hypermill maxx machining...效能、效能、效能 速度的重要性更甚以往,open mind...
TRANSCRIPT
效能
效能策略 粗加工、精加工和鑽削
© T
he h
elm
et w
as p
rogr
amm
ed a
nd p
rodu
ced
by D
AISH
IN
90%
80%75%
55% 50%
45%
40%
60%
效能、效能、效能
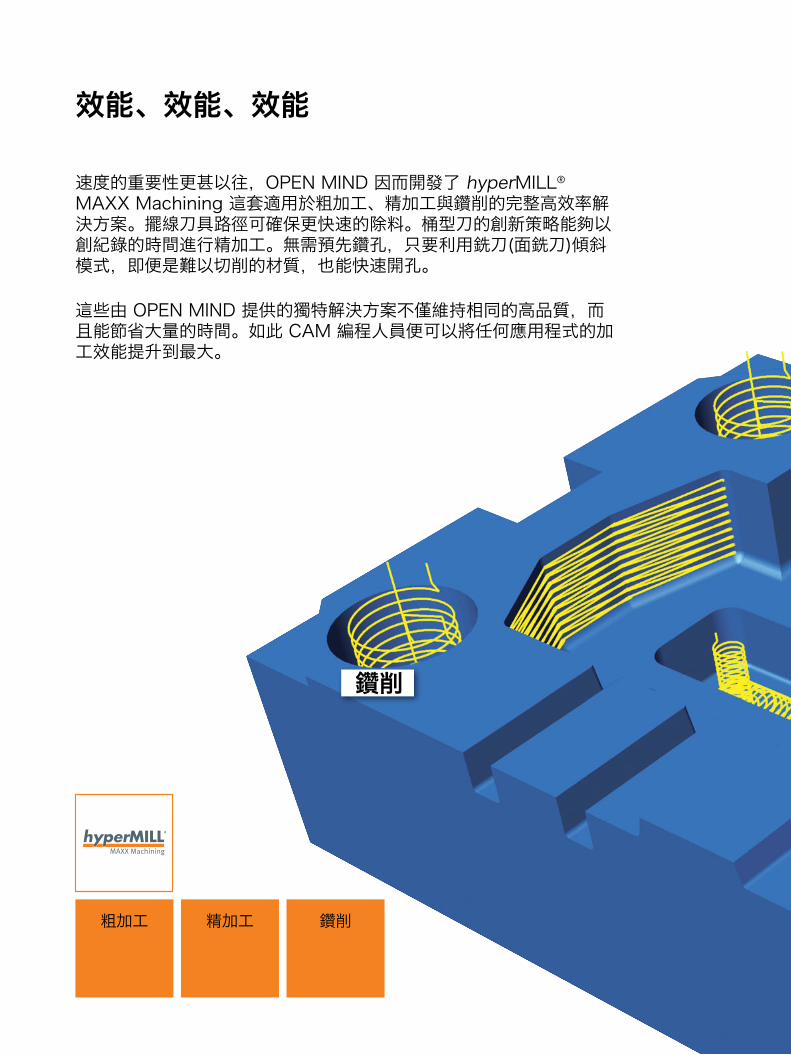
速度的重要性更甚以往,OPEN MIND 因而開發了 hyperMILL® MAXX Machining 這套適用於粗加工、精加工與鑽削的完整高效率解決方案。擺線刀具路徑可確保更快速的除料。桶型刀的創新策略能夠以創紀錄的時間進行精加工。無需預先鑽孔,只要利用銑刀(面銑刀)傾斜模式,即便是難以切削的材質,也能快速開孔。
這些由 OPEN MIND 提供的獨特解決方案不僅維持相同的高品質,而且能節省大量的時間。如此 CAM 編程人員便可以將任何應用程式的加工效能提升到最大。
粗加工 精加工 鑽削
鑽削

程序安全節省粗加工時間 節省精加工時間
優點 ■ 高效率 ■ 完美曲面 ■ 刀具簡單易用 ■ 容易編程
應用範圍: ■ 刀具與鑄模製造 ■ 生產加工 ■ 航太工業 ■ 汽車業 ■ 賽車運動 ■ 能源產業 精加工
粗加工

服務於 Werkzeugbau Gebr. Kemmerich GmbH & Co. KG 的 CNC 編程人員 Roland Mascke 表示
「我們的刀具壽命提升了 500%。 因為如此,我們才能放心使用 hyperMILL® MAXX Machining 做任何事。以後我們都會這麼做, 因為這是最理想的作法!」
極限粗加工
hyperMILL® MAXX Machining 中的粗加工模組提供了螺旋與擺線刀具動作的高效能切削 (HPC) 解決方案。
此套件結合了最佳化銑削路徑、最大除料量與最短機械加工時間。
5 軸外形偏移粗加工具備拱形曲面固定預留量的 HPC 加工

HPC 刀具路徑可達到最佳粗加工效果
粗加工模組是完整的高效能套件,可用於建立螺旋與擺線刀具路徑。大幅度增加每一時間單位的
切削量,可用極快速度進行加工。同時可大幅度減少施加在刀具與機器上的壓力。2D、3D 和 5
軸粗加工工作因而變得十分簡單,更重要的是速度非常的快。
此模組是以 Celeritive Technologies 經過反覆測驗的最佳 HPC 技術 VoluMill™ 以及
OPEN MIND 高效率特殊開發技術為基礎。
粗加工
2D 3D 5 軸
NC-Technik HauKa GmbH 執行長 Mario Hausruckinger 表示
「使用 hyperMILL® MAXX Machining 表示我們可以用兩倍或三倍的進給率對鋼鐵進行粗加工。使用鋁時,倍數增加到四至五倍。編程更是輕而易舉。」

最佳化選項■ 加工時間降到最低
hyperMILL® MAXX Machining 比傳統粗加工節省更多時間。且能有效地分配到螺旋與擺線刀具路徑,確保大量除料。
■ 將刀具壽命延長到極致 hyperMILL® MAXX Machining 不需要滿刀切削。減少施加於刀具的壓力,可明顯延長刀具壽命,尤其是在切削較硬材料的情況。
特徵■ 為 2D、3D 與 5 軸的同動加工建立類似螺旋與擺線
的刀具路徑
■ 智慧型進給率調整
■ 刀具輕微地從底部提起,以高速模式快速重新定位
■ 避免滿刀切削和突然轉變方向
■ 進行 3D 加工時的智慧型切削分割
■ 即使是堅硬的工件,也能立刻切除大量材料
■ 完全控制加工參數: 加工值可自訂
■ 不需要調整後置處理器
■ 使用經認可的 HPC 技術
優點■ 減少加工時間
■ 延長刀具壽命
■ 在刀具和機台上加工更容易
■ 將機器的能力發揮到極致
■ 容易編程

使用者擁有最大的自由去進行 2D、3D 或 5 軸加工編程,而大Z 軸降層結合的最佳化切削條件,確保
凹槽、槽穴與稜形工件的極高效 2D 加工。進行 3D 加工時,hyperMILL® MAXX Machining 可將幾
何形狀組件以最佳化方式分配到不同平面。智慧型設計和序列可確保這些平面在時間與路徑方面進行最
佳化加工。
OPEN MIND 身為 5 軸加工的先驅,必然要在 5 軸加工領域中作出特別貢獻:完整的 5 軸 HPC 套
件。這個解決方案能以獨特方式,將類似擺線的路徑對應到組件曲面。
在各種情況都能展現高效率加工
hyper MILL® MAXX Machining:全世界最全面且最強大的 HPC 套件之一
2D 3D
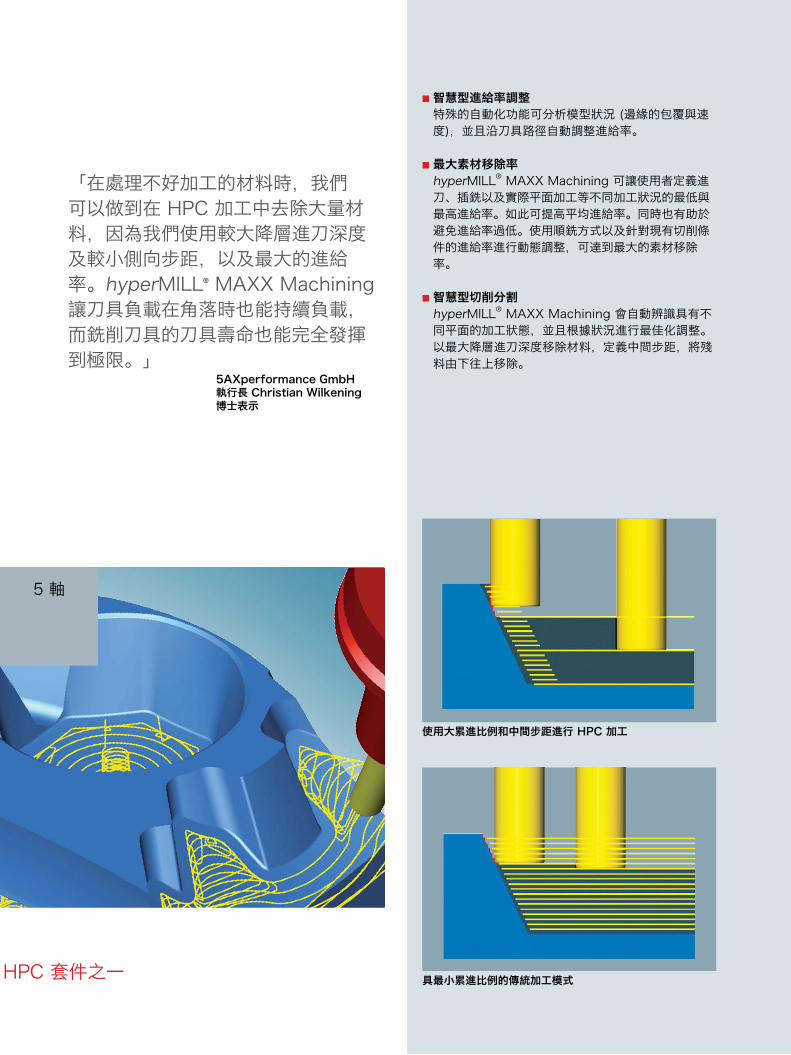
■ 智慧型進給率調整 特殊的自動化功能可分析模型狀況 (邊緣的包覆與速度),並且沿刀具路徑自動調整進給率。
■ 最大素材移除率 hyperMILL® MAXX Machining 可讓使用者定義進刀、插銑以及實際平面加工等不同加工狀況的最低與最高進給率。如此可提高平均進給率。同時也有助於避免進給率過低。使用順銑方式以及針對現有切削條件的進給率進行動態調整,可達到最大的素材移除率。
■ 智慧型切削分割 hyperMILL® MAXX Machining 會自動辨識具有不同平面的加工狀態,並且根據狀況進行最佳化調整。以最大降層進刀深度移除材料,定義中間步距,將殘料由下往上移除。
使用大累進比例和中間步距進行 HPC 加工
具最小累進比例的傳統加工模式 MAXX Machining:全世界最全面且最強大的 HPC 套件之一
「在處理不好加工的材料時,我們 可以做到在 HPC 加工中去除大量材料,因為我們使用較大降層進刀深度及較小側向步距,以及最大的進給率。hyperMILL® MAXX Machining 讓刀具負載在角落時也能持續負載, 而銑削刀具的刀具壽命也能完全發揮 到極限。」
5AXperformance GmbH執行長 Christian Wilkening博士表示
5 軸
「50 多年來,每個人都自以為很了解銑削平面的最佳方式為何。如今 OPEN MIND 開發出創新且高效率的平面精加工方式,可以節省非常多的時間,連加工難以觸及的表面也一樣輕鬆快速。」
OPEN MIND Technologies AG 技術長 Josef Koch 博士表示
極限精加工
hyperMILL® MAXX Machining 中的精加工模組,是適用於使用桶型刀之平面及任何連續表面的高效率
半精加工和精加工的解決方案。相較於傳統方法,這些策略容許路徑間有更大的空間。而且曲面品質不
僅沒降低,反而大幅提升。
任何連續表面精加工具大型線條遞增與出色精加工的高效能加工

精加工
桶型刀加工 切向平面加工 切線銑削
降層 ap 7 mm
精加工,重新改造
身為頂尖 CAM 製造商之一的 OPEN MIND,至今不僅發展出完善的 5 軸加工技術,
並且利用特殊銑刀發展精加工,甚至為此類精加工開發出獨一無二的強大套件。
hyperMILL® MAXX Machining 中的精加工模組使用不同類型桶型刀,提供平面及任何連續表
面的高效能精加工策略。由於特殊的幾何切削刀工和完美量身打造的 CAM 策略,因此可節省
大量時間並獲得極優的曲面品質。
R 500 mm
■ hyperMILL® MAXX Machining 支援桶型刀 許多 5 軸循環工法可與不同的切刀類型搭配 – 切向平面加工 – 切線銑削 – 5 軸路徑再加工 – 5 軸加工可用於葉輪、葉盤和渦輪葉片 – 5軸側刃加工-依一條曲線
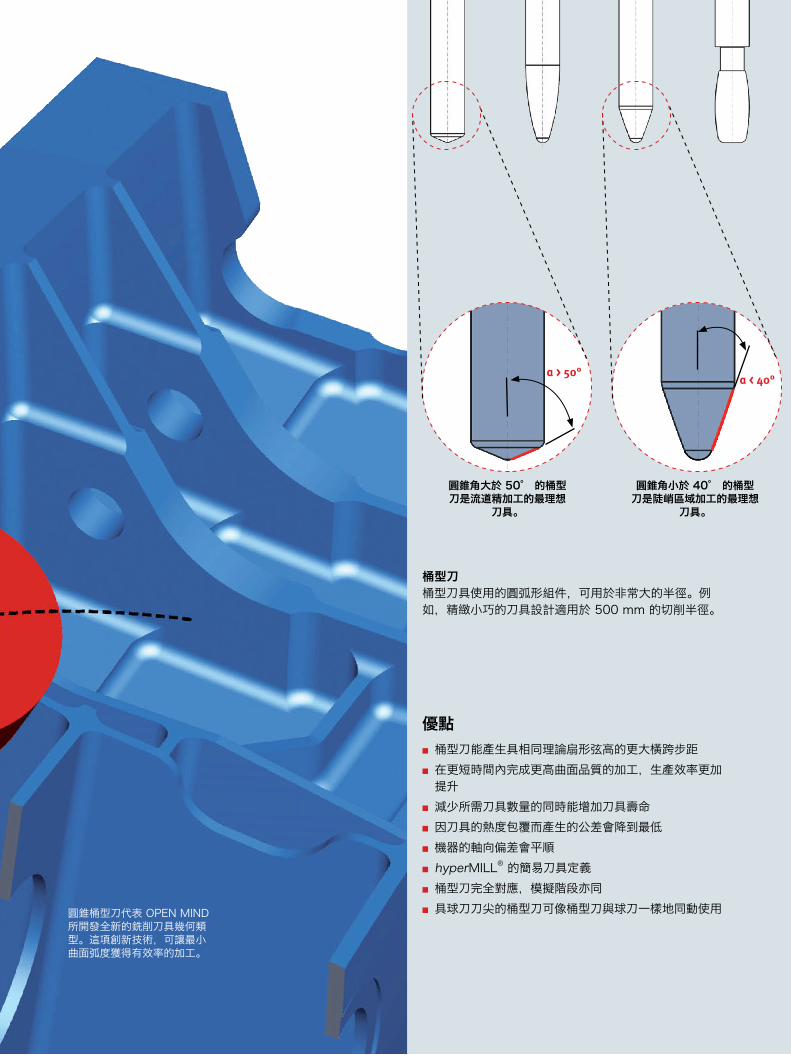
桶型刀 桶型刀具使用的圓弧形組件,可用於非常大的半徑。例如,精緻小巧的刀具設計適用於 500 mm 的切削半徑。
圓錐桶型刀代表 OPEN MIND 所開發全新的銑削刀具幾何類型。這項創新技術,可讓最小曲面弧度獲得有效率的加工。
圓錐角小於 40° 的桶型刀是陡峭區域加工的最理想
刀具。
圓錐角大於 50° 的桶型刀是流道精加工的最理想
刀具。
優點■ 桶型刀能產生具相同理論扇形弦高的更大橫跨步距
■ 在更短時間內完成更高曲面品質的加工,生產效率更加提升
■ 減少所需刀具數量的同時能增加刀具壽命
■ 因刀具的熱度包覆而產生的公差會降到最低
■ 機器的軸向偏差會平順
■ hyperMILL® 的簡易刀具定義
■ 桶型刀完全對應,模擬階段亦同
■ 具球刀刀尖的桶型刀可像桶型刀與球刀一樣地同動使用
α > 50°α < 40°
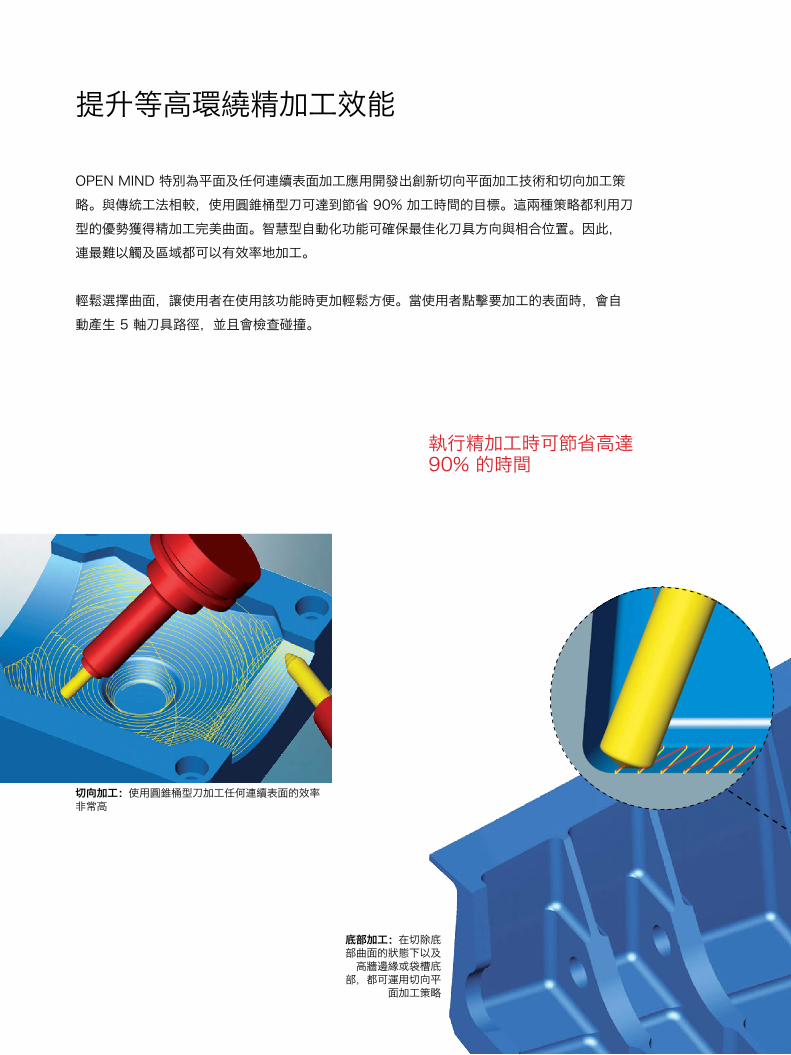
底部加工:在切除底部曲面的狀態下以及
高牆邊緣或袋槽底部,都可運用切向平
面加工策略
切向加工:使用圓錐桶型刀加工任何連續表面的效率非常高
提升等高環繞精加工效能
OPEN MIND 特別為平面及任何連續表面加工應用開發出創新切向平面加工技術和切向加工策
略。與傳統工法相較,使用圓錐桶型刀可達到節省 90% 加工時間的目標。這兩種策略都利用刀
型的優勢獲得精加工完美曲面。智慧型自動化功能可確保最佳化刀具方向與相合位置。因此,
連最難以觸及區域都可以有效率地加工。
輕鬆選擇曲面,讓使用者在使用該功能時更加輕鬆方便。當使用者點擊要加工的表面時,會自
動產生 5 軸刀具路徑,並且會檢查碰撞。
執行精加工時可節省高達 90% 的時間

切向平面加工■ 策略
下列加工策略適用於切向平面加工: (1) 加工表面 (2) 加工限制表面 (3) 加工限制
特徵■ 特別適用於加工陡峭或平坦的平面:使用圓錐桶型刀進行
切向平面加工的策略
■ 任何連續表面的完全自動化加工
■ 有效且可靠的精加工策略
■ 難以觸及的區域可進行最佳化加工。例如,銑削袋槽底部和圓角分層。
■ 具相同理論扇形弦高的更大橫跨步距
■ 減少刀具數量
■ 加工: 此策略適用兩種模式。分度加工將曲面區分成具不同方位的特定區域。定義重疊區域,使各方位間的曲面品質更加提升。當進行整個表面連動加工時,也會進行 5 軸連動加工。5 軸連動加工對動態機器的效率特別。
1 2 3
定面加工 同動加工
切向加工等高環繞和 ISO 加工可簡單選擇組件曲面。循環工法會全自動建立刀具路徑,無需選擇特殊輪廓。在碰撞區域,刀具會從接觸點或導引角度向上傾斜。
自動化防撞功能
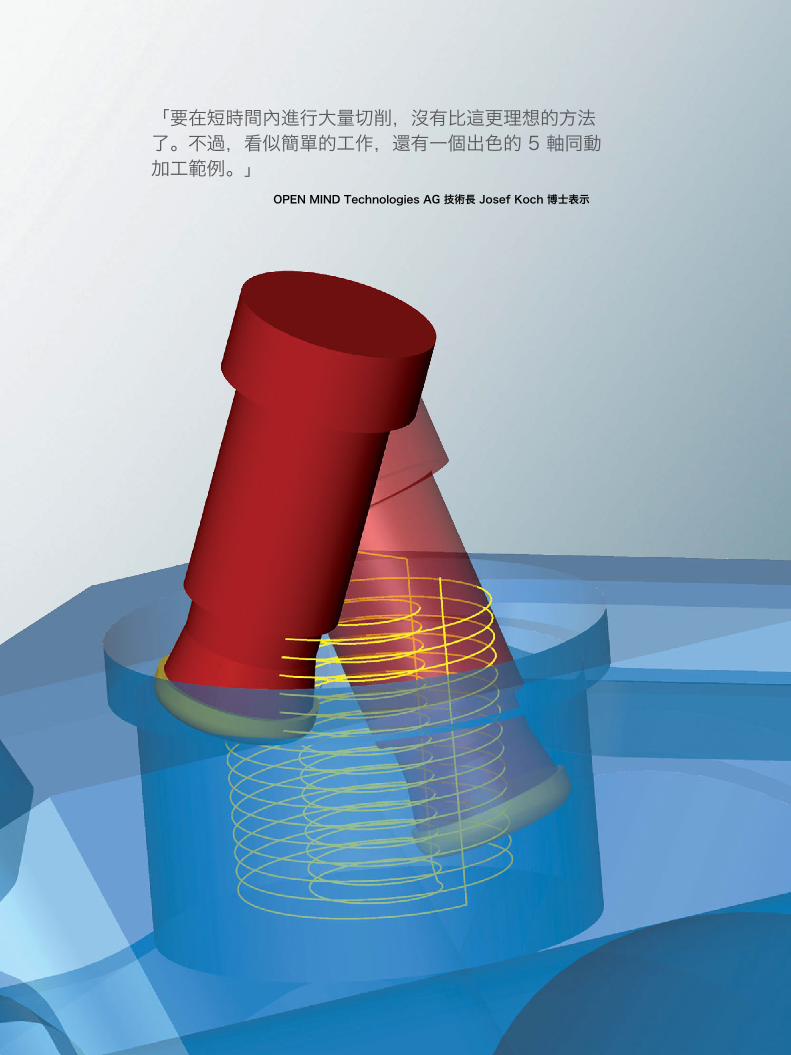
「要在短時間內進行大量切削,沒有比這更理想的方法了。不過,看似簡單的工作,還有一個出色的 5 軸同動加工範例。」
OPEN MIND Technologies AG 技術長 Josef Koch 博士表示

極限鑽削
5 軸螺旋擴孔涵蓋螺旋傾斜銑削。銑刀斜向切削方向。次要傾角可避免與孔洞側壁碰撞。這個策略對於要在
深度模穴粗加工時,進行開放切割最為管用。以高效率和輕鬆使用刀具的方式從圓形袋槽移除材料。
5 軸螺旋擴孔使用銑削頭切刀為圓形袋槽進行高效率粗加工
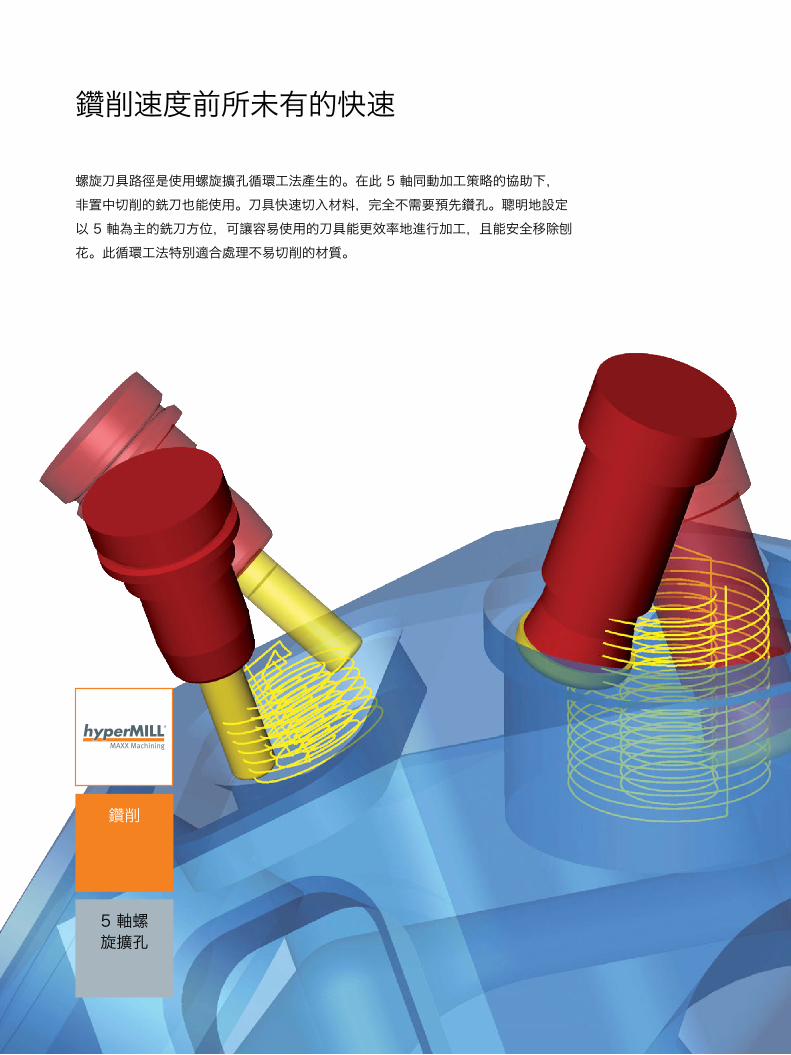
鑽削速度前所未有的快速
螺旋刀具路徑是使用螺旋擴孔循環工法產生的。在此 5 軸同動加工策略的協助下,
非置中切削的銑刀也能使用。刀具快速切入材料,完全不需要預先鑽孔。聰明地設定
以 5 軸為主的銑刀方位,可讓容易使用的刀具能更效率地進行加工,且能安全移除刨
花。此循環工法特別適合處理不易切削的材質。
鑽削
5 軸螺 旋擴孔
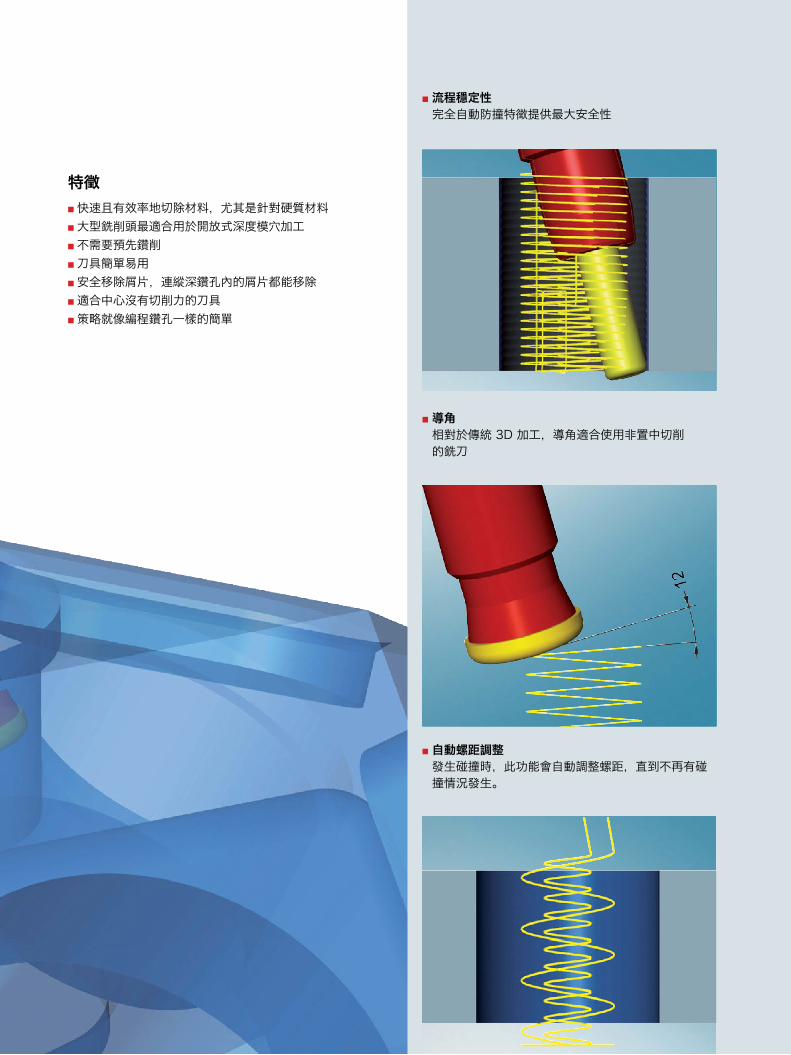
■ 流程穩定性 完全自動防撞特徵提供最大安全性
■ 導角 相對於傳統 3D 加工,導角適合使用非置中切削 的銑刀
特徵■ 快速且有效率地切除材料,尤其是針對硬質材料
■ 大型銑削頭最適合用於開放式深度模穴加工
■ 不需要預先鑽削
■ 刀具簡單易用
■ 安全移除屑片,連縱深鑽孔內的屑片都能移除
■ 適合中心沒有切削力的刀具
■ 策略就像編程鑽孔一樣的簡單
■ 自動螺距調整 發生碰撞時,此功能會自動調整螺距,直到不再有碰撞情況發生。

© A
ll ri
ghts
res
erve
d, O
PEN
MIN
D T
echnolo
gie
s A
G, W
essl
ing, G
erm
any.
最後
更新
日期
:2016 年
7 月
。本
文件
內容
得隨
時變
更,
恕不
另行
通知
。未
經發
行者
的允
許,
不得
擅自
複製
。
hyperMILL® MAXX Machining – HPC根據
Celeritive Technologies, Inc.95 East High StreetMoorpark • CA 93021電話:+1 888 2536701 傳真:+1 805 2223055
www.openmind-tech.com
OPEN MIND Technologies AG 是由全球的子公司以及合格的合作夥伴所代表,並且是 Mensch und Maschine 科技集團的一員,網址:www.mum.de
OPEN MIND Technologies AGArgelsrieder Feld 5 • 82234 Wessling • Germany電話: +49 8153 933-500電子郵件: [email protected]
OPEN MIND Technologies Asia Pacific Pte. Ltd.33 Ubi Avenue 3 • #06-32 Vertex (Tower B) Singapore 408868 • Singapore電話: +65 6742 9556傳真: +65 6742 9526電子郵件: [email protected]
OPEN MIND 科技(中國)上海市浦東新區商城路 • 660號樂凱大廈 • 1507室 • 郵遞區號 200120電話: +86 21 5887 6572 傳真: +86 21 5887 6573 電子郵件: [email protected]上海 • 北京 • 廣東 • 成都
台灣奧奔麥科技股份有限公司 32055 Taiwan 桃園市中壢區環北路153號3樓電話: +886 3 461 3125傳真: +886 3 461 3156 電子郵件: [email protected]
台灣奧奔麥科技股份有限公司 40861 Taiwan 台中市南屯區大墩11街338號6樓之2電話: +886 4 2255 2233傳真: +886 4 2258 6222
德國總部
亞太總部
中國
台灣