instituto politécnico nacional - enmh.ipn.mx · pdf fileowas: abreviatura de sistema de...
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL ESCUELA NACIONAL DE MEDICINA Y HOMEOPATÍA
DIVISIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
MAESTRÍA EN CIENCIAS CON ESPECIALIDAD EN SALUD OCUPACIONAL, SEGURIDAD E HIGIENE
METODOLOGÍA PARA LA EVALUACIÓN DEL PUESTO DE
TRABAJO EN LA FABRICACIÓN DE PRODUCTOS
QUÍMICOS DE HIGIENE INDUSTRIAL
T E S I S
QUE PARA OBTENER EL TITULO DE:
MAESTRO EN CIENCIAS CON ESPECIALIDAD EN SALUD OCUPACIONAL, SEGURIDAD E HIGIENE
PRESENTA:
ENRIQUE PINTOR PRADO
MÉXICO, D.F., 2009.



A mis padres Yolanda y Roberto, por siempre estar conmigo cuando más los he necesitado, por brindarme su amor, su tiempo, sus preocupaciones, por darme la vida, y aliento cuando más lo he necesitado…
A mis hijos Guillermo y Fernanda, que siempre han sido y serán fuerza para seguir adelante tratando se hacer las cosas cada día mejor.
A mis hermanos que siempre me han apoyado.
A todas las personas que marcaron mi vida para siempre y que han estado a mi lado formando la persona que ahora soy.
A mis profesores que siempre me dieron impulso y excelentes recomendaciones sobre mi trabajo de tesis.
AGRADECIMIENTOS:

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 5 de 109
I N D I C E
ÍNDICE DE TABLAS Y FIGURAS. .......................................................................................7 GLOSARIO...........................................................................................................................9 RESUMEN..........................................................................................................................10 ABSTRACT. .......................................................................................................................11 I. INTRODUCCIÓN.............................................................................................................12 II. ANTECEDENTES. .........................................................................................................14
II.1 Puestos de trabajo. ...................................................................................................15 II.2 Normativa para la evaluación del puesto de trabajo. ................................................15 II.3 Desarrollo de la ergonomía.......................................................................................16 II.4 Métodos de evaluación del puesto de trabajo...........................................................17 II.5 Historia de la industria química. ................................................................................18 II.6 Métodos de evaluación del riesgo en la industria química. .......................................21 II.7 Análisis del puesto de trabajo. ..................................................................................22
III. PLANTEAMIENTO DEL PROBLEMA............................................................................24 IV. JUSTIFICACIÓN. ..........................................................................................................26 V. OBJETIVO DE INVESTIGACIÓN. .................................................................................27
V.1 Objetivo general. ......................................................................................................27 V.2 Objetivos específicos................................................................................................27
VI. MARCO TEÓRICO. ......................................................................................................28 VII. MATERIALES Y MÉTODOS. .......................................................................................31
VII.1 Materiales. ..............................................................................................................31 VII.2 Tipo de investigación. .............................................................................................31 VII.3 Variables.................................................................................................................31 VII.4 Población objetivo...................................................................................................31 VII.5 Criterios de inclusión y exclusión............................................................................31 VII.6 Tamaño y obtención de la muestra.........................................................................32 VII.7 Análisis estadístico. ................................................................................................32 VII.8 Métodos..................................................................................................................32
VII.8.1 Identificación de los factores de riesgo. ...........................................................32 VII.8.2 Descripción de los métodos para evaluar los factores de riesgo identificados.32 VII.8.3 Desarrollo del método cuantitativo para la evaluación de los factores.............32
VIII. ACTIVIDADES DESARROLLADAS............................................................................34 VIII.1 Identificación de los factores de riesgo..................................................................34

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 6 de 109
VIII.2 Métodos para evaluar los factores de riesgo. ........................................................37 VIII.2.1 Riesgo de accidente........................................................................................38 VIII.2.2 Espacio físico. .................................................................................................40 VIII.2.3 Exposición a contaminantes químicos. ...........................................................41 VIII.2.4 Movimiento manual de cargas. .......................................................................42 VIII.2.5 Posturas forzadas. ..........................................................................................46 VIII.2.6 Repetitividad de la tarea. ................................................................................48 VIII.2.7 Contenido del trabajo. .....................................................................................49 VIII.2.8 Toma de decisiones. .......................................................................................49 VIII.2.9 Evaluación del puesto de trabajo. ...................................................................50
VIII.3. Aplicación de la metodología propuesta ...............................................................51 IX. RESULTADOS..............................................................................................................60 X. ANÁLISIS DE RESULTADOS........................................................................................62
X.1 Identificación de los factores de riesgo.....................................................................62 X.2 Métodos para evaluar los factores de riesgo. ...........................................................62 X.3 Evaluación cuantitativa de los factores de riesgo .....................................................63
XI. CONCLUSIONES. ........................................................................................................66 XII. RECOMENDACIONES. ...............................................................................................68 XIII. SUGERENCIAS PARA TRABAJOS FUTUROS. ........................................................69 XIV. BIBLIOGRAFÍA...........................................................................................................70 XV ANEXOS.......................................................................................................................74
XV.1 Descripción de procesos y diagrama de flujo.........................................................74 XV.2 Reconocimiento del riesgo por tipo y naturaleza....................................................79 XV.3 Evaluación de la exposición. ..................................................................................84 XV.4 Evaluación de la dosis- respuesta..........................................................................88 XV.5 Tabla para la caracterización del riesgo.................................................................93 XV.6 Prioridad del riesgo. ...............................................................................................94 XV.7 Mapa de riesgo. ...................................................................................................100 XV.8 Procedimiento de evaluación de puesto de trabajo desarrollado. ........................101 XV.9 Formato de evaluación propuesto. .......................................................................109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 7 de 109
ÍNDICE DE TABLAS Y FIGURAS. Tablas: Tabla Nombre de la tabla Pág.
VIII.1 Identificación de los factores de riesgo que afectan el puesto de trabajo 36
VIII.2 Factores de riesgo que influyen en el puesto de trabajo 36
VIII.3 Métodos para evaluar los factores de riesgo 37
VIII.4 Porcentaje de peso para cada factor de riesgo 38
VIII.5 Evaluación probabilidad/ severidad 39
VIII.6 Evaluación cuantitativa del riesgo por accidente 40
VIII.7 Evaluación cuantitativa del espacio físico 41
VIII.8 Evaluación cuantitativa de la exposición a químicos 42
VIII.9 Valores predeterminados del factor de frecuencia (FM) 44
VIII.10 Constantes del factor de agarre (CM) 45
VIII.11 Evaluación de posturas, según método OWAS 47
VIII.12 Evaluación cuantitativa de las posturas forzadas 48
VIII.13 Evaluación cuantitativa de la repetitividad de la tarea 48
VIII.14 Evaluación cuantitativa del contenido del trabajo 49
VIII.15 Evaluación cuantitativa de la toma de decisiones 50
VIII.16 Evaluación cuantitativa y control del puesto de trabajo 51
VIII.17 Aplicación de metodología: Pesador de cargas 52
VIII.18 Aplicación de metodología: Mezclado de cargas de líquidos en plataforma 53
VIII.19 Aplicación de metodología: Mezclado de cargas de polvos en plataforma 54
VIII.20 Aplicación de metodología: Envasado de bidones de más de 20 l 55
VIII.21 Aplicación de metodología: Envasado de líneas de llenado 56
VIII.22 Aplicación de metodología: Operación de montacargas 57
VIII.23 Aplicación de metodología: Envasado de sacos de polvo 58
VIII.24 Resumen de la evaluación de los puestos de trabajo 59
IX.1 Resultados observados: Control propuesto y factores de mayor influencia en los puestos de trabajo evaluados 61
X.1 Factores de riesgo que influyen en el puesto de trabajo 62
X.2 Resultados de la evaluación de los puestos de trabajo 64

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 8 de 109
Tabla Nombre de la tabla Pág. XI.1 Resumen de la evaluación del puesto de trabajo 67
Figuras: Figura Nombre de la figura Pág. II.1 Hombre de Vitrubio 15
II.2 Desarrollo de la ergonomía 17
II.3 Planteamiento de DeJoy sobre el desarrollo de accidentes e incidentes 22
VIII.1 Mapa de riesgos 35
VIII.2 Evaluación de riesgos 39
VIII.3 Gradiente de toxicidad 41
VIII.4 Representación de los componentes de la ecuación de NIOSH 43
VIII.5 Rangos de evaluación final 59
XV.1 Diagrama de flujo de proceso 78

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 9 de 109
GLOSARIO.
CMA: Concentración medida en el ambiente
LMPE: Límite máximo permisible de exposición.
Riesgo: La probabilidad de que ocurra un accidente y sus consecuencias.
Riesgo químico: Probabilidad de exposición de manera directa o indirecta, controlada o no a un compuesto químico.
Puesto de trabajo: Es el sitio donde el trabajador desarrolla sus actividades laborales específicas para las cuales fue contratado, en el cual interactúa con los procesos productivos y el medio ambiente laboral.
Macroergonomía: Es el resultado de la evolución, a lo largo de los años, de la ergonomía, hasta llegar a la denominada ergonomía de 3ra Generación o Macroergonomía, donde incluye el estudio de cuatro sistemas interrelacionados: el sistema humano (persona), el sistema tecnológico (máquina), el entorno externo (entorno) y la estructura organizacional (organización).
LEST: Laboratorio de Economía y Sociología del Trabajo.
NIOSH: Instituto Nacional de Salud y Seguridad Ocupacional (National Institute for Occupational Safety and Health)
FIOH: Instituto Finlandés de Salud Ocupacional
AMEF: Análisis de Modo y Efecto de la Falla potencial
OWAS: Abreviatura de Sistema de Análisis de Posturas de Trabajo Ovako (Ovako Working Posture Analysis System), método utilizado para el análisis de posturas en los puestos de trabajo.
DL50: Dosis letal media, corresponde a la dosis de un compuesto químico a la cual el 50% de la población que recibe la dosis muere.
CL50: Concentración letal media, corresponde a la concentración de un compuesto químico a la cual el 50% de la población que recibe la dosis muere.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 10 de 109
METODOLOGÍA PARA LA EVALUACIÓN DEL PUESTO DE TRABAJO EN LA FABRICACIÓN DE PRODUCTOS QUÍMICOS DE HIGIENE
INDUSTRIAL RESUMEN. La evaluación del puesto de trabajo es una herramienta que ayuda a desarrollar un lugar de trabajo óptimo para el trabajador, con una tendencia a controlas los factores que generen una baja productividad o un potencial riesgo de trabajo. Para el tipo de empresa objeto de estudio, por un lado sólo se tienen desarrollados métodos de evaluación de riesgos en el proceso, y por el otro, los métodos de evaluación del puesto de trabajo no están dirigidos hacia empresas de manufactura de productos químicos. Por tanto el desarrollar una metodología para evaluar el puesto de trabajo en la fabricación de productos de higiene industrial, bajo las condiciones de: 1) Seguridad industrial; 2) Higiene industrial; 3) Organización del trabajo; y 4) Exigencias del puesto, abre una puerta al desarrollo de una forma sistemática de evaluación del grado de afectación que genera el puesto de trabajo al trabajador, y poder tener una clara prioridad en los factores que pueden afectar o dañar al trabajador. Bajo las condiciones de evaluación y desarrollando un mapa de riesgos para el proceso de la empresa objeto de estudio, se determinaron ocho factores de riesgo que afectan al puesto de trabajo: 1) Exposición a productos químicos; 2) Riesgo de trabajo; 3) Espacio físico; 4) Movimiento manual de cargas; 5) Repetitividad de la tarea; 6) Toma de decisiones; 7) Contenido del trabajo; y 8) Posturas forzadas. Para cada factor de riesgo se determinó el método más adecuado para poder evaluar los puestos de trabajo de la empresa objeto de estudio y su respectiva tabla de evaluación cuantitativa, reuniendo esta evaluación en una tabla de evaluación total del puesto de trabajo. Se concluye que la metodología desarrollada, compuesta por métodos previamente establecidos, es una forma adecuada de evaluar el puesto de trabajo de empresas de manufactura de productos químicos, ya que al probarse en diversos puestos de trabajo se demostró su operabilidad y que es una herramienta para evaluar cuantitativamente el puesto de trabajo, determinar prioridades entre puestos de trabajo y determinar los factores que afectan el puesto de trabajo. Para la aplicación de la metodología propuesta, aunque no es compleja, es necesario relacionarse con los métodos propuestos para evaluar cada factor, de tal forma que al aplicarse la metodología no se presenten ambigüedades, o evaluaciones deficientes. La aplicación de la metodología podría realizarse en centros de trabajo del mismo giro industrial de otros lugares para poder observar su aplicabilidad y consistencia, e inclusive comparar entre puestos de trabajo similares.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 11 de 109
SUMMARY. The job evaluation is a tool that helps to develop an optimum workplace for the worker, with a tendency to control the factors that generate a low productivity or a potential work risk.
For the type of object business of study, be have developed methods of risks evaluation in the process, and by another side, methods of job evaluation are not directed toward business of manufacture of chemical products.
Therefore to develop a methodology to evaluate the work place in the industrial hygiene products production, under the conditions of: 1) Safety; 2) Health occupational; 3) Work organization; and 4) Position demands, opens a door to the development of a systematic form of evaluation of the degree of affectation that generates the work place to the worker, and to be able to have a clear priority in the factors that can affect or to damage the worker.
Under the conditions of evaluation and developing a map of risks for the process of the object business of study, eight factors of risk were determined that affect to the work place: 1) Exposition to chemical products; 2) Work risks; 3) Physical space; 4) Manual material lifting; 5) Repetition of tasks; 6) Decision takes; 7) Content of the work; and 8) Positions forced.
For each risk factor was determined the most adequate method to evaluate the workplaces of the object business of study and its respective board of quantitative evaluation, concentrating this evaluation in a board of total evaluation of the work place.
The methodology developed, integrated methods previously established, is an adequate form of evaluate the workplace in business of manufacture of chemical products, this was verified upon testing the methodology in diverse jobs, for which was shown its good operation, and was shown that the methodology is an instrument of quantitative evaluation of the workplace, to determine priorities among work places and for determine the factors that affect the workplace.
For the application of the proposed methodology, although be not complex, is necessary to relate the methods proposed to evaluate each factor, so that the applied the methodology not ambiguities exist, neither deficient evaluations.
The application of the methodology would be able to be carried out in workplaces of the same facilities of other places to be able to observe its enforceability and consistency, and inclusive to compare among similar jobs.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 12 de 109
I. INTRODUCCIÓN. En los últimos años el crecimiento acelerado de la economía a niveles globales ha hecho que grandes ramos de la industria se vean ampliamente agrandados para ofrecer cada día más productos accesibles a la población. Ante esto, un gran número de cadenas, corporativos o grupos se han ido formando para, de manera sólida, atender todo tipo de demandas que genera la propia población de una región particular del mundo, sin olvidar el esquema general desarrollado por estas cadenas, corporativos o grupos, con la finalidad de posicionarse fuertemente en el mercado. Entre los esquemas que desarrollan las cadenas, corporativos o grupos, se encuentran las buenas prácticas de manufactura, las cuales tienen la finalidad de estandarizar los procesos de trabajo y en especial, las prácticas dirigidas a la higiene y sanitización de estos lugares, procesos o productos. Aunque a veces imperceptible para la mayoría de los usuarios o compradores, esto resulta medular ya que ofrece la seguridad que el lugar o el producto, en conjunción con el proceso de elaboración, mantienen un estándar de higiene que lo mantendrá libre de una posible patología propia del consumo o uso de lugares que no presentan un nivel de higiene adecuado, según los estándares internacionales de higiene. Ante esto se puede establecer que es precisamente en el puesto de trabajo, definido como la mínima expresión dentro de un proceso productivo, donde se generan y presentan los peligros y riesgos a los cuales se expone el trabajador durante su jornada de trabajo. Aunque los productos que permiten mantener estándares internacionales de higiene resultan benéficos para el usuario o consumidor final, su proceso de manufactura llega a presentar riesgos, ya que en su gran mayoría, la materia prima esta basada en productos que presentan dentro de la escala de acidez- alcalinidad, rangos extremos, los cuales producen efectos agudos a la salud. Esto se puede constatar a través de la clasificación de riesgos establecida por la NOM-018-STPS, la cual en prácticamente todos los casos de productos activos, evalúa el riesgo a la salud como “3” (en una escala de 0 a 4), esto es, como un riesgo alto a la salud del trabajador potencialmente expuesto1. De igual manera, el mismo proceso de fabricación presenta riesgos los cuales son necesarios evaluar de manera integral dentro del puesto de trabajo para desarrollar y proponer las medidas necesarias para disminuir la exposición del total de los agentes contaminantes que interactúan dentro del medio ambiente de trabajo. Por tanto, el desarrollo de una metodología sencilla capaz de evaluar cuantitativamente el puesto de trabajo se hace necesaria para poder realizar un diagnóstico lo más acertado posible, reconocer los riesgos a los que se expone el trabajador en el puesto de trabajo, identificar los factores de riesgo y con esta información, poder generar los controles de ingeniería o administrativos necesarios para minimizar o evitar los peligros y riesgos del puesto de trabajo. Para el desarrollo de cualquier estudio dirigido a la prevención de riesgos laborales es necesario plantear la premisa de la seguridad e higiene industrial para la resolución de problemas donde se pide: diagnosticar, reconocer, identificar y controlar los factores de riesgo. 1 Norma Oficial Mexicana NOM-018-STPS-2000, Sistema para la identificación y comunicación de peligros y riesgos por sustancias químicas peligrosas en los centros de trabajo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 13 de 109
El poseer una evaluación cuantitativa de los factores de riesgo del puesto de trabajo da una herramienta potencial al evaluador de identificar con precisión que tipo de condiciones son las de riesgo particular en el puesto de trabajo evaluado, esto es, la condición de seguridad, la condición de higiene, la exigencia del puesto o las condiciones de trabajo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 14 de 109
II. ANTECEDENTES. Como es bien sabido el tema del uso de productos que aseguren la higiene de lugares, procesos y productos cobra importancia cuando consideramos que en la actualidad el consumo de productos alimenticios procesados, así como su almacenamiento, manejo y venta en tiendas de autoservicio es masivo, y más aún, si hablamos de que en todas estas cadenas, corporativos o grupos los estándares de higiene, son estandarizados y se reflejan como una exigencia básica para este tipo de actividades. Como es posible imaginar, la totalidad de los productos manufacturados para este fin presentan materias primas que generan riesgos al trabajador y que el propio proceso productivo presenta una serie de riesgos de toda índole y que por tanto, es necesario identificarlos y evaluarlos dentro del puesto de trabajo, para después proponer las medidas técnicas o administrativas necesarias para evitar o disminuir la exposición al riesgo al trabajador. Ante esto es importante concebir al puesto de trabajo como un todo y que el trabajador puede estar expuesto a una serie de riesgos, y por lo tanto, se requiere incluir al realizar las evaluaciones, las condiciones ambientales, concepción y diseño del puesto de trabajo, cargas física y mental, aspectos psicosociales y algunos elementos de la organización y características de la empresa, del puesto e individuales2. La evaluación del puesto de trabajo es un procedimiento que permite determinar mediante riguroso estudio los elementos o características que le son inherentes, de los que se obtiene una visión clara y definida de la naturaleza de cada puesto y de su diferencia respecto a otros3, tomando en cuenta que el sistema de trabajo comprende la combinación de personas y medios de trabajo que actúan en conjunto sobre el proceso de trabajo, para llevar a cabo una actividad laboral en un espacio de trabajo sometido a un determinado ambiente de trabajo y bajo unas condiciones impuestas por la tarea a desempeñar. Por lo que podemos decir, que la evaluación de puesto de trabajo constituye la nueva dimensión que ha de producir optimización en el desempeño de un nuevo nivel de excelencia6, ya que define los límites y los parámetros de la adaptabilidad del ser humano en el trabajo. En general, mejorar las condiciones de trabajo implica determinar de forma global cuáles son las condiciones de trabajo que están presentes en una situación laboral, y cuánto y cómo afectan a la salud del trabajador, cada una y en conjunto, entendiendo por salud “el estado de bienestar completo físico, mental y social” definido por la Organización Mundial de la Salud en 19464. En definitiva, la aplicación de los tres pasos descritos por la higiene industrial, serán valiosos al aplicarlos dentro del desarrollo de la metodología propuesta:
1) Reconocimiento 2) Evaluación 3) Control
2 Mondelo, P., Utilización del método ergonómico en la prevención de accidentes laborales. Alta Dirección, España, No.227, pp.11-16, 2003. 3 Adama, E., Incorporación de la ergonomía al sistema de trabajo. Noticias de seguridad, España, 1994. 4 Pérez, F., NTP 175: Evaluación de las condiciones de trabajo: el método LEST. Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 15 de 109
II.1 Puestos de trabajo. Como primera búsqueda del hombre por encontrar un perfeccionismo entre el ser humano y las consideradas ciencias exactas, podemos nombrar al esbozo realizado por Leonardo DaVinci en la década de 1480, sobre el denominado Hombre de Vitrubio, ver Figura II.1. Vitrubio fue un arquitecto romano del siglo I a.c. que concibió por primera vez el perfeccionismo del cuerpo humano con la geometría, y fue precisamente DaVinci quien logró descifrar este perfeccionismo plasmando en sus famosos escritos; esto podremos hacerlo equiparable con la armonía que se busca entre el puesto de trabajo y el trabajador.
“El hombre de Vitrubio, a medida de ejemplo, distribuye las medidas del cuerpo humano como sigue: que 4 dedos hacen 1 palma, y 4 palmas hacen 1 pie, 6 palmas hacen 1 codo, 4 codos hacen la altura del hombre. Y 4 codos hacen 1 paso, y que 24 palmas hacen un hombre.
La longitud de los brazos extendidos de un hombre es igual a su altura. Desde el nacimiento del pelo hasta la punta de la barbilla es la décima parte de la altura de un hombre; desde la punta de la barbilla a la parte superior de la cabeza es un octavo de su estatura; desde la parte superior del pecho al extremo de su cabeza será un sexto de un hombre.
Figura II.1 Hombre de Vitrubio
Fuente: http://en.wikipedia.org/wiki/Leonardo_da_Vinci
Desde la parte superior del pecho al nacimiento del pelo será la séptima parte del hombre completo. Desde los pezones a la parte de arriba de la cabeza será la cuarta parte del hombre.”5 Por lo tanto, el puesto de trabajo puede ser descrito, empíricamente, como la mínima expresión dentro de un proceso productivo, y es aquí donde se presentan los peligros y riesgos a los cuales se expone el trabajador durante su jornada de trabajo. II.2 Normativa para la evaluación del puesto de trabajo. En México no se tienen avances reglamentarios en la evaluación del puesto de trabajo, como simple esbozo se tiene el artículo 102, artículo único que conforma el Capítulo Décimo del Título Tercero del Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo, el cual solo hace mención a las condiciones ergonómicas, pero como tal no lo relaciona con la evaluación del puesto de trabajo6. De manera internacional, se tiene en la Unión Europea la directriz 89/391, donde se establece que: “…evaluar los puestos de trabajo, a fin e atenuar el trabajo monótono y repetitivo para reducir los efectos de los mismos a la salud”7, que aunque es una avance, 5 El hombre de Vitrubio: La divina proporción. www.portalplanetasedna.com.ar/divina_proporcion.htm 6 Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo, publicado en el Diario Oficial de la Federación el 21 de Enero de 1997. 7 Mondelo, P., op. cit., pp. 11-16, 2003.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 16 de 109
como directiva solo tiene la facultad de dirigir las regulaciones nacionales de los países miembros, pero ya se presenta como una avance significativo en el tema de la evaluación del puesto de trabajo, como unidad de evaluación. Recapitulando sobre la normativa en México, se pueden observar algunas evaluaciones como:
a. Determinación de grado de riesgo de incendio b. Evaluación del riesgo generado por maquinaria y equipo c. Evaluación del riesgo originado por sustancias químicas d. Análisis de riesgo para determinar equipo de protección personal e. Análisis de riesgo para trabajos en instalaciones eléctricas f. Estudios de higiene: Ruido, Iluminación, Temperatura, Vibraciones, etc.
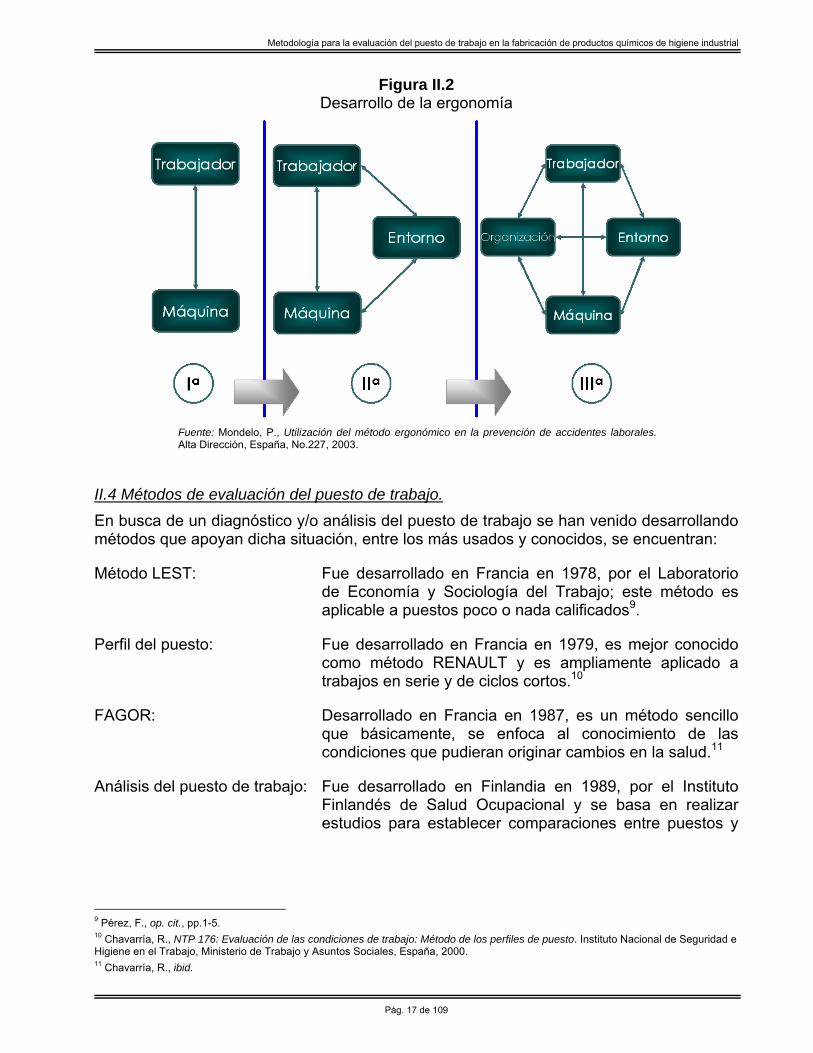
Y aunque su propósito no solo es bueno, sino acertado, al ser una serie de análisis y evaluaciones que se desarrollan por separado sin contemplar las diversas interacciones que existen entre todos estos factores, en muchas ocasiones resulta pobre el resultado. Por tanto la nueva tendencia debiera ser generar, tal vez de manera adicional una evaluación del puesto de trabajo donde se integren todos los factores que de manera integral afectan al trabajador en una escala espacio- tiempo similar. II.3 Desarrollo de la ergonomía. En los tiempos actuales se considera que la ergonomía se desarrollo a groso modo, en tres generaciones8:
- La Primera generación se considera desarrollada en 1857 después que W. Jastrzebowki publica su Compendio sobre Ergonomía o de la Ciencia del Trabajo. En esta primera generación se puede observar que se desarrolla un estudio de la relación entre el “trabajador” y la “máquina”
- La Segunda generación se desarrolló a lo largo de los siglos XIX y XX, con el ir y devenir del desarrollo científico y tecnológico, en esta ergonomía considerada de segunda generación ya podemos ver la introducción de un tercer factor denominado entorno, esto es, el medio ambiente de trabajo.
- En la Tercera generación se introduce un cuarto factor denominado Organización, esto es, el centro de trabajo. Con estos cuatro factores se va generando una mayor cantidad de interrelaciones y podemos observar como se introduce mayor complejidad a su estudio. La tercera generación se considera iniciada después de los trabajos que desarrolla Hendrick en los años 60’s. En muchas ocasiones, se denomina Macroergonomía a la ergonomía de tercera generación.
Por tanto la macroergonomía incluye el estudio de cuatro sistemas interrelacionados: el sistema humano (persona), el sistema tecnológico (máquina), el medio ambiente (entorno) y la estructura organizacional (organización). La Figura II.2 muestra esta evolución.
8 Mondelo, P., op. cit., pp. 11-16, 2003.
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 17 de 109
Figura II.2 Desarrollo de la ergonomía
Fuente: Mondelo, P., Utilización del método ergonómico en la prevención de accidentes laborales. Alta Dirección, España, No.227, 2003.
II.4 Métodos de evaluación del puesto de trabajo. En busca de un diagnóstico y/o análisis del puesto de trabajo se han venido desarrollando métodos que apoyan dicha situación, entre los más usados y conocidos, se encuentran:
Método LEST: Fue desarrollado en Francia en 1978, por el Laboratorio de Economía y Sociología del Trabajo; este método es aplicable a puestos poco o nada calificados9.
Perfil del puesto: Fue desarrollado en Francia en 1979, es mejor conocido como método RENAULT y es ampliamente aplicado a trabajos en serie y de ciclos cortos.10
FAGOR: Desarrollado en Francia en 1987, es un método sencillo que básicamente, se enfoca al conocimiento de las condiciones que pudieran originar cambios en la salud.11
Análisis del puesto de trabajo: Fue desarrollado en Finlandia en 1989, por el Instituto Finlandés de Salud Ocupacional y se basa en realizar estudios para establecer comparaciones entre puestos y
9 Pérez, F., op. cit., pp.1-5. 10 Chavarría, R., NTP 176: Evaluación de las condiciones de trabajo: Método de los perfiles de puesto. Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2000. 11 Chavarría, R., ibid.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 18 de 109
seguimiento a mejoras, aunque en realidad puede usarse para otras muchas aplicaciones.12
ANACT: Fue desarrollado en Francia en 1984, por la Agencia Nacional por la Mejora de las Condiciones de Trabajo, mantiene dos instrumentos y dos estrategias en la que se incluyen opiniones de trabajadores y se requiere de un experto para su correcta aplicación.13
FREMAP: Fue desarrollado en España en 1990 por la Fundación MAPFRE y básicamente establece criterios de evaluación para Centros de Prevención y Rehabilitación.
Como se puede observar, los métodos más conocidos y mencionados en este apartado no están enfocados específicamente a evaluar el puesto de trabajo en la industria química; industria en la mayor parte de alta especialización en conocimientos y técnicas por el grado de riesgo inherente a los procesos. II.5 Historia de la industria química. La historia de la química está intensamente unida al desarrollo del hombre, ya que abarca desde todas las transformaciones de materias y sus teorías correspondientes. La ciencia química surge en el siglo XVII a partir de los estudios de alquimia populares entre muchos de los científicos de la época. Se considera que los principios básicos de la química se recogen por primera vez en la obra del científico británico Robert Boyle: The Skeptical Chymist (1661). La química como tal comienza sus andares un siglo más tarde con los trabajos del francés Antoine Lavoisier y sus descubrimientos del oxígeno, la ley de conservación de masa y la refutación de la teoría del flogisto como teoría de la combustión. Aún en los países europeos más desarrollados, la industria química en la última parte del siglo XIX no es motivo de una visión de conjunto. Industrias tan importantes como la de los álcalis (impulsada desde Bélgica con la invención del proceso Solvay), explosivos, y especialmente colorantes sintéticos recién desarrollados, dan lugar a un crecimiento vertiginoso de las empresas que después se convertirán en los titanes de la industria: Bayer, BASF, Hoechst, Imperial Chemical Industries, Dupont del lado opuesto del Atlántico, y en una escala un poco menor Ciba y Geigy. Sin embargo, los procesos usados para fabricar cada uno de la vasta cantidad de productos, se estudian y aplican como recetas de cocina; maestros artesanales- cual “chefs”- guardan celosamente sus recetas, sus diseños y sus métodos, de modo que el quehacer de esta industria es en ese entonces, mucho más arte que ciencia. Es curioso observar aún este fenómeno en nuestro días: la producción de whisky en Escocia dio lugar a no menos de 50 diseños distintos de fermentadores y alambiques que
12 Nogareda, S., NTP 387: Evaluación de las condiciones de trabajo: Método de análisis ergonómico del puesto de trabajo. Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2001. 13 Nogareda, C., NTP 210: Análisis de las condiciones de trabajo: Método de la A.N.A.C.T. Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2001.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 19 de 109
continúan operando después de más de 150 años (y que en la opinión de conocedores, dan al producto alguna característica distinta a todos los demás). En medio de esta abrumadora diversidad, los estudios empezaban a hacer converger conocimientos de química, física, ingeniería mecánica y civil, etc., que aisladamente eran insuficientes para ayudar en la comprensión de esta clase de procesos. Fue así que George Davis -profesor en el Manchester Technical College- acuña el concepto de ingeniería química y escribe el primer texto de esta disciplina en 1901. Pocos años más tarde en el Tecnológico de Massachussets los profesores Walker, Lewis y McAdams le dan forma al concepto de operaciones unitarias, que permite unificar -a la vez que dar sustento científico y leyes generales- tan diversas operaciones y procesos. Es válido decir que el progreso de la química industrial no habría podido continuar sin esta visión unificadora y generalizadora que le da la ingeniería química.
El desarrollo de la industria química en México: Antes del movimiento de independencia, para ser precisos en 1803, recorrió México el ilustre barón alemán Alejandro de Humboldt, quien describió con lujo de detalle la vida y costumbres del México de aquella época. Respecto al comercio del jabón, que fuera introducido al país con la llegada de los españoles, menciona: “En Puebla, México y Guadalajara, la fabricación de jabón sólido es objeto de comercio considerable. La primera de estas fábricas produce cerca de 200 000 arrobas al año (más de 17 000 kilogramos)”.14 En la intendencia de Guadalajara se cuentan por el valor de 260,000 pesos. Favorece mucho a esta fabricación la abundancia de sosa, que se encuentra casi por todas partes en la meseta interior de México, a 2,000 o 2,500 metros. El tequesquite cubre la superficie del terreno sobre todo en el mes de octubre, en el valle de México, en las orillas de los lagos de Texcoco, de Zumpango y de San Cristóbal; en los llanos que rodean a la ciudad de Puebla; en los que se extienden desde Celaya hasta Guadalajara... Ignoramos si se debe su origen a la descomposición de las rocas volcánicas o a la acción lenta de la cal sobre la sal. En México, por 62 pesos se compran 1,500 arrobas de tierra tequesquitosa, una tierra arcillosa impregnada de mucho carbonato y de un poco de sal. Estas 1,500 arrobas, purificadas en las fábricas de jabón, dan 500 arrobas (43 kg.) de carbonato de sodio puro. Después de que Iturbide asumiera el poder, se creó la Sección de Farmacia dentro del Establecimiento de Ciencias Médicas. En ella laboró Leopoldo Río de la Loza, un mexicano ilustre que nació en la capital de la República en 1807. Allí obtuvo los títulos de cirujano y farmacéutico, y el diploma de médico. Es autor del primer tratado mexicano de química; que lleva el titulo de Introducción al estudio de la química (1849-1862). Río de la Loza fue, por muchos años, profesor de química y estudió los productos naturales existentes en diversos vegetales mexicanos. En uno de ellos halló el ácido pipitzahoico, descubrimiento que lo hizo merecedor de un importante premio internacional. Fundó la Sociedad Farmacéutica, cuyo principal objetivo fue la edición
14 De Gortari, E., La ciencia en la historia de México, Fondo de Cultura Económica, México, 1963.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 20 de 109
de la Farmacopea Mexicana, que consta de multitud de sustancias y preparaciones curativas utilizadas en el país.15 Las necesidades del país una vez restablecida la paz, no pudieron esperar a que la infraestructura científica y técnica se desarrollara, y una a una fueron apareciendo industrias de proceso y químicas que recibieron, años después, el empuje de mercado que vino con la II Guerra Mundial. A las primeras fábricas de cemento, hierro y acero, cerveza, jabón y azúcar que ya existen al inicio del siglo XX, se incorporan las primeras refinerías petroleras en manos de las grandes firmas mundiales a mediados de los años 20. Las refinerías son de pequeña escala y de tecnología atrasada aún para la época, pues a las empresas petroleras les interesaba mucho más recoger el petróleo que refinarlo en México. Entre 1920 y 1940 proliferan diversas industrias de proceso ocupadas de la fabricación de jabón, papel, resinas artificiales derivadas de la brea y usadas como primeros aprestos textiles y para papel. De una extensión lógica de la industria jabonera, en los años 30 se destila y refina glicerina e inicia la hidrólisis de grasas para producir ácidos grasos por primera vez en México. Los esfuerzos de Colgate- Palmolive, La Luz, la Corona y algo después Química Michoacana, datan de esa época. En otra área muy diferente del quehacer químico, empieza a operar una empresa de origen alemán: Beick-Félix-Stein, para producir grenetina y luego ácido sulfúrico (primera unidad en el país y única en emplear el proceso histórico de las cámaras de plomo), superfosfato simple, algunos plaguicidas primitivos como el arseniato de cobre y sulfato de este mismo metal. Ya iniciados los años 40 se instala una fábrica experimental de fibra artificial (cupro-rayón), que años después sería la semilla de Celanese Mexicana, por mucho tiempo la empresa química más grande del país. También data de ese entonces la primera unidad de producción de plásticos: películas de nitrocelulosa producidas por solución y vaciado, y precursora del gran auge de los plásticos 15 años más tarde. Pero decididamente, el elemento crucial para el desarrollo de muchas otras industrias de proceso, sería la expropiación petrolera. Aunque la industria petroquímica no aparecería sino hasta 20 años después, la necesidad de operar las refinerías que estaban en deplorables condiciones a la salida de los técnicos extranjeros amén de la necesidad de producir ingredientes que se importaban desde siempre pero que el boicot impuesto a México en los primeros años cerró su disponibilidad (particularmente el tetraetilo de plomo), obligó a los jóvenes egresados de la Escuela Nacional de Ciencias Químicas a hacer un inaudito esfuerzo por dominar, proyectar e improvisar. El esfuerzo no fue en balde, y los químicos e ingenieros no solamente superaron el reto sino crearon escuela con su profesionalismo y entrega, que mucho habría de valer en las décadas siguientes, no sólo en Pemex sino en toda la industria de proceso. Pronto se le unieron varias otras instalaciones que se desarrollan a ritmo vertiginoso a partir de 1950: la primera planta de amoniaco sintético en México, construida por Guanos y Fertilizantes en Tultitlán, y ya con ella más ácido sulfúrico, sulfato de amonio y superfosfatos simples. 15 De Gortari, E., op. cit., 1963.
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 21 de 109
En el poblado de Viesca, Coahuila, otra salmuera desagradable se aprovecha para producir sulfato de sodio, el cual se absorbía ávidamente en la naciente industria de los detergentes sintéticos. La planta- Sulfato de Viesca- fue una de las primeras diseñadas y totalmente construidas en el país, con lo que dio lugar al nacimiento de Bufete Industrial, la primera firma de ingeniería de proceso que hubo en México. Simultáneamente, y gracias a la disponibilidad de las materias primas que recién se ofertaban, se eleva considerablemente la producción de sulfato de cobre (que poco tiempo después serviría de apoyo para la producción de cobre electrolítico por Cobre de México). En paralelo con este desarrollo, se inicia la explotación de los domos salinos del Itsmo para extraer azufre mediante el proceso Frasch. Aunque estrictamente esta es una operación minera, por su tecnología es definitivamente una industria de proceso más asociada a la química que a la minería. Nacen así Azufrera Panamericana y Cía. Azufrera del Golfo, que eventualmente serían parte del sector paraestatal. De igual manera, y con el impulso que se da en la industria petroquímica, se multiplica la producción de amoniaco; de ácido sulfúrico y ya al iniciar la siguiente década aparece Fertilizantes del Istmo (1962) dedicado a la producción de ácido nítrico y nitrato de amonio; de Fertilizantes Fosfatados Mexicanos (1966) que produce-en escala comparable al resto del mundo- ácido fosfórico y superfosfato triple, con la consecuente producción de más ácido sulfúrico necesario para ello. A la par, Pemex crece en la producción de amoniaco; es interesante comparar la capacidad de la primera planta de amoniaco de Guanos y Fertilizantes (50 toneladas diarias) con la que eventualmente Pemex alcanzó (solamente en Cosoleacaque, Ver., más de 6000). Pero al fin, la moderna industria petroquímica de México ha logrado enfrentar este reto, igual que el de la apertura comercial y el de las crisis recurrentes. Con la mezcla de empresas extranjeras solas o asociadas, de grandes grupos mexicanos en el sector (como Alpek, Cydsa o Girsa), la industria petroquímica mexicana al terminar el siglo, es ya mayor de edad.16 II.6 Métodos de evaluación del riesgo en la industria química. La industria química ha desarrollado o aplicado una serie de métodos de evaluación, entre los que destacan17: Índice DOW: Método desarrollado en los años 50’s por la industria DOW
Chemical y se dirige a evaluar el riesgo generado por los procesos químicos al dar una evaluación cuantitativa del riesgo por fuego y explosión.
Índice MOND: Método desarrollado por la Organización de Industria Química de los Estados Unidos, muy parecido al índice DOW, solo que este índice esta dirigido a evaluar el riesgo en las que intervienen reacciones químicas principalmente exotérmicas.
Qué pasa sí…?: Método empírico desarrollado en Estados Unidos y que forma parte del denominado Análisis de Seguridad en Procesos (ASP), y se
16 Bucay B., Apuntes de historia de la química industrial en México, Revista de la Sociedad Química de México, Vol.45, No.3, Julio- Septiembre, 2001. 17 Casal, J., Montiel, H., Análisis del riesgo en instalaciones industriales. Ed. Alfaomega, México, 2001.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 22 de 109
basa en cuestionar “n” cantidad de veces qué pasa sí…?, a un determinado proceso o actividad, y que sirve no sólo para la industria química, sino que también ha llegado a ser muy usado para la resolución de problemas.
Árbol de fallas: Es una técnica de análisis creada por Bell Telephone Laboratories al inicio de la década de los sesenta, para mejorar la fiabilidad del sistema de control del lanzamiento de cohetes. Posteriormente, su utilización se extendió a otros campos de la industria y, en especial, fue muy empleada en la industria nuclear. Es una técnica deductiva que se aplica a un sistema técnico o proceso para la identificación de los sucesos y las cadenas de sucesos que pueden conducir a un incidente no deseado, y permite la cuantificación de la probabilidad o frecuencia con que puede producirse un suceso.
Cálculo de modelos: Serie de modelos matemáticos para el cálculo de posibles riesgos y sus efectos.
Como se puede observar, los métodos de evaluación de riesgos en la industria química están enfocados en el análisis de las consecuencias de potenciales accidentes mayores y con esto, en la prevención de los mismos. Esto es, básicamente están dirigidos a la protección y potencial daño de las instalaciones. II.7 Análisis del puesto de trabajo. En 1990, DeJoy18 desarrolló una teoría para el desarrollo de accidentes o incidentes, los cuales según su teoría, se generan por errores humanos y a su vez, por tres condiciones, ver Figura II.3:
1. Comunicación Trabajador- Máquina 2. Entorno 3. Toma de decisiones
Figura II.3 Planteamiento de DeJoy sobre el desarrollo de accidentes o incidentes
Fuente: Mondelo, P., Utilización del método ergonómico en la prevención de accidentes laborales. Alta Dirección, España, No.227, 2003.
18 Mondelo, P. op. cit., pp. 11-16, 2003.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 23 de 109
Claramente su teoría esta basada en la macroergonomía. Tomando como base está situación se puede considerar que el puesto de trabajo queda influenciada por cuatro condiciones:
1. Condiciones de seguridad 2. Condiciones de higiene 3. Exigencias del puesto 4. Organización del trabajo

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 24 de 109
III. PLANTEAMIENTO DEL PROBLEMA. El auge de la ergonomía en los últimos años, y con esta de la evaluación del puesto de trabajo, en cierta forma revela la preocupación en las organizaciones hacia el factor humano. Es difícil hablar de evaluación del puesto de trabajo fuera de la perspectiva de los recientes cambios del mundo industrializado, ya que la naturaleza de las actividades y las condiciones en las que se desarrollan han evolucionado notablemente durante estos últimos años19. Ante esto, determinamos que la evaluación del puesto de trabajo dentro de los centros laborales ofrece ventajas que pueden reflejarse de muchas formas distintas: en la productividad y en la calidad, en la seguridad y la salud, en la fiabilidad, en la satisfacción con el trabajo y en el desarrollo personal. Recordando que el propósito de la salud ocupacional, la seguridad y la higiene, es garantizar que el entorno de trabajo esté en armonía con las actividades que realiza el trabajador, este objetivo es válido en sí mismo, pero su consecución no es fácil por una serie de razones. El operador humano es flexible y adaptable y aprende continuamente, pero las diferencias individuales pueden ser muy grandes. Algunas diferencias, tales como las de constitución física y fuerza, son evidentes, pero hay otras, como las diferencias culturales, de estilo o de habilidades que son más difíciles de identificar20. Aunque en la realidad es el conjunto de condiciones de trabajo el que determina una situación, para facilitar su análisis podemos establecer una clasificación de factores21, como son:
a) condiciones de seguridad industrial, b) condiciones de higiene industrial, c) exigencias del puesto, y d) organización del trabajo.
Por tanto, el desarrollo de esta clasificación dentro del giro de la manufactura de productos químicos de higiene industrial, debiera de establecer un método de evaluación que facilite la apreciación de las condiciones de trabajo y, a partir de una evaluación objetiva, identificar los puestos de trabajo más problemáticos y efectuar un seguimiento de los mismos una vez realizadas las mejoras oportunas. En gran medida, se ha demostrado que los beneficios que representa la reducción de los índices de lesiones y enfermedades a través de la evaluación del puesto de trabajo en las distintas situaciones, aumentan cada día más, y que los medios usados para aplicar sus principios varían enormemente entre una compañía y otra. Es importante mencionar que el desarrollo de estas técnicas hacen que las herramientas derivadas de su estudio aporten la información necesaria para hacer que a un puesto de trabajo se le disminuyan la cantidad de riesgos a lo que se expone el trabajador, y esto a
19 Enciclopedia de Salud y Seguridad en el Trabajo. Ed. Chantal Defresne, OIT, 3ra ed, 1998. 20 Romero, J.A., Estudio de la carga física asociada a los puestos de trabajo. Formación de seguridad laboral, No.45, pp.52-62, España, 1999. 21 Nogareda, C., NTP 182: Encuesta de autoevaluación de las condiciones de trabajo. Instituto Nacional de Seguridad e Higiene, Ministerio de Trabajo y Asuntos Sociales, España.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 25 de 109
su vez, disminuya la probabilidad de la ocurrencia de un accidente. Remontando los estudios del Control Total de Pérdidas, se puede obtener que al menos, el 80% de los costos de un accidente se consideran indirectos y en muchos de los casos incalculables, por lo que representan una pérdida total para la empresa. Esto nos lleva a que el implementar sistemas que disminuyan los riesgos a los que se expone un trabajador, además de las razones éticas, representa un control a las pérdidas por la ocurrencia de accidentes. Ante esta perspectiva podemos establecer que el desarrollo de una metodología específica para la evaluación del puesto de trabajo en la manufactura de productos químicos de higiene industrial que pudieran generar una reclamación por accidente o enfermedad de trabajo, se pueden disminuir identificando, reconociendo, evaluando y controlando los factores de riesgo inherentes a este tipo de procesos. Sin embargo, es importante recalcar que no todos los trastornos tienen como causa fundamental la realización de esfuerzos físicos importantes, la manipulación de cargas o los trabajos repetitivos, por lo que es importante identificar claramente los riesgos a los que se expone un trabajador dentro de su puesto de trabajo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 26 de 109
IV. JUSTIFICACIÓN. Quien desea alcanzar una situación de excelencia y el concepto de calidad total en la administración de su tarea, debe tener en cuenta este principio fundamental: la calidad, la productividad, la seguridad y la eficiencia van de la mano22. La evaluación del puesto de trabajo consiste en analizar el medio en que se encuentran, buscando sus consecuencias, con el fin de poder determinar cuáles son los métodos más adecuados, dentro de la gran cantidad de métodos que en distintas partes del mundo se han desarrollado, para paliar una situación no satisfactoria para el trabajador frecuentemente expuesto a los riesgos de su puesto de trabajo. Considerando las condiciones de trabajo, a partir de la definición de Leplat23 como “el conjunto de factores que pueden influir sobre las conductas de trabajo, entendiendo como tales las actividades necesarias para desarrollar el trabajo, ya sean físicas o verbales”, el objetivo de su evaluación será armonizar las exigencias –contenido de trabajo, espacio físico, equipos, organización,…- con las capacidades físicas y mentales, y las necesidades psicosociales de los trabajadores. Si en la interrelación trabajo/ trabajador el equilibrio se ve amenazado, el trabajador pone en juego unos mecanismos de regulación que le permiten mantener un nivel de adaptación satisfactorio, pero muchas veces esto no se consigue, lo que se traduce en una serie de disfunciones (accidentes, errores, manifestaciones patológicas, etc.), que reflejan la falta de adaptación del trabajador a la situación exigida. Así pues la evaluación del puesto de trabajo es descubrir dónde se da, o puede darse, una situación crítica; se trata de establecer el diagnóstico de una situación de trabajo y de las exigencias a las que está sometido el trabajador, primero desde una visión global del conjunto hasta la visión detallada del propio puesto de trabajo. Adicionalmente, los actuales métodos de evaluación del puesto no están dirigidos a la industria química, ya que muchos de sus procesos o actividades son de alta especialidad y no corresponden a las descripciones de aplicación de los métodos más usualmente descritos en la literatura. De igual manera los métodos de evaluación de riesgo químico están dirigidos primordialmente a establecer los daños que potencialmente podría originar los procesos químicos ante el desarrollo de una emergencia mayor. Ante los riesgos que se presentan en los puestos de trabajo de la industria química y la ausencia de métodos plenamente dirigidos hacia su evaluación, se considera importante desarrollar una metodología dirigida hacia este sector, el cual brinde información necesaria para detectar las fallas que se presentan en el puesto de trabajo, así como establecer las medidas necesarias para la mejora de los factores que se detecte no sean favorables. De igual manera toma relevancia al saber que la industria química en México es pilar preponderante de la economía mexicana y que muchas de estas industrias están formando a ser parte de empresas transnacionales.
22 Sullivan, J., Uso de la ergonomía en el diseño de seguridad. Noticias de seguridad, p.9-10, España, 1994. 23 Leplant, J. y Cuny, X.,, Psicología del trabajo, Pablo del Río, España, 1977.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 27 de 109
V. OBJETIVO DE INVESTIGACIÓN. V.1 Objetivo general.
Establecer una metodología para la evaluación del puesto de trabajo, con base en las condiciones de seguridad, higiene, exigencias del puesto y organización del trabajo, presentes en una empresa de fabricación de productos químicos de higiene industrial. V.2 Objetivos específicos.
• Identificar los factores de riesgo que pueden tener influencia en los puestos de trabajo, que conforman la industria química objeto de estudio.
• Describir una metodología para evaluar los factores del puesto de trabajo identificados.
• Desarrollar un método cuantitativo para la evaluación de cada factor que afecte el puesto de trabajo, así como una evaluación general.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 28 de 109
VI. MARCO TEÓRICO. La mejora de un puesto de trabajo se basa en el conocimiento de las condiciones de trabajo presentes en dicho puesto, entendiendo como tales el conjunto de factores, tanto de la propia tarea como del entorno en que ésta se realiza, que pueden afectar a la salud de los trabajadores. Toda evaluación de una situación de trabajo implica que estos factores deben considerarse por sí solos como un conjunto, teniendo siempre en cuenta su incidencia sobre el elemento humano del sistema. Aunque en la realidad es el conjunto de condiciones de trabajo el que determina una situación, para facilitar su análisis podemos establecer una clasificación de factores en las siguientes categorías24:
- Condiciones de seguridad - Contaminantes ambientales - Exigencias del puesto - Organización del trabajo
Ante esto, es importante recalcar que al realizar análisis de puestos de trabajo, la mayor parte de los riesgos detectados son subjetivos, es decir quedan de acuerdo a la apreciación de quién los observa y/o detecta, por tanto la intención del desarrollo de una metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial es establecer una herramienta que delimita y pueda establecer una medición cuantitativa de los riesgos que se observen en los diversos puestos de trabajo. Desde los inicios de los métodos que pretenden estudiar los puestos de trabajo en los diversos giros industriales, se ha decidido clasificar o agrupar los diversos tipos de riesgos presentes en las actividades, dados como condiciones de trabajo, y de ahí desprender los riesgos específicos para determinar la forma o método en que se van a estudiar. Para nuestro caso en particular los riesgos específicos a estudiar son:
- Riesgo de accidente - Espacio físico - Exposición a químicos - Movimiento manual de cargas - Posturas forzadas - Repetitividad de la tarea - Toma de decisiones - Contenido del trabajo
Para cada uno de estos riesgos específicos, existen métodos para evaluarlos, y se han escogido los que se consideraron como más adecuados para el tipo de riesgos a evaluar:
24 Nogareda, C., NTP 182: Encuesta de autovaloración de las condiciones de trabajo, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, Madrid.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 29 de 109
Riesgo de accidente: Método mapfre, el cual es un método desarrollado por el grupo MAPFRE25 y que brinda un gráfico basado en la intersección de la probabilidad que ocurra un accidente y la severidad del mismo.
Espacio físico: Esta dado por el área que se tenga disponible en el puesto de trabajo y que a su vez este libre de posibilidad de accidente y establezca un área libre para desarrollar sus tareas con plena libertad, basado en las recomendaciones del Instituto Finlandés de Salud Ocupacional26.
Exposición a químicos: Basado en las tablas contenidas en la norma oficial mexicana NOM-010-STPS27, aplicada a los límites máximos permisibles definidos de manera local, esto es, se basa en la tabla de la norma oficial, pero tomando en cuenta los límites que establece cada normativa del país o zona donde se pretenda aplicar la metodología.
Movimiento manual de cargas: Se hace uso de una las herramientas más recomendadas y con fundamentos más sólidos que se tienen, que es la ecuación de NIOSH, determinada por el Instituto Nacional de Salud y Seguridad Ocupacional (NIOSH) de los Estados Unidos28.
Posturas forzadas: Se usa el método de Ovako Working Posture Analysis System (OWAS)29, el cual mantiene la evaluación de los movimientos más usados para el tipo de actividades que conforman o se desarrollan en el puesto de trabajo, y que de igual manera ya poseen una evaluación cuantitativa del riesgo.
Repetitividad de la tarea: Está dada por las recomendaciones del sistema de análisis de modo y efectos de falla, usados para el análisis de ritmo en la cual se realizan las tareas en actividades de la industria automotriz30, y que a su vez, para este tipo de giros industriales, es una directriz.
25 Evaluación de riesgos laborales, Instituto Nacional de Seguridad e Higiene, Ministerio de Trabajo y Asuntos Sociales, 3er ed., España, 1996. 26 Nogareda, C., op.cit., p.4. 27 Norma Oficial Mexicana NOM-010-STPS-1999, Condiciones de seguridad e higiene en los centros de trabajo donde se manejen, transporten, procesen o almacenen sustancias químicas capaces de generar contaminación en el medio ambiente laboral, publicado en el DOF el 20 de enero de 2000, México. 28 Applications Manual for the Revised NIOSH Lifting Equation, National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention, EUA, 1994. 29 Martínez, G., Método Ovako Working Posture Análisis System (OWAS), 1999. 30 Nogareda, C., op.cit., p.5.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 30 de 109
Toma de decisiones: Es influenciada por la idoneidad de la información disponible (suficiente y adecuada), y el riesgo que puede implicar una decisión. Para la evaluación del riesgo se hace uso de las recomendaciones del método LEST31, así como las del modelo Demanda- Control- Apoyo social32.
Contenido del trabajo: Es determinado por el número y calidad de las tareas individuales, y se toma en cuenta una serie de recomendaciones desarrolladas para los sistemas de Buenas Prácticas de Manufactura33, y especificadas por el Instituto Nacional de Seguridad e Higiene del Ministerio de Trabajo y Asuntos Sociales de España.
31 Pérez, F., op. cit:, p.3. 32 Vega, S., NTP 603: Riesgo psicosocial: el modelo demanda- control- apoyo social(I), Instituto Nacional de Seguridad e Higiene, Ministerio de Trabajo y Asuntos Sociales, España, 2000. 33 Nogareda, C., op.cit., p.5.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 31 de 109
VII. MATERIALES Y MÉTODOS. VII.1 Materiales. Los materiales utilizados en el desarrollo del presente proyecto fueron:
- Equipo de cómputo - Papelería - Bibliografía - Materiales descritos para el desarrollo de los métodos usados para la evaluación
del puesto de trabajo - Equipo de video grabación
VII.2 Tipo de investigación. El trabajo de investigación es observacional descriptivo, ya que a partir del desarrollo del mapa de riesgos, se planteó un método de evaluación del puesto de trabajo, según los factores de riesgo detectados, así como una evaluación cuantitativa de cada factor. VII.3 Variables. En el presente trabajo no se hizo uso de variables, ya que fueron incluidos todos los puestos de trabajo y todos los trabajadores del área de manufactura, sin tomar en cuenta alguna variable en la medición. VII.4 Población objetivo. Se tomó en cuenta los trabajadores del área de manufactura de una empresa de fabricación de productos químicos de higiene industrial, ubicada en Tlalnepantla, Estado de México. VII.5 Criterios de inclusión y exclusión. Aunque el método tiene la intención de poder evaluar todos los puestos de trabajo, para el desarrollo de la presente investigación, se utilizaron los puestos de trabajo que expusieron la mayor parte de factores de riesgo al concluir el mapeo de riesgos del centro de trabajo, esto es, se incluyó cualquier trabajador que desarrolló los puestos de trabajo de:
a) Pesado de cargas b) Mezclado de cargas de líquidos en plataforma c) Mezclado de cargas polvos en plataforma d) Envasado de bidones de más de 20 l e) Envasado en línea de llenado f) Envasado de sacos g) Operador de montacargas

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 32 de 109
VII.6 Tamaño y obtención de la muestra. Se utilizó un trabajador por puesto de trabajo, se le hizo saber del estudio y que en cualquier momento se iba a evaluar su actividad sin previo aviso, para no generar sesgos o diferencias en el desarrollo de las labores propias de las actividades que componen el puesto de trabajo, cada evaluación fue video grabada para analizarse con detenimiento. VII.7 Análisis estadístico. Por el tipo de investigación planteada no se desarrollo un análisis estadístico, sólo se marcaron de manera directa los resultados de las evaluaciones, según la metodología planteada, del puesto de trabajo.
VII.8 Métodos. La evaluación del puesto de trabajo se debe basar en la descripción sistemática del trabajo y del lugar donde se lleva a cabo éste. Para conseguir la información se necesitó acudir de manera directa al puesto de trabajo para observarlo y en muchas ocasiones escuchar opiniones de los mismos trabajadores.
VII.8.1 Identificación de los factores de riesgo. Se utilizó el diagrama general de flujo del proceso, que desarrolló la misma organización, así como la descripción de cada etapa de proceso, para desarrollar un mapa de riesgo y donde se dirigió a encontrar y asentar en el mapa de riesgos la siguiente información por etapa:
1) Nombre 2) Cantidad de trabajadores 3) Cantidad de puestos de trabajo 4) Riesgos identificados en cada etapa, divididos en: a) Condiciones inseguras, b)
Actos inseguros, c) Psicosociales, d) Químicos, e) Físicos, f) Movimiento manual de cargas, g) Movimiento asistido de cargas, h) Cargas posturales
VII.8.2 Descripción de los métodos para evaluar los factores de riesgo identificados. Se utilizó el planteamiento de DeJoy que en 1990, ver Figura II.3, en donde se describía que el puesto de trabajo es influenciado por cuatro condiciones: Seguridad industrial, Higiene industrial, Exigencias del puesto y Condiciones de trabajo, y para cada una de estas condiciones que se describen, afectan al puesto de trabajo, los fundamentos que establece el método del análisis ergonómico del puesto de trabajo del Instituto Finlandés de Salud Ocupacional (Finnish Institute of Occupational Health).
VII.8.3 Desarrollo del método cuantitativo para la evaluación de los factores. Para cada factor de riesgo, se utilizó una escala numérica del 1 al 5, esto es de menor a mayor gravedad.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 33 de 109
Se tomó en cuenta la gravedad que ofrece el riesgo de manera aguda y no crónica, para dar un peso porcentual a cada factor de riesgo, esto es, se consideró que el resultado de un riesgo agudo del factor de riesgo de accidente, es más grave y por tanto con mayor peso porcentual, que el factor de toma de decisiones. Tomando en cuenta los peores escenarios al momento de evaluarse los puestos de trabajo de manera cuantitativa, se decidió tener rangos de 15 puntos para generar la escala de evaluación final y global al puesto de trabajo, que resultó en la Tabla VII.16.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 34 de 109
VIII. ACTIVIDADES DESARROLLADAS. En primera instancia se realizó el mapeo de riesgos de la organización, el cual se hizo haciendo uso de las siguientes técnicas:
- Observación - Pregunta directa a Supervisores de área - Pregunta directa a Operadores
A partir de la información recabada se desarrolló el diagrama de flujo de proceso y sobre éste el mapeo de riesgos (Anexo XV.7). Los datos recabados para conformar el mapeo pueden ser revisados en los Anexos XV.1 al XV.6. La metodología usada para el mapeo de riesgos fue desarrollada en el total de sus pasos que se solicita, (metodología del M. en C. Enrique López, dictada en su cátedra de Higiene Industrial de la Maestría en Ciencias con especialidad en Salud Ocupacional, Seguridad e Higiene de la Escuela Nacional de Medicina y Homeopatía, Instituto Politécnico Nacional), y que concuerda con las etapas usadas en diversas evaluaciones en materia de seguridad e higiene industrial, a saber: diagnóstico, reconocimiento, identificación y control, ya que es propósito de la presente investigación llegar a conocer el resultado de la aplicación de la metodología para obtener cuáles riesgos son los que frecuentemente se presentan en el centro de trabajo de estudio o que presentan una severidad alta. Estos riesgos encontrados en la metodología del diagnóstico situacional del centro de trabajo de estudio, es fundamental para la evaluación cuantitativa, aplicando los diversos métodos que se plantearán para evaluar el total del puesto de trabajo en el presente trabajo de tesis. VIII.1 Identificación de los factores de riesgo. La primera fase de la identificación de los factores de riesgo que pueden tener influencia en el puesto de trabajo, fue el desarrollo de un diagnóstico situacional o mapeo de riesgos el cual quedo integrado de las siguientes fases (Anexos XV.1 y XV.2):
a) Descripción y diagrama de flujo de procesos b) Reconocimiento del riesgo
Como se planteó, la evaluación del puesto de trabajo es la identificación del total de las actividades que realiza el trabajador y las características del puesto de trabajo, inherentes a la fabricación de productos químicos de higiene industrial, lo que implica conocer el mapa de riesgos del proceso, Figura VIII.1.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 35 de 109
Figura VIII.1 Mapeo de riesgos
ARRIBO DE
MATERIA PRIMA
1 REVISIÓN DEL
MATERIAL
2 ALMACENAMIENTO
3 TRASLADO A AREA DE FORMULACION
4 PESADO PARA FORMULACION
5
TRASLADO A AREA
DE MEZCLADO
6 ¿PRODUC
TO LIQUIDO?
MEZCLADO EN
AREA DE LIQUIDOS
7 INSPECCION DE CALIDAD
9 ¿CUMPLE
?
¿ENVASADO A
ENVASADO A
GRANEL
11 EMPAQUE
13 TRASLADO A ALMACEN DE
PRODUCTO FINAL
14 ALMACENAMIENTO
DE PRODUCTO FINAL
15
LINEA DE
ENVASADO
12
ADICION DE PRODUCTO
10 MEZCLADO EN
AREA DE POLVOS
8
1
1
NN
N
S
S S
MANTENIMIENTO
18
CALDERA
17
LAVADO/ LIMPIEZA
16
Psicosocial
Condición insegura
Acto inseguro
Químico
Físico
Biomecánico/ Movimiento manual de cargas
Biomecánico/ Movimiento asistido de cargas
Biomecánico/ Carga postural
Codificación PS
CI
AI
QU
FI
BMM
BMA
BCP
P: 1 T: 2 R: PS, CI
P: 1 T: 1 R: PS, BCP
P: 1 T: 2 R: PS, CI, QU, AI
P: 1 T: 3 R: PS, CI, QI, AI
P: 1 T: 3 R: PS, CI, QU, BMM, BMA, AI
P: 1 T: 3 R: PS,CI,QU,AI
P: 1 T: 20 R: PS,BMM, BMA,QU,CI
P: 1 T: 2 R: PS, QU, CI
P: 1 T: 4 R: PS,BMM,BMA,QU,CI
P: 3 T: 27 R: PS,CI,QU,BMM,BMA,AI
P: 1 T: 24 R: PS, BMM, CI, QU
P: 1 T: 15 R: PS, BMM, CI, QU, AI, BCP
P: 1 T: 3 R: PS, BMM, CI, QU
P: 1 T: 2 R: PS, CI, QU, AI
P: 1 T: 1 R: PS, CI, QU, AI
P: 1 T: 24 R: QU, CI
P: 1 T: 1 R: FI, CI
P: 1 T: 3 R: PS, FI, CI, AI, QU
NOTA: Las actividades 16 a 18 se realizan de manera independiente en el proceso.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 36 de 109
El puesto de trabajo fue analizado en base a quince factores con los que se puede diseñar un puesto de trabajo seguro, saludable y productivo; los cuales son agrupados en las 4 condiciones que se menciona DeJoyce, en la Tabla VIII.1 se puede observar como se agruparon los factores mencionados:
Tabla VIII.1 Identificación de los factores de riesgo que afectan el puesto de trabajo
Influencia Condición Factor Si No
Riesgo de accidente Seguridad Industrial
Espacio físico
Exposición a químicos
Ruido
Ambiente térmico Higiene Industrial
Iluminación
Actividad física
Movimiento manual de cargas
Posturas forzadas
Repetitividad del trabajo
Exigencia del puesto
Atención
Comunicación
Toma de decisiones
Contenido del trabajo Organización del trabajo
Autonomía
Finalmente los factores de riesgo que influencian al puesto de trabajo en la fabricación de productos químicos de higiene industrial, Tabla VIII.2
Tabla VIII.2 Factores de riesgo que influyen en el puesto de trabajo
Condición Factor Riesgo de accidente
Seguridad Industrial Espacio físico
Higiene Industrial Exposición a químicos Movimiento manual de cargas Posturas forzadas Exigencia del puesto Repetitividad del trabajo

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 37 de 109
Condición Factor Contenido del trabajo
Organización del trabajo Toma de decisiones
Fuente: Desarrollo del presente trabajo de Investigación. VIII.2 Métodos para evaluar los factores de riesgo. De la Tabla VIII.2, se desprende la Tabla VIII.3, en la cual se describen los métodos que se usaron para evaluar cada factor de riesgo, que se determinó influye al puesto de trabajo.
Tabla VIII.3 Métodos para evaluar los factores de riesgo
Condición Factor Método Riesgo de accidente MAPFRE modificado Seguridad
Industrial Espacio físico Recomendaciones de la FIOH* Higiene Industrial Exposición a químicos Legislaciones locales(a)
Movimiento manual de cargas Ecuación de NIOSH Posturas forzadas Método OWAS Exigencia del
puesto Repetitividad del trabajo Sugerencia de tablas de AMEF** Contenido del trabajo Recomendaciones de la INSH*** Organización del
trabajo Toma de decisiones Recomendaciones de la INSH*** * FIOH: Instituto Finlandés de Salud Ocupacional. ** AMEF: Análisis de Modo y Efecto de la Falla potencial *** INSH: Instituto Nacional de Seguridad e Higiene, del Ministerio de Trabajo y Asuntos Sociales, España (a) Dependerá de los límites máximos permisibles establecidos en la legislación local
Fuente: Desarrollo del presente trabajo de Investigación.
Para la evaluación cuantitativa de los ocho factores propuestos se hará uso de una escala numérica dependiente del tipo de factor de riesgos a evaluar, donde la inconveniencia del factor hacia el puesto de trabajo ira en forma ascendente, esto es, entre más alta sea la calificación, más grave se podrá considerar al factor evaluado sobre el puesto de trabajo de estudio. A pesar que se evalúan 8 factores, adicionalmente se consideró que cada uno de estos factores no contribuye en forma proporcional al momento de evaluar el puesto de trabajo de forma integral, esto, comparando el riesgo que una posible exposición a contaminantes químicos genera, entre una toma de decisiones, es a todas luces evidente que el riesgo de la exposición química debiera de tener un peso mayor que el de toma de decisiones, al momento de evaluar el puesto de trabajo. Estos porcentajes de peso fueron obtenidos dividiendo los 8 factores que se determinaron para evaluar el puesto de trabajo entre un valor total de 100, el valor inicial fue de 12.5. Como fue planteado, cada factor tiene diversos grados de afectación al trabajador, tomando en cuenta que la presencia de un riesgo tendrá una afectación aguda, se repartieron los porcentajes, dándole más peso a aquellos riesgos que tuvieran un grado de afectación inmediato y severo; la suma de los porcentajes de los 8 factores siempre deberá ser el 100%, tal y como la muestra la Tabla VIII.4.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 38 de 109
Tabla VIII.4 Porcentaje de peso para cada factor de riesgo
Factor % Riesgo de accidente 15Espacio de trabajo 10Exposición a químicos 20Movimiento manual de cargas 15Posturas forzadas 15Repetitividad de la tarea 10Contenido del trabajo 5Toma de decisiones 10
Total 100Fuente: Desarrollo del presente trabajo de Investigación.
Como es evidente, el hecho de introducir el porcentaje de peso al final de la evaluación lleva a una complicación adicional al momento de evaluar, por lo que el valor de peso será introducido desde el momento que se desarrolla la tabla de evaluación de cada factor de riesgo de forma individual, y así facilitar la evaluación. Al momento de generar la tabla de cada factor de riesgo, se deberá establecer un factor numérico que refleje la proporcionalidad establecida en la Tabla VIII.4. Después de varios ensayos numéricos, se estableció que partiendo de una escala numérica del 1 al 5, cada 5% de peso se multiplicará por 1, esto es, si el porcentaje de peso es de 15%, la escala numérica del 1 al 5, se multiplicará por “3”, si fuera el porcentaje de peso un 20%, la escala numérica del 1 al 5, se multiplicará por “4”. Los valores establecidos de peso, serán introducidos de manera directa a las tablas de evaluación de cada factor de riesgo evaluado.
VIII.2.1 Riesgo de accidente. Para la medición de este factor de riesgo se tuvo que determinar la probabilidad y la severidad del accidente, mediante el método MAPFRE34, el cual se modificó, con la intención de poseer una gama mayor de probabilidades, ampliando las escalas de probabilidad y severidad. Tomando en cuenta que:
Riesgo = Probabilidad X Severidad Cada puesto de trabajo fue evaluado por separado, utilizando la Tabla VIII.5 para determinar su riesgo, a sabiendas que el riesgo es la probabilidad de que un incidente suceda (Probabilidad) y su daño potencial (Severidad), tomando en cuenta las características del puesto de trabajo evaluado se usó la extrapolación en la Figura VIII.2, para conocer el grado de riesgo se tomó en cuenta la evaluación de la misma figura.
34 Evaluación de riesgos laborales, Instituto Nacional de Seguridad e Higiene, Ministerio de Trabajo y Asuntos Sociales, 3er ed., España, 1996.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 39 de 109
Se designo que el Riesgo de accidente tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 15%, por lo que en una escala del 1 al 5, se multiplicará por “3” su tabla de evaluación.
Tabla VIII.5 Evaluación Probabilidad/ Severidad
PROBABILIDAD Calif. Evaluación
1 Esporádicamente 2 Una vez al turno 3 Menos de la mitad de turno 4 Más de la mitad del turno de trabajo 5 Todo el turno de trabajo
SEVERIDAD
Calif. Evaluación 1 Sin lesiones o lesiones muy leves, sin afectaciones a las instalaciones o
equipos. 2 Lesiones leves, con afectaciones sin importancia a instalaciones o equipos. 3 Podría generar un accidente o incidente con paro de labores durante un corto
tiempo y las afectaciones a los equipos podría llevar tiempo repararlas, sin pasar de 12horas.
4 Podría generar un accidente con incapacidad parcial, o afectaciones a equipos o instalaciones importantes que necesiten al menos 24 horas para su reparación.
5 Accidente grave, con daños considerables a equipos o instalaciones. Fuente: Desarrollo del presente trabajo de Investigación.
Figura VIII.2 Evaluación del riesgo
5 15
4 12
3 9
2 6 SEVE
RID
AD
1 3
1 2 3 4 5
PROBABILIDAD
Fuente: Desarrollo del presente trabajo de Investigación.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 40 de 109
La evaluación que se desprende del cruce: Severidad y Probabilidad de la Figura VIII.2, lleva a comparar el resultado con lo establecido en la Tabla VIII.6:
Tabla VIII.6 Evaluación cuantitativa del riesgo de accidente
Eval. Riesgo Acción 3 Trivial No se requiere acción específica, pero si seguimiento continúo para evitar el
riesgo pueda pasar a una calificación más elevada. 6 Tolerable No se necesita mejorar la acción preventiva. Sin embargo se deben
considerar soluciones más rentables o mejoras que no supongan una carga económica importante. Se requieren comprobaciones periódicas para asegurar que se mantiene la eficacia de las medidas de control. Será necesario tener control mediante un procedimiento escrito, así como la divulgación de los riesgos.
9 Moderado Se deben hacer esfuerzos para reducir el riesgo, determinando las inversiones precisas. Las medidas para reducir el riesgo deben implantarse en un periodo determinado. Se deben hacer acciones para establecer con más precisión la necesidad de mejora de las medidas de control. Será necesario tener control bajo un procedimiento escrito y capacitación periódica, así como la divulgación de los riesgos. Incluir máquinas y equipos en el programa de mantenimiento preventivo.
12 Importante No debe comenzarse el trabajo hasta que se haya reducido el riesgo. Puede que se precisen recursos considerables para controlar el riesgo. Cuando el riesgo corresponda a un trabajo que se está realizando, debe remediarse el problema en un tiempo inferior al de los riesgos moderados. Será necesario tener control bajo un procedimiento escrito y capacitación periódica, así como la divulgación de los riesgos. Incluir máquinas y equipos en el programa de mantenimiento preventivo. Colocación de guardas y/o dispositivos de seguridad.
15 Intolerable No debe comenzar ni continuar el trabajo hasta que se reduzca el riesgo. Si no es posible reducir el riesgo, incluso con recursos ilimitados, debe prohibirse el trabajo.
Fuente: Desarrollo del presente trabajo de Investigación.
VIII.2.2 Espacio físico. La clasificación de espacio físico de trabajo está en función de que las medidas o disposiciones técnicas permitan una postura de trabajo apropiada y correcta, que no impida realizar movimientos libres dentro del puesto de trabajo. Para su evaluación se usó la Tabla VIII.7, la cual esta desarrollada tomando como referencia las recomendaciones del Instituto Nacional de Seguridad e Higiene del Ministerio de Trabajo y Asuntos Sociales de España. Se designo que el Espacio físico tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 10%, por lo que en una escala del 1 al 5, se multiplicará por “2” su tabla de evaluación.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 41 de 109
Tabla VIII.7 Evaluación cuantitativa del espacio físico
Eval. Condición 2 El espacio de trabajo posee la suficiente área para realizar
movimientos libres sin golpear con personas u objetos. 4 El espacio de trabajo posee la suficiente área, pero existen objetos
que puedan golpear o golpearse contra ellos. 6 En el espacio determinado para el trabajo se tienen trabajadores
que por su actividad pudieran golpearse u obstruirse entre sí. 8 El espacio es reducido, pero es individual y no presenta el riesgo
de golpear o ser golpeado por objetos. 10 El espacio es reducido y existe la posibilidad de golpear o ser
golpeado por personas u objetos. Fuente: Desarrollo del presente trabajo de Investigación.
VIII.2.3 Exposición a contaminantes químicos. Puesto que el riesgo que presenta una exposición a compuestos químicos depende de la magnitud y forma de exposición, una medida esencial para prevenir o reducir este riesgo consiste en limitar la cantidad en el medio ambiente laboral. Ante esta premisa, se pueden tomar una serie de determinaciones toxicológicas, que toman un gradiente de toxicidad de efectos adversos, ver Figura VIII.3:
Figura VIII.3 Gradiente de toxicidad
Fuente: Cortinas C., Características de peligrosidad ambiental de plaguicidas, Instituto Nacional de Ecología, Secretaría de Medio Ambiente, Recursos Naturales y Pesca, 1ra ed., México, 2000.
Cuando de llega a tomar como referencia la dosis o concentración letal media (DL50 o CL50), se están tomando en cuenta dosis del compuesto químico que ya tienen un efecto adverso, la muerte, sobre la mitad de la población de estudio35, adicionalmente este tipo de referencias sólo son determinadas en animales, por lo que hacer extrapolaciones al ser humano tiene que ser pasada por una serie de factores de incertidumbre, que no siempre reflejan la realidad del efecto y no protegen a la población susceptible.
35 Cortinas C., Características de peligrosidad ambiental de plaguicidas, Instituto Nacional de Ecología, Secretaría de Medio Ambiente, Recursos Naturales y Pesca, 1ra ed., México, 2000
0 § Ningún efecto
observable Cambios
bioquímicos Cambios
fisiológicos Manifestaciones patológicas
Muerte
¿Efectos aceptables? Efectos adversos
Dosis

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 42 de 109
Otro parámetro de referencia es el denominado NOAEL (Non Observed Adverse Effects Level, por sus siglas en inglés), el cual representa el máximo nivel de exposición experimental probado al cual no se observan efectos tóxicos. Para el propósito de evaluación de riesgos éste es el dato clave que se obtiene de los estudios de dosis- respuesta36. A partir del NOAEL se determina la Dosis de referencia (DdR), el cual es el nivel de exposición diaria que no produce un riesgo apreciable de daño en poblaciones humanas, incluyendo las subpoblaciones sensibles37. A su vez la Dosis de referencia, es convertida en el Límite Máximo Permisible de Exposición (LMPE), de las diversas normativas de higiene industrial.
DdR = LMPE = NOAEL / Factor de incertidumbre (generalmente va de 10 a 100)
Por tanto la evaluación del factor de exposición a contaminantes químicos se basó en el uso de los Límites Máximos Permisibles de Exposición (LMPE) establecidos de manera local, según la normativa vigente en el lugar donde se aplicó la metodología. Para su evaluación se usó la Tabla VIII.8, la cual fue extraída de la norma oficial mexicana NOM-010-STPS-199938: Se designo que la Exposición de contaminantes químicos tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 20%, por lo que en una escala del 1 al 5, se multiplicará por “4” su tabla de evaluación.
Tabla VIII.8 Evaluación cuantitativa de la exposición a químicos
Evaluación Nivel de exposición 4 CMA ≤ 0.1LMPE 8 0.1LMPE < CMA ≤ 0.25LMPE
12 0.25LMPE < CMA ≤ 0.5LMPE 16 0.5LMPE < CMA ≤ 1.0LMPE 20 1.0LMPE < CMA
LMPE: Límite máximo permisible de exposición, establecido en la normativa local. CMA: Concentración del contaminante medido en el ambiente, mediante los
procedimientos vigentes en la normativa local.
Fuente: NOM-010-STPS-1999, Condiciones de seguridad e higiene en los centros de trabajo donde se manejen, transporten, procesen o almacenen sustancias químicas capaces de generar contaminación en el medio ambiente laboral
VIII.2.4 Movimiento manual de cargas. Esta condición fue evaluada mediante la ecuación de NIOSH39. Cada tarea de levantamiento tuvo que ser valorada de acuerdo con sus características, mediante la siguiente expresión:
36 Peña, C., Toxicología ambiental: Evaluación de riesgos y restauración ambiental, Superfund Basic Research and Training Program, University of Arizona, 2001. 37 ¿Por qué, para qué y cómo se evalúan los riesgos para la salud y el ambiente de los plaguicidas?, Serie Plaguicidas No.2, Instituto Nacional de Ecología, Secretaría de Medio Ambiente, Recursos Naturales y Pesca, México. 38 Norma Oficial Mexicana NOM-010-STPS-1999, Condiciones de seguridad e higiene en los centros de trabajo donde se manejen, transporten, procesen o almacenen sustancias químicas capaces de generar contaminación en el medio ambiente laboral, publicado en el DOF el 20 de enero de 2000, México. 39Applications Manual for the Revised NIOSH Lifting Equation, op. cit.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 43 de 109
RWL = LC x HM x VM x DM x AM x CM x FM
Donde:
RWL Peso recomendado para la tarea DM Factor de desplazamiento vertical LC Peso máximo recomendado AM Factor de asimetría HM Factor de distancia horizontal CM Factor de agarre VM Factor altura FM Factor de frecuencia
Figura VIII.4 Representación de los componentes de la ecuación de NIOSH
Localización estándar de levantamiento. Representación del ángulo de asimetría de levantamiento
Fuente: Applications Manual for the Revised NIOSH Lifting Equation, National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention, EUA, 1994.
Factor de distancia horizontal, HM (horizontal multiplier): Se define como la distancia horizontal entre la proyección sobre el suelo del punto medio entre los agarres de la carga y la proyección del punto medio entre los tobillos. El factor de distancia horizontal (HM) se determina como sigue:
HM = 25/H
Penaliza los levantamientos en los que el centro de gravedad de la carga está separado del cuerpo. Si la carga se levanta pegada al cuerpo o a menos de 25cm del mismo, el factor toma el valor 1. Se considera que H>63cm dará lugar a un levantamiento con pérdida de equilibrio, por lo que asignaremos HM=0 (el límite de peso recomendado será igual cero).

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 44 de 109
Factor de altura, VM (vertical multiplier): Penaliza los levantamientos en los que las cargas deben tomarse desde una posición baja o demasiado elevada. Se disminuye un 22.5% del peso respecto a la constante de carga para el levantamiento hasta el nivel de los hombros y para el levantamiento desde el nivel del suelo. Este factor valdrá 1 cuando la carga esté situada a 75cm del suelo y disminuirá a medida que nos alejemos de dicho valor. Se determina:
1-(0.003 |V-75|) Donde V es la distancia vertical del punto de agarre al suelo. Si V>175cm, tomaremos VM=0.
Factor de desplazamiento vertical, DM (distance multiplier): Se refiere a la diferencia entre la altura inicial y final de la carga. Se definió un 15% de disminución en la carga cuando el desplazamiento se realiza desde el suelo hasta más allá de la altura de los hombros. Se determina:
DM = (0.82 + 4.5/ D) D = V1 – V2
Donde V1 es la altura de la carga respecto al suelo en el origen del movimiento y V2, la altura final del mismo. Cuando D<25cm, tendremos DM=1, valor que irá disminuyendo a medida que aumente la distancia de desplazamiento, cuyo valor máximo aceptable se considera 175cm.
Factor de asimetría, AM (asymetric multiplier): Se considera un movimiento asimétrico aquel que empieza o termina fuera del plano medio- sagital, veáse Figura VIII.2. Se establece:
AM = 1- (0.0032A)
Se definió un 30% de disminución para levantamientos que impliquen giros del tronco de 90º, si el ángulo de giro es superior a 135º, tomaremos AM=0.
Factor de frecuencia, FM (frecuency multiplier): El número medio de levantamientos por minuto debe calcularse en un período de 15 minutos. Valores predeterminados del factor FM, pueden ser tomarse de la Tabla VIII.9.
Tabla VIII.9 Valores predeterminados del factor de frecuencia (FM)
Duración del trabajo >1 hora >1-2 horas >2-8 horas Frecuencia
(elev/min) V<75 V>75 V<75 V>75 V<75 V>75 >0.2 1.00 1.00 0.95 0.95 0.85 0.85 0.5 0.97 0.97 0.92 0.92 0.81 0.81 1 0.94 0.94 0.88 0.88 0.75 0.75

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 45 de 109
Duración del trabajo >1 hora >1-2 horas >2-8 horas Frecuencia
(elev/min) V<75 V>75 V<75 V>75 V<75 V>75 2 0.91 0.91 0.84 0.84 0.65 0.65 3 0.88 0.88 0.79 0.79 0.55 0.55 4 0.84 0.84 0.72 0.72 0.45 0.45 5 0.80 0.80 0.60 0.60 0.35 0.35 6 0.75 0.75 0.50 0.50 0.27 0.27 7 0.70 0.70 0.42 0.42 0.22 0.22 8 0.60 0.60 0.35 0.35 0.18 0.18 9 0.52 0.52 0.30 0.30 0.00 0.15
10 0.45 0.45 0.26 0.26 0.00 0.13 11 0.41 0.41 0.00 0.23 0.00 0.00 12 0.37 0.37 0.00 0.21 0.00 0.00 13 0.00 0.34 0.00 0.00 0.00 0.00 14 0.00 0.31 0.00 0.00 0.00 0.00 15 0.00 0.28 0.00 0.00 0.00 0.00
>15 0.00 0.00 0.00 0.00 0.00 0.00 Los valores de V en cm. Para frecuencias inferiores a 5 minutos, utilizar F=0.2 elevaciones por minuto.
Fuente: Applications Manual for the Revised NIOSH Lifting Equation, National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention, EUA, 1994.
Se considera de corta duración cuando se trata de una hora o menos de trabajo (seguida de un tiempo de recuperación de 1.2 veces el tiempo de trabajo), de duración moderada, cuando es de una a dos horas (seguida de un tiempo de recuperación de 0.3 veces el tiempo de trabajo), y de larga duración, cuando es de más de dos horas.
Factor de agarre, CM (coupling multiplier): Se obtiene según la facilidad del agarre y la altura del manejo de la carga. En la Tabla VIII.10 se establecen las constantes para este factor.
Tabla VIII.10 Constantes del factor de agarre (CM)
CM Tipo de agarre V < 75 V > 75
Agarre bueno 1.00 1.00 Agarre regular 0.95 1.00 Agarre malo 0.90 0.90
Fuente: Applications Manual for the Revised NIOSH Lifting Equation, National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention, EUA, 1994.
Finalmente se calcula el Índice de levantamiento:
Carga levantada IL = ----------------------------
RWL

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 46 de 109
Se designo que el Movimiento manual de cargas tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 15%, por lo que en una escala del 1 al 5, se multiplicará por “3” su tabla de evaluación.
a) Riesgo limitado (IL > 1), la mayoría de los trabajadores no deben tener problemas al ejecutar la tarea y tiene un valor de 3.
b) Incremento moderado del riesgo (1 < IL < 3), algunos trabajadores tienen riesgos de lesión o dolencias por realizar estás tareas y tiene un valor de 9.
c) Incremento acusado del riesgo (IL > 3), es una tarea inaceptable desde el punto de vista ergonómico y tiene un valor de 15.
VIII.2.5 Posturas forzadas. Se usó el método OWAS (Ovako Working Posture Análisis System)40, dicho sistema cubre las posturas de trabajos más comunes y fácilmente identificables. Cada postura se determina por un código de cuatro dígitos, que representa las posturas de espalda, brazos y piernas, así como la carga o esfuerzo requerido.
Espalda Brazos Piernas Carga/ Fuerza
Primer dígito del código: Indica la posición de la espalda. Hay cuatro opciones para la espalda:
1. Espalda derecha 2. Espalda doblada 3. Espalda con giro
4. Espalda doblada y con giro
Segundo dígito del código: Indica la postura de los brazos. Hay tres opciones para las posturas de los brazos:
1. Ambos brazos por debajo del nivel del hombro.
2. Un brazo a la altura del hombro o más arriba.3. Dos brazos a la altura del hombro o más
arriba.
40 Martínez, G., op. cit.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 47 de 109
Tercer dígito del código: Indica la posición de las piernas. Hay siete opciones para estas posturas:
1. Sentado 2. Parado en las dos piernas
rectas 3. Parado en una pierna recta 4. Parado o en cunclillas en dos
piernas dobladas 5. Parado o en cunclillas en una
pierna dobladas 6. Arrodillado 7. Caminando
Cuarto dígito del código: Evalúa la carga que la persona está manipulando o cuánta fuerza debe utilizarse en la operación. Hay tres alternativas para la carga o uso de fuerza:
1. Menos de 10 kilogramos 2. Entre 10 y 20 kilogramos 3. Más de 20 kilogramos
Teniendo estos cuatro dígitos que identificadores de las operaciones dentro del puesto de trabajo, son calificadas de acuerdo a la siguiente Tabla VIII.11. Se designo que las Posturas forzadas tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 15%, por lo que en una escala del 1 al 5, se multiplicará por “3” su tabla de evaluación.
Tabla VIII.11 Evaluación de posturas, según método OWAS
Piernas 1 2 3 4 5 6 7 Carga/ Fuerza 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
Espalda Brazos 1 3 3 3 3 3 3 3 3 3 6 6 6 6 6 6 3 3 3 3 3 3
2 3 3 3 3 3 3 3 3 3 6 6 6 6 6 6 3 3 3 3 3 3
1
3 3 3 3 3 3 3 3 3 3 6 6 9 6 6 9 3 3 3 3 3 6
1 6 6 9 6 6 9 6 6 9 9 9 9 9 9 9 6 6 6 6 9 9
2 6 6 9 6 6 9 6 9 9 9 15 15 9 15 15 9 9 15 6 9 15
2
3 9 9 15 6 6 9 9 9 9 9 15 15 15 15 15 15 15 15 6 9 15
1 3 3 3 3 3 3 3 3 6 9 9 9 15 15 15 3 3 3 3 3 3
2 6 6 9 3 3 3 3 3 6 15 15 15 15 15 15 9 9 9 3 3 3
3
3 6 6 9 6 6 9 6 6 9 15 15 15 15 15 15 15 15 15 3 3 3
4 1 6 9 9 6 6 9 6 6 9 15 15 15 15 15 15 15 15 15 6 9 15

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 48 de 109
Piernas 1 2 3 4 5 6 7 Carga/ Fuerza 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
Espalda Brazos 2 9 9 15 6 9 15 9 9 15 15 15 15 15 15 15 15 15 15 6 9 15 3 15 15 15 6 9 15 9 9 15 15 15 15 15 15 15 15 15 15 6 9 15
Fuente: Martínez, G., Método Ovako Working Posture Análisis System (OWAS).
La siguiente Tabla VIII.12 establece la evaluación de las posturas forzadas en el puesto de trabajo:
Tabla VIII.12 Evaluación cuantitativa de las posturas forzadas
Eval. Explicación Acción 3 Postura normal y natural sin efectos dañinos en el
sistema músculo-esquelético. No requiere acción.
6 Postura con posibilidad de causar daño al sistema músculo-esquelético.
Se requieren acciones correctivas en un futuro cercano.
9 Postura con efectos dañinos sobre el sistema músculo-esquelético.
Se requieren acciones correctivas lo antes posible.
15 La carga causada por esta postura tiene efectos sumamente dañinos sobre el sistema músculo-esquelético.
Se requiere tomar acciones correctivas inmediatamente.
Fuente: Desarrollo del presente trabajo de Investigación.
VIII.2.6 Repetitividad de la tarea. Fue determinada por la duración media de un ciclo de trabajo repetido y se midió desde el principio al fin de ciclo. Cuando alguna de las actividades presentó ciclos o esfuerzos intermedios entre los determinados por la evaluación se tomó el inmediatamente superior. Para esta evaluación se usó la Tabla VIII.13. Se designo que la Repetitividad de la tarea tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 10%, por lo que en una escala del 1 al 5, se multiplicará por “2” su tabla de evaluación.
Tabla VIII.13 Evaluación cuantitativa de la repetitividad de la tarea
Eval. Explicación Acción 2 La operación de trabajo se realiza una vez cada
quince minutos y requiere un esfuerzo o carga igual o menor a 10kg.
No requiere acción.
4 La operación de trabajo se realiza una vez cada quince minutos, pero se requiere un esfuerzo o carga mayor a 10kg.
Se requiere dar seguimiento continuo.
6 La operación de trabajo se realiza más de una vez cada 5 minutos y requiere un esfuerzo o carga igual o menor a 10kg.
Se requieren acciones correctivas en un futuro cercano.
8 La operación de trabajo en continua durante una hora con ciclos mayores a 45segundos.
Se requieren acciones correctivas lo antes posible.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 49 de 109
Eval. Explicación Acción 10 La operación de trabajo es continua durante más de
una hora con ciclos menores a 45segundos. Se requiere tomar acciones correctivas inmediatamente.
Fuente: Tomando como sugerencia la Tabla 3. Suggested MFMEA Occurrence Evaluation Criteria, Potencial Failure Mode and Effects Análisis for Tooloing & Equipment, 1ra ed.
VIII.2.7 Contenido del trabajo. Fue determinado por el número y la calidad de tareas individuales incluidas en el trabajo, se utilizó la descripción de puesto. Para su evaluación se usó la Tabla VIII.14, tomado como base las recomendaciones del Instituto Nacional de Seguridad e Higiene, del Ministerio de Trabajo y Asuntos Sociales de España. Se designo que el Contenido del trabajo tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 5%, por lo que en una escala del 1 al 5, se multiplicará por “1” su tabla de evaluación.
Tabla VIII.14 Evaluación cuantitativa del contenido del trabajo
Eval. Condición 1 Cuando el proceso lo requiere el trabajador realiza una sola operación, la
cual no requiere una alta concentración en la supervisión de la calidad del producto.
2 Cuando el proceso lo requiere el trabajador realiza una sola operación, la cual requiere una alta concentración en la supervisión de la calidad del producto.
3 El trabajador realiza más de una operación, pero ninguna de las operaciones requiere una alta concentración en la supervisión de la calidad del producto.
4 El trabajador realiza más de una operación y alguna de las operaciones requiere una alta concentración en la supervisión de la calidad del producto.
5 El trabajador realizar más de una operación y todas las operaciones requieren una alta concentración en la supervisión de la calidad del producto.
Fuente: Desarrollo del presente trabajo de Investigación.
VIII.2.8 Toma de decisiones. La dificultad en la toma de decisiones es influenciada por la idoneidad de la información disponible (suficiente y adecuada), y el riesgo que puede implicar una decisión. Para evaluar el peso en la toma de decisiones que tiene que tomar un trabajador, se usó la Tabla VIII.15. Se designo que la Toma de decisiones tiene un porcentaje de peso en la evaluación final del puesto de trabajo del 10%, por lo que en una escala del 1 al 5, se multiplicará por “2” su tabla de evaluación.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 50 de 109
Tabla VIII.15 Evaluación cuantitativa de la toma de decisiones
Eval. Condición 2 Para decidir sobre cualquier situación de su trabajo se tiene
disponible procedimientos escritos y sistemas visuales, luminosos o audibles.
4 Para decidir sobre cualquier situación de su trabajo se tiene disponible procedimientos escritos y sistemas visuales.
6 Para decidir sobre la mayoría de las situaciones de su trabajo se tiene disponible procedimientos escritos, pero puede parar el proceso de trabajo.
8 Para decidir sobre la mayoría de las situaciones de su trabajo tiene que consultar con algún Jefe de área y mientras el proceso continúa en las mismas condiciones.
10 Solo está en sus manos notificar cuando a su consideración el proceso presenta problemas de calidad, seguridad o productividad.
Fuente: Desarrollo del presente trabajo de Investigación.
VIII.2.9 Evaluación del puesto de trabajo. Después de evaluar de forma individual cada factor de riesgo en el puesto de trabajo, será necesario integrarlo para obtener una evaluación final del puesto de trabajo, integrando los ocho factores que influencian el puesto de trabajo. La evaluación final del puesto de trabajo se hace sumando los resultados obtenidos de las evaluaciones individuales de los ocho factores que se definieron anteriormente. Para la generación de una tabla de evaluación del puesto de trabajo que agrupe los ocho factores evaluados, se tiene que tomar en cuenta un valor numérico de partida y generar cinco rangos para establecer la tabla mencionada. Asumiendo que el puesto de trabajo evaluado obtiene en todos sus factores evaluados la mínima calificación (el mínimo), la suma total será de “20”. Suponiendo que el puesto de trabajo evaluado obtiene en todos sus factores evaluados la máxima calificación (el máximo), la suma total será de “100”, por tanto las evaluaciones deberán estar entre 100 y 20, con cinco rangos. Restando 100 menos 20, se obtiene un rango 80, para obtener 5 secciones para la evaluación del puesto de trabajo, se divide 80 entre 5, el cual nos da 16 puntos, que deberán ser sumados partiendo de 20, para generar 5 secciones del rango de 80 puntos, ver Figura VIII.5.
Figura VIII.5 Rangos de evaluación final
Fuente: Desarrollo del presente trabajo de Investigación.
20 100 36 52 68 84
( 35][36 … 52][53 … 68][69 … 84][85 )

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 51 de 109
Finalmente el control que deriva de la evaluación de los factores de riesgo, y que a su vez provienen de su reconocimiento, se pueden observar en la Tabla VIII.16.
Tabla VIII.16 Evaluación cuantitativa y control del puesto de trabajo
Eval. Puntos Control 1 ≤35 No requiere acción. El trabajo es confortable para el trabajador y no deberá
presentar quejas al desarrollar su tarea. 2 36-51 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar
algunas quejas menores. 3 52-67 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta
algunos riesgos, pero se pueden absorber fácilmente. 4 68-83 Se requieren acciones correctivas lo antes posible. El trabajo presenta
riesgos los cuales podrían llegar a darnos paros del proceso o afectaciones directas al trabajador.
5 ≥84 Se requiere tomar acciones correctivas inmediatamente. El trabajo invariablemente y con alta frecuencia generará afectaciones al trabajador o las operaciones.
Fuente: Desarrollo del presente trabajo de Investigación.
VIII.3. Aplicación de la metodología propuesta Los métodos propuestos para evaluar cada factor de riesgo, y su respectiva evaluación integral del puesto, se realizaron para los siguientes puestos de trabajo:
A. Pesado de cargas B. Mezclado de cargas de líquidos en plataformas C. Mezclado de cargas de polvos en plataformas D. Envasado de bidones de más de 20 l E. Envasado de líneas de llenado F. Operación de montacargas G. Envasado de sacos de polvo
Los puestos de trabajo fueron definidos al concluir el reconocimiento y mapeo del riesgo, y fueron donde se observaron el mayor número de riesgos jerarquizados como relevantes y por tanto se les aplicó la metodología propuesta.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 52 de 109
A. Pesado de cargas:
Tabla VIII.17 Aplicación de metodología a: Pesado de cargas
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 4
Movimiento manual de cargas 6
Posturas forzadas 3 Exigencia del puesto
Repetitividad del trabajo 9
Contenido del trabajo 2 Organización del trabajo Toma de decisiones 6
Suma total 46
EVALUACIÓN FINAL 2
Eval. Puntos Control 2 36-51 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar
algunas quejas menores.
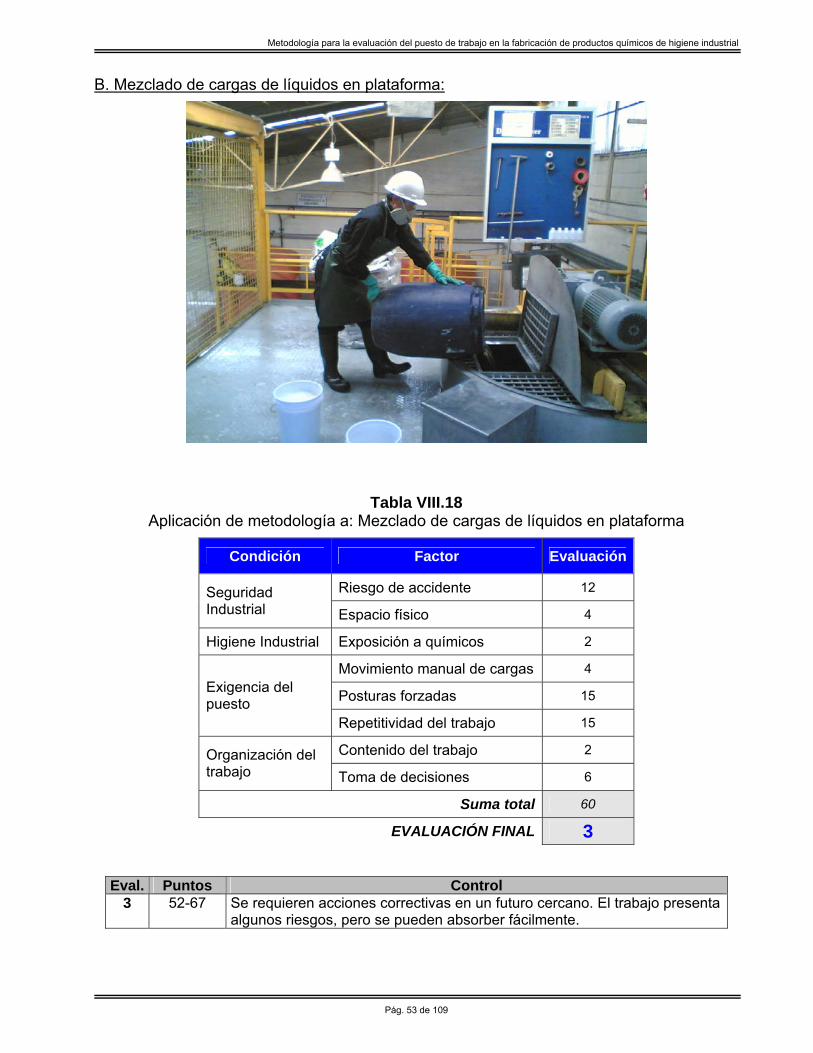
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 53 de 109
B. Mezclado de cargas de líquidos en plataforma:
Tabla VIII.18 Aplicación de metodología a: Mezclado de cargas de líquidos en plataforma
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 2
Movimiento manual de cargas 4
Posturas forzadas 15 Exigencia del puesto
Repetitividad del trabajo 15
Contenido del trabajo 2 Organización del trabajo Toma de decisiones 6
Suma total 60
EVALUACIÓN FINAL 3
Eval. Puntos Control 3 52-67 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta
algunos riesgos, pero se pueden absorber fácilmente.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 54 de 109
C. Mezclado de cargas de polvos en plataforma:
Tabla VIII.19 Aplicación de metodología a: Mezclado de cargas de polvos en plataformas
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 2
Movimiento manual de cargas 4
Posturas forzadas 9 Exigencia del puesto
Repetitividad del trabajo 9
Contenido del trabajo 1 Organización del trabajo Toma de decisiones 6
Suma total 47
EVALUACIÓN FINAL 2
Eval. Puntos Control 2 36-51 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar
algunas quejas menores.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 55 de 109
D. Envasado de bidones de más de 20 l:
Tabla VIII.20 Aplicación de metodología a: Envasado de bidones de más de 20 l
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 2
Movimiento manual de cargas 8
Posturas forzadas 15 Exigencia del puesto
Repetitividad del trabajo 6
Contenido del trabajo 2 Organización del trabajo Toma de decisiones 6
Suma total 55
EVALUACIÓN FINAL 3
Eval. Puntos Control 3 52-67 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta
algunos riesgos, pero se pueden absorber fácilmente.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 56 de 109
E. Envasado de líneas de llenado:
Tabla VIII.21 Aplicación de metodología a: Envasado de líneas de llenado
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 2
Movimiento manual de cargas 4
Posturas forzadas 9 Exigencia del puesto
Repetitividad del trabajo 9
Contenido del trabajo 1 Organización del trabajo Toma de decisiones 6
Suma total 47
EVALUACIÓN FINAL 2
Eval. Puntos Control 2 36-51 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar
algunas quejas menores.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 57 de 109
F. Operación de montacargas:
Tabla VIII.22 Aplicación de metodología a: Operación de montacargas
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 2
Movimiento manual de cargas 2
Posturas forzadas 3 Exigencia del puesto
Repetitividad del trabajo 3
Contenido del trabajo 2 Organización del trabajo Toma de decisiones 6
Suma total 34
EVALUACIÓN FINAL 1
Eval. Puntos Control 1 ≤35 No requiere acción. El trabajo es confortable para el trabajador y no deberá
presentar quejas al desarrollar su tarea.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 58 de 109
G. Envasado de sacos de polvo:
Tabla VIII.23 Aplicación de metodología a: Envasado de sacos de polvo
Condición Factor Evaluación
Riesgo de accidente 12 Seguridad Industrial Espacio físico 4
Higiene Industrial Exposición a químicos 2
Movimiento manual de cargas 8
Posturas forzadas 9 Exigencia del puesto
Repetitividad del trabajo 3
Contenido del trabajo 2 Organización del trabajo Toma de decisiones 6
Suma total 46
EVALUACIÓN FINAL 2
Eval. Puntos Control 2 36-51 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar
algunas quejas menores.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 59 de 109
Los resultados de la aplicación de los métodos designados para evaluar los puestos de trabajo mencionados, son los expuestos en la Tabla VIII.24.
Tabla VIII.24 Resumen de la evaluación de los puestos de trabajo
Evaluación
Condición Factor
Ope
rado
r A
Ope
rado
r B
Ope
rado
r C
Ope
rado
r D
Ope
rado
r E
Ope
rado
r F
Ope
rado
r G
Riesgo de accidente 12 12 12 12 12 12 12Seguridad Industrial Espacio físico 4 4 4 4 4 4 4
Higiene Industrial Exposición a químicos 4 2 2 2 6 2 2
Movimiento manual de cargas 6 4 4 8 10 2 8
Posturas forzadas 3 15 9 15 3 3 9Exigencia del puesto
Repetitividad del trabajo 9 15 9 6 6 3 3
Contenido del trabajo 2 2 1 2 2 2 2Organización del trabajo Toma de decisiones 6 6 6 6 6 6 6
Suma total 46 60 47 55 49 34 46
EVALUACIÓN FINAL 2 3 2 3 2 1 2 Operador A: Pesador de cargas Operador B: Mezclador de cargas de líquido en plataformas Operador C: Mezclador de cargas de polvos en plataformas Operador D: Envasado de bidones de más de 20L Operador E: Envasado de líneas de llenado Operador F: Operador de montacargas Operador G: Envasado de sacos Fuente: Desarrollo del presente trabajo de Investigación.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 60 de 109
IX. RESULTADOS. La aplicación parcial de mapeo de procesos (sólo aplicando las etapas de diagnóstico y reconocimiento), arrojaron la suficiente información para integrar un mapa de riesgos por etapa de proceso de la empresa objeto de estudio. El mapa de riesgos puede ser revisado en la Figura VIII.1, y los anexos de este mapeo en los apartados XV.1 y XV.2. En el mapeo de procesos se pueden identificar:
- Número de etapa - Puestos implicados - Trabajadores ubicados por etapa - Riesgos reconocidos - Interacción entre las etapas
El reconocimiento de los riesgos en el proceso productivo aportó la definición de ocho factores de riesgo presentes en los puestos de trabajo que tendrían que evaluarse para integrar a su vez una evaluación integral que nos diera plena idea del estado de confort que ofrece el puesto de trabajo al trabajador. A partir del reconocimiento de los ocho factores de riesgo se pudo realizar la búsqueda y selección del mejor método de disposición general, para cada factor de riesgo, y poder evaluarlo, ver Tabla VIII.3. Partiendo de que no todos los factores de riesgo ofrecen el mismo grado de afectación al trabajador, se estableció una serie de pesos porcentuales que tendría cada uno de los ocho factores de riesgo, haciendo sumar entre estos factores un total del cien por ciento, ver Tabla VIII.4, este peso porcentual fue inmediatamente incluido en las tablas de evaluación de cada factor, de tal suerte que al evaluador no le implicará realizar alguna operación aritmética, ver apartado VIII.2 y Tablas VIII.6, VIII.7, VIII.8, VIII.11, VIII.12, VIII.13, VIII.14 y VIII.15. Entonces para cada factor se definió un método de uso público para evaluar cuantitativamente y a su vez una tabla (ver Tabla VIII.16), que evalúe de forma integral el puesto de trabajo después de realizar la suma aritmética de los valores cuantitativos de cada uno de los ocho factores reconocidos desde el mapeo de procesos. La metodología propuesta fue aplicada a siete puestos de trabajo de la empresa objeto de estudio, para poder determinar los resultados que arrojaba esta aplicación. Tomando los resultados de la Tabla VIII.24 se desarrolló la Tabla IX.1, donde se podrá observar la evaluación final que tiene el puesto de trabajo de manera integral, donde se integran los ocho factores de riesgo reconocidos y que afectan el puesto de trabajo, así como puntualizar cuáles son los 3 factores que más influyen sobre el puesto de trabajo evaluado.
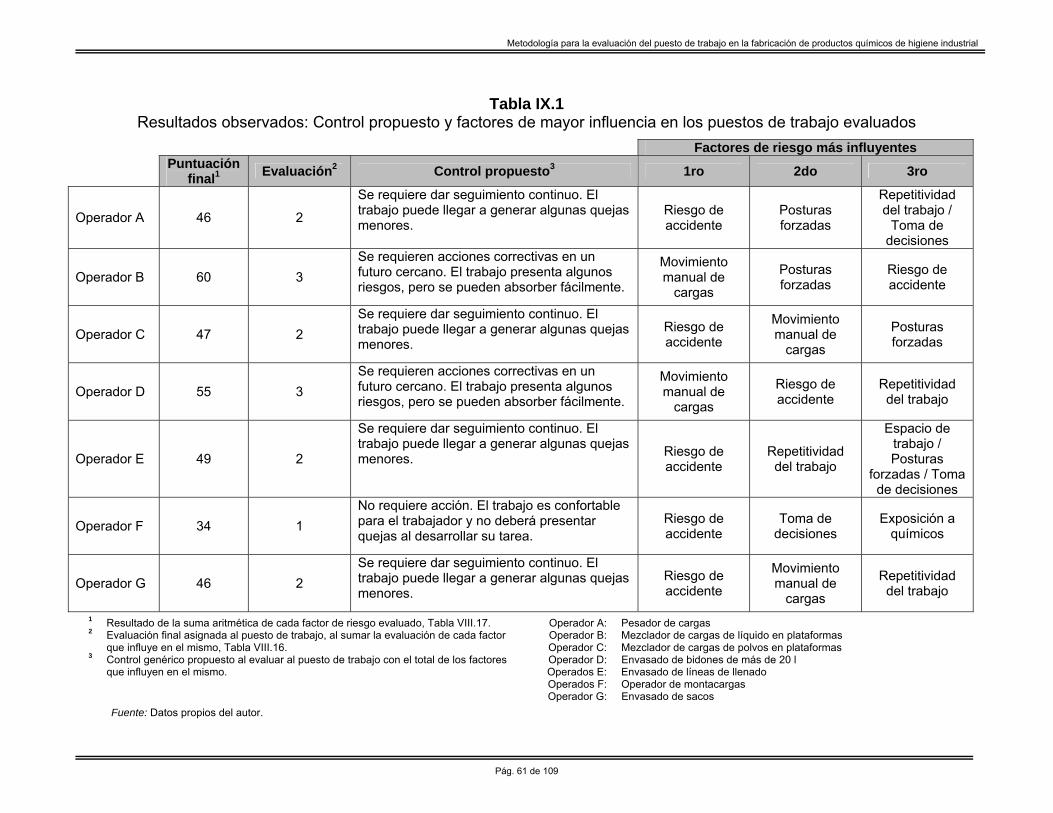
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 61 de 109
Tabla IX.1 Resultados observados: Control propuesto y factores de mayor influencia en los puestos de trabajo evaluados
Factores de riesgo más influyentes Puntuación
final1 Evaluación2 Control propuesto3 1ro 2do 3ro
Operador A 46 2
Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Riesgo de accidente
Posturas forzadas
Repetitividad del trabajo /
Toma de decisiones
Operador B 60 3 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente.
Movimiento manual de
cargas
Posturas forzadas
Riesgo de accidente
Operador C 47 2 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Riesgo de accidente
Movimiento manual de
cargas
Posturas forzadas
Operador D 55 3 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente.
Movimiento manual de
cargas
Riesgo de accidente
Repetitividad del trabajo
Operador E 49 2
Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores. Riesgo de
accidente Repetitividad del trabajo
Espacio de trabajo / Posturas
forzadas / Toma de decisiones
Operador F 34 1 No requiere acción. El trabajo es confortable para el trabajador y no deberá presentar quejas al desarrollar su tarea.
Riesgo de accidente
Toma de decisiones
Exposición a químicos
Operador G 46 2 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Riesgo de accidente
Movimiento manual de
cargas
Repetitividad del trabajo
1 Resultado de la suma aritmética de cada factor de riesgo evaluado, Tabla VIII.17. Operador A: Pesador de cargas 2 Evaluación final asignada al puesto de trabajo, al sumar la evaluación de cada factor Operador B: Mezclador de cargas de líquido en plataformas que influye en el mismo, Tabla VIII.16. Operador C: Mezclador de cargas de polvos en plataformas
3 Control genérico propuesto al evaluar al puesto de trabajo con el total de los factores Operador D: Envasado de bidones de más de 20 l que influyen en el mismo. Operados E: Envasado de líneas de llenado Operados F: Operador de montacargas Operador G: Envasado de sacos
Fuente: Datos propios del autor.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 62 de 109
X. ANÁLISIS DE RESULTADOS. X.1 Identificación de los factores de riesgo.
Aplicando la metodología presentada en el apartado VIII.1, se obtuvo el Mapa de riesgos, el cual a su vez estuvo sustentado por los Anexos XV.1 y XV.2. El desarrollo de este mapeo de riesgos resultó fundamental para el reconocimiento de los riesgos presentes en la empresa objeto de estudio, ver Figura VIII.1. La generación del Mapa de riesgos resulta trascendental, ya que ningún método actual usa esta información para generar su metodología, sino que parten de una corriente del conocimiento para plantear la forma de evaluar el puesto de trabajo. Tomando los riesgos típicos e inherentes de las actividades desarrolladas en la fabricación de productos químicos de higiene industrial, así como los factores que pueden influenciar el puesto de trabajo, descritos en la Tabla X.1, se obtuvo el resultado de los factores que finalmente influencian al puesto de trabajo, así como la condición dependiente de está. Estos factores se pueden observar en la Tabla X.1, donde a partir de las cuatro condiciones preponderantes en el puesto de trabajo (Seguridad industrial, Higiene industrial, Exigencias del puesto y Organización del trabajo), se determinan los factores que influyen en cada una de ellas.
Tabla X.1 Factores de riesgo que influyen en el puesto de trabajo
Condición Factor Riesgo de accidente
Seguridad Industrial Espacio físico
Higiene Industrial Exposición a químicos Movimiento manual de cargas Posturas forzadas Exigencia del puesto Repetitividad del trabajo Contenido del trabajo
Organización del trabajo Toma de decisiones
Fuente: Desarrollo del presente trabajo de Tesis. X.2 Métodos para evaluar los factores de riesgo.
Tomando el planteamiento de DeJoy, del artículo Utilización del método ergonómico en la prevención de accidentes laborales, se puede establecer que las cuatro condiciones citadas anteriormente pueden ayudarnos a desarrollar los factores a evaluar en el puesto de trabajo de la empresa objeto de estudio. De la Tabla X.1, y después de la búsqueda bibliográfica de los métodos de uso público se tomaron aquellos que podrían ser utilizados para evaluar los factores de riesgos reconocidos en el mapeo de riesgos y se desarrolló la Tabla VIII.3, en la cual se describen los métodos que se usaron para evaluar cuantitativamente cada factor de riesgo, que se determino influye al puesto de trabajo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 63 de 109
El total de los métodos para evaluar el puesto de trabajo se consideran métodos públicos, ya que no son necesarias licencias especiales para hacer uso de las mismas, ya que tienen el pleno objetivo de usarse en pro del bienestar de los trabajadores. Algunos otros métodos fueron desarrollados a partir de recomendaciones de centros de investigación reconocidos internacionalmente en el desarrollo de sugerencias en temas ergonómicos, Instituto Finlandés de Salud Ocupacional e Instituto Nacional de Seguridad e Higiene de España, dicha información también es manejada de manera pública. A comparación de otros métodos para evaluar el puesto de trabajo, el desarrollado en el presente documento toma diversas herramientas las cuales pueden llegar a sustituirse por otras, dependiendo de la ampliación de los conocimientos en el desarrollo de nuevos métodos. Podemos afirmar que la metodología propuesta es una plataforma para poder acoplarla a otros giros industriales con factores de riesgo diferentes a los encontrados en el centro de trabajo objeto de estudio, desarrollando su propia escala de evaluación y tener una buena medida en la evaluación del puesto de trabajo. Las formas de control de los riesgos encontrados será dependiente de cada centro de trabajo, sus recursos, necesidades y compromiso hacia el bienestar del trabajador al desempeñarse en su puesto de trabajo, no sin ates recalcar que un trabajador en un puesto de trabajo confortable indudablemente aumentará y/o mantendrá niveles de productividad y calidad.
X.3 Evaluación cuantitativa de los factores de riesgo
Para la evaluación cuantitativa de los ocho factores propuestos se hizo uso de una escala numérica del 1 al 5, donde la inconveniencia del factor hacia el puesto de trabajo va en forma ascendente, esto es, entre más se acerque la calificación a 5, más grave se podrá considerar al factor evaluado sobre el puesto de trabajo de estudio. Finalmente cada factor de evaluación se va integrando a una evaluación final, donde se podrá evaluar como tal al total del puesto de trabajo, esto es, se podrá determinar que tan aceptable o no, son las actividades que se desarrollan en el puesto de trabajo. Para esto, se tiene que cada factor tendrá un peso mayor que otro, ya que aunque todos influyen en el puesto de trabajo, no todos causan el mismo efecto sobre el mismo. Para referencias del porcentaje de influencia que se determino para cada factor de riesgo se debe pueden referir la Tabla VIII.4. Como se puede recordar, en lo descrito en el diagnóstico situacional y mapa de riesgo, estos son los puestos de trabajo donde se observa el mayor número de riesgos jerarquizados como relevantes y por tanto se escogieron para poderse observar con claridad los resultados de la aplicación de la metodología propuesta. Para ilustrar de la mejor manera las actividades que son desarrolladas en los puestos de trabajo, el presente trabajo de Tesis viene acompañado de un CD, donde se podrán ver los vídeos de gran parte de las actividades, sobre todo las relevantes o repetitivas, que se desarrollan en el mencionado puesto de trabajo. Adicionalmente los vídeos tienen como objeto apoyar la aplicación del método OWAS para el factor “Posturas forzadas”. Los resultados de la aplicación de los métodos designados para evaluar los puestos de trabajo mencionados, son los expuestos en la Tabla IX.1.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 64 de 109
A partir de los resultados de la aplicación de la metodología propuesta (compuesta a su vez de métodos públicos o desarrollados por el trabajo del presente trabajo de tesis), se observa que el Operador B es el que presenta una evaluación con mayor puntuación (60 puntos), por lo que debe considerarse el puesto de trabajo con mayor riesgo de los siete evaluados, seguidos por el Operador D y el Operador E, de igual manera se puede observar que el puesto de trabajo que presenta una evaluación mas favorable es el del Operador F, con 34 puntos.
Tabla X.2 Resultados de la evaluación de los puestos de trabajo
Evaluación
Condición Factor
Ope
rado
r A
Ope
rado
r B
Ope
rado
r C
Ope
rado
r D
Ope
rado
r E
Ope
rado
r F
Ope
rado
r G
Riesgo de accidente 12 12 12 12 12 12 12Seguridad Industrial
Espacio físico 4 4 4 4 4 4 4
Higiene Industrial Exposición a químicos 4 2 2 2 6 2 2
Movimiento manual de cargas 6 4 4 8 10 2 8
Posturas forzadas 3 15 9 15 3 3 9Exigencia del puesto
Repetitividad del trabajo 9 15 9 6 6 3 3
Contenido del trabajo 2 2 1 2 2 2 2Organización del trabajo
Toma de decisiones 6 6 6 6 6 6 6
Suma total 46 60 47 55 49 34 46
EVALUACIÓN FINAL 2 3 2 3 2 1 2
Operador A: Pesador de cargas Operador B: Mezclador de cargas de líquido en plataformas Operador C: Mezclador de cargas de polvos en plataformas Operador D: Envasado de bidones de más de 20L Operador E: Envasado de líneas de llenado Operador F: Operador de montacargas Operador G: Envasado de sacos Fuente: Desarrollo del presente trabajo de Tesis.
Los puestos de trabajo de los Operador B y D, según la Tabla VIII.16, “Evaluación cuantitativa y control del puesto de trabajo”, se definen como puestos de trabajo que poseen una evaluación de “3”, esto es: “Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente.”

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 65 de 109
Para los puestos de trabajo de los Operadores A, C, E y G, según la Tabla VIII.16, “Evaluación cuantitativa y control del puesto de trabajo”, se definen como puestos de trabajo que poseen una evaluación de “2”, esto es: “Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.” El puesto de trabajo del Operador F, según la Tabla VIII.16, “Evaluación cuantitativa y control del puesto de trabajo”, se define como puesto de trabajo que posee una evaluación de “1”, esto es: “No requiere acción. El trabajo es confortable para el trabajador y no deberá presentar quejas al desarrollar su tarea.” Estos resultados se tornan congruentes cuando al analizar los videos donde se observan las actividades que componen el puesto de trabajo se determinan los riesgos presentes e inherentes, de igual manera al saber las actividades que desarrollan cada uno de estos operadores:
Operador A: Pesado de cargas Operador B: Mezclado de cargas de líquido en plataformas Operador C: Mezclado de cargas de polvos en plataformas Operador D: Envasado de bidones de más de 20L Operador E: Envasado de líneas de llenado Operador F: Operación de montacargas Operador G: Envasado de sacos
Tomando los resultados de la Tabla VIII.24 se desarrolla la Tabla IX.1, donde se podrá observar de forma directa, la calificación final que tiene el puesto de trabajo de manera integral, evaluación final donde se integran los ocho factores de riesgo propuestos que afectan el puesto de trabajo, así como puntualizar cuáles son los 3 factores que más influencian sobre el puesto de trabajo evaluado. Donde se determina que el “Riesgo de accidente” y el “Movimiento manual de cargas”, representan los factores, de los puestos de trabajo de los Operadores B y D, son los más relevantes para considerar los puestos de trabajo con mayor puntaje de riesgos. También considerar que el “Riesgo de accidente” es el factor que se repite en los siete puestos de trabajo, evaluados con mayor puntaje, pasando desde el primer factor de riesgo hasta el tercero, pero siempre presente en los puestos de trabajo. De igual manera se redactó el puntaje obtenido, así como los métodos de control que deberán establecerse sobre el puesto de trabajo evaluado, según la Tabla IX.1, confirmando que los puestos de trabajo de los Operadores B y D, poseen una evaluación de “3”, esto es: “Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente.”
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 66 de 109
XI. CONCLUSIONES. 1. Al desarrollar el mapeo de riesgos de la fabricación de productos químicos de higiene
industrial, se logró detectar los factores de riesgos más comunes en este tipo de giro industrial (fabricación de productos químicos de higiene industrial), por lo que puede servir de referencia para futuros trabajos y formar la base de programas preventivos y de seguridad para empresas de la misma rama industrial. Los factores de riesgo detectados fueron:
- Exposición a químicos - Riesgo de accidente - Espacio de trabajo - Movimiento manual de cargas - Toma de decisiones - Repetitividad de la tarea - Posturas forzadas - Contenido del trabajo
2. Cada método definido para evaluar cuantitativamente la presencia del factor de riesgo, fue una revisión exhaustiva de los métodos públicos, que tuvieron una mayor relación con el tipo de empresa objeto de estudio, y su evaluación integral es un nuevo enfoque para poder jerarquizar cuál puesto de trabajo es el que ofrece mayores riesgos y al que debe de atenderse en primer lugar.
3. La aplicación reiterativa de la propuesta metodológica puede servir para poder establecer cuantitativamente la mejora que haya tenido el puesto de trabajo después de aplicar las medidas de control recomendadas, o algunas otras medidas preventivas o correctivas desarrolladas por los propios mecanismos del centro de trabajo.
4. Al aplicar la metodología propuesta a siete puestos de trabajo del mismo centro laboral, se pueden determinar que de todos ellos, el denominado Operador B, es el puesto de trabajo que tiene mayor riesgo, por tanto el más peligroso. Por tanto, la aplicación de las medidas de control deberán dirigirse en primer lugar a todos los trabajadores que se desempeñen en este puesto de trabajo, esto se observa fácilmente cuando al aplicar la metodología propuesta a este puesto se alcanza un puntaje de 60, con una evaluación integral de 3, donde se define: ”Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente”.
5. De manera estratégica se podría aplicar medidas correctivas a los puestos de trabajo denominados Operador D, seguidas por el Operador E, Operador C, Operador A, Operador G y concluir con el Operador F, esté último representa el puesto de trabajo que ofrece los menor riesgos al evaluarse, mediante la presente metodología propuesta, con 34 puntos, con una evaluación integral de 1, donde se define: “No requiere acción. El trabajo es confortable para el trabajador y no deberá presentar quejas al desarrollar su tarea”.
6. Adicionalmente al ordenar las evaluaciones, como se puede observar en la Tabla IX.1, el factor de riesgo que está presente en todos los puestos de trabajo evaluados (siete

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 67 de 109
en total), es el Riesgo de accidente, seguido por la Repetitividad de la tarea, Posturas forzadas y Movimiento manual de cargas, por lo que la misma metodología ofrece una visión de cuáles son los factores de riesgo a los que se deben dirigir los esfuerzos de la organización para disminuir su accidentabilidad, mejorar la calidad, productividad y autoestima de los trabajadores al desempeñarse en su puesto de trabajo. Un resumen de la evaluación de los puestos de trabajo al aplicar la metodología propuesta del presente trabajo se observa en la Tabla XI.1.
Tabla XI.1 Evaluación del puesto de trabajo
Puesto de trabajo Puntaje Eval. Control
Operador B 60 3 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente.
Operador D 55 3 Se requieren acciones correctivas en un futuro cercano. El trabajo presenta algunos riesgos, pero se pueden absorber fácilmente.
Operador E 49 2 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Operador C 47 2 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Operador A 46 2 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Operador G 46 2 Se requiere dar seguimiento continuo. El trabajo puede llegar a generar algunas quejas menores.
Operador F 34 1 No requiere acción. El trabajo es confortable para el trabajador y no deberá presentar quejas al desarrollar su tarea.
Fuente: Desarrollo del presente trabajo de Tesis.
7. La metodología propuesta resulta ser una herramienta que apoyará a jerarquizar la atención y esfuerzos para mejorar los puestos de trabajo en la fabricación de productos químicos de higiene industrial, de igual manera ofrece una visión de cuáles factores de riesgo son comunes en la organización, ofreciendo algunas medidas de control genéricas, pero a su vez la organización que aplique la metodología puede decidir establecer programas, procedimientos o lineamientos enfocados a controlar el factor de riesgo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 68 de 109
XII. RECOMENDACIONES. Para la aplicación de la metodología propuesta es necesario familiarizarse con los métodos propuestos para evaluar cada factor, de tal manera que aplicarse la metodología no se presenten ambigüedades, o evaluaciones deficientes. Tomando como base la teoría propuesta del presente trabajo de investigación, se puede desarrollar metodología para evaluar lo puestos de trabajo que tengan diversos factores de riesgo, que en la fabricación de productos químicos de higiene industrial no fueron tomados en cuenta por tener poca relevancia, a medida de ejemplo, para otros giros se puede contemplar adicionalmente la presencia de un cantidad mayor factores como ruido, iluminación o ambiente térmico, o de igual manera, no sólo adicionar factores de riesgo a evaluar, sino suplantar algunos tomados en cuenta en este trabajo Gran parte de los factores de riesgo que se pueden encontrar en los centros de trabajo pueden encontrarse en la Tabal IX.1, y se puede desarrollar una metodología a medida del centro de trabajo, insistiendo que se pueden retirar o adicionar factores de riesgo, según la conformación de cada centro de trabajo. La aplicación de la metodología podría realizarse en centros de trabajo del mismo giro industrial de otros países para poder observar su aplicabilidad y consistencia, e inclusive comparar entre similares puestos de trabajo de mismas organizaciones.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 69 de 109
XIII. SUGERENCIAS PARA TRABAJOS FUTUROS. Para la correcta asignación de factores de riesgo en puestos de trabajo de determinadas organizaciones, es determinante obtener los factores de riesgo que realmente afectan al trabajador al realizar las actividades propias del puesto de trabajo, esto porque en muchas de las ocasiones es tomado un proceso tipo y los riesgos se asumen, por lo que la potencial omisión o equivocación de factores de riesgo se puede ver presente. Es relevante el acercamiento directo al proceso y entrevista con los trabajadores, para obtener información que la administración no divulga o que por el corto tiempo al que el investigador se expone al proceso le es imposible observar o determinar; de esta manera podemos tener información relevante de varias vertientes: la administración, observación del investigador y experiencia en el proceso del propio trabajador. Al desarrollar tablas propias o evaluaciones cuantitativas e inclusive cualitativas, es importante anteponer al trabajador y no a la empresa o centro de trabajo, ya que es importante recordar que el objetivo pleno de la investigación en materia de salud ocupacional, seguridad e higiene, es la protección del trabajador, la minimización del riesgo y de su salud. Por tanto, se debe considerar factores mínimos para que inmediatamente se evalué el puesto de trabajo como potencial generador de riesgo al trabajador, y con esto poder determinar controles genéricos del proceso, el ambiente o hacia el trabajador, para disminuir la exposición o cambiar la forma de hacer seguridad en el centro de trabajo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 70 de 109
XIV. BIBLIOGRAFÍA. (1) Leplant, J., Cuny., X., Psicología del trabajo, Pablo del Río, Madrid, España, 1977. (2) López, O., De la Vega, E., Estudio comparativo de cinco métodos de evaluación
ergonómica de estaciones de trabajo, División de Estudios de Posgrado, Instituto Tecnológico de Hermosillo, México, 2001.
(3) Mondelo R. Pedro, Terrés de Ercilla, F., Utilización del método ergonómico en la prevención de accidentes laborales, Alta dirección, España, No.227, pp.11-16, 2003.
(4) Minaya G., El análisis de tareas como herramientas de ayuda en la gestión de la seguridad y de la salud, MAPFRE Seguridad, No. 71, Tercer Trimestre, España, 1998.
(5) Ruiz, M., Nuevas tendencias y desafíos de la ergonomía aplicada a la productividad, MAPFRE Seguridad, No.66, Segundo Trimestre, España, 1997.
(6) Sullivan, J., Uso de la ergonomía en el diseño de seguridad, Noticias de seguridad, p.9-10, España, 1994.
(7) Pérez, F., NTP 175: Evaluación de las condiciones de trabajo: el método L.E.S.T., Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2000.
(8) Enciclopedia de Salud y Seguridad en el Trabajo, Ed. Chantal Defresne, OIT, 3ra ed., 1998.
(9) Romero, J.A., Estudio de la carga física asociada a los puestos de trabajo, Formación de seguridad laboral, No.45, p.52-62, España, 1999.
(10) Nogareda, C., NTP 182: Encuesta de autoevaluación de las condiciones de trabajo, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2000.
(11) Chavarría, R., NTP 176: Evaluación de las condiciones de trabajo: Método de los perfiles de puesto, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2000.
(12) Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo, publicado en el Diario Oficial de la Federación, México, D.F., el 21 de enero de 1997.
(13) Lobato, J.R., Análisis ergonómico de una empresa conservera, con especial consideración hacia aspectos biomecánicos, Condiciones de trabajo y salud, No.97, pp.35-39, 1993.
(14) Estadística Nacional de Accidentes y Enfermedades de Trabajo, Subsecretaría del Trabajo, Seguridad y Previsión Social, Dirección General de Seguridad y Salud en el Trabajo, 2003.
(15) Nogareda, S., NTP 387: Evaluación de las condiciones de trabajo: método del análisis ergonómico del puesto de trabajo, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España, 2000.
(16) Agnvall, E., Cómo prevenir el trauma acumulativo de origen laboral, Noticias de seguridad, No.4, pp.4-7, España, 1999.
(17) Hernández, A., Talavera, N., Álvarez, E., Movimientos repetitivos, industria y ergonomía: perspectivas de una realidad, Alta dirección, No.227, p.53-61, España, 2003.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 71 de 109
(18) Evaluación de riesgos laborales. Instituto Nacional de Seguridad e Higiene, Ministerio de Trabajo y Asuntos Sociales, 3er ed., España, 1996.
(19) Norma Oficial Mexicana NOM-010-STPS-1999, Condiciones de seguridad e higiene en los centros de trabajo donde se manejen, transporten, procesen o almacenen sustancias químicas capaces de generar contaminación en el medio ambiente laboral, Diario Oficial de la Federación del 05 de Enero de 2000.
(20) Adams, E., Incorporación de la ergonomía al sistema de trabajo, Noticias de seguridad, No.4, pp.20-22, España, 1994.
(21) Cuesta, A., Montero, R., Ergonomía y diseño psicosocial, MAPFRE Seguridad, No.70, pp.15-23, España, 1998
(22) OSHA Technical Manual, Industrial robots and robot systems safety, Section IV, Chapter 4.
(23) OSHA Technical Manual, Polymer matrix materials: advance composites, Section III, Chapter 1.
(24) OSHA Technical Manual, Back disorders and injuries, Section VII, Chapter 1. (25) ERGA- Formación Profesional, Prevención de lesiones por movimientos repetitivos,
Notas Prácticas. (26) Prevención de los trastornos músculo-esqueléticos de origen laboral, Agencia
Europea para la Seguridad y la Salud en el Trabajo. (27) Shahnavaz H., Role of ergonomics in the transfer of technology to industrially
developing countries, Ergonomics, Vol.43, No.7, pp. 903-907, 2000. (28) Alabern, X., Evaluación del deslumbramiento molesto en instalaciones industriales de
iluminación interior, Formación de seguridad laboral, pp. 20-22, España, Nov-Dic 2004.
(29) McFadden, S., Factors affecting performance on a target monitoring task employing an automatic tracker, Ergonomics, Vol.47, No.3, pp.257-280, 2004.
(30) Nogareda, C., NTP 182: Encuestas de autovaloración de las condiciones de trabajo, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(31) Problemas inherentes a la permanencia en pie en el lugar de trabajo, Noticias de seguridad, Vol.64, No.11, España, 2002.
(32) Möller, T., Mathiassen, S., Job enlargement amd mechanical exposure variability in cyclic assembly work, Ergonomics, Vo.47, No.1, pp.19-40, 2004.
(33) Rodríguez, M., La biomecánica en el transporte humano de cargas, MAPFRE Seguridad, No.83, pp.33-35, España, 2001.
(34) Dalmau, I., NTP 451: Evaluación de las condiciones de trabajo: métodos generales, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(35) Principios básicos de ergonomía para usuarios de herramienta de mano, Noticias de seguridad, No.12, pp.27-29, España, 2001.
(36) DiDomenico A., Nussbaum, M., Measurement and prediction of single and multi-digit finger stregth, Ergonomics, Vol.46, No.15, pp.1531-1548, 2003.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 72 de 109
(37) Sancho, T., NTP 419: Condiciones de trabajo y círculos de calidad, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(38) Llacuna, J., NTP 423: Programación neurolingüística: aplicaciones a la mejora de las condiciones de trabajo (I), Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(39) Llacuna, J., NTP 424: Programación neurolingüística: aplicaciones a la mejora de las condiciones de trabajo (II), Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(40) Nogareda, C., NTP 210: Análisis de las condiciones de trabajo: método de la ANACT, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(41) Sengupta, A., Maximium reach envelope for the seated and standing male and female for industrial workstation design, Ergonomics, Vol.43, No.9, pp.1390-1404, 2000.
(42) Bergamasco, R., Colombini, G., Guidelines for designing jobs featuring repetetive task, Ergonomics, Vol.41, No.9, pp. 1364-1383, 1998.
(43) Rategan, C., Consideraciones ergonómicas en la selección de herramientas, Noticias de seguridad, No.11, pp.17-9, España, 1993.
(44) Hedge, A., Where are we in understanding the effects of where we are?, Ergonomics, Vol.43, No.7, pp.1019-1029, 2000.
(45) Horst, R., Análisis de aspectos ergonómicos, Noticias de seguridad, No.8, pp.28-33, España, 2000.
(46) Gerson, V., Eliminación de accidentes producidos por herramientas mecánicas manuales, Noticias de seguridad, No.2, España, 1992.
(47) Parasuraman, R., Designing automation for human use: empirical studies and quantitative models, Ergonomics, Vol.43, No.7, pp.931-951, 2000.
(48) Hernández, A., NTP 501: Ambiente térmico: inconfort térmico local, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(49) Principios ergonómicos de iluminación, Noticias de seguridad, No.3, 1998. (50) Nogareda, C., NTP 226: Mandos: ergonomía de diseño y accesibilidad, Instituto
Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(51) Idoate, V.M., Pollán, M., Evaluación multitarea de la carga física, MAPFRE Seguridad, No.90, pp.19-27, España, 2003.
(52) Marras, W., Joergensen, M., Effect of foot movement and an elastic lumbar back support on spinal loading during free-dynamic symmetric ans asymmetric lifting exertions, Ergonomics, Vol.43, No.5, pp.653-668, 2000.
(53) Díaz, C., Blasco, M., Método de evaluación de carga física en puestos de trabajo, MAPFRE Seguridad, No.62, pp.15-19, España, 1996.
(54) Iglesia, A., Gómez, J., Sáenz, R., Carga de trabajo físico y costo cardíaco: la frecuencia cardiaca de referencia, Condiciones de trabajo y salud, No.106, pp.16-21, España, 1994.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 73 de 109
(55) Nogareda, S., NTP 452: Evaluación de las condiciones de trabajo: carga postural, Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(56) Luczak, H., Work under extreme conditions, Ergonomics, Vol.34, No.6, pp.687-720, 1991.
(57) Bascuas, J., Alcalde, V., Guía para la aplicación de criterios ergonómicos en puestos de trabajo con pantallas de visualización, MAPFRE Seguridad, No.83, pp.21-31, España, 2001.
(58) Nogareda, S., NTP 601: Evaluación de las condiciones de trabajo: carga postural. Método REBA (Rapid Entire Body Assessment), Instituto Nacional de Seguridad e Higiene en el Trabajo, Ministerio de Trabajo y Asuntos Sociales, España.
(59) Enfoques relacionados con el dolor de espalda en la industria: diseño de la tarea, ubicación en la tarea y educación/ entrenamiento, Noticias de seguridad, N.8, pp.14-21, España, 1995.
(60) Kardysauskas, A., Maquinaria y gerencia: combinación esencial para eliminar los accidentes, Noticias de seguridad, No.4, pp.16-19, España, 1993.
(61) Método Ovako Working Posture Análisis System (OWAS), Martínez, G. (62) Método RULA (Rapid Upper Limb Assessment), Reyes, M. (63) Método de Suzanne Rodgers. (64) Anshel, J., Control de la salud de la visión: ergonomía visual en el trabajo, Noticias de
seguridad, No.2, pp.27-29, España, 1996. (65) Strasser, H., Keller, E., Local muscular strain dependet on the direction of horizontal
arm movements, Ergonomics, Vol.32, No.7, pp.899-910, 1989. (66) Calcoya, M., El síndrome del edificio enfermo, Revista Seguridad, No.139, pp.14-46,
España, 1998. (67) Ergonomics Program Management Guidelines for Maeatpacking Plants, U.S.
Department of Labor, Occupational Safety and Health Administration (OSHA), 1993. (68) Guía para escribir un protocolo de investigación, Programa de Subvenciones para la
investigación, Organización Panamericana de la Salud, 2002. (69) De Gortari, E., La ciencia en la historia de México, Fondo de Cultura Económica,
México, 1963. (70) Bucay B., Apuntes de historia de la química industrial en México, Revista de la
Sociedad Química de México, Vol.45, No.3, Julio- Septiembre, 2001. (71) Cortinas C., Características de peligrosidad ambiental de plaguicidas, Instituto
Nacional de Ecología, Secretaría de Medio Ambiente, Recursos Naturales y Pesca, 1ra ed., México, 2000.
(72) Peña, C., Toxicología ambiental: Evaluación de riesgos y restauración ambiental, Superfund Basic Research and Training Program, University of Arizona, 2001.
(73) ¿Por qué, para qué y cómo se evalúan los riesgos para la salud y el ambiente de los plaguicidas?, Serie Plaguicidas No.2, Instituto Nacional de Ecología, Secretaría de Medio Ambiente, Recursos Naturales y Pesca, México.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 74 de 109
XV ANEXOS XV.1 Descripción de procesos y diagrama de flujo.
ETAPA PUESTO No. DE TRABAJADORES ACTIVIDADES
1 Vigilante 2 Arribo de
materia prima
Recibir la factura de manos del Proveedor, verifica la razón social de la factura y notifica al área de Recepción de materiales vía telefónica.
2 Almacenista 1 Revisión del
material
Revisar contra factura cantidad, precio y especificaciones. Ingresa la información de la factura en una base de datos vía PC.
3 Montacarguista 2 Almacenamiento
Después que la materia prima ha sido liberada por el Almacenista, el Montacarguista mueve la materia prima del patio de maniobras al Almacén de materia prima para colocarla sobre el peldaño del rack asignado, baja del montacargas para colocarle su código interno con un crayón de cera y le coloca la etiqueta de PEPS. La materia prima puede llegar en totes, tambores, bidones, costales, sacos o cuñetes, y en diversas presentaciones: polvo, líquido o emulsión. El montacarga recibe mantenimiento preventivo de manera mensual y programada, de igual manera diariamente el Montacarguista tiene la obligación de realizarle una inspección en base a una lista de verificación.
4 Montacarguista 3 Traslado a área de Formulación
De manos del Supervisor de área recibe la Orden de producción donde se describe el producto a fabricar, la cantidad a producir, la materia prima a usar por código interno y la cantidad de cada materia prima a usar), con el montacarga se dirige al rack donde es ubicada la materia prima baja el material, baja del montacargas para verificar el código y aparta la materia prima a usar y vuelve a colocar la tarima de madera con la restante materia prima y la coloca en su mismo peldaño del rack. Posteriormente traslada con el montacargas la materia prima al área de pesado de materiales. El montacarga recibe mantenimiento preventivo de manera mensual y programada, de igual manera diariamente el Montacarguista tiene la obligación de realizarle una inspección en base a una lista de verificación.
5 Pesador 3 Pesado para formulación
Al recibir la materia prima descrita en la Orden de trabajo se dispone a pesar mediante una báscula de plancha a nivel de piso con indicador digital cada materia prima descrita en la orden de trabajo, al pesarlas las va colocando dentro de un contenedor de plástico de manera individual, las coloca una tapa y les escribe su código interno y la cantidad pesada. Al terminar todas las pesadas de materia prima las coloca sobre una tarima de madera y su Orden de trabajo la dobla en cuatro y la introduce dentro de una bolsa de plástico y la coloca sobre el total de la materia prima ubicada en su tarima de madera. A excepción de materia prima contenida en totes o tambores los cuales son movidos con elementos asistidos, los restantes materiales son movidos de forma manual. Cuando la pesada implica abrir sacos o costales el Pesador usa una navaja (cúter).
6 Montacarguista 3 Traslado a área
de Mezclado
Cuando la pesada de la materia prima descrita en la Orden de trabajo es completada el Montacarguista baja del montacarga y verifica para que área y tanque es asignada la fabricación y traslada la tarima de madera con la materia prima al área de polvos o líquidos, según sea, y la coloca sobre la plancha del elevador fijo y avisa al Operador del tanque al que se le asigno la

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 75 de 109
ETAPA PUESTO No. DE TRABAJADORES ACTIVIDADES
fabricación. Para los tanques 18 y 19 la elevación de la tarima con la materia prima se realiza con el mismo montacargas, ya que estos tanques no poseen elevador fijo. El montacarga recibe mantenimiento preventivo de manera mensual y programada, de igual manera diariamente el Montacarguista tiene la obligación de realizarle una inspección en base a una lista de verificación.
7 Mezclador de líquidos
20
Mezclado en área de líquidos
Al ser avisado que la materia prima esta lista y colocada dentro del elevador, cierra las puertas del mismo y lo acciona mediante sus controles electrónicos, una vez arriba mueve la tarima con un patín hidraúlico hacia el tanque de mezclado, se coloca el equipo de protección personal indicado en su Instructivo de trabajo y vacia al tanque la materia prima según el orden de adición. El agua suavizada, ácido nítrico, hipoclorito de sodio y/o hidróxido de sodio por su amplio uso es adicionado mediante un sistema de tuberías de PVC que lo a pie de cada tanque mediante un controlador de flujo previamente programado por el mismo Mezclador de líquidos. Según la secuencia de mezclado se arrancan las propelas del tanque al inicio del mezclado, durante alguna parte de la adición de materia prima o al final. Tapa totalmente el tanque y mezcla según el tiempo indicado en el Instructivo de trabajo, toma una muestra, baja de la plataforma mediante las escaleras de acceso y la lleva al Laboratorio de calidad para que le realicen las pruebas necesarias y se apruebe el material. En algunas ocasiones para la fabricación del producto se requiere adicionar calor para acelerar la reacción necesaria para obtener le producto final, por lo que el Mezclador de líquidos abre las válvulas para hacer funcionar el serpentín del tanque de mezclado.
8 Mezclador de polvos 4
Mezclado en área de polvos
Al ser avisado que la materia prima esta lista y colocada dentro del elevador fijo, cierra las puertas del elevador y lo acciona mediante sus controles electrónicos, una vez arriba mueve la tarima con un patín hidraúlico hacia el tanque de mezclado, se coloca el equipo de protección personal indicado en su Hoja de procesos y comienza a vaciar al tanque la materia prima según el orden de adición. Según la secuencia de mezclado inicia el mezclado arrancando su sistema de aspas al inicio del mezclado, durante alguna parte de la adición de materia prima o al final, al mismo tiempo acciona el sistema de extracción de polvos. Tapa totalmente el tanque y mezcla según el tiempo indicado en el Instructivo de trabajo, toma una muestra, baja de la plataforma mediante las escaleras de acceso y la lleva al Laboratorio de calidad para que le realicen las pruebas necesarias y se apruebe el material.
9 Laboratorista 2 Inspección de
calidad
Recibe una muestra del producto que se esta fabricando en un envase de vidrio, para verificar que cumple con las características fisicoquímicas inherentes del producto, y lo aprueba si cumple con las características o rechaza, estableciendo la materia prima y su cantidad a adicionar para que el producto quede dentro de los parámetros. Los parámetros básicos para todo producto son conductividad y pH, los cuales se miden mediante equipos electrónicos (conductimetro y potenciometro).
10 Pesador 3 Recibe de manos del Mezclador de líquidos o polvos la orden escrita de adición de producto por rechazo de material, realiza las operaciones descritas en el punto 5 y entrega la materia prima pesada para la adición del producto que se encuentre fabricándose en el tanque de mezclado.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 76 de 109
ETAPA PUESTO No. DE TRABAJADORES ACTIVIDADES
Adición de producto
Mezclador de líquidos
20 Recibe la orden escrita del Laboratorio sobre el producto y cantidad a adicionar, la lleva hasta el área de pesado, espera y recibe la materia prima la cual la traslada mediante un patín hidraúlico hasta el elevador fijo para ser adicionado a su tanque de mezclado de líquidos, espera nuevamente el tiempo que marca el Instructivo de trabajo para que se incorpore la materia prima, vuelve a tomar una muestra, baja de la plataforma y la lleva al Laboratorio para que se verifiquen nuevamente sus características fisicoquímicas y espera se apruebe o rechace nuevamente el producto fabricado.
Mezclador de polvos
4 Recibe la orden escrita del Laboratorio sobre el producto y cantidad a adicionar, la lleva hasta el área de pesado, espera y recibe la materia prima la cual la traslada mediante un patín hidraúlico hasta el elevador fijo para ser adicionado al tanque de mezclado de polvos, espera nuevamente el tiempo que marca el Instructivo de trabajo para que se incorpore la materia prima, vuelve a tomar una muestra, baja de la plataforma y la lleva al Laboratorio para que se verifiquen nuevamente sus características fisicoquímicas y espera se apruebe o rechace nuevamente el producto fabricado.
11 Envasador a granel 24 Envasado a
granel
Cuando el producto es aprobado por el Laboratorio de calidad, el Operador verifica la Orden de trabajo para saber el tipo de envasado indicado, el cual puede ser a granel (tambores, o bidones de 50 o 70 litros), o envasado en presentaciones de menor capacidad. Cuando se describe el envasado a granel solicita al Montacarguista de materia prima le traiga el envase y las etiquetas de identificación correspondientes, y por medio de una báscula de plataforma con caratúla digital comienza a envasar según la presentación requerida por medio de peso del producto. Al envasar coloca la pistola de envasado a la válvula inferior del tanque, la abre y se inicia el envasado. Cuando la indicación es el envasado en presentaciones de menor cantidad el producto es envasado de manera provisional en totes. Da aviso de manera verbal al Montacarguista del Almacén de producto final para que se lleve el producto a su Almacén.
12 Envasador de línea 15 Línea de envasado
Con el tote de producto terminado el Envasador de línea llena el tanque de suministro de la línea de envasado la cual por medio de boquillas de llenado, llena de producto a la presentación deseada (bidones de 5litros o inferiores o bolsas). El primer Envasador surte de envase la línea sobre la banda de movimiento tomando los envases de una mesa metálica, el segundo Envasador queda sobre una plataforma y verifica el sistema de llenado por medio de boquillas. El tercer Envasador verifica los productos llenados sobre la línea de envasado, así como la colocación automática de etiquetas. Los tres Envasadores se mueven a lo largo de su puesto de trabajo (distancias inferiores a 2m.)
13 Empacador 3 Empaque
Al recibir el producto envasado y etiquetado al final de la línea los introduce a su empaque de presentación final y pasa la caja por equipos de precintado; precintada la caja la carga de manera manual (hasta 8kg por caja) y las coloca sobre una tarima de madera, la cual trae con el patín

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 77 de 109
ETAPA PUESTO No. DE TRABAJADORES ACTIVIDADES
hidraúlico, según la norma de empaque, llenada la tarima de madera la envuelve con hule estrech e identifica la tarima completa. Da aviso de manera verbal al Montacarguista del Almacén de producto final para que se lleve la tarima su Almacén.
14 Montacarguista 2 Traslado a
Almacén de Producto Final
Al recibir el aviso verbal de que producto terminado esta listo, aborda su montacargas y se traslada al área de llenado (granel o línea de envasado) y mueve el producto envasado del área de llenado al Almacén de producto final para colocarla sobre el peldaño del rack asignado, baja del montacargas para colocarle su etiqueta de PEPS, e informa mediante un registro de entrada al Almacenista de producto final el producto que ha entrado al Almacén. El montacarga recibe mantenimiento preventivo de manera mensual y programada, de igual manera diariamente el Montacarguista tiene la obligación de realizarle una inspección en base a una lista de verificación.
15 Almacenista 1 Almacenamiento
de Producto Final
Cuando es informado que algún producto a ingresado al Almacén de producto final carga de esta información la base electrónica de inventarios, mediante el uso de una PC.
16 Lavador 24
Lavado/ limpieza
Después que se ha terminado el proceso de mezclado de manera independiente un Lavador se lleva todos las herramientas y envases que contuvieron la materia prima a un área especial e inician su lavado, al igual que de los equipos y maquinaria usadas para la fabricación del producto ayudándose con vapor de agua para su rápida limpieza, el cual obtienen de una línea que pueden abrir mediante una válvula y aplicar mediante un dosificador en forma de pistola.
17 Fogonero 1
Caldera
Al iniciar el turno se encarga de encender la caldera con una capacidad de 15C.C. y se asegura que trabaje en los estados óptimos, así como del abastecimiento de combustible (diesel) y agua previamente tratada para el trabajo en la caldera. Revisa el manómetro de presión de salida de vapor, entrada de vapor, agua de ingreso y temperaturas.
18 Electromecánico 3 Mantenimiento
De manera diaria revisa el plan de mantenimiento preventivo de la planta y revisa las ordenes de mantenimiento correctivo y planea sus labores diarias. Usando trabajos de oxicorte, eléctricos, mecánicos, pilomería, electromecánicos, entre otros.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 78 de 109
Figura XV.1 Diagrama de flujo de proceso

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 79 de 109
XV.2 Reconocimiento del riesgo por tipo y naturaleza.
RIESGOS ETAPA PUESTO TIPO NATURALEZA
1 Arribo de materia
Vigilante Psicosocial Estrés al estar vigilando y, dando acceso y salida de Proveedores, Contratistas y Visitantes.
prima Condición insegura Caída del mismo nivel por escalón al estar caminando de su Caseta de Vigilancia, hacia la puerta de acceso u otros puntos circundantes.
2 Almacenista Psicosocial Estrés al administrar los ingresos de Proveedores y coordinando alta en sistema de materiales que están ingresando.
Revisión del material Biomecánico Sobrecarga postural al estar capturando información de materiales en el sistema electrónico interno por más de 3 horas continuas diariamente.
3 Almacenamiento
Montacarguista Psicosocial
Estrés al estar operando el montacargas para dar soporte a la descarga de materiales y su respectivo almacenamiento, según posiciones predeterminadas para la materia prima en el almacén de materia primas.
Condición insegura Golpe por caída de material por mala estiba dinámica.
Condición insegura Golpe por caída de material de anaqueles.
Condición insegura Caída a diferente nivel al abordar montacargas.
Químico Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí se llega a presentar alguna fuga o derrame al momento del transporte de los materiales.
Acto inseguro Volcadura de montacargas por malas maniobras, exceso de velocidad. 4
Traslado a área de Montacarguista Psicosocial Estrés al estar surtiendo la materia prima del Almacén de materia prima al área de
pesado para su formulación, según Plan diario de producción. formulación
Condición insegura Golpe por caída de material por mala estiba dinámica.
Condición insegura Golpe por caída de material de anaqueles.
Condición insegura Caída a diferente nivel al abordar montacargas.
Químico Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí se llega a presentar alguna fuga o derrame al momento del transporte de los materiales.
Acto inseguro Volcadura de montacargas por malas maniobras, exceso de velocidad.
5 Pesado para
Pesador Psicosocial Estrés para pesar el total de las cargas dispuestas en el Plan diario de producción y la inclusión de posibles formulaciones urgentes.
formulación Condición insegura Caída al mismo nivel al trasladarse en área de trabajo por la presencia de objetos
usados para el pesado, trasvase o apertura de envases de materia prima.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí llega a presentar fuga o derrame de materia prima al momento de estar realizando la apertura de envase o maniobras de pesado.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 80 de 109
RIESGOS ETAPA PUESTO TIPO NATURALEZA
Biomecánico Movimiento manual de cargas de materia prima con peso inferior a 50Kg.
Biomecánico Movimiento asistido de cargas de materia prima que mantenga un peso mayor a
50Kg, mediante montacargas.
Acto inseguro Herida cortante con navaja al estar abriendo sacos de materia prima en polvo, sólida o semisólida.
6 Montacarguista Psicosocial Estrés al trasladar cargas pesados al las plataformas de mezclado para el cumplimiento del Plan diario de producción.
Traslado a área de Mezclado Condición insegura
Golpe por caída de material por mala estiba dinámica.
Condición insegura Golpe por caída de material al colocarlo en plataforma de mezclado.
Condición insegura Caída a diferente nivel al abordar montacargas.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí llega a presentarse fuga o derrame de materia prima al momento de estar realizando el transporte de la carga formulada.
Acto inseguro Volcadura de montacargas por malas maniobras, exceso de velocidad.
7 Mezclado en área
Mezclador de líquidos
Psicosocial Estrés para agregar la carga formulada a tanques de mezclado para cumplir el Plan diario de producción y la inclusión de posibles formulaciones urgentes.
de líquidos Biomecánico Movimiento manual de cargas de materia prima que posea un peso inferior a 50Kg
del punto de carga al tanque de mezclado.
Biomecánico Movimiento asistido de cargas de materia prima con un peso mayor a 50Kg, mediante un brazo mecánico.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí llega a presentarse fuga o derrame de materia prima al momento de agregarla a los tanques de mezclado. Por desarrollo de alguna reacción secundaria o indeseable al momento de agregar la materia prima o durante su mezclado.
Condición insegura Caída a diferente nivel de plataforma de trabajo por presencia un escalón y
escaleras entre las plataformas de mezclado de líquidos. Condición insegura Fuga de alguna línea de conducción de materia prima por daño.
Condición insegura Caída a mismo nivel en la plataforma por presencia de objetos salientes o no
retirados después de su uso.
Condición insegura Contacto eléctrico en tablero de arranque sí existe presencia de humedad o deficiente aterrizaje de tierra física.
Condición insegura Golpe con compuertas de cierre de mezclado al estar cerrando los tanques de
mezclado para dar continuidad el mezclado de la formulación. Condición insegura Contacto de líneas de conducción de vapor a 7Kg/cm2.
8 Mezclado en área
Mezclador de polvos
Psicosocial Estrés para agregar la carga formulada a tanques de mezclado para cumplir el Plan diario de producción y la inclusión de posibles formulaciones urgentes.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 81 de 109
RIESGOS ETAPA PUESTO TIPO NATURALEZA
de polvos Biomecánico
Movimiento manual de cargas de materia prima que posea un peso inferior a 50Kg del punto de carga al tanque de mezclado.
Biomecánico Movimiento asistido de cargas de materia prima con un peso mayor a 50Kg,
mediante un brazo mecánico.
Químico
Exposición a ácidos, bases y/o alcalino-clorados, sí llega a presentarse fuga o derrame de materia prima al momento de agregarla a los tanques de mezclado. Por desarrollo de alguna reacción secundaria o indeseable al momento de agregar la materia prima o durante su mezclado.
Condición insegura Caída a diferente nivel de plataforma de trabajo por presencia un escalón y
escaleras entre las plataformas de mezclado de líquidos.
Condición insegura Caída a mismo nivel en la plataforma por presencia de objetos salientes o no retirados después de su uso.
Condición insegura Contacto eléctrico en tablero de arranque sí existe presencia de humedad o
deficiente aterrizaje de tierra física.
Condición insegura Golpe con compuertas de cierre de mezclado al estar cerrando los tanques de mezclado para dar continuidad el mezclado de la formulación.
9 Inspección de
Laboratorista Psicosocial Estrés al dar soporte para el análisis de todas las muestras de formulaciones que se terminan en lapsos muy cortos y con esto se puedan liberar para su envasado.
calidad Químico Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, al estar
realizando diversas pruebas fisicoquímicas a las muestras.
Condición insegura Herida por ruptura de materiales de vidrio al estar realizando pruebas fisicoquímicas con material de vidrio.
Condición insegura Contacto eléctrico en tablero de arranque sí existe presencia de humedad o
deficiente aterrizaje de tierra física. 10 Pesador Idem Etapa 5 Idem Etapa 5
Adición de producto Mezclador de líquidos
Idem Etapa 7 Idem Etapa 7
Mezclador de polvos
Idem Etapa 8 Idem Etapa 8
11 Envasado a granel
Envasador a granel
Psicosocial Estrés al envasar la formulación aprobada por el Laboratorio de calidad, en cumplimiento con el Plan diario de producción.
Biomecánico Movimiento manual de cargas de productos envasados con un peso menor a 50Kg.
del punto de llenado a la tarima de producto terminado.
Condición insegura Golpe al mover contenedores de producto terminado del punto de llenado a la tarima de producto terminado.
Condición insegura Contacto eléctrico al trabajar con equipo electrónico, sí existe presencia de
humedad o deficiente aterrizaje de tierra física.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos al realizar el envasado del producto terminado por salpicadura o posible daño en líneas de llenado.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 82 de 109
RIESGOS ETAPA PUESTO TIPO NATURALEZA
Condición insegura Caída a mismo nivel al estar caminando del punto de llenado a tarimas de producto
terminado.
Condición insegura Fuga o derrame de material que pudiera ocasionar resbalones o pérdida de producto.
12 Envasador de línea
Psicosocial Estrés al envasar la formulación aprobada por el Laboratorio de calidad, en cumplimiento con el Plan diario de producción.
Línea de envasado Biomecánico Movimiento manual de cargas de productos envasados con un peso menor a 50Kg.
del punto de llenado a la tarima de producto terminado.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos al realizar el envasado del producto terminado por salpicadura o posible daño en líneas de llenado.
Condición insegura
Caída a diferente nivel al trabajar sobre pequeñas plataformas.
Acto inseguro
Miembros atrapados entre el sistema de bandas transportadoras del sistema de llenado.
Biomecánico Carga postural al estar en bipedestación por un mínimo de 4 horas en lapsos no
continuos. 13
Empaque Empacador Psicosocial Estrés al empacar producto terminado, en cumplimiento con el Plan diario de
producción.
Biomecánico Movimiento manual de cargas de producto empacado a tarimas de madera para su traslado a Almacén de producto terminado.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí existe presencia de fuga o derrame de producto terminado con sello deficiente o por caída de producto terminado.
Condición insegura Golpe con tarima de madera al realizar su movimiento de traslado de productos.
Condición insegura Herida por manejo de tarima de madera con clavos o salientes de la misma madera.
Condición insegura Golpe por caída de material empacado.
Condición insegura Caída a mismo nivel por tropiezos con tarima de madera u objetos no guardados
correctamente. 14
Traslado a Almacén Montacarguista Psicosocial Estrés al transportar todo el producto terminado liberado por al área de producción
al Almacén de producto terminado, evitando acumulación de productos. de Producto Final
Condición insegura
Golpe por caída de material por mala estiba dinámica.
Condición insegura Caída a diferente nivel al abordar montacarga.
Acto inseguro Caída con montacarga del anden de carga por mala maniobra.
Químico Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, sí existe presencia de fuga o derrame de producto terminado con sello deficiente o por caída

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 83 de 109
RIESGOS ETAPA PUESTO TIPO NATURALEZA
de producto terminado.
Acto inseguro Volcadura de montacarga al realizar maniobras prohibidas con el montacargas.
15 Almacenamiento de Almacenista Psicosocial Estrés al dar ingreso inmediato en sistema y ubicación en racks a producto
terminado que este llegando al Almacén. Producto Final
Biomecánico
Sobrecarga postural al estar capturando información en sistema electrónico por más de 3horas continuas.
16 Lavado/ limpieza
Lavador Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos, al realizar tareas de lavado.
Condición insegura Contacto térmico con puntos de emisión de vapor al momento de hacer uso del
mismo para lavar envases con remanentes de materia prima impregnados. Condición insegura Caída al mismo nivel por salientes u objetos olvidados en el piso.
17 Caldera
Fogonero Condición insegura Contacto térmico con áreas calientes del sistema que compone la caldera.
Condición insegura Caída al mismo nivel por salientes u objetos olvidados en el piso. Físico Explosión de caldera por daño o exceso de presión. Físico Incendio por deficiencias en el sistema de ignición de caldera.
Condición insegura Contacto térmico por salida súbita de vapor al fallar válvula de seguridad.
18 Electromecánico Condición insegura Caída al mismo nivel por salientes u objetos olvidados en el piso. Mantenimiento
Psicosocial Estrés al realizar mantenimiento correctivo de líneas de producción con retrasos de producción o al ser equipo crítico para la producción.
Condición insegura Caída a diferente nivel al tener que subir a diversos puntos para realizar tareas de
mantenimiento preventivo, correctivo o predictivo.
Acto inseguro Contacto térmico al realizar mantenimiento preventivo, correctivo o predictivo de puntos calientes.
Acto inseguro Contacto eléctrico mantenimiento preventivo, correctivo o predictivo de sistemas
eléctricos.
Químico
Exposición a ácidos, bases, alcalino-clorados y/o peróxidos orgánicos al estar presentes en zonas productivas o al no realizar maniobras de limpieza antes de iniciar con el mantenimiento preventivo, correctivo o predictivo.
Físico Explosión de equipos o materiales que posean el riesgo al momento de realizar el
mantenimiento preventivo, correctivo o predictivo.
Físico Incendio por manejo de materiales o equipos al momento de realizar el mantenimiento preventivo, correctivo o predictivo.
Físico Exposición a radiación no ionizante al realizar trabajos de mantenimiento preventivo
o correctivo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 84 de 109
XV.3 Evaluación de la exposición.
RIESGOS CONDICIONES PARTICULARES DE
EXPOSICION
TIPO NATURALEZA ETAPA
PUESTO (# TRABAJADORES) FRECUENCIA DURACION
(min) INTENSIDAD
Psicosocial Estrés 1 Vigilancia (2) 1 720 N/ D 2, 15 Almacenista (2) 1 60 N/ D 3, 4, 6, 14 Montacarguista (10) 1 120 N/ D 5, 10 Pesador (3) 2 240 N/ D 7, 10 Mezclador de lìquidos (20) 2 120 N/ D 8, 10 Mezclador de polvos (4) 2 120 N/ D 9 Laboratorista (2) 1 60 N/ D 11 Envasador a granel (24) 2 240 N/ D 12 Envasador de lìnea (15) 2 60 N/ D 13 Empacador (3) 2 60 N/ D 18 Electromecánico (3) 2 60 N/ D
Condición insegura (1) Escalón de 15cm de altura en el pasillo 1 Vigilancia (2) 60 10 N/ D
Condición insegura (2) Traslado de materia 2 Almacenista (2) 40 200 N/ D
prima en montacargas de Patios a Almacén 3, 4, 6, 14 Montacarguista (10) 50 400 N/ D
Condición insegura (3)
Almacenamiento de materia prima en
anaqueles de cuatro niveles tipo esqueleto
3, 4 Montacarguista (5) 2 480 N/ D
Condición insegura (4) Operador sube y baja del montacargas que
opera 3, 4, 6, 14 Montacarguista (10) 25 2 N/ D
Condición insegura (5) Traslados a pie del 5, 10 Pesador (3) 20 200 N/ D
total del personal a través 11 Envasador a granel (24) 20 200 N/ D
través de la planta, el 13 Empacador (3) 30 300 N/ D piso presenta algunas 16 Lavador (24) 20 200 N/ D grietas 17 Fogonero (1) 10 100 N/ D 18 Electromecánico (3) 30 300 N/ D

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 85 de 109
RIESGOS CONDICIONES PARTICULARES DE
EXPOSICION
TIPO NATURALEZA ETAPA
PUESTO (# TRABAJADORES) FRECUENCIA DURACION
(min) INTENSIDAD
Condición insegura (6)
Movimiento de materia prima sobre la
platraforma de líquidos con montacargas
6 Montacarguista (3) 2 4 N/ D
Condición insegura (7) Subida o bajada sobre 7, 10 Mezclador de líquidos (20) 4 240 N/ D escaleras metálicas 8, 10 Mezclador de polvos (4) 4 240 N/ D 18 Electromecánico (3) 1 30 N/ D
Condición insegura (8) Fuga de alguna línea de conducción de materia
prima 7, 10 Mezclador de líquidos (20) 2 420 N/ D
Condición insegura (9) Traslados a pie sobre 7, 10 Mezclador de líquidos (20) 6 180 N/ D
plataformas de mezclado 8, 10 Mezclador de polvos (4) 6 180 N/ D
Condición insegura (10) Contacto eléctrico en 7, 10 Mezclador de líquidos (20) 4 0.7 N/ D tablero de arranque 8, 10 Mezclador de polvos (4) 4 0.7 N/ D
Condición insegura (11) Aperura de puertas 7, 10 Mezclador de lìquidos (20) 6 1 N/ D
metálicas de tanques de
mezclado 8, 10 Mezclador de polvos (4) 6 1 N/ D
Condición insegura (12) Contacto de líneas de conducción de vapor a
7Kg/cm2 7, 10 Mezclador de líquidos (20) 4 240 N/ D
Condición insegura (13) Ruptura de materiales
de vidrio al manipularlos 9 Laboratorista (2) 10 10 N/ D
Condición insegura (14) Contacto eléctrico al 9 Laboratorista (2) 10 10 N/ D
trabajar equipo
electrónico 11 Envasador a granel (24) 2 450 N/ D
Condición insegura (15) Movimiento manual de
contenedores de producto terminado
11 Envasador a granel (24) 40 200 N/ D
Condición insegura (16) Fuga o derrame de
material 11 Envasador a granel (24) 40 200 N/ D

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 86 de 109
RIESGOS CONDICIONES PARTICULARES DE
EXPOSICION
TIPO NATURALEZA ETAPA
PUESTO (# TRABAJADORES) FRECUENCIA DURACION
(min) INTENSIDAD
Condición insegura (17) Bajar o subir plataformas de 15cm para alcanzar
la línea de llenado 12 Envasador de línea (15) 2 450 N/ D
Condición insegura (18)
Traslado manual de tarima de madera para usarlas para producto
terminado
13 Empacador (3) 15 2.5 N/ D
Condición insegura (19) Acomodo manual de
tarima de madera en el área de empaque
13 Empacador (3) 15 2.5 N/ D
Condición insegura (20) Acomodo manual de material empacado 13 Empacador (3) 2 450 N/ D
Condición insegura (21) Contacto térmico con puntos de emisión de
vapor 16, 17 Lavador (24) 4 60 N/ D
Condición insegura (22) Contacto térmico con
áreas calientes 17 Fogonero (1) 4 20 N/ D
2 Almacenista (1) 10 300 1 Biomecánico (1)
Sobrecarga postural 15 Almacenista (1) 10 300 1
Biomecánico (2) Movimiento manual 5, 10 Pesador (3) 10 10 25Kg de cargas 7, 10 Mezclador de lìquidos (20) 10 5 25Kg 8, 10 Mezclador de polvos (4) 60 10 25Kg 11 Envasador a granel (24) 40 2 20Kg 12 Envasador de lìnea (15) 2000 333 2Kg 13 Empacador (3) 500 83.3 8Kg
Biomecánico (3) Movimiento asistido 5, 10 Pesador (3) 20 20 60Kg de cargas 7, 10 Mezclador de lìquidos (20) 15 15 60Kg 8, 10 Mezclador de polvos (4) 5 5 60Kg
Acto inseguro (1) Falta de pericia al
conducir montacargas 3, 4, 6, 14 Montacarguista (10) 50 400 N/ D
Acto inseguro (2) Uso de navaja 5, 10 Pesador (3) 20 3.3 N/ D

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 87 de 109
RIESGOS CONDICIONES PARTICULARES DE
EXPOSICION
TIPO NATURALEZA ETAPA
PUESTO (# TRABAJADORES) FRECUENCIA DURACION
(min) INTENSIDAD
Acto inseguro (3) Falta de pericia al
conducir montacargas cerca al anden de carga
14 Montarguista (2) 20 10 N/ D
Acto inseguro (4) Contacto térmico 18 Electromecánico (3) 2 40 N/ D Acto inseguro (5) Contacto eléctrico 18 Electromecánico (3) 2 40 N/ D
Acto inseguro (6) Bandas de traslado de material en movimiento 12 Envasador de lìnea (15) 2 450 N/ D
Químico Exposición a ácidos, 3, 4, 6, 14 Montacarguista (10) 50 400 N/ D bases, alcalino-clorados 5, 10 Pesador (3) 2 450 N/ D y/o peróxidos orgánicos 7, 10 Mezclador de lìquidos (20) 2 450 41.38mg/m3 8, 10 Mezclador de polvos (4) 2 450 N/ D 9 Laboratorista (2) 40 400 N/ D 11 Envasador a granel (24) 2 450 41.38mg/m3 12 Envasador de lÍnea (15) 2 450 N/ D 13 Empacador (3) 2 450 N/ D 16 Lavador (24) 4 60 N/ D 18 Electromecánico (3) 2 450 N/ D
Físico (1) Falla de sistemas de
seguridad de equipo de oxicorte
18 Electromecánico (3) 1 30 N/ D
Físico (2) Manejo inadecuado de materiales inflamables 18 Electromecánico (3) 1 30 N/ D
Físico (3) Exposición a radiación
por soldadura 18 Electromecánico (3) 1 30 N/ D
Notas: Frecuencia: Cantidad de veces promedio al día. Duración: En minutos promedio al día, por trabajador.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 88 de 109
XV.4 Evaluación de la dosis- respuesta.
RIESGO EFECTOS PROVOCADOS
EFECTOS ACTUALES
EFECTOS POTENCIALES
MEDIDAS DE CONTROL ESTABLECIDAS
RESULTADO DE LAS MEDIDAS
Psicosocial
Robo a mano armada. Sin efectos manifestados.
N/ D Gastritis Modificación al perímetro de acceso. Colocación de espejos cóncavos en perímetro.
No se ha reportado incidentes
(Estrés) (Abr.00) Acceso a sistema automático de alerta.
Condición insegura (1) N/ D N/ D Esguince Pintura amarilla señalando el peralte de escalones No se ha reportado
(Escalón de 15cm de altura en el pasillo)
incidentes/ accidentes
Condición insegura (2) N/ D N/ D Fractura Capacitación a Operadores de montacargas No se ha reportado
(Traslado de materia prima
Pérdida de material incidentes/ accidentes
en montacargas de Patios a Almacén)
Condición insegura (3) N/ D N/ D Fractura Capacitación a Operadores de montacargas No se ha reportado
(Almacenamiento de materia
Pérdida de material Inspección a estibas de materia prima incidentes/ accidentes
prima en anaqueles de cuatro niveles tipo esqueleto)
Condición insegura (4) N/ D N/ D Fractura Capacitación a Operadores de montacargas No se ha reportado
(Operador subre y baja del Esguince incidentes/ accidentes montacargas que opera) Condición insegura (5) N/ D N/ D Fractura Inicio de sistema 5 S's No se ha reportado (Traslados a pie del personal Esguince incidentes/ accidentes a través de la planta, el piso presenta algunas grietas)
Condición insegura (6) N/ D N/ D Fractura Capacitación a Operadores de montacargas No se ha reportado

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 89 de 109
RIESGO EFECTOS PROVOCADOS
EFECTOS ACTUALES
EFECTOS POTENCIALES
MEDIDAS DE CONTROL ESTABLECIDAS
RESULTADO DE LAS MEDIDAS
(Movimiento de materia prima Esguince
Inspección diaria de funcionamiento al equipo incidentes/ accidentes
sobre la plataforma de Pérdida de material
líquidos con el montacargas) Muerte
Condición insegura (7) N/ D N/ D Fractura Colocación de barandales a 120cm de altura No se ha reportado
(Subida o bajada sobre Muerte Colocación de puertas corredizas con sensores incidentes/ accidentes
escaleras metálicas)
Condición insegura (8) N/ D N/ D Quemadura química
Inspección mensual de líneas y válvulas No se ha manifestado
(Fuga en línea de Colocación de candados en válvulas de apertura incidentes/ accidentes
conducción mat. prima) Condición insegura (9) N/ D N/ D Fractura Piso con figuras antiderrapantes No se ha reportado (Traslados a pie sobre Esguince incidentes/ accidentes plataformas de mezclado)
Condición insegura (10) N/ D N/ D Electrocución Colocación de sistemas móviles para limpieza de No se ha reportado
(Contacto eléctrico pisos incidentes/ accidentes en tablero de arranque) Colocación de sistema de tierras
Condición insegura (11) N/ D N/ D Fractura Colocación de tapas con agarraderas móviles No se ha reportado
(Apertura de puerta metálica alejadas 5cm de la orilla de cierre incidentes/ accidentes de tanques de mezclado) Condición insegura (12) N/ D N/ D Quemadura Enchaquetado de líneas No se ha reportado (Contacto con líneas de incidentes/ accidentes vapor a 7Kg/cm2) Condición insegura (13) N/ D N/ D Herida cortante N/ D N/ D (Ruptura de materiales de vidrio al manipularlos) Condición insegura (14) N/ D N/ D Electrocución Colocación de tapas de cierre No se ha reportado

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 90 de 109
RIESGO EFECTOS PROVOCADOS
EFECTOS ACTUALES
EFECTOS POTENCIALES
MEDIDAS DE CONTROL ESTABLECIDAS
RESULTADO DE LAS MEDIDAS
automático. (Contacto eléctrico al Colocaciòn de red de tierras físicas incidentes/ accidentes con equipo electrónico) Condición insegura (15) Hematomas N/ D Fractura N/ D N/ D (Movimiento manual de 2 casos 2003 contenedores de producto terminado)
1 caso 2004
Condición insegura (16) N/ D Derrame 100Kg Quemadura química Capacitación sobre el riesgo químico Seguimiento a la
(Fuga o derrame de H2SO4 Pérdida de material
Capacitación sonre atención de derrames implementación
material) Condición insegura (17) N/ D N/ D Fractura N/ D N/ D (Bajar o subir plataformas de Esguince 15cm para alcanzar la línea de llenado) Condición insegura (18) N/ D N/ D Fractura N/ D N/ D (Traslado manual de tarima de Esguince madera para usarlas para producto terminado)
Condición insegura (19) N/ D N/ D Herida cortante Entrega de guantes con palma de nitrilo Seguimiento a la
(Acomodo manual de tarima implementación de madera)
Condición insegura (20) N/ D N/ D Fractura Establecimiento de normas de empaque Seguimiento a la
(Acomodo manual de tarima Esguince
Emplayado del total de material empacado implementación
material empacado)
Condición insegura (21) N/ D N/ D Quemadura Entrega de guantes para alta temperatura Seguimiento a la
(Contacto térmico por implementación emisión de vapor)
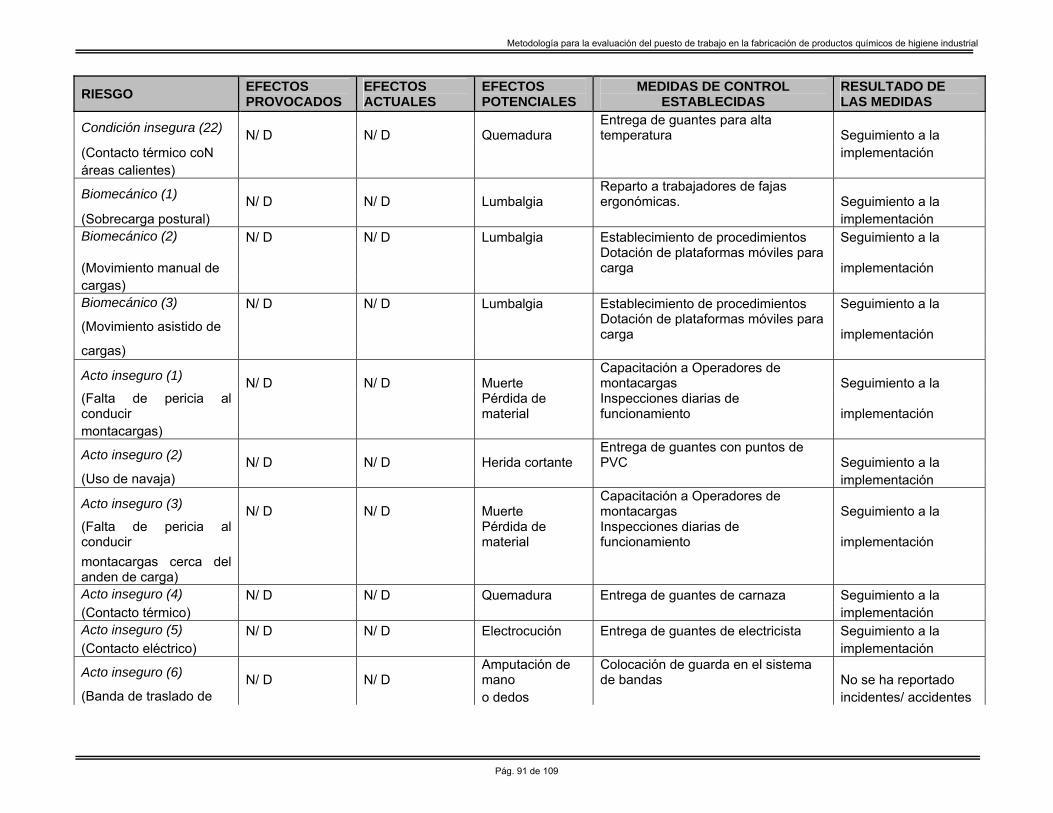
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 91 de 109
RIESGO EFECTOS PROVOCADOS
EFECTOS ACTUALES
EFECTOS POTENCIALES
MEDIDAS DE CONTROL ESTABLECIDAS
RESULTADO DE LAS MEDIDAS
Condición insegura (22) N/ D N/ D Quemadura Entrega de guantes para alta temperatura Seguimiento a la
(Contacto térmico coN implementación áreas calientes)
Biomecánico (1) N/ D N/ D Lumbalgia Reparto a trabajadores de fajas ergonómicas. Seguimiento a la
(Sobrecarga postural) implementación Biomecánico (2) N/ D N/ D Lumbalgia Establecimiento de procedimientos Seguimiento a la
(Movimiento manual de Dotación de plataformas móviles para carga implementación
cargas) Biomecánico (3) N/ D N/ D Lumbalgia Establecimiento de procedimientos Seguimiento a la
(Movimiento asistido de Dotación de plataformas móviles para carga implementación
cargas)
Acto inseguro (1) N/ D N/ D Muerte Capacitación a Operadores de montacargas Seguimiento a la
(Falta de pericia al conducir
Pérdida de material
Inspecciones diarias de funcionamiento implementación
montacargas)
Acto inseguro (2) N/ D N/ D Herida cortante Entrega de guantes con puntos de PVC Seguimiento a la
(Uso de navaja) implementación
Acto inseguro (3) N/ D N/ D Muerte Capacitación a Operadores de montacargas Seguimiento a la
(Falta de pericia al conducir
Pérdida de material
Inspecciones diarias de funcionamiento implementación
montacargas cerca del anden de carga) Acto inseguro (4) N/ D N/ D Quemadura Entrega de guantes de carnaza Seguimiento a la (Contacto térmico) implementación Acto inseguro (5) N/ D N/ D Electrocución Entrega de guantes de electricista Seguimiento a la (Contacto eléctrico) implementación
Acto inseguro (6) N/ D N/ D Amputación de mano
Colocación de guarda en el sistema de bandas No se ha reportado
(Banda de traslado de o dedos incidentes/ accidentes

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 92 de 109
RIESGO EFECTOS PROVOCADOS
EFECTOS ACTUALES
EFECTOS POTENCIALES
MEDIDAS DE CONTROL ESTABLECIDAS
RESULTADO DE LAS MEDIDAS
material en movimiento)
Químico Quemadura química
Quemadura química
Quemadura química
Entrega de respiradores libre de mantto. N95 Fracaso
(Exposición a ácidos, 3 casos 2003 2 casos Mayo Bronquitis química Entrega de mandiles de vinilona Fracaso
bases, alcalino-clorados 5 casos 2004 1 caso Junio Entrega de lentes de seguridad Fracaso
y/o peróxidos orgánicos) 1 caso Septiembre
Entrega de zapatos con casquillo de acero Fracaso
Físico (1) N/ D N/ D Muerte Colocación arrestaflama a tanques de oxicorte No se ha reportado
(Falla de sistema de seguridad
Inspección mensual a equipo de oxicorte incidentes/ accidentes
de equipo de oxicorte)
Físico (2) N/ D N/ D Muerte Colocación de extintores y detector de incendio No se ha reportado
(Manejo inadecuado de Capacitación sobre medidas de prevención incidentes/ accidentes
materiales inflamables)
Físico (3) N/ D N/ D Conjuntivitis Entrega de equipo de protección para soldador No se ha reportado
(Exposición a radiación Capacitación en medidas de seguridad incidentes/ accidentes
por soldadura) Adquisición de mamparas

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 93 de 109
XV.5 Tabla para la caracterización del riesgo.
CRITERIO PARAMETROS VALOR MAYOR A 1g 3
DL50 A MENOR DL50, MAYOR RIESGO MENOR O IGUAL A 1g 5
MENOR O IGUAL A 10 VECES 3 FRECUENCIA
CANTIDAD DE VECES/ JORNADA
DIARIA MAYOR A 10 VECES 5
MENOR O IGUAL A 8 HORAS 3 DURACIÓN
TIEMPO QUE DURA EL CONTACTO CON EL CONTAMINANTE MAYOR A 8 HORAS 5
MENOR O IGUAL AL LIMITE PERMITIDO 3
CONDICIONES PARTICUALES
DE EXPOSICIÓN
INTENSIDAD O CONCENTRACIÓN
VALOR DE LA CONCENTRACIÓN
MEDIDA MAYOR AL LIMITE PERMITIDO 5
MENOR O IGUAL A 50 TRABAJADORES 3 MAGNITUD
DEL PERSONAL EXPUESTO
GRUPO HOMOGÉNEO EXPUESTO A UN MISMO RIESGO
MAYOR A 50 TRABAJADORES 5
EFECTOS QUE NO DEJAN INCAPACIDAD FISICA
PERMANENTE 1
EFECTOS QUE DEJAN INCAPACIDAD FISICA
PERMANENTE 3
PELIGRO INTRÍNSECO DEL RIESGO
EFECTOS NOCIVOS POTENCIALES
EFECTOS QUE PUEDEN CAUSAR LA MUERTE 5
NUNCA SE HA REPORTADO EL RIESGO 0
SE HA REPORTADO UNA SOLA VEZ EL RIESGO 3 RIESGOS
REPORTADOS RIESGO EVALUADO Y QUE SE HA
PRESENTADO EN EL PASADO
SE HA REPORTADO DOS O MÁS VECES EL RIESGO 5
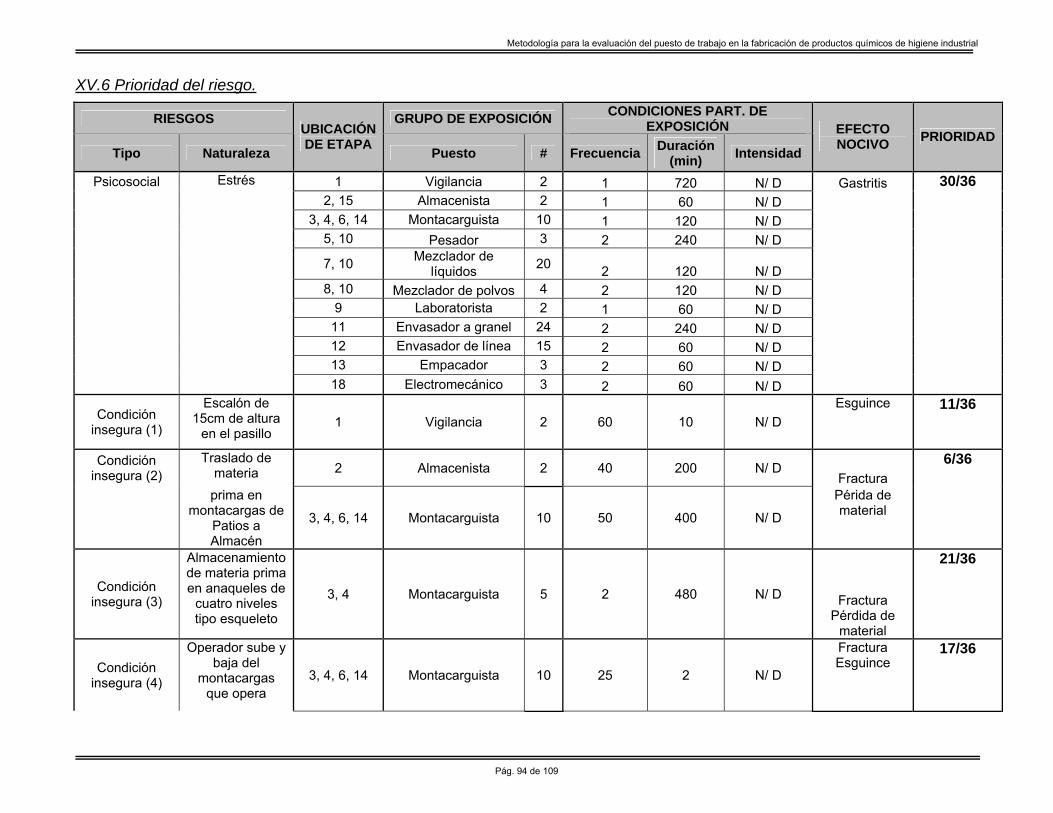
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 94 de 109
XV.6 Prioridad del riesgo.
RIESGOS GRUPO DE EXPOSICIÓN CONDICIONES PART. DE EXPOSICIÓN
Tipo Naturaleza
UBICACIÓN DE ETAPA Puesto # Frecuencia Duración
(min) Intensidad
EFECTO NOCIVO PRIORIDAD
Psicosocial Estrés 1 Vigilancia 2 1 720 N/ D Gastritis 30/36 2, 15 Almacenista 2 1 60 N/ D 3, 4, 6, 14 Montacarguista 10 1 120 N/ D 5, 10 Pesador 3 2 240 N/ D 7, 10 Mezclador de
líquidos 20 2 120 N/ D
8, 10 Mezclador de polvos 4 2 120 N/ D 9 Laboratorista 2 1 60 N/ D 11 Envasador a granel 24 2 240 N/ D 12 Envasador de línea 15 2 60 N/ D 13 Empacador 3 2 60 N/ D 18 Electromecánico 3 2 60 N/ D
Condición insegura (1)
Escalón de 15cm de altura
en el pasillo 1 Vigilancia 2 60 10 N/ D
Esguince 11/36
Condición insegura (2)
Traslado de materia 2 Almacenista 2 40 200 N/ D
Fractura 6/36
prima en montacargas de
Patios a Almacén
3, 4, 6, 14 Montacarguista 10 50 400 N/ D
Périda de material
Condición insegura (3)
Almacenamiento de materia prima en anaqueles de
cuatro niveles tipo esqueleto
3, 4 Montacarguista 5 2 480 N/ D Fractura Pérdida de
material
21/36
Condición insegura (4)
Operador sube y baja del
montacargas que opera
3, 4, 6, 14 Montacarguista 10 25 2 N/ D
Fractura Esguince
17/36

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 95 de 109
RIESGOS GRUPO DE EXPOSICIÓN CONDICIONES PART. DE EXPOSICIÓN
Tipo Naturaleza
UBICACIÓN DE ETAPA Puesto # Frecuencia Duración
(min) Intensidad
EFECTO NOCIVO PRIORIDAD
Condición insegura (5)
Traslados a pie del total del 5, 10 Pesador 3 20 200 N/ D
Fractura 12/36
personal a través 11 Envasador a granel 24 20 200 N/ D Esguince
de la planta, el 13 Empacador 3 30 300 N/ D piso presenta 16 Lavador 24 20 200 N/ D algunas grietas 17 Fogonero 1 10 100 N/ D 18 Electromecánico 3 30 300 N/ D
Condición insegura (6)
Movimiento de materia prima
sobre la platraforma de líquidos con montacargas
6 Montacarguista 3 2 4 N/ D
Fractura Esguince
Pérdida de material Muerte
7/36
Condición insegura (7)
Subida o bajada sobre 7, 10 Mezclador de
líquidos 20 4 240 N/ D Fractura
9/36
escaleras 8, 10 Mezclador de polvos 4 4 240 N/ D Muerte metálicas 18 Electromecánico 3 1 30 N/ D
Condición insegura (8)
Fuga de alguna línea de
conducción de materia prima
7, 10 Mezclador de líquidos 20 2 420 N/ D
Quemadura química
22/36
Condición insegura (9)
Traslados a pie sobre 7, 10 Mezclador de
líquidos 20 6 180 N/ D Fractura Esguince
23/36
plataformas de
mezclado 8, 10 Mezclador de polvos 4 6 180 N/ D
Condición insegura (10)
Contacto eléctrico en 7, 10 Mezclador de
líquidos 20 4 0.7 N/ D Electrocución
10/36
tablero de arranque 8, 10 Mezclador de polvos 4 4 0.7 N/ D

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 96 de 109
RIESGOS GRUPO DE EXPOSICIÓN CONDICIONES PART. DE EXPOSICIÓN
Tipo Naturaleza
UBICACIÓN DE ETAPA Puesto # Frecuencia Duración
(min) Intensidad
EFECTO NOCIVO PRIORIDAD
Condición insegura (11)
Apertura de puertas
metálicas 7, 10 Mezclador de
líquidos 20 6 1 N/ D Fractura
28/36
de tanques de
mezclado 8, 10 Mezclador de polvos 4 6 1 N/ D
Condición insegura (12)
Contacto de líneas de
conducción de vapor a
7Kg/cm2
7, 10 Mezclador de líquidos 20 4 240 N/ D Quemadura
16/36
Condición insegura (13)
Ruptura de materiales de
vidrio al manipularlos
9 Laboratorista 2 10 10 N/ D Herida cortante
33/36
Condición insegura (14)
Contacto eléctrico al 9 Laboratorista 24 10 10 N/ D
Electrocución 18/36
trabajar equipo
electrónico 11 Envasador a granel 24 2 450 N/ D
Condición insegura (15)
Movimiento manual de
contenedores de producto terminado
11 Envasador a granel 24 40 200 N/ D Muerte
5/36
Condición insegura (16)
Fuga o derrame de material 11 Envasador a granel 24 40 200 N/ D Quemadura
química 8/36
Condición insegura (17)
Bajar o subir plataformas de
15cm para alcanzar la línea
de llenado
12 Envasador de línea 15 2 450 N/ D Fractura Esguince
26/36

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 97 de 109
RIESGOS GRUPO DE EXPOSICIÓN CONDICIONES PART. DE EXPOSICIÓN
Tipo Naturaleza
UBICACIÓN DE ETAPA Puesto # Frecuencia Duración
(min) Intensidad
EFECTO NOCIVO PRIORIDAD
Condición insegura (18)
Traslado manual de tarima de madera para usarlas para
producto terminado
13 Empacador 3 15 2.5 N/ D Fractura Esguince
20/36
Condición insegura (19)
Acomodo manual de tarima de
madera en el área de
empaque
13 Empacador 3 15 2.5 N/ D Fractura Esguince
19/36
Condición insegura (20)
Acomodo manual de material
empacado
13 Empacador 3 2 450 N/ D Herida cortante
32/36
Condición insegura (21)
Contacto térmico con puntos de emisión de
vapor
16, 17 Lavador 24 4 60 N/ D Fractura Esguince
24/36
Condición insegura (22)
Contacto térmico con
áreas calientes 17 Fogonero 1 4 20 N/ D Quemadura
29/36
2 Almacenista 1 10 300 N/ D Lumbalgia 35/36 Biomecánico (1)
Sobrecarga postural 15 Almacenista 1 10 300 N/ D
Biomecánico (2)
Movimiento manual 5, 10 Pesador 3 10 10 25Kg
Lumbalgia 2/36
de cargas 7, 10 Mezclador de líquidos 20 10 5 25Kg
8, 10 Mezclador de polvos 4 60 10 25Kg 11 Envasador a granel 24 40 2 20Kg 12 Envasador de línea 15 2000 333 2Kg

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 98 de 109
RIESGOS GRUPO DE EXPOSICIÓN CONDICIONES PART. DE EXPOSICIÓN
Tipo Naturaleza
UBICACIÓN DE ETAPA Puesto # Frecuencia Duración
(min) Intensidad
EFECTO NOCIVO PRIORIDAD
13 Empacador 3 500 83.3 8Kg Biomecánico
(3) Movimiento
asistido 5, 10 Pesador 3 20 20 60Kg Lumbalgia
27/36
de cargas 7, 10 Mezclador de líquidos 20 15 15 60Kg
8, 10 Mezclador de polvos 4 5 5 60Kg
Acto inseguro (1)
Falta de pericia al conducir
montacargas 3, 4, 6, 14 Montacarguista 10 50 400 N/ D
Muerte Pérdida de
material
3/36
Acto inseguro (2)
Uso de navaja 5, 10 Pesador 3 20 3.3 N/ D Herida
cortante 31/36
Acto inseguro (3)
Falta de pericia al conducir
montacargas cerca del anden
de carga
14 Montarguista 2 20 10 N/ D Muerte
Pérdida de material
4/36
Acto inseguro (4)
Contacto térmico 18 Electromecánico 3 2 40 N/ D Quemadura
34/36
Acto inseguro (5)
Contacto eléctrico 18 Electromecánico 3 2 40 N/ D Electrocución
25/36
Acto inseguro (6)
Bandas de traslado de material en movimiento
12 Envasador de línea 15 2 450 N/ D
Amputación de mano o
dedo
15/36
Químico Exposición a
ácidos, 3, 4, 6, 14 Montacarguista 10 50 400 N/ D Quemadura química
1/36
bases, alcalino-
clorados 5, 10 Pesador 3 2 450 N/ D Bronquitis química
y/o peróxidos
orgánicos 7, 10 Mezclador de líquidos 20 2 450 41.38mg/m3
8, 10 Mezclador de polvos 4 2 450 N/ D
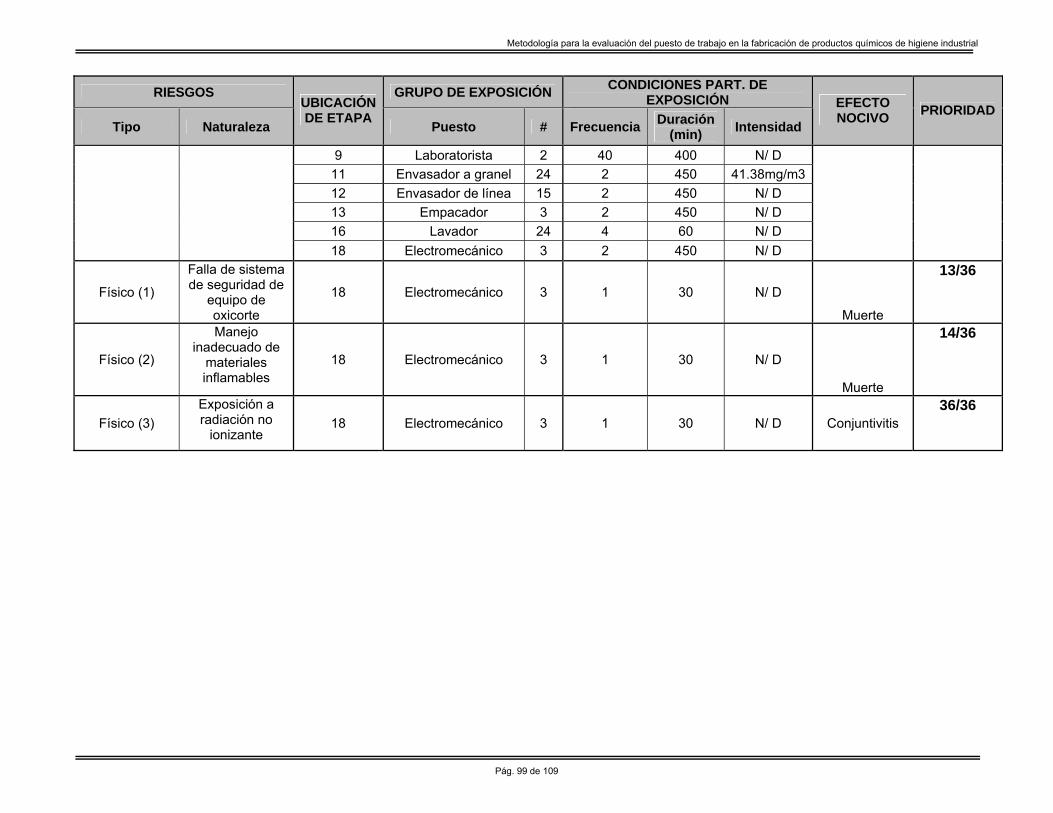
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 99 de 109
RIESGOS GRUPO DE EXPOSICIÓN CONDICIONES PART. DE EXPOSICIÓN
Tipo Naturaleza
UBICACIÓN DE ETAPA Puesto # Frecuencia Duración
(min) Intensidad
EFECTO NOCIVO PRIORIDAD
9 Laboratorista 2 40 400 N/ D 11 Envasador a granel 24 2 450 41.38mg/m3 12 Envasador de línea 15 2 450 N/ D 13 Empacador 3 2 450 N/ D 16 Lavador 24 4 60 N/ D 18 Electromecánico 3 2 450 N/ D
Físico (1)
Falla de sistema de seguridad de
equipo de oxicorte
18 Electromecánico 3 1 30 N/ D
Muerte
13/36
Físico (2)
Manejo inadecuado de
materiales inflamables
18 Electromecánico 3 1 30 N/ D
Muerte
14/36
Físico (3) Exposición a radiación no
ionizante 18 Electromecánico 3 1 30 N/ D Conjuntivitis
36/36

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 100 de 109
XV.7 Mapa de riesgo.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 101 de 109
XV.8 Procedimiento de evaluación de puesto de trabajo desarrollado.

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 102 de 109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 103 de 109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 104 de 109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 105 de 109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 106 de 109
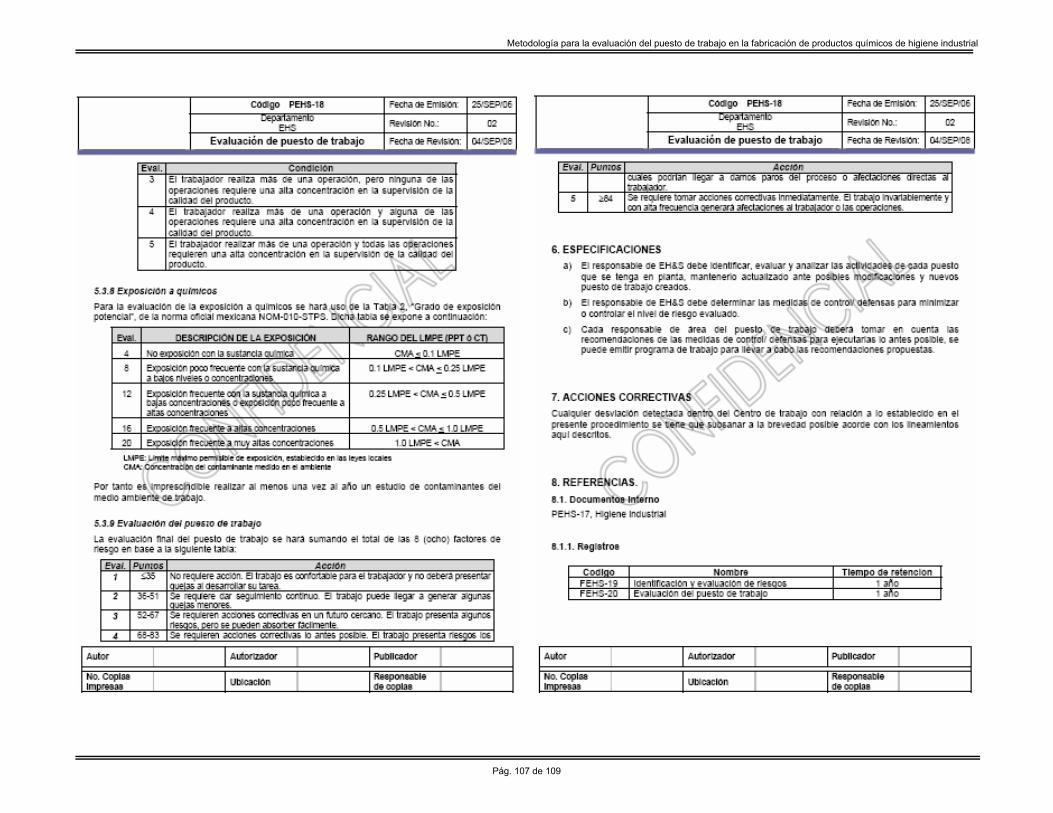
Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 107 de 109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 108 de 109

Metodología para la evaluación del puesto de trabajo en la fabricación de productos químicos de higiene industrial
Pág. 109 de 109
XV.9 Formato de evaluación propuesto.