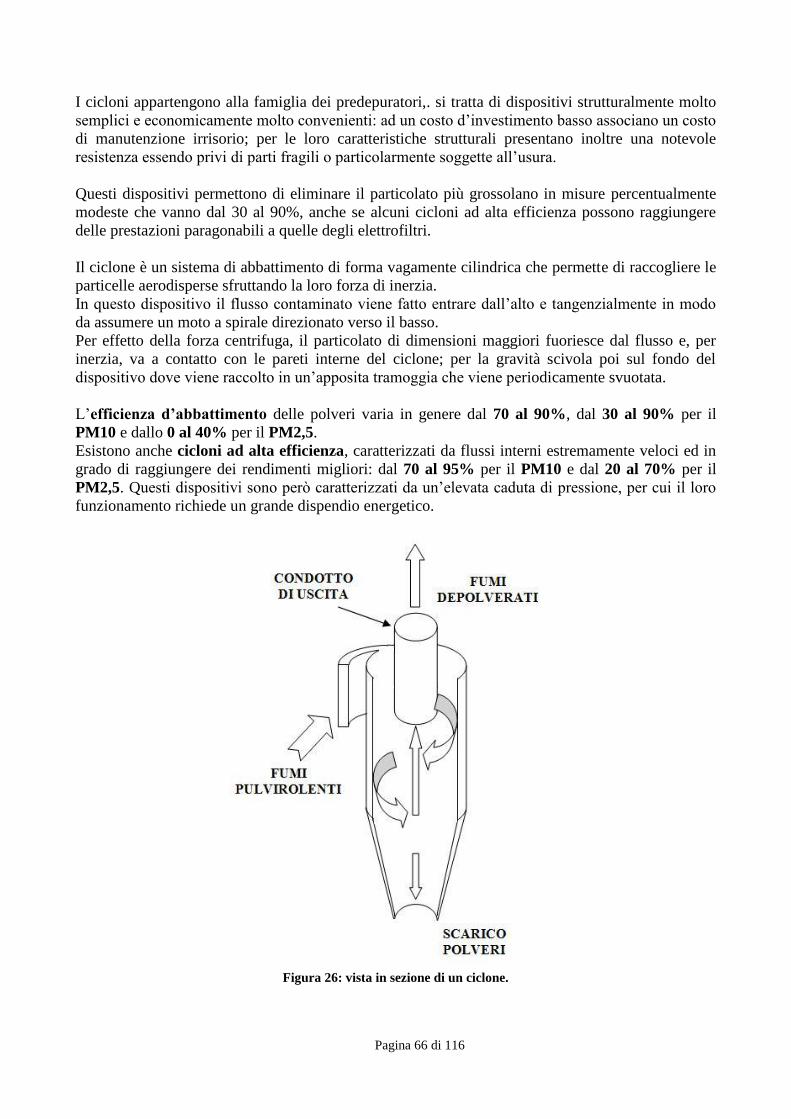
Pagina 66 di 116
I cicloni appartengono alla famiglia dei predepuratori,. si tratta di dispositivi strutturalmente molto
semplici e economicamente molto convenienti: ad un costo d’investimento basso associano un costo
di manutenzione irrisorio; per le loro caratteristiche strutturali presentano inoltre una notevole
resistenza essendo privi di parti fragili o particolarmente soggette all’usura.
Questi dispositivi permettono di eliminare il particolato più grossolano in misure percentualmente
modeste che vanno dal 30 al 90%, anche se alcuni cicloni ad alta efficienza possono raggiungere
delle prestazioni paragonabili a quelle degli elettrofiltri.
Il ciclone è un sistema di abbattimento di forma vagamente cilindrica che permette di raccogliere le
particelle aerodisperse sfruttando la loro forza di inerzia.
In questo dispositivo il flusso contaminato viene fatto entrare dall’alto e tangenzialmente in modo
da assumere un moto a spirale direzionato verso il basso.
Per effetto della forza centrifuga, il particolato di dimensioni maggiori fuoriesce dal flusso e, per
inerzia, va a contatto con le pareti interne del ciclone; per la gravità scivola poi sul fondo del
dispositivo dove viene raccolto in un’apposita tramoggia che viene periodicamente svuotata.
L’efficienza d’abbattimento delle polveri varia in genere dal 70 al 90%, dal 30 al 90% per il
PM10 e dallo 0 al 40% per il PM2,5.
Esistono anche cicloni ad alta efficienza, caratterizzati da flussi interni estremamente veloci ed in
grado di raggiungere dei rendimenti migliori: dal 70 al 95% per il PM10 e dal 20 al 70% per il
PM2,5. Questi dispositivi sono però caratterizzati da un’elevata caduta di pressione, per cui il loro
funzionamento richiede un grande dispendio energetico.
Figura 26: vista in sezione di un ciclone.
Pagina 67 di 116
6.5.3.2. Il precipitatore elettrostatico o elettrofiltro
La precipitazione elettrostatica viene sfruttata principalmente per abbattere le emissioni degli
inquinanti sotto forma di particolato; in condizioni ottimali è in grado di abbattere il particolato in
sospensione con un’efficienza superiore al 99%.
Il processo prevede l’utilizzo di un campo elettrico ad alta tensione che provvede a caricare
positivamente o negativamente le particelle solide o liquide presenti nelle emissioni gassose.
Il particolato carico elettricamente va quindi a depositarsi per attrazione elettrostatica sull’elettrodo
di raccolta da dove può essere rimosso come materiale secco oppure dilavato con acqua.
Figura 27: elettrofiltro.
La rimozione del materiale raccolto è necessaria dato che lo strato di materiale che si deposita
diminuisce l’intensità di campo elettrico e quindi l’efficacia di abbattimento.
Convenzionalmente i precipitatori elettrostatici si distinguono in elettrofiltri a secco se non
prevedono l’utilizzo di acqua ed elettrofiltri ad umido in caso contrario.
Pro:
- costi di gestione ridotti;
- possono separare anche particelle submicroniche.
Contro:
- costi di investimento alti.
Dimensionamento dell’elettrofiltro
Per un dimensionamento di massima di un elettrofiltro si considerino i seguenti dati:
- velocità di passaggio dei fumi nell’elettrofiltro ~ 0,7 ÷ 1 m/sec;
- tempo di passaggio dei fumi nell’elettrofiltro ~ 9 ÷ 12 sec;
- distanza tra piastre di captazione ~ 0,4 ÷ 0,5 m;
- altezza piastre di captazione ~ 10 m;
- profondità piastre di captazione ~ 5 m.
PIASTRE DI RACCOLTA
CAVI AD ALTA
TENSIONE
INGRESSO FUMI
PULVIROLENTI
Pagina 68 di 116
In un termovalorizzatore a griglia i fumi attraversano la sezione convettiva con una velocità
nell’ordine dei 3 ÷ 5 m/sec per poi accelerare nell’attraversamento dell’economizzatore, dove la
sezione di passaggio si riduce significativamente, sino a raggiungere una velocità di circa 10 m/sec.
All’ingresso dell’elettrofiltro è quindi necessario prevedere un tratto divergente del condotto per
rallentare i fumi fino alla velocità di circa 0,7 ÷ 1 m/sec.
Ne consegue che la lunghezza dell’elettrofiltro sarà di circa
Lunghezza = 1 m/sec x 10 sec = 10 m
Avendo ogni piastra di captazione una profondità di circa 5 m serviranno due campi in serie.
Per determinare il volume dell’elettrofiltro e di conseguenza la sezione di passaggio è sufficiente
conoscere la portata di fumi in ingresso all’elettrofiltro.
Sezione passaggio elettrofiltro = portata fumi (m3/sec) / velocità fumi (1 m/sec)
Ipotizziamo una portata di fumi di 210.000 Nm3/h, alla temperatura di uscita dell’ECO di 215°C.
Per prima cosa si convertono i Nm3 in m
3, si fa una correzione sulla temperatura, essendo i Nm
3 il
volume a 0°C mentre i fumi all’ingresso del filtro a maniche sono a 215°C. La correzione in
pressione è non rilevante essendo la pressione in condizioni normali 1 bar e la pressione lungo la
linea fumi in termini assoluti di poco inferiore ad 1 bar.
CT = (273 + 215) / (273+0°C) = 1,787
Portata (m3/h) = portata (Nm
3/h) x CT = 210.000 x 1,787 = 375.270 m
3/h = 104,2 m
3/sec.
Sezione passaggio elettrofiltro = 104,2 m3/sec / 1 m/sec = 104,2 m
2
Ipotizzando una altezza delle piastre di captazione di circa 10 m ne consegue una larghezza
dell’elettrofiltro di
Larghezza = 104,2 m2 / 10 m = 10,4 m
Data una distanza tra le piastre di captazione di circa 0,4 m ne consegue che ogni campo sarà
composto da:
N° piastre di captazione = 10,4 m / 0,4 m ~ 25 ÷ 26
Un elettrofiltro a 2 campi in serie può garantire un’efficienza di abbattimento delle polveri
nell’ordine del 97 ÷ 98%.
Per raggiungere efficienze maggiori, nell’ordine del 99%, sarebbe necessario prevedere
l’installazione di 3 campi in serie. L’adozione di 3 campi in serie avrebbe inoltre il vantaggio di
garantire ridondanza nel caso di fuori servizio di uno dei campi, ad esempio per problemi alla
sezione elettrica di alimentazione.
Alle dimensioni geometriche calcolate:
- larghezza 10,4 m;
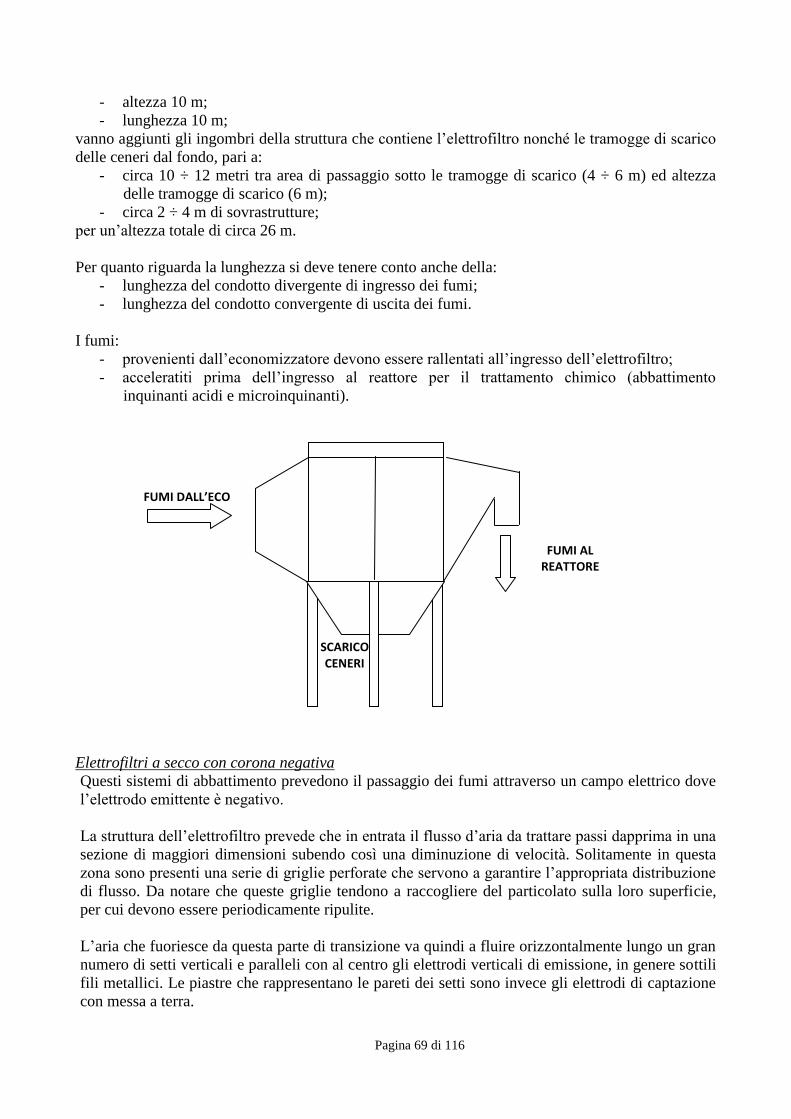
Pagina 69 di 116
- altezza 10 m;
- lunghezza 10 m;
vanno aggiunti gli ingombri della struttura che contiene l’elettrofiltro nonché le tramogge di scarico
delle ceneri dal fondo, pari a:
- circa 10 ÷ 12 metri tra area di passaggio sotto le tramogge di scarico (4 ÷ 6 m) ed altezza
delle tramogge di scarico (6 m);
- circa 2 ÷ 4 m di sovrastrutture;
per un’altezza totale di circa 26 m.
Per quanto riguarda la lunghezza si deve tenere conto anche della:
- lunghezza del condotto divergente di ingresso dei fumi;
- lunghezza del condotto convergente di uscita dei fumi.
I fumi:
- provenienti dall’economizzatore devono essere rallentati all’ingresso dell’elettrofiltro;
- acceleratiti prima dell’ingresso al reattore per il trattamento chimico (abbattimento
inquinanti acidi e microinquinanti).
Elettrofiltri a secco con corona negativa
Questi sistemi di abbattimento prevedono il passaggio dei fumi attraverso un campo elettrico dove
l’elettrodo emittente è negativo.
La struttura dell’elettrofiltro prevede che in entrata il flusso d’aria da trattare passi dapprima in una
sezione di maggiori dimensioni subendo così una diminuzione di velocità. Solitamente in questa
zona sono presenti una serie di griglie perforate che servono a garantire l’appropriata distribuzione
di flusso. Da notare che queste griglie tendono a raccogliere del particolato sulla loro superficie,
per cui devono essere periodicamente ripulite.
L’aria che fuoriesce da questa parte di transizione va quindi a fluire orizzontalmente lungo un gran
numero di setti verticali e paralleli con al centro gli elettrodi verticali di emissione, in genere sottili
fili metallici. Le piastre che rappresentano le pareti dei setti sono invece gli elettrodi di captazione
con messa a terra.
FUMI DALL’ECO
FUMI AL REATTORE
SCARICO CENERI
Pagina 70 di 116
Solitamente sono presenti più campi di raccolta disposti in serie, ciascuno costituito da elettrodi di
emissione e di captazione.
All’aumentare del numero dei campi aumenta anche l’efficienza di abbattimento dell’elettrofiltro.
Come le griglie di distribuzione del flusso, anche gli elettrodi di emissione e le piastre di raccolta
devono essere ripulite dal particolato che si deposita.
L’operazione è svolta da gruppi separati di componenti detti percussori che provvedono a
percuotere periodicamente le zone dove si deposita il particolato facendolo cadere nelle tramogge
di raccolta.
La raccolta del particolato avviene nel seguente modo:
- agli elettrodi di emissione viene applicata una alta tensione (in media da 20 a 60 kV) che
provoca il cosiddetto effetto corona;
- nella porzione di corona più vicina all’elettrodo emittente, l’impatto degli elettroni ad alta
velocità con le molecole gassose produce degli ioni gassosi positivi e altre cariche negative;
- gli ioni gassosi positivi aderiscono al poco particolato presente nei pressi dell’elettrodo per
cui questo particolato viene caricato positivamente.
- il particolato caricato positivamente si deposita sugli elettrodi negativi di emissione (da cui
la necessità di una periodica pulizia di questi elettrodi);
- a breve distanza dall’elettrodo la velocità degli elettroni emessi si riduce al punto che queste
cariche negative si legano alle molecole gassose caricandole negativamente;
- questi ioni gassosi negativi si legano al particolato rimanente presente nel flusso d’aria
inquinata caricandolo negativamente;
- il particolato che si è caricato negativamente si muove quindi verso le piastre di raccolta
(cioè gli elettrodi di captazione) e si deposita alla loro superficie.
La corona non è nient’altro che la debole scarica elettrica che si manifesta alla superficie del
conduttore mantenuto ad alto potenziale elettrico. Lo strato d’aria attorno al conduttore perde la
capacità isolante e venendo ionizzato da questa scarica diventa luminescente.
Elettrofiltri umidi con corona negativa
I precipitatori elettrostatici ad umido a corona negativa sono utile nelle applicazioni industriali dove
deve essere attuato l’abbattimento di particolato liquido o dove il particolato solido presenta delle
indesiderabili proprietà fisiche od elettriche, come una bassa resistività che lo porta ad aderire
debolmente all’elettrodo di captazione.
Le superfici di captazione sono percorse da un film liquido costituito di solito da acqua.
Da notare che gli elettrofiltri umidi sono di solito preceduti da una camera o da una sezione di
raffreddamento per saturare il flusso d’aria da trattare, per cui le superfici di raccolta del materiale
permangono sempre bagnate dal velo d’acqua e non vengono essiccate dall’eventuale alta
temperatura del flusso d’aria trattato.
Ci sono due tipi principali di filtri elettrostatici umidi a corona negativa:
- quelli a flusso discendente;
- quelli a flusso orizzontale.
Nelle unità di depurazione a flusso discendente l’ingresso dei fumi avviene dall’alto.
Il flusso d’aria si distribuisce poi in una serie di tubi verticali di materiale plastico che si estendono
fino alla base del collettore.
Gli elettrodi di emissione sono montati nel centro di ogni tubo e caricano elettricamente il
particolato che di conseguenza migra sulle superfici di raccolta bagnate dall’acqua che cola per
tracimazione da una vasca sovrastante.
L’acqua scende così lungo le superfici interne dei tubi trasportando il materiale raccolto fino al
bacino di raccolta; poi viene pompata di nuovo verso la vasca sovrastante entrando in ricircolo.
Pagina 71 di 116
Elettrofiltri umidi con corona positiva
I precipitatori elettrostatici ad umido a corona positiva vengono utilizzati per raccogliere i vapori
organici provenienti da applicazioni industriali relativamente piccole e vengono solitamente indicati
come filtri a doppio stadio.
Il flusso d’aria da trattare prima entra nella sezione dove gli elettrodi di emissione positivi caricano
positivamente il particolato presente; il particolato carico si muove poi attraverso la sezione di
raccolta dove viene attratto dalle piastre di captazione da cui scola nel bacino di raccolta.
La pulizia approfondita delle piastre avviene manualmente.
6.5.3.3. I filtri a maniche
I filtri a maniche rientrano nella categoria dei sistemi di filtrazione tessile. La filtrazione tessile è
un processo di abbattimento del particolato solido che si realizza facendo passare il flusso d’aria
contaminato attraverso dei filtri costituiti da fibre tessili di varia natura.
Una volta i filtri a maniche venivano prodotti con materiali naturali, come la lana od il cotone, ed
erano caratterizzati da un’efficacia ed una resistenza relativamente basse; in seguito,con l’avvento
di fibre sintetiche, come il nylon ed il polipropilene, si sono ottenuti dei nuovi materiali più
resistenti al logoramento, al calore, all’erosione ed all’attacco delle sostanze corrosive. In alcuni
casi vengono anche utilizzate le fibre di vetro.
I filtri a fibre tessili sono estremamente diffusi perché offrono il vantaggio di abbinare un’alta
efficienza ad un’azione di depurazione in genere indipendente dalla composizione chimica del
particolato. Le poche limitazioni al loro impiego si manifestano quando nel flusso contaminato sono
presenti delle polveri adesive oppure del liquido che non si può eliminare; in questi casi sulla
superficie del filtro si possono formare delle incrostazioni che vanno ad ostruire il passaggio
dell’aria e quindi la filtrazione.
Estremamente importante è la temperatura operativa dei vari filtri che deve sempre essere superiore
al punto di condensazione dei vapori presenti nell’aria da depurare.
Nel caso in cui l’acqua si condensasse, le gocce che si formerebbero andrebbero ad inumidire lo
strato di polveri già depositato sulla superficie del filtro; questo comporterebbe un aumento della
resistenza al passaggio dell’aria ed un incremento nella caduta di pressione.
Inoltre l’acqua in fase liquida discioglierebbe gli eventuali composti acidi presenti nei depositi
favorendone la dissociazione ed il tutto porterebbe alla corrosione dei vari componenti
dell’impianto, in primo luogo maniche ed intelaiature di sostegno. Quando si ha a che fare con
processi industriali che generano emissioni umide e calde, per evitare tutto ciò, il sistema di
abbattimento viene solitamente preriscaldato prima dell’utilizzo, anche se è già ben isolato.
Nella filtrazione tessile l’efficienza nella cattura delle polveri è variabile nel tempo a causa della
stessa natura del filtro, per cui solitamente si preferisce valutare le varie prestazioni sulla base della
concentrazione delle polveri in uscita; in ogni caso l’efficienza è sempre molto alta, supera il 99%
e spesso raggiunge il 99,9%.
Da notare che la stessa deposizione delle polveri sul materiale filtrante favorisce l’ulteriore cattura
di altro particolato aerodisperso in quanto aumenta drasticamente l’azione del vaglio; in pratica
tanto più il filtro è sporco, tanto più aumenta l’efficienza di abbattimento.
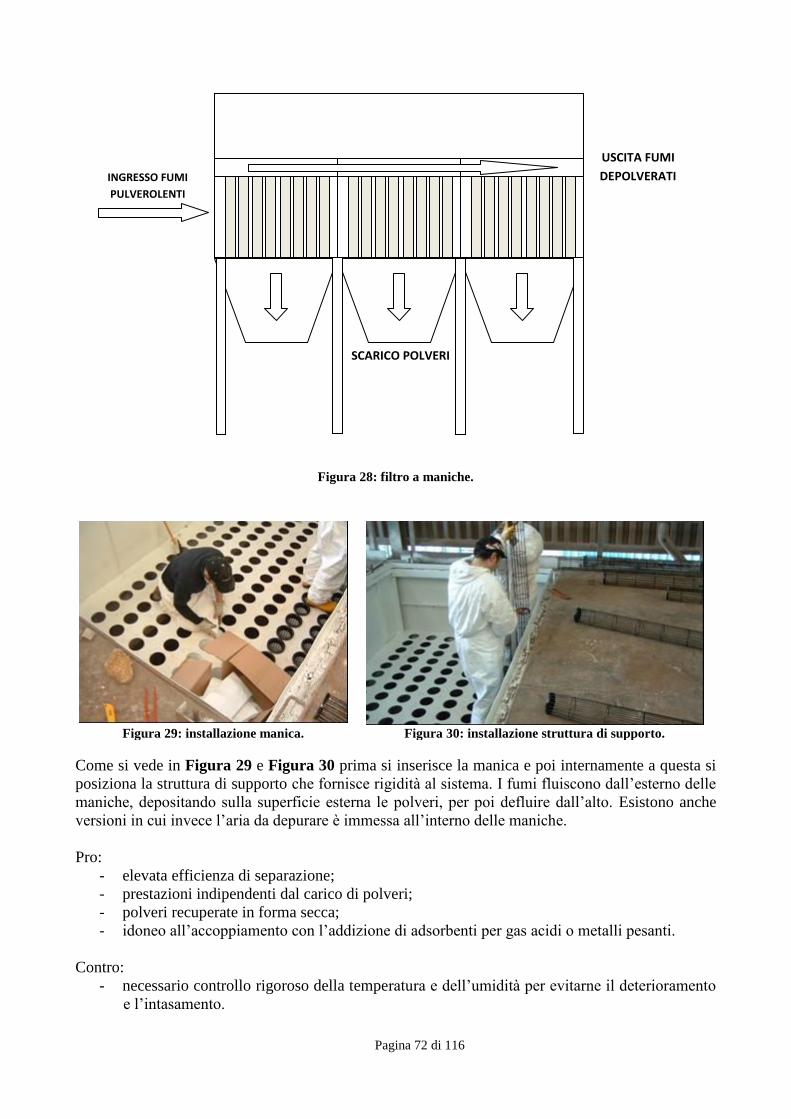
Pagina 72 di 116
Figura 28: filtro a maniche.
Figura 29: installazione manica. Figura 30: installazione struttura di supporto.
Come si vede in Figura 29 e Figura 30 prima si inserisce la manica e poi internamente a questa si
posiziona la struttura di supporto che fornisce rigidità al sistema. I fumi fluiscono dall’esterno delle
maniche, depositando sulla superficie esterna le polveri, per poi defluire dall’alto. Esistono anche
versioni in cui invece l’aria da depurare è immessa all’interno delle maniche.
Pro:
- elevata efficienza di separazione;
- prestazioni indipendenti dal carico di polveri;
- polveri recuperate in forma secca;
- idoneo all’accoppiamento con l’addizione di adsorbenti per gas acidi o metalli pesanti.
Contro:
- necessario controllo rigoroso della temperatura e dell’umidità per evitarne il deterioramento
e l’intasamento.
SCARICO POLVERI
INGRESSO FUMI
PULVEROLENTI
USCITA FUMI
DEPOLVERATI
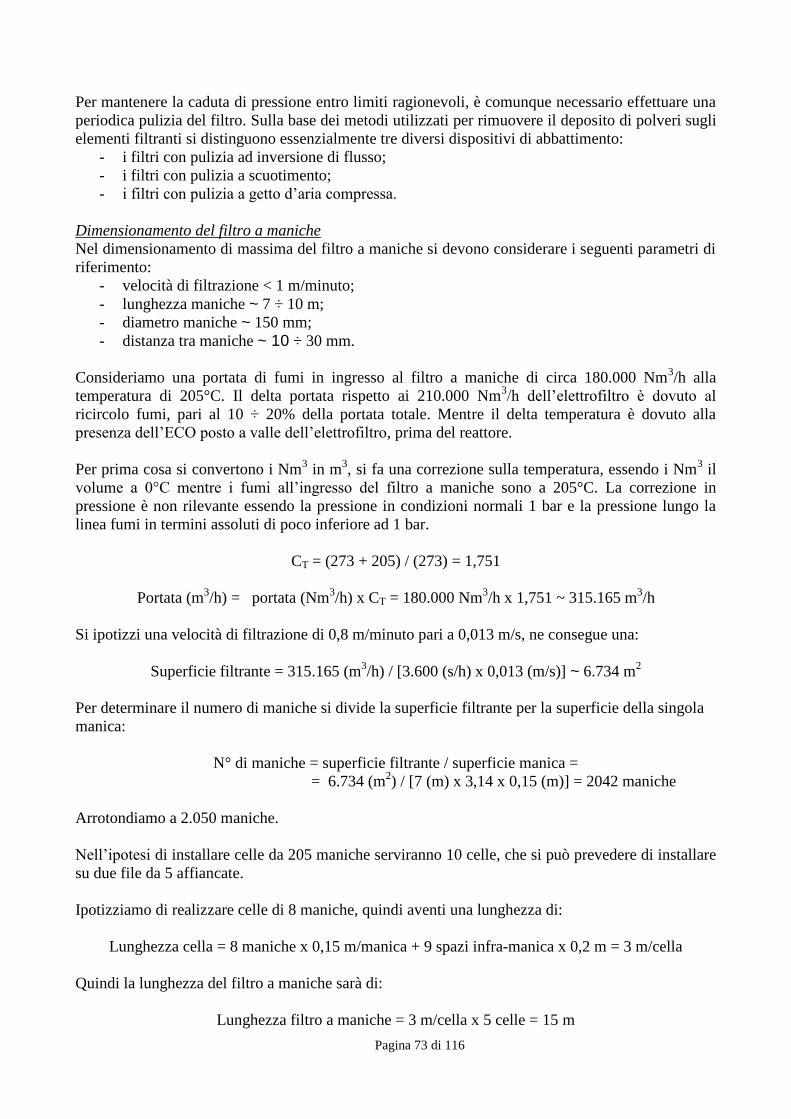
Pagina 73 di 116
Per mantenere la caduta di pressione entro limiti ragionevoli, è comunque necessario effettuare una
periodica pulizia del filtro. Sulla base dei metodi utilizzati per rimuovere il deposito di polveri sugli
elementi filtranti si distinguono essenzialmente tre diversi dispositivi di abbattimento:
- i filtri con pulizia ad inversione di flusso;
- i filtri con pulizia a scuotimento;
- i filtri con pulizia a getto d’aria compressa.
Dimensionamento del filtro a maniche
Nel dimensionamento di massima del filtro a maniche si devono considerare i seguenti parametri di
riferimento:
- velocità di filtrazione < 1 m/minuto;
- lunghezza maniche ~ 7 ÷ 10 m;
- diametro maniche ~ 150 mm;
- distanza tra maniche ~ 10 ÷ 30 mm.
Consideriamo una portata di fumi in ingresso al filtro a maniche di circa 180.000 Nm3/h alla
temperatura di 205°C. Il delta portata rispetto ai 210.000 Nm3/h dell’elettrofiltro è dovuto al
ricircolo fumi, pari al 10 ÷ 20% della portata totale. Mentre il delta temperatura è dovuto alla
presenza dell’ECO posto a valle dell’elettrofiltro, prima del reattore.
Per prima cosa si convertono i Nm3 in m
3, si fa una correzione sulla temperatura, essendo i Nm
3 il
volume a 0°C mentre i fumi all’ingresso del filtro a maniche sono a 205°C. La correzione in
pressione è non rilevante essendo la pressione in condizioni normali 1 bar e la pressione lungo la
linea fumi in termini assoluti di poco inferiore ad 1 bar.
CT = (273 + 205) / (273) = 1,751
Portata (m3/h) = portata (Nm
3/h) x CT = 180.000 Nm
3/h x 1,751 ~ 315.165 m
3/h
Si ipotizzi una velocità di filtrazione di 0,8 m/minuto pari a 0,013 m/s, ne consegue una:
Superficie filtrante = 315.165 (m3/h) / [3.600 (s/h) x 0,013 (m/s)] ~ 6.734 m
2
Per determinare il numero di maniche si divide la superficie filtrante per la superficie della singola
manica:
N° di maniche = superficie filtrante / superficie manica =
= 6.734 (m2) / [7 (m) x 3,14 x 0,15 (m)] = 2042 maniche
Arrotondiamo a 2.050 maniche.
Nell’ipotesi di installare celle da 205 maniche serviranno 10 celle, che si può prevedere di installare
su due file da 5 affiancate.
Ipotizziamo di realizzare celle di 8 maniche, quindi aventi una lunghezza di:
Lunghezza cella = 8 maniche x 0,15 m/manica + 9 spazi infra-manica x 0,2 m = 3 m/cella
Quindi la lunghezza del filtro a maniche sarà di:
Lunghezza filtro a maniche = 3 m/cella x 5 celle = 15 m
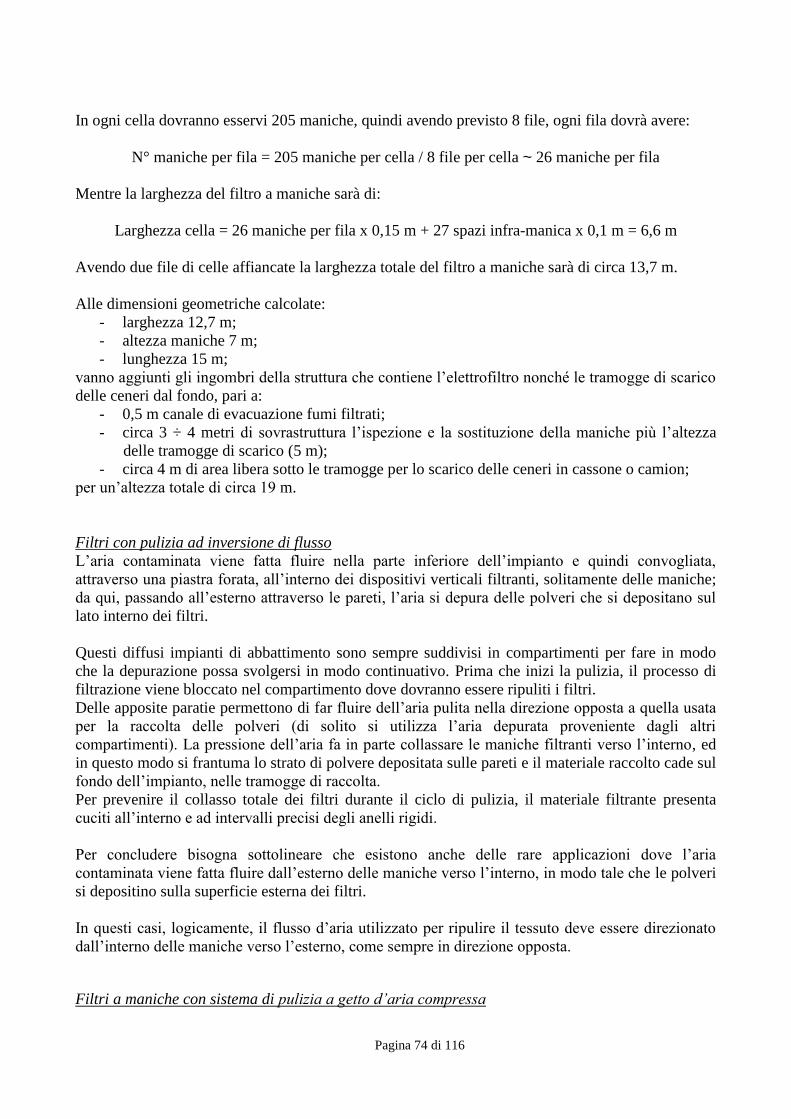
Pagina 74 di 116
In ogni cella dovranno esservi 205 maniche, quindi avendo previsto 8 file, ogni fila dovrà avere:
N° maniche per fila = 205 maniche per cella / 8 file per cella ~ 26 maniche per fila
Mentre la larghezza del filtro a maniche sarà di:
Larghezza cella = 26 maniche per fila x 0,15 m + 27 spazi infra-manica x 0,1 m = 6,6 m
Avendo due file di celle affiancate la larghezza totale del filtro a maniche sarà di circa 13,7 m.
Alle dimensioni geometriche calcolate:
- larghezza 12,7 m;
- altezza maniche 7 m;
- lunghezza 15 m;
vanno aggiunti gli ingombri della struttura che contiene l’elettrofiltro nonché le tramogge di scarico
delle ceneri dal fondo, pari a:
- 0,5 m canale di evacuazione fumi filtrati;
- circa 3 ÷ 4 metri di sovrastruttura l’ispezione e la sostituzione della maniche più l’altezza
delle tramogge di scarico (5 m);
- circa 4 m di area libera sotto le tramogge per lo scarico delle ceneri in cassone o camion;
per un’altezza totale di circa 19 m.
Filtri con pulizia ad inversione di flusso
L’aria contaminata viene fatta fluire nella parte inferiore dell’impianto e quindi convogliata,
attraverso una piastra forata, all’interno dei dispositivi verticali filtranti, solitamente delle maniche;
da qui, passando all’esterno attraverso le pareti, l’aria si depura delle polveri che si depositano sul
lato interno dei filtri.
Questi diffusi impianti di abbattimento sono sempre suddivisi in compartimenti per fare in modo
che la depurazione possa svolgersi in modo continuativo. Prima che inizi la pulizia, il processo di
filtrazione viene bloccato nel compartimento dove dovranno essere ripuliti i filtri.
Delle apposite paratie permettono di far fluire dell’aria pulita nella direzione opposta a quella usata
per la raccolta delle polveri (di solito si utilizza l’aria depurata proveniente dagli altri
compartimenti). La pressione dell’aria fa in parte collassare le maniche filtranti verso l’interno, ed
in questo modo si frantuma lo strato di polvere depositata sulle pareti e il materiale raccolto cade sul
fondo dell’impianto, nelle tramogge di raccolta.
Per prevenire il collasso totale dei filtri durante il ciclo di pulizia, il materiale filtrante presenta
cuciti all’interno e ad intervalli precisi degli anelli rigidi.
Per concludere bisogna sottolineare che esistono anche delle rare applicazioni dove l’aria
contaminata viene fatta fluire dall’esterno delle maniche verso l’interno, in modo tale che le polveri
si depositino sulla superficie esterna dei filtri.
In questi casi, logicamente, il flusso d’aria utilizzato per ripulire il tessuto deve essere direzionato
dall’interno delle maniche verso l’esterno, come sempre in direzione opposta.
Filtri a maniche con sistema di pulizia a getto d’aria compressa
Pagina 75 di 116
Questa tecnologia permette di depurare grandi flussi d’aria caratterizzati da un’alta contaminazione
di polveri, può operare a caduta di pressione costante e, a parità di rendimento, occupa
sensibilmente meno spazio degli impianti di filtrazione tessile dotati di altri dispositivi di pulizia.
Nei sistemi di abbattimento con pulizia a getto d’aria compressa, le maniche filtranti sono collegate
ad un supporto tubolare vicino alla sommità dell’impianto; sono chiuse sul fondo, aperte alla
sommità e rinforzate all'interno da un’intelaiatura metallica che funge da sostegno e che previene il
collasso interno dei filtri. Il flusso dell’aria contaminata è sempre diretto dall’esterno verso l’interno
delle maniche.
L’aria che attraversa il materiale filtrante penetra all’interno delle maniche e risale verso l’apertura
posta in cima; poi defluisce all’esterno dell’impianto attraverso un condotto apposito. Il particolato
invece si deposita sulla superficie esterna dei filtri (
Figura 28).
La pulizia del sistema prevede l’immissione all’interno di un’intera fila di maniche di un rapido
getto di aria compressa per un periodo di tempo variabile tra 0,03 e 0,1 secondi. Il getto provoca
un’onda di pressione che si trasmette velocemente fino al fondo di ogni manica. L’onda fa scuotere
il materiale filtrante e questo provoca la frantumazione dello strato di polvere accumulata e la sua
caduta in una tramoggia di raccolta sottostante.
Dato che l’impulso è molto breve, la quantità di aria compressa utilizzata è molto più piccola di
quella presente nell’intera struttura, per cui non c’è la necessità di fermare l’afflusso nel sistema
dell’aria contaminata. Le maniche presenti nelle altre file continuano a filtrare anche l’aria che
dovrebbe essere filtrata da quelle che si stanno ripulendo.
Quindi non c’è nemmeno la necessità di isolare le maniche per ripulirle e vien meno l’esigenza di
realizzare più comparti nello stesso impianto.
Filtri con pulizia a scuotimento
Nei sistemi di abbattimento che sfruttano i filtri con pulizia a scuotimento, l’aria contaminata viene
convogliata nella parte inferiore dell’impianto; qui il particolato di maggiori dimensioni viene
solitamente rimosso in entrata tramite un deflettore che fa depositare per inerzia il materiale più
grossolano nella tramoggia.
L’aria poi risale passando attraverso una piastra forata dalla quale si dipartono verticalmente delle
sacche tubolari filtranti, entra in queste maniche e fuoriesce lateralmente attraverso le pareti del
filtro. Mentre l’aria viene fatta fuoriuscire dall’impianto tramite un apposito condotto, il particolato
viene raccolto sulla superficie interna delle maniche dove si deposita.
In questi sistemi, maggiore è lo strato di polveri presente sulla superficie del filtro, più alta è
l’efficienza di abbattimento. Comunque, per impedire che si raggiungano delle cadute di pressione
troppo elevate, e quindi per evitare che il sistema diventi inutilizzabile o subisca eventuali danni, si
deve provvedere a una periodica pulizia.
Gli impianti che funzionano in modalità continuata devono necessariamente avere una suddivisione
in diversi comparti: quando i filtri di un compartimento si stanno ripulendo, il flusso contaminato
viene direzionato in un altro settore.
Pagina 76 di 116
Nei sistemi a pulizia meccanici la sommità delle maniche è legata ad una barra di scuotimento che
viene mossa energicamente, di solito in direzione orizzontale; le vibrazioni che si generano sulla
sacca fanno staccare dalle pareti il materiale raccolto che cade così nella tramoggia. In ogni caso la
pulizia non è mai frequente.
Pagina 77 di 116
6.5.4. Sistemi di abbattimento dei micro inquinanti acidi
I microinquinanti acidi sono composti da:
- acido cloridrico (HCl);
- acido fluoridrico (HF);
- ossidi di zolfo (SOx).
I sistemi di rimozione dei gas acidi si dividono in:
- sistemi a umido;
- sistemi a secco;
- sistemi a semi-umido.
6.5.4.1. I sistemi ad umido
Nella maggior parte dei più recenti impianti di termovalorizzazione di rifiuti i sistemi di
abbattimento delle sostanze acidi impiegati sono i sistemi a secco o a semi secco e la dove la
normativa in materia ambientale risulti particolarmente stringente si addotta sistemi in serie dove al
sistema a secco segue un sistema a umido.
La rimozione delle componenti inquinanti si basa sul loro trasferimento in fase liquida, che si
ottiene ponendo in contatto il gas con opportuni liquidi assorbenti, anche detti liquidi di lavaggio.
Pro:
- basso consumo reattivi;
- buona flessibilità;
Contro:
- necessità di trattamento delle copiose acque residue;
- elevati consumi;
- comportano il raffreddamento dei fumi.
Le torri di lavaggio sono costituite da una colonna verticale, chiamata assorbitore, in cui il gas di
alimento entra dal basso e fluisce verso l’alto mentre il liquido solvente, iniettato dall’alto, scorre
verso il basso in controcorrente. Il solvente fuoriesce dal basso è può essere rigenerato all’interno di
una torre di strippaggio che opera a temperature molto più elevate e \ o a pressione molto più bassa
rispetto a quella dell’assorbitore.
Vi sono diverse tipologie di sistemi ad umido:
- camere a spruzzo;
- torri a piatti;
- torri di lavaggio a riempimento.
Nel caso delle camere a spruzzo il liquido assorbente è nebulizzato tramite ugelli fissi o rotanti
localizzate sia in alto che sulle pareti della colonna.
Nel caso delle torri a piatti il contatto tra il liquido assorbente e il gas, alimentato in controcorrente,
avviene in maniera intermittente su appositi piatti. Il gas è disperso nel liquido per gorgogliamento
attraverso appositi fori o valvole realizzati nel piatto stesso.
Nel caso delle torri di lavaggio del tipo a riempimento il contatto tra il liquido assorbente e il gas
avviene in continuo, il liquido è disperso in un sottile film che impregna il materiale che costituisce
Pagina 78 di 116
i corpi di riempimento così da comportare una rilevante superficie di d’interfaccia gas \ liquido. La
soluzione impiantistica può essere o in controcorrente, ingresso liquido dall’alto e gas dal basso o in
equicorrente, ingresso liquido e gas entrambi dall’alto.
Svantaggi dei sistemi a umido sono:
- le basse temperature di uscita dei fumi dalle torri di lavaggio, 50 – 60°C, con conseguente
necessità di procedere al successivo riscaldamento dei fumi per evitare imponenti fenomeni
di condensazione con la formazione del pennacchio al camino;
- l’incremento delle emissioni di diossine (PCDD) e furani (PCDF) a causa del così detto
effetto memoria. Diossine e furani sono adsorbite dai rivestimenti plastici della torre che in
presenza di basse concentrazioni degli stessi nei fumi vengo rilasciati per deassorbimento
causando così picchi improvvisi della concentrazione di tali sostanze nei fumi;
- elevati costi di gestione dello smaltimento dei residui fangosi altamente inquinanti.
Acido cloridrico e fluoridrico (HCl e HF)
Per la rimozione dell’acido cloridrico e dell’acido fluoridrico si utilizza quale liquido assorbente
l’acqua. Il trattamento avviene all’interno di torri a spruzzo o anche dette torri di lavaggio.
I sistemi di abbattimento a umido permettono di ridurre le concentrazioni di HCl e HF a valori
inferiori ai 5 mg/Nm3.
Diossido di zolfo o anidride solforosa (SO2)
Il diossido di zolfo presenta una minore solubilità all’acqua rispetto allo HCl e allo HF in virtù di
ciò si impiega quale solvente in sostituzione dell’acqua la soda (NaOH). Le caratteristiche
impiantistiche associate all’impiego della soda sono le medesime dell’impiego dell’acqua).
Soluzioni a due stadi
Le soluzioni più recenti adottano sistemi a due stai, la torre è suddivisa in due sezioni, quella
superiore alimentata con soda e quella inferiore con acqua quali liquidi assorbenti.
6.5.4.2. Sistemi a semi secco
Nei processi a semi-secco i fumi sono inviati in un reattore, denominato spray-dryer, al cui interno è
iniettato un reagente assorbente, solitamente latte di calce, una soluzione acquosa contenente calce
idrata (Ca(OH)2).Il calore latente dei fumi provoca l’evaporazione dell’acqua, il reagente reagisce
allo stato solido con gli acidi contenuti nei fumi formando sali, quali il cloruro di calcio (CaCl2),
che saranno poi trattenuti dai filtri a maniche insieme alla calce non reagita.
I fumi prima dell’ignizione della calce idrata devono essere ad una temperatura di almeno 200°C,
considerato un ΔT in negativo di 45°C dovuto all’evaporazione dell’acqua.
La tecnologia a semi-secco permette l’abbattimento:
- del 99% dell’HCl;
- del 95% dell’SO2 e dell’HF.
Pro:
- bassi costi d’impianto;
- assenza di effluenti liquidi, in quanto l’acqua evapora;
- ridotta esigenza di manodopera;
- si può accoppiare all’iniezione di carbone attivo.
Contro:
Pagina 79 di 116
- bicarbonato relativamente costoso;
- maggiore complessità impiantistica causa la necessità di stoccaggio, preparazione e
dosaggio del latte di calce;
- necessità di operare in forte eccesso di reagente (calce) pari a 1,5 ÷ 2,5 volte il valore
stechiometrico;
- pennacchio di vapor d’acqua al camino.
6.5.4.3. Sistemi a secco
I sistemi di abbattimento a secco delle sostanze acide (HCl e HF) e del diossido di zolfo (SO2) si
basano sull’iniezione nella corrente gassosa di polveri adsorbenti e assorbenti. I prodotti di reazione
in forma di polveri devono essere asportati tramite sistemi di abbattimento delle polveri.
Una parte delle polveri recuperate dal filtro a maniche sono ricircolate in ingresso al reattore,
contendo queste ancora una parte di reagenti non esausti, al fine di ottimizzare la diffusione dei
reagenti nel flusso gassoso.
Tipico reagente utilizzato è la calce idrata (Ca(OH)2), carbone attivo o in alternativa il
bicarbonato di sodio (NaHCO3).
La calce idrata presenta modeste efficienze di neutralizzazione .
Ca(OH)2 + 2HCl CaCl2 + 2H2O
Ca(OH)2 + HCl CaOHCl + H2O
Ca(OH)2 + 2HF CaF2 + 2H2O
Ca(OH)2 + SO2 + 1/2 O2 CaSO4 + H2O
Tabella 32: reazioni tra la calce idrata con le sostanze acide e il diossido di zolfo.
Le diossine, il mercurio e i metalli pesanti sono captati per adsorbimento dal carbone attivo.
Per l’impiego della calce idrata le temperature ottimali sono comprese tra 130 ÷ 150°C, che con
concentrazioni in uscita degli inquinanti pari a:
- < 10 mg/m3 per l’HCl;
- < 15 mg/m3 per l’SO2.
Temperature inferiori ai 130°C comporterebbero il rischio di formazione sulle maniche di gocce di
condensato di sali quali il cloruro di calcio (CaCl2).
Nel caso d’impiego di bicarbonato di sodio (NaHCO3) al alta temperatura si ha la formazione di
carbonato di sodio (Na2CO3). Il carbonato di sodio presenta una maggiore efficienza di
abbattimento di HCl e SO2, risulta però essere più costoso della calce.
2NaHCO3 Na2CO3 + H2O + CO2
Il carbonato di sodio reagisce con l’acido cloridrico (HCl) e il diossido di zolfo anche detto anidride
solforosa (SO2) a dare cloruro di sodio (NaCl) e solfato di sodio (Na2SO4).
La temperatura dei fumi per l’impiego del carbonato di sodio, al fine di massimizzarne la
reattività, deve essere superiore ai 130°C, con valore ottimale di 200°C.
Pagina 80 di 116
Al fine di permettere al bicarbonato di sodio di reagire con le sostanze inquinanti è necessario
garantire un adeguato tempo di contatto, che per i carboni attivi deve essere non inferiore ai 2 sec.
Tcontatto > 2 sec
Ne consegue che il condotto a valle del punto di iniezione dei carboni attivi, data la velocità dei
fumi nel condotto, che è funzione della portata di fumi e della sezione di passaggio del condotto,
dovrà essere abbastanza lungo da far sì che in fumi impieghino almeno 2 sec prima di raggiungere il
filtro a maniche.
Un altro importante ruolo nei processi di abbattimento degli inquinanti acidi è giocato dalla corretta
miscelazione dei reagenti, siano essi bicarbonato di sodio o calce idrata, con i fumi da depurare.
La corretta miscelazione è ottenuta attraverso l’installazione di un venturi subito a valle del punto
di iniezione.
La supercalce
La supercalce, o calce ad alta superficie attiva, è un particolare tipo di idrossido di calcio avente una
elevata superficie attiva. La super calce presenta una elevata efficienza di abbattimento dei gas acidi
a temperature elevate, oltre i 180 °C, proponendosi come soluzione alternativa all’uso del
bicarbonato, a parità di temperatura dei fumi.
La calce magnesiaca
La calce magnesiaca, reagente a base di calcio e magnesio, riduce la presenza di sostanze acide nei
fumi in uscita dalla fornace. La presenza del magnesio rende le ceneri più friabili. La calce
magnesiaca va dosata in camera di combustione all’altezza dell’ingresso dell’aria secondaria, sopra
i bruciatori di supporto.
L’impiego della calce magnesiaca comporta i seguenti vantaggi:
- minori problematiche di corrosione sia delle pareti membranate che dei fasci tubieri nonché
minori fenomeni di logoramento dei refrattari dovuti alla corrosione dei sistemi di
ancoraggio;
- minori consumi di reagenti basici, bicarbonato o calce, grazie sia alla minore concentrazione
di sostanze acide nei fumi grezzi, in ingresso alla sezione di trattamento, sia alle minori
fluttuazione di tali concentrazioni. Oltre che ridurre le concentrazioni di sostanze acide la
calce magnesiaca limita le fluttuazioni dei valori di concentrazioni rendendo più facile la
regolazione dell’iniezione di bicarbonato o calce a valle;
- minori fenomeni di impaccamenti lungo la convettiva dovuti alla maggiore friabilità delle
ceneri, le quali tenderanno ad aderire meno alle pareti del generatore di vapore ed ai fasci
tubieri nonché saranno più facilmente asportabili attraverso i normali sistemi di pulizia on-
line (martelli e air shock).
- maggiore efficienza di captazione e durata del filtro a maniche, l’impiego di una minore
portata di reagente basico comporta una minore produzione di sali residui rendendo meno
gravosa l’azione del filtro a maniche;
Pagina 81 di 116
6.5.5. Sistemi di abbattimento degli NOx Gli ossidi di azoto in atmosfera reagiscono portando alla formazione di:
- smog foto chimico;
- piogge acide;
- sali sotto forma di polveri e sostanze potenzialmente cancerogene.
Lo NO2 è tossico e può portare, in base alle concentrazioni, ad irritazioni oculari e delle mucose
nasali sino anche alla morte.
Concentrazione di NO2 Effetti
1 ÷ 3 ppm Cattivi odori
10 ÷ 13 ppm Irritazione oculare e delle mucose nasali
100 ÷ 500 ppm Danni gravi
> 500 ppm Morte
Nella bassa atmosfera gli NOx possono reagire con idrocarburi a formare ozono, che è uno dei
maggiori responsabili della formazione di smog fotochimico.
Le piogge acide sono dovute alla reazione di NOx ed SO2 con il vapore d’acqua presente in
atmosfera a formare acido nitrico ed acido solforico.
6.5.5.1. La formazione degli ossidi di azoto Gli ossidi di azoto sono composti da:
- monossido di azoto (NO);
- biossido di azoto (NO2);
- protossido di azoto (N2O).
La principale reazione di formazione degli ossidi di azoto è la seguente:
N2 + O NO + N
Ulteriori reazioni di formazione degli NOx sono
N + O2 NO + O
N + OH NO + H
NO + ½O2 NO2
Circa il 95% degli NOx prodotti nei grandi forni è composto da NO. A causa del contenuto tempo
di permanenza in camera di combustione la formazione la formazione di NO2, derivante
dall’ossidazione del NO, è contenuta e meno del 5% degli NOx che si formano è costituito da NO2
Il monossido di azoto (NO) una volta espulso in atmosfera tende a reagire con l’ossigeno presente
nell’aria a formare biossido di azoto (NO2).
Tecnologia Temperatura di fiamma Concentrazione di NOx uscita forno
Centrali termoelettriche ~ 1.650°C 1.300 mg/Nm3
Termovalorizzatori 800 ÷ 1.000°C 350 ÷ 400 mg/Nm3
Tabella 33: concentrazione di NOx nei fumi grezzi.
I principali meccanismi di formazione degli NOx sono:
Pagina 82 di 116
- l’ossidazione termica, ad elevata temperatura l’azoto e l’ossigeno presenti nell’aria di
combustione reagiscono portando alla formazione di NOx detti termici (Thermal NOx);
- l’ossidazione dell’azoto presente nel combustibile, formazione di NOx detti di conversione
(Fuel NOx).
I sistemi di abbattimento delle emissioni di NOx si dividono in tecniche atte a ridurne la formazione
in fase di combustione e tecniche per la rimozione degli NOx emessi.
6.5.5.2. Sistemi di minimizzazione della formazione degli NOx La riduzione della formazione di NOx è ottenuta attraverso:
- un’ottimale distribuzione dell’aria primaria e secondaria al fine di evitare la formazione di
elevati gradienti di temperatura in camera di combustione;
- la riduzione dell’eccesso d’aria;
- il parziale ricircolo dei fumi, dal 10 al 30% dei fumi è rinviato in camera di combustione, in
corrispondenza dela zona di iniezione dell’aria secondaria;
- l’iniezione di ossigeno puro o di aria arricchita con ossigeno;
- l’abbassamento della temperatura di combustione tramite l’iniezione di acqua in camera di
combustione.
Riduzione dell’eccesso d’ara
La riduzione dell’eccesso d’aria permette il contenimento dia della formazione sia degli NOx
termici che di conversione.
Tecnologia Eccesso d’aria
Caldaie domestiche 80 ÷ 100%
Turbine a gas 300 ÷ 400%
Grandi caldaie < 5%
Un’eccesiva riduzione dell’eccesso d’aria può portare al peggioramento della combustione e
conseguentemente all’incremento della formazione di monossido di carbonio (CO).
Ricircolo fumi
Al fine di rendere più omogenea la temperatura in camera di combustione e di diluire il contenuto di
ossigeno nell’aria di combustione, così da ridurre la formazione di NOx dovuta a picchi localizzati
della temperatura, si ricircola in camera di combustione parte della portata di fumi. La portata di
fumi ricircolata è mediamente compresa tra il 10% ed il 30% della portata complessiva.
Ricircolo fumi Riduzione NOx
20 ÷ 30% 40 ÷ 50%
I fumi sono generalmente prelevati a valle dell’elettrofiltro, quindi dopo un primo step di
abbattimento ceneri, e inviati in camera di combustione attraverso l’impiego di un ventilatore la cui
funzione è vincere le perdite di carico lungo il condotto dal punto di prelievo alla camera di
combustione.
Trattandosi di fumi non ancora depurati dalle sostanze acide è necessario evitare il rischio di
formazione di condensa acido lungo il condotto di ricircolo. Per evitare ciò si procede ad installare
Pagina 83 di 116
il ventilatore il più vicino possibile alla camera di combustione così da ridurre il tratto a valle del
ventilatore, dove, al fine di vincere le perdite di carico a monte, si avrà una sovrapressione, che può
causare la formazione di condense acide.
Se invece il ventilatore fosse installato in prossimità del punto di aspirazione dei fumi la maggior
pressione all’uscita del ventilatore potrebbe causare la formazione di condense acide che
deponendosi sulle pareti del condotto di ricircolo potrebbero corroderlo per tutta la sua lunghezza.
I fumi possono anche essere prelevati all’uscita della sezione convettiva, prima del primo step di
abbattimento delle ceneri leggere, ciò ha il vantaggio di ridurre le dimensioni del depolveratore, che
dovrà trattare una portata minore ma di contro si avranno maggiori problemi di formazione di
depositi di ceneri nel condotto di ricircolo con il rischio di intasamento degli ugelli di ingresso della
portata di ricircolo in camera di combustione.
La soluzione ottimale per non avere problemi di corrosione e di intasamento del circuito di ricircolo
sarebbe il prelievo dei fumi a valle dell’intero processo di trattamento fumi, i fumi verrebbero
iniettati in camera di combustione puliti.
Lo svantaggio di questa soluzione è che dovendo la linea fumi depurare anche la portata destinata al
ricircolo ciò implica:
- maggiori costi di realizzazione della linea fumi;
- maggiori consumi di reagenti di de acidificazione e abbattimento dei micro inquinanti.
Iniezione di acqua in camera di combustione
L’iniezione di acqua in camera di combustione comporta un abbassamento della temperatura di
fiamma con conseguente riduzione della formazione di NOx.
6.5.5.3. Sistemi di abbattimento degli NOx I principali sistemi di abbattimento degli ossidi di azoto sono i sistemi:
- riduzione selettiva non catalitica (SNCR – Selective Non Catalytic Reduction, anche detto
Thermal DeNOx);
- riduzione selettiva catalitica (SCR – Selective Catalytic Reduction);
Tali sistemi si basano sull’impiego di agenti riducenti, quali ammoniaca (NH3) ed urea (CON2H4),
che riducono gli NOx ad azoto gassoso.
4NO + 4NH3 + O2 4N2 + 6H2O
6NO2 + 8NH3 7N2 + 12H2O
3NO2 + 4NH3 + O2 3N2 + 6H2O
2CON2H4 + 4NO + O2 2CO2 + 4N2 + 4H2O
Al fine di massimizzare l’efficienza di abbattimento degli NOx si opera in eccesso di ammoniaca
con il risultato che nei fumi permarrà una certa quantità di ammoniaca non reagita detta slip di
ammoniaca.
Il range di temperature ottimali per la reazione dell’ammoniaca con gli NOx è compreso tra i 250
÷ 450°C.
Pagina 84 di 116
L’ammoniaca non reagita, al diminuire della temperatura, può reagire con SO3 a formare:
- solfato di ammonio;
- solfito di ammonio.
Il solfato di ammonio, (NH4)2SO4, è un sale avente una temperatura di fusione di 280°C, il quale si
presenta sotto forma di polvere fini (diametro da 1 a 3 μm) e può contribuire alla formazione del
pennacchio bianco al camino dell’impianto.
SO3 + H2O → H2SO4
2NH3 + H2SO4 → (NH4)2SO4
In ambito industriale il solfato di ammonio è prodotto come fertilizzante.
Il solfito di ammonio, (NH4)2SO3, è una sostanza tossica ed altamente acida, la quale può
contribuire alla corrosione delle parti d’impianto a contatto con i fumi. La temperatura di fusione /
decomposizione del bisolfato di ammonio è pari a 65°C.
2NH3 + SO2 + H2O → (NH4)2SO3
La riduzione selettiva non catalitica (SNCR)
La riduzione selettiva non catalitica consiste nell’introdurre urea o composti ammoniaci
direttamente in camera di postcombustione. La riduzione degli NOx in azoto molecolare e acqua
avviene per temperature comprese tra gli 850 ÷ 1.050°C. Al fine di ottenere la riduzione del 60
÷ 80% degli NOx presenti è necessario operare in forte eccesso di materiale riducente.
Per temperature troppo elevate, maggiori di 1.090°C, si ha l’ossidazione dell’ammoniaca a formare
ulteriori NOx.
Gli SNCR possono raggiungere efficienze di abbattimento degli NOx nell’ordine del 50% con uno
slip di ammoniaca nell’ordine di qualche decina di mg/m3.
Efficienza Slip ammoniaca
~ 90% Decine di mg/m3
Tabella 34: efficienza sistemi SNCR e slip di ammoniaca.
La riduzione selettiva catalitica (SCR)
Nei sistemi SCR si utilizzano sostanze catalitiche a base di ossidi di vanadio, tungsteno e/o platino
su supporti di titanio.
Al fine di proteggere il catalizzatore lo SCR deve essere installato a valle dei sistemi di
abbattimento delle polveri e dei gas acidi, detta configurazione Tail-end. Esistono anche versioni
specifiche per operare con fumi ricchi di polveri, detti SCR high dust.
A valle dei sistemi di trattamento i fumi presentano temperature nell’ordine dei 70°C, per i sistemi
di trattamento ad umido, e dei 120 ÷ 190°C per i sistemi di abbattimento a secco. Ciò può
Pagina 85 di 116
comportare la necessità di scaldare il flusso gassoso prima dell’unità SCR tramite bruciatori
dedicati o tramite vapore spillato in turbina, con conseguente perdita di efficienza energetica
dell’impianto.
Recentemente sono stati sviluppati sistemi in grado di operare a temperature inferiori, nell’ordine
dei 150 ÷ 170°C.
Esistono due principali famiglie di sistemi SCR:
- a nido d’ape;
- a piastre.
I catalizzatori a nido d’ape il catalizzatore è applicato in modo omogeneosull’intero supporto
ceramico, ciò implica:
- vantaggi, elevata superficie di contatto tra catalizzatore e fumi che implica minori
dimensioni del sistema;
- svantaggi, maggiori perdite di carico e rischio di intasamento e sporcamento da polveri.
Nei catalizzatori a piastre il catalizzatore è applicato solamente sui lati del supporto metallico, ciò
implica:
- vantaggi, minori cadute di pressione e minori problemi di intasamento e sporcamento da
polveri;
- svantaggi, più larghi e costosi, a causa della minore superficie di contatto tra fumi e
catalizzatore.
Tipologia T minima
A nido d’ape 165°C
A piastre 190°C Figura 31: temperature di funzionamento per diverse tipologie di deBOx catalici Tail-end.
La riduzione selettiva catalitica permette anche di avere un elevata efficienza di abbattimento dei
microinquinanti organici, quali PCDD/PCDF.
I catalizzatori adottati sono sensibili agli ossidi di zolfo per cui è necessario che nei fumi la
concentrazione di SO2 < 20 mg/Nm3.
Al fine di mantenere attivo il catalizzatore è necessario procedere periodicamente alla sua
rigenerazione. La rigenerazione è ottenuta scaldando il catalizzatore ad una temperatura compresa
tra i 300 ÷ 350°C per circa 24 h.
Inquinante Efficienza
abbattimento
Slip ammoniaca
NOx ~ 90% < 5 mg/m
3
Diossine 80 ÷ 99% Tabella 35: efficienza sistemi SCR e slip di ammoniaca.
6.5.6. Controllo delle emissioni di CO e COT
Il contenimento delle emissioni di CO e COT avviene attraverso il controllo della temperatura di
combustione, dei tempi di permanenza, del tenore di ossigeno e di turbolenza.
Pagina 86 di 116
6.5.7. Sistemi di abbattimento dei micro inquinanti
I microinquinanti si dividono in:
- inorganici;
- organici.
I microinquinanti sono presenti nei fumi sia in fase gassosa che solida. La maggior parte di essi
condensa durante il trattamento dei fumi, concentrandosi sulle polveri.
6.5.7.1. Metalli pesanti
I metalli pesanti sono composti da:
- mercurio (Hg);
- piombo (Pb);
- arsenico (As);
- cadmio (Cd);
Le tecniche di abbattimento dei metalli pesanti prevedono l’iniezione di carboni attivi a monte di un
eventuale sistema di depolverizzazione a filtro a maniche. Il sistema garantisce anche una
significativa rimozione, per adsorbimento, di diossine e altri microinquinanti organici.
Adsorbimento a carboni attivi
I sistemi di adsorbimento più diffusi sfruttano le notevoli proprietà dei carboni attivi, materiali di
origine vegetale o minerale caratterizzati da una porosità estremamente elevata. I numerosissimi
pori microscopici si sviluppano in profondità diminuendo man mano la loro sezione e forniscono
uno sviluppo superficiale anche di 1.700 metri quadrati per grammo di materiale.
L’ammontare di materiale che può essere adsorbito dal carbone attivo viene chiamato ritentività o
capacità di adsorbimento ed è espresso in peso percentuale o in Kg di contaminante organico
adsorbito per 100 Kg di carbone utilizzato; in genere nelle applicazioni operative per ogni 100 Kg
di carbone attivo possono essere adsorbiti da 10 a 30 Kg di contaminante.
A temperature più basse la ritenzione dei contaminanti organici è maggiore. A causa di questo
motivo, gli adsorbitori al carbonio attivo operano di solito a temperature inferiori ai 50°C.
Anche l’umidità presente nel flusso d’aria può condizionare la ritenzione. L’acqua viene adsorbita
all’interno del carbonio e compete con i contaminanti organici per i siti di adsorbimento. Allo stesso
modo, maggiore è la presenza del particolato nel flusso d’aria da trattare tanto più diminuisce
l’adsorbimento; per questo motivo il particolato deve essere rimosso con opportuni filtri o sistemi di
abbattimento.
Nelle varie applicazioni si possono distinguere essenzialmente due tipi di sistemi basati sul carbone
attivo:
- quelli che rigenerano sul sito;
- quelli che non lo fanno.
La rigenerazione consiste nel deadsorbimento degli inquinanti che può avvenire essenzialmente in
quattro modi diversi:
- facendo passare attraverso il letto di carbonio un gas inerte;
- scaldando il letto;
Pagina 87 di 116
- utilizzando un flusso di vapor d’acqua che vada a sostituire le sostanze adsorbite;
- sfruttando una diminuzione della pressione dell’aria.
Un ottimo indicatore del rendimento del sistema è anche la caduta di pressione lungo il letto del
materiale adsorbente. Il carbonio attivo, ad esempio, con il passar del tempo sedimenta e si
compatta, facendo sì che vi sia un aumento della caduta di pressione rispetto ai valori abituali. La
coesione di molti granuli di carbone comporta una diminuzione della capacità del materiale
adsorbente e si accompagna spesso ad una riduzione nella distribuzione del flusso d’aria da trattare.
L’aumento nella caduta di pressione può essere causato anche da un accumulo di particolato nella
parte del letto dove il flusso è in entrata oppure dal collasso parziale o completo del letto fisso a
causa della corrosione della griglia di supporto o anche dall’accumulo di materiale organico
condensato. Il tutto provoca una diminuzione nella capacità di adsorbimento ed un conseguente
aumento delle emissioni.
Al fine di permettere ai carboni attivi di reagire con le sostanze inquinanti è necessario garantire un
adeguato tempo di contatto, che per i carboni attivi deve essere non inferiore ai 3,5 sec.
Tcontatto > 3,5 sec
Ne consegue che il condotto a valle del punto di iniezione dei carboni attivi, data la velocità dei
fumi nel condotto, che è funzione della portata di fumi e della sezione di passaggio del condotto,
dovrà essere abbastanza lungo da far sì che in fumi impieghino almeno 3,5 sec prima di raggiungere
il filtro a maniche.
6.5.7.2. I micro inquinanti organici
I composti aromatici e policlorurati sono composti da:
- idrocarburi policiclici aromatici (IPA);
- composti organici, quali policlorodibenzodiossinediossine (PCDD) e policlorodibenzofurani
(PCDF).
La presenza nei fumi degli impianti di termovalorizzazione di diossine e furani è cosa nota, come è
nota la loro pericolosità. Si deve però considerare che le concentrazioni di questi inquinanti, nei
moderni termovalorizzatori, sono bassissime.
Le diossine sono composti organici policlorurati, costituiti da due anelli benzenici (C6H6) legati tra
loro da:
- due atomi di ossigeno, nel caso delle Diossine propriamente dette;
- un atomo di ossigeno, nel caso dei Furani;
nei quali gli atomi di idrogeno sugli anelli sono parzialmente sostituiti da atomi di cloro.
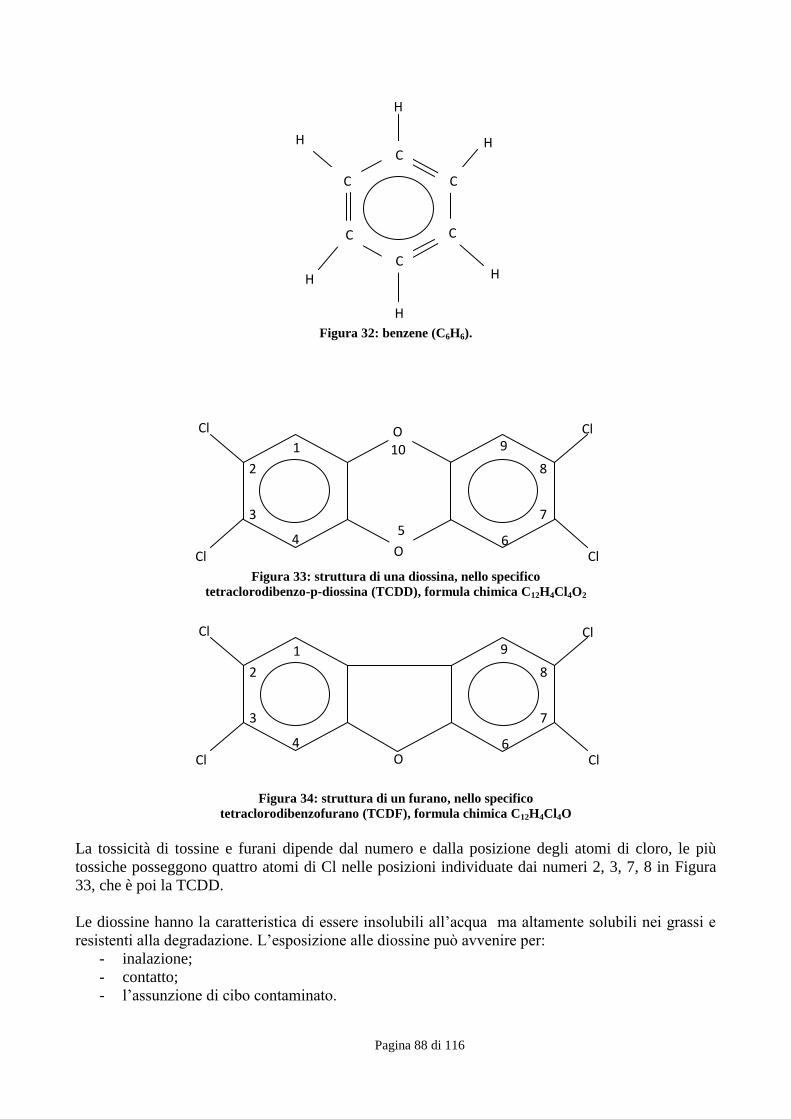
Pagina 88 di 116
H
H
H
H
H
H
C
C
C
C C
C
Figura 32: benzene (C6H6).
Cl
Cl Cl
Cl O
O
1
2
3
4 5
6
7
8
9 10
Figura 33: struttura di una diossina, nello specifico
tetraclorodibenzo-p-diossina (TCDD), formula chimica C12H4Cl4O2
Cl
Cl Cl
Cl
O
1
2
3
4 6
7
8
9
Figura 34: struttura di un furano, nello specifico
tetraclorodibenzofurano (TCDF), formula chimica C12H4Cl4O
La tossicità di tossine e furani dipende dal numero e dalla posizione degli atomi di cloro, le più
tossiche posseggono quattro atomi di Cl nelle posizioni individuate dai numeri 2, 3, 7, 8 in Figura
33, che è poi la TCDD.
Le diossine hanno la caratteristica di essere insolubili all’acqua ma altamente solubili nei grassi e
resistenti alla degradazione. L’esposizione alle diossine può avvenire per:
- inalazione;
- contatto;
- l’assunzione di cibo contaminato.
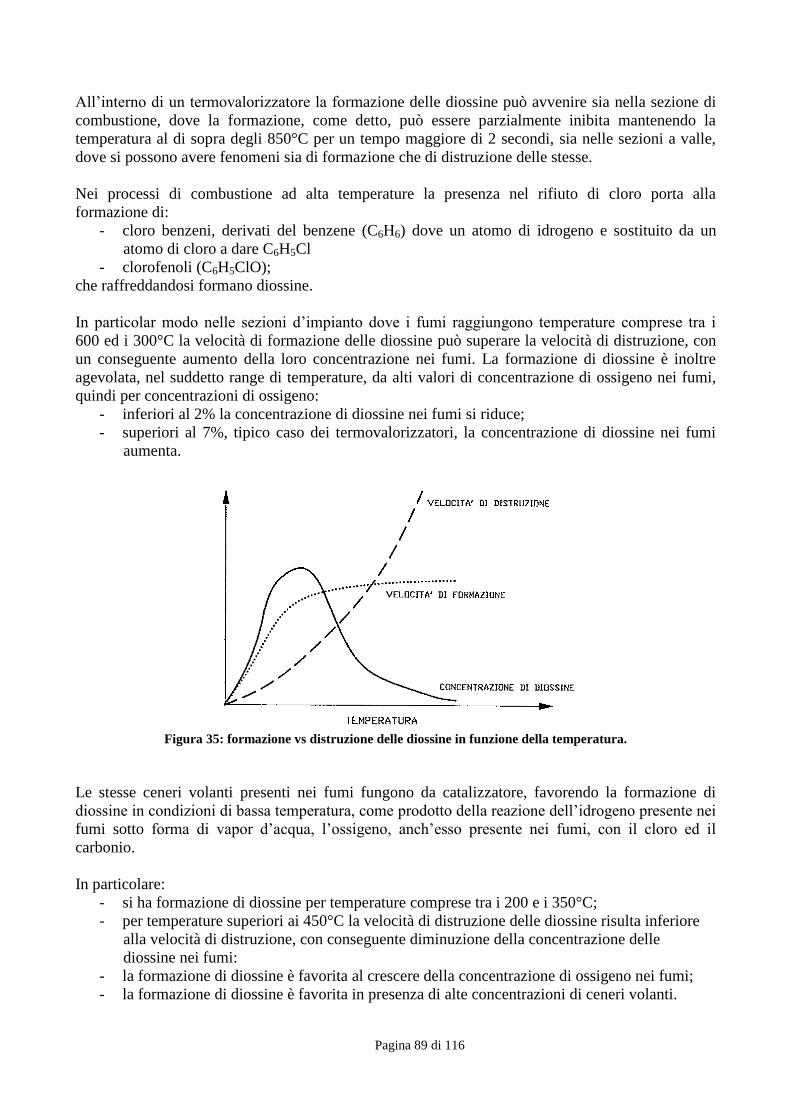
Pagina 89 di 116
All’interno di un termovalorizzatore la formazione delle diossine può avvenire sia nella sezione di
combustione, dove la formazione, come detto, può essere parzialmente inibita mantenendo la
temperatura al di sopra degli 850°C per un tempo maggiore di 2 secondi, sia nelle sezioni a valle,
dove si possono avere fenomeni sia di formazione che di distruzione delle stesse.
Nei processi di combustione ad alta temperature la presenza nel rifiuto di cloro porta alla
formazione di:
- cloro benzeni, derivati del benzene (C6H6) dove un atomo di idrogeno e sostituito da un
atomo di cloro a dare C6H5Cl
- clorofenoli (C6H5ClO);
che raffreddandosi formano diossine.
In particolar modo nelle sezioni d’impianto dove i fumi raggiungono temperature comprese tra i
600 ed i 300°C la velocità di formazione delle diossine può superare la velocità di distruzione, con
un conseguente aumento della loro concentrazione nei fumi. La formazione di diossine è inoltre
agevolata, nel suddetto range di temperature, da alti valori di concentrazione di ossigeno nei fumi,
quindi per concentrazioni di ossigeno:
- inferiori al 2% la concentrazione di diossine nei fumi si riduce;
- superiori al 7%, tipico caso dei termovalorizzatori, la concentrazione di diossine nei fumi
aumenta.
Figura 35: formazione vs distruzione delle diossine in funzione della temperatura.
Le stesse ceneri volanti presenti nei fumi fungono da catalizzatore, favorendo la formazione di
diossine in condizioni di bassa temperatura, come prodotto della reazione dell’idrogeno presente nei
fumi sotto forma di vapor d’acqua, l’ossigeno, anch’esso presente nei fumi, con il cloro ed il
carbonio.
In particolare:
- si ha formazione di diossine per temperature comprese tra i 200 e i 350°C;
- per temperature superiori ai 450°C la velocità di distruzione delle diossine risulta inferiore
alla velocità di distruzione, con conseguente diminuzione della concentrazione delle
diossine nei fumi:
- la formazione di diossine è favorita al crescere della concentrazione di ossigeno nei fumi;
- la formazione di diossine è favorita in presenza di alte concentrazioni di ceneri volanti.
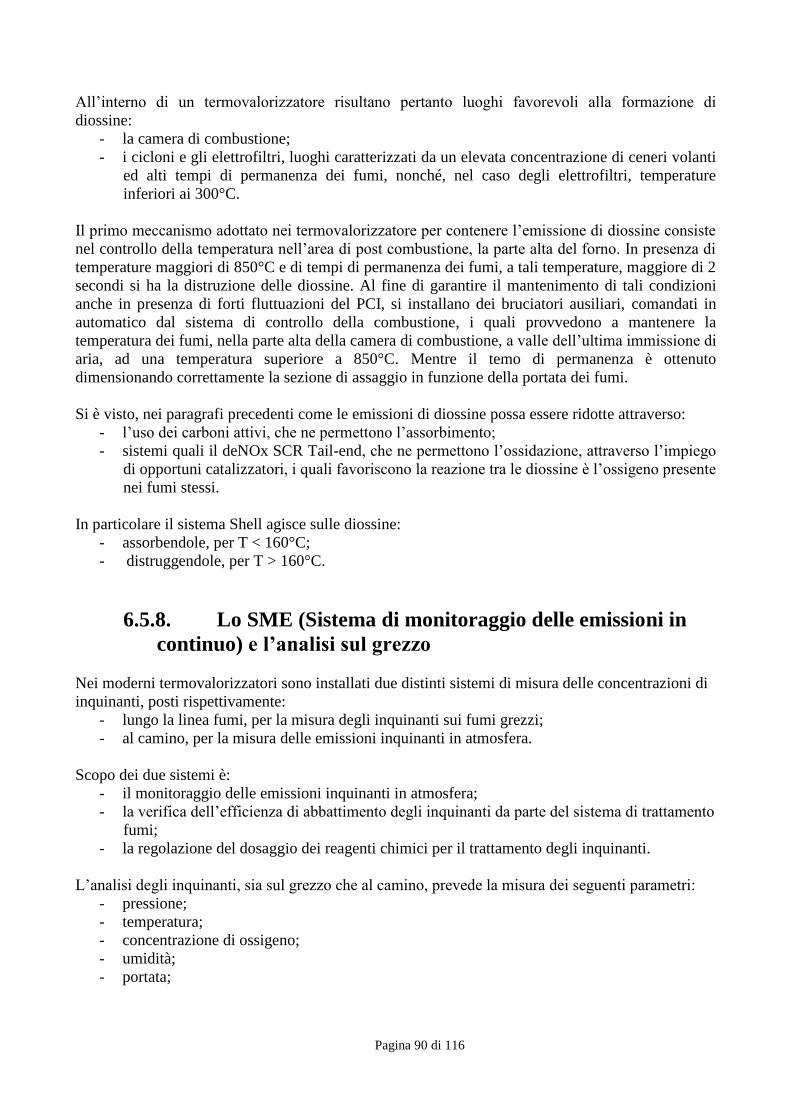
Pagina 90 di 116
All’interno di un termovalorizzatore risultano pertanto luoghi favorevoli alla formazione di
diossine:
- la camera di combustione;
- i cicloni e gli elettrofiltri, luoghi caratterizzati da un elevata concentrazione di ceneri volanti
ed alti tempi di permanenza dei fumi, nonché, nel caso degli elettrofiltri, temperature
inferiori ai 300°C.
Il primo meccanismo adottato nei termovalorizzatore per contenere l’emissione di diossine consiste
nel controllo della temperatura nell’area di post combustione, la parte alta del forno. In presenza di
temperature maggiori di 850°C e di tempi di permanenza dei fumi, a tali temperature, maggiore di 2
secondi si ha la distruzione delle diossine. Al fine di garantire il mantenimento di tali condizioni
anche in presenza di forti fluttuazioni del PCI, si installano dei bruciatori ausiliari, comandati in
automatico dal sistema di controllo della combustione, i quali provvedono a mantenere la
temperatura dei fumi, nella parte alta della camera di combustione, a valle dell’ultima immissione di
aria, ad una temperatura superiore a 850°C. Mentre il temo di permanenza è ottenuto
dimensionando correttamente la sezione di assaggio in funzione della portata dei fumi.
Si è visto, nei paragrafi precedenti come le emissioni di diossine possa essere ridotte attraverso:
- l’uso dei carboni attivi, che ne permettono l’assorbimento;
- sistemi quali il deNOx SCR Tail-end, che ne permettono l’ossidazione, attraverso l’impiego
di opportuni catalizzatori, i quali favoriscono la reazione tra le diossine è l’ossigeno presente
nei fumi stessi.
In particolare il sistema Shell agisce sulle diossine:
- assorbendole, per T < 160°C;
- distruggendole, per T > 160°C.
6.5.8. Lo SME (Sistema di monitoraggio delle emissioni in
continuo) e l’analisi sul grezzo
Nei moderni termovalorizzatori sono installati due distinti sistemi di misura delle concentrazioni di
inquinanti, posti rispettivamente:
- lungo la linea fumi, per la misura degli inquinanti sui fumi grezzi;
- al camino, per la misura delle emissioni inquinanti in atmosfera.
Scopo dei due sistemi è:
- il monitoraggio delle emissioni inquinanti in atmosfera;
- la verifica dell’efficienza di abbattimento degli inquinanti da parte del sistema di trattamento
fumi;
- la regolazione del dosaggio dei reagenti chimici per il trattamento degli inquinanti.
L’analisi degli inquinanti, sia sul grezzo che al camino, prevede la misura dei seguenti parametri:
- pressione;
- temperatura;
- concentrazione di ossigeno;
- umidità;
- portata;
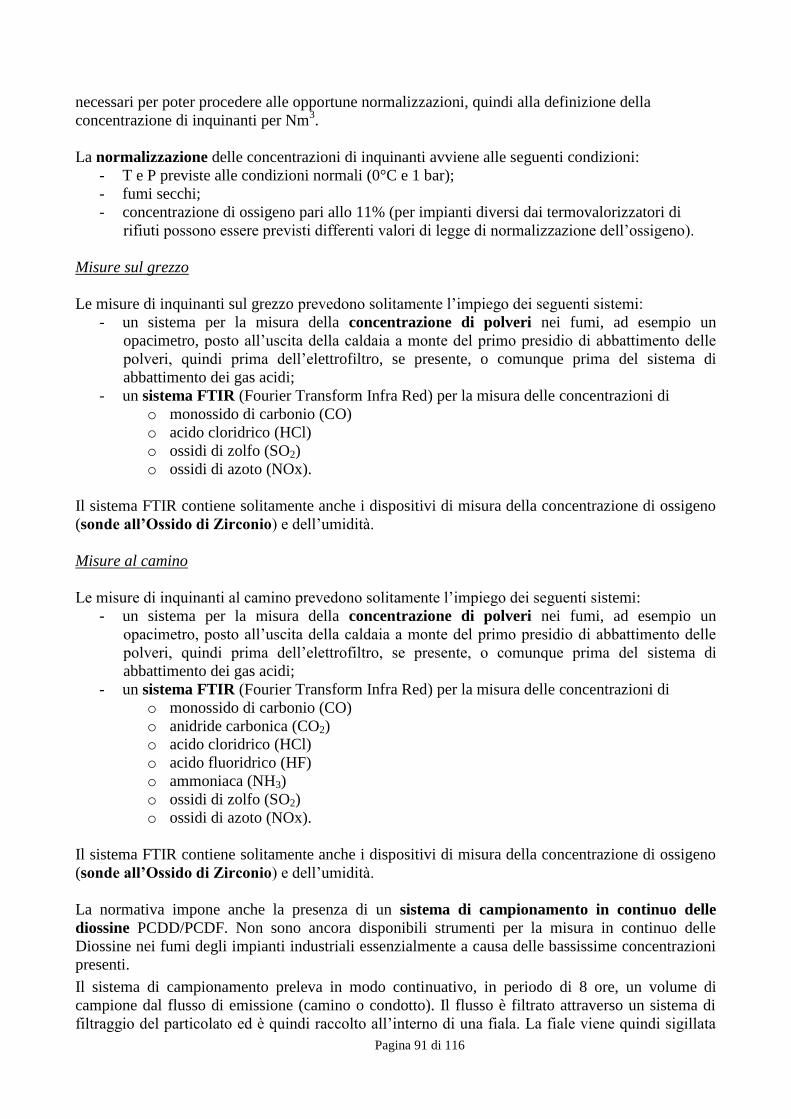
Pagina 91 di 116
necessari per poter procedere alle opportune normalizzazioni, quindi alla definizione della
concentrazione di inquinanti per Nm3.
La normalizzazione delle concentrazioni di inquinanti avviene alle seguenti condizioni:
- T e P previste alle condizioni normali (0°C e 1 bar);
- fumi secchi;
- concentrazione di ossigeno pari allo 11% (per impianti diversi dai termovalorizzatori di
rifiuti possono essere previsti differenti valori di legge di normalizzazione dell’ossigeno).
Misure sul grezzo
Le misure di inquinanti sul grezzo prevedono solitamente l’impiego dei seguenti sistemi:
- un sistema per la misura della concentrazione di polveri nei fumi, ad esempio un
opacimetro, posto all’uscita della caldaia a monte del primo presidio di abbattimento delle
polveri, quindi prima dell’elettrofiltro, se presente, o comunque prima del sistema di
abbattimento dei gas acidi;
- un sistema FTIR (Fourier Transform Infra Red) per la misura delle concentrazioni di
o monossido di carbonio (CO)
o acido cloridrico (HCl)
o ossidi di zolfo (SO2)
o ossidi di azoto (NOx).
Il sistema FTIR contiene solitamente anche i dispositivi di misura della concentrazione di ossigeno
(sonde all’Ossido di Zirconio) e dell’umidità.
Misure al camino
Le misure di inquinanti al camino prevedono solitamente l’impiego dei seguenti sistemi:
- un sistema per la misura della concentrazione di polveri nei fumi, ad esempio un
opacimetro, posto all’uscita della caldaia a monte del primo presidio di abbattimento delle
polveri, quindi prima dell’elettrofiltro, se presente, o comunque prima del sistema di
abbattimento dei gas acidi;
- un sistema FTIR (Fourier Transform Infra Red) per la misura delle concentrazioni di
o monossido di carbonio (CO)
o anidride carbonica (CO2)
o acido cloridrico (HCl)
o acido fluoridrico (HF)
o ammoniaca (NH3)
o ossidi di zolfo (SO2)
o ossidi di azoto (NOx).
Il sistema FTIR contiene solitamente anche i dispositivi di misura della concentrazione di ossigeno
(sonde all’Ossido di Zirconio) e dell’umidità.
La normativa impone anche la presenza di un sistema di campionamento in continuo delle
diossine PCDD/PCDF. Non sono ancora disponibili strumenti per la misura in continuo delle
Diossine nei fumi degli impianti industriali essenzialmente a causa delle bassissime concentrazioni
presenti.
Il sistema di campionamento preleva in modo continuativo, in periodo di 8 ore, un volume di
campione dal flusso di emissione (camino o condotto). Il flusso è filtrato attraverso un sistema di
filtraggio del particolato ed è quindi raccolto all’interno di una fiala. La fiale viene quindi sigillata
Pagina 92 di 116
ed inviata ad un laboratorio di analisi per la determinazione della concentrazione di diossine ed
anche IPA nei fumi.
Le misure al camino vengono registrate ed archiviate in un sistema certificato e realizzato secondo
precise disposizioni di legge. Tali dati sono resi disponibili agli organi di controllo per la tutela
dell’ambiente. Tale sistema di analisi dei fumi, raccolta e archiviazione dati è denominato SME
(Sistema di Monitoraggio delle Emissioni).
La normativa prevede il funzionamento in continuo del sistema SME. Stante l’obbligo di operare
con il sistema SME funzionante nei moderni impianti spesso si adotta un sistema basato su due
FTIR per il monitoraggio delle emissioni al camino, di cui uno dei due di riserva in caso di fuori
servizio del primo. In presenza di due linee di termovalorizzazione solitamente si installano tre
FTIR per il monitoraggio dei fumi al camino, uno dedicato per linea, per un totale di due, ed uno di
riserva.
Regolazione del sistema di trattamento fumi
La portata dei reagenti alcalini, quindi dei reagenti per l’abbattimento delle sostanze acide presenti
nei fumi, è regolata in funzione delle concentrazioni di HCl e di SO2 rilevate nei fumi all’ingresso
della sezione di trattamento (feedforward) e sulla base delle concentrazioni rilevate a camino
(feedback). Il sistema, nota la portata di fumi a camino, calcola, i quantitativi di gas acidi nei fumi
grezzi e regola il dosaggio dei reagente. La misura delle concentrazioni di inquinanti sul grezzo
permette una maggiore rapidità di risposta del sistema rispetto ad una regolazione basata
esclusivamente sulla misura delle concentrazioni di inquinanti al camino.
La portata di ammoniaca, necessaria per il processo di riduzione catalitica degli NOX, immessa nei
fumi in ingresso al reattore SCR; è regolata in funzione della concentrazione di ossidi d’azoto
misurata nei fumi grezzi ed al camino, e sulla base della portata di fumi.
Scelta del punto di prelievo
Al fine di avere una corretta misura delle concentrazioni di inquinanti nei fumi devono essere
rispettate talune condizioni geometriche e fluidodinamiche del punto di prelievo . Tali condizioni
sono definite dalla norma UNI 10169.
In sintesi la norma prevede il rispetto delle seguenti condizioni:
numero di Reynolds: > 1.200
velocità fumi: 3 ÷ 50 m/sec
area della sezione di misura: > 0,13 m2
lunghezza minima del tratto rettilineo di condotto: m (>10x Diametro)
L’ultimo aspetto impone che il punto di prelievo debba essere possibilmente inserito in un tratto
rettilineo pari ad almeno 10 volte il diametro idraulico, in un punto che si trovi a circa metà di detto
condotto (nella direzione dei fumi).
Pagina 93 di 116
6.5.9. Schede riassuntive dati su trattamento fumi
6.5.9.1. Bicarbonato di sodio
È utilizzato per l’abbattimento degli inquinanti acidi (HCl ed SO2).
Dati fondamentali:
- rapporto stechiometrico kg bicarbonato di sodio su kg Cl pari a 2,366;
- rapporto stechiometrico kg bicarbonato di sodio su kg HCl pari a 2,301;
- eccesso stechiometrico per il Cl
o min 1,2
o max 1,4
- rapporto stechiometrico kg bicarbonato di sodio su kg S pari a 5,24;
- rapporto stechiometrico kg bicarbonato di sodio su kg SO2 pari a 2,625;
- eccesso stechiometrico per il S
o min 1,25
o max 1,5
- temperature richiesta > 130°C;
- temperatura ottimale circa 200°C (da 180°C a 220°C);
- tempo di contatto > 2 sec (valido solo per la deacidificazione).
Osservazione: il consumo di bicarbonato di sodio per Nm3 di fumi da trattare, dipende dalla
concentrazione di HCl ed SO2 presenti nei fumi e dalle concentrazioni che si vogliono avere al
camino di queste sostanze. Considerando tiici valori di concentrazione di tali inquinanti nei fumi,
nei moderni termovalorizzatori il consumo complessivo di bicarbonato di sodio si attesta tra i 3.500
e i 4.200 mg/Nm3.
6.5.9.2. Calce idrata
È utilizzato per l’abbattimento degli inquinanti acidi (HCl ed SO2).
Dati fondamentali:
- rapporto stechiometrico kg calce idrata su kg Cl pari a 1,044;
- rapporto stechiometrico kg calce idrata su kg HCl pari a 1,013;
- eccesso stechiometrico per il Cl,
o in presenza di ricircolo del reagente in eccesso
min 1,5
max 2
o in assenza di ricircolo del reagente in eccesso
min 3
- rapporto stechiometrico kg calce idrata su kg S pari a 2,311;
- rapporto stechiometrico kg calce idrata su kg SO2 pari a 1,16;
- eccesso stechiometrico per il S
o con ricircolo 2,5
o senza ricircolo 3,5
- temperature di esercizio tra 130 e i 150°C;
- tempo di contatto > 3 sec (normalmente tra i 3,4 e i 4 sec).
Osservazione: il consumo di calce idrata per Nm3 di fumi da trattare, dipende dalla
concentrazione di HCl ed SO2 presenti nei fumi e dalle concentrazioni che si vogliono avere al
camino di queste sostanze. Considerando tiici valori di concentrazione di tali inquinanti nei
Pagina 94 di 116
fumi, nei moderni termovalorizzatori il consumo complessivo di bicarbonato di sodio si attesta
tra i 4.500 e i 5.500 mg/Nm3.
6.5.9.3. Carboni attivi
Sono utilizzati per l’abbattimento dei microinquinanti organici ed inorganici.
Dati fondamentali:
- temperatura ottimale carboni attivi < 180°C;
- tempo di contatto > 3,5 sec;
- consumi tipici 150 mg / Nm3 di fumi.
6.5.9.4. SCR deNOx Tail-end
Sono utilizzati per l’abbattimento degli NOx e delle Diossine e dei Furani.
I catalizzatori adottati sono sensibili agli ossidi di zolfo per cui è necessario che nei fumi la
concentrazione di SO2 < 20 mg/Nm3, con questa concentrazione di SO2 si hanno le seguenti
temperature di funzionamento
- per catalizzatore “pellets” T > 170°C;
- per il catalizzatore “honeycomb” T > 230°C.
Con concentrazioni di SO2 < 10 mg/Nm3, si hanno le seguenti temperature di funzionamento
- per catalizzatore “pellets” T > 160°C;
- per il catalizzatore “honeycomb” T > 210°C.
Nel caso della termovalorizzazione dei rifiuti spesso la concentrazione di zolfo nei rifiuti risulta
essere estremamente bassa. Non si rilevano pertanto problemi rilevanti di deterioramento da zolfo
dei catalizzatori.
Al fine di mantenere attivo il catalizzatore è necessario procedere periodicamente alla sua
rigenerazione. La rigenerazione è ottenuta scaldando il catalizzatore ad una temperatura compresa
tra i 300 ÷ 350°C per circa 24 h. La rigenerazione va effettuata:
- per il catalizzatore a “pellets”, con le concentrazioni sopra indicate 2 o 1 rigenerazioni ogni
2 anni;
- per il catalizzatore “honeycomb” teoricamente non sono da prevedere rigenerazioni,
andrebbe previsto un lavaggio-rigenerazione ogni 3 anni.
Pagina 95 di 116
6.6. Acque industriali e gestione scarichi liquidi I principali fabbisogni di acqua di un impianto di termovalorizzazione riguardano:
- il sistema antincendio;
- le torri evaporative (nel caso di utilizzo di condensatori ad acqua);
- l’alimentazione del circuito acque industriali, che include
o il reintegro ciclo termico;
o il reintegro circuito raffreddamento scorie;
o il lavaggio piazzali;
o il lavaggio dei canali di caldaia.
L’acqua che alimenta le utenze d’impianto può essere prelevata:
- da un corpo idrico superficiale;
- dal sottosuolo (acqua di pozzo).
Nel caso di alcune delle suddette utenze, quali in particolare il reintegro del ciclo termico, è
necessario trattare l’acqua tramite un impianto di demineralizzazione.
6.6.1. Scarichi liquidi e trattamento acque Un impianto di termovalorizzazione genera una varietà di scarichi liquidi che si differenziano per
quantità e composizione. Alcuni di questi scarichi possono essere rimpiegati all’interno
dell’impianto, quali acque di processo, altri devono essere smaltiti.
Le principali tipologie di scarichi liquidi da dover gestire sono:
- le acque meteoriche raccolte su strade e piazzali interne all’impianto, distinte in acque di
prima e seconda pioggia;
- le acque di dilavamento di strade e piazzali interni all’impianto;
- le acque meteoriche raccolte dalle coperture degli edifici;
- le acque reflue domestiche;
- gli spurghi non inquinati, quali
o spurgo impianto di demineralizzazione
o spurgo caldaie
o spurgo torri evaporative
o spurghi circuiti chiusi di raffreddamento
- le acque contaminate, quali
o percolato fossa rifiuti solidi
o percolato fossa scorie
o acqua di lavaggio catalizzatore SCR
o acque da bacini di contenimento reagenti
o acqua di lavaggio pavimenti zona forni e linea fumi
o acqua di lavaggio pavimenti sala turbina
Al fine di minimizzare la quantità di acque da inviare a smaltimento e/o trattamento è possibile
reimpiegare parte degli scarichi per usi industriali interni all’impianto.
Ad esempio:
- le acque meteoriche raccolte dalle coperture degli edifici possono essere inviate, previa
filtrazione, alle torri evaporative;
- gli spurghi possono essere inviati alla vasca spegnimento scorie.
Pagina 96 di 116
Lo smaltimento può consistere:
- nell’invio ad impianti di trattamento esterni al termovalorizzatore;
- allo scarico diretto in fogna o corpo idrico superficiale;
- al trattamento interno all’impianto e successivamente alla scarico in fognatura o corpo idrico
superficiale.
Nel caso:
- delle acque meteoriche raccolte dalle coperture degli edifici, qualora non utilizzate per le
torri evaporative, possono essere scaricate direttamente in corpo idrico superficiale;
- gli spurghi, qualora non inviati alla vasca spegnimento scorie, possono essere scaricate
direttamente in corpo idrico superficiale;
- delle acque contaminate, dopo opportuno trattamento (disoleazione e sedimentazione),
possono essere scaricate in fognatura;
- delle acque reflue domestiche, possono essere scaricate direttamente in fognatura.
Per quanto concerne le acque meteoriche raccolte su strade e piazzali queste se classificate quali:
- acque di prima pioggia, devono essere trattate (disoleazione e di sabbiatura) prima delo
scarico in fognatura o corpo idrico superficiale;
- acque di seconda pioggia, possono essere scaricate direttamente in fognatura o corpo idrico
superficiale.
La definizione di acqua di prima pioggia varia in base alla normativa locale, in generale le acque di
prima pioggia sono i primi millimetri (da qualche decina ad un centinaio, in base alla normativa
locale) di acqua piovana caduta. L’acqua piovana a contatto con strade e piazzali asporta le sostanze
inquinanti presenti al suolo contaminandosi, dopo le prime decine di millimetri di acqua caduta si
ritiene che le superfici drenanti siano state lavate e la restante parte delle acque meteoriche, dette di
seconda pioggia, possono essere di conseguenza smaltite senza trattamento alcuno.
Un modo per gestire le acque di prima e seconda pioggia è quello di prevedere una vasca di raccolta
con al suo interno due setti separatori. Il primo setto, più basso, permette il travasamento dell’acqua
piovana in una adiacente vasca da cui la stessa è pompata al sistema di trattamento. Smaltita la
prima parte dell’acqua piovana, corrispondente all’acqua di prima pioggia, le citate pompe vengono
spente facendo salire il livello dell’acqua sino al tracima mento del secondo setto. L’acqua
tracimata viene quindi pompata da un secondo gruppo di pompe ed inviata direttamente in
fognatura o corpo idrico superficiale.
Le indicazioni riportate nel presente paragrafo, inerenti il trattamento e lo smaltimento delle acque
sono da intendersi quali generali ed indicative ed in particolare sono da verificarsi alla luce
dell’evoluzione normative nazionale in materia e delle normative locali.
6.7. Problematiche di corrosione
La rilevante aggressività acida dei fumi ad alta temperatura in camera di combustione è una
peculiarità che contraddistingue i forni di incenerimento: la velocità di corrosione delle superfici di
scambio termico ha oramai assunto un ruolo determinante nella gestione e nella conseguente
redditività di un termovalorizzatore.
Un forno industriale tradizionale, normalmente, gestisce con successo la problematica proteggendo,
ove necessario e ove presente, la superficie del generatore di vapore (di solito “evaporante”) con la
posa di materiale refrattario di opportuna composizione chimica.
Pagina 97 di 116
Il tempo e la maturata esperienza nel campo della termovalorizzazione hanno mostrato
caratterizzazioni più aggressive dei fumi derivanti dall’ossidazione dei rifiuti, (“incenerimento”),
evidenziando nel processo di attacco corrosivo importanti e caratteristici fenomeni.
6.7.1. Le principali cause della corrosione La materia è molto complessa e ricca di specifica bibliografia. In generale i principali agenti
corrosivi sono gli acidi alogenati secchi e i sali basso fondenti, che si generano nel forno a seguito
della reazione degli alogeni con gli alcali e con i vari metalli. A completamento, anche se di minor
importanza, vanno tenuti in conto l’attacco da solfuri e l’attacco di tipo elettrochimico, processo
quest’ultimo che si instaura, durante i transitori e in presenza di umidità, dall’idrolisi dei composti
clorurati con conseguente formazione di acido cloridrico.
A regime, ovvero trascurando i transitori (accensioni e fermate), la cinetica della corrosione viene
influenzata dalle due grandezze:
- temperatura di pelle del tubo (Tp);
- temperatura dei fumi (Tf), che investono la superficie scambiante;
ove con temperatura di pelle si intende la temperatura di parete del tubo entro il quale circola il
fluido termovettore, che, a meno di un Δt generalmente non superiore a 10°C, rappresenta la
temperatura del fluido termovettore (generalmente acqua).
In fase progettuale viene spesso utilizzata una grandezza denominata “temperatura di strato
limite” (TSL) per controllare il fenomeno corrosivo. In prima approssimazione si può esprimere la
TSL come media aritmetica dei due parametri sopraddetti, ovvero:
2
fp
SL
TTT
Per valori di TSL al di sotto di un valore di soglia si ottiene una velocità di corrosione all’interno di
valori accettabili per la gestione dell’impianto.
Dalle diverse esperienze pratiche maturate il legame dei due parametri seguente maniera è
rappresentabile con il diagramma di corrosione (Figura 36).
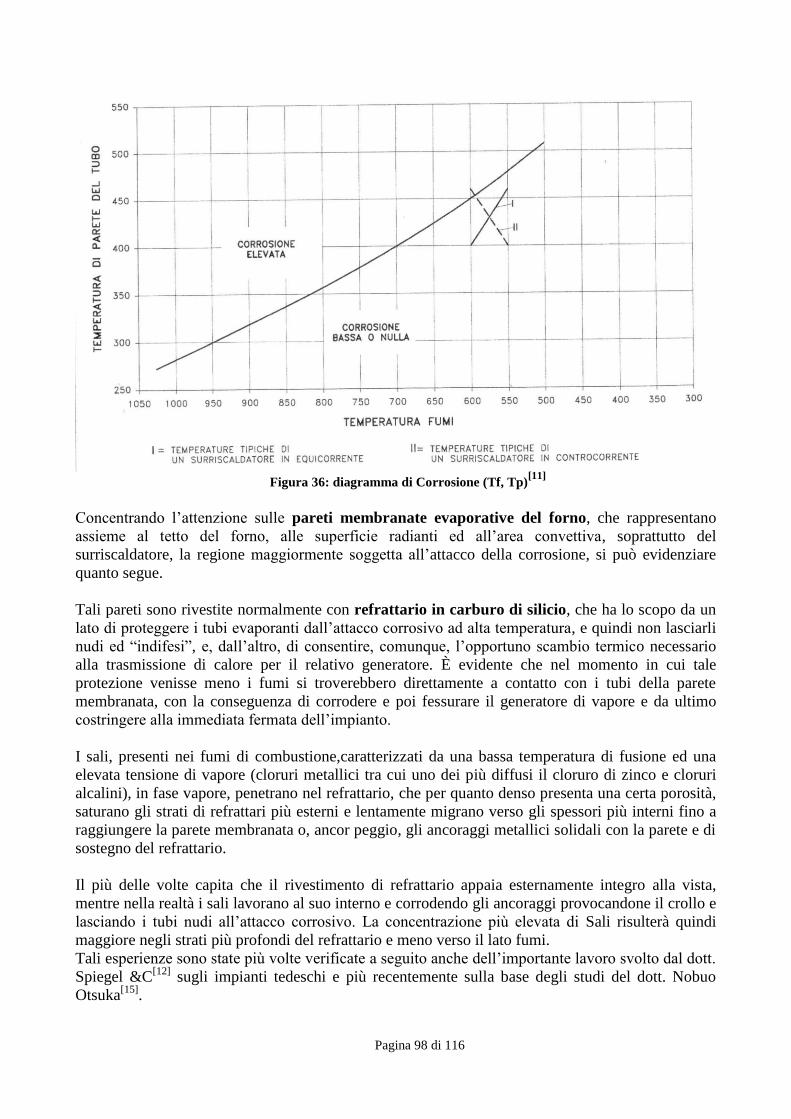
Pagina 98 di 116
Figura 36: diagramma di Corrosione (Tf, Tp)
[11]
Concentrando l’attenzione sulle pareti membranate evaporative del forno, che rappresentano
assieme al tetto del forno, alle superficie radianti ed all’area convettiva, soprattutto del
surriscaldatore, la regione maggiormente soggetta all’attacco della corrosione, si può evidenziare
quanto segue.
Tali pareti sono rivestite normalmente con refrattario in carburo di silicio, che ha lo scopo da un
lato di proteggere i tubi evaporanti dall’attacco corrosivo ad alta temperatura, e quindi non lasciarli
nudi ed “indifesi”, e, dall’altro, di consentire, comunque, l’opportuno scambio termico necessario
alla trasmissione di calore per il relativo generatore. È evidente che nel momento in cui tale
protezione venisse meno i fumi si troverebbero direttamente a contatto con i tubi della parete
membranata, con la conseguenza di corrodere e poi fessurare il generatore di vapore e da ultimo
costringere alla immediata fermata dell’impianto.
I sali, presenti nei fumi di combustione,caratterizzati da una bassa temperatura di fusione ed una
elevata tensione di vapore (cloruri metallici tra cui uno dei più diffusi il cloruro di zinco e cloruri
alcalini), in fase vapore, penetrano nel refrattario, che per quanto denso presenta una certa porosità,
saturano gli strati di refrattari più esterni e lentamente migrano verso gli spessori più interni fino a
raggiungere la parete membranata o, ancor peggio, gli ancoraggi metallici solidali con la parete e di
sostegno del refrattario.
Il più delle volte capita che il rivestimento di refrattario appaia esternamente integro alla vista,
mentre nella realtà i sali lavorano al suo interno e corrodendo gli ancoraggi provocandone il crollo e
lasciando i tubi nudi all’attacco corrosivo. La concentrazione più elevata di Sali risulterà quindi
maggiore negli strati più profondi del refrattario e meno verso il lato fumi.
Tali esperienze sono state più volte verificate a seguito anche dell’importante lavoro svolto dal dott.
Spiegel &C[12]
sugli impianti tedeschi e più recentemente sulla base degli studi del dott. Nobuo
Otsuka[15]
.
Pagina 99 di 116
I metalli pesanti, quali lo zinco e il piombo, reagiscono con lo zolfo e il cloro a formare solfati e
cloruri, i quali condensano sui tubi ad acqua, per temperature di pelle inferiori ai 400°C, causando
gravi fenomeni corrosivi.
Formazione dei solfati
Le principali reazioni di formazione dei solfati sono:
S + Pb+2O2 = PbSO4
S + Zn +2O2 = ZnSO4
Inoltre, lo zolfo residuo reagisce con il sodio e il potassio a formare ulteriori solfati che, a loro
volta, condensano sui tubi ad acqua:
S + 2Na+2O2 = Na2SO4
S + 2K+2O2 = K2SO4
L’elevata reattività dello zolfo con il sodio e il potassio comporta una bassa concentrazione di SOx
nei fumi, con valore nell’ordine delle poche decine di ppm.
Formazione dei cloruri
Il sodio e il potassio residui reagiscono con il cloro a dare cloruri gassosi i quali condensano sia sui
tubi d’acqua che sui banchi di surriscaldamento, generando forti problemi di corrosione:
Na+Cl = NaCl
K+Cl = KCl
Lo zolfo presenta un’alta reattività con il sodio e il potassio, quindi in presenza di rifiuti ricchi di
zolfo e non eccessivamente ricchi di sodio e potassio la formazione di cloruri risulta sfavorita con la
conseguente diminuzione dei fenomeni corrosivi, essendo i cloruri più aggressivi, sul piano
corrosivo, dei solfati.
Quindi la cocombustione di zolfo insieme ai rifiuti solidi urbani riduce significativamente i
fenomeni corrosivi.
In presenza di rifiuto caratterizzato da un’elevata concentrazione di cloro, basso contenuto di zolfo,
moderate concentrazioni di Na e K e piccole quantità di Pb e Zn, come tipicamente si rileva nei
rifiuti, si hanno rilevanti fenomeni corrosivi.
Mentre negli impianti alimentati a carbone operanti in condizioni ben più pesanti, con temperature
di surriscaldamento del vapore nell’ordine dei 500°C e temperatura dei fumi superiore ai 1000°C, si
possono avere, in presenza di carbone avente alte concentrazioni sia di Cl che di S, fenomeni
corrosivi inferiore, grazie al formarsi sulle pareti dei tubi non di condensa di sali di cloro ma di
solfati.
Pagina 100 di 116
Figura 37: reazioni di formazione dei sali nella combustione di rifiuti solidi urbani.
L’avvio dei fenomeni corrosivi, una volta formatesi i sopraddetti sali, dipende dalla temperatura. In
particolare la formazione di condense di ZnCl2, PbCl2, ZnSO4 e PbSO4 è possibile per:
- temperature dei fumi superiori ai 750°C;
- temperature di parete dei tubi inferiori ai 350°C.
La formazione di condense di Na2SO4 e K2SO4 è possibile solamente per temperature dei fumi
superiori ai 750°C.
Quindi è probabile il suo verificarsi sui tubi evaporanti presenti nel forno di incenerimento, ma
improbabile sui tubi dei surriscaldatori, dove la temperatura dei fumi è solitamente controllata e
mantenuta inferiore ai 700°C.
La formazione di condense di NaCl e KCl dipende dalla temperatura di pelle dei tubi e dalla
temperatura dei fumi.
Nel seguito si evidenzia il comportamento di formazione al variare delle due temperature
sopraddette ed in particolare:
- Figura 38, Figura 39 e Figura 40, fissata la temperatura dei fumi (rispettivamente 950, 950,
650°C), mostrano il variare della formazione delle condense in funzione della temperatura di
pelle dei tubi;
- Figura 41, fissata la temperatura di pelle dei tubi a 550°C, mostra il variare della formazione
delle condense in funzione della temperatura dei fumi.
Figura 38 Figura 39
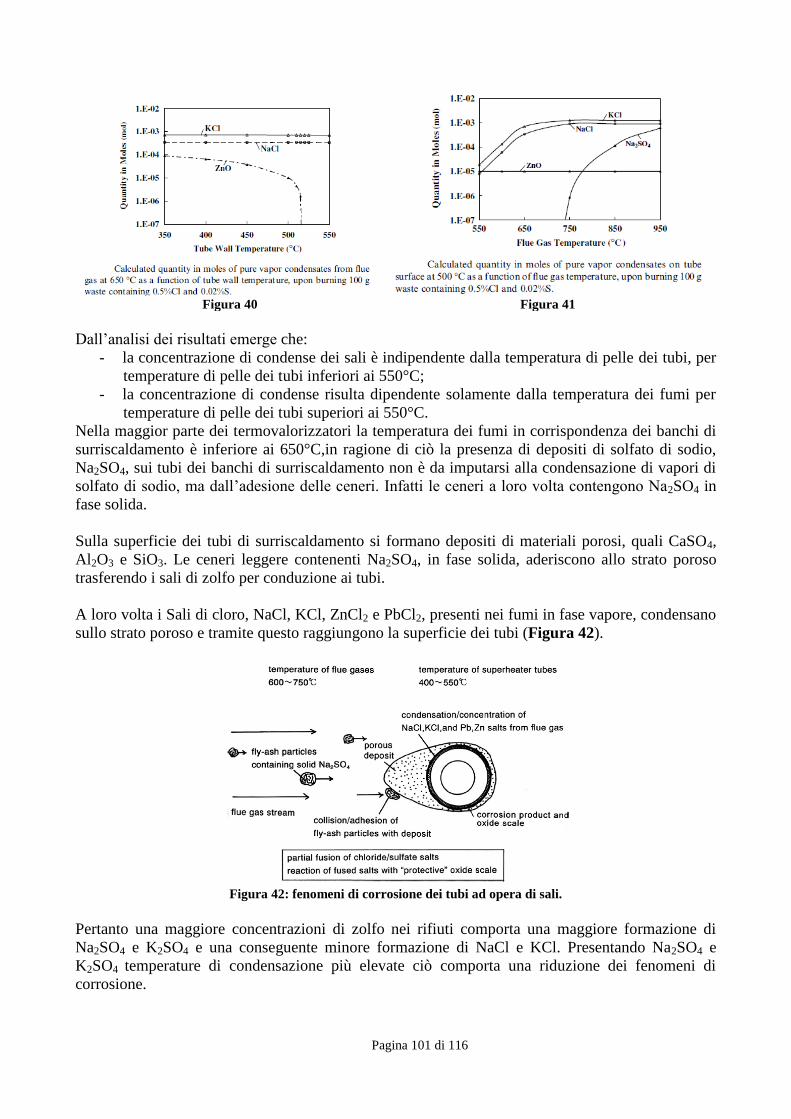
Pagina 101 di 116
Figura 40 Figura 41
Dall’analisi dei risultati emerge che:
- la concentrazione di condense dei sali è indipendente dalla temperatura di pelle dei tubi, per
temperature di pelle dei tubi inferiori ai 550°C;
- la concentrazione di condense risulta dipendente solamente dalla temperatura dei fumi per
temperature di pelle dei tubi superiori ai 550°C.
Nella maggior parte dei termovalorizzatori la temperatura dei fumi in corrispondenza dei banchi di
surriscaldamento è inferiore ai 650°C,in ragione di ciò la presenza di depositi di solfato di sodio,
Na2SO4, sui tubi dei banchi di surriscaldamento non è da imputarsi alla condensazione di vapori di
solfato di sodio, ma dall’adesione delle ceneri. Infatti le ceneri a loro volta contengono Na2SO4 in
fase solida.
Sulla superficie dei tubi di surriscaldamento si formano depositi di materiali porosi, quali CaSO4,
Al2O3 e SiO3. Le ceneri leggere contenenti Na2SO4, in fase solida, aderiscono allo strato poroso
trasferendo i sali di zolfo per conduzione ai tubi.
A loro volta i Sali di cloro, NaCl, KCl, ZnCl2 e PbCl2, presenti nei fumi in fase vapore, condensano
sullo strato poroso e tramite questo raggiungono la superficie dei tubi (Figura 42).
Figura 42: fenomeni di corrosione dei tubi ad opera di sali.
Pertanto una maggiore concentrazioni di zolfo nei rifiuti comporta una maggiore formazione di
Na2SO4 e K2SO4 e una conseguente minore formazione di NaCl e KCl. Presentando Na2SO4 e
K2SO4 temperature di condensazione più elevate ciò comporta una riduzione dei fenomeni di
corrosione.
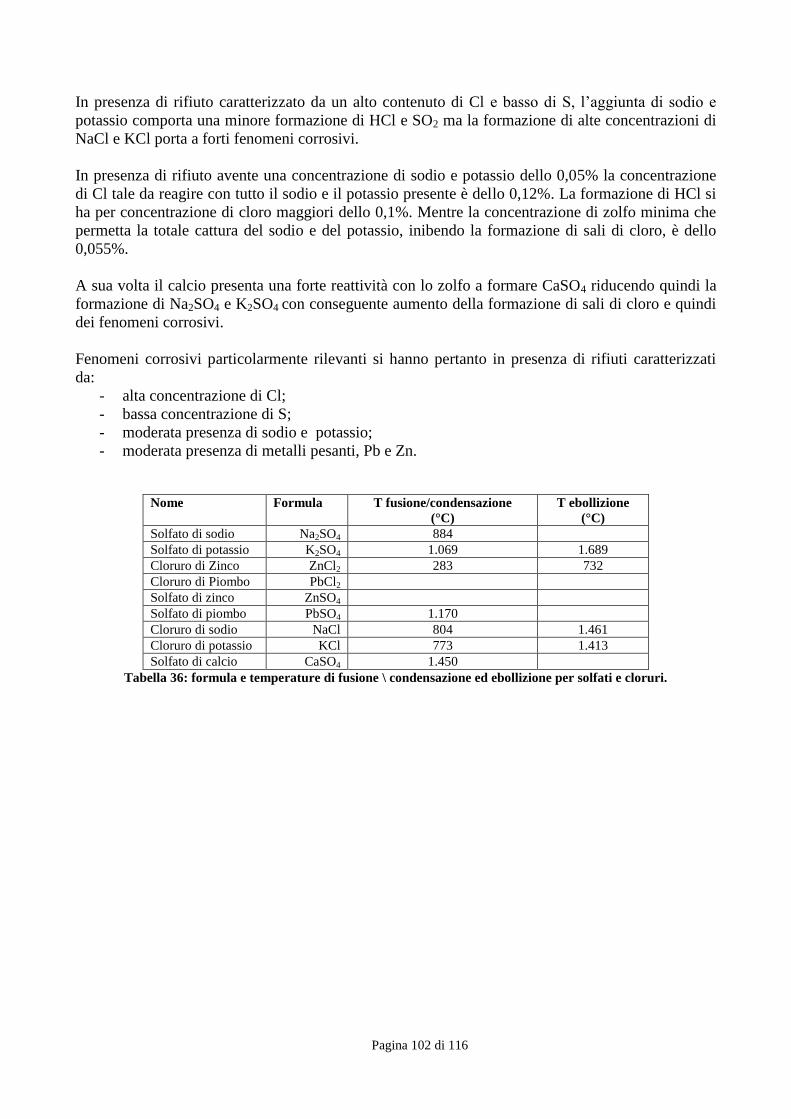
Pagina 102 di 116
In presenza di rifiuto caratterizzato da un alto contenuto di Cl e basso di S, l’aggiunta di sodio e
potassio comporta una minore formazione di HCl e SO2 ma la formazione di alte concentrazioni di
NaCl e KCl porta a forti fenomeni corrosivi.
In presenza di rifiuto avente una concentrazione di sodio e potassio dello 0,05% la concentrazione
di Cl tale da reagire con tutto il sodio e il potassio presente è dello 0,12%. La formazione di HCl si
ha per concentrazione di cloro maggiori dello 0,1%. Mentre la concentrazione di zolfo minima che
permetta la totale cattura del sodio e del potassio, inibendo la formazione di sali di cloro, è dello
0,055%.
A sua volta il calcio presenta una forte reattività con lo zolfo a formare CaSO4 riducendo quindi la
formazione di Na2SO4 e K2SO4 con conseguente aumento della formazione di sali di cloro e quindi
dei fenomeni corrosivi.
Fenomeni corrosivi particolarmente rilevanti si hanno pertanto in presenza di rifiuti caratterizzati
da:
- alta concentrazione di Cl;
- bassa concentrazione di S;
- moderata presenza di sodio e potassio;
- moderata presenza di metalli pesanti, Pb e Zn.
Nome Formula T fusione/condensazione
(°C)
T ebollizione
(°C)
Solfato di sodio Na2SO4 884
Solfato di potassio K2SO4 1.069 1.689
Cloruro di Zinco ZnCl2 283 732
Cloruro di Piombo PbCl2
Solfato di zinco ZnSO4
Solfato di piombo PbSO4 1.170
Cloruro di sodio NaCl 804 1.461
Cloruro di potassio KCl 773 1.413
Solfato di calcio CaSO4 1.450
Tabella 36: formula e temperature di fusione \ condensazione ed ebollizione per solfati e cloruri.
Pagina 103 di 116
6.7.2. La protezione dei banchi di scambio e delle pareti
membranate
Al fine di proteggere i tubi dall’attacco corrosivo ed abrasivo dei fumi si utilizzano due strumenti,
spesso combinati tra loro:
- refrattari;
- riporti in Inconel.
6.7.2.1. La protezione dei banchi di scambio I banchi tubieri posti lungo il percorso dei fumi, in particolare quelli esposti ai fumi provenienti dal
passo vuoto, con temperature nell’ordine dei 850 – 900°C, sono soggetti a forti fenomeni corrosivi.
Al fine di proteggerli si pone sul percorso dei fumi, prima del primo banco di surriscaldamento, un
banco evaporativo di protezione, il quale attraversato da liquido saturo e miscela bifase sarà
caratterizzato da una temperatura di pelle minore e quindi meno esposto a corrosione. Così facendo
i fumi raggiungeranno il primo banco di surriscaldamento ad una temperatura un po’ più bassa.
Sia il suddetto banco evaporativo di protezione che le prime file di tubi surriscaldati sono ricoperti
da uno strato di Inconel riportato tramite saldatura sulla superficie esterna dei tubi stessi.
Oltre ai suddetti fenomeni corrosivi vanno anche tenuti in considerazione fenomeni di riduzione
degli spessori dei tubi per abrasione. In particolare la prima fila di tubi, in ingresso alla sezione
convettiva, è particolarmente soggetta a fenomeni di abrasione, a causa della velocità dei fumi
provenienti dal forno e della presenza di ceneri al loro interno. Tipicamente si procede,
esclusivamente sulla prima fila di tubi, per via della perdita di capacità di scambio termico che ne
consegue, e solo sul lato di incidenza dei fumi, all’installazione di coppelle di protezione.
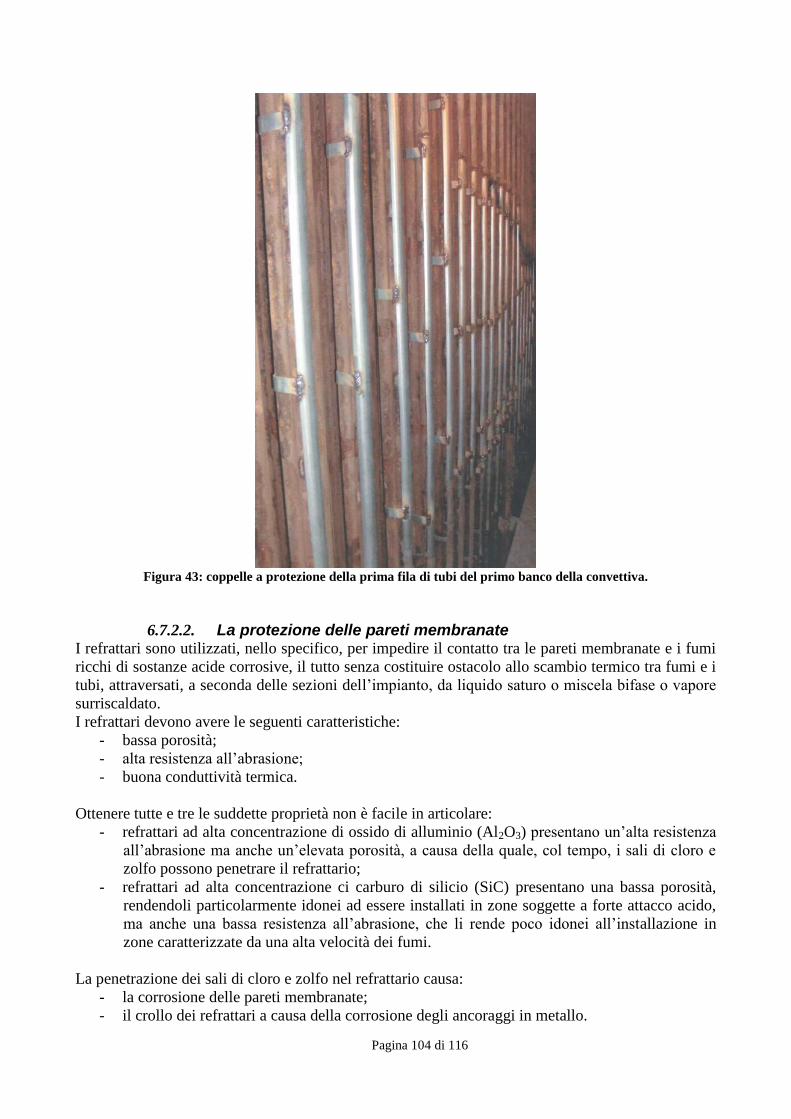
Pagina 104 di 116
Figura 43: coppelle a protezione della prima fila di tubi del primo banco della convettiva.
6.7.2.2. La protezione delle pareti membranate I refrattari sono utilizzati, nello specifico, per impedire il contatto tra le pareti membranate e i fumi
ricchi di sostanze acide corrosive, il tutto senza costituire ostacolo allo scambio termico tra fumi e i
tubi, attraversati, a seconda delle sezioni dell’impianto, da liquido saturo o miscela bifase o vapore
surriscaldato.
I refrattari devono avere le seguenti caratteristiche:
- bassa porosità;
- alta resistenza all’abrasione;
- buona conduttività termica.
Ottenere tutte e tre le suddette proprietà non è facile in articolare:
- refrattari ad alta concentrazione di ossido di alluminio (Al2O3) presentano un’alta resistenza
all’abrasione ma anche un’elevata porosità, a causa della quale, col tempo, i sali di cloro e
zolfo possono penetrare il refrattario;
- refrattari ad alta concentrazione ci carburo di silicio (SiC) presentano una bassa porosità,
rendendoli particolarmente idonei ad essere installati in zone soggette a forte attacco acido,
ma anche una bassa resistenza all’abrasione, che li rende poco idonei all’installazione in
zone caratterizzate da una alta velocità dei fumi.
La penetrazione dei sali di cloro e zolfo nel refrattario causa:
- la corrosione delle pareti membranate;
- il crollo dei refrattari a causa della corrosione degli ancoraggi in metallo.
Pagina 105 di 116
In ragione di ciò, la dove si hanno zone della caldaia caratterizzate da:
- forte attacco acido conviene proteggere le parati membranate ricoprendole di uno strato di
Inconel e utilizzare refrattario monostrato ad alta concentrazione carburo di silicio (SiC);
- forti fenomeni abrasivi, come può essere nei cicloni di un letto fluido, conviene utilizzare
refrattario monostrato ad alta concentrazione ossido di alluminio (Al2O3);
- la dove si ha sia elevata abrasione che forte attacco acido conviene utilizzare il doppio
strato.
Refrattario ad alto contenuto di SiC Refrattario ad alto contenuto di Al2O3
Al2O3 1,8% Al2O3 84,0%
SiO2 8,5% SiO2 10,0%
Fe2O3 0,3% Fe2O3 1,0%
SiC 88,0% TiO2 2,5%
TiO2 0,2%
K2O 0,2%
Conduttività termica a 400°C 6,5 W/m*K
Conduttività termica a 600°C 6,8 W/m*K
Conduttività termica a 800°C 7,2 W/m*K
Conduttività termica a 1.000°C 7,8 W/m*K Figura 44: esempi di refrattari ad alta concentrazione di carburo di silicio e di ossido di alluminio.
La tecnica del doppio strato consiste nel installare a contatto con la parete membranata del
refrattario a bassa porosità e quindi resistente alla penetrazione dei sali, quindi ad alta
concentrazione di a base di carburo di silicio (SiC), e ricoprire questo con uno strato di refrattario
resistente all’abrasione, quindi ad alta concentrazione di ossido di alluminio (Al2O3).
Così facendo se col tempo i sali dovessero penetrare il primo strato, che essendo a contatto con i
fumi deve essere resistente all’abrasione, l’azione corrosiva finirà col consumare gli ancoraggi
facendo crollare lo strato più esterno di refrattario ma le pareti membranate resteranno comunque
protette dallo strato interno.
Di fatto lo strato esterno, a contatto con i fumi, è uno strato sacrificale. L’importante è che resista
abbastanza a lungo da crollare poco prima della successiva fermata programmata, così da poter
essere ristabilito prima che lo strato interno di refrattario possa essere danneggiato, garantendo così
la costante protezione delle areti membranate, che non saranno mai a contatto diretto con i fumi
acidi.
Modalità di posa del refrattario
Esistono diversi tipi di refrattari caratterizzati da differenti tipologie di posa:
- refrattari spruzzati;
- refrattari autolivellanti;
- refrattario vibbrato.
I refrattari a spruzzo sono gettati con degli spruzzatori, ciò permette di non impiegare casseri ma
non consente una distribuzione uniforme dello spessore del materiale gettato.
Nel caso del refrattario autolivellante o vibrato si installa una casseratura nella quale si getta in
refrattario, che se autolivellante si distribuirà da solo in modo uniforme in tutta l’intercapedine, se
vibrato richiederà invece di scuotere il cassero che permetterne un’uniforme distribuzione (Figura
45).
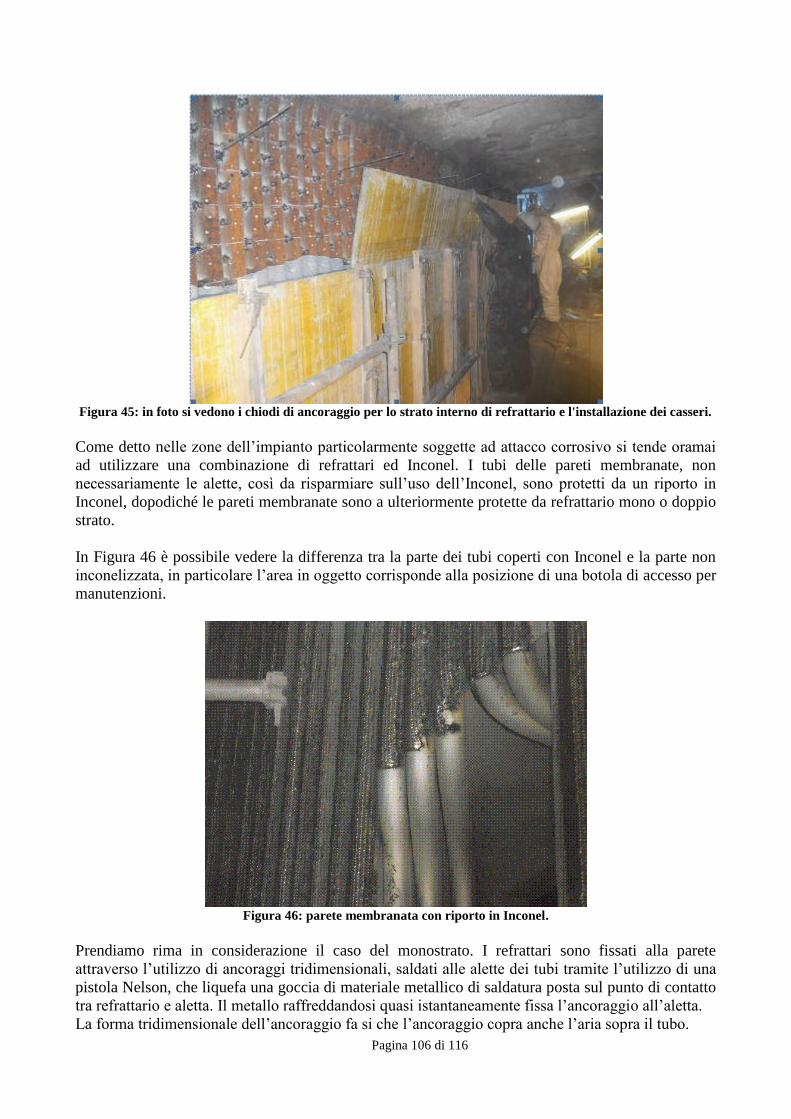
Pagina 106 di 116
Figura 45: in foto si vedono i chiodi di ancoraggio per lo strato interno di refrattario e l'installazione dei casseri.
Come detto nelle zone dell’impianto particolarmente soggette ad attacco corrosivo si tende oramai
ad utilizzare una combinazione di refrattari ed Inconel. I tubi delle pareti membranate, non
necessariamente le alette, così da risparmiare sull’uso dell’Inconel, sono protetti da un riporto in
Inconel, dopodiché le pareti membranate sono a ulteriormente protette da refrattario mono o doppio
strato.
In Figura 46 è possibile vedere la differenza tra la parte dei tubi coperti con Inconel e la parte non
inconelizzata, in particolare l’area in oggetto corrisponde alla posizione di una botola di accesso per
manutenzioni.
Figura 46: parete membranata con riporto in Inconel.
Prendiamo rima in considerazione il caso del monostrato. I refrattari sono fissati alla parete
attraverso l’utilizzo di ancoraggi tridimensionali, saldati alle alette dei tubi tramite l’utilizzo di una
pistola Nelson, che liquefa una goccia di materiale metallico di saldatura posta sul punto di contatto
tra refrattario e aletta. Il metallo raffreddandosi quasi istantaneamente fissa l’ancoraggio all’aletta.
La forma tridimensionale dell’ancoraggio fa si che l’ancoraggio copra anche l’aria sopra il tubo.
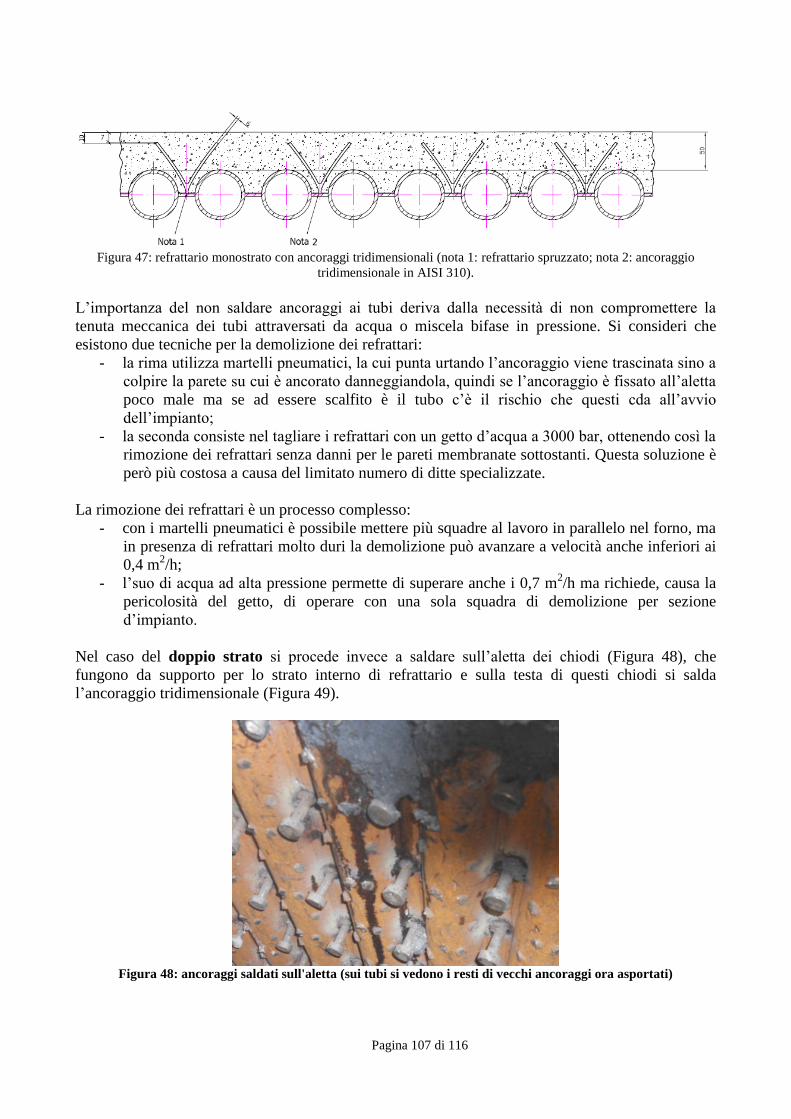
Pagina 107 di 116
Figura 47: refrattario monostrato con ancoraggi tridimensionali (nota 1: refrattario spruzzato; nota 2: ancoraggio
tridimensionale in AISI 310).
L’importanza del non saldare ancoraggi ai tubi deriva dalla necessità di non compromettere la
tenuta meccanica dei tubi attraversati da acqua o miscela bifase in pressione. Si consideri che
esistono due tecniche per la demolizione dei refrattari:
- la rima utilizza martelli pneumatici, la cui punta urtando l’ancoraggio viene trascinata sino a
colpire la parete su cui è ancorato danneggiandola, quindi se l’ancoraggio è fissato all’aletta
poco male ma se ad essere scalfito è il tubo c’è il rischio che questi cda all’avvio
dell’impianto;
- la seconda consiste nel tagliare i refrattari con un getto d’acqua a 3000 bar, ottenendo così la
rimozione dei refrattari senza danni per le pareti membranate sottostanti. Questa soluzione è
però più costosa a causa del limitato numero di ditte specializzate.
La rimozione dei refrattari è un processo complesso:
- con i martelli pneumatici è possibile mettere più squadre al lavoro in parallelo nel forno, ma
in presenza di refrattari molto duri la demolizione può avanzare a velocità anche inferiori ai
0,4 m2/h;
- l’suo di acqua ad alta pressione permette di superare anche i 0,7 m2/h ma richiede, causa la
pericolosità del getto, di operare con una sola squadra di demolizione per sezione
d’impianto.
Nel caso del doppio strato si procede invece a saldare sull’aletta dei chiodi (Figura 48), che
fungono da supporto per lo strato interno di refrattario e sulla testa di questi chiodi si salda
l’ancoraggio tridimensionale (Figura 49).
Figura 48: ancoraggi saldati sull'aletta (sui tubi si vedono i resti di vecchi ancoraggi ora asportati)
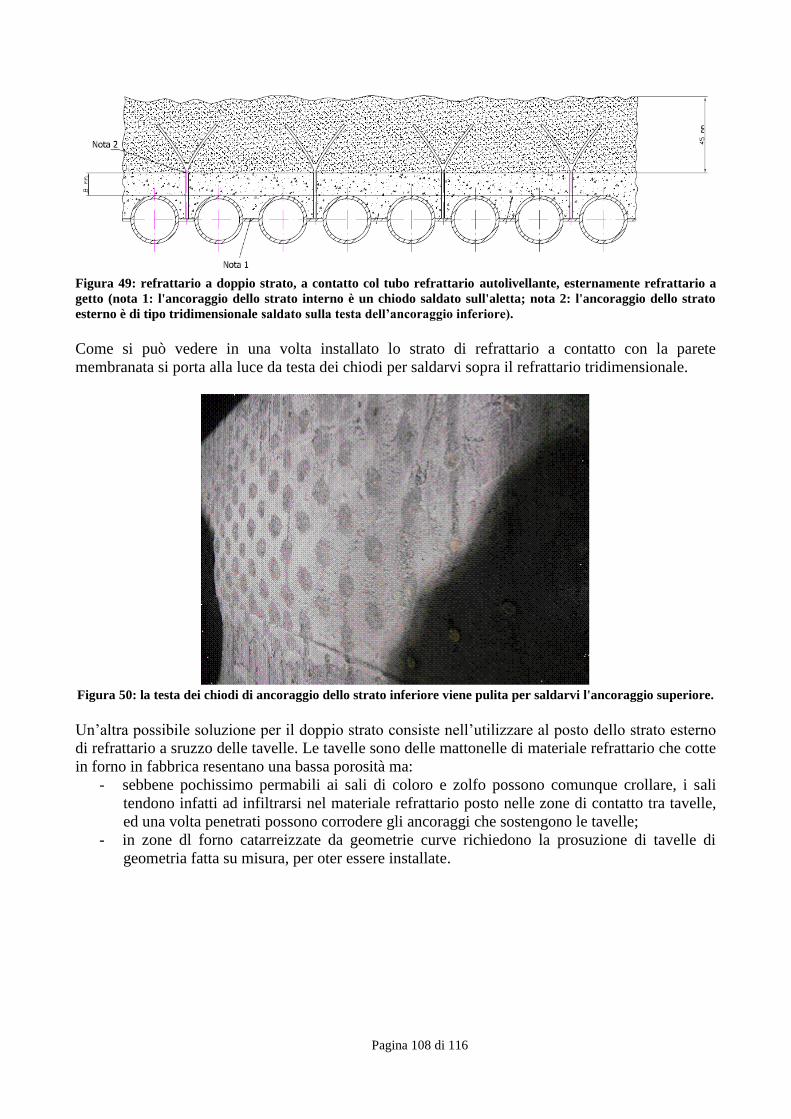
Pagina 108 di 116
Figura 49: refrattario a doppio strato, a contatto col tubo refrattario autolivellante, esternamente refrattario a
getto (nota 1: l'ancoraggio dello strato interno è un chiodo saldato sull'aletta; nota 2: l'ancoraggio dello strato
esterno è di tipo tridimensionale saldato sulla testa dell’ancoraggio inferiore).
Come si può vedere in una volta installato lo strato di refrattario a contatto con la parete
membranata si porta alla luce da testa dei chiodi per saldarvi sopra il refrattario tridimensionale.
Figura 50: la testa dei chiodi di ancoraggio dello strato inferiore viene pulita per saldarvi l'ancoraggio superiore.
Un’altra possibile soluzione per il doppio strato consiste nell’utilizzare al posto dello strato esterno
di refrattario a sruzzo delle tavelle. Le tavelle sono delle mattonelle di materiale refrattario che cotte
in forno in fabbrica resentano una bassa porosità ma:
- sebbene pochissimo permabili ai sali di coloro e zolfo possono comunque crollare, i sali
tendono infatti ad infiltrarsi nel materiale refrattario posto nelle zone di contatto tra tavelle,
ed una volta penetrati possono corrodere gli ancoraggi che sostengono le tavelle;
- in zone dl forno catarreizzate da geometrie curve richiedono la prosuzione di tavelle di
geometria fatta su misura, per oter essere installate.
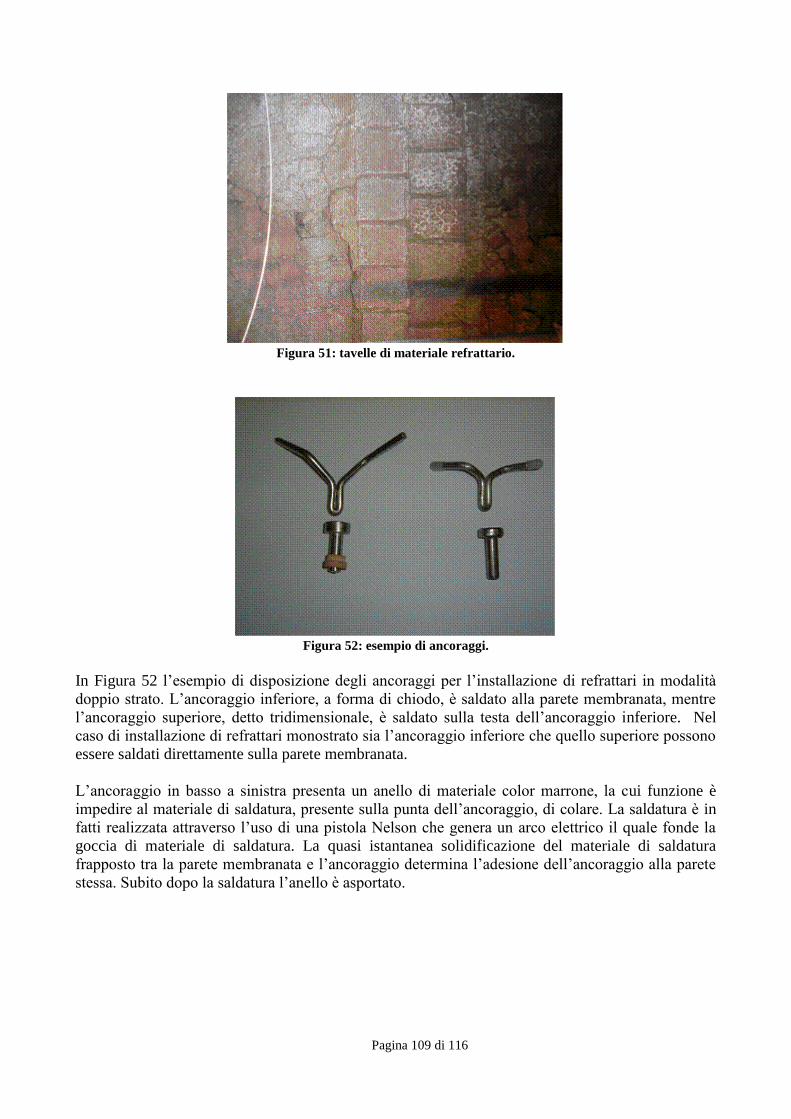
Pagina 109 di 116
Figura 51: tavelle di materiale refrattario.
Figura 52: esempio di ancoraggi.
In Figura 52 l’esempio di disposizione degli ancoraggi per l’installazione di refrattari in modalità
doppio strato. L’ancoraggio inferiore, a forma di chiodo, è saldato alla parete membranata, mentre
l’ancoraggio superiore, detto tridimensionale, è saldato sulla testa dell’ancoraggio inferiore. Nel
caso di installazione di refrattari monostrato sia l’ancoraggio inferiore che quello superiore possono
essere saldati direttamente sulla parete membranata.
L’ancoraggio in basso a sinistra presenta un anello di materiale color marrone, la cui funzione è
impedire al materiale di saldatura, presente sulla punta dell’ancoraggio, di colare. La saldatura è in
fatti realizzata attraverso l’uso di una pistola Nelson che genera un arco elettrico il quale fonde la
goccia di materiale di saldatura. La quasi istantanea solidificazione del materiale di saldatura
frapposto tra la parete membranata e l’ancoraggio determina l’adesione dell’ancoraggio alla parete
stessa. Subito dopo la saldatura l’anello è asportato.
Pagina 110 di 116
6.8. La pulizia della caldaia tramite microesplosioni
Le linee di termovalorizzazione sono soggette a fenomeni di sporcamento dovuti alla formazioni di
accumuli di ceneri leggere (fly ash) lungo la linea ed in particolare:
- nel forno, con la formazione di agglomerati a ridosso delle pareti refrattariate;
- sui banchi della convettiva;
- nelle tramogge di scarico ceneri della sezione convettiva.
In particolare qualora in camera di posto combustione / ingresso passo a vuoto si raggiungano
temperature prossime alle temperature di ammollimento ceneri, solitamente in presenza di
temperature dei fumi vicine ai 1.100°C, si rileva un significativo incremento della tendenza delle
ceneri ad aderire maggiormente ai tubi della convettiva.
6.8.1. Formazioni di accumuli di ceneri nel forno
Si può verificare la formazione di agglomerati di ceneri sulle pareti refrattariate. Tali agglomerati
hanno due conseguenze:
- favoriscono i fenomeni corrosivi;
- in fase di arresto del forno, raffreddandosi tendono a strappare il refrattario.
6.8.2. Formazioni di accumuli di ceneri sui banchi della
convettiva
La formazione di accumuli di ceneri sui banchi di scambio della convettiva comporta:
- per i banchi di SH ed EVA una riduzione del coefficiente di scambio termico convettivo ed
un incremento dei fenomeni corrosivi;
- per i banchi EVA, che solitamente sono in fondo alla convettiva, una riduzione del
coefficiente di scambio termico convettivo, mentre, di solito, non si hanno significativi
fenomeni corrosivi stante le basse temperature dei fumi.
La formazione di accumuli di ceneri sui banchi della sezione convettiva porta ad:
- un incremento delle perdite di carico lungo la linea fumi;
- un aumento della temperatura dei fumi in uscita dalla convettiva.
6.8.3. Pulizia tramite microesplosioni
Le microesplosioni sono impiegate per la pulizia dalle polveri:
- dei banchi convettivi;
- delle pare del forno;
- dei cicloni;
- delle tramogge di scarico ceneri.
A tale scopo si utilizzano bombe carta le quali impiegato una miscela esplosiva che può essere, ad
esempio, composta da:
- ossigeno in fase gas;
- etanolo, in fase liquida.
Combustibile Formula T fusione T ebollizione T autoignizione T flash point
Etanolo C2H6O -114,3°C 78,4°C 425°C 12°C
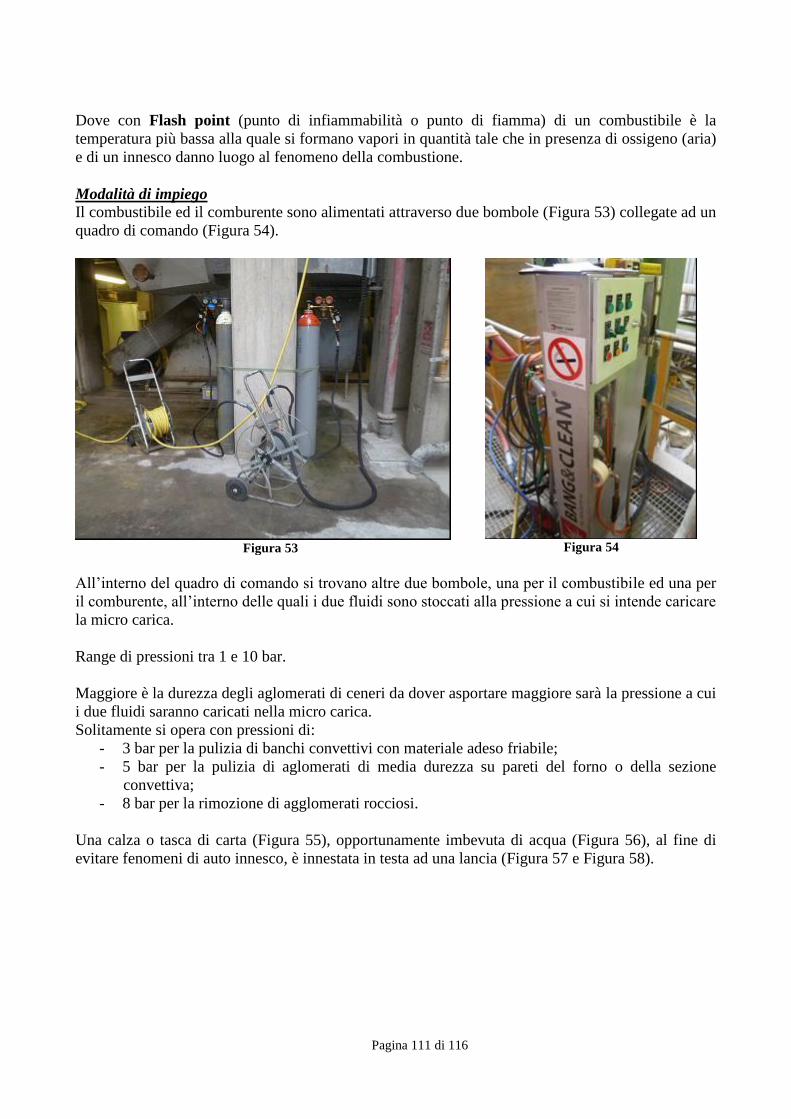
Pagina 111 di 116
Dove con Flash point (punto di infiammabilità o punto di fiamma) di un combustibile è la
temperatura più bassa alla quale si formano vapori in quantità tale che in presenza di ossigeno (aria)
e di un innesco danno luogo al fenomeno della combustione.
Modalità di impiego
Il combustibile ed il comburente sono alimentati attraverso due bombole (Figura 53) collegate ad un
quadro di comando (Figura 54).
Figura 53
Figura 54
All’interno del quadro di comando si trovano altre due bombole, una per il combustibile ed una per
il comburente, all’interno delle quali i due fluidi sono stoccati alla pressione a cui si intende caricare
la micro carica.
Range di pressioni tra 1 e 10 bar.
Maggiore è la durezza degli aglomerati di ceneri da dover asportare maggiore sarà la pressione a cui
i due fluidi saranno caricati nella micro carica.
Solitamente si opera con pressioni di:
- 3 bar per la pulizia di banchi convettivi con materiale adeso friabile;
- 5 bar per la pulizia di aglomerati di media durezza su pareti del forno o della sezione
convettiva;
- 8 bar per la rimozione di agglomerati rocciosi.
Una calza o tasca di carta (Figura 55), opportunamente imbevuta di acqua (Figura 56), al fine di
evitare fenomeni di auto innesco, è innestata in testa ad una lancia (Figura 57 e Figura 58).

Pagina 112 di 116
Figura 55
Figura 56
Figura 57
Figura 58
A seconda della dimensione della sezione da pulire si utilizzano tasche aventi capacità differenti
(30, 60, 110, 200, 300 litri).
Ad esempio per la sezione convettiva di una linea fumi, avente una portata nell’ordine dei 50.000
Nm3/h si utilizzano tasche da 100 litri. Nei grandi impianti con linee superiori alle 100.000 t/anno si
utilizzano cariche da 200 o 300 litri.
La lancia è inserita all’interno della caldaia (Figura 59), solo a questo punto la tasca di carta è
riempita del combustibile e del comburente, che vi si miscelano all’interno.
Pagina 113 di 116
Figura 59
L’esplosione è innescata attraverso una scintilla generata da una pistola elettrica incorporata nella
lancia.
Per la pulizia di un singolo banco di scambio sono necessarie da 6 a 7 esplosioni. La pulizia parte
dalla parte terminale della convettiva per poi risalire progressivamente verso la caldaia. Ad ogni
esplosione l’onda d’urto si propaga sia a monte che a valle del punto di inserimento della carica. Di
conseguenza quando si arriva ai primi banchi di scambio, la dove si hanno maggiori fenomeni di
sporcamento, questi sono già parzialmente puliti.
Precauzioni
Durante l’utilizzo delle microesplosioni è necessario:
- estrarre eventuali termocoppie ceramiche, in quanto potrebbero essere danneggiate dalle
vibrazioni;
- monitorare la CO, che tende a salire per via degli ingressi di aria dovuti all’apertura dei
portelli per l’inserimento delle cariche;
- monitorare il livello di riempimento delle tramogge di scarico ceneri, in quanto l’esplosione
porta nelle tramogge una quantità di ceneri superiore alla normale capacità di evacuazione.
In ragione di quanto sopra è necessario fare delle pause tra una esplosione e la successiva per
permettere:
- ai livelli di concentrazione di CO di abbassarsi;
- alle tramogge di scaricare le ceneri.
Pagina 114 di 116
6.9. Scorie, ceneri e rischio formazione di idrogeno e cattivi
odori
Tra le criticità relative alla gestione di:
- scorie (anche dette ceneri pesanti, in inglese bottom ash);
- ceneri leggere (in inglese fly ash);
rientrano:
- la formazione di idrogeno, e relativo rischio esplosione;
- l’emissione di cattivi odori per la presenza di ammoniaca.
6.9.1. Presenza di ammoniaca in fossa scorie in presenza di
sistemi DeNOx SNCR
In presenza di sistemi SNCR, quindi con sistemi di iniezione di soluzione ammoniacale in camera
di postcombustione o in caldaia, dato l’elevata presenza di polveri nel flusso di fumi, le ceneri
raccolte nelle tramogge del passo a vuoto possono risultare bagnate di ammoniaca.
A volte negli impianti le ceneri del primo giro fumi (fly ash), ci si sta riferendo pertanto al passo a
vuoto (idle pass), sono inviate ad accumulo insieme alla scorie.
Al fine di evitare l’esalazione di cattivi odori dalla fossa scorie si può procedere in due modi:
- aerare bene la fossa scorie, per evitare accumuli di ammoniaca;
- prevedere un buon reintegro di acqua nella vasca di spegnimento scorie, così da lavarle. Le
scorie, inclusive delle fly ash del passo a vuoto, giungeranno quindi alla fossa scorie pulite
dall’ammoniaca.
6.9.2. Formazione di ammoniaca ed idrogeno per presenza di
alluminio
La presenza di alluminio nel rifiuto può portare alla formazione di AlN, nitruro di alluminio, in
camera di combustione.
Lo AlN, contenuto nelle scorie, può reagire, all’interno dell’area di accumulo scorie (fossa scorie)
con l’umidità dell’aria, portando alla formazione
- di ossidi di alluminio;
- H2 (rischio esplosione);
- ammoniaca (cattivi odori).
La presenza di idrogeno in fase gassosa all’interno della fossa scorie, o altra area adibita al loro
stoccaggio, comporta il rischio di esplosione.
La presenza di ammoniaca ha quale conseguenza l’emissione di cattivi odori.
Al fine di ridurre:
- il rischio esplosioni;
- l’emissione di cattivi odori;
si può prevedere l’aspirazione dell’aria della fosse scorie ed il suo convogliamento in forno quale
aria di combustione.
Pagina 115 di 116
6.10. Funzionamento in condizioni di emergenza Alcune delle tipiche condizioni di emergenza che un termovalorizzatore deve essere in grado di
gestire sono:
- mal funzionamento del turbogeneratore;
- mancanza di rete;
- mancanza di forza motrice;
In tutte queste condizioni deve essere possibile il proseguo dell’attività di incenerimento o, quanto
meno, l’arresto in sicurezza dell’impianto.
6.10.1. Mal funzionamento del turbogeneratore In caso di mal funzionamento del turbogeneratore è necessario poter by passare la turbina, così da
poter intervenire sul turbogeneratore, proseguendo possibilmente l’attività di smaltimento rifiuti.
Nei moderni impianti, a monte della turbina, è collocata una valvola di laminazione, che permette il
by-pass della turbina e provvede ad ridurre la pressione del vapore dalla pressione di ingresso
turbina a pressione atmosferica. Il vapore a pressione atmosferica è inviato ad un condensatore
secondario che condensa tutta la portata.
Non essendo possibile auto produrre l’energia elettrica per alimentare gli ausiliari, tale energia è
prelevata dalla rete.
6.10.2. Mancanza rete elettrica esterna In caso di guasto o fuori servizio per manutenzioni sulla rete elettrica esterna di MT o AT
l’impianto non può né cedere energia elettrica alla rete né prelevarla. Il termovalorizzatore può
proseguire l’attività di smaltimento rifiuti passando in funzionamento ad isola.
La portata di vapore surriscaldato sarà inviata in parte alla turbina, al fine di generare una potenza
elettrica pari ai propri fabbisogni ausiliari ed in parte sarà inviata al condensatore ausiliari tramite
valvola di by-pass e laminazione.
6.10.3. Mancanza di forza elettromotrice È possibile che un guasto lungo la rete elettrica esterna di MT o AT, si propaghi all’interno
dell’impianto causando il fori servizio del turbogeneratore.
Non è pertanto possibile né prelevare dalla rete esterna né auto produrre i propri fabbisogni elettrici.
In tali circostanze allo spegnimento in sicurezza dell’impianto attraverso.
Gli impianti di termovalorizzazione moderni dispongono dei seguenti dispositivi di emergenza:
- turbopompa;
- generatore elettrico di emergenza.
La turbopompa è alimentata con vapore alta pressione. La turbopompa garantisce il proseguo
dell’alimentazione della portata d’acqua in caldaia prelevata dal degasatore.
Il gruppo diesel di emergenza fornisce la potenza necessaria all’alimentazione delle principali
utenze elettriche necessarie alla gestione dell’impianto.
Pagina 116 di 116
Bibliografia
[1]. Bianchi Michele, Branchini Lisa, Melino Francesco. Cycle upgrade for waste-to-energy
power plants. ASME-ATI-UIT 2010, Sorrento, Italy.
[2]. F. Fonti, D.. Goi, V. Casotto, La combustione dei rifiuti solidi urbani. RS RIFIUTI SOLIDI,
settembre – ottobre 2010 pag. 297 – 306.
[3]. Saracco, G. (s.d.). Le migliori tecnologie per l'incenerimento e il controllo delle emissioni;
[4]. E. Grieco, A. Poggio. Simulation of the influence of gas clearing system on the energetic
efficiency of a waste-to-enery plant. Applied Energy 2009; 86: 1517 – 1523.
[5]. Nobuo Otsuka. A thermodynamic approach on vapor-condensation of corrosive salts from
flue gas on boiler tubes in waste incenerators. Corrosion Science 50 (2008) 1627 – 1636.
[6]. Lars-Gunnar Johansson, Jan-Erik Svensson, Erik Skog, Jesper Pettersson, Carolina
Pettersson, Nicklas Folkeson, Henrik Asteman, Torbjorn Jonsson, Mats Halvarsson, Critical
Corrosion Phenomena on Superheaters in Biomass and Waste-Fired Boilers, Proceedings of
Sino-Swedish Structural Materials Symposium 2007.
[7]. Centro Studi e Ricerche MatER - Il Caso di Studio della Plastica (http://www.mater.polimi.it).
[8]. Centro Studi e Ricerche MatER - Il Caso di Studio dell’Alluminio (http://www.mater.polimi.it).
[9]. Centro Studi e Ricerche MatER - Il Caso di Studio del Vetro (http://www.mater.polimi.it).
[10]. ENEA - Rapporto sul recupero energetico da rifiuti urbani in Italia – 3a edizione
marzo 2012.
[11]. A. Carminati, Caldaie Alimentate a RSU – Accorgimenti per ridurre la corrosione,
La Termotecnica – Novembre 2003, pag. 68 – 75.
[12]. W. Spiegel, E. Barth, H. Wagner, Demaging Processes at Refractory Linings in
Waste Incineration Plants – Precaution Through Periodic Control, PowerTech 10/98.
[13]. G. Carminati, Gli ossidi di azoto nei fumi dei forni industriali e dei
termovalorizzatori – Prima Parte, La Termotecnica, novembre 2013.
[14]. G. Carminati, Gli ossidi di azoto nei fumi dei forni industriali e dei
termovalorizzatori – Seconda Parte, La Termotecnica, febbraio 2014.
[15]. Nobuo Otsuka, A thermodynamic approach on vapor-condensation of corrosive salts
from flue gas on boiler tubes in waste incinerators, Corrosion Science 50 (2008) 1627 –
1636.