ingenieriaquimica - 148.206.53.231
TRANSCRIPT

INGENIERIAQUIMICA
PPPrrroooyyyeeeccctttooo ttteeerrrmmmiiinnnaaalll pppaaarrraaa lllaaa ooobbbttteeennnccciiióóónnn dddeeelll gggrrraaadddooo dddeee:::
LLLiiiccceeennnccciiiaaadddooo eeennn IIInnngggeeennniiieeerrríííaaa QQQuuuííímmmiiicccaaa
Diseño de una Planta Química para la Síntesis de catalizadores CoMo/Al2O3 y NiMo/ Al2O3 por el método de
Microemulsión
Pérez Sea Juan Reyes Juárez Marcelino
Dr. Tomas Viveros García
Asesor
Septiembre 2005
i
Agradecimientos Juan Quiero agradecer con mucho cariño a mi familia, porque gracias a ellos he tenido a bien cumplir esta etapa de mi vida. A mis padres por todo su amor y apoyo brindado en los momentos más difíciles de mi carrera, quines son el principal aliciente para seguir adelante y continuar a pesar de las situaciones adversas. A mis hermanos que siempre han tenido palabras de aliento para el logro de mis metas. A Esther y Ricardo por su comprensión y porque su ejemplo de hacer las cosas ha sido motivo de inspiración. A Víctor y Marx quienes me han demostrado que todo se puede y que sobre todo nunca me han dejado desistir. A Leo, Alex, Chinita, Toño, Pery, Geñín, Rosy y Paty, quienes han sido parte importante en todo esto. Con todos ustedes quiero compartir esta satisfacción y solo me queda decirles, gracias por darme la oportunidad de continuar en mis estudios que sin su apoyo la conclusión de mi carrera solo hubiera sido un sueño. También quiero agradecer a los doctores Tomas Viveros García y José Antonio de Los Reyes Heredia por la formación académica y el apoyo brindado en el desarrollo del proyecto. Especialmente a don Gus, por la paciencia y esfuerzo en la realización de este trabajo; al igual que A. Montesinos por el apoyo técnico y sugerencias brindadas. Marcelino Agradezco a mis padres, quienes con su cariño y apoyo me han impulsado a seguir a pesar de las situaciones adversas. A mí esposa y mi hijo, quienes son el principiar motor a continuar superándome, porque su amor hace posible que cada día de lo mejor de mi y porque al llegar a casa, cuando estoy decaído con una sonrisa de ustedes me basta para iluminar mi existencia.
ii
INDICE GENERAL CAPITULO 1 1. Introducción…………………………………………………………………1
1.1. Definición del problema……………………………………………….…2
1.2. Objetivos………………………………………………………………….2
1.2.1. Objetivo general…………………………………………………...2
1.2.2. Objetivos particulares……………………………………………...2
1.3. Antecedentes……………………………………………………………...2
1.4. Métodos de preparación…………………………………………………..3
1.5. Mecanismos de reacción……………………………………………….....4
CAPITULO 2 2. Caracterización física……………………………………………………....6
2.1. Caracterización química..…………………………………………………6
2.1.1. Descripción de la actividad catalítica………………………….......6 2.2. Condiciones de operación del reactor………………………………….....8 2.3. Análisis Cromatográfico…………………………………………….........8
2.4. Hipótesis………………………………………………………………….9
2.5. Metodología experimental………………………………………………..9
CAPITULO 3 3. Resultados…………………………………………………………………….10
3.1. Análisis térmico………………………………………………..………...10
3.1.1. Calcinación………………………………………………………..11 3.2. Áreas superficiales BET………………………………………………….11 3.3. DRX……………………………………………………………………...13
3.4. Pruebas catalíticas………………………………………………………..13
3.4.1. Catalizador comercial con DBT…………………………………. 13

iii
3.4.2. Catalizador CoMo/γ -Al2O3 con DBT (Co = 6.945 Mo = 29.4%). 15
3.4.3. Constantes cinéticas experimentales………………………………17
3.5. Conclusión experimental…………………………………………………18
CAPITULO 4 4. Ubicación de la planta……………………………………………………18
4.1. Balance de materia (BM)………………………………………………...19 4.2. Potencial económico……………………………………………………..20 4.3. Diagrama de proceso para la síntesis…………………………………….21 4.4. Tanques de almacenamiento……………………………………………..23
4.4.1 Tipos de tanques…………………………………………………24
4.5. Reactor…………………………………………………………………...26
4.5.1 Consideraciones para el escalamiento……………………………28
4.6. Horno de calcinación…………………………………………………….28
4.7. Secador…………………………………………………………………..29 4.8. Tableteadora……………………………………………………………..30 4.9. Banda transportadora…………………………………………………….31 4.10. Envasado y forma de pastillas catalíticas…………………………32
4.11. Evaluación económica…………………………………………….33
5. Conclusiones generales………………………………………………...…......35 6. Bibliografia.......................................................................................................36 7. Apendices
A. Comportamiento catalítico a diferentes contenidos de metal.....................37 B. Calculo de coeficientes de corrección……………………………………43 C. Conceptos y términos empleados…………………………………………44 D. Toxicidad de las sustancias y medidas preventivas………………………45

1
Capitulo 1 1. Introducción
La humanidad ha usado catalizadores desde hace más de 2000 años. Los catalizadores de que se tiene conocimiento se usaron en la elaboración de vinos, quesos y pan. Se observo que siempre era necesario añadir pequeñas cantidades del lote anterior para elaborar un nuevo lote. Sin embargo, no fue sino hasta 1835 que Berzelius comenzó a dar explicación a las observaciones de químicos anteriores, sugiriendo que pequeñas cantidades de una sustancia ajena podían afectar considerablemente el curso de las reacciones químicas.
Esta misteriosa fuerza atribuida a la sustancia se llamo “catalítica”. En 1894, Ostwald expandió la explicación de Berzelius afirmando que los catalizadores eran sustancias que aceleraban las reacciones químicas sin consumirse.
Los catalizadores funcionan modificando la rapidez de reacciones termodinámicamente factibles. En algunos casos incrementan en órdenes de magnitud de la velocidad de una reacción de interés, permitiendo así mejorar su productividad y aplicarla industrialmente en condiciones económicas favorables. En otros casos, modifican selectivamente las velocidades de varias reacciones posibles, favoreciendo una reacción de interés y permitiendo mejorar la eficiencia de utilización de los reactivos.
En los más de 150 años transcurridos desde los trabajos de Berzelius, los catalizadores han adquirido una importancia relevante en toda la industria de proceso, tanto por el mejoramiento en la reducción de contaminantes como la ganancia generada en la comercialización de los mismos. Solo en estados unidos, las ventas de catalizadores de procesos en 1996 ascendieron a más de mil millones de dólares, con aplicaciones principalmente en la refinación de petróleo y en la producción de sustancias químicas.
Sin embargo el amplio uso del petróleo o alguno de sus derivados que de el se obtienen (gas licuado, gasolina, grasas, diesel, aceites lubricantes, parafinas, etc.) ha traído consigo deterioro ambiental, por lo que los combustibles deben, cumplir con una serie de especificaciones que aseguren su comportamiento satisfactorio.
Originalmente, las especificaciones tuvieron un enfoque eminentemente técnico, como el número de octano de la gasolina, el cetano del diesel, o la viscosidad del combustóleo; actualmente, existe el reto de que estos combustibles sean limpios y poco contaminantes, así mismo las consideraciones de protección ambiental han incorporado mucho más requerimientos, por ejemplo, el contenido del azufre, el benceno, las olefinas, los aromáticos, la presión de vapor, e inclusive se requiere la presencia de compuestos oxigenados que no ocurren naturalmente en el petróleo.
Cabe mencionar que en México las normas de protección ambiental en el caso del diesel han establecido que el contenido de azufre no debe ser mayor a 350 ppm, por lo que la principal preocupación en torno a los problemas ambientales y el uso adecuado de los recursos energéticos ha llevado a presentar un nuevo método de fabricación de catalizadores para HDS para mejorar tres propiedades básicas de los catalizadores: actividad, selectividad y estabilidad, a fin de eliminar la mayor cantidad posible de azufre contenido en los combustibles.
2
Por lo anterior se pretende implementar una planta de hidrodesulfuración (HDS) donde se fabriquen múltiples catalizadores por medio de la técnica de microemulsión (MEP) a fin de que los combustibles (diesel) cumplan con las especificaciones requeridas para su buen funcionamiento.
1.1 Definición del problema
• Dimensionar una planta para sintetizar catalizadores CoMo/γ-A12O3 y NiMo/γ-A12O3 por el método de microemulsión que permitan mejorar el proceso de eliminación del contenido de azufre en el diesel de 350 a 50 ppm en la hidrodesulfuración (HDS).
1.2 Objetivos
1.2.1 Objetivo General • Dimensionar una planta para la síntesis de catalizadores CoMo/γ-A12O3 y
NiMo/γ-A12O3 para la hidrodesulfuración del diesel por el método de microemulsión.
1.2.2 Objetivos Particulares
• Sintetizar a nivel laboratorio mediante la técnica de microemulsión catalizadores
de CoMo/γ-A12O3 y NiMo/γ-A12O3 • Evaluar las propiedades catalíticas y fisicoquímicas de los sólidos sintetizados a
escala laboratorio.
• Obtener parámetros relevantes para el escalamiento del equipo necesario para la síntesis de catalizadores CoMo/γ-A12O3 y NiMo/γ-A12O3.
• Evaluar económicamente los equipos e instalaciones necesarias para la puesta en
marcha de la planta
1.3 Antecedentes El término de microemulsión se definió primero por Schulman en los años 1940 [1]. Desde este tiempo, las microemulsiones han encontrado una amplia gama de aplicaciones, desde la recuperación de aceite a la síntesis de nanopartículas, como ha reportado Chhabra et al. en su artículo de la revisión de 1997 [2]. La idea de usar los sistemas de microemulsión para la síntesis de catalizadores se sugirió primero por Gault en colaboración con Friberg. La síntesis de nanopartículas de metal se informó primero por el Bounnet et al [4] en los años 1980. Esta revisión da una introducción a los sistemas del microemulsión y explica por qué estos sistemas son interesantes para la preparación de nanopartículas, sobre todo para las aplicaciones catalizadoras.

3
En estos primeros inicios se informa que usando el método de microemulsión se prepararon con éxito catalizadores de metales nobles, en particular el Pt, junto con otros tipos de componentes activos como Cu y partículas bimetálicas (por ejemplo Au-Pt) y los materiales basados en óxidos. No obstante estos primeros inicios de preparar catalizadores por medio de ésta técnica, la preparación por microemulsión puede decirse que es relativamente nueva ya que este método no ha sido explorado del todo como en el caso que atañe el presente trabajo, que es el de preparar catalizadores por microemulsión para HDS. Debido a ello y para tener una visión mas clara del uso de catalizadores en el proceso de HDS, es importante decir que la hidrodesulfuración es un proceso destinado a eliminar el azufre (impureza contaminante) que se encuentra en el combustible al finalizar todos los tratamientos anteriores, tales como destilación fraccionada, destilación por presión reducida, reforming o cracking.
Donde la característica fundamental de los catalizadores usados en HDS es su naturaleza bifuncional, al incorporar un componente de carácter ácido y otro de acción hidrogenante. La realización del proceso de hidrodesulfuración a nivel industrial requiere de un catalizador selectivo de hidrodesulfuración que no promueva las reacciones de saturación de olefinas, o bien, de la incorporación de un proceso catalítico complementario con el que se recupere el octano perdido por la saturación olefinica.
Por lo tanto hoy en día es actual la tarea de desarrollo de un catalizador de hidrodesulfuración activo y al mismo tiempo altamente selectivo.
1.4 Métodos de preparación
Actualmente el método más usado en la preparación de catalizadores para HDS es por impregnación [12], el cual consiste en la humectación de un material soporte, con una solución iónica del precursor metálico. El solvente de la solución se elimina por secado. En este método la cantidad de solución corresponde igual al volumen de poro. El método consiste en medir la cantidad de agua desionizada requerida y metal correspondiente, junto con la cantidad de soporte deseado. Una vez incorporado el material preparado se deja en reposo estático durante 24 horas para luego ser calcinada a una temperatura adecuada. Las ventajas que presenta esta forma de preparación son, bajo costo y cargas metálicas reproducibles. Tiene como desventaja la obtención de fases activas dispersas para grandes contenidos de metal. Una de las técnicas usadas para obtener materiales con propiedades bien definidas es el método sol-gel [13], el cual hace posible la preparación de materiales con estructuras porosas de diferentes tamaños, siendo esta una de las principales ventajas del método. Este se basa en la producción inicial de una solución de polímeros inorgánicos (sol) controlada por hidrólisis y reacciones de condensación de derivados organometálicos. Los polímeros inorgánicos, a través de reacciones entrecruzadas, dan origen a una red tridimensional inflada por moléculas solventes que son retenidas en la red (gel). El producto final puede ser generado por un tratamiento térmico apropiado y el método permite procesar el material inorgánico en una gran variedad de formas, desafortunadamente no es viable la utilización de este proceso a nivel industrial,

4
debido a las reacciones de hidrólisis y policondensación de alcóxidos que se llevan a cabo, lo cual hace difícil su preparación, aun a nivel laboratorio, reflejándose en problemas para el control e implementación a gran escala.
1.5 Mecanismos de reacción Es importante mencionar que las reacciones de hidrodesulfuración son casi irreversibles en las temperaturas y presiones aplicadas (340-360 °C y a presiones del hidrógeno de 3.0-5.0 Mpa respectivamente), generalmente con los catalizadores CoMo/A1203 y NiMo/A1203, donde las clases más importantes de compuestos de azufre orgánicos encontradas en los fragmentos de petróleo y los líquidos de carbones son mercaptanos, sulfuros, disulfuros, tiofenos, benzotiofenos y dibenzotiofenos. Sin embargo nuestro objeto de estudio es la reacción que ocurre entre los catalizadores sintetizados por la técnica MEP y las moléculas de dibenzotiofeno (DBT) y 4,6-dimetil dibenzotiofeno (4,6-DMDBT), esto por ser las mas refractarias o difíciles de remover en el diesel. Las vías de reacción en la HDS de DBT son más conocidas en la actualidad. Desde 1980, Houalla y col [10] propusieron una red de reacción generalmente aceptada para HDS de DBT, figura 1.
Figura 1. Red reaccional para HDS de DBT
La red propuesta presenta dos vías paralelas de reacción, una que involucra la ruptura de los enlaces Carbón-Azufre conservando la aromaticidad de los anillos y produciendo bifenil (BF). Para catalizadores CoMo se encontró reportado que por esta vía aporta un 80% de la velocidad global de HDS [11], una vez producido el BF procede una relativamente lenta hidrogenación de uno de los anillos aromáticos para producir ciclohexilbenceno (CHB).

5
Por otro lado la segunda vía es la hidrogenación (HDI) donde el heteroátomo se conserva, donde uno de los anillos de los aromáticos se hidrogena para producir tetrahidrodibenzotiofeno (THDBT). Se ha observado en diversos estudios que estos dos compuestos se encuentran en equilibrio a las condiciones usualmente empleadas en HDT, además de que son inestables y reaccionan rápidamente, vía ruptura de enlaces C-S y una segunda HID, para Producir CHB producto al cual convergen las dos vías ya mencionadas. Al final de la red propuesta se observa una reacción posterior del CHB para producir biciclohexil (BCH) por medio de una hidrogenación, se ha reportado que esta última reacción comparada con las anteriores es lenta. Se ha reportado por Houalla y col que la producción de THDBT varía con las características del catalizador, es decir con su capacidad hidrogénante y con la concentración de H2S. La reacción de 4,6-DMDBT (figura 2) presenta dos vías paralelas de reacción, una que involucra la ruptura de los enlaces Carbón-Azufre conservando la aromaticidad de los anillos y produciendo dimetilbifenilo (3,3-DMBF), una vez producido el 3,3-DMBF, procede una relativamente lenta hidrogenación de uno de los anillos aromáticos para producir 3,4 dimetilciclohexilfenil (3,4-DMCHF). Por otro lado la segunda vía es la hidrogenación (HDI) donde el heteroátomo se conserva donde uno de los anillos de los aromáticos se hidrogena para producir tetrahidrodibenzotiofeno (THDBT). Finalmente esta red finaliza en la producción de DMBCH producto al cual convergen las dos vías ya mencionadas.
Figura 2. Red reaccional para HDS de 4,6-DMDBT
6
Capitulo 2
2. Caracterización física La caracterización física de los catalizadores consistió en un análisis termogravimétrico y análisis térmico diferencial (TGA/DTA), para conocer las transformaciones ocurridas en los sólidos; la determinación del área superficial por el método BET (ec. 1) y las fases cristalinas presentes mediante la obtención del patrón de difracción de rayos X (DRX). El análisis termogravimétrico, mide la ganancia o perdida de peso en un material como una función de la temperatura, este análisis es muy útil para el estudio de sistemas sólido-gas y sirve para caracterizar transformaciones de fase. El DTA permite conocer los efectos endotérmicos o exotérmicos de las sustancias, cuando hay cambios fisicoquímicos bajo condiciones inestables de temperatura. El análisis térmico se realizo en un equipo STA 409 EP, marca NETZSCH. La difracción de rayos X es usada para identificar fases, estimar tamaños de partículas y determinar estructuras cristalinas. El equipo empleado es un difractómetro de rayos X, marca SIEMENS D-500.
Mediante el análisis de fisisorción de nitrógeno y aplicando la ecuación de BET, permitió conocer las propiedades texturales de los catalizadores que comprende el área superficial, volumen de poro, tamaño promedio de poro y distribución de tamaño de poro por volumen. Este análisis se realizo en un equipo de adsorción de nitrógeno, a 77 K en una unidad comercial ISRI modelo RIG 100. Ec. BET:
)1......().........)(1(1)( °
−+=
−° PP
CVC
CVPPVP
mm
Donde V es el volumen del gas (STP) adsorbido, Vm es el volumen del gas (STP) adsorbido en la monocapa. El valor de C es igual a exp[(Q-L)/RT], en la cual Q es el calor de absorción en la primer capa adsorbida y L es el calor latente de condensación del gas, igual al calor de absorción en todas las capas siguientes. P/P° es la presión relativa del gas.
2.1 Caracterización química
2.1.1 Descripción de la actividad catalítica Las pruebas de reacción química, permitió conocer la actividad catalítica de los diferentes catalizadores sintetizados por MEP, las cuales se llevaron a cabo empleando moléculas modelo de DBT y 4,6-DMTDBT.
7
Las pruebas de reacción se llevaron bajo las mismas condiciones para todos los catalizadores analizados. Las cuales se llevaron a cabo en un reactor Parr de 450 ml. Para determinar el comportamiento catalítico, primeramente se llevo a cabo la activación del catalizador (sulfuración), donde previamente se hizo pasar a través de una malla 100 mesh; ya que el tamiz es importante para evitar problemas de difusión.
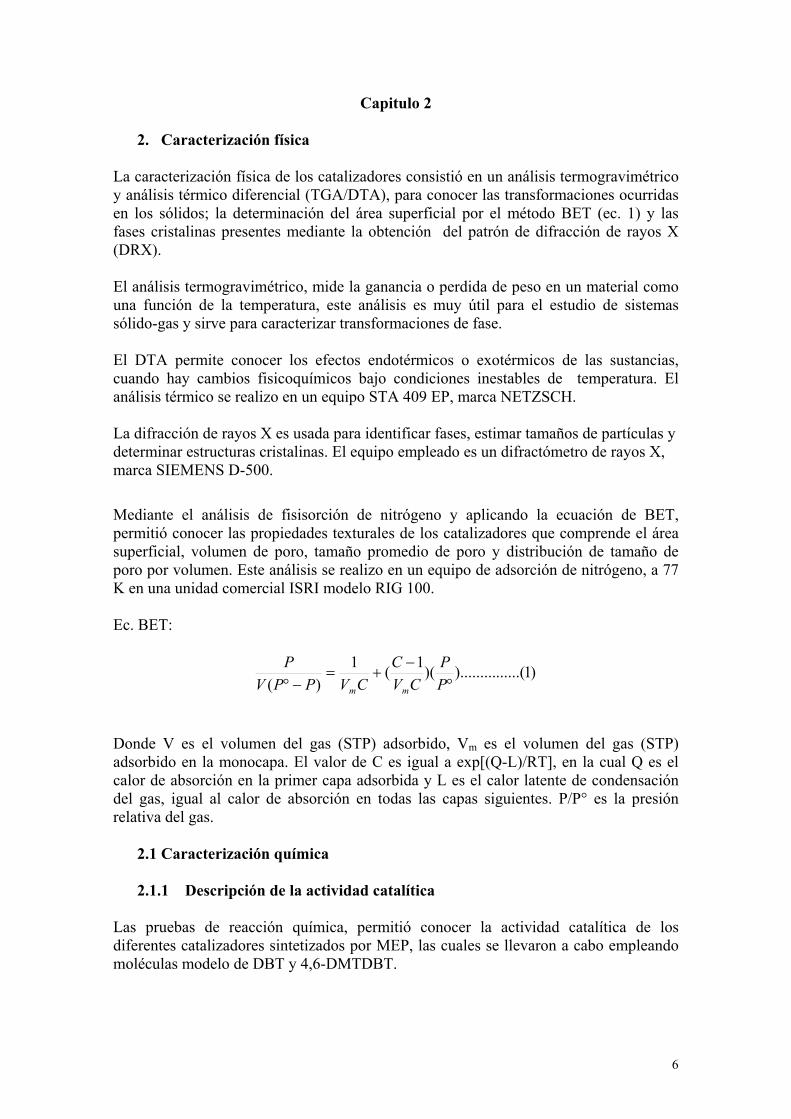
Sulfuración: Las fases activas de los catalizadores NiMo/ γ-Al2O3 y CoMo/γ-Al2 O3 son los sulfuros de Ni, Mo y Co, por lo que es necesario antes de realizar la reacción crear estas fases activas, lo anterior se logra sulfurando a los catalizadores ya preparados. Este proceso se lleva acabo en un reactor en “U”, con un lecho de vidrio poroso y una salida lateral que termina en una junta roscada. Se hace pasar a presión atmosférica una corriente de H2S a razón de 10 ml/9 s, con una rampa de temperatura como la descrita en la rampa 2. La masa empleada oscila entre 0.25-0.28 g de catalizador.
Figura 3. Rampa de Sulfuración de los catalizadores NiMo/ γ-Al2O3 y CoMo/γ-Al2 O3. Previo a la reacción, hay que llevar a cabo varias actividades con el reactor Parr: desmontar, lavar, cargar y montar. El lavado del reactor se hace con extrán alcalino y se enjuaga con agua corriente, agua destilada, agua desionizada y por ultimo con acetona para lograr un secado rápido. Una vez que el reactor este seco se procede a cargar el reactor con el catalizador a utilizar y el solvente. Se toma 0.2g de catalizador sulfurado y se adicionan con 100 ml del solvente requerido (Hexadecano para DBT y Dodecano para el 4,6-DMDBT) al vaso del reactor, se recomienda pesar la masa del catalizador lo mas rápidamente posible, dentro de una cámara de vació para evitar acumulación de humedad, debido a que esto afecta la actividad catalítica. Por otro lado se debe verificar algunos puntos muy importantes que son:
• Que pase agua por las mangueras conectadas a los sistemas de enfriamiento y que no haya fugas.
• Que la temperatura que esté especificada en el controlador corresponda a la del controlador (320ºC para HDS)
• Que estén abiertos los tanques de H2 y N2 y que tengan la presión suficiente para el trabajo.
8
• Una vez que se han verificado lo anterior, iniciar el calentamiento. • El reactor contiene nitrógeno, hay que eliminarlo e introducir hidrogeno para
iniciar la reacción.
2.2 Condiciones de operación del reactor. Cuando el reactor alcanza la temperatura de 320 ºC y 800 psi de presión, se procede a tomar la primera muestra (tiempo cero), posteriormente se desfoga a 50 psi y se alimenta el reactor con H2 hasta 800 psi, luego cada 15 minutos durante la primera hora; posteriormente el muestreo se hace cada 30 minutos durante 2 horas y por ultimo cada hora se toma una muestra durante 5 horas para totalizar 14 muestras. En la tabla 1 se muestran las condiciones de operación empleadas.
Las condiciones de operación son las siguientes DBT 4,6-DMDBT
Presión 800 psi. 800 psi Temperatura 320 ºC. 320 ºC Agitación 1200 rpm 1200 rpm Solvente 100 ml de Hexadecano 100 ml de Dodecano Reactivo 0.3 g DBT 0.2 g 4,6-DMDBT Catalizador 0.2 g para c/u de los
catalizadores 0.2 g para c/u de los catalizadores
Tabla 1. Condiciones de operación del reactor Parr.
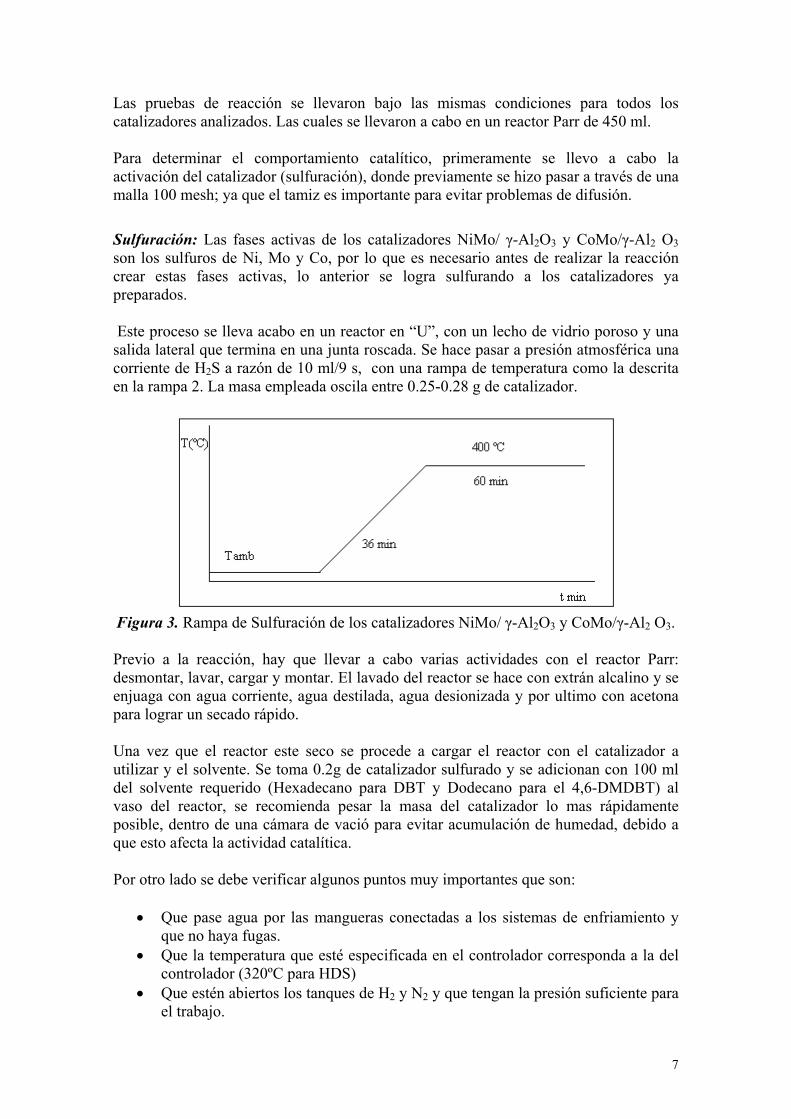
2.3 Análisis Cromatográfico. Para analizar los productos de la reacción de DBT y 4,6-DMDBT, se inyectaron las muestras tomadas en un cromatógrafo de gases Perkin Elmer autosystem XL GC, que contiene un detector de ionización de flama (FID). La rampa 3 muestra el calentamiento del cromatógrafo y los flujos bajo las que opera el cromatógrafo a continuación se indican:
o Flujo de Nitrógeno de 33.3ml/min. o Flujo de aire de 476ml/min. o Flujo de Hidrogeno de 476ml/min. o Presión de 12.1 psi.
Figura 4. Programación del cromatógrafo.
9
2.4 Hipótesis Dado que por medio del método de microemulsión se puede controlar el tamaño de las partículas, se esperan obtener partículas de catalizador nanométricas, aumentando el área superficial y la estabilidad térmica del material. Con base a lo anterior se espera mayor actividad y selectividad de los catalizadores, facilitando el trasporte de las moléculas azufradas contenidas en el diesel y por consiguiente mayor descomposición de los mismos. Al mismo tiempo al aumentar el contenido de metal en la preparación de los catalizadores se espera generar más sitios activos que puedan maximizar el rendimiento de las reacciones.
2.5 Metodología experimental En el laboratorio se sintetizaron catalizadores de NiMo/γ-Al2O3, con los siguientes porcentajes en peso de metal (Ni 2.3% y Mo 9.5 %, Ni 4.6% y Mo 19%, Ni 9.2% y Mo 38 %) respectivamente. Mientras que para los catalizadores de CoMo/γ-Al2O3, ( Co 3.47 y Mo14.7, Co 6.94% y Mo 29.4%, Co 13.88% y Mo 58.8). El método inicia con la preparación de una microemulsión para cada uno de los catalizadores a desarrollar. En la parte A se describe el método, donde lo único que varía son los distintos porcentajes en peso para cada uno de los catalizadores sintetizados. A. Síntesis de catalizadores CoMo/γ-Al2O3 y NiMo/γ-Al2O3 por el método de microemulsión. 1. Se prepararon dos soluciones acuosas, en la primera se empleo nitrato de cobalto y
la segunda nitrato de níquel, cada solución se prepararon en un matraz de 100 ml y aforando con agua desionizada. Finalmente se preparo una solución de heptamolbdato de amonio (9.2 g), aforada con agua deshionizada (100 ml).
2. Se añadieron 100 ml de solvente orgánico (1-butanol) a una concentración de 0.3 M
en un vaso de precipitados de 500ml, posteriormente se añadieron 10.94g de CTBA con el fin de obtener la solución orgánica manteniendo agitación constante.
3. Como precursor del soporte se utiliza Isopropóxido de aluminio (i-propoxido Al), en
este caso la cantidad requerida es de 20.2183 g para obtener 5 g de metal de γ- Al2O3.
4. Se toman 14 ml de la solución de Co(NO3)2 . 6 H2O y 34 ml de heptamolbdato de
amonio y se adiciona al solvente orgánico CTBA, donde se observa la formación de precipitado de color púrpura.
5. Para contrarrestar la acidez de la solución se añade gota agota n-Butilamina
estabilizando dicha solución en un pH a 9. 6. Se agrega a la solución la cantidad requerida de i-propoxido de aluminio poco a
poco con el propósito de que haya mayor disolución. Se sigue manteniendo la agitación.

10
7. Hecho lo anterior se adiciona agua desionizada con la siguiente relación de i-propoxido Al :
202 =
− lpropoxidoAiOH
(La cantidad requerida es de 35.29 ml).con el fin de lograr que se efectué la hidrólisis de la solución).
Nota: Los cálculos para la síntesis de los catalizadores se hicieron para obtener 5g de catalizador. Para la preparación de NiMo/γ-Al2O3, se sigue el procedimiento citado anteriormente, donde se utiliza la misma solución de heptamolibdato de amonio ya preparada con anterioridad. Como precursor de níquel se utiliza nitrato de níquel.
Capitulo 3
3. Resultados
3.1 Análisis térmico
A los catalizadores sintetizados por microemulsión se les hizo análisis termogravimétrico (TGA) y análisis térmico diferencial (DTA) para observar la evolución termoquímica de la calcinación. En la figura 5, se observa que para el CoMo/γ-Al2O3 (Co 6.94% y Mo 29.4%), el TGA muestra la perdida de peso a medida que aumenta la temperatura, esto se debe a la eliminación de solventes e impurezas de las sustancias empleadas en la preparación de los catalizadores. El DTA indica la evolución termoquímica, donde se pueden observar efectos exotérmicos y endotérmicos durante el proceso. Cabe mencionar que este análisis muestra el mismo comportamiento para todos los catalizadores sintetizados por microemulsión.
Figura 5. Análisis de térmico para el catalizador CoMo/γ-Al2O3 (Co 6.94% y Mo 29.4%).
C o M o / A l 2 O 3 ( d o b l e )
- 7 0- 6 0
- 5 0- 4 0- 3 0
- 2 0- 1 0
0
1 02 0
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0T e m p e r a t u r a º C
TG %
en
peso
- 7 0- 6 0
- 5 0- 4 0- 3 0
- 2 0- 1 00
1 02 0
DTA
mV
D T AT G

11
3.1.1 Calcinación. Con el análisis térmico se encuentra la temperatura apropiada para llevar el catalizador obtenido a calcinación, con el propósito de eliminar impurezas de orgánicos y solventes adquiridos durante la preparación del mismo. La temperatura a que se llevo fue de 500 ºC con la rampa de calentamiento descrita en la figura 6. La rampa fue ajustada de tal manera que el calentamiento no fuera tan brusco, pues se corría el riesgo de romper la mufla del horno por los procesos ya mencionados.
Figura 6. Calcinación del catalizador. (Horno de calcinación)
3.2 Áreas superficiales BET En la tabla 2 se muestran los resultados del análisis por Fisisorción de N2 para los distintos catalizadores preparados por el método MEP. Los valores obtenidos son característicos de materiales cuya estructura esta formada por mesoporos (2 a 50 nm). Las áreas registradas y volumen de poro son muy altas, sobrepasan por mucho a la de una alúmina comercial. El diámetro de poro promedio garantiza el libre transito de moléculas grandes de azufre contenidas en el diesel. No obstante se puede observar que al aumentar el contenido de metal para el catalizador CoMo/Al2O3 de 3.47% en Co y 14.7% en Mo a 6.94% en Co y 29.4% en Mo respectivamente; aumentan diámetro promedio de poro, área superficial y volumen de poro, sin embargo cuando se vuelve a duplicar el contenido de metal, los valores registrados por el análisis de fisisorción de N2 sufren una drástica disminución en cada uno de ellos. Para el catalizador NiMo/ Al2O3, al aumentar el porcentaje en peso tanto de Ni y Mo para las dos ultimas síntesis se registra un aumento de diámetro, volumen de poro y área superficial.

12
Diámetro
de Poro promedio ºA
Área superficial
(m2/g)
Volumen de poro (cm3/g)
Alúmina (Al2O3) 60-120 100-280 0.5-1.0 Catalizador Comercial Co=3.47% Mo=14.7%
P= 1.87%
97.64 380 0.928
CoMo/ Al2O3 Co=3.47% Mo=14.7%
130.7 475.8 1.555
NiMo/ Al2O3 Ni= 2.3% Mo=9.5%
125.8 587 1.846
CoMo/ Al2O3 Co=6.94% Mo=29.4%
140.9 471.5 1.698
NiMo/ Al2O3 Ni= 4.6% Mo=19%
91.33 481 1.098
CoMo/ Al2O3 Co= 13.88% Mo=58.8%
87.2 335 0.73
NiMo/ Al2O3 Ni= 9.2% Mo=38%
102.6 432 1.11
Tabla 2. Obtención de los resultados de fisisorción de N2 en cada uno de los catalizadores empleados en la experimentación.
El análisis de fisisorción de N2 para todos los catalizadores, presentan la misma isoterma (Isoterma tipo IV), cuya forma esta descrita en la figura 7. La isoterma presenta histéresis, esto indica que el proceso de llenado de poros es distinto del proceso de vaciado de poros. Esto se debe a efectos provocados por la geometría del poro.
Figura 7. Isotermas de adsorción-deserción para el catalizador NiMo/γ -Al2O3
13
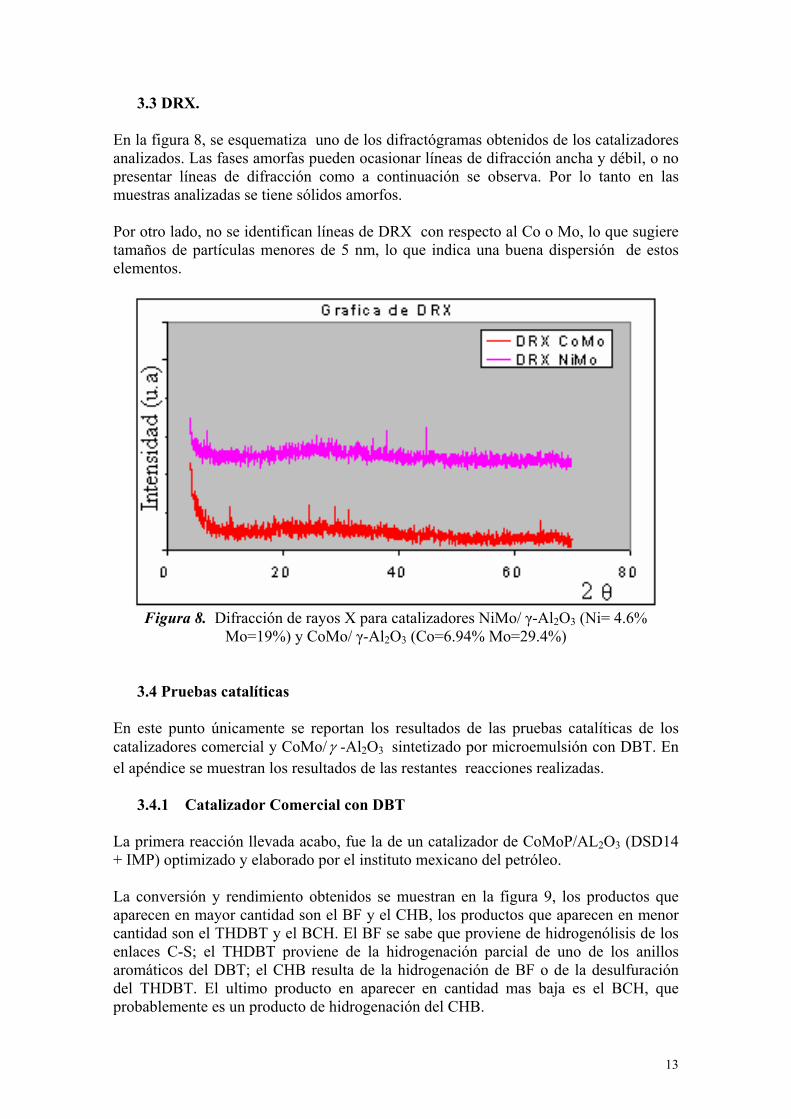
3.3 DRX. En la figura 8, se esquematiza uno de los difractógramas obtenidos de los catalizadores analizados. Las fases amorfas pueden ocasionar líneas de difracción ancha y débil, o no presentar líneas de difracción como a continuación se observa. Por lo tanto en las muestras analizadas se tiene sólidos amorfos. Por otro lado, no se identifican líneas de DRX con respecto al Co o Mo, lo que sugiere tamaños de partículas menores de 5 nm, lo que indica una buena dispersión de estos elementos.
Figura 8. Difracción de rayos X para catalizadores NiMo/ γ-Al2O3 (Ni= 4.6%
Mo=19%) y CoMo/ γ-Al2O3 (Co=6.94% Mo=29.4%)
3.4 Pruebas catalíticas En este punto únicamente se reportan los resultados de las pruebas catalíticas de los catalizadores comercial y CoMo/γ -Al2O3 sintetizado por microemulsión con DBT. En el apéndice se muestran los resultados de las restantes reacciones realizadas.
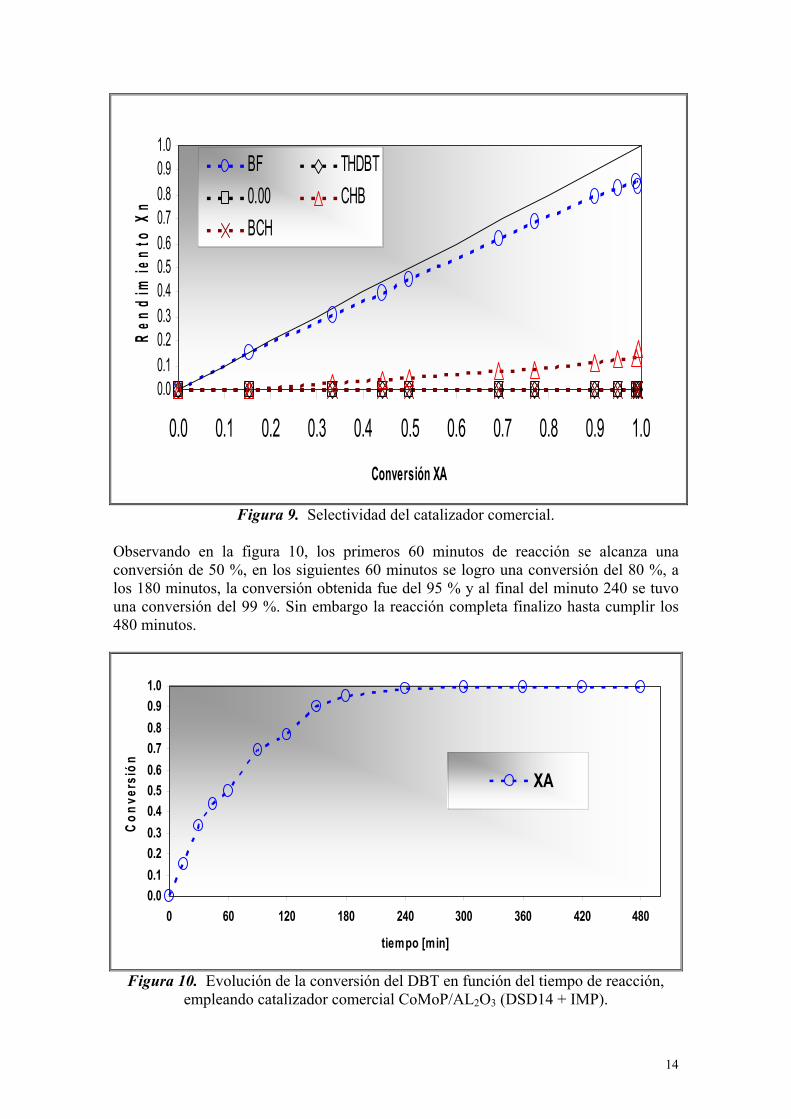
3.4.1 Catalizador Comercial con DBT La primera reacción llevada acabo, fue la de un catalizador de CoMoP/AL2O3 (DSD14 + IMP) optimizado y elaborado por el instituto mexicano del petróleo. La conversión y rendimiento obtenidos se muestran en la figura 9, los productos que aparecen en mayor cantidad son el BF y el CHB, los productos que aparecen en menor cantidad son el THDBT y el BCH. El BF se sabe que proviene de hidrogenólisis de los enlaces C-S; el THDBT proviene de la hidrogenación parcial de uno de los anillos aromáticos del DBT; el CHB resulta de la hidrogenación de BF o de la desulfuración del THDBT. El ultimo producto en aparecer en cantidad mas baja es el BCH, que probablemente es un producto de hidrogenación del CHB.
14
0.00.10.20.30.40.50.60.70.80.91.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Conversión XA
Ren
dim
ient
oXn
BF THDBT0.00 CHBBCH
Figura 9. Selectividad del catalizador comercial.
Observando en la figura 10, los primeros 60 minutos de reacción se alcanza una conversión de 50 %, en los siguientes 60 minutos se logro una conversión del 80 %, a los 180 minutos, la conversión obtenida fue del 95 % y al final del minuto 240 se tuvo una conversión del 99 %. Sin embargo la reacción completa finalizo hasta cumplir los 480 minutos.
0.00.10.20.30.40.50.60.70.80.91.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Con
vers
ión
XA
Figura 10. Evolución de la conversión del DBT en función del tiempo de reacción,
empleando catalizador comercial CoMoP/AL2O3 (DSD14 + IMP).
15
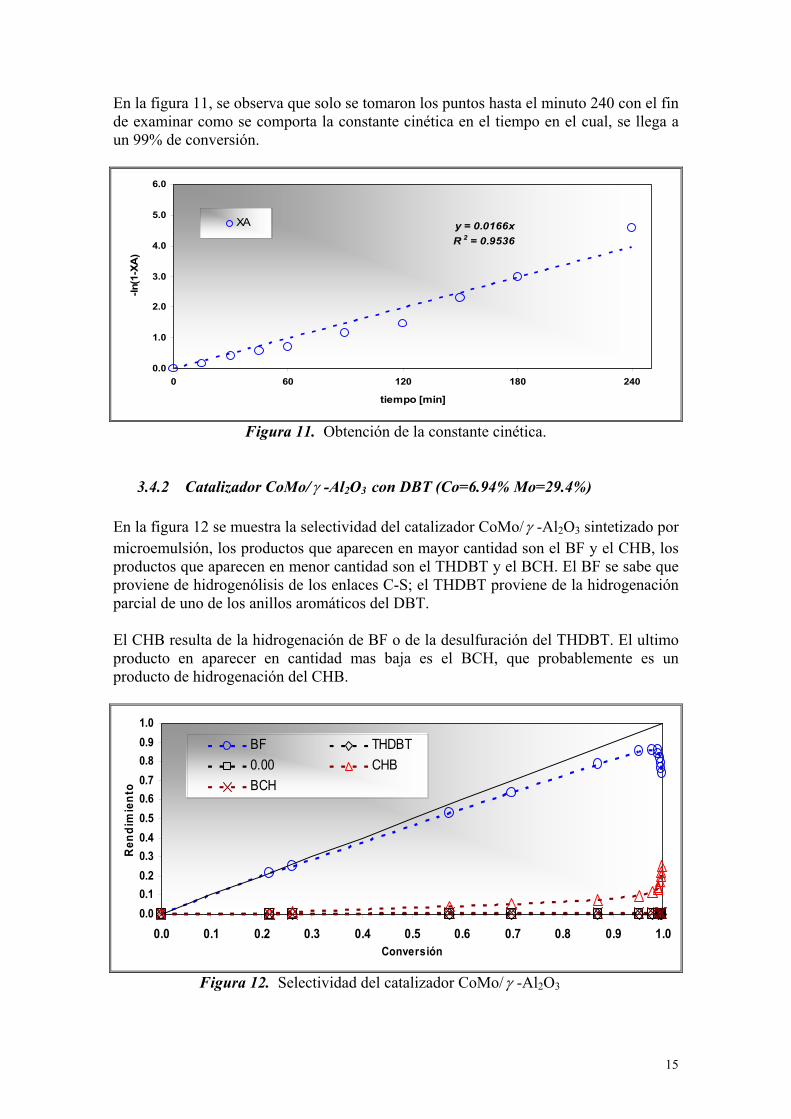
En la figura 11, se observa que solo se tomaron los puntos hasta el minuto 240 con el fin de examinar como se comporta la constante cinética en el tiempo en el cual, se llega a un 99% de conversión.
y = 0.0166xR 2 = 0.9536
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 60 120 180 240
tiempo [min]
-ln(1
-XA
)
XA
Figura 11. Obtención de la constante cinética.
3.4.2 Catalizador CoMo/γ -Al2O3 con DBT (Co=6.94% Mo=29.4%) En la figura 12 se muestra la selectividad del catalizador CoMo/γ -Al2O3 sintetizado por microemulsión, los productos que aparecen en mayor cantidad son el BF y el CHB, los productos que aparecen en menor cantidad son el THDBT y el BCH. El BF se sabe que proviene de hidrogenólisis de los enlaces C-S; el THDBT proviene de la hidrogenación parcial de uno de los anillos aromáticos del DBT. El CHB resulta de la hidrogenación de BF o de la desulfuración del THDBT. El ultimo producto en aparecer en cantidad mas baja es el BCH, que probablemente es un producto de hidrogenación del CHB.
0.00.10.20.30.40.50.60.70.80.91.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0Conversión
Ren
dim
ient
o
BF THDBT0.00 CHBBCH
Figura 12. Selectividad del catalizador CoMo/γ -Al2O3

16
Observando en la figura 13, en los primeros 50 minutos de reacción se alcanza una conversión de 58 %, en los siguientes 70 minutos se logro una conversión del 93 %, a los 180 minutos, la conversión obtenida fue del 99 %. Sin embargo la reacción se llevo hasta cumplir los 480 minutos de reacción.
0.00.10.20.30.40.50.60.70.80.91.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Con
vers
ión
XA
Figura 13. Evolución de la conversión del DBT en función del tiempo de reacción,
empleando catalizador CoMo/γ -AL2O3 sintetizado por microemulsión.
En la figura 14, se puede observar que solo se tomaron los puntos hasta el minuto 180 con el fin de examinar como se comporta la constante cinética en el tiempo en el cual, se llega a un 99% de conversión.
y = 0.0257xR 2 = 0.9825
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 60 120 180
tiempo [min]
-ln(1
-XA
)
XA
Figura 14. Obtención de la constante cinética

17
3.4.3 Constantes cinéticas experimentales. En la tabla 3 se presentan los valores obtenidos de las constantes cinéticas encontradas experimentalmente con su respectiva carga de catalizador, tanto para las reacciones efectuadas con DBT como con 4,6-DMDBT.
Tipo de Catalizador Catalizador Comercial
Constante cinética (k) m3/Kg cat*seg
Co=3.47% Mo=14.7% P= 1.87%
9.06*10-5
Cat-1 CoMo/ γ-Al2 O3 Co=3.47% Mo=14.7%
3.19*10-5
Cat-2 NiMo/ γ-Al2 O3 Ni= 2.3% Mo=9.5%
3.33*10-5
Cat-3 CoMo/ γ-Al2 O3 Co=6.94% Mo=29.4%
1.1*10-4
Cat-4 NiMo/ γ-Al2 O3 Ni= 4.6% Mo=19%
9.8*10-5
Reacciones con 4,6-DMDBT Cat-3 CoMo/ γ-Al2 O3 Co=6.94% Mo=29.4%
5.3*10-6
Cat-4 NiMo/ γ-Al2 O3 Ni= 4.6% Mo=19%
6.61*10-6
Cat-5 CoMo/ γ-Al2 O3 Co=13.88% Mo=58.8%
8.32*10-6
Cat-6 NiMo/ γ-Al2 O3 Ni= 9.2% Mo=38%
1.88*10-5
Tabla 3. Constantanes cinéticas experimentales.
Empleando los valores obtenidos de las constantes cinéticas, realizamos la evaluación de la actividad catalítica de cada uno de los catalizadores, con lo cual obtenemos los siguientes resultados: DBT
45.310*19.3
10*1.113
5
4
==−−
−
−
CATCAT ………………..(2)
94.210*33.310*8.9
24
5
5
==−−
−
−
CATCAT ………………..(3)
4,6-DMDBT
57.110*3.510*30.8
35
6
6
==−−
−
−
CATCAT ……………….. (4)
84.210*61.610*88.1
46
6
5
==−−
−
−
CATCAT ……………….. (5)

18
Con los cálculos anteriores se interpreta el desempeño catalítico obtenido durante la experimentación obteniendo los siguientes resultados, el CAT-3 supero al catalizador CAT-1 con un desempeño catalítico de aproximadamente 3 veces, de igual manera ocurrió para el catalizador NiMo. Mientras que para los catalizadores evaluados catalíticamente con la molécula 4,6-DMDBT, solo el catalizador CAT-6 siguió la misma tendencia de incrementar la actividad a razón de 3 veces, mientras que el catalizador CAT-5 solo incremento la actividad catalítica 1.5 veces.
3.5 Conclusión experimental En este trabajo, se estudio el efecto que tiene el método de preparación de catalizadores CoMo/ γ-Al2O3 y NiMo/γ-Al2O3 para HDS sintetizados por el método de microemulsión, sobre propiedades fisicoquímicas como son: comportamiento térmico, área superficial, fases cristalinas y resistencia bajo condiciones de reacción catalítica con las siguientes moléculas (dibenzotiofeno DBT y 4,6- dimetildibenzotiofeno 4,6-DMDBT). De los resultados obtenidos de la caracterización y pruebas de actividad, se desprenden lo siguiente: En general bajo nuestras condiciones experimentales se pudo observar que el método de preparación puesto en practica en la síntesis de catalizadores CoMo y NiMo para HDS, es un método alternativo a los comúnmente empleados en HDS que arroja resultados interesantes, toda vez que se obtuvieron áreas BET mayores así como actividad catalítica que supera en mucho a los métodos ya mencionados. Sin embargo esto es solo el principio de seguir ahondando en el tema y continuar con posteriores investigaciones que mejoren el presente trabajo. Habiendo comprobado el éxito del método, lo cual hace posible la instalación de la planta de catalizadores para HDS, se hará a una evaluación económica de los equipos requeridos así como de la instalación adecuada para la dimencionalización de la planta productora de los múltiples catalizadores a fabricar.
Capitulo 4
4. Ubicación de la planta
En México, existen 6 plantas de HDS que operan bajo la responsabilidad de PEMEX-Refinación, las principales refinerías se encuentran ubicadas en los siguientes estados de la republica: Tamaulipas, Tampico, Hidalgo, Veracruz, Oaxaca y Guanajuato. La ubicación de cada una de ellas se indica en la figura 15. Esto conlleva a realizar un estudio en el cual la planta de catalizadores CoMo/γ-A12O3 y NiMo/γ-A12O3 para HDS sintetizados por el método de microemulsión, satisfaga primeramente el mercado nacional, donde la demanda de catalizadores se estima entre las 90 y las 140 ton/año; por lo que la producción seria de 250 kg/dia.

19
También se prevé alcanzar mercados de los países principales productores de petróleo como, Arabia Saudita, Estados Unidos, Rusia, Irak, China, Noruega, Canadá, Emiratos Árabes Unidos, Venezuela, Reino Unido, Kuwait y Nigeria. De acuerdo a la figura 15, se propone que la planta de síntesis de catalizadores, se ubique en el Edo. de Querétaro. Esta decisión se tomo al considerar la cercanía que se tiene con las que están ubicadas en Tula y Salamanca, así mismo considerando que esta en un paso intermedio con las de Cadereyta y Tampico con respecto a las localizadas en Minatitlan y Salina Cruz. Cabe mencionar que Querétaro cuenta con el abasto suficiente de agua potable y de materias primas requeridas en la producción de los catalizadores, así como con diferentes vías de comunicación que enlazan con las principales ciudades del país, para la distribución de los productos, específicamente con la ciudad de México la cual cuenta con los mayores corporativos a nivel nacional y por ser el paso obligado de posibles inversionistas.
Figura 15. Ubicación de refinerías en México y ubicación de Planta de catalizadores
CoMo/γ-A12O3 y NiMo/γ-A12O3 para HDS sintetizados por el método de microemulsión
4.1 Balance de materia (BM)
Se propone realizar un balance de materia para satisfacer la demanda del mercado nacional (fig. 16), con el conocimiento de que los 6 reactores de HDS existentes requieren una carga en promedio de 15 toneladas cada/uno de catalizador, para totalizar 90 ton/año de catalizador. Cabe mencionar que los cálculos se realizaron para el catalizador CoMo/γ-A12O3, para establecer que tan factible es el proyecto de producir catalizadores por MEP.

20
Figura 16. Balance de Materia para el catalizador CoMo/γ-A12O3.
4.2 Potencial Económico El siguiente análisis preeliminar (tabla 4) representa la inversión económica basada en el BM, junto con la producción deseada y el costo de la materia prima.
Materia prima
Cantidad (kg/día)
Costo (US$/día)
US $ año
Nitrato de cobalto 450 260 93600 Heptamilbdato de
amonio 1075 177 63720
Isopropóxido de aluminio
625 152 54720
CTBA 350 277 99720 1-butanol 3175 4 1440
n-butilamina 50 10 3600 Agua destilada 1300 0.5 180
Total 7025 880.5 316980 Tabla 4. Cantidad y costo de materias primas del BM
En el mercado nacional el costo del catalizador CoMo/γ-Al2O3 oscila entre 14 y 17 dólares el kilogramo. En base a esta información el costo de nuestro catalizador esta propuesto en un costo unitario de US $ 12 por kg de catalizador.
Producto
Cantidad (ton/año)
Costo (US$/ton)
US$ año
CoMo/γ-Al2O3 90 12,000 1,080,000 Tabla 5. Producto (catalizador CoMo/ γ-Al2O3)
21
Empleando las siguientes ecuaciones obtenemos el potencial económico y la ganancia al final del proceso.
PE =∑=
n
i 1
(Precio de venta) i x (Producción) i -∑=
n
j 1(Precio de materia prima) j x
Consumo) j………………..(6) PE = 27, 448,200 US $/año Ganancia Producción = PE / ∑ (Precio de materia prima) i x (Consumo) j ……………(7) Consumo Ganancia de producción = 96.2 % de consumo
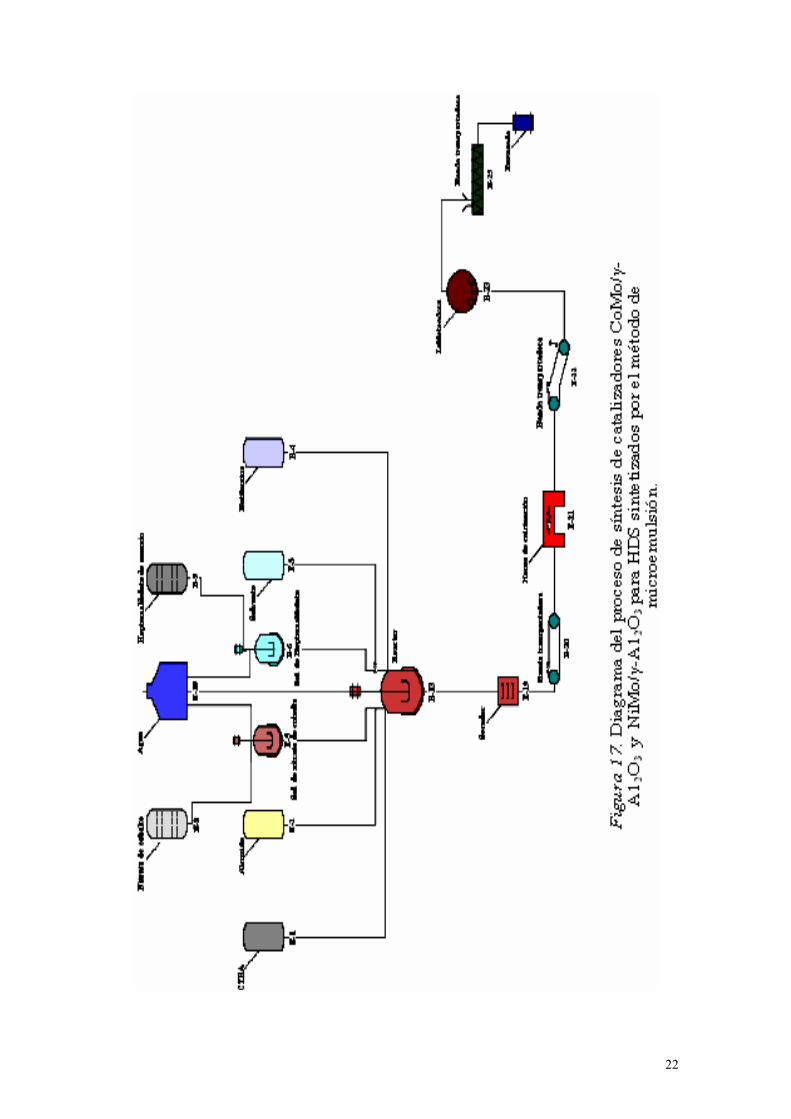
4.3 Diagrama del proceso para la síntesis de catalizadores En el siguiente diagrama (fig. 17) se muestra el diseño de la planta, donde se indica la secuencia de cada uno de los equipos empleados en el proceso. Iniciando con los tanques de almacenamiento, los cuales suministran las cantidades requeridas de materia prima al reactor, el cual opera para realizar la microemulsión de los catalizadores CoMo/γ-Al2O3 y NiMo/ γ-Al2O3 sintetizados mediante la técnica MEP. Una vez formada la microemulsión, se hace pasar la cantidad obtenida, a través de un secador para eliminar el exceso de humedad y solvente adquiridos en la síntesis de la misma. Una vez que el producto esta seco, se alimenta a un horno de calcinación, el cual esta previamente programado a la temperatura adecuada reportado por las pruebas de TGA-DTA. Finalmente este producto se alimenta a una tableteadora con el fin de obtener pastillas catalíticas de una forma bien definida, estas pastillas son transportadas en bandas, para ser envasadas en contenedores de 50 Kg cada uno.
22
23
En la tabla 6 se muestra el símbolo y la representación grafica de cada uno de los equipos empleados en el diseño de la planta productora de catalizadores CoMo/γ-A12O3 y NiMo/γ-A12O3 para HDS sintetizados por el método de microemulsión.
Símbolo Función E-1 Tanque de almacenamiento de CTBA E-2 Tanque de almacenamiento de Alcóxido E-3 Tanque de almacenamiento de solvente E-4 Tanque de almacenamiento de
butilamina E-5 Tanque de mezclado para la solución de
nitrato de cobalto E-6 Tanque de mezclado para la solución de
heptamolibdato de amonio E-8 Contenedor de polvos (nitrato de cobalto) E-9 Contenedor de polvos (heptamolibdato de
amonio) E-10 Tanque de almacenamiento de agua E-13 Reactor E-19 Secador E-20 Banda trasportadora de Producto (polvo) E-21 Horno de calcinación E-22 Banda trasportadora de Producto (polvo) E-23 Tableteadora (presión mecánica) E-25 Banda trasportadora de tornillo de
pastillas catalíticas (producto) Tabla 6. Simbología y localización grafica de los equipo que conforman la planta
productora de catalizadores CoMo/γ-A12O3 y NiMo/γ-A12O3 para HDS sintetizados por el método de microemulsión.
4.4 Tanques de almacenamiento
Los tanques (fig 18) son empleados para retener, trasportar o almacenar líquidos o gases. Los embudos efectúan las mismas funciones para los sólidos, se emplean universalmente para mantener la materia prima para su procesamiento o para los reactivos que se esperan de embarque.
Para asegurar una operación ininterrumpida el diseñador proporciona generalmente una capacidad de aproximadamente de 30 días de almacenamiento para la materia prima y los productos manufacturados. En algunos casos se debe considerar en el diseño del recipiente un factor de 1.5 veces el tamaño del mismo, con el fin de mejorar su traslado.
Considerando lo anterior se diseñaron tanque para líquidos y tolvas para sólidos, ya que estas son recipientes orientados verticalmente, con una sección trasversal comúnmente cuadrada y tiene una base en forma de cono invertido para la descarga de los sólidos por gravedad.

24
4.4.1 Tipos de tanques
Atmosféricos y baja presión: p < = 2.5 psig
o Techo fijo o Techo flotante o Tope abierto
Media presión: 2.5< p < = 15 psig
o Refrigerados o No refrigerados
Presurizados: p > 15 psig
o Cilíndricos o Esferas
La selección del tipo de recipiente y su presión de trabajo, dependerá de la presión de vapor verdadera del reactivo, a la temperatura de almacenamiento de manera que se garantice, que el reactivo se encuentra en fase liquida y evitar las mermas (perdidas por evaporación) y de esta manera optimizar el volumen.
La altura que puede alcanzar un tanque viene limitada por la resistencia mínima del suelo donde será instalado, considerando el asentamiento asociado a cada carga.
GrxP
H S1000max = ...................(8)
Hmax = altura máxima en m
PS = resistencia mínima del suelo en Kg/cm2
Gr = gravedad especifica del fluido
La pared o casco es el componente más grande y critico de los tanques, representando por lo general el 60 % del material usado.
Para su diseño se deben considerar los siguientes aspectos:
Presión hidrostática por altura de liquido Fuerzas inducidas por el viento cargas impuestas por conexión de tuberías Cargas inducidas por asentamiento por la fundación
25
Figura 18. Tanques de almacenamiento
En la tabla 7, se describen las características técnicas y las dimensiones requeridas para iniciar el proceso de alimentación hacia el reactor. Además de su costo.
Materia prima
Almacenada
CTBA Alcóxido Agua Solvente n-butilamina
Tanque 1 Tanque 2 Tanque 3 Tanque 4 Tanque 5 Marca Hidrobart Hidrobart Hidrobart Hidrobart Hidrobart
Altura (ft) 3.2 3.5 4.6 6.24 1.97 Diámetro (ft) 2.3 3 3.2 4.92 1.31
Capacidad (galones)
91 162.5 380 825.5 13
Material Acero inoxidable
316
Acero inoxidable
316
Acero inoxidable
316
Acero inoxidable
316
Acero inoxidable
316 Costo US$ 6,600 12,400 14,500 40,600 1,700
Tabla 7. Características técnicas y dimensiones de los tanques de almacenamiento para materias primas.
Para las soluciones de nitrato de cobalto y heptamolibdato de amonio se requieren de dos tanques de mezclado. En la fig. 19 se observa uno de ellos.
Figura 19. Tanque mezclador
26
La tabla 8 indica las características y dimensiones de los tanques mezcladores, el tipo de material y su costo.
Solución Nitrato de cobalto Heptamolibdato de amonio
Tanque 1 Tanque 2 Marca Hidrobart Hidrobart
Diámetro (ft) 2.5 3 Altura (ft) 3.5 4.4
Capacidad (galones) 279.5 117 Material Acero inoxidable 316 Acero inoxidable 316
Agitación (hp) 3 3 Costo US $ 8,900 8,900
Tabla 8. Descripción técnica de los tanques de mezclado.
4.5 Reactor Consideraciones en el diseño del reactor de síntesis de microemulsión de catalizadores NiMo y CoMo. Fig 20
Elección del tipo de reactor
o Se elige tipo Batch o Lotes, al considerar que en la síntesis por ME de los catalizadores NiMo y CoMo, existe un paso de reposo de 24 hrs donde se verifica la condensación del alcóxido hidrolizado (Al-isopropoxido).
Lo anterior no permite entrada y salida continua de reactivos y productos.
Tamaño o dimensiones del reactor
o Estará sujeto al balance de materia. Dependiendo de la cantidad de catalizador a producir será el volumen del reactor, con la capacidad de contener el volumen.
Tiempo de reacción
o La formación de la ME y la hidrólisis del alcóxido son reacciones muy
rápidas. La limitante principal es el tiempo de reposo para verificar la condensación del alcóxido hidrolizado (24hrs).
27
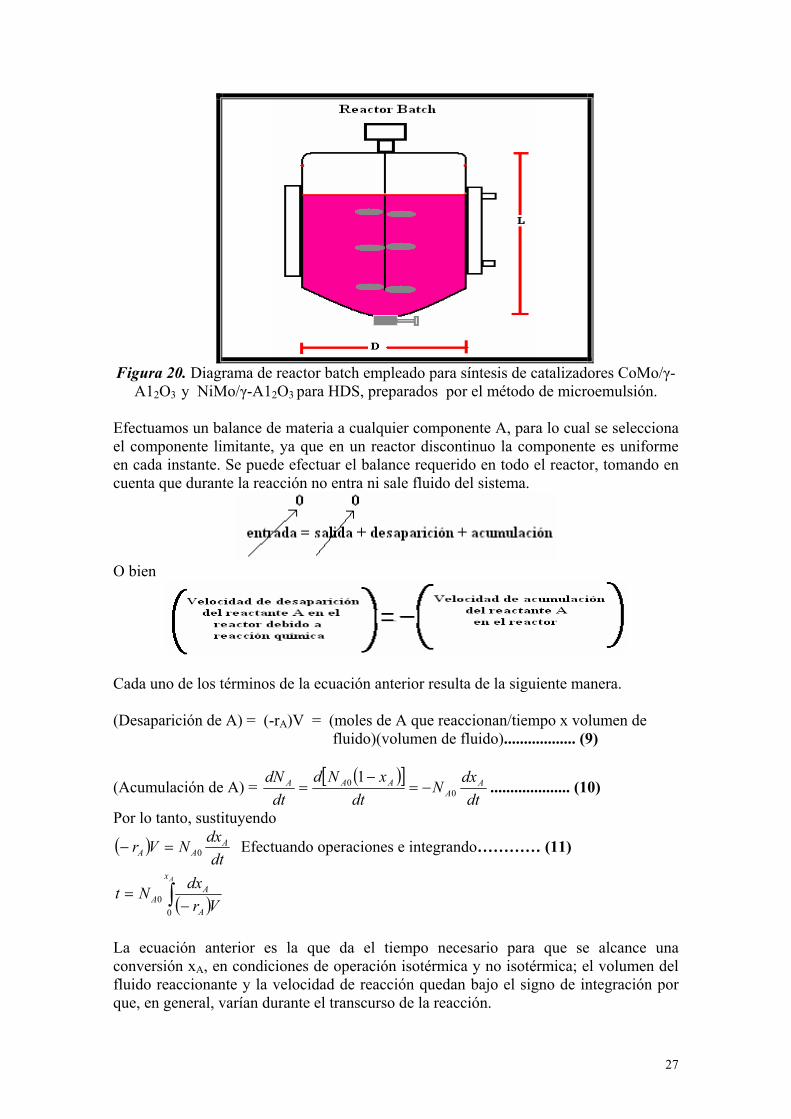
Figura 20. Diagrama de reactor batch empleado para síntesis de catalizadores CoMo/γ-
A12O3 y NiMo/γ-A12O3 para HDS, preparados por el método de microemulsión.
Efectuamos un balance de materia a cualquier componente A, para lo cual se selecciona el componente limitante, ya que en un reactor discontinuo la componente es uniforme en cada instante. Se puede efectuar el balance requerido en todo el reactor, tomando en cuenta que durante la reacción no entra ni sale fluido del sistema.
O bien
Cada uno de los términos de la ecuación anterior resulta de la siguiente manera. (Desaparición de A) = (-rA)V = (moles de A que reaccionan/tiempo x volumen de fluido)(volumen de fluido).................. (9)
(Acumulación de A) = ( )[ ]
dtdxN
dtxNd
dtdN A
AAAA
00 1
−=−
= .................... (10)
Por lo tanto, sustituyendo
( )dt
dxNVr AAA 0=− Efectuando operaciones e integrando………… (11)
( )∫ −=
Ax
A
AA Vr
dxNt0
0
La ecuación anterior es la que da el tiempo necesario para que se alcance una conversión xA, en condiciones de operación isotérmica y no isotérmica; el volumen del fluido reaccionante y la velocidad de reacción quedan bajo el signo de integración por que, en general, varían durante el transcurso de la reacción.
28
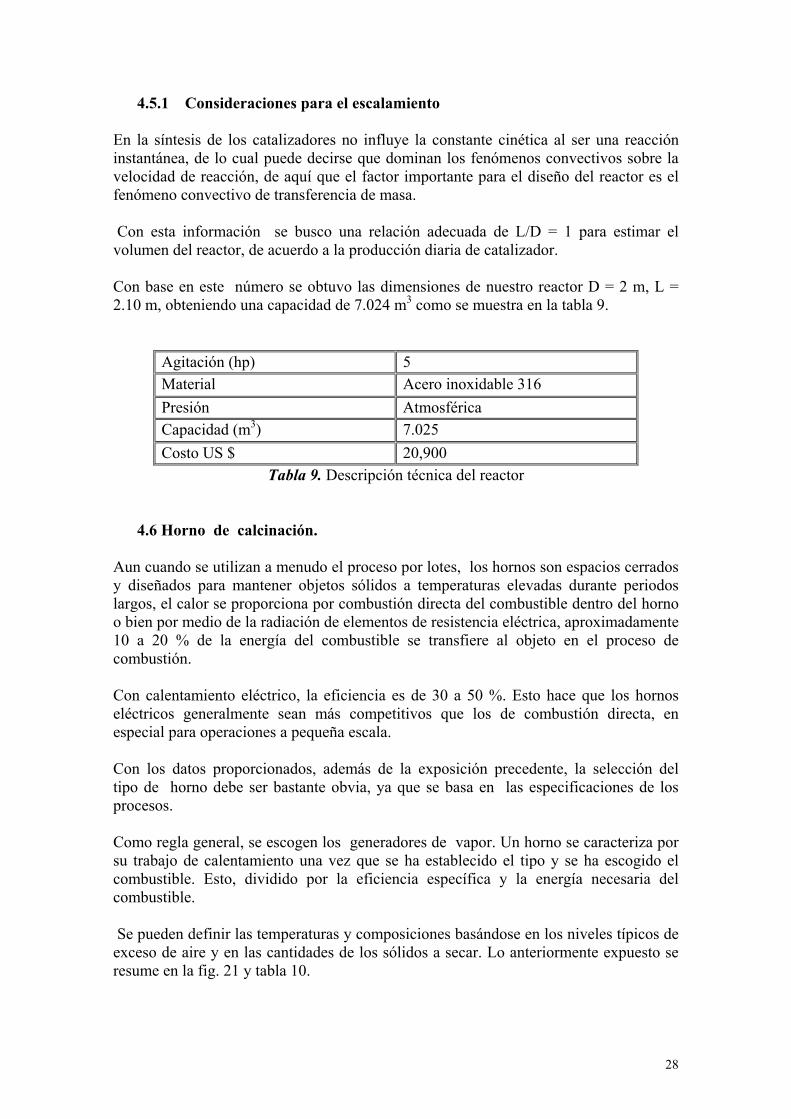
4.5.1 Consideraciones para el escalamiento En la síntesis de los catalizadores no influye la constante cinética al ser una reacción instantánea, de lo cual puede decirse que dominan los fenómenos convectivos sobre la velocidad de reacción, de aquí que el factor importante para el diseño del reactor es el fenómeno convectivo de transferencia de masa. Con esta información se busco una relación adecuada de L/D = 1 para estimar el volumen del reactor, de acuerdo a la producción diaria de catalizador. Con base en este número se obtuvo las dimensiones de nuestro reactor D = 2 m, L = 2.10 m, obteniendo una capacidad de 7.024 m3 como se muestra en la tabla 9.
Agitación (hp) 5 Material Acero inoxidable 316 Presión Atmosférica Capacidad (m3) 7.025 Costo US $ 20,900
Tabla 9. Descripción técnica del reactor
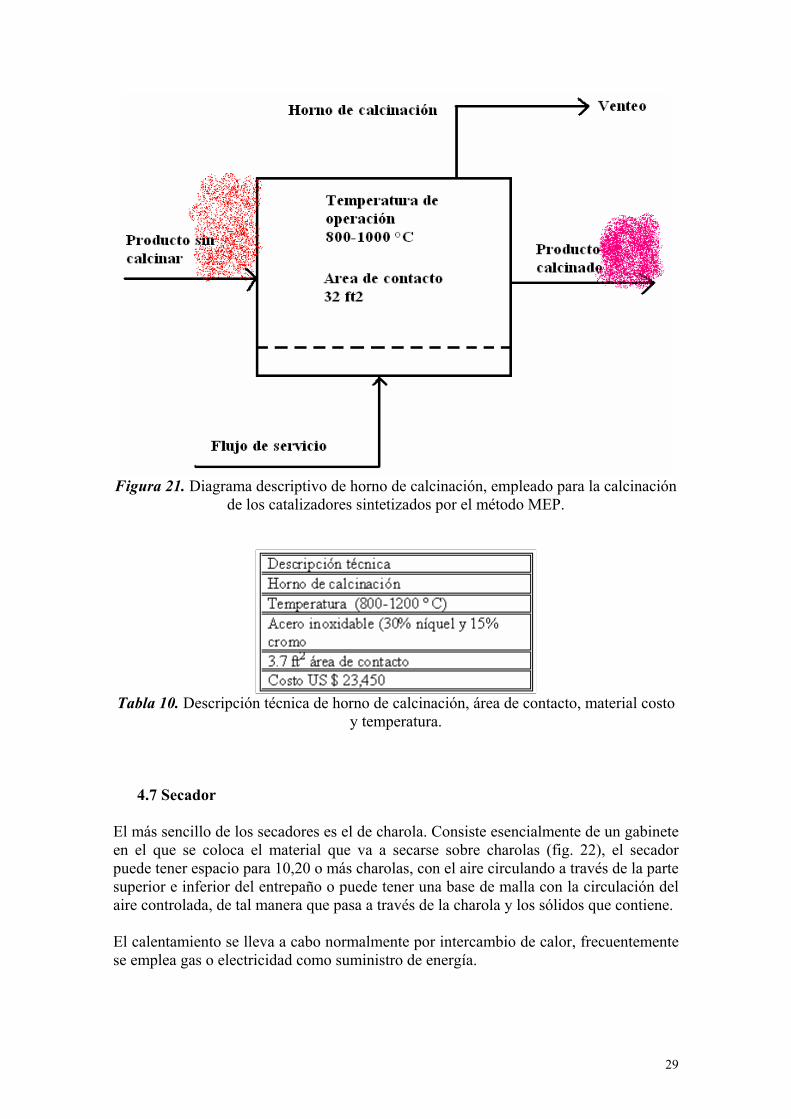
4.6 Horno de calcinación. Aun cuando se utilizan a menudo el proceso por lotes, los hornos son espacios cerrados y diseñados para mantener objetos sólidos a temperaturas elevadas durante periodos largos, el calor se proporciona por combustión directa del combustible dentro del horno o bien por medio de la radiación de elementos de resistencia eléctrica, aproximadamente 10 a 20 % de la energía del combustible se transfiere al objeto en el proceso de combustión. Con calentamiento eléctrico, la eficiencia es de 30 a 50 %. Esto hace que los hornos eléctricos generalmente sean más competitivos que los de combustión directa, en especial para operaciones a pequeña escala. Con los datos proporcionados, además de la exposición precedente, la selección del tipo de horno debe ser bastante obvia, ya que se basa en las especificaciones de los procesos. Como regla general, se escogen los generadores de vapor. Un horno se caracteriza por su trabajo de calentamiento una vez que se ha establecido el tipo y se ha escogido el combustible. Esto, dividido por la eficiencia específica y la energía necesaria del combustible. Se pueden definir las temperaturas y composiciones basándose en los niveles típicos de exceso de aire y en las cantidades de los sólidos a secar. Lo anteriormente expuesto se resume en la fig. 21 y tabla 10.
29
Figura 21. Diagrama descriptivo de horno de calcinación, empleado para la calcinación
de los catalizadores sintetizados por el método MEP.
Tabla 10. Descripción técnica de horno de calcinación, área de contacto, material costo
y temperatura.
4.7 Secador El más sencillo de los secadores es el de charola. Consiste esencialmente de un gabinete en el que se coloca el material que va a secarse sobre charolas (fig. 22), el secador puede tener espacio para 10,20 o más charolas, con el aire circulando a través de la parte superior e inferior del entrepaño o puede tener una base de malla con la circulación del aire controlada, de tal manera que pasa a través de la charola y los sólidos que contiene. El calentamiento se lleva a cabo normalmente por intercambio de calor, frecuentemente se emplea gas o electricidad como suministro de energía.

30
Fig.22 Secador de 20 charolas, esta unidad tiene charolas de 30 por 40 pulgadas
La velocidad de secado se define como:
AMN
AdXdWR aaS =
−=
θ
}
………………. (13)
dode: R = velocidad de secado lb de liquido evaporado/ h pie2 de superficie sólida WS = peso del sólido, lb
}X = contenido global de humedad del sólido, lb de liquido/lb de sólido seco. Esta ecuación se puede reordenar i integrar para obtener el tiempo de secado
∫∫−
=
}2
}1
}
0
X
XRXd
AWd
θ
θ …………………(14)
donde X1 = contenido de humedad Al emplear un secador de charola, se requiere un tiempo de secado de aproximadamente 22 horas, para una carga de 250 kg/día de catalizador considerando que hay un alto grado de humedad y en efecto existe una saturación de solvente y agua.
4.8 Tableteadora Esta prensa mecánica de gran velocidad tiene un gran número de cavidades que son cargadas automáticamente con cantidades precisas de polvo. Cada carga se comprime por un embolo y se descarga de la prensa en forma de tabletas. Estas maquinas se emplean exactamente en la industria farmacéutica. Se usan también para preparar pastillas de catalizador, productos cerámicos, metales porosos y otros productos químicos industriales. A menudo se emplean aglomeradores líquidos o lubricantes. La fig. 23 y la tabla 11 muestran la obtención de las pastillas catalíticas y la descripción técnica de la tableteadora.

31
Figura 23. Diseño y características de tableteadora empleada en la producción de pastillas catalíticas
Tabla 11. Descripción técnica de tableteadora
4.9 Banda transportadora
Un transportador de correas o bandas en general es la selección más económica cuando se trata de un transportador de gran capacidad en situaciones no críticas (Fig. 24). Consiste de una banda continua, flexible, que pasa sobre rodillos y es impulsada a través de rodillos de potencia; existen trasportadores de banda que trabajan a velocidades de varios metros por segundo y transportan materiales.
Figura 24. Características y diseño de banda trasportadora de pastillas catalíticas en
forma de pellet.

32
4.10 Envasado y forma de pastillas catalíticas En particular, los catalizadores empleados en procesos de HDS requieren ser presentados en forma de pastilla catalítica, hay diferentes geometrías de pastillas catalíticas, en nuestro caso se desea la producción de pastillas en forma de pellets, ya que son las más comúnmente empleadas en las refinerías. Por otro lado, se describe el diseño del contenedor, en el cual serán almacenadas dichas pastillas y con el fin de introducirlas al mercado nacional. El diseño del contenedor se diseño empleando plástico como principal material de elaboración, evitando la deformación de las mismas al manipularlas en el trasporte de las mismas.
Figura 25. Dimensiones y características del envasado y geometría de las pastillas catalíticas (punto de venta)
Formas: Pellets
Tamaño: 1.5-10 mm ∅ Tamaño: 20-40 mm ∅ y 10-20 de longitud. Los canales son de menor tamaño que los anillos, produciendo un cambio en el equilibrio entre la fuerza mecánica del pellet y los fenómenos transportes de masa-calor.
Pellet
33
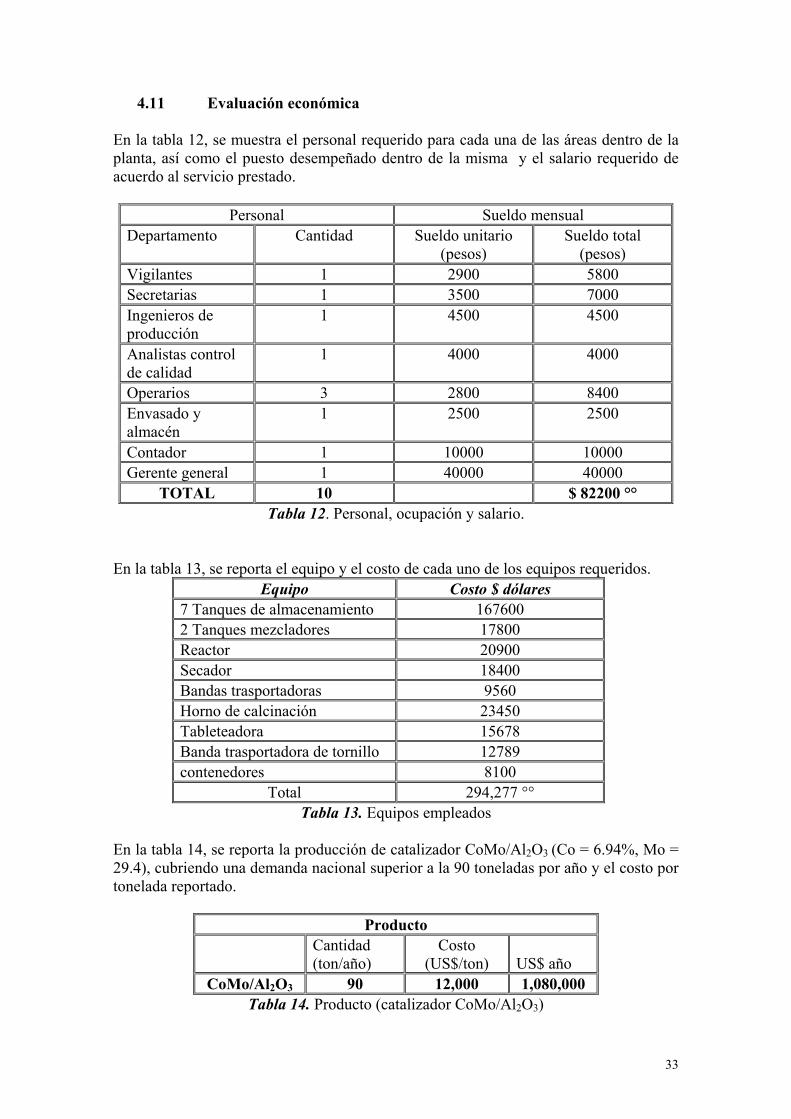
4.11 Evaluación económica En la tabla 12, se muestra el personal requerido para cada una de las áreas dentro de la planta, así como el puesto desempeñado dentro de la misma y el salario requerido de acuerdo al servicio prestado.
Personal Sueldo mensual Departamento Cantidad Sueldo unitario
(pesos) Sueldo total
(pesos) Vigilantes 1 2900 5800 Secretarias 1 3500 7000 Ingenieros de producción
1 4500 4500
Analistas control de calidad
1 4000 4000
Operarios 3 2800 8400 Envasado y almacén
1 2500 2500
Contador 1 10000 10000 Gerente general 1 40000 40000
TOTAL 10 $ 82200 °° Tabla 12. Personal, ocupación y salario.
En la tabla 13, se reporta el equipo y el costo de cada uno de los equipos requeridos.
Equipo Costo $ dólares 7 Tanques de almacenamiento 167600 2 Tanques mezcladores 17800 Reactor 20900 Secador 18400 Bandas trasportadoras 9560 Horno de calcinación 23450 Tableteadora 15678 Banda trasportadora de tornillo 12789 contenedores 8100
Total 294,277 °° Tabla 13. Equipos empleados
En la tabla 14, se reporta la producción de catalizador CoMo/Al2O3 (Co = 6.94%, Mo = 29.4), cubriendo una demanda nacional superior a la 90 toneladas por año y el costo por tonelada reportado.
Producto Cantidad
(ton/año) Costo
(US$/ton) US$ año
CoMo/Al2O3 90 12,000 1,080,000 Tabla 14. Producto (catalizador CoMo/Al2O3)
34
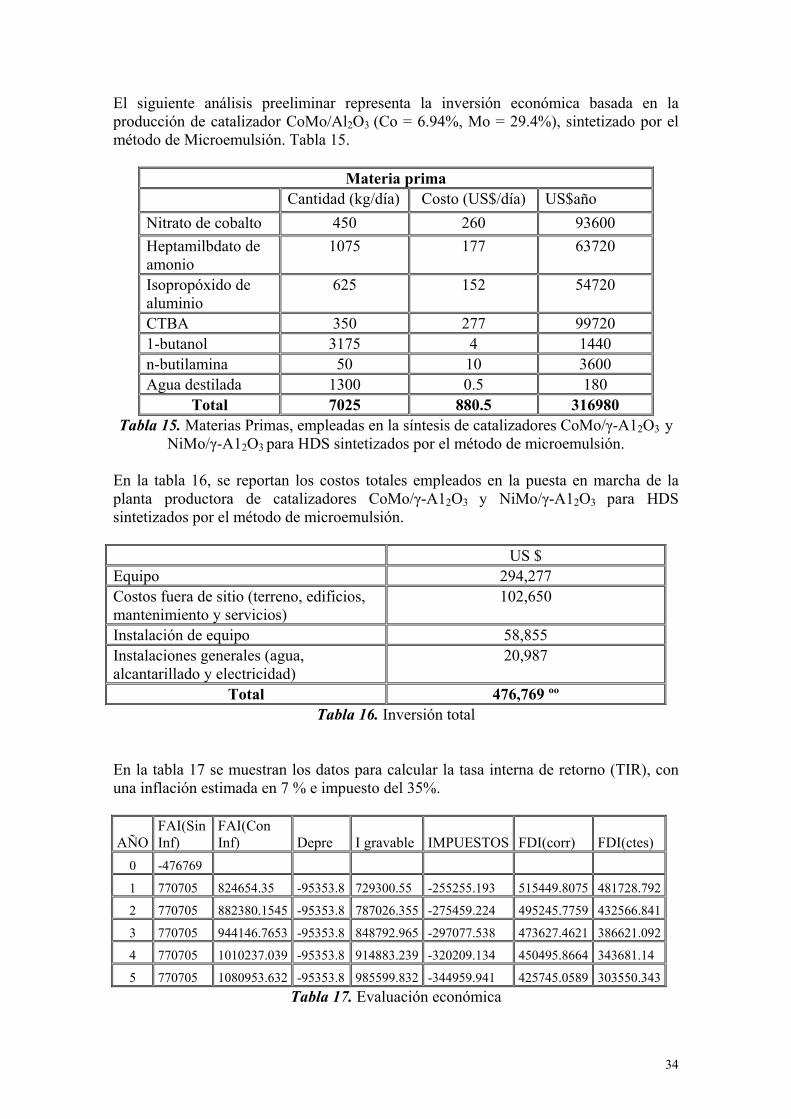
El siguiente análisis preeliminar representa la inversión económica basada en la producción de catalizador CoMo/Al2O3 (Co = 6.94%, Mo = 29.4%), sintetizado por el método de Microemulsión. Tabla 15.
Materia prima Cantidad (kg/día) Costo (US$/día) US$año Nitrato de cobalto 450 260 93600 Heptamilbdato de amonio
1075 177 63720
Isopropóxido de aluminio
625 152 54720
CTBA 350 277 99720 1-butanol 3175 4 1440 n-butilamina 50 10 3600 Agua destilada 1300 0.5 180
Total 7025 880.5 316980 Tabla 15. Materias Primas, empleadas en la síntesis de catalizadores CoMo/γ-A12O3 y
NiMo/γ-A12O3 para HDS sintetizados por el método de microemulsión.
En la tabla 16, se reportan los costos totales empleados en la puesta en marcha de la planta productora de catalizadores CoMo/γ-A12O3 y NiMo/γ-A12O3 para HDS sintetizados por el método de microemulsión. US $ Equipo 294,277 Costos fuera de sitio (terreno, edificios, mantenimiento y servicios)
102,650
Instalación de equipo 58,855 Instalaciones generales (agua, alcantarillado y electricidad)
20,987
Total 476,769 ºº Tabla 16. Inversión total
En la tabla 17 se muestran los datos para calcular la tasa interna de retorno (TIR), con una inflación estimada en 7 % e impuesto del 35%.
AÑO FAI(Sin Inf)
FAI(Con Inf) Depre I gravable IMPUESTOS FDI(corr) FDI(ctes)
0 -476769
1 770705 824654.35 -95353.8 729300.55 -255255.193 515449.8075 481728.792
2 770705 882380.1545 -95353.8 787026.355 -275459.224 495245.7759 432566.841
3 770705 944146.7653 -95353.8 848792.965 -297077.538 473627.4621 386621.092
4 770705 1010237.039 -95353.8 914883.239 -320209.134 450495.8664 343681.14
5 770705 1080953.632 -95353.8 985599.832 -344959.941 425745.0589 303550.343Tabla 17. Evaluación económica

35
Con la ayuda del Programa “Matemática” el valor de la TIR = 88.1 % La tasa interbancaria de equilibrio (TIIE) en México en el año 2005 fue de 9.8%. El valor de riesgo de nuestro producto representa 22%. TREMA = TIIE + % Riesgo TREMA = 9.8% + 22% = 31.8 % Para determinar si el proyecto es rentable debemos evaluar la tasa interna de retorno (TIR) y la tasa de rendimiento mínima atractiva (TREMA). Si la TIR es mayor que la TREMA, entonces el proyecto es considerado rentable. De lo anterior se puede afirmar que la TIR > TREMA, por lo tanto en términos generales el proyecto es rentable desde el punto de vista económico; sin embargo no esta exento de los riesgos que se deben considerar de la puesta en marcha y operación de la planta de catalizadores.
5. Conclusiones generales El uso de los catalizadores cobra una importancia relevante en la actualidad. Toda vez que no existe límite de lo que se puede hacer con estos en la aplicación de mejoras de distintos procesos como el presentado en el presente trabajo. Por ello una vez probado con éxito el método MEP, mediante pruebas catalíticas se pudo establecer que es posible producir catalizadores industrialmente a través de esta técnica, ya que mediante una construcción compacta de la instalación y la posibilidad de la más amplia automatización de la planta, pueden mantenerse la producción de catalizadores para satisfacer la demanda requerida. Así mismo los catalizadores sintetizados presentan actividad catalítica y propiedades fisicoquímicas interesantes los cuales aquí se presentaron con la finalidad de que investigaciones posteriores ahonden en el tema y se pueda aplicar este método para múltiples catalizadores y procesos diferentes a los aplicados en HDS.

36
6. Bibliografía
1. Schulman J. A., J.A. Friend, J. Colloid Interface Sci. 4 (1949) 497.
2. Chhabra V., Free M. L., Kang P.K., Truesdail S.E., Shah D. O., Tensile Surfact. Det 34 (1997) 156.
3. Corolleur C., Tomanova D, Gault F. G., J. Catal. 24 (1972) 401.
4. Boutnnet M, Kizling J, Estenius P, Maire G, Colloid Surf. 5 (1982) 209.
5. Ericksson S., Nylén U., Rojas S., Boutonnet M., “Preparation of Catalysts from
Microemulsions and their Application in Heterogeneous Catalysis”, Applied Catalysis A: General, Vol 265, 207-219(2004).
6. Cattaneo R, Rota F., Prins R., “An XAFS Study of the Different Influence of Chelating Ligands on the HDN and HDS of Al2O3-supported NiMo Catalysts”, Journal of Catalysis, Vol. 199, 318-327(2001).
7. Hayashi H., Kishida M., Wakabayashi K., “Metal Support Interaction and
Catalysis of the Catalysts Prepared by Microemulsion”, Catalysis Surveys from Japan, Vol. 6, No. 1-2, 9-17(2002).
8. Singh Utpal K., Vannice M. Albert, Journal of Catalysis (2000) 191, 165-180 9. Gates C, Catalysis, Kink-Othmer Encyclopedia of Chemical Technology, John
Wiley and Sons, Inc, 2002.
10. Douglas J. M., “Conceptual design of chemical processes”, McGraw- Hill Inc., New York, 1988
11. Ulrich G. D., “A guide to chemical engineering process design and economics
“John Wiley & Sons, New York, 1984
12. Houalla, M; Broderick, D.H.; Sapre, A. V.; Nag, N.K. de Beer, V. H. J.; Gates, B, C.; Kwart, H. Journal of catalysis 61, 1980, 523-527.
13. Bataille F., Lemberton J.L., Michaud P., Perot G., Vrinat M., Lemaire M.,
Schulz E., Breysse M., Kastela S. Journal of catalysis 191 (2000), 409-422.
14. Moulin J. A., Catalysis “An Integrate Approach to Homogeneous and Industrial Catalysis”, Elsevier Science Publishers, B.V. (1993)
15. Gonzalez R. D., Lopez T., Gomez R., Sol-Gel preparation of supported metal
catalysts, Catalysis Today 35 (19976)293-317.
16. Fogler H. S., “Elementos de ingeniería de las reacciones químicas”, Prentice Hall, México, D.F. 1999

37
7. Apéndices
A. Comportamiento catalítico a diferentes contenidos de metal Las siguientes graficas muestran el comportamiento catalítico de los catalizadores sintetizados por el método de microemulsión con su respectivo contenido de metal. Todas ellas muestran la misma descomposición del reactivo hacia los productos ya descritos en el esquema de reacción, estas indican la conversión, rendimiento y tiempo de consumo del reactivo respectivamente con su porcentaje de contenido de metal. CoMo/ γ-Al2 O3 Co=3.47% Mo=14.7%
0.00.10.20.30.40.50.60.70.80.91.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Conversión
Ren
dim
ient
o
BF THDBT 0.00
CHB BCH
Figura 25-A. Rapidez de reacción en la descomposición del DBT en función de la
conversión para la muestra de catalizador CAT-1.
0.00.10.20.30.40.50.60.70.80.91.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Con
vers
ión
XA
Figura 25-B. Consumo de reactivo para el catalizador CoMo/γ-Al2O3 Co=3.47% Mo=14.7%

38
NiMo/ γ-Al2 O3 Ni= 2.3% Mo=9.5%
0.00.10.20.30.40.50.60.70.80.91.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Conversión
Ren
dim
ient
o
BF THDBT 0.00
CHB BCH
Figura 26-A. Rapidez de reacción en la descomposición del DBT en función de la
conversión para la muestra de catalizador CAT-2.
0.00.10.20.30.40.50.60.70.80.91.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Con
vers
ión XA
Figura 26-B. Consumo de reactivo para el catalizador NiMo con porcentajes altos en
metal.

39
NiMo/γ - Al 2O 3 Ni= 4.6% Mo=19%
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Conversión
Ren
dim
ient
o
BF THDBT 0.00
CHB BCH
Figura 27-A. Rapidez de reacción en la descomposición del DBT en función de la
conversión para la muestra de catalizador CAT-4.
0.00.10.20.30.40.50.60.70.80.91.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Con
vers
ión
XA
Figura 27-B. Consumo de reactivo para el catalizador CAT-4 con porcentajes altos en
metal.

40
• Resultados de las reacciones efectuadas con la molécula 4,6-DMDBT
Figura 28. Consumo de reactivo para el catalizador CAT-3, en función del tiempo
En la figura 29-A, se observan los productos obtenidos en la reacción catalítica efectuada con el catalizador CAT-4, entre los que se encuentran en mayor cantidad son: MCMT y 33-DMBF, mientras que los restantes se encuentran presentes en menor cantidad.
NiMo/Al2O3 Ni = 4.6 % Mo = 19 %
0.0
0.1
0.1
0.2
0.2
0.3
0.3
0.4
0.4
0.0 0.1 0.2 0.3Conversión
Ren
dim
ient
o
33DMBF THDMDBT0.00 MCHTDMDCH
Figura 29-A. Rapidez de reacción en la descomposición del DBT en función de la
conversión para la muestra de catalizador CAT-4.
41
NiMo/Al2O3 Ni = 4.6 % Mo = 19 %
0.0
0.1
0.2
0.3
0.4
0.50.6
0.7
0.8
0.9
1.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Con
vers
ión XA suma
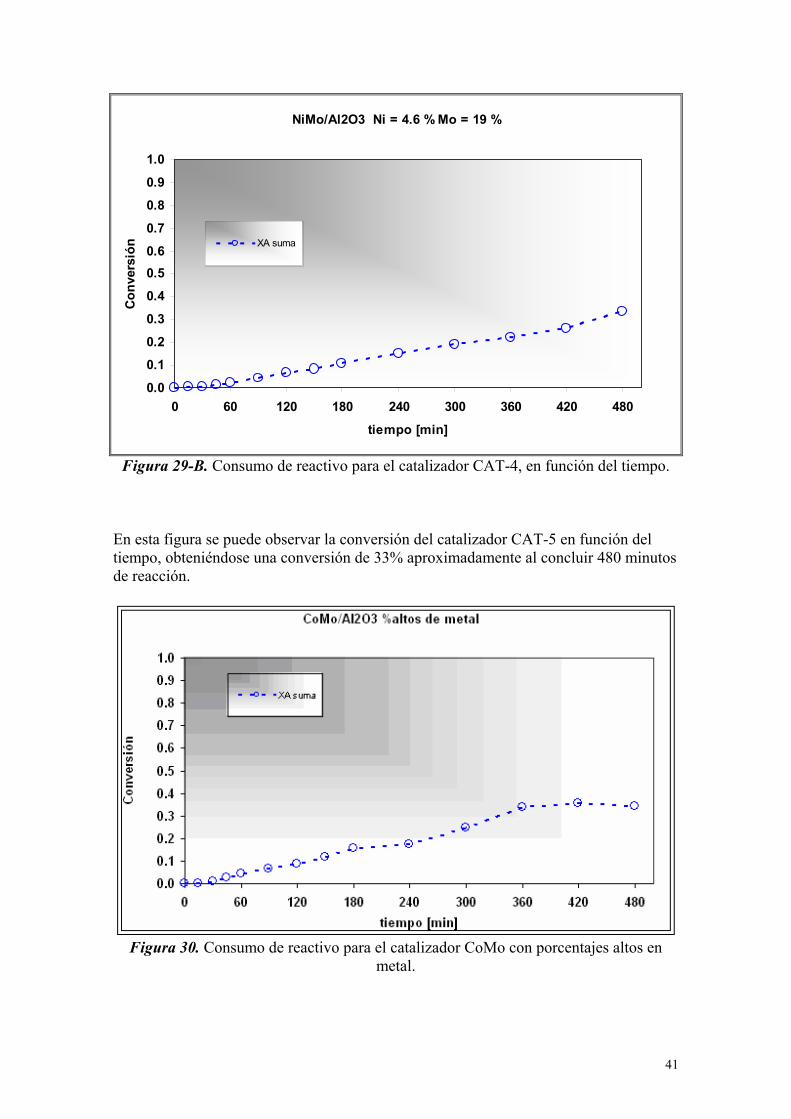
Figura 29-B. Consumo de reactivo para el catalizador CAT-4, en función del tiempo.
En esta figura se puede observar la conversión del catalizador CAT-5 en función del tiempo, obteniéndose una conversión de 33% aproximadamente al concluir 480 minutos de reacción.
Figura 30. Consumo de reactivo para el catalizador CoMo con porcentajes altos en
metal.

42
NiMo/Al2O3 % altos de metal
0.00.10.20.30.40.50.60.70.80.91.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Conversión
Ren
dim
ient
o
33DMBF THDMDBT0.00 MCHTDMDCH
Figura 31-A. Rapidez de reacción en la descomposición del DBT en función de la
conversión para la muestra de catalizador CAT-6.
NiMo/Al2O3 % altos de metal
0.00.10.20.30.40.50.60.70.80.91.0
0 60 120 180 240 300 360 420 480
tiempo [min]
Conv
ersi
ón
XA suma
Figura 31-B. Consumo de reactivo para el catalizador NiMo con porcentajes altos en
metal.
En la grafica 31-A se observa la selectividad del catalizador CAT-6, este proceso selectivo de productos es semejante al obtenido con el catalizador CAT- 5 por lo cual se reportan las graficas más representativas.

43
B. Calculo de coeficientes de corrección En el análisis cromatográfico generalmente el área bajo un pico es una función lineal del número de moles, esta relación se ve afectada por el tipo de molécula, su peso molecular, su tamaño y de la presencia de otros compuestos. Por eso es necesario calcular coeficientes de corrección que permitan determinar la concentración correcta de reactivos y productos a partir de soluciones patrón. Para el cálculo de los coeficientes de corrección empleamos la siguiente ecuación:
( )( )DBTAADBTA MolMolAACoef //= …….…….. (15) Donde:
• CoefA es el coeficiente de corrección para el componente A (o reactivo). • ADBT es el área bajo la curva, de la muestra patrón de dicha molécula. • AA es el área bajo la curva que se forma en el cromatógrama para el componente
A de la muestra patrón. • MolA concentración molar usada para hacer la muestra patrón del comp. A • MolDBT concentración molar de DBT usada para hacer la muestra patrón.
A partir de los coeficientes de corrección se pueden obtener el número de moles contenidos en una muestra mediante la relación de concentración en la muestra y el coeficiente de corrección de cada componente:
( )HEXDBTDBTDBT AAConcl //Re = ……………….. (16)
DBTAHEXAA lCoefAAConc Re/ ∗∗= …………….. (17) Donde:
• ADBT es el área bajo la curva, de la muestra patrón de dicha molécula. • AA es el área bajo la curva que se forma en el cromatógrama para el componente
A de la muestra patrón • AHEX área bajo la curva del solvente (Hexadecano) muestra de reacción. Este
componente se considera como base, por que en estas condiciones su concentración no varía a lo largo de la reacción.
• ConcA concentración molar del componente A Para el cálculo de la conversión, se hizo uso de la siguiente expresión: XA = (∑ moles de productos) / ( ∑ moles de productos +moles de reactivos) Que traducido en área bajo la curva en un cromatógrafo es:
( )∑∑
+=
AB
BA AA
AX ............................(18)

44
Donde:
• AA área bajo la curva del reactivo • AB área bajo la curva del producto B de la reacción
Para el cálculo del rendimiento se uso la siguiente expresión: RB = (moles de producto B) / (∑ moles de productos + moles totales) Que traducido en áreas bajo la curva en un cromatógrafo es:
( )∑ +=
AB
BA AA
AR ………….(19)
C. Conceptos y términos empleados a) Tipos de hidrotratamiento (HDT). Consiste en procesar catalíticamente con hidrogeno cortes del petróleo con la finalidad de saturar algunos compuestos y al mismo tiempo eliminar S, N, O, V, entre otros.
• Hidrogenación ó hidrodesaromatización (HID), saturando a los hidrocarburos aromáticos y oleofinicos.
• Hidrodesulfuración (HDS), eliminación de heteroátomos de azufre. • Hidrodesnitrogenación (HDN), eliminación de heteroátomos de nitrógeno. • Hidrodesoxigenación (HDO), eliminación de heteroátomos de de oxígeno.
b) Conceptos básicos Una microemulsión es una dispersión termodinámica estable de una fase líquida en otra, estabilizada por una película diedra del surfactante. Esta dispersión puede ser aceite/agua o agua en aceite. Las microemulsiones son soluciones típicamente claras, pues el diámetro de la gotita es aproximadamente 100 nanómetros o menos. La tensión interfacial entre las dos fases es extremadamente baja. Las emulsiones (o macroemulsiones) están en contraste inestables, las gotitas suspendidas se aglomerarán eventualmente y la fase dispersada se pondrá en fase separada. Los tamaños de la gotita de la emulsión son mucho más grandes, típicamente un micrón o más, dando por resultado una dispersión lechosa. La naturaleza de una emulsión puede depender de la orden de mezclar los ingredientes y la cantidad de energía puesto en el proceso de mezcla. El estado final del microemulsión no dependerá de la orden de mezclarse, y la entrada de energía determina solamente el tiempo que tomará para alcanzar el estado del equilibrio. Las microemulsiones en sistemas bifásicos, en contraste a las soluciones micelar, se pueden considerar una fase.
45
Hidrólisis: Reacción de un alcóxido metálico (M-OR) con el agua, formándose un hidróxido metálico (M-OH). Condensación: Una reacción de condensación tiene lugar cuando dos hidróxidos metálicos (M-OH + HO-M) se combinan para producir una especie de óxido metálico (M-O-M). Esta reacción forma una molécula de agua. Tensión Superficial. La fuerza que actúa sobre la superficie de un líquido, tendiendo a reducir al mínimo el área de la superficie; cuantitativamente, la fuerza parece actuar a través de una línea de la longitud de unidad sobre la superficie. Agente Tensóactivo Un compuesto soluble que reduce la tensión de superficie de líquidos, o reduce la tensión diedra entre dos líquidos o un líquido y un sólido. También conocido como surfactante. Emulsión Una dispersión estable de un líquido en un segundo líquido inmiscible, tal como leche (aceite dispersado en agua).
D. Toxicidad de las sustancias y medidas preventivas Para el desarrollo del presente trabajo se debe conocer la toxicidad de las diferentes sustancias a emplear y dentro de estas están: Amina
• Toxica • Corrosiva • Mal olor
Alúmina
• Sinónimos o Aloxita o Alundum o Corindón o Rubí o Zafiro o Oxido de aluminio
• Descripción: Terrones cristalinos con tonalidades de color banco y rojo oscuro • Contaminación: fabricación de abrasivos, alfarería, crisoles, refractarios y filtros. • Concentración máxima permitida: 50ppm/pie cúbico en el aire (no confirmado) • Toxicidad
o Absorción por inhalación o Patología: Fibrosis intersticial, no-nodular, en pulmones y Enfisema
alveolar vellosa

46
o Signos y síntomas: Disnea, dolor toráxico, tos, disminución en la capacidad vital, bronquitis, y neumotórax espontáneo.
o Diagnostico: Rayos X, ganglios hilares engrosados, sombras lineales marcadas, granos finos o medios
o Tratamiento: sintomático y de fortalecimiento general o Secuelas: puede darse incapacidad permanente
• Medidas preventivas
o Ventilación adecuada o Mascarillas con filtro mecánico o Exploración radiológica anual de tórax del personal expuesto o Excluir de la exposición a los individuos con enfermedades pulmonares.
Cobalto • Sinónimos
o Ninguno
• Descripción o Metal duro o Brillante o Gris de acero
• Concentración máxima permisible
o 0.5 mg/m3 en aire (sugerido)
• Absorción o Inhalación o Ingestión
• Patología
o Irritante o Alergeno
• Síntomas
o Contacto Dermatitis Irritación de la conjuntiva
o Inhalación Bronquitis Asma
o Ingestión Policitemia
• Diagnostico
o Los rayos X pueden mostrar marcas bronquiales aumentadas

47
• Tratamiento o Dimercaprol: 4mg/Kg. de peso(pero no exceder 300 mg una sola dosis)
cada 4 horas el primer día; cada 6 horas el segundo día; luego 3 veces al día durante una semana aproximadamente.
o Lavado gástrico, si se ha ingerido, seguido de un purgante salino o Sintomático y de fortalecimiento general
• Medidas preventivas
o Ventilación adecuada o Mascarillas con filtro mecánico o Trajes protectores de goma Excluir de la exposición a los individuos con
enfermedades de la piel y pulmonares De manera general, El sitio de trabajo debe estar bien ventilado, para la eliminación de malos olores, así como la utilización de equipo adecuado para el personal (gafas, guantes, bata, zapato adecuado, etc.), el desecho de residuos debe ser manejado de manera segura, evitando verter estos en la tarja, teniendo depósitos específicos para estos.