industria de aguas de bebida envasadas guía...
TRANSCRIPT
�
S E R I E S A G R O A L I M E N T A R I A SC u a d e r n o s d e C a l i d a d
INDUSTRIA DE AGUASDE BEBIDA ENVASADASGuía para la Aplicacióndel Sistema de Análisisde Riesgos y Control dePuntos Críticos (ARCPC)
© Instituto Interamericano de Cooperación para la Agricultura (IICA) Junio, 1999.
Derechos Reservados. Prohibida la reproducción total o parcial de este documento sinautorización escrita de la Federación Española de Industrias de Alimentación y Bebidas (FIAB),el Ministerio de Sanidad y Consumo y la Asociación Nacional de Empresas de Aguas de BebidaEnvasadas (ANEABE), de España.
Las ideas y los planteamientos contenidos han sido adaptados de los documentos a que se hacereferencia en cada caso y no representan necesariamente el criterio del IICA. No se aceptaresponsabilidad por daños y perjuicios ocasionados por el uso de esta Guía.
La adaptación de este documento fue realizada desde el Proyecto IICA/AECI por Enrique deLoma-Ossorio Friend y Daniel Rodríguez Sáenz.
La revisión estilística estuvo a cargo de Tomás Saraví. Pierre Eppelin realizó la versión digital,diseño e impresión.
SERIES AGROALIMENTARIAS • CUADERNOS DE CALIDADISSN 1561-9834
A1/SC-99-06Julio , 1999
Industria de Aguas de Bebida Envasadas. Guía para la Aplicación del Sistema de Análisis de Riesgos y Control de Puntos Críticos (ARCPC). / ed. por Instituto Interamericano de Cooperación para la Agricultura y Agencia Española de de Cooperación Internacional. -- San José, C. R. : IICA, 1999. 56 p. ; 23 cm. -- (Series Agroalimentarias. Cuadernos de Calidad / IICA, ISSN 1561-9834 ; no.A1/SC-99-06)
ISBN 92-9039-407 2
Proyecto: Fortalecimiento de la Capacidad Institucional de lasOrganizaciones Empresariales del Sector Agroalimentario
1. Inocuidad alimentaria - Métodos. 2. Agua embotellada.3. Industria de bebidas. 4. Seguridad alimentaria. 5. Alimentos.6. Calidad. I. IICA. II. AECI. III. Título. IV. Serie.
AGRIS DEWEYQ03 664.07
Í N D I C E
PRESENTACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
I. PRINCIPIOS GENERALES PARA LA APLICACIÓN
DE UN SISTEMA ARCPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
II. DIAGRAMA DE FLUJO PARA EL PROCESO
INDUSTRIAL DE LAS AGUAS DE BEBIDA ENVASADAS. . . . . . . . . 16
III. CUADROS DE GESTIÓN PARA EL ANÁLISIS
DE RIESGOS Y CONTROL DE PUNTOS CRÍTICOS
EN LAS AGUAS DE BEBIDA ENVASADAS . . . . . . . . . . . . . . . . . . . . . 17
Cuadro de gestión para aguas de bebida envasadas. . . . . . . . . . . . . . . 17
Cuadro de gestión para envases y cierres . . . . . . . . . . . . . . . . . . . . . . . 19
IV. GUÍAS PRÁCTICAS DE APLICACIÓN DEL
SISTEMA ARCPC EN LA INDUSTRIA DE
AGUAS DE BEBIDA ENVASADAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Agua . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
FASE 1. CAPTACIÓN Y CONDUCCIONES . . . . . . . . . . . . . . . . . . . . . 20
FASE 2. DEPÓSITOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
FASE 3. TRATAMIENTOS AUTORIZADOS . . . . . . . . . . . . . . . . . . . . 24
FASE 4. ENVASADO. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
FASE 5. ALMACENAMIENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Envases y cierres . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
FASE 1. RECEPCIÓN DE MATERIAS PRIMAS,
ENVASES Y CIERRES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
FASE 2. FABRICACIÓN DE ENVASES Y CIERRES . . . . . . . . . . . . . . . 31 3
FASE 3. ALMACENAMIENTO DE ENVASES Y CIERRES. . . . . . . . . . 33
FASE 4. LAVADO E HIGIENIZACIÓN DE ENVASES
NO FABRICADOS EN PLANTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
V. VERIFICACIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
VI. BUENAS PRÁCTICAS DE MANUFACTURA . . . . . . . . . . . . . . . . 40
Requisitos generales para los locales . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Requisitos específicos de los locales donde se preparan,
tratan o transforman los alimentos . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Requisitos para locales o establecimientos de venta ambulante . . . . . 44
Transporte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Requisitos del equipo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Desperdicios de alimentos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Suministro de agua . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Higiene personal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Disposiciones aplicables a los productos alimenticios . . . . . . . . . . . . . 49
Formación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
BIBLIOGRAFÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
4
5
P R E S E N T A C I Ó N
n enero de 1996, el Instituto Interamericano deCooperación para la Agricultura (IICA) y laAgencia Española de Cooperación Internacional(AECI) rubricaron un Memorando de
Entendimiento para la ejecución del Proyecto"Fortalecimiento de la Capacidad Institucional de lasOrganizaciones Empresariales del Sector Agroalimentario".
Esta iniciativa, complementa los medios técnicos yfinancieros necesarios para apoyar a las organizacionesprivadas agroalimentarias de Iberoamérica en sufortalecimiento y redefinición de funciones. Se pretendecon ello que estas entidades se adapten a la nuevasituación de liberalización de los mercados, ofrezcan losservicios requeridos por el sector agroempresarial y seconsoliden como entidades representativas, con mayorlegitimidad y capacidad técnica para una fructíferainterlocución con el sector público.
Las actividades realizadas hasta la fecha por el Proyectohan permitido identificar un conjunto de demandasespecíficas de las organizaciones empresariales del sectoragroalimentario para afrontar los desafíos presentes yfuturos.
Los temas prioritarios identificados han sido analizados enprofundidad y se publican bajo la denominación generalde Series Agroalimentarias. Su finalidad es servir de apoyopara fortalecer la capacidad técnica de las organizacionesdel sector en su quehacer gremial.
La sección Cuadernos de Calidad contiene un conjunto deensayos enfocados a ofrecer instrumentos para mejorar lacalidad e inocuidad de los alimentos, dirigidosprincipalmente a la pequeña y mediana empresa.
E
6
En el presente documento, denominado “Industria deAguas de Bebida Envasadas. Guía para la Aplicación delSistema de Análisis de Riesgos y Control de Puntos Críticos(ARCPC)”, se destacan las características de este sistema,que se plantea como un enfoque preventivo de los riesgossanitarios referentes a la fabricación de los productos deeste sector.
Con esta publicación se pretende dar a conocer, promovery apoyar la aplicación de sistemas de calidad en lasempresas del sector, con el fin último de elevar lacompetitividad, fomentar el comercio, garantizar laseguridad de los alimentos y proteger la salud humana.Asimismo, este manual es una herramienta de utilidadpara facilitar las tareas de control oficial, y permite contarcon elementos para promover la aplicación uniforme deeste sistema en el sector de aguas de bebida.
El contenido de esta Guía no pretende establecer unaforma de aplicación directa del sistema de Análisis deRiesgos y Control de Puntos Críticos en la empresa, sinoque constituye una base de trabajo para los responsablesdel desarrollo de este sistema en cada industria, de estaforma cada establecimiento agroalimentario deberáadaptar individualmente el modelo a las particularidades oelementos característicos de su proceso de fabricación.
Este documento se ha elaborado con base en la Guía parala Aplicación del Sistema de Análisis de Riesgos y Controlde Puntos Críticos (ARCPC) en la Industria de Aguas deBebida Envasadas, realizado conjuntamente por laFederación Española de Industrias de Alimentación yBebidas (FIAB), el Ministerio de Sanidad y Consumo y laAsociación Nacional de Empresas de Aguas de BebidaEnvasadas (ANEABE), de España.
Esta publicación es, además, un medio de hacer extensivoslos trabajos técnicos desarrollados por el sectoragroalimentario español en toda Iberoamérica, en unmomento en el cual, el cumplimiento de los requisitos de
7
calidad e inocuidad de los productos agroalimentarios esbásico para el desarrollo empresarial y la competitividadcomercial de las pequeñas y medianas empresas de estaRegión.
Para su realización se han tenido en cuenta los requisitosestablecidos en la normativa europea, y en concreto los dela Directiva 93/43 CEE del Consejo, de 14 de junio de1993, relativa a la higiene de los productos alimenticios, asícomo, los códigos internacionales de prácticasrecomendadas y principios generales de higiene del CodexAlimentarius.
Confiamos en que la presente Guía se constituirá en uninstrumento de consulta permanente de lasorganizaciones agroalimentarias y que podamos contribuir,de esta forma, desde el IICA y la AECI, a fomentar lacalidad e inocuidad en las empresas y productosagroalimentarios iberoamericanos destinados a losmercados locales e internacionales.
Rodolfo Quirós Guardia Enrique de Loma-Ossorio FriendDirector del Area de Políticas y Comercio y Codirector del Proyecto Encargado del Centro para la Integración IICA-AECI
y el Desarrollo Agroempresarial.Director del Proyecto
IICA-AECI
R E C O N O C I M I E N T O
n la elaboración de esta Guía Práctica hanintervenido, diversas personas y organismosespañoles que con su aporte han hecho posibleel desarrollo de este trabajo. Entre ellas
podemos destacar:
Federación Española de Industrias de Alimentación yBebidas (FIAB)
• Sr. Jorge Jordana Butticaz de Pozas, SecretarioGeneral.
• Sra. Pilar Velázquez, Directora de DerechoAlimentario.
Ministerio de Sanidad y Consumo de España • Sr. Juan José Francisco Polledo, Director General de
Salud Pública.• Sr. José Ignacio Arranz, Subdirector General de
Higiene de Alimentos.• Sra. María Dolores Hernando, Coordinadora de
esta Guía.• Sr. Oscar Hernández.
Asociación Nacional de Empresas de Aguas de BebidaEnvasadas (ANEABE)
• Sra. Irene Zafra, Secretaria General.• Sr. José Albert, Font Vella S.A..• Sr. Carlos Alvarez, Aguas de Fuensanta S.A..• Sr. José Molas, Font Vella S.A..• Sr. Benito Oliver-Rodes, laboratorios Oliver Rodes S.A..• Sr. Fernando Suárez , Lanjarón, S.A..• Sr. Francisco Vallejo, Lanjarón S.A..
Asimismo, agradecemos la colaboración de los técnicos yempresarios de la FIAB y de ANEABE no mencionadosexplícitamente en este reconocimiento que han apoyadoesta iniciativa.
E
8

9
I. PRINCIPIOS GENERALES PARA LAAPLICACIÓN DE UN SISTEMA ARCPC
no de los instrumentos actualmente utilizadospor las empresas agroalimentarias para realizarel control de la calidad de los alimentos es elsistema de análisis de riesgos y control de
puntos críticos (ARCPC1). Este concepto fue desarrolladopor la Compañía Pillsbury, la Armada de los EstadosUnidos y la NASA en un proyecto destinado a garantizar laseguridad de los alimentos para el programa espacial.
Este sistema fue perfeccionado, en los años sucesivos, porla Comisión Internacional de Microbiología yEspecificaciones de Alimentos (ICMSF) y en los últimos 15años por el CODEX, hasta convertirse hoy en un enfoquedocumentado y verificable para la identificación de losriesgos o peligros, las medidas preventivas y los puntoscríticos de control; asimismo, para la puesta en práctica deun sistema de monitoreo o vigilancia de la calidad einocuidad de alimentos.
El análisis de riesgos y control de puntos críticos es unenfoque sistémico para la identificación de riesgos y peligros,su evaluación, su control y prevención. Antes de realizar unanálisis pormenorizado del ARCPC, se resumirán diversosconceptos fundamentales para su aplicación:
Riesgos. Características físicas, químicas o microbiológicasque pueden ser causa de que un alimento no sea inocuo.
Límite crítico. Es el valor que separa lo que es aceptable delo que no es aceptable. Por ejemplo, en determinadasmaterias primas puede tratarse de un pH, la temperatura ola humedad total del producto.
U
1 En inglés HACCP. "Hazard Analysis and Critical Control Point".

10
Punto crítico de control (PCC). Un punto, una fase, o unprocedimiento en el cual puede ejercerse control yprevenir, eliminar o reducir a niveles aceptables un riesgoo peligro referido a la seguridad o inocuidad del alimento.
Acción correctiva. Procedimientos que deben seguirsecuando tiene lugar una desviación de los límites críticos.
Monitoreo o vigilancia. Secuencia planificada deobservaciones o medidas con el fin de asegurarse de queun PCC está controlado.
Medida preventiva. Cualquier factor que pueda utilizarsepara controlar, prevenir o identificar un riesgo o peligro.
Plan ARCPC. Documento escrito basado en los principiosARCPC que describe los procedimientos a seguir paraasegurar el control de un procedimiento o procesoespecífico.
Verificación ARCPC. Una vigilancia más profunda que serealiza cada cierto tiempo para determinar si un sistemaARCPC cumple con el plan ARCPC y/o establecer si elplan requiere alguna modificación y revisión.
Todo plan ARCPC debe incorporar un registro, que es unsistema documental que recoge todos los procedimientosaplicados. El registro es fundamental, ya que no sólo esnecesario hacer las cosas conforme al plan ARCPC, sinopoder demostrar posteriormente que así se hizo. Losregistros pueden facilitar la inspección por parte de lasautoridades de control; permiten que la misma empresa seautoevalúe en función de las incidencias ocurridas y de losproblemas que se hubieran presentado.
La correcta aplicación de un sistema de ARCPC tiene comoprincipales ventajas: una mayor garantía en la salubridadde los alimentos consumidos, una mayor eficacia en lautilización de los medios de que dispone la industria y laposibilidad de que los responsables garanticen la higienede los alimentos.
11
Los principios por los que se rige el sistema de análisis deriesgos y control de puntos críticos son los siguientes:
1. Identificar los riesgos específicos asociados con laproducción de alimentos en todas sus fases, evaluar laposibilidad de que se produzcan e identificar lasmedidas preventivas necesarias para su control.
2. Determinar las fases/procedimientos/puntosoperacionales que pueden ser controlados paraeliminar riesgos o reducir al mínimo la probabilidad deque se produzcan PCC.
3. Establecer el límite crítico (para un parámetro dado enun punto concreto y en un alimento concreto), que nodeberá sobrepasarse para asegurar que el PCC esté bajocontrol.
4. Establecer un sistema de vigilancia y seguimiento paraasegurar el control de los PCC mediante pruebas uobservaciones programadas.
5. Establecer las medidas correctivas adecuadas quehabrán de adoptarse cuando un PCC no esté bajocontrol (sobrepase el límite crítico).
6. Establecer los procedimientos de verificaciónnecesarios para comprobar que el sistema de ARCPCfunciona correctamente.
7. Establecer un sistema de documentación y registro enel cual se anoten todos los procedimientos y datosreferidos a los principios anteriores y a su aplicación.
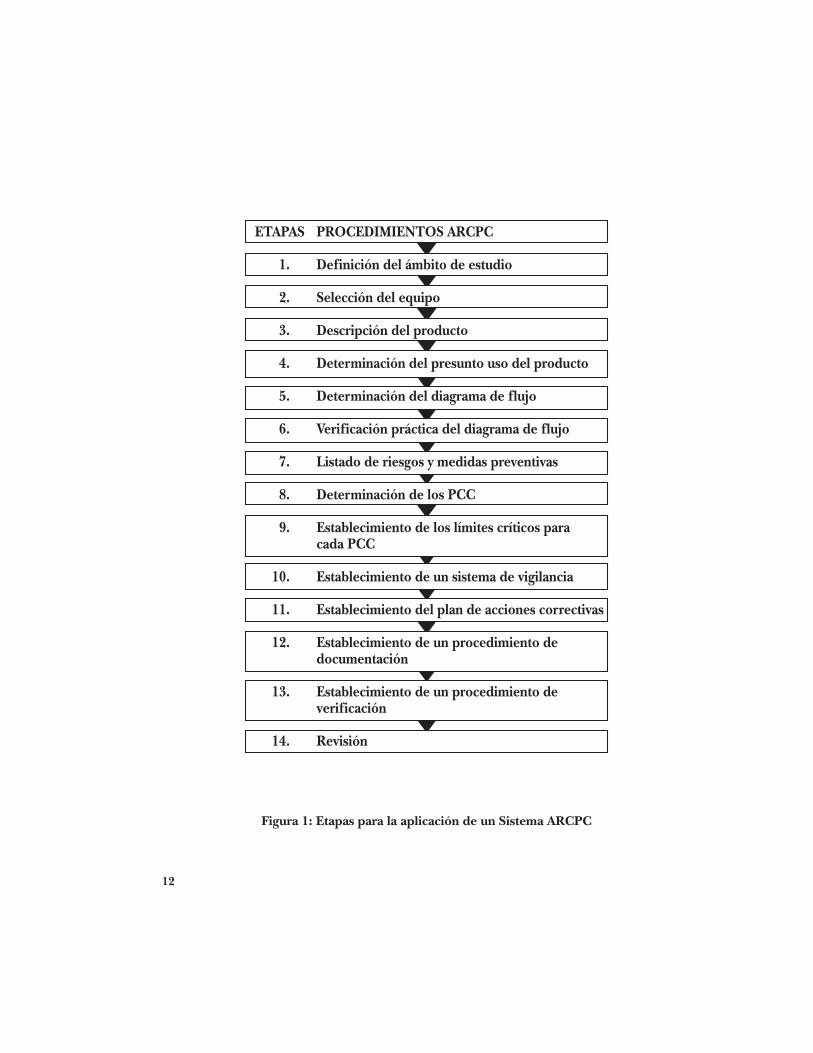
Para la correcta aplicación de los principios del sistemaARCPC, se recomienda seguir las etapas que se indican enla secuencia que se presenta en la Fig. 1.
12
Figura 1: Etapas para la aplicación de un Sistema ARCPC
13
A continuación se presenta una breve descripción de cadauna de estas etapas:
1. Definición del ámbito de estudio. El estudio se debelimitar a un producto o proceso determinado; además,se deben definir los tipos de riesgos a incluir(microbiológicos, químicos o físicos) y la parte de lacadena alimentaria a tener en cuenta
2. Selección del equipo. Se deberá formar un equipomultidisciplinario que tenga los conocimientosespecíficos y la competencia técnica adecuada, tantodel proceso como del producto. En el caso de empresasmedianas a grandes el equipo podría estar constituidopor varias personas implicadas en distintas fases delproceso. Para las pequeñas empresas basta con una solapersona responsable de los productos y su calidad, queconozca muy bien el sistema ARCPC y los procesos deproducción de la propia firma.
3. Descripción del producto. Se deberá preparar unadescripción completa del producto, que incluyainformación sobre la composición, materias primas,método de elaboración, sistema de distribución, etc.
4. Determinación del presunto uso del producto. Se estudiaráel presunto uso alimentario por parte de losconsumidores y distribuidores, y se tendrá en cuenta elgrupo de población al que va dirigido.
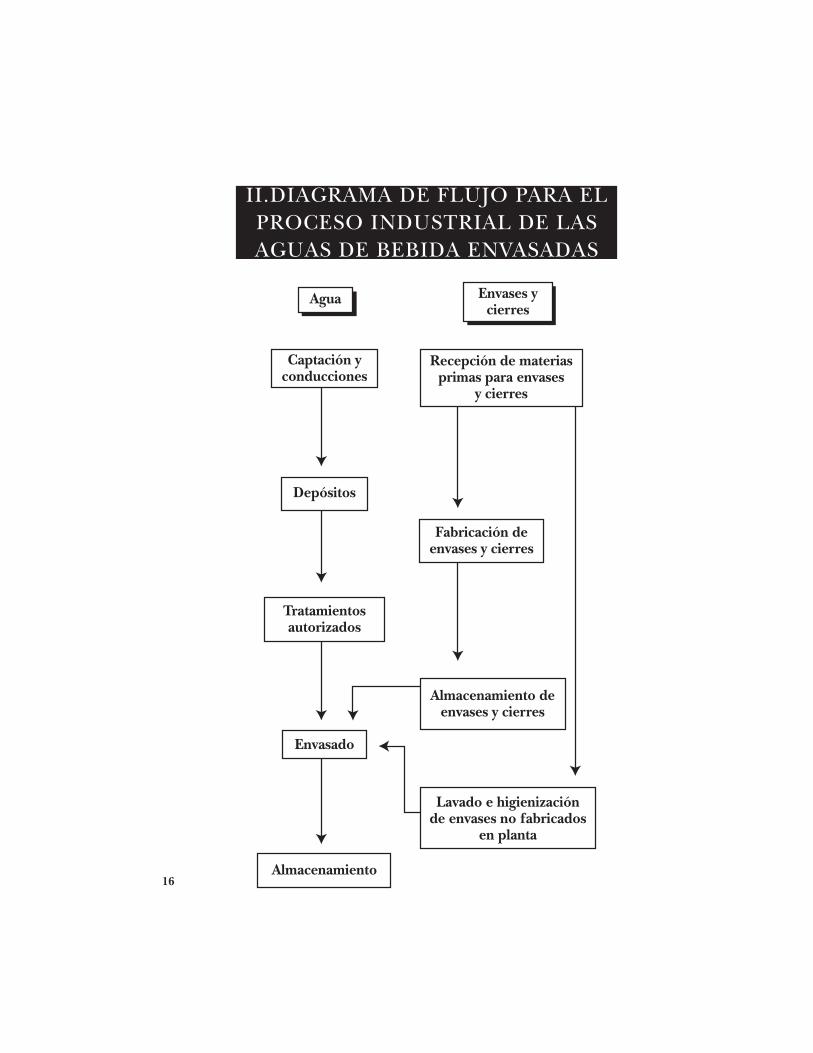
5. Determinación del diagrama de flujo. Todo proceso defabricación se puede esquematizar mediante undiagrama de flujo en el que se detalla cada una de lasetapas fundamentales para la elaboración delproducto.
6. Verificación práctica del diagrama de flujo. El equipoARCPC deberá comprobar la exactitud del diagramade flujo, constatará la operación de elaboración entodas sus etapas y hará las modificaciones necesariascuando proceda.
14
7. Listado de riesgos y medidas preventivas. El equipoARCPC deberá enumerar todos los riesgos biológicos,químicos o físicos; se deberá realizar una descripciónde las medidas preventivas que pueden aplicarse para elcontrol de cada riesgo.
8. Determinación de los puntos críticos de control (PCC). Lafinalidad de esta etapa es determinar el punto, la etapao procedimiento en el proceso de fabricación en el quepuede ejercerse control y prevenirse un riesgo. Sedistinguen:
• PCC1, es un PCC en el que el control es totalmenteeficaz;
• PCC2, es un PCC en el que el control esparcialmente eficaz.
9. Establecimiento de los límites críticos para cada PCC. Seespecificará el límite crítico para cada PCC. Entre lasvariables más utilizadas para el establecimiento de loslímites críticos se destacan: temperatura (T), pH,actividad del agua (aw), tiempo (t), humedad total delproducto (H), cloro activo (Cl) y parámetrosorganolépticos, tales como aspecto, textura, etc.
10. Establecimiento de un sistema de vigilancia. La vigilanciaes la medición u observación programada de un PCCen relación con sus límites críticos. El sistema devigilancia deberá ser capaz de detectar una pérdida decontrol en el PCC, y deberá proporcionar informaciónpara que se adopten oportunamente las medidascorrectivas que correspondan.
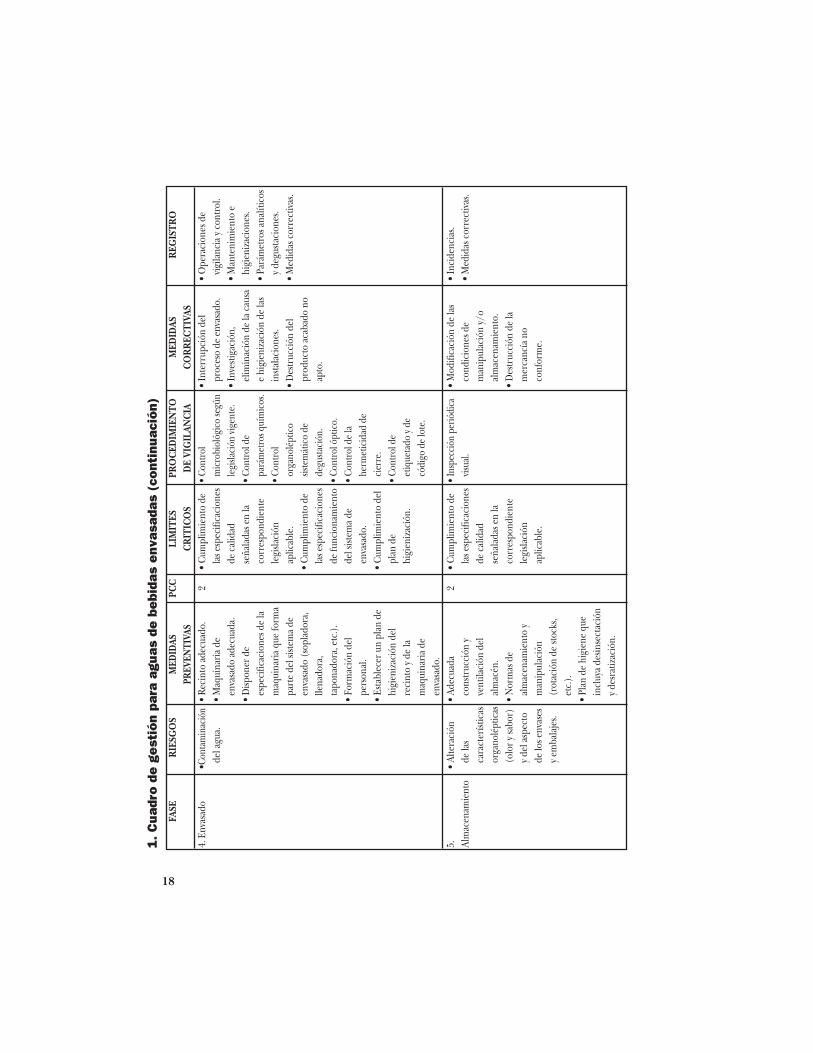
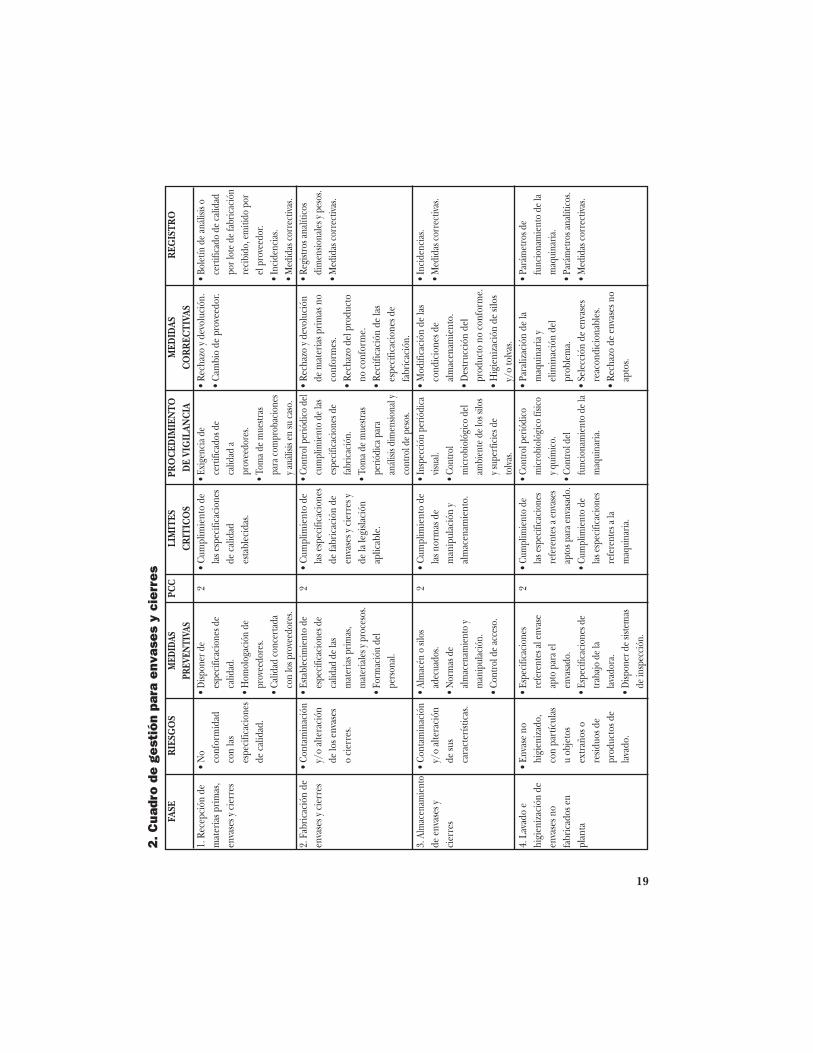
Una manera de realizar la vigilancia en formaordenada es completar un cuadro de gestión en el quese incluye información de las diferentes fases deproducción, junto con los riesgos asociados, lasmedidas preventivas, los PCC, los límites críticos, losprocedimientos de vigilancia, las medidas correctivas yel registro.
15
11. Establecimiento del plan de acciones correctivas. Con lafinalidad de subsanar las desviaciones que pudieranproducirse, se deberán formular todas las medidascorrectivas específicas para cada PCC del sistema ARCPC.
12. Establecimiento de un procedimiento de documentación. Losregistros son importantes tanto para las autoridades decontrol como para la misma empresa. Disponer de losregistros es determinante en caso de que se presentaraalgún problema, pues permitirá demostrar ante lostribunales que la empresa actúa con la diligenciadebida y utilizando todos los medios para asegurar lahigiene del producto, con repercusiones económicasfavorables para la empresa.
13. Establecimiento de un procedimiento de verificación. Seestablecerá un procedimiento para verificar que elsistema ARCPC funciona correctamente. Con ese fin,se pueden utilizar métodos y ensayos de observación ycomprobación, incluidos el muestreo aleatorio y elanálisis.
14. Revisión. El objetivo de una revisión es determinar si elplan ARCPC existente resulta apropiado.
El estudio de las características fundamentales del sistemaARCPC permite apreciar que no se trata de un análisiscomplejo y ajeno a la actividad normal de la empresa. ElARCPC consiste, simplemente, en realizar las actividadesnormales de fabricación de una forma sistematizada yenfocada en la prevención del riesgo, con el propósito deevitar errores antes de que se produzcan y lograr así unahorro económico para la empresa.
16
II.DIAGRAMA DE FLUJO PARA ELPROCESO INDUSTRIAL DE LASAGUAS DE BEBIDA ENVASADAS

17
FASE
1. C
apta
ción
yco
nduc
cion
es
2. D
epós
itos
3. T
rata
mie
ntos
auto
rizad
os
MED
IDAS
PREV
ENTI
VAS
• Con
trol d
e las
activ
idad
esqu
e se p
rodu
zcan
en el
perím
etro d
e pro
tecció
n.• C
onstr
ucció
n qu
ease
gure
la pr
otec
ción
delas
capt
acion
es y
cond
uccio
nes.
• Lim
piez
a y de
sinfec
ción.
• Con
struc
ción
que
asegu
re el
man
tenim
iento
de la
calid
ad de
l agu
a.• L
impi
eza /
Des
infec
ción.
• Con
struc
ción
corre
cta de
los si
stem
as.• D
ispon
er de
espe
cifica
cione
s de
func
ionam
iento
de lo
ssis
temas.
• Util
izar p
rodu
ctos q
uedi
spon
gan
dece
rtific
ación
de ca
lidad
.• D
eterm
inar
las
cara
cterís
ticas
del a
gua a
la en
trada
y sal
ida d
e los
sistem
as de
trata
mien
to.
• Dete
rmin
ar el
grad
o de
carb
onata
ción.
• For
mac
ión de
l per
sona
l.
PCC 2 2 2 1*
LIM
ITES
CR
ITIC
OS
• Cum
plim
ient
o de
las
espe
cifica
cione
s de
calid
ad se
ñalad
as en
la co
rres
pond
ient
ele
gisla
ción
aplic
able
.
• Cum
plim
ient
o de
las
espe
cifica
cione
s de
calid
ad se
ñalad
as en
la co
rres
pond
ient
ele
gisla
ción
aplic
able
.
• Cum
plim
ient
o de
las
espe
cifica
cione
s de
calid
ad se
ñalad
as en
la co
rres
pond
ient
ele
gisla
ción
aplic
able
.• C
umpl
imie
nto
de la
ses
pecif
icacio
nes d
efu
ncio
nam
ient
o de
lsis
tem
a.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• In
spec
ción
perió
dica
visu
al.
• To
ma
perió
dica
de
mue
stras
del
agu
a en
los p
unto
s de
emer
genc
ia p
ara
anál
isis.
• To
ma
perió
dica
de
mue
stras
del
agu
apa
ra a
nális
is.
• Co
ntro
l per
iódi
code
los s
istem
as.
• To
ma
perió
dica
de
mue
stras
del
agu
apa
ra a
nális
is.•
Cont
rol d
e la
sca
ract
eríst
icas
del
agua
a la
ent
rada
ysa
lida
de lo
s sist
emas
de tr
atam
ient
o.•
Cont
rol d
el g
rado
de la
car
bona
taci
ón.
MED
IDAS
CO
RR
ECTI
VAS
• In
terr
upci
ón te
mpo
ral
de la
cap
taci
ón.
• H
igie
niza
ción
.•
Revi
sar/
refo
rzar
lapr
otec
ción
de
las
capt
acio
nes.
• El
imin
ar la
s cau
sas d
ela
con
tam
inac
ión.
• Va
ciad
o e
higi
eniz
ació
nde
l dep
ósito
.•
Cam
bios
de
filtr
os d
eai
re.
• Pa
rada
del
siste
ma
yel
imin
ació
n de
la c
ausa
.
REG
ISTR
O
• In
spec
ción
visu
al.
• Pa
rám
etro
san
alíti
cos.
• Ac
tivid
ad d
ehi
gien
izac
ión.
• M
ante
nim
ient
osef
ectu
ados
.•
Med
idas
cor
rect
ivas
.•
Pará
met
ros
anal
ítico
s.•
Activ
idad
de
higi
eniz
ació
n.•
Man
teni
mie
ntos
• M
edid
as c
orre
ctiv
as.
• Co
ntro
les d
efu
ncio
nam
ient
o.•
Pará
met
ros
anal
ítico
s.•
Man
teni
mie
ntos
• M
edid
as c
orre
ctiv
as.
RIE
SGO
S
• Co
ntam
inac
ión
del a
gua.
• Al
tera
ción
de
la c
alid
ad d
elag
ua.
• Ca
ract
eríst
icas
del a
gua
noac
orde
s con
los
obje
tivos
pers
egui
dos.
• Co
ntam
inac
ión
del a
gua.
1. C
uad
ro d
e g
est
ión
para
agu
as d
e b
ebi
das
env
asad
as
III. CUADROS DE GESTIÓN PARA EL ANÁLISIS DE RIESGOS Y CONTROLDE PUNTOS CRÍTICOS EN LAS AGUAS DE BEBIDAS ENVASADAS
* Pa
ra a
guas
pot
able
s pr
epar
adas
.
18
FASE
4. E
nvas
ado
5.
Alm
acen
amie
nto
MED
IDAS
PREV
ENTI
VAS
• Re
cint
o ad
ecua
do.
• M
aqui
naria
de
enva
sado
ade
cuad
a.•
Disp
oner
de
espe
cific
acio
nes d
e la
maq
uina
ria q
ue fo
rma
part
e de
l sist
ema
deen
vasa
do (
sopl
ador
a,lle
nado
ra,
tapo
nado
ra, e
tc.)
.•
Form
ació
n de
lpe
rson
al.
• Es
tabl
ecer
un
plan
de
higi
eniz
ació
n de
lre
cint
o y d
e la
maq
uina
ria d
een
vasa
do.
• Ad
ecua
daco
nstr
ucci
ón y
vent
ilaci
ón d
elal
mac
én.
• N
orm
as d
eal
mac
enam
ient
o y
man
ipul
ació
n(r
otac
ión
de st
ocks
,et
c.).
• Pl
an d
e hi
gien
e qu
ein
cluy
a de
sinse
ctac
ión
y des
ratiz
ació
n.
PCC 2 2
LIM
ITES
CR
ITIC
OS
• Cu
mpl
imie
nto
dela
s esp
ecifi
caci
ones
de c
alid
adse
ñala
das e
n la
corr
espo
ndie
nte
legi
slaci
ónap
licab
le.
• Cu
mpl
imie
nto
dela
s esp
ecifi
caci
ones
de fu
ncio
nam
ient
ode
l sist
ema
deen
vasa
do.
• Cu
mpl
imie
nto
del
plan
de
higi
eniz
ació
n.
• Cu
mpl
imie
nto
dela
s esp
ecifi
caci
ones
de c
alid
adse
ñala
das e
n la
corr
espo
ndie
nte
legi
slaci
ónap
licab
le.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
lm
icro
biol
ógic
o se
gún
legi
slaci
ón vi
gent
e.•
Cont
rol d
epa
rám
etro
s quí
mic
os.
• Co
ntro
lor
gano
lépt
ico
siste
mát
ico
dede
gusta
ción
.•
Cont
rol ó
ptic
o.•
Cont
rol d
e la
herm
etic
idad
de
cier
re.
• Co
ntro
l de
etiq
ueta
do y
decó
digo
de
lote
.
• Ins
pecc
ión
perió
dica
visua
l.
MED
IDAS
CO
RR
ECTI
VAS
• In
terr
upci
ón d
elpr
oces
o de
env
asad
o.•
Inve
stiga
ción
,el
imin
ació
n de
la c
ausa
e hi
gien
izac
ión
de la
sin
stala
cion
es.
• D
estr
ucci
ón d
elpr
oduc
to a
caba
do n
oap
to.
• M
odifi
caci
ón d
e la
sco
ndic
ione
s de
man
ipul
ació
n y/
oal
mac
enam
ient
o.•
Des
truc
ción
de
lam
erca
ncía
no
conf
orm
e.
REG
ISTR
O
• O
pera
cion
es d
evi
gila
ncia
y co
ntro
l.•
Man
teni
mie
nto
ehi
gien
izac
ione
s.•
Pará
met
ros a
nalít
icos
y deg
usta
cion
es.
• M
edid
as c
orre
ctiv
as.
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Con
tam
inac
ión
del a
gua.
• Al
tera
ción
de la
sca
ract
eríst
icas
orga
nolé
ptic
as(o
lor y
sabo
r)y d
el a
spec
tode
los e
nvas
esy e
mba
laje
s.
1. C
uad
ro d
e g
est
ión
para
agu
as d
e b
ebi
das
env
asad
as (
cont
inuac
ión)
19
FASE
1. R
ecep
ción
de
mat
eria
s prim
as,
enva
ses y
cie
rres
2. F
abric
ació
n de
enva
ses y
cie
rres
3. A
lmac
enam
ient
ode
env
ases
yci
erre
s
4. L
avad
o e
higi
eniz
ació
n de
enva
ses n
ofa
bric
ados
en
plan
ta
MED
IDAS
PREV
ENTI
VAS
• D
ispon
er d
ees
peci
ficac
ione
s de
calid
ad.
• H
omol
ogac
ión
depr
ovee
dore
s.•
Calid
ad co
ncer
tada
con
los p
rove
edor
es.
• Es
tabl
ecim
ient
o de
espe
cific
acio
nes d
eca
lidad
de
las
mat
eria
s prim
as,
mat
eria
les y
pro
ceso
s.•
Form
ació
n de
lpe
rson
al.
• Al
mac
én o
silo
sad
ecua
dos.
• N
orm
as d
eal
mac
enam
ient
o y
man
ipul
ació
n.•
Cont
rol d
e ac
ceso
.
• Es
peci
ficac
ione
sre
fere
ntes
al e
nvas
eap
to p
ara
elen
vasa
do.
• Es
peci
ficac
ione
s de
traba
jo d
e la
lava
dora
.•
Disp
oner
de
siste
mas
de in
spec
ción
.
PCC 2 2 2 2
LIM
ITES
CR
ITIC
OS
• Cu
mpl
imie
nto
dela
s esp
ecifi
caci
ones
de c
alid
ades
tabl
ecid
as.
• Cu
mpl
imie
nto
dela
s esp
ecifi
caci
ones
de fa
bric
ació
n de
enva
ses y
cie
rres
yde
la le
gisla
ción
aplic
able
.
• Cu
mpl
imie
nto
dela
s nor
mas
de
man
ipul
ació
n y
alm
acen
amie
nto.
•Cu
mpl
imie
nto
dela
s esp
ecifi
caci
ones
refe
rent
es a
env
ases
apto
s par
a en
vasa
do.
• Cum
plim
ient
o de
las e
spec
ifica
cion
esre
fere
ntes
a la
maq
uina
ria.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Exi
genc
ia d
ece
rtific
ados
de
calid
ad a
prov
eedo
res.
• Tom
a de
mue
stras
para
com
prob
acio
nes
y aná
lisis
en su
caso
.• C
ontro
l per
iódi
co d
elcu
mpl
imie
nto
de la
ses
peci
ficac
ione
s de
fabr
icac
ión.
• Tom
a de
mue
stras
perió
dica
par
aan
álisi
s dim
ensio
nal y
cont
rol d
e pe
sos.
• Ins
pecc
ión
perió
dica
visua
l.• C
ontro
lm
icro
biol
ógic
o de
lam
bien
te d
e lo
s silo
sy s
uper
ficie
s de
tolva
s.• C
ontro
l per
iódi
com
icro
biol
ógic
o fís
ico
y quí
mic
o.• C
ontro
l del
func
iona
mie
nto
de la
maq
uina
ria.
MED
IDAS
CO
RR
ECTI
VAS
• Re
chaz
o y d
evol
ució
n.•
Cam
bio
de p
rove
edor
.
• Re
chaz
o y d
evol
ució
nde
mat
eria
s prim
as n
oco
nfor
mes
.•
Rech
azo
del p
rodu
cto
no c
onfo
rme.
• Re
ctifi
caci
ón d
e la
ses
peci
ficac
ione
s de
fabr
icac
ión.
• M
odifi
caci
ón d
e la
sco
ndic
ione
s de
alm
acen
amie
nto.
• D
estr
ucci
ón d
elpr
oduc
to n
o co
nfor
me.
• H
igie
niza
ción
de
silos
y/o
tolv
as.
• Pa
raliz
ació
n de
lam
aqui
naria
yel
imin
ació
n de
lpr
oble
ma.
• Se
lecc
ión
de e
nvas
esre
acon
dici
onab
les.
• Re
chaz
o de
env
ases
no
apto
s.
REG
ISTR
O
• Bol
etín
de
anál
isis o
cert
ifica
do d
e ca
lidad
por l
ote
de fa
bric
ació
nre
cibi
do, e
miti
do p
orel
pro
veed
or.
• Inc
iden
cias
.• M
edid
as co
rrec
tivas
.• R
egist
ros a
nalít
icos
dim
ensio
nale
s y p
esos
.• M
edid
as co
rrec
tivas
.
• Inc
iden
cias
.• M
edid
as co
rrec
tivas
.
• Par
ámet
ros d
efu
ncio
nam
ient
o de
lam
aqui
naria
.• P
arám
etro
s ana
lític
os.
• Med
idas
corr
ectiv
as.
RIE
SGO
S
• N
oco
nfor
mid
adco
n la
ses
peci
ficac
ione
sde
cal
idad
.
• Co
ntam
inac
ión
y/o
alte
raci
ónde
los e
nvas
eso
cier
res.
• Co
ntam
inac
ión
y/o
alte
raci
ónde
sus
cara
cter
ístic
as.
• En
vase
no
higi
eniz
ado,
con
part
ícul
asu
obje
tos
extr
años
ore
siduo
s de
prod
ucto
s de
lava
do.
2. C
uad
ro d
e g
est
ión
para
env
ases
y ci
err
es

20
IV.GUÍAS PRÁCTICAS DE APLICACIÓNDEL SISTEMA ARCPC EN LA INDUSTRIA
DE AGUAS DE BEBIDA ENVASADAS
FASE 1. CAPTACIÓN Y CONDUCCIONES
Descripción
En esta primera etapa se capta el agua procedente del acuíferomediante manantial, galería o sondeo vertical y se conducehacia las instalaciones industriales destinadas a su envasado.
Riesgos
Contaminación del agua.
Las causas de esta contaminación, tanto química comomicrobiológica, pueden provenir de:
• Infiltraciones hacia el acuífero procedentes deactividades o actuaciones incompatibles con el conceptode agua de bebida envasada, realizadas en la superficie ydentro del perímetro de protección de la captación(abonos, plaguicidas, actividades industriales, etc.).
• Manipulaciones indebidas en las instalaciones decaptación y conducción.
• Falta de higienización y de mantenimiento periódicode la captación y conducciones.
Medidas preventivas
• Control de las actividades que se lleven a cabo dentrodel perímetro de protección: agrícolas, industriales,transportes de productos químicos, etc.
• Construcción que asegure la protección de lascaptaciones y conducciones:
AGUA
21
- Cementación adecuada de la parte superior de lasobras de captación.
- Instalaciones ubicadas en el interior de casetas deobra eventualmente provistas de sistemas dealarma.
- Arquetas de inspección de la uniones entreconducciones.
• Limpieza y desinfecciones periódicas del sistemageneral de captaciones y conducciones.
Límites críticos
El agua en origen debe cumplir las especificacionesorganolépticas, químicas y microbiológicas señaladas en lalegislación correspondiente.
En concreto, los límites críticos serán los siguientes:
• Ausencia de olor, sabor, color, turbidez o sedimentosajenos a las características propias de cada agua.
• Los parámetros químicos deberán cumplir al menos lasespecificaciones referentes a las substancias tóxicasestablecidas para las aguas potables de consumopúblico.
• Ausencia de parásitos y microorganismos patógenos.
• Ausencia de E. coli, otros coliformes, estreptococosfecales y Pseudomona aeruginosa en 250 ml demuestra.
• Ausencia de clostridios sulfitorreductores, en 50 ml demuestra.
Vigilancia
• Inspección visual periódica del perímetro deprotección, con el fin de que no se establezcanactividades inadecuadas que pongan en peligro la zonade infiltración.
22
• Inspección visual periódica de los sistemas de captacióny conducción.
• Toma periódica de muestras del agua en los puntos deemergencia, para su análisis.
Medidas correctivas
Si se detectara cualquier anomalía que contraviniera opudiera contravenir la legislación vigente, se procederá a:
• Interrumpir temporalmente la captación del agua.
• Eliminar los riesgos potenciales o las causas directas decontaminación.
• Higienización previa a la rehabilitación del sistema yeventual reforzamiento de las medidas de protección.
• Revisar/reforzar la protección de las captaciones.
Registros
Anotación de:
• Inspecciones visuales efectuadas.
• Resultados de las determinaciones analíticas.
• Actividades de higienización.
• Mantenimientos efectuados.
• Medidas correctivas.
FASE 2. DEPÓSITOS
Descripción
En esta fase se procede al almacenamiento temporal delagua extraída del acuífero, con el propósito de regular lasnecesidades del proceso industrial de envasado.
Riesgos
Alteración de la calidad del agua:

23
• Por transmisión de componentes ajenos al agua,procedentes del material utilizado en la construcciónde los depósitos.
• Por entrada de aire no estéril, procedente del exterior.
• Por falta de higienización y mantenimiento periódico.
Medidas preventivas
• Construcción que asegure el mantenimiento de lacalidad del agua: materiales de construcción y filtros deaire adecuados.
• Limpieza y desinfecciones periódicas, según laexperiencia de cada planta.
Límites críticos
El agua en los depósitos no debe haber experimentadovariación alguna respecto a sus características originales,reguladas por la legislación correspondiente.
Vigilancia
Toma de muestras periódica, para análisis químicos ymicrobiológicos.
Medidas correctivas
Vaciado del depósito, higienización y cambio de filtros deaire.
Registros
• Resultados de las determinaciones analíticas.
• Actividades de higienización.
• Mantenimientos efectuados.
• Medidas correctivas
24
FASE 3. TRATAMIENTOS AUTORIZADOS
Descripción
Esta fase comprende las manipulaciones permitidas en elproceso industrial del agua envasada:
• Oxigenación, decantación y/o filtración para laseparación de elementos naturales inestables (hierro,azufre, etc.), en el caso de las aguas minerales naturalesy de manantial. Dicho tratamiento no tendrá comopropósito modificar la composición de aquellosconstituyentes del agua que le confieren suspropiedades esenciales.
• Eliminación total o parcial del anhídrido carbónico, asícomo también su adición, siempre que proceda delmismo acuífero o que sea de origen artificial. Encualquier caso, deberá cumplir con los criterios depureza establecidos por la legislación vigente.
• En el caso de las aguas preparadas, se autorizan lostratamientos físico-químicos necesarios para supotabilidad final, tales como: decantación, filtración,cloración, ozonización y/o cualquier otro métodopermitido por la legislación vigente, aunque semodifique la composición química inicial del agua.
Riesgos
• Características del agua no acordes con la finalidad deltratamiento, debido al funcionamiento incorrecto delproceso
• Contaminación del agua
Medidas preventivas
• Construcción correcta de los sistemas de tratamientoautorizados.
• Disponer de especificaciones de funcionamiento deesos sistemas.
25
• Utilizar productos aptos para los procesos de laindustria alimentaria.
• Determinar las características del agua a la entrada ysalida de los sistemas de tratamiento autorizados.
• Determinar el grado de carbonatación, en el caso deagua con gas.
• Formación del personal que maneja y controla lossistemas.
Límites críticos
• Cumplimiento de las especificaciones organolépticas,físicas, químicas y microbiológicas señaladas en lalegislación vigente.
En el caso de aguas carbónicas, algunos criterios de purezadel gas indicados son los siguientes:
- Pureza no inferior al 99,8%.
- Poseer olor y sabor característicos.
- No contener más del 1 por 1000 en volumen deaire.
- Estar exento de productos epirreumáticos, ácidonitroso, ácido sulfúrico, anhídrido sulfuroso y otrasimpurezas.
• Cumplimiento de las especificaciones defuncionamiento de los sistemas.
Vigilancia
• Control periódico de funcionamiento de los sistemas.
• Toma periódica de muestras para análisis.
• Control de las características del agua a la entrada ysalida de los sistemas de tratamiento autorizados.
• Control del grado de carbonatación en caso de aguacon gas.
26
Medidas correctivas
Paro del sistema y eliminación de la causa que genera laanomalía.
Registros
• Controles de funcionamiento.
• Valores de las determinaciones analíticas.
• Mantenimientos efectuados.
• Medidas correctivas.
FASE 4. ENVASADO
Descripción
Proceso industrial que tiene como finalidad introducir elagua en envases adecuados, con el propósito de que llegueal consumidor en las mismas condiciones de calidadexistentes a la salida del manantial.
Riesgos
Contaminación del agua.
Puede deberse a las siguientes causas:
• Efectuar las operaciones de envasado en recintos noadaptados para ese cometido.
• Utilizar maquinaria de envasado que no sea adecuadaal proceso industrial del agua mineral.
• Efectuar manipulaciones indebidas durante el procesode envasado.
Medidas preventivas
• Disponer de salas de llenado adecuadas:
- Los locales deberán estar aislados del resto de lasdependencias y, eventualmente, provistos desistemas de alimentación de aire filtrado y de doblespuertas de acceso con recinto intermedio,
27
equipado con lavamanos (agua fría y caliente,jabón de pH neutro) y sistema de desinfección decalzado.
- Las paredes y los suelos serán lavables y los techosimpermeables, diseñados de tal forma que impidanacumulaciones de partículas de polvo o suciedad.
- Las luces serán de tipo seguridad o bien estaránprotegidas con pantallas.
• Maquinaria de envasado adecuada:
- La maquinaria deberá estar construida conmateriales totalmente inocuos respecto al aguamineral. Esos materiales deberán ser resistentes alos ataques químicos de los productos utilizados ensu limpieza y desinfección.
• Disponer de especificaciones de la maquinaria queforma parte del sistema de envasado (sopladora,llenadora, taponadora, etc.).
• Establecer un plan de higienización del recinto y de lamaquinaria de envasado.
• Formación adecuada del personal, dado que la fase dellenado puede considerarse como la más crítica dentrodel proceso industrial.
Límites críticos
• Cumplimiento de las especificaciones de calidadseñaladas en la legislación correspondiente.
• Cumplimiento de las especificaciones defuncionamiento de la maquinaria de envasado.
• Cumplimiento del plan de higienización de las salas einstalaciones de envasado.

28
Vigilancia
• Control de parámetros físicos, químicos y microbiológicospara controlar que el proceso de envasado resulteconforme a la legislación vigente.
• Control organoléptico sistemático (degustación) paracomprobar que el agua mantenga las característicasoriginales del manantial y que el proceso industrial noinfluya sobre ellas.
• Control óptico (electrónico o visual) destinado a verificar:
- El nivel de agua en el envase.
- Presencia de cierre.
- La ausencia de cuerpos extraños.
• Control de la hermeticidad del cierre, con el fin decomprobar que no existen pérdidas de líquido.
• Control de etiquetado y de código de lote.
Medidas correctivas
• Interrupción del proceso de envasado.
• Investigación y eliminación de la causa/origen de laanomalía. Higienización de las instalaciones.
• Destrucción del producto acabado que no estéconforme a las normas establecidas
Registros
• Operaciones de vigilancia y control.
• Mantenimiento e higienizaciones.
• Parámetros analíticos:
- Resultados de los ensayos organolépticos.
- Resultados de los análisis físicos, químicos ymicrobiológicos.
• Medidas correctivas.
29
FASE 5. ALMACENAMIENTO
Descripción
Disposición por el fabricante, del producto acabado enlocales adecuados, a la espera de que se transporte haciasu distribución y consumo.
Riesgos
Alteración de las características organolépticas del agua(olor y sabor) y del aspecto de los envases y embalajes
Las especiales características del agua (que es incolora,inodora e insípida) la hacen altamente susceptible aagresiones externas provocadas por ambientesinadecuados. Cajas mojadas con riesgo de desarrollo demohos, olores agresivos en almacén procedentes de humosde carretillas, substancias químicas (detergentes,hidrocarburos, etc.), pueden transmitir por difusióngaseosa, a través de las paredes de los envases y cierrespoliméricos, olores y sabores ajenos al agua envasada.
Medidas preventivas
• Construcción y ventilación adecuada del almacén.
• Normas de almacenamiento y manipulación:
- Separación adecuada de palets, permitiendo unacorrecta circulación de aire.
- Carretillas eléctricas para evitar humos.
- Evitar que los camiones carguen en el interior delalmacén.
- Rotación adecuada de stocks.
- Productos de limpieza, desratización ydesinsectación con homologación sanitaria para serutilizados en la industria agroalimentaria.
• Plan de higiene que incluya desinsectación ydesratización.
30
Límites críticos
Cumplimiento de las especificaciones de calidad señaladasen la legislación correspondiente.
Vigilancia
Inspección visual periódica, de acuerdo con las normaspreviamente establecidas.
Medidas correctivas
• Modificación de las condiciones de manipulación y/oalmacenamiento.
• Destrucción de la mercancía no conforme a las normasestablecidas.
Registros
• Incidencias.
• Medidas correctivas.
FASE 1. RECEPCIÓN DE MATERIASPRIMAS, ENVASES Y CIERRES
Descripción
Esta etapa tiene como finalidad la recepción de materiasprimas, en especial las destinadas a confeccionar envasesy/o cierres en las mismas dependencias de la planta deenvasado, o bien recibir envases y/o cierres fabricados porproveedores externos.
Riesgos
No conformidad con las especificaciones de calidadestablecidas.
Medidas preventivas
• Disponer de especificaciones de calidad de las materiasprimas, envases y cierres, que son previamenteentregados al proveedor.
ENVASES Y CIERRES
31
• Homologación de proveedores.
• Establecimiento de un sistema de calidad concertadacon los proveedores, mediante el cual se puedecomprobar que la calidad especificada es lasuministrada.
Límites críticos
Cumplimiento de las especificaciones de calidadestablecidas.
Vigilancia
• Exigencia de certificados de calidad a los proveedores,que deberán ser facilitados con cada lote suministrado.
• Toma de muestras para comprobaciones y análisis delmaterial entregado. En caso de que la empresaenvasadora careciera de los medios adecuados, seprocederá a efectuar las comprobaciones que seconsideren oportunas en laboratorios externosdebidamente acreditados.
Medidas correctivas
• Rechazo de la mercancía no conforme a las normas ydevolución al proveedor.
• Cambio de proveedores ante situaciones de reiteradafalta de calidad.
Registros
• Recopilación y archivo de los boletines de análisis y/ocertificados de calidad por lotes de fabricación.
• Incidencias.
• Medidas correctivas adoptadas.
FASE 2. FABRICACIÓN DE ENVASES Y CIERRES
Descripción
Proceso industrial mediante el cual, a partir de las materias

32
primas suministradas por proveedores externos, se procedea la fabricación de los envases que deben contener el aguaenvasada y de los correspondientes cierres.
Riesgos
Contaminación y/o alteración de los envases y/o cierres,por el propio proceso de fabricación. El riesgo se debe,básicamente, a la degradación de los materiales plásticospor variaciones de temperatura en las máquinas defabricación.
Medidas preventivas
• Establecimiento de especificaciones de calidad de lasmaterias primas, materiales y procesos necesarios parafabricar los envases y cierres.
• Formación del personal, fundamentalmente en todo loconcerniente al centrado de moldes y mantenimientodel peso y diámetro de cuello en los envases depolietileno y PVC, y al proceso de soplado o llenado delos envases poliméricos.
Límites críticos
Cumplimiento de las especificaciones de fabricación deenvases y cierres, y de la legislación aplicable.
Vigilancia
• Control periódico del cumplimiento de lasespecificaciones de fabricación.
• Toma de muestras periódicas para análisis dimensionaly determinación de pesos.
Medidas correctivas
• Rechazo y devolución de las materias primas noconformes a las normas.
• Rechazo del producto acabado no conforme a lasnormas.
33
• Rectificación de las especificaciones de fabricación, ensu caso.
Registros
• Registros de parámetros dimensionales y pesos.
• Medidas correctivas.
FASE 3. ALMACENAMIENTO DE ENVASES Y CIERRES
Descripción
Esta etapa tiene como finalidad almacenar los envases ycierres ya fabricados, bajo condiciones higiénicas yambientales adecuadas.
Riesgos
Contaminación y alteración de las características de losenvases y cierres.
Los envases poliméricos, una vez fabricados, se debenalmacenar en el interior de silos de acero inoxidable, cuyoambiente interior no debe contener microorganismosindicadores de contaminación. De igual manera, loscierres que se suministran en bolsas de polietilenointroducidas en cajas de cartón deben ser manipuladosadecuadamente, con el fin de evitar posiblescontaminaciones.
Es conveniente mantener una temperatura adecuada enlos silos, sobre todo en verano, para evitar deformacionesde los envases poliméricos. Del mismo modo, los taponesde polietileno también son susceptibles a cambios decomportamiento por variaciones de temperatura.
Medidas preventivas
• Almacenamiento en silos y tolvas adecuados.
• Establecimiento de normas de almacenamiento ymanipulación.
34
• Control de accesos a silos y tolvas para prevenircontaminaciones microbiológicas.
Límites críticos
Cumplimiento de las normas establecidas sobremanipulación y almacenamiento.
Vigilancia
• Inspección visual periódica del estado de higiene desilos y tolvas.
• Control microbiológico del ambiente de los silos y de lassuperficies de las tolvas de almacenamiento de tapones.
Medidas correctivas
• Modificación de las condiciones de almacenamiento,en caso de que éstas no resulten adecuadas.
• Higienización de silos y/o tolvas.
• Destrucción del producto no conforme a las normasestablecidas.
Registros
• Incidencias.
• Medidas correctivas.
FASE 4. LAVADO E HIGIENIZACIÓN DE ENVASES NOFABRICADOS EN PLANTA
Descripción
Esta etapa comprende el lavado e higienización de envasesde vidrio consignado, vidrio no retornable y envasespoliméricos fabricados por proveedores externos.
Riesgo
Envase no correctamente higienizado. Las causas puedenser diversas:
35
• Presencia de partículas o cuerpos extraños que no hansido adecuadamente eliminados durante el proceso delavado/soplado.
• Presencia de restos de productos de lavado noeliminados totalmente durante el aclarado.
• Partículas de vidrio procedentes del proceso defabricación de los envases no retornables, noeliminadas por el proceso de lavado.
Medidas preventivas
• Especificaciones del envase apto para envasado:
- Ausencia de partículas o cuerpos extraños.
- Ausencia de restos de productos de lavado.
- Ausencia de microorganismos indicadores decontaminación.
• Especificaciones del trabajo de lavadora:
- Temperaturas de funcionamiento.
- Concentraciones de detergentes.
- Tiempos de contacto.
• Disponer de sistemas de inspección:
- Visual.
- Electrónico. En este caso contar conespecificaciones de trabajos para los sistemas decontrol electrónico, tales como los límites decapacidad de detección de anomalías.
Límites críticos
• Cumplimiento de las especificaciones referentes a laaptitud del envase.
• Cumplimiento de las especificaciones referentes a lamaquinaria de lavado e inspección.

36
Vigilancia
• Control periódico:
- Físico y químico, para constatar la ausencia derestos de productos de limpieza.
- Microbiológico, para determinar la ausencia demicroorganismos indicadores de contaminación.
• Control de funcionamiento de la maquinaria.
Medidas correctivas
• Paralización de la maquinaria y eliminación delproblema.
• Selección de envases reacondicionables para nuevolavado e higienización.
• Rechazo de envases no aptos.
Registros
• Parámetros de funcionamiento de la maquinaria.
• Parámetros analíticos de control.
• Medidas correctivas.
37
V . V E R I F I C A C I Ó N
na vez que el sistema ARCPC ha pasado de lafase de diseño a la aplicación, necesita unaverificación periódica en su conjunto (de fases,de actividades preventivas, etc.), con el
propósito de comprobar su efectividad.
Esa tarea debe ser realizada, en principio, por el personalde la industria que dirija el sistema o por una empresa deservicios que conozca la aplicación del ARCPC. En el casode que esas tareas sean realizadas por personal delestablecimiento, sus funciones no deberán depender delsector de producción.
Por otro lado, las autoridades competentes podránverificar el alcance y la efectividad del autocontrol aplicadopor la industria. Para ello es imprescindible conocerperfectamente los riesgos del producto y la aplicación delsistema ARCPC. El resultado puede ser la ratificación deldiseño programado o su modificación, al comprobarse quealgunos criterios tenidos en cuenta no son adecuados.
La verificación debe realizarse con cierta frecuencia,aunque la primera que se realice después de introducir elsistema ARCPC es la más importante, puesto que va apermitir el visto bueno final.
La verificación comprende:
a) La observancia de operaciones realizadas en los puntoscríticos seleccionados.
b) Muestreo y análisis de productos intermedios o finales.
c) Muestreo y análisis de los niveles de contaminación ensuperficies y en el ambiente.
U
38
d) Supervisión y registro de las anotaciones realizadas entodas las fases de producción, entre ellas:
- Mantenimiento de un control de los productosquímicos que intervienen en el proceso.
- Revisión de todos los certificados y notas de entregade los componentes empleados en la producción.
- Registros de temperaturas.
- Medidas correctivas aplicadas.
- Resultados de controles analíticos.
e) Comprobación del calibrado de los instrumentos demedida.
f) Entrevista a los responsables sobre el modo en que elloscontrolan los puntos críticos.
g) Revisión del sistema cuando se realicen cambios en:
- Materias primas.
- Condiciones de fabricación.
- Condiciones de envasado.
- Condiciones de almacenamiento.
- Condiciones de distribución.
- Condiciones de uso y consumo del producto.
- La información sobre un nuevo peligro asociado alproducto.
- Sistema de autocontrol.
Para realizar una buena verificación es conveniente:
- Mantener reuniones periódicas entre los responsables delcontrol de calidad, control de producción y directivos,con el fin de evaluar la efectividad del ARCPC.

39
- Contar con impresos normalizados para hacer más fácilesa tarea.
- El intercambio de información entre las autoridadescompetentes que verifiquen el funcionamiento delsistema y los técnicos que han realizado la verificaciónde la propia empresa.

40
V I . B U E N A S P R Á C T I C A SD E M A N U F A C T U R A
n cualquier sistema de control alimentario, elseguimiento de unas correctas prácticas dehigiene supone un requisito imprescindible.Para que se considere que una empresa cumplelas buenas prácticas de manufactura, se deben
tener en cuenta diversos requisitos de higiene referentes alos locales, el transporte, el equipo, los residuos, elsuministro de agua, la higiene personal y las característicaspropias del producto alimenticio de que se trate.
El diseño higiénico de las zonas donde se manipulanalimentos, y el de los equipos y utensilios, debe estarcontemplado en cualquier código de prácticas de higiene. Unadecuado diseño tendrá en cuenta el suministro de agua, laeliminación de residuos y la selección de líneas de procesoadecuadas, que permitan facilitar la limpieza y mantenimiento,la protección de la contaminación y contar con los medios paracomprobar y controlar su funcionamiento.
Antes de verificar que en un establecimiento se llevan acabo buenas prácticas de manipulación, se asegurará que serealice una correcta limpieza y desinfección de aquelloselementos, máquinas y útiles que intervienen en el proceso.
El personal que trabaja en la industria agroalimentaria y quemanipula materias primas y alimentos deberá tener concienciade la importancia y repercusión social que tiene el correctodesempeño de su labor, así como también de su influencia enla calidad sanitaria y comercial del producto final.
Los manipuladores pueden significar un riesgo detransmisión de microorganismos patógenos a los alimentosy, por lo tanto, de producir infecciones e intoxicaciones enlos consumidores.
E

41
La empresa mantendrá la máxima higiene, tanto de laspersonas como de las operaciones y equipos. Debencumplirse las reglas de higiene que se establezcan, paralo cual es necesario que sean explicadas ycomprendidas mediante programas de formación enestas materias.
A continuación se mencionan las directrices de higienenecesarias para que una empresa agroalimentaria puedaaplicar buenas prácticas de manufactura, y asegurar quedispone de las condiciones adecuadas para produciralimentos sanos2. Estas directrices deberían ser normasde obligado cumplimiento para la empresaagroalimentaria.
1. Los locales por donde circulen losproductos alimenticios estarán limpios yen buen estado.
2. La disposición de conjunto, el diseño, la construcción ylas dimensiones de locales por donde circulen losproductos alimenticios:
a) Permitirán una limpieza y desinfección adecuadas.
b) Evitarán la acumulación de suciedad, el contactocon materiales tóxicos, el depósito de partículas enlos alimentos y la formación de condensación omoho indeseable en las superficies.
c) Posibilitarán las prácticas correctas de higiene delos alimentos, incluidas la prevención de lacontaminación cruzada durante las diferentesoperaciones provocada por los alimentos, elequipo, los materiales, el agua, el suministro deaire, el personal o fuentes externas decontaminación, tales como los insectos y demásanimales indeseables, como roedores, pájaros, etc.
Requisitos generalespara los locales
2 Adaptado de la Directiva 93/43 CEE del Consejo y de los Principios Generalesde Higiene de los Alimentos (Rev 1997) del Codex Alimentarius.
42
d) Dispondrán, cuando sea necesario, de condicionestérmicas adecuadas para el tratamiento y elalmacenamiento higiénico de los productos.
3. Existirá un número suficiente de lavabos, debidamentelocalizados y señalizados para la limpieza de las manos,así como de inodoros de cisterna conectados a unsistema de desagüe eficaz. Los inodoros nocomunicarán directamente con locales en los que semanipulen alimentos.
4. Los lavabos para la limpieza de las manos estaránprovistos de agua corriente fría y caliente, así comotambién de material de limpieza y secado higiénico delas manos. Cuando fuese necesario, las instalacionespara lavar los productos alimenticios estarán separadasde las instalaciones destinadas a lavarse las manos.
5. Habrá medios apropiados y suficientes de ventilaciónmecánica o natural. Se evitará toda corriente de airemecánica desde una zona contaminada a otra limpia.Los sistemas de ventilación estarán construidos de talforma que se pueda acceder fácilmente a los filtros y aotras partes que deban limpiarse o sustituirse.
6. Todos los servicios sanitarios instalados en los locales pordonde circulen los productos alimenticios dispondránde adecuada ventilación, natural o mecánica.
7. Los locales por donde circulen los productos estaránsuficientemente iluminados por medios naturales oartificiales.
8. Los sistemas de desagüe serán los adecuados para losobjetivos previstos. En su construcción y diseño seevitará cualquier riesgo de contaminación de losproductos alimenticios.
9. Donde fuera necesario, habrá vestuarios suficientes parael personal de la empresa.

43
1. En los locales donde se preparen,traten o transformen los alimentos (conexclusión de los locales de servicio decomidas):
a) Las superficies de los suelos seconservarán en buen estado y serán fáciles de limpiary, cuando sea necesario, de desinfectar. Ello requeriráel uso de materiales impermeables, no absorbentes,lavables y no tóxicos, a menos que la autoridadcompetente permita el uso de otros materiales, previapetición debidamente justificada de la empresa.Cuando proceda, los suelos tendrán un adecuadodesagüe.
b) Las superficies de las paredes se conservarán en buenestado y serán fáciles de limpiar y, cuando seanecesario, de desinfectar. Ello requerirá el uso demateriales impermeables, no absorbentes, lavables yno tóxicos y su superficie será lisa hasta una alturaadecuada para las operaciones, a menos que laautoridad competente permita el uso de otrosmateriales, previa petición debidamente justificada dela empresa.
c) Los techos, falsos techos y demás instalacionessuspendidas estarán diseñadas, construidas yacabadas de tal forma que impidan la acumulaciónde suciedad y reduzcan la condensación, laformación de moho indeseable y el desprendimientode partículas.
d) Las ventanas y demás huecos practicables estaránconstruidos de manera que impidan la acumulaciónde suciedad; aquellos que comuniquen con elexterior estarán provistos de pantallas contra insectosque puedan desmontarse con facilidad para procedera la limpieza. Cuando de la apertura de las ventanaspudiera resultar la contaminación de los productosalimenticios, éstas permanecerán cerradas durante laproducción.
Requisitos específicosde los locales dondese preparan, tratan otransforman losalimentos
44
e) Las puertas serán fáciles de limpiar y, cuando fueranecesario, de desinfectar. Ello requerirá que sussuperficies sean lisas y no absorbentes, a menos quela autoridad competente permita el uso de otrosmateriales, previa petición debidamente justificadade la empresa.
f) Las superficies, incluidas las del equipo, que esténen contacto con los alimentos, se mantendrán enbuen estado, serán fáciles de limpiar y, cuandofuera necesario, de desinfectar. Ello requerirá queestén construidas con materiales lisos, lavables y notóxicos, a menos que la autoridad competentepermita el uso de otros materiales, previa peticióndebidamente justificada de la empresa.
2. En caso necesario, se dispondrá de las debidasinstalaciones de limpieza y desinfección de losinstrumentos y materiales de trabajo. Dichasinstalaciones estarán construidas con un materialresistente a la corrosión, serán fáciles de limpiar ytendrán un suministro adecuado de agua fría y caliente.
3. Se tomarán las medidas adecuadas para el lavado de losalimentos que lo requieran. Todos los fregaderos oinstalaciones similares destinadas al lavado de alimentostendrán un suministro adecuado de agua potablecaliente, fría o de ambas, según proceda, y semantendrán limpios.
Dentro de esta clasificación se incluyencarpas, puestos y vehículos de ventaambulante, establecimientos detemporada, locales utilizadosprincipalmente como vivienda privada,
locales utilizados ocasionalmente para servir comidas ymáquinas expendedoras
1. Los locales o establecimientos de venta ambulante,establecimientos de temporada y las máquinas
Requisitos paralocales oestablecimientos deventa ambulante

45
expendedoras estarán situados, diseñados, construidosy conservados de tal forma que se prevenga el riesgo decontaminación de los alimentos y la presencia deinsectos u otros animales indeseables.
2. En particular, y cuando fuera necesario:
a) Se facilitarán instalaciones adecuadas para manteneruna correcta higiene personal, incluidas instalacionespara la limpieza y secado higiénico de las manos,instalaciones sanitarias higiénicas y vestuarios.
b) Las superficies que estén en contacto con losalimentos estarán en buen estado y serán fáciles delavar y, cuando fuera necesario, de desinfectar. Ellorequerirá el uso de materiales lisos, lavables y notóxicos, a menos que la autoridad competentepermita el uso de otros materiales, previa peticióndebidamente justificada de la empresa.
c) Se contará con material adecuado para la limpiezay la desinfección del equipo y los utensilios detrabajo.
d) Se dispondrá de material adecuado para la limpiezade los alimentos.
e) Existirá un suministro adecuado de agua potablecaliente, fría o ambas.
f) Se contará con medidas o instalaciones adecuadaspara el almacenamiento y la eliminación higiénicade sustancias y desechos peligrosos o nocomestibles, ya sean líquidos o sólidos.
g) Se contará con instalaciones o dispositivos precisospara el mantenimiento y la vigilancia de lascondiciones adecuadas de la temperatura de losproductos alimenticios.
h) Los productos alimenticios se colocarán de formatal que se prevenga el riesgo de contaminación.
46
1. Los receptáculos o contenedores delos vehículos utilizados para transportar los
alimentos estarán limpios y en condiciones adecuadasde mantenimiento, a fin de proteger los productosalimenticios de la contaminación. Estarán diseñados yconstruidos de manera que permitan una limpieza y,cuando fuera necesario, una desinfección adecuada.
2. Los receptáculos de los vehículos y/o los contenedoresno se utilizarán para transportar otros productos queno sean alimentos, cuando ello pudiera producircontaminación de los productos alimenticios.
3. Los productos alimenticios a granel en estado líquido,en forma granulada o en polvo, se transportarán enreceptáculos o contenedores/cisternas reservados parasu transporte. En los contenedores figurará unaindicación, claramente visible e indeleble, sobre suutilización para el transporte de productosalimenticios, o bien la indicación "exclusivamente paraproductos alimenticios".
4. Cuando se utilice el mismo receptáculo de vehículo ocontenedor para el transporte de diversos alimentos ala vez, o de productos no alimenticios junto conalimentos, existirá una separación efectiva de losmismos, cuando fuera necesario, para protegerlos delriesgo de contaminación.
5. Cuando se utilice el mismo receptáculo de vehículo ocontenedor para el transporte de diversos alimentos oproductos no alimenticios, se procederá a una limpiezaeficaz, entre una carga y otra, para evitar el riesgo decontaminación.
6. Los productos alimenticios cargados en receptáculos devehículos o en contenedores se colocarán y protegeránde tal forma que se reduzca al mínimo el riesgo decontaminación.
Transporte
47
7. Cuando fuera necesario, los receptáculos de vehículoso contenedores utilizados para el transporte deproductos alimenticios mantendrán los productos a latemperatura adecuada y, en casos especiales, estarándiseñados de forma que se pueda vigilar dichatemperatura.
Todos los artículos, instalaciones y equiposque entren en contacto con los productos
alimenticios estarán limpios y, además:
a) Su construcción, composición y estado de conservaciónreducirán al mínimo el riesgo de contaminación de losproductos alimenticios.
b) Su construcción, composición y estado de conservaciónpermitirán que se limpien perfectamente y, cuandofuera necesario, que se desinfecten en la medidanecesaria para los fines perseguidos, a excepción derecipientes y envases no recuperables.
c) Su instalación permitirá la limpieza adecuada de lazona circundante.
1. Los desperdicios de alimentos y deotro tipo no podrán acumularse en localesen los que circulen alimentos, excepto
cuando fuera imprescindible para el correctofuncionamiento de la empresa.
2. Los desperdicios de alimentos y de otro tipo sedepositarán en contenedores provistos de cierre, amenos que la autoridad competente permita el uso deotros contenedores. Dichos contenedores presentaráncaracterísticas de construcción adecuadas, estarán enbuen estado y serán de fácil limpieza y, cuando fueranecesario, desinfección.
3. Se tomarán las medidas adecuadas para la evacuación yel almacenamiento de los desperdicios de alimentos yotros desechos. Los depósitos de desperdicios estarán
Requisitos del Equipo
Desperdicios dealimentos
48
diseñados de manera que puedan mantenerse limpios eimpedir el acceso de insectos y otros animalesindeseables y la contaminación de los alimentos, delagua potable, del equipo o de los locales.
1. Se contará con un suministro deagua potable suficiente. El agua potable
utilizada para evitar la contaminación de los productosalimenticios cumplirá con las especificaciones depotabilidad definidas en la reglamentacióncorrespondiente.
2. El hielo utilizado para evitar la contaminación de losproductos alimenticios se fabricará con agua quesatisfaga las especificaciones establecidas en el apartadoanterior. Se elaborará, manipulará y almacenará encondiciones que lo protejan contra todacontaminación.
3. El vapor utilizado en contacto directo con losproductos alimenticios no contendrá ninguna sustanciaque entrañe peligro para la salud o pueda contaminarel producto.
4. El agua no potable utilizada para la producción devapor, la refrigeración, la prevención de incendios yotros usos semejantes no relacionados con losproductos alimenticios se canalizará mediante tuberíasindependientes que sean fácilmente identificables, notengan ninguna conexión con la red de distribución deagua potable y de tal forma que no exista posibilidadalguna de reflujo hacia ésta.
1. Todas las personas que trabajen enuna zona de manipulación de productos
alimenticios mantendrán un elevado grado de limpiezay llevarán una vestimenta adecuada, limpia, y enalgunos casos, protectora.
2. Las personas de quienes se sepa o se cuente conindicios de que padecen una enfermedad de
Suministro de agua
Higiene personal
49
transmisión alimentaria o que estén afectadas porheridas infectadas, infecciones cutáneas o diarrea ,entre otras patologías, no estarán autorizadas a trabajaren modo alguno en zonas de manipulación deproductos alimenticios cuando exista la posibilidad decontaminación directa o indirecta de los alimentos conmicroorganismos patógenos.
1. Las empresas del sector alimentariorealizarán una selección de materiasprimas o ingredientes, con el propósito deevitar que dichas materias primas oingredientes originen en los productos
finales riesgos para la salud del consumidor.
2. Las materias primas e ingredientes almacenados en elestablecimiento se conservarán en las condicionesadecuadas previstas para evitar su deterioro yprotegerlos de la contaminación.
3. Todos los productos alimenticios que se manipulen,almacenen, envasen, expongan y transporten estaránprotegidos contra cualquier foco de contaminaciónque pudiera hacerlos no aptos para el consumohumano o nocivos para la salud, o pudieracontaminarlos de manera que fuera desaconsejable suconsumo en ese estado. En particular, los productosalimenticios se colocarán y protegerán de tal forma quese reduzca al mínimo todo el riesgo de contaminación.Se aplicarán adecuados procedimientos de luchacontra los insectos y cualesquiera otros animalesindeseables.
4. Las materias primas, ingredientes, productossemiacabados y productos acabados en los que puedaproducirse la multiplicación de microorganismospatógenos o la formación de toxinas se conservarán atemperaturas que no den lugar a riesgos para la salud.Siempre que ello sea compatible con la seguridad ysalubridad de los alimentos, se permitirán períodos
Disposicionesaplicables a losproductosalimenticios
50
limitados no sometidos al control de temperaturacuando se presenten necesidades prácticas demanipulación durante la preparación, transporte,almacenamiento, presentación y entrega de losalimentos.
5. Cuando los productos alimenticios deban conservarse oservirse a bajas temperaturas, se enfriarán cuanto antes,una vez concluida la fase final del tratamiento térmico,o la fase final de la preparación, en caso de que éste nose aplique, a una temperatura que no dé lugar a riesgospara la salud.
6. Las sustancias peligrosas o no comestibles, incluidos lospiensos para animales, llevarán su pertinente etiqueta yse almacenarán en recipientes separados y biencerrados.
Las empresas del sector alimentariogarantizarán que los manipuladores de
productos alimenticios dispongan de una formaciónadecuada en cuestiones de higiene de los alimentos, deacuerdo con su actividad laboral.
Formación
V I . B I B L I O G R A F Í A
• Asociación Nacional de Empresas de Aguas de BebidaEnvasadas (ANEABE). Guía para la aplicación delsistema de análisis de riesgos y control de puntoscríticos en la industria de aguas de bebida envasadas.Madrid, España.
• Codex Alimentarius. Principios Generales de Higiene de losAlimentos, CAC/RCP 1-1969, Rev 3 (1997).
• Codex Alimentarius. Codex guidelines for the application ofthe hazard analysis critical control point (HACCP) system.1993. 20th Session of the Joint FAO-WHO CodexAlimentarius Commission.
• Directiva 93/43 CEE del Consejo. Relativa a la higiene de losproductos alimenticios, de 14 de junio de 1993
• ILSI Europe. 1993. A Simple Guide to Understanding andApplying the Hazard Analysis Critical Control PointConcept. ILSI. Europe concise monograph series. ILSIPress, Washington D.C. EE.UU.
• Lelieveld, H.L.M. 1994. HACCP and hygienic design. FoodControl. Vol. 5 Nº 3, pp. 140-144.
• Mayes, T. 1994. HACCP training. Food Control. Vol. 5 Nº 3,pp. 190-195
• Moy, G.; Käferstein, F.; Motarjemi, Y. 1994. Application ofHACCP to food manufacturing: some considerations onharmonization through training. Food Control. Vol. 5, Nº 3,pp. 131-130.
• Van Schothortst, M.; Kleiss, T. 1994. HACCP in the dairyindustry. Food Control. Vol. 5 Nº 3, pp. 162-166.
51

52
• Van Schothorst, M.; Jongeneel, S. 1994. Line monitoring.HACCP and food safety. Food Control. Vol. 5, Nº 2, pp.107-110.
• WHO. 1993. Training Consideration for the Aplication of theHazard Analysis Critical Control Point System to FoodProcessing and Manufacturing. WHO/FNU/FOS/93.3.WHO. Ginebra, Suiza.
53
Series Agroalimentarias
Cuadernos de Calidad
Relación de Publicaciones disponibles en los Cuadernos de Calidad
1 Guía General para la Aplicación del Sistema de Análisis de Riesgos y Control
de Puntos Críticos.
2 Industria de Conservas Vegetales. Guía para la Aplicación del Sistema de
Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
3 Industria de la Cerveza. Guía para la Aplicación del Sistema de Análisis de
Riesgos y Control de Puntos Críticos (ARCPC).
4 Industria de la Leche Tratada Térmicamente. Guía para la Aplicación del
Sistema de Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
5 Industria Cárnica. Guía para la Aplicación del Sistema de Análisis de Riesgos y
Control de Puntos Críticos (ARCPC).
6 Industria de Aguas de Bebida Envasadas. Guía para la Aplicación del Sistema
de Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
7 Industria de Conservas de Productos de la Pesca. Guía para la Aplicación del
Sistema de Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
8 Industria de Derivados de la Harina. Guía para la Aplicación del Sistema de
Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
9 Industria del Vino. Guía para la Aplicación del Sistema de Análisis de Riesgos y
Control de Puntos Críticos (ARCPC)
10 Organización Institucional para el aseguramiento de la calidad e inocuidad de
los alimentos. El caso de la Región Andina.
11 Organización Institucional para el aseguramiento de la calidad e inocuidad de
los alimentos. El caso de la Región Centroamericana.
En caso de estar interesado en alguno de estos documentos, sírvase dirigir su solici-
tud a la siguiente dirección:
Centro para la Integración y el Desarrollo Agroempresarial, CIDAE.
Proyecto IICA/AECI
Apartado 55-2200 Coronado, Costa Rica.
Teléfono: (506) 216-0222
Fax: (506) 216-0404
e-mail: [email protected]