laporan welding
TRANSCRIPT
1
BAB I PENDAHULUAN
1.1 Latar Belakang Masalah
Pada mulanya pemakaian pengelasan hanya berfungsi sebagai perbaikan dan pemeliharaan dari semua alat- alat yang terbuat dari logam baik sebagai proses penambalan retak–retak, penyambungan sementara, maupun sebagai alat pemotongan bagian–bagian yang dibuang atau diperbaiki. Kemajuan teknologi dewasa ini semakin pesat, demikan pula yang terjadi di Indonesia sangat membutuhkan teknik pengelasan yang baik. Perkembangan teknologi ini dapat dilihat dengan semakin kompleksnya proses penyambungan logam dengan pengelasan. Pada proses pengelasan ada beberapa faktor yang menentukan keberhasilan dalam pengelasan, dimana perubahan logam yang disambung diharapkan mengalami perubahan sekecil–kecilnya sehingga mutu las tersebut dapat dijamin.
Pada pengelasan juga terdapat beberapa macam jenis model penyambungan las seperti Preheat dan PWHT ( Pos Welt Heat Treatment), PWHT adalah bagian dari process heat treatment yang bertujuan untuk menghilangkan tegangan sisa yang terbentuk setelah proses welding selesai. Material terutama carbon steel akan mengalami perubahan struktur dan grain karena effect dari pemanasan dan pendinginan. Struktur yang tidak homogen ini menyimpan banyak tegangan sisa yang membuat material tersebut memiliki sifat yang lebih keras namun keunggulannya lebih rendah. Mengacu pada uraian diatas, penulis akan mengkaji bagaimana analisa perbandingan kekuatan material SS400 dengan model penyambungan Preheat dan PWHT menggunakan metode simulasi dan uji coba.

2
Dalam penelitian ini akan menggunakan material plat baja SS400 dengan ketebalan 12mm dimana material SS400 ini termasuk baja karbon rendah (C < 0,25%).
Jenis pengelasan yang akan dilakukan pada proses pengujian tersebut adalah dengan menggunakan jenis las FCAW dan SAW. Diharapkan nantinya akan mendapatkan hasil yang terbaik dari tiap–tiap jenis model penyambungan dari preheat dan PWHT, pengujian dalam penelitian ini meliputi pengujian tarik, dan pengujian analisa menggunakan metode simulasi Ansys.
1.2 Perumusan Masalah
Dalam penelitian ini, permasalahan yang akan dicari permasalahanya adalah sebagai berikut: 1. Bagaimana pengaruh yang terjadi pada material
SS400 setelah dilakukannya proses pengelasan dengan pengaruh Preheat dan PWHT ?
2. Apa saja perbandingan yang terdapat pada material SS400 setelah dilakukannya proses pengelasan dengan pengaruh Preheat dan PWHT pada Uji tarik ?
3. Manakah hasil pengelasan yang memiliki ketangguhan yang terbaik dari setiap perlakuan ?
4. Menganalisa hasil proses uji tarik dengan analisis metode simulasi Ansys.
1.3 Batasan Masalah Agar permasalahan dalam penelitian ini tidak terlalu melebar dari tujuan yang ingin dicapai, maka perlu ditentukan batasan masalah, adapun batasan permasalahan adalah sebagai berikut: 1. Hanya menguji material jenis SS400 dengan
proses pengelasan dan pengaruh Preheat dan PWHT.
3
2. Pengujian menggunakan uji tarik dan software Ansys
3. Material yang digunakan dengan thickness 12 mm
1.4 Tujuan Penelitian Adapun tujuan yang ingin dicapai dari penelitian
ini adalah : 1. Mengetahui pengaruh yang terjadi pada material
SS400 setelah dilakukannya pengelasan dengan pengaruh Preheat dan PWHT.
2. Mendapatkan perbandingan hasil pengujian uji tarik dari masing-masing perlakuan panas.
3. Mendapatkan hasil pengelasan yang terbaik dari tiap-tiap perlakuan.
4. Mendapatkan hasil analisa antara uji tarik dengan metode Ansys.
1.5 Manfaat Penelitian Output yang diharapkan dalam melakukan
pengujian adalah mendapatkan hasil perbandingan uji tarik pada material SS400 Kegunaan yang dapat diperoleh antara lain : 1. Mendapatkan hasil yang terbaik dari pengelasan
yang menggunakan Preheat dan PWHT. 2. Sebagai referensi atau ide dalam pengembangan
teknologi las di masa depan 1.6 Sistematika Penulisan
Dalam penyusunan tugas akhir ini disusun dengan sistematika penulisan sebagai berikut:
BAB I : Pendahuluan, dalam bab ini berisi latar
belakang pemilihan topik, perumusan
4
masalah, tujuan, batasan masalah, dan metode penulisan.
BAB II : Tinjauan pustaka, dalam bab ini menguraikan tentang teori yang mendasar tentang Pengelasan, PWHT, dan Preheat.
BAB III : Metodologi, dalam bab ini menerangkan tentang perencanaan pembuatan spesimen sampai pengujian serta langkah-langkahnya.
BAB IV : Analisa hasil percobaan, dalam bab ini membahas hasil pengujian untuk mengetahui pengaruh yang terjadi dan mendapatkan hasil yang terbaik dari material SS400 setelah dilakukannya model penyambungan Preheat dan PWHT.
BAB V : Kesimpulan, dalam bab ini menjelaskan tentang kesimpulan dan saran tentang hasil dari pengujian yang telah dilakukan.
5
BAB II TINJAUAN PUSTAKA
2.1 Pengelasan Pada saat ini teknik las telah banyak digunakan dalam proses penyambungan batang-batang pada konstruksi bangunan baja dan konstruksi mesin. Banyaknya penggunaan teknologi teknologi las pada proses penyambungan logam dikarenakan bangunan dan mesin yang dibuat dengan menggunakan teknik ini menjadi lebih murah. Penggunaan proses las dalam konstruksi sangat banyak, meliputi perkapalan, jembatan, rangka baja bejana tekan, perpipaan dan lain sebagainya. Disamping itu proses las dapat digunakan untuk memperbaiki, misalnya untuk menambal lapisan yang sudah aus. [1] 2.1.1 Definisi Pengelasan Berdasarkan definisi dari American Welding Society (AWS) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Pada waktu ini telah digunakan lebih dari 40 jenis pengelasan termasuk pengelasan yang dilaksanakan dengan hanya menekan dua logam yang disambung sehingga terjadi ikatan antara atom-atom atau molekul-molekul dari logam yang disambungkan.[1] 2.1.2 Klasifikasi Pengelasan Pada saat ini belum ada kesempatan mengenai cara-cara pengklasifikasian dalam bidang las. Hal ini disebabkan belum adanya kesepakatan dalam hal tersebut. Secara

6
konvensional pengklasifikasian tersebut dapat dibedakan menjadi dua golongan, yaitu klasifikasi berdasar cara kerja dan klasifikasi berdasar energi yang digunakan. Diantara kedua klasifikasi tersebut, klasifikasi berdasar cara kerja yang paling banyak digunakan. Berdasarkan pengklasifikasian cara kerja, proses pengelasan dibagi menjadi tiga kelas utama yaitu: [1]
1. Pengelasan Cair Cara pengelasan dimana sambungan dipanaskan
sampai mencair dengan sumber panas dari busur listrik atau semburan api gas yang terbakar.
2. Pengelasan Tekan Cara pengelasan dimana sambungan dipanaskan dan
kemudian ditekan hingga menjadai satu. 3. Pematrian
Cara pengelasan dimana sambungan diikat dan disatukan dengan menggunakan paduan logam lain yang memiliki titik cair yang rendah. Dalam proses ini logam induk tidak ikut mencair. Perincian lebih lanjut dari klasifikasi ini dapat dilihat dalam gambar 2.1
Gambar 2.1 Klasifikasi cara pengelasan [1]
7
Pada penelitian ini jenis pengelasan yang akan dipakai yaitu pengelesan jenis Submerged Arc Welding (SAW) dan Flux Cored Welding (FCAW) 2.1.3 Submerged Arc Welding (SAW) 1. Prinsip SAW Pada SAW, kawat elektroda secara mekanis diumpankan pada gundukan fluks, busur terbentuk dianatara ujung elektroda dan benda kerja dibawah fluks. Hal ini dapat dikatakan bahwa seolah-olah logam inti dan fluks pelapis dari elektroda berlapis telah dipisahkan, dan logam inti dan flux dapat secara mekanis diumpankan. Fluks menutupi busur dan kolam las. Fluks dan terak melindungi kampuh las dari kontaminasi udara. Terak yang terbentuk dari lelehan fluks mempengaruhi hal-hal berikut:
• Perlindungan logam las dari udara • Reaksi metalurgis dari lelehan logam dan lelehan
terak, dan • Membentuk kampuh lasan saat pembekuan
(solidifikasi) SAW diperkenalkan diJepang pada tahun 1950-an, dan
diaplikasikan pada banyak sektor industri sejak 1960-an. Walaupun aplikasinya menurun, konsumsi kawat las SAW masih sekitar 10 sampai 15% dari semua pemakaian kawat las proses pengelasan.
8
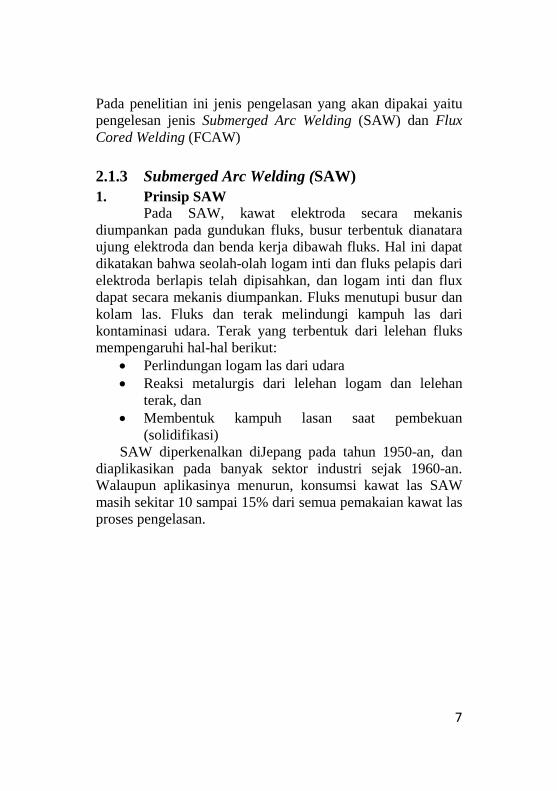
Gambar 2.2 Peralatan las busur rendam – Submerged Arc Welding (SAW)
Gambar 2.2 menunjukkan penampakan dari mesin SAW. Pengangkut (Carriage) yang berjalan pada rel mengangkut gagang pengelasan (welding torch), pengumpan elektroda (electrode feeder), kabel elektroda (electrode wire), kotak pengontrol (control box), dan penyuplai fluks (flux hopper). Kotak pengontrol mengontrol kondisi pengelasan seperti kecepatan pengumpan elektroda, kecepatan las, dan voltase las. Mesin SAW secara relatif sangat berat. Diameter elektroda umumnya berkisar antara 3.2 mm hingga 6.4 mm. Arus pengelasan sekitar 100A hingga 2000A. Catu daya dengan tipe inti (core) movable shunt umumnya selalu digunakan. Inti (core) movable shunt biasanya digerakkan oleh motor yang akan mengatur besarnya arus pengelasan. Kecepatan pengumpanan elektroda dikontrol melalui kontrol umpan balik (feed-back controlled) melalui voltase pengelasan agar panjang busur dijaga konstan. Ketika tegangan busur terlalu tinggi, kecepatan pengumpanan elektroda ditingkatkan untuk memendekan panjang busur.
9
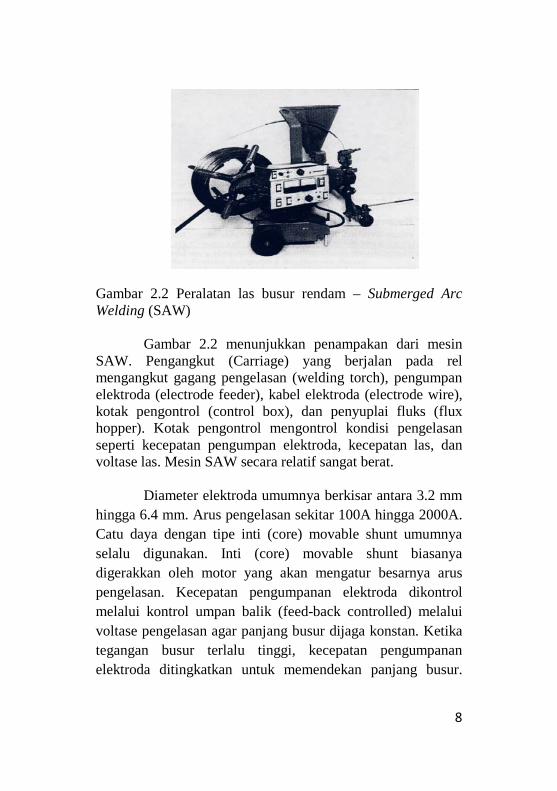
Sebaliknya, ketika volase busur turun, kecepatan pengumpanan elektroda diturunkan agar panjang busur menjadi meningkat. SAW dengan kawat las kecil (dengan diameter 1.2 mm hingga 1.6 mm) digunakan pada produksi yang berkala. Pada kasus ini, digunakan catu daya pengelasan dengan voltase yang konstan: kawat las diumpan dengan kecepatan yang tetap. Panjang busur secara otomatis oleh mesin diatur agar tetap konstan dengan catu daya yang bersifat mengatur sendiri (self-regulating) seperti pada las busur logam dengan pelindung gas (gas shielded metal arch welding)
Gambar 2.3 Peralatan Submerged Arc Welding
2. Keuntungan dari SAW adalah sebagai
berikut: 1. Proses pengelasan sangat efisien dengan arus las yang
tinggi
10
2. Penetrasi lasannya dalam 3. Tidak diperlukan masker pelindung mata karena
busurnya terkubur 4. Jarang terjadi percikan las (spatter) dan asap 5. Sedikit sekali gangguan dari angin
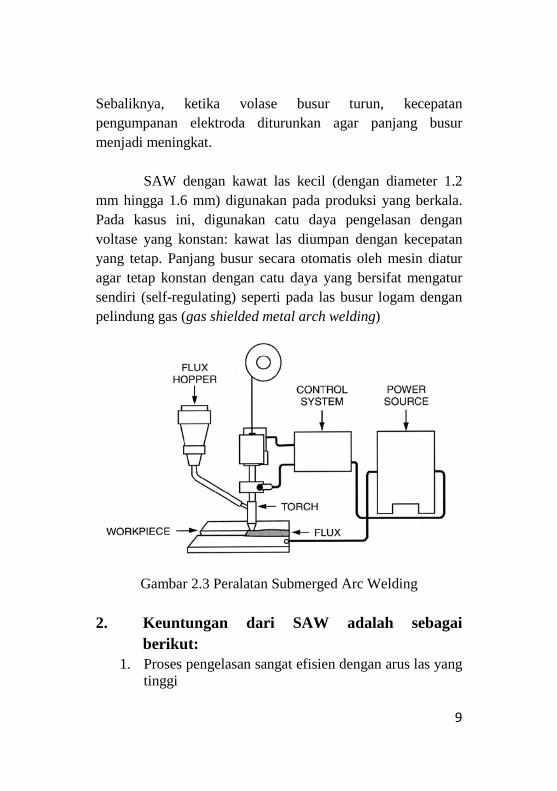
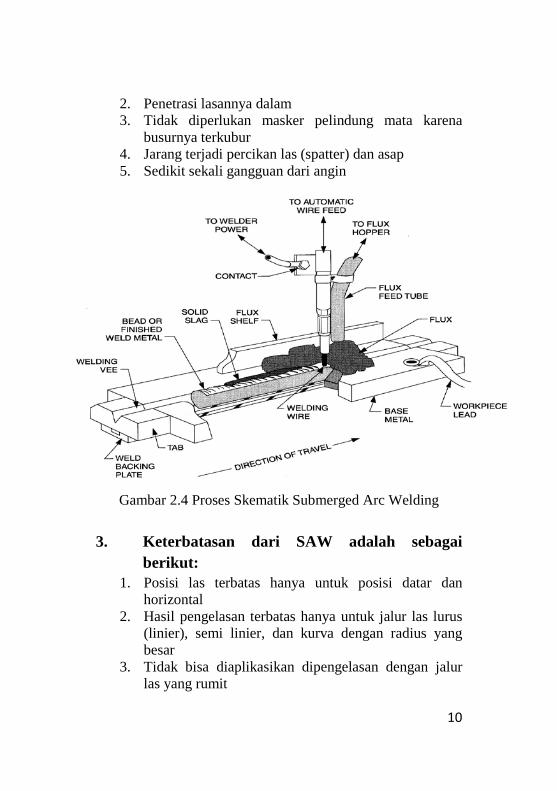
Gambar 2.4 Proses Skematik Submerged Arc Welding 3. Keterbatasan dari SAW adalah sebagai
berikut: 1. Posisi las terbatas hanya untuk posisi datar dan
horizontal 2. Hasil pengelasan terbatas hanya untuk jalur las lurus
(linier), semi linier, dan kurva dengan radius yang besar
3. Tidak bisa diaplikasikan dipengelasan dengan jalur las yang rumit
11
4. Memerlukan preparasi pengelasan (groove) yang ketat
5. Heat affected zone mengalami pelunakan dan kegetasan akibat besarnya masukan panas
6. Harga mesin relatif mahal.
2.1.4 Flux Cored Welding (FCAW) 1. Prinsip FCAW Prinsip dari proses pengelasan metode FCAW
pada dasarnya ama dengan metode GMAW (Gas Metal Arc Welding) dimana kedua proses tersebut memanfaatkan energi panas yang dihasilkan oleh nyala busur antara elektrode wire roll terkonsumsi yang disuplai secara kontinyu dengan benda kerja yang akan dilas. Permukaan dari logam induk dan ujung dari elektrode filler akan dicairkan oleh panas dari busur. Filler metal meleleh kemudian ditransferkan melalui busur kemolten pool. Kedalaman penetrasi dikontrol oleh kecepatan pengelasan. Dalam proses pengelasan FCAW, elektrode yang digunakan adalah elektrode flux cored dimana fluks dari elektrode akan menciptakan selubung perlindungan (self Shielded). Dalam FCAW gas pelindung bersifat optioanl. Proses FCAW dapat dikerjakan secara semi otomatis maupun otomatis dan posisi pengelasan yang dapat dikerjakan dengan FCAW, Direct Current Electrode Positive (DCEP) atau Direct Current Rod Positive (DCRP) selalu digunakan, sedangkan Alternating Current (AC) jarang dan bahkan tidak digunakan.
12
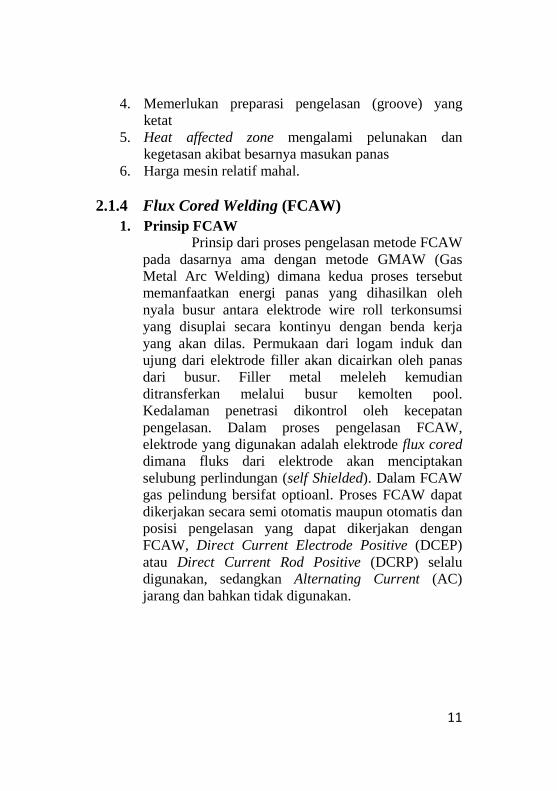
Gambar 2.5 Alat-alat mesin las FCAW
Dari skema diatas dapat dilihat bahwa untuk
pengelasan yang menggunakan tambahan gas pelindung, kawat elektrode dan gas pelindung dialirkan dalam satu hose dimana hose tersebut terhubung dengan mesin las DC constant voltage dan menjadi satu kesatuan dengan welding gun. Proses pengelasan dengan metode FCAW dapat menggunakan gas pelindung antara lain adalah gas Argon (Ar), gas Helium (He), gas campuran antara Argon dan Helium (He), gas campuran antara Argon dan Oksigen (O2), dan gas karbondioksida(CO2). Logam yang dapat dilas dengan FCAW adalah hampir semua jenis logam, logam yang akan dilas menentukan variasi pengelasan dan gas pelindung yang digunakan. Ketebalan logam yang dapat dilas dengan FCAW adalah mulai 0.005 in (0.13 mm) keatas. 2. Peralatan FCAW Peralatan-peralatan yang digunakan dalam
pengelasan metode FCAW sama dengan yang digunakan pada metode GMAW, antara lain adalah:
13
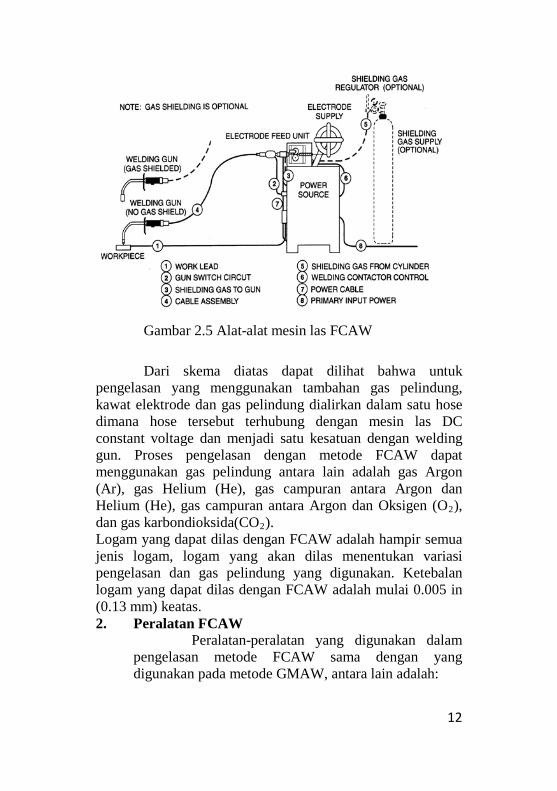
a. Welding Gun/Torch Tipe dari welding gun atau torch yang
digunakan pada FCAW sama dengan yang digunakan pada GMAW. Bentuk dari welding gun dapat dilihat pada gambar dibawah ini.
Gambar 2.6 Tipe FCAW guns (A) 350 ampere rating self-shielding, (B) 450 ampere rating gas-shielding, and (C) 600 ampere rating gas-shielding. Control switch atau trigger berfungsi untuk memicu pengumpanan kawat elektrode, suplai power listrik, dan aliran gas pelindung sehingga megakibatkan terjadi busur listrik. b. Pengumpan Elektrode
Unit pengumpan elektrode menyuplai elektrode saat pengelasan. Model kebanyakan menyediakan laju pengumpanan elektrode yang konstan, namun mesin yang lebih modern kecepatan pengumpanan dapat divariasikan sebagai respon dari panjang busur dan voltase.
14
Gambar 2.7 Unit Pengumpan elektrode
c. Keuntungan dari FCAW 1. Tingkat proses deposisi yang tinggi 2. FCAW merupakan pengelasan yang bisa
dikerjakan pada semua posisi Electrode yang digunakan yaitu flux cored dimana fluks dari elektrode akan menciptakan selubung perlindungan (self shielded)
3. Bisa dikerjakan secara otomatis dan semi otomatis
4. Hemat Elektrode
2.1.5 Metalurgy Pengelasan Dalam Pengelasan terdiri dari tiga bagian yaitu logam Pengelasan, daerah pengaruh panas (Heat Affected Zone) dan logam induk yang tak terpengaruhi. Logam Pengelasan adalah bagian dari logam yang ada pada waktu pengelasan mencair dan kemudian membeku. Daerah pengaruh panas atau HAZ adalah logam dasar yang bersebelahan dengan logam las yang selama proses pengelasan mengalami siklus termal pemanasan dan pendinginan cepat. Logam induk tidak terpengaruhi adalah bagian logam dasar dimana panas dan suhu pengelasan tidak menyebabkan terjadinya perubahan–perubahan struktur dan sifat. Disamping ketiga pembagian utama tersebut masih ada satu daerah khusus yang membatasi antara logam las dan daerah pengaruh panas, yang disebut batas batas las.[1]
15
Dalam pengelasan cair bermacam–macam cacat terbentuk dalam logam las, misalnya pemisahan atau segregasi, lubang halus dan retak. Banyaknya dan macamnya cacat yang terjadi tergantung dari pada kecepatan pembekuan. Pada proses pembekuan logam las terjadi tiga proses reaksi metalurgi, proses tersebut adalah: [1] 1. Pemisahan
Di dalam logam las terdapat tiga jenis pemisahan, yaitu pemisahan makro, pemisahan gelombang dan pemisahan mikro. Pemisahan makro adalah perubahan komponen secara perlahan–lahan yang terjadi mulai dari sekitar garis lebur menuju ke garis sumbu las, sedangkan pemisahan gelombang adalah perubahan komponen karena pembekuan yang terputus yang terjadi pada proses terbentuknya gelombang manik las. Pemisahan mikro adalah perubahan komponen yang terjadi dalam satu pilar atau dalam bagian dari satu pilar. 2. Vaporasi Lubang–lubang halus terjadi karena adanya gas yang tidak larut dalam logam padat. Lubang–lubang tersebut disebabkan karena tiga macam cara pembentukan gas sebagai berikut: yang pertama adalah pelepasan gas karena perbedaan batas kelarutan antara logam cair dan logam padat pada suhu pembekuan, yang kedua adalah terbentuknya gas karena adanya reaksi kimia didalam logam las dan yang ketiga penyusupan gas kedalam atmosfir busur. Gas yang terbentuk karena perbedaan batas kelarutan dalam baja adalah gas hidrogen dan gas nitrogen, sedangkan yang terjadi karena reaksi adalah terbentuknya gas CO dalam logam cair dan yang menyusup adalah gas-gas pelindung atau udara yang terkurung dalam akar kampuh las. 3. Oksidasi Oksidasi menghasilkan gas-gas atau oksidasi-oksidasi yang mengakibatkan mutu las menjadi rendah, misal karena mudah timbul korosi, menyebabkan adanya rongga-rongga
16
dalam logam las kegetasan bahan bertambah atau berkurangnya kekuatan logam las. Sebenarnya hanya sejumlah kecil oksigen yang larut dalam baja, tetapi karena tekanan disosiasi dari kebanyakan oksida sangat rendah, maka pada umumnya akan terbentuk oksida-oksida yang stabil. Karena pengukuran yang tepat untuk mengetahui jumlah oksigen yang larut dalam baja sangat sukar, maka untuk melepaskan oksigen dari larutan biasanya dilakukan usaha-usaha seperti melepaskan oksida. Proses menghilangkan oksida ini disebut proses deoksidasi. Ketangguhan logam las turun dengan naiknya kadar oksigen, oleh karena itu harus selalu diusahakan agar logam las mempunyai kadar oksigen yang serendah-rendahnya. Usaha penurunan oksigen ini dapat dilakukan dengan menambah unsur-unsur yang bersifat deoksidasi seperti Si, Mn, Al dan Ti atau menaikkan kebasaan dari terak lasnya. Struktur, kekerasan dan berlangsungnya transformasi dari daerah HAZ dapat dibaca dengan segera pada diagram transformasi pendinginan berlanjut atau diagram CCT. Diagram semacam ini dapat digunakan untuk membahas pengaruh struktur terhadap retak las, keuletan dan lain sebagainya, yang kemudian dapat dipakai untuk menentukan prosedur dan cara pengelasan. 2.1.6 Parameter Pengelasan 1. Tegangan busur las Tingginya tegangan busur tergantung pada panjang busur yang dikehendaki dari jenis dari elektroda yang digunakan. Pada elektroda yang sejenis tingginya tegangan busur yang diperlukan berbanding lurus dengan panjang busur. Pada dasarnya busur listrik yang terlalu panjang tidak dikehendaki karena stabilitasnya mudah terganggu sehingga tegangan yang terlalu tinggi hanya akan membuang-buang energi saja.
17
Panjang busur yang dianggap baik kira-kira sama dengan garis tengah elektroda. Tegangan yang diperlukan untuk mengelas dengan elektroda bergaris tengah 3 sampai 6 mm, kira-kira antara 20 sampai 30 volt untuk posisi datar. Sedangkan untuk posisi tegak atau atas kepala biasanya dikurangi lagi dengan 2 sampai 5 volt. Kestabilan busur dapat juga didengar dari kestabilan suaranya selama pengelasan. Untuk mereka yang telah berpengalaman kesempatan panjang busurpun dapat diduga atau diperkirakan dari suara pengelasan. Sehubungan dengan panjang busur, hal yang paling sukar dalam las busur listrik dengan tangan adalah mempertahankan panjang busur yang tetap. [1] 2. Besar ampere las
Besarnya ampere las yang diperlukan tergantung dari bahan dan ukuran dari lasan, geometri sambungan, posisi pengelasan macam elektroda dan diameter ini elektroda. Dalam hal daerah las mempunyai kapasitas panas yang tinggi maka dengan sendirinya diperlukan ampere las besar dan mungkin juga diperlukan pemanasan tambahan. Dalam pengelasan logam paduan, untuk menghindari terbakarnya unsur-unsur paduan sebaiknya menggunakan ampere las yang kecil. 3. Kecepatan pengelasan
Kecepatan pengelasan tergantung pada jenis elektroda, diameter inti elektroda, bahan yang dilas, geometri sambungan, ketelitian sambungan dari lain-lainnya. Dalam hal hubungannya dengan tegangan dari ampere las, dapat dikatakan bahwa kecepatan las hampir tidak ada hubungannya dengan tegangan las tetapi berbanding lurus dengan ampere las. Karena itu pengelasan yang cepat memerlukan ampere las yang tinggi.
Bila tegangan dari ampere dibuat tetap, sedang kecepatan pengelasan dinaikkan maka jumlah deposit per satuan panjang las jadi menurun. Tetapi disamping itu sampai pada suatu kecepatan tertentu, kenaikan kecepatan akan
18
memperbesar penembusan. Bila kecepatan pengelasan dinaikkan terus maka masukan panas per satuan panjang juga akan menjadi kecil, sehingga pendinginan akan berjalan terlalu cepat yang mungkin dapat memperkeras daerah HAZ.[1] 4. Polaritas Listrik
Seperti telah diterangkan sebelumnya bahwa pengelasan busur listrik dengan elektroda terbungkus dapat menggunakan polaritas lurus dan polaritas balik. Pemilihan polaritas ini tergantung pada bahan pembungkus elektroda, konduksi termal dari bahan induk, kapasitas panas dari sambungan dan lain sebagainya.
Bila titik cair bahan induk tinggi dan kapasitas panasnya besar sebaiknya digunakan polaritas lurus dimana elektrodanya dihubungkan dengan kutub negatif. Sebaliknya bila kapasitas panasnya kecil seperti pada pelat tipis maka dianjurkan untuk menggunakan polaritasbalik dimana elektroda dihubungkan dengan kutub positif. Untuk menurunkan penembusan,misalnya dalam pengelasan baja tahan karat austenit atau pada pengelasan pelapisan keras, sebaliknya elektroda dihubungkan dengan kutub positif.
Sifat busur pada umumnya lebih stabil pada arus searah dari pada arus bolak balik, terutama pada pengelasan dengan arus yang rendah. Tetapi untuk pengelasan sambungan pendek lebih baik menggunakan arus bolak balik karena pada arus searah sering terjadi ledakan busur pada akhir dari pengelasan. [1] 5. Besarnya penembusan
Untuk mendapatkan kekuatan sambungan yang tinggi diperlukan penembusan atau penetrasi yang cukup. Sedangkan besarnya penembusan tergantung kepada sifat-sifat fluks, polaritas, besarnya arus, kecepatan las dari tegangan yang digunakan. Pada dasarnya makin besar arus las makin besar pula daya tembusnya.
19
Sedangkan tegangan memberikan pengaruh yang sebaliknya yaitu makin besar tegangan makin panjang busur yang terjadi dan makin dangkal. Dalam hal tegangan ada pengecualian terhadap beberapa elektroda khusus untuk penembusan dalam yang memang memerlukan tegangan tinggi. Pengaruh kecepatan seperti diterangkan sebelumnya bahwa sampai pada suatu kecepatan tertentu naiknya kecepatan akan memperdalam penembusan, tetapi melampaui kecepatan tersebut penembusan akan turun dengan naiknya kecepatan. [1] 6. Kondisi standar pengelasan
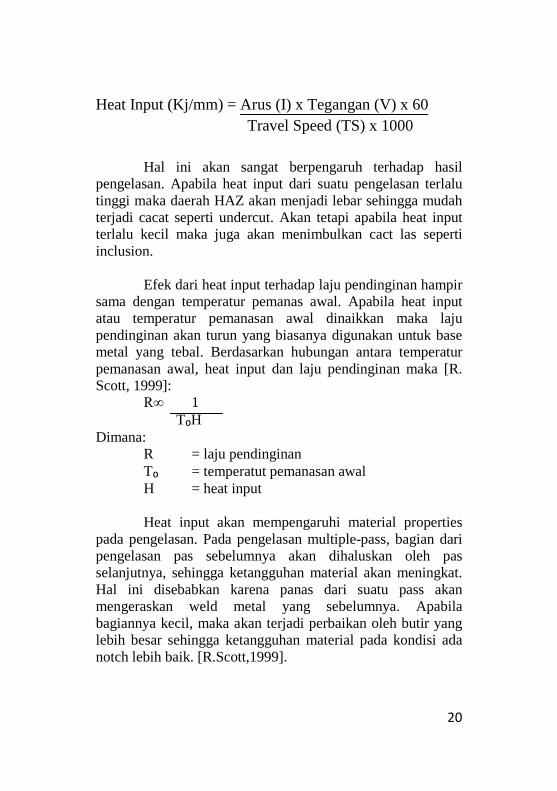
Beberapa kondisi standar dalam pengelasan dengan syarat-syarat tertentu seperti tebal pelat,bentuk sambungan, jenis elektroda, diameter inti elektroda dan lain sebagainya, telah ada. Sudah tentu bahwa kondisi standar ini harus dilaksanakan secara seksama dari sesuai dengan bentuk dan ketelitian alur, keadaan tempat pengelasan dan lain-lainnya. 2.1.7 Heat Input Heat input adalah nilai dari energi yang ditransfer per unit panjang dari suatu pengelasan. Heat input merupakan parameter penting karena seperti halnya pemanasan awal dan temperatur interpass, heat input juga mempengaruhi laju pendinginan yang akan berpengaruh pada mechanical properties dan struktur metalurgi dari HAZ. Hubungan ini ditunjukan dalam gambar 2.5 Salah satu parameter yang penting dalam proses pengelasan adalah heat input. Heat input merupakan fungsi dari tegangan busur las, besar arus las, dan kecepatan pengelasan. Rumus yang digunakan untuk menentukan besarnya heat input yaitu:
20
Heat Input (Kj/mm) = Arus (I) x Tegangan (V) x 60 Travel Speed (TS) x 1000
Hal ini akan sangat berpengaruh terhadap hasil pengelasan. Apabila heat input dari suatu pengelasan terlalu tinggi maka daerah HAZ akan menjadi lebar sehingga mudah terjadi cacat seperti undercut. Akan tetapi apabila heat input terlalu kecil maka juga akan menimbulkan cact las seperti inclusion.
Efek dari heat input terhadap laju pendinginan hampir
sama dengan temperatur pemanas awal. Apabila heat input atau temperatur pemanasan awal dinaikkan maka laju pendinginan akan turun yang biasanya digunakan untuk base metal yang tebal. Berdasarkan hubungan antara temperatur pemanasan awal, heat input dan laju pendinginan maka [R. Scott, 1999]:
R∞ 1 T₀H Dimana: R = laju pendinginan T₀ = temperatut pemanasan awal H = heat input Heat input akan mempengaruhi material properties pada pengelasan. Pada pengelasan multiple-pass, bagian dari pengelasan pas sebelumnya akan dihaluskan oleh pas selanjutnya, sehingga ketangguhan material akan meningkat. Hal ini disebabkan karena panas dari suatu pass akan mengeraskan weld metal yang sebelumnya. Apabila bagiannya kecil, maka akan terjadi perbaikan oleh butir yang lebih besar sehingga ketangguhan material pada kondisi ada notch lebih baik. [R.Scott,1999].
21
Gambar 2.8 Hubungan antara heat input dan waktu pendinginan 2.2 Perlakuan Panas (heat treatment)
Proses perlakuan panas sangat umum dilakukan pada logam yang telah mengalami proses pengelasan atau pemotongan menggunakan energi panas. Perlakuan panas umumnya dilakukan untuk mengembalikan kondisi logam pada kondisi semula, sebelum mengalami pengelasan maupun pemotongan dengan panas.
Proses dari perlakuan panas terdiri dari pemanasan
logam kerja kemudian diikuti dengan proses pendinginan rangkaian dari prosesini memiliki ciri khusus bahwa semua proses pemanasan dilakukan tanpa pernah mencapai suhu lebur dari material yang dipanaskan.
22
Tujuan utama dari perlakuan panas ini adalah untuk mengubah ataupun mengembalikan sifat mekanis dari sebuah logam. Melalui perlakuan panas, sebuah logam bisa diubah menjadi lebih keras, lebih kuat, lebih tangguh, dan lebih tahan terhadap beban impact, selain itu perlakuan panas dapat juga membuat logam menjadi lebih lunak dan ulet. [2]
Kelemahan dari proses perlakuan panas ini adalah
tidak ada prosedur perlakuan panas yang mampu menghasilkan semua karakteristik diatas dalam satu kali proses. Selain itu peningkatan pada satu sifat maka akan mengurangi sifat yang lain, misalkan peningkatan kekerasan logam akan membuat logan menjadi getas. 2.2.1 Perlakuan panas baja
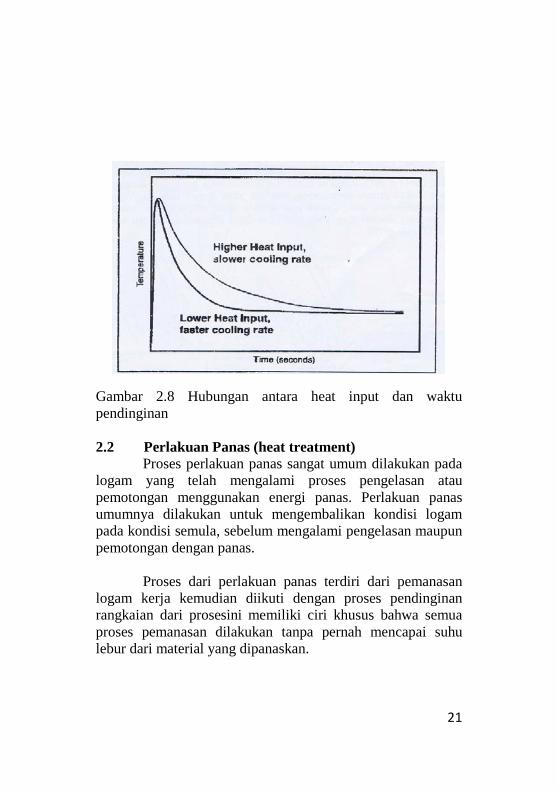
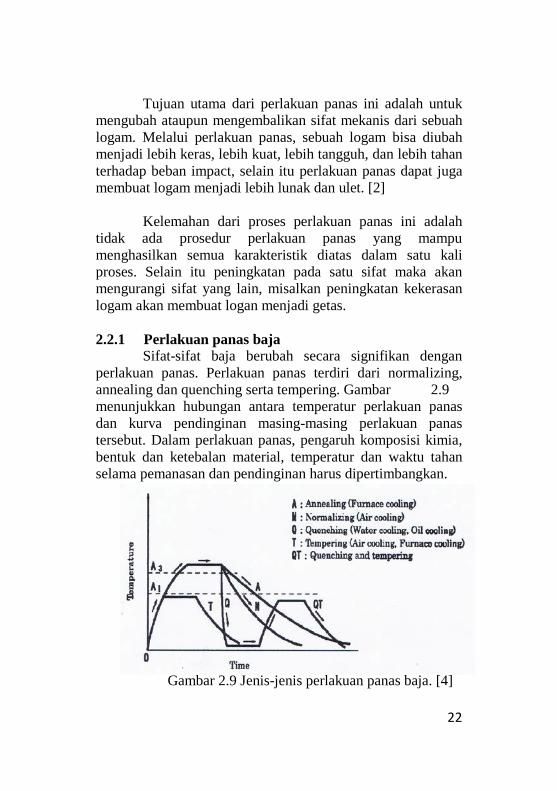
Sifat-sifat baja berubah secara signifikan dengan perlakuan panas. Perlakuan panas terdiri dari normalizing, annealing dan quenching serta tempering. Gambar 2.9 menunjukkan hubungan antara temperatur perlakuan panas dan kurva pendinginan masing-masing perlakuan panas tersebut. Dalam perlakuan panas, pengaruh komposisi kimia, bentuk dan ketebalan material, temperatur dan waktu tahan selama pemanasan dan pendinginan harus dipertimbangkan.
Gambar 2.9 Jenis-jenis perlakuan panas baja. [4]
23
1. Normalizing dan annealing
Pada normalizing , baja dipanaskan sampai dengan temperatur sekitar 50 ̊C atau lebih tinggi dari temperatur A₃ (tepatnya Ac3) dan dicelup untuk mendapatkan struktur austenitik homogen dan kemudian didinginkan diudara. Tujuan dari normalizing adalah untuk mengubah struktur mikro kasar yang disebabkan oleh pemanasan menjadi lebih halus dan juga untuk menghilangkan tegangan sisa internal.
Pada annealing (full annealing ), baja dipanaskan sampai dengan temperatur 30-50 ̊C lebih tinggi dari temperatur A3 (tepatnya Ac3), dicelup dengan waktu yang tepat dan secara bertahap didinginkan didalam dapur (furnace). Tujuan dari annealing sepenuhnya adalah untuk melunakkan baja dan homogenisasi butir. [4] 2. Quenching dan tempering
Quenching adalah perlakuan panas yang menghasilkan martensit dengan pendinginan cepat dari daerah austenitik. Temperatur quenching umumnya 30-50 ̊C lebih tinggi dari temperatur A3 (tepatnya Ac3). [4]
Tempering adalah perlakuan panas untuk menghilangkan tegangan internal yang ada pada baja dalam kondisi tidak stabil yang disebabkan oleh quenching dan memberikan ketangguhan pada martensit yang keras dan rapuh. Karbon solid solution didalam presipitat martensit akan menjadi fine carbide (sementit) pada proses tempering dan menjadi apa yang disebut martensit temper yang memiliki kekuatan dan ketangguhan yang baik. 2.2.2 Post Weld Heat Treatment (PWHT) PWHT adalah bagian dari proses heat treatment yang bertujuan untuk menghilangkan tegangan sisa yang terbentuk setelah proses pengelasan selesai. [4]
24
Material terutama carbon steel akan mengalami perubahan stryktur dan grain karena effect dari pemanasan dan pendinginan. Struktur yang tidak homogen ini menyimpan banyak tegangan sisa yang membuat material tersebut memiliki sifat yang lebih namun ketangguhannya lebih rendah. 1. PWHT menurut AWS D1.1. [5]
Dalam AWS D1.1 paragraph 3.14 Postweld Heat treatment dijelaskanbahwa PWHT dapat dilakukan dengan pesyaratan sebagai berikut : 1. Material yang di PWHT memiliki SMYS
tidak melebihi 50 Ksi (345 MPa) 2. Material yang di PWHT bukan material
Quench Tempered, Quenching and self Tempering (QST), bukan material TMCP
3. Material yang kan di PWHT tidak mensyaratkan impact test pada Base Metal, HAZ atau weld metal.
4. Adanya data pendukung kalau material yang di PWHT memiliki strength dan ductility yang cukup.
2. PWHT menurut ASME B31.I. [5] 1. Aturan PWHT terdapat pada paragraph 331 hal
67 ASME B31.3 masalah Heat treatment. Disebutkan parameter PWHT merujuk kepada table 331.1.1 dimana PWHT di tentukan oleh grouping material dan thickness dari material masing masing.
2. PWHT yang dilakukan harus tertulis secara khusus dalam WPS yang akan di gunakan. PWHT menjadi factor essential dalam pembuatan WPS berdasarkan ASME IX.
3. Engineering design harus melakukan penagkajian khusus masalah heat treatmen
25
dimana quality weldment memenuhi dari requirement code
4. Heat treatment untuk material yang dibending atau forming sesuai para 332.4
3. Yang harus diperhatikan dalam PWHT yaitu: Proses PWHT dapat dilakukan dengan dua cara yaitu memasukkan benda uji kedalam dapur atau melakukan pemanasan setempat localized didekat daerah pengelasan saja. Metode mana yang akan dilakukan lebih bersifat kepada pertimbangan ekonomis saja.
4. Parameter parameter dalam PWHT yang perlu dijaga adalah: 1. Heating rate 2. Holding temperature 3. Cooling Rate
5. Persiapan sebelum PWHT: Dalam melakukan PWHT banyak hal yang
harus diperhatikan agar tujuan dari PWHT ini dapat tercapai. Faktor factor penting yang harus diperhatikan diantaranya: 1. Expansion area. :Karena proses panas akan
mengakibatkan terjadinya pemuaian dan expansi material maka harus di perhatikan bahwa saat stress relieve material tersebut tidak mengalami restraint.
2. Insulasi : Saat element sudah terpasang dengan benar maka area disekitar (adjacent) element harus ditutup dengan kowool atau ceramic fiber untuk menjaga kestabilan suhu.
3. Cleaning Material : Material harus bersih dari segala grease , oil.
4. Support material : Proses pemanasan akan mengakibatkan terjadinya pelunakan material. Dengan adanya gaya gravitasi maka material
26
yang akan di PWHT harus diberikan support sehingga tidak terjadi distorsion
2.2.3 Preheat Preheat merupakan pemanasan terhadap logam induk sesaat sebelum pengelasan. Semua proses pengelasan busur dan proses pengelasan yang lain menggunakan sumber panas temperatur tinggi. Perbedaan temperatur terjadi diantara daerah yang mengalami pemanasan akibat busur dengan logam induk yang dingin. Perbedaan temperatur menyebabkan perbedaan ekspansi termal, kontraksi dan tegangan tinggi. Hal-hal tersebut dapat diminimalisasikan dengan mengurangi perbedaan temperatur. Ini juga akan mengurangi terjadinya retak las, mengurangi harga kekerasan maksimum, mencegah terjadinya distorsi dan membantu gas hidrogen untuk keluar dari logam/material. Preheat akan mengurangi perbedaan tersebut dan dengan sendirinya akan mengurangi masalah pengelasan yang lain. Temperatur preheat tergantung pada komposisi dan massa dari logam induk, temperatur ambient dan prosedur pengelasan. Temperatur interpass juga harus diperhatikan diamana temperatur ini penting untuk pengelasan multipass. Biasanya temperatur interpass sama dengan temperatur preheat. [4] 1. Tujuan dari pemanasan awal (preheating)
Salah satu tujuan paling penting dari pemanasan awal adalah untuk mencegah retak dingin. Dengan melakukan pemanasan awal, pendinginan pada las menjadi lambat selama pengelasan dan akibatnya, pengerasan pada HAZ dicegah. Selanjutnya, waktu pendinginan lebih lama sehingga pelepasan hidrogen dalam kampuh pengelasan diberikan kesempatan untuk keluar. Jadi, dengan pemanasan awal, dua faktor “pengerasan mikro-struktur” dan “hidrogen diffusible” diantara faktor utama retak dingin dapat dikurangi pada waktu
27
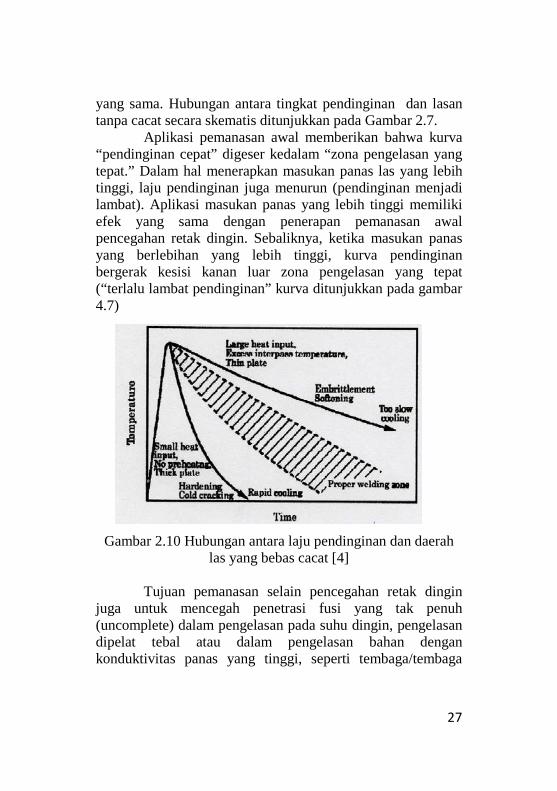
yang sama. Hubungan antara tingkat pendinginan dan lasan tanpa cacat secara skematis ditunjukkan pada Gambar 2.7.
Aplikasi pemanasan awal memberikan bahwa kurva “pendinginan cepat” digeser kedalam “zona pengelasan yang tepat.” Dalam hal menerapkan masukan panas las yang lebih tinggi, laju pendinginan juga menurun (pendinginan menjadi lambat). Aplikasi masukan panas yang lebih tinggi memiliki efek yang sama dengan penerapan pemanasan awal pencegahan retak dingin. Sebaliknya, ketika masukan panas yang berlebihan yang lebih tinggi, kurva pendinginan bergerak kesisi kanan luar zona pengelasan yang tepat (“terlalu lambat pendinginan” kurva ditunjukkan pada gambar 4.7)
Gambar 2.10 Hubungan antara laju pendinginan dan daerah las yang bebas cacat [4]
Tujuan pemanasan selain pencegahan retak dingin juga untuk mencegah penetrasi fusi yang tak penuh (uncomplete) dalam pengelasan pada suhu dingin, pengelasan dipelat tebal atau dalam pengelasan bahan dengan konduktivitas panas yang tinggi, seperti tembaga/tembaga
28
paduan. Preheating juga memberikan penetrasi dan fusi lasan yang baik dalam pengelasan. 2. Metode pemanasan awal
Metode pemanasan termasuk oxy-bahan bakar pemanas gas, pemanas resistensi listrik, pemanas listrik induksi, pemanas tungku dan pemanas radiasi inframerah. Ketika pemanasan terus menerus diperlukan untuk seluruh panjang las, peralatan khusus yang dirakitdengan multi-gas obor atau panel pemanas jenis resistensi listrik digunakan biasanya. Pemanas resistensi listrik biasanya dilengkapi dengan termostat yang dapat membuat kontrol suhu yang tepat. Adapun perangkat resistensi listrik, ada jenis pita kumparan pemanas yang cocok untuk gagang pipa las keliling dan jenis satu strip yang cocok untuk las lurus. [4]
2.2.4 Baja untuk Struktur Lasan
Baja untuk struktur lasan digunakan disemua bidang seperti kapal, struktur lepas pantai, vessel, jembatan, kendaraan dan bangunan dalam bentuk pelat, batangan dan pipa. Baja yang digunakan adalah low carbon steel (mild steel) dan low alloy steel (high strength steel, baja untuk penggunaan pada temperatur tinggi dan baja untuk penggunaan pada temperatur rendah). [4]
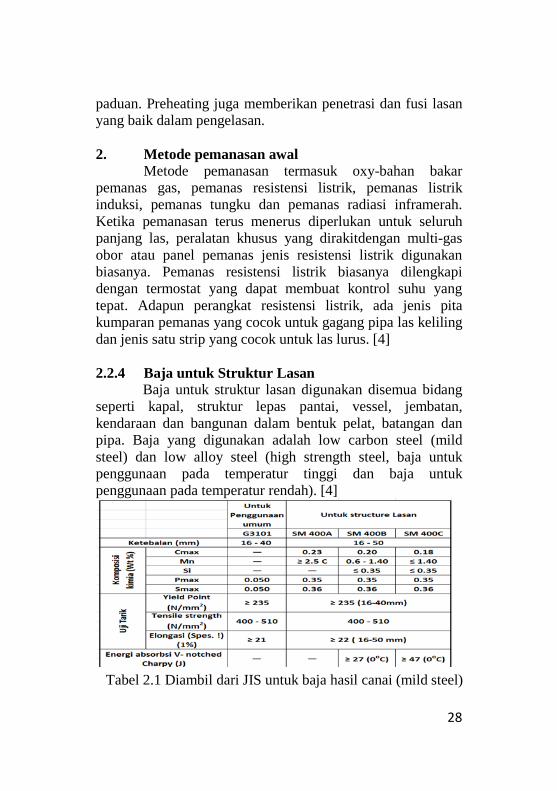
Tabel 2.1 Diambil dari JIS untuk baja hasil canai (mild steel)
29
Catatan:*Ketebalan berhubungan dengan yield point dan elongasi untuk SS400 dan elongasi dan Cmax untuk SM400. 1. Baja karbon rendah (mild steel)
Baja karbon rendah mengandung karbon 0.3 wt% atau kurang. Kebanyakan baja karbon rendah merujuk kepada mild steel dan digunakan untuk struktur umum.
Umumnya dinamakan mild steel maksudnya adalah kandungan karbonnya sangat rendah sehingga pengerasan kuens diabaikan, baja karbon yang mengandung karbon 0,25 wt% atau kurang dan tensile strength sekitar 400 N/mm2 atau kurang. Tabel 2.1 menunjukkan spesifikasi komposisi kimia dan sifat-sifat mekanik dari pelat hasil canai yang paling popular dengan tensile strength 400 N/mm2. Baja canai untuk struktur umum SS400 seperti yang ditetapkan dalam JIS G 3101 adalah yang paling banyak digunakan. Komposisi kimia yang ditentukan hanya kadar P dan S, tetapi tidak untuk C, Mn dan Si. Karena baja dapat mengalami retak las dan umumnya memiliki ketangguhan yang buruk, maka tidak memenuhi syarat untuk digunakan pada struktur lasan secara luas dan signifikan. [4]
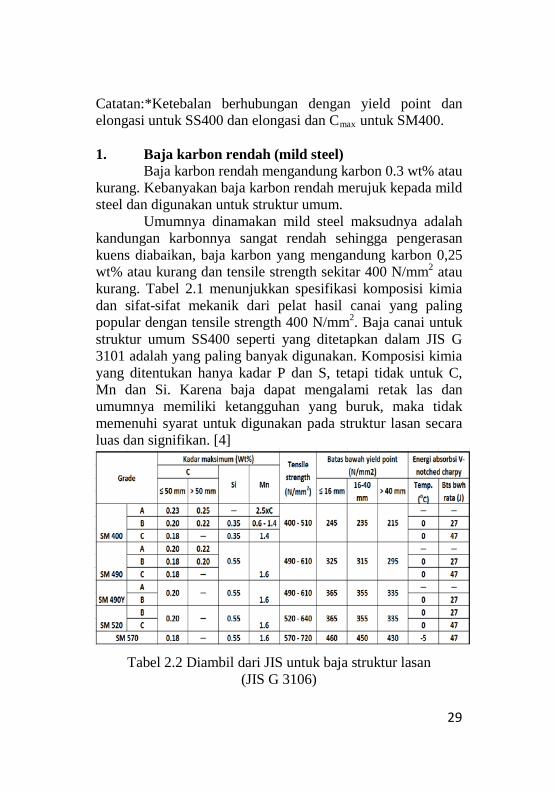
Tabel 2.2 Diambil dari JIS untuk baja struktur lasan
(JIS G 3106)
30
Catatan: 1) P dan S < atau sama dengan 0,035 wt% 2) Ceq < atau sama dengan 0,44 % untuk SM570 Baja dengan grade SM seperti yang tertera pada JIS G 3106 (baja hasil rol untuk struktur pengelasan) memiliki rentang dari mild steel sampai baja dengan grade 570 N/mm2 seperti yang tertera pada tabel 2.2 karena baja SM memiliki kekuatan spesifik yang sama dengan baja SS400, maka baja SM juga memiliki komposisi kimia yang mengandung C, Si, Mn, P dan S. Nilai ketangguhan takiknya diuji menggunakan nilai impak Charpy untuk baja SM 400B dan SM 400C. Baja-baja tersebut merupakan baja yang cocok untuk struktur pengelasan yang besar. Baja SM 490Y memiliki kekuatan tarik yang sama dengan baja SM 490. Sedangkan nilai kekuatan luluhnya 40 N/mm2 lebih besar dibanding baja SM 490. Oleh karena itu, baja ini disebut baja dengan titik luluh yang tinggi.[Buku Pegangan Enjiner Las Muda]. 2.3 Pemotongan (Cutting) dan Preparasi Sisi
(Beveling) 2.3.1 Pemotongan (Cutting)
Pemotongan umumnya dilakukan dengan metode thermal cutting process ataupun mechanical cutting. Untuk baja struktural, proses pemotongan dengan gas seperti, 0xy-acetylene gas cutting atau oxy-propane gas cutting dapat diaplikasikan. Aplikasi dari plasma cutting process dan laser cutting process telah dikembangkan untuk meningkatkan kecepatan dalam pemotongan, untuk mendapatkan kualitas yang baik dan untuk meningkatkan keakuratan pemotongan akibat dari cacat distorsi termal. [4]
2.3.2 Preparasi Sisi (Beveling) Preparasi sis pada bentuk V atau X dalam weld
grove dilakukan dengan menggunakan metode thermal cutting process. Berbagai bentuk takik harus dihilangkan,
31
dikarenakan hal ini dapat menyebabkan cacat lasan seperti, initiation crack, lack of fusion. Ketika terak hasil pemotongan (cutting slag) tersisa pada permukaan weld groove, maka akan dapat menyebabkan terbentuknya blowholes. Pada persiapan sisi dalam keakuratan alur las (weld groove), keakuratan pengontrol sangatlah penting khususnya pada saat mengontrol bevel dan root face agar tetap baik.
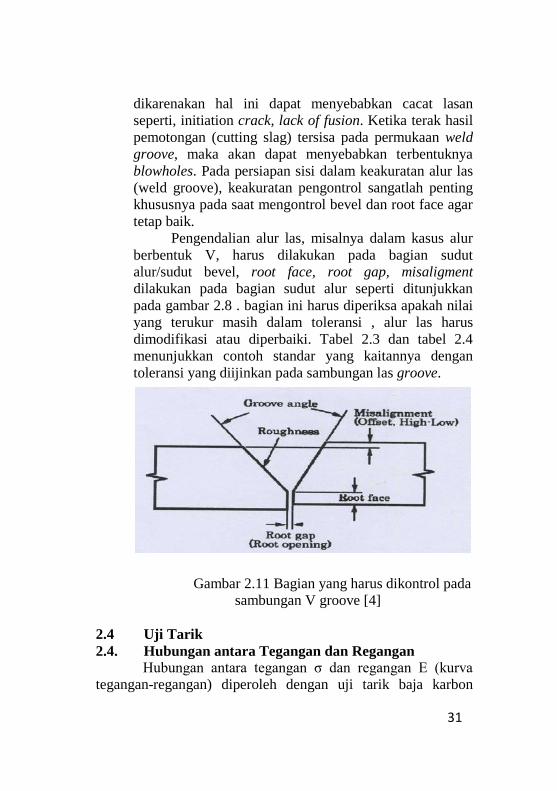
Pengendalian alur las, misalnya dalam kasus alur berbentuk V, harus dilakukan pada bagian sudut alur/sudut bevel, root face, root gap, misaligment dilakukan pada bagian sudut alur seperti ditunjukkan pada gambar 2.8 . bagian ini harus diperiksa apakah nilai yang terukur masih dalam toleransi , alur las harus dimodifikasi atau diperbaiki. Tabel 2.3 dan tabel 2.4 menunjukkan contoh standar yang kaitannya dengan toleransi yang diijinkan pada sambungan las groove.
Gambar 2.11 Bagian yang harus dikontrol pada
sambungan V groove [4]
2.4 Uji Tarik 2.4. Hubungan antara Tegangan dan Regangan
Hubungan antara tegangan σ dan regangan E (kurva tegangan-regangan) diperoleh dengan uji tarik baja karbon
32
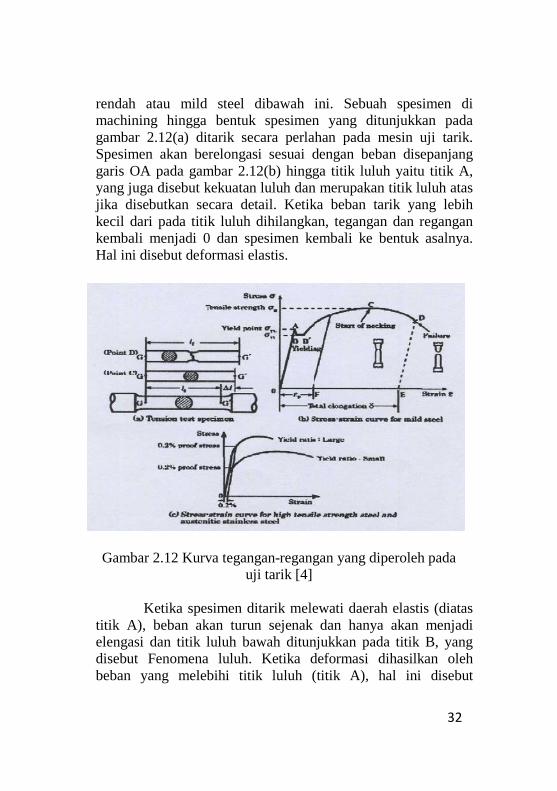
rendah atau mild steel dibawah ini. Sebuah spesimen di machining hingga bentuk spesimen yang ditunjukkan pada gambar 2.12(a) ditarik secara perlahan pada mesin uji tarik. Spesimen akan berelongasi sesuai dengan beban disepanjang garis OA pada gambar 2.12(b) hingga titik luluh yaitu titik A, yang juga disebut kekuatan luluh dan merupakan titik luluh atas jika disebutkan secara detail. Ketika beban tarik yang lebih kecil dari pada titik luluh dihilangkan, tegangan dan regangan kembali menjadi 0 dan spesimen kembali ke bentuk asalnya. Hal ini disebut deformasi elastis.
Gambar 2.12 Kurva tegangan-regangan yang diperoleh pada uji tarik [4]
Ketika spesimen ditarik melewati daerah elastis (diatas
titik A), beban akan turun sejenak dan hanya akan menjadi elengasi dan titik luluh bawah ditunjukkan pada titik B, yang disebut Fenomena luluh. Ketika deformasi dihasilkan oleh beban yang melebihi titik luluh (titik A), hal ini disebut
33
deformasi plastis. Ketika beban dihilangkan dan beban hilang hingga titik F, regangan permanen akan terjadi meskipun beban sudah dihilangkan atau menjadi 0. Beban mencapai maksimum pada titik C. Tegangan pada titik maksimum disebut kekuatan tarik yang disimbolkan dengan σu. Jika spesimen ditarik melebihi titik beban maksimum, luas area penampang dari bagian spesimen akan mulai berkurang dan akan patah pada titik D.
Regangan pada titil E setelah patah ditunjukkan dengan
persen yang disebut elongasi total δ. Seperti yang ditunjukkan pada gambar 2.12(a), total elongasi diberikan pada rumusan berikut: [4]
δ = If - Io x 100% .........................................(2.1) Io Dimana Io adalah jarak GG’ sebelum uji dan If setelah
patah. Berkurangnya luas Ф ditunjukkan pada gambar berikut Ф = Ao - Af x 100%........................................(2.2) Ao Dimana Ao adalah luas penampang spesimen sebelum
uji dan Af adalah luas penampang terkecil pada titik setelah uji. Beberapa baja paduan rendah meliputi baja quench,
baja tempered high strength, baja spesial, dan logam non-ferrous tidak memiliki fenomena luluh yang jelas seperti yang ditunjukkan pada gambar 2.12(c). Untuk hal ini seperti yang ditunjukkan pada gambar, terdapat tegangan proof 0,2% yang digunakan sebagai kekuatan luluh pada desain. Tegangan proof 0,2% adalah tegangan yang ditentukan oleh perpotongan titik kurva tegangan-tegangan pada daerah elastis. Symbolnya adalah σ0,2 dan digunakan sebagai titik luluh. Ketika regangan plastis 0,5% digunakan, maka tegangan tersebut disebut tegangan proof 0,5%.
34
Rasio luluh adalah nilai yang diperoleh dengan
membagi titik luluh atau tegangan proof dengan kekuatan tarik. Nilainya untuk baja kekuatan tinggi lebih besar daripada mild steel yang ditunjukkan pada gambar 2.12(c). Dikarenakan elongasi dan penyerapan energi sebelum patah adalah kecil. Sehingga rasio luluh maksimum sebesar 0,8 ditentukan untuk kelas B dan C dari baja SN yang dicanai untuk keperluan struktur gedung.
Titik luluh, kekuatan tarik dan total elongasi adalah
sifat mekanis penting untuk baja. Sebagai contoh, titik luluh dan kekuatan tarik adalah parameter yang mengindikasikan kekuatan dari logam dan digunakan sebagai nilai standar untuk menentukan tegangan yang diperolehkan untuk keperluan struktur. 2.4.2 Sifat-sifat Mekanis Material dari Hasil Uji Tarik Pada pengujian tarik material diperoleh beberapa sifat mekanis penting yang digunakan untuk mengetahui karakteristik material tersebut, yaitu: [4] 1. Kuat Tarik Maksimum (Ultimate Tensile Strength /
UTS) Merupakan koordinat tertinggi pada kurva tegangan
regangan. Kekuatan tarik ini menunjukkan kemampuan untuk menerima beban/tegangan tanpa menjadi rusak/putus.
UTS = Maximum Load [kg/mm²] Original CSA Dimana: Maximum load = P Ultimate (P max) Original CSA = Luas penampang mula-mula Pelat = Original CSA = W x t Dimana: W = Lebar spesimen t = Tebal spesimen
35
2. Kuat Luluh (Yield Strength)
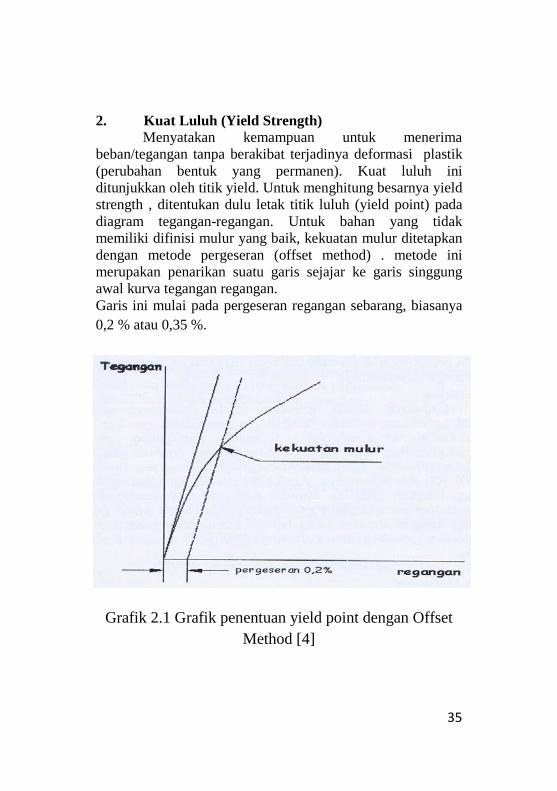
Menyatakan kemampuan untuk menerima beban/tegangan tanpa berakibat terjadinya deformasi plastik (perubahan bentuk yang permanen). Kuat luluh ini ditunjukkan oleh titik yield. Untuk menghitung besarnya yield strength , ditentukan dulu letak titik luluh (yield point) pada diagram tegangan-regangan. Untuk bahan yang tidak memiliki difinisi mulur yang baik, kekuatan mulur ditetapkan dengan metode pergeseran (offset method) . metode ini merupakan penarikan suatu garis sejajar ke garis singgung awal kurva tegangan regangan. Garis ini mulai pada pergeseran regangan sebarang, biasanya 0,2 % atau 0,35 %.
Grafik 2.1 Grafik penentuan yield point dengan Offset Method [4]
36
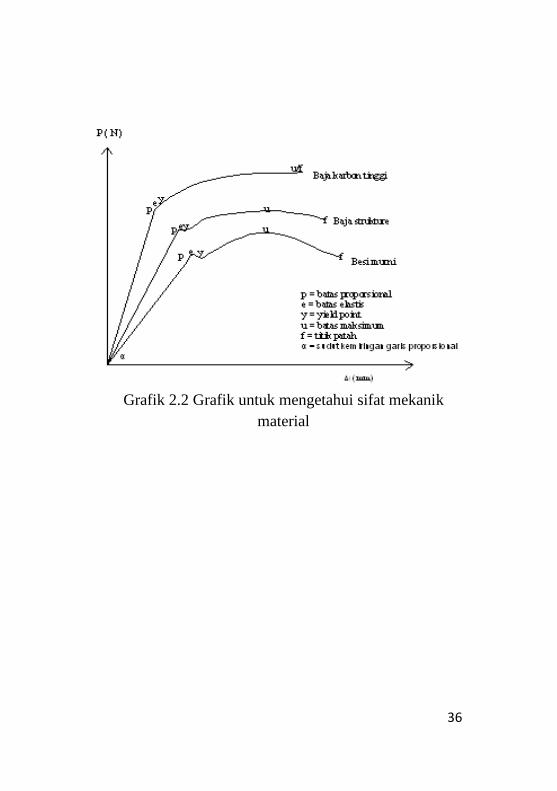
Grafik 2.2 Grafik untuk mengetahui sifat mekanik material
37
BAB III METODE PENELITIAN
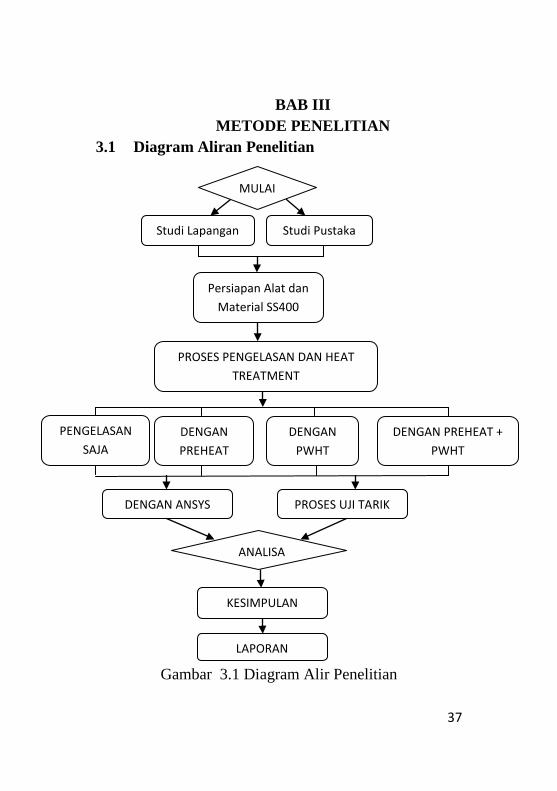
3.1 Diagram Aliran Penelitian
Gambar 3.1 Diagram Alir Penelitian
DENGAN PREHEAT
PENGELASAN SAJA
DENGAN PWHT
PROSES UJI TARIK
LAPORAN
KESIMPULAN
Persiapan Alat dan Material SS400
PROSES PENGELASAN DAN HEAT
TREATMENT
DENGAN PREHEAT + PWHT
ANALISA
DENGAN ANSYS
Studi Lapangan
MULAI
Studi Pustaka
38
3.2 Metode Penelitian Dalam penelitian ini digunakan metode pengujian
tarik menggunakan ASTM Vol. 3 A370-03a. Pada penelitian ini dilakukan prosedur percobaan sebagai berikut :
1. Persiapan spesimen dimana dibuat 7 spesimen untuk 7 macam proses: • Spesimen dengan pengelasan SAW • Spesimen dengan pengelasan SAW dengan
Preheating 200 ̊C • Spesimen dengan pengelasan SAW dengan
PWHT 600 ̊C • Spesimen dengan pengelasan SAW dengan
Preheat 200 ̊C + PWHT 600 ̊C • Spesimen dengan pengelasan FCAW dengan
Preheat 100 ̊C • Spesimen dengan pengelasan FCAW dengan
PWHT 500 ̊C • Spesimen dengan pengelasan FCAW dengan
Preheat 100 ̊C + PWHT 600 ̊C 2. Proses pengelasan dengan menggunakan Flux
Cored Arc Welding dan Submerged Arc Welding 3. Pemotongan spesimen uji 4. Pengujian Tarik 5. Pengumpulan data 6. Analisa data dan pembahasan 7. Hasil percobaan
3.3 Persiapan Peralatan Pengelasan
Sebelum mulai melakukan proses pengelasan maka perlu dipersiapkan alat-alat untuk pengelasan, hal ini dilaksanakan dengan tujuan menghindarkan terhentinya proses pengelasan akibat hal-hal yang tidak diinginkan. 1. Mesin Submerged Arc Welding (SAW)
39
2. Mesin Flux Cored Arc Welding (FCAW) 3. Power source 4. Wire feeder 5. Sheilding Gas 6. Elektrode Filler
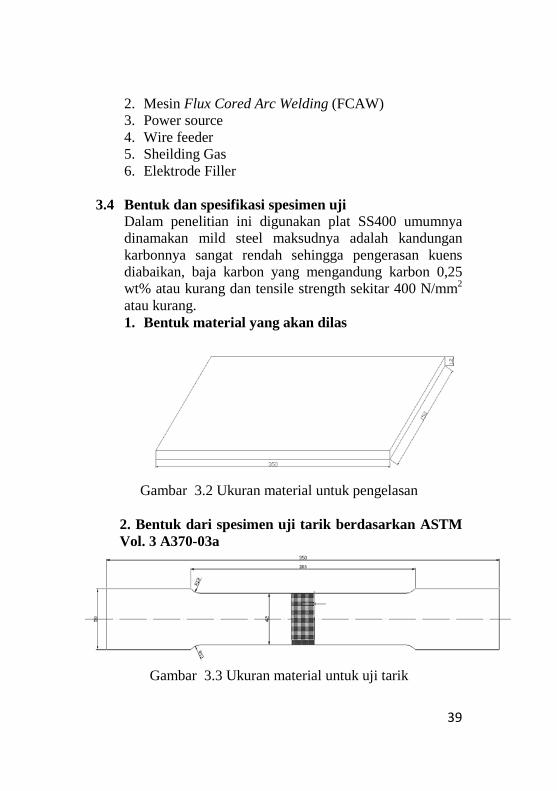
3.4 Bentuk dan spesifikasi spesimen uji
Dalam penelitian ini digunakan plat SS400 umumnya dinamakan mild steel maksudnya adalah kandungan karbonnya sangat rendah sehingga pengerasan kuens diabaikan, baja karbon yang mengandung karbon 0,25 wt% atau kurang dan tensile strength sekitar 400 N/mm2 atau kurang. 1. Bentuk material yang akan dilas
Gambar 3.2 Ukuran material untuk pengelasan
2. Bentuk dari spesimen uji tarik berdasarkan ASTM Vol. 3 A370-03a
Gambar 3.3 Ukuran material untuk uji tarik
40
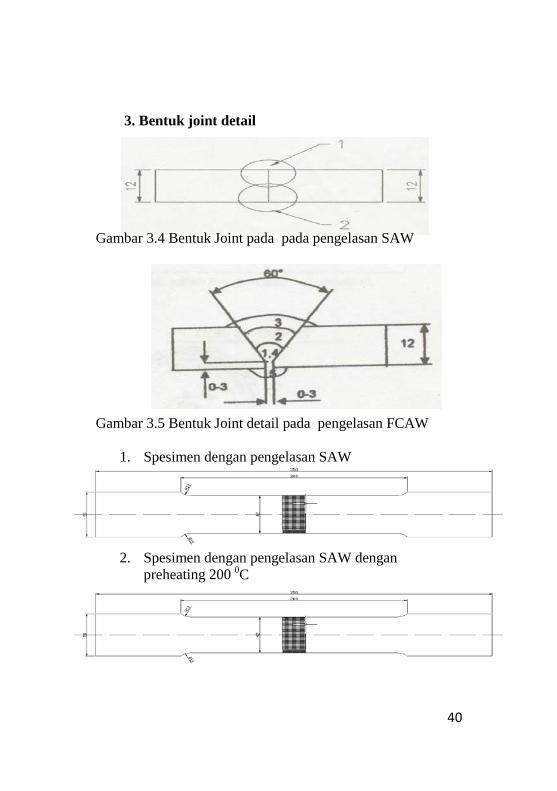
3. Bentuk joint detail
Gambar 3.4 Bentuk Joint pada pada pengelasan SAW
Gambar 3.5 Bentuk Joint detail pada pengelasan FCAW
1. Spesimen dengan pengelasan SAW
2. Spesimen dengan pengelasan SAW dengan
preheating 200 0C
41
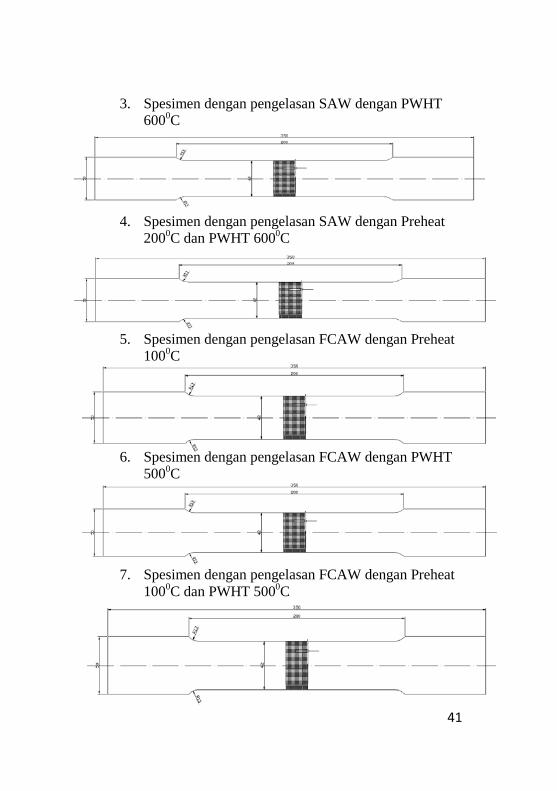
3. Spesimen dengan pengelasan SAW dengan PWHT 6000C
4. Spesimen dengan pengelasan SAW dengan Preheat
2000C dan PWHT 6000C
5. Spesimen dengan pengelasan FCAW dengan Preheat
1000C
6. Spesimen dengan pengelasan FCAW dengan PWHT 5000C
7. Spesimen dengan pengelasan FCAW dengan Preheat 1000C dan PWHT 5000C
42
4. Spesifikasi properties material 1. Material: SS400 (Mild Steel yang maksudnya adalah
kandungan karbonnya sangat rendah, baja karbon yang mengandung karbon 0,25 wt% atau kurang dan tensile strength sekitar 400 N/mm2
2. Komposisi: Seperti yang ditetapkan dalam JIS G 3101, komposisi kimia yang ditentukan hanya kadar P 0,050 %, nilai S 0,050%. Tetapi tidak untuk C, Mn dan Si
5. Alat dan Bahan 1. Sarung tangan 2. Baju pelindung 3. Kaca mata anti gores 4. Gerinda 5. Kamera digital 6. Mesin pemotong 7. Mesin polishing 8. Lup 9. Penggaris 10. Timer 11. Palu 12. Tabung pemadam kebakaran
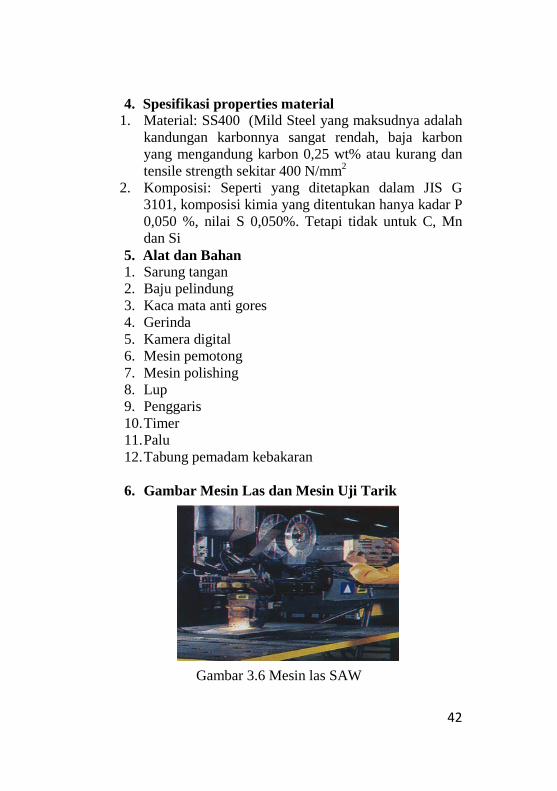
6. Gambar Mesin Las dan Mesin Uji Tarik
Gambar 3.6 Mesin las SAW

43
Gambar 3.7 Mesin las FCAW
Gambar 3.8 Mesin Uji Tarik
44
3.5 Proses Pengelasan 3.5.1 Pembersihan Permukaan material yang akan dilas dibersihkan dahulu untuk mengurangi kemungkinan pengotoran pada sambungan las yang dapat memperlemah sambungan las. Pembersihan permukaan ini dapat dilakukan dengan menggunakan gerinda sampai permukaan benar-benar bersih. 3.5.2 Pengelasan
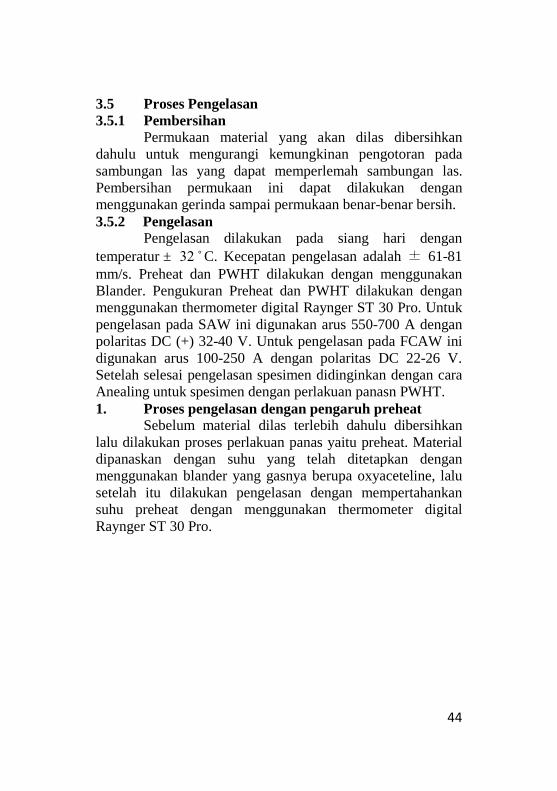
Pengelasan dilakukan pada siang hari dengan temperatur ± 32 ̊ C. Kecepatan pengelasan adalah ± 61-81 mm/s. Preheat dan PWHT dilakukan dengan menggunakan Blander. Pengukuran Preheat dan PWHT dilakukan dengan menggunakan thermometer digital Raynger ST 30 Pro. Untuk pengelasan pada SAW ini digunakan arus 550-700 A dengan polaritas DC (+) 32-40 V. Untuk pengelasan pada FCAW ini digunakan arus 100-250 A dengan polaritas DC 22-26 V. Setelah selesai pengelasan spesimen didinginkan dengan cara Anealing untuk spesimen dengan perlakuan panasn PWHT. 1. Proses pengelasan dengan pengaruh preheat
Sebelum material dilas terlebih dahulu dibersihkan lalu dilakukan proses perlakuan panas yaitu preheat. Material dipanaskan dengan suhu yang telah ditetapkan dengan menggunakan blander yang gasnya berupa oxyaceteline, lalu setelah itu dilakukan pengelasan dengan mempertahankan suhu preheat dengan menggunakan thermometer digital Raynger ST 30 Pro.
45
Gambar 3.9 Proses Preheat
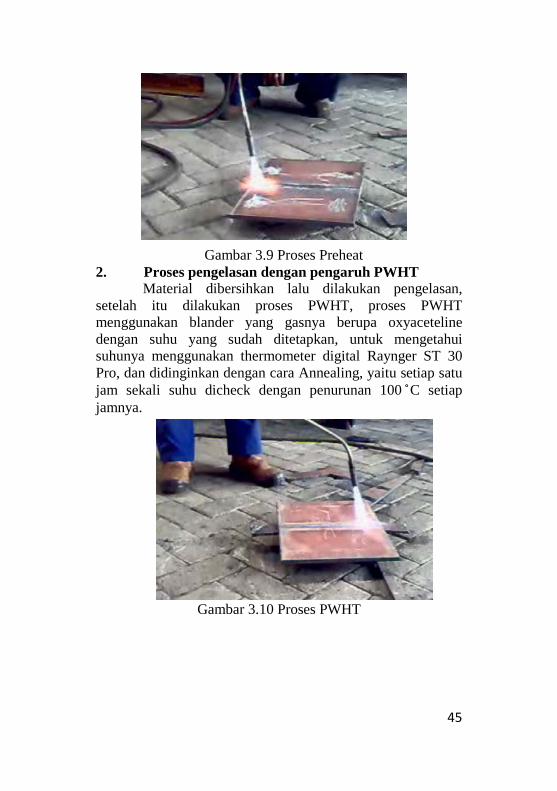
2. Proses pengelasan dengan pengaruh PWHT Material dibersihkan lalu dilakukan pengelasan,
setelah itu dilakukan proses PWHT, proses PWHT menggunakan blander yang gasnya berupa oxyaceteline dengan suhu yang sudah ditetapkan, untuk mengetahui suhunya menggunakan thermometer digital Raynger ST 30 Pro, dan didinginkan dengan cara Annealing, yaitu setiap satu jam sekali suhu dicheck dengan penurunan 100 ̊C setiap jamnya.
Gambar 3.10 Proses PWHT
46
3.6 Welding Procedure Spesification (AWS Standard) Company name
Welding process : Flux Cored Arc Welding (FCAW) Manual or Machine : Semi Automatic Groove : V-Groove Groove angle : 60 º Posision of welding : Flat (1G) Back gauguing : Sikat, Gerinda Base metal : SS400 (Grade A36 ABS) Material spesification : SS400 (Mild Steel) Tickness groove : 12 mm Elektrode Filler : AWS E71T-1 Electrode comp. : HOBART Company name Welding process : Submerged Arc Welding (SAW) Manual or Machine : Automatic Groove : - Groove angle : Posision of welding : Flat (1G) Back gauguing : Sikat, Gerinda Base metal : SS400 (Grade A36 ABS) Material spesification : SS400 (Mild Steel) Tickness groove : 12 mm Elektrode Filler : AWS A5.17-80 : EL 12 Electrode comp. : HOBART
47
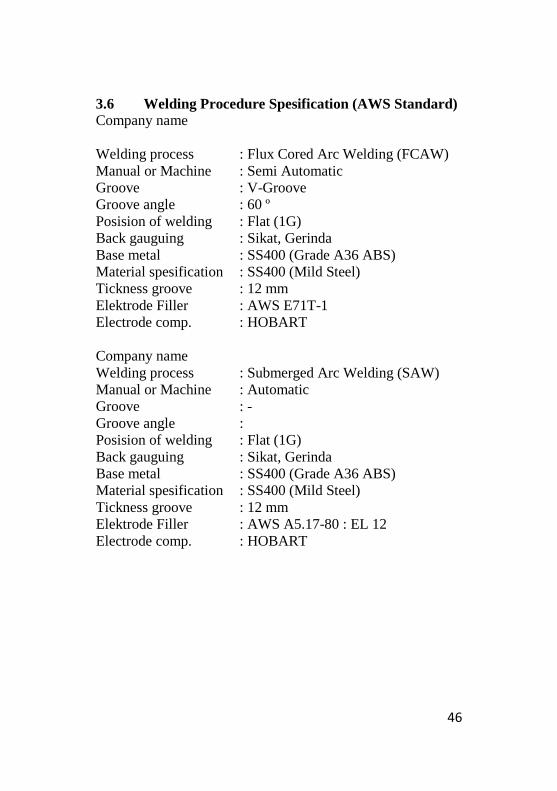
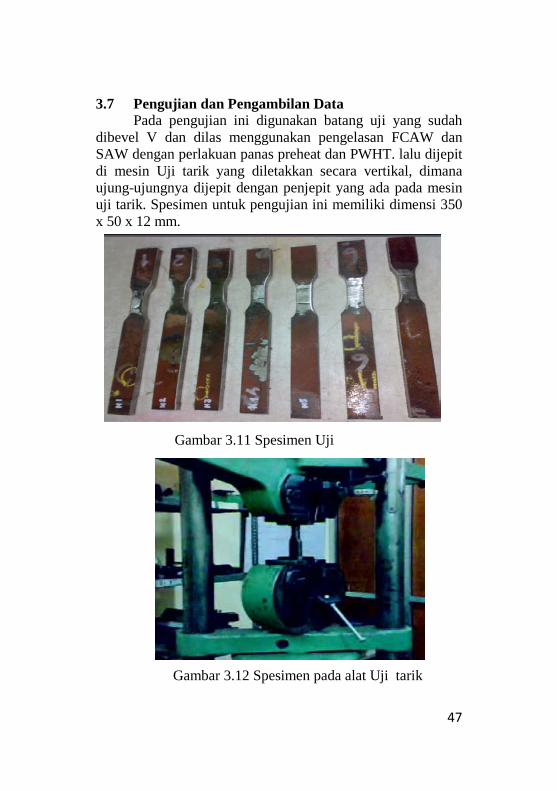
3.7 Pengujian dan Pengambilan Data Pada pengujian ini digunakan batang uji yang sudah
dibevel V dan dilas menggunakan pengelasan FCAW dan SAW dengan perlakuan panas preheat dan PWHT. lalu dijepit di mesin Uji tarik yang diletakkan secara vertikal, dimana ujung-ujungnya dijepit dengan penjepit yang ada pada mesin uji tarik. Spesimen untuk pengujian ini memiliki dimensi 350 x 50 x 12 mm.
Gambar 3.11 Spesimen Uji
Gambar 3.12 Spesimen pada alat Uji tarik
48
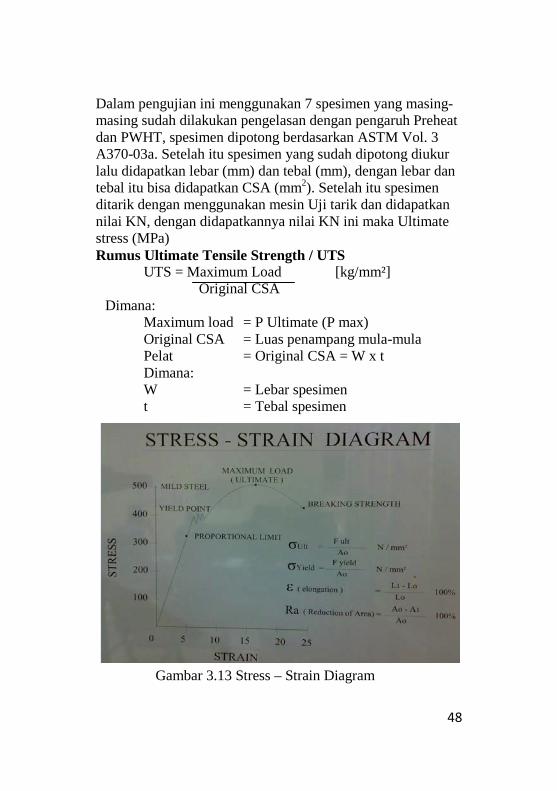
Dalam pengujian ini menggunakan 7 spesimen yang masing-masing sudah dilakukan pengelasan dengan pengaruh Preheat dan PWHT, spesimen dipotong berdasarkan ASTM Vol. 3 A370-03a. Setelah itu spesimen yang sudah dipotong diukur lalu didapatkan lebar (mm) dan tebal (mm), dengan lebar dan tebal itu bisa didapatkan CSA (mm2). Setelah itu spesimen ditarik dengan menggunakan mesin Uji tarik dan didapatkan nilai KN, dengan didapatkannya nilai KN ini maka Ultimate stress (MPa) Rumus Ultimate Tensile Strength / UTS
UTS = Maximum Load [kg/mm²] Original CSA
Dimana: Maximum load = P Ultimate (P max) Original CSA = Luas penampang mula-mula Pelat = Original CSA = W x t Dimana: W = Lebar spesimen t = Tebal spesimen
Gambar 3.13 Stress – Strain Diagram
49
BAB IV ANALISA DATA
4.1 Data Hasil Pengujian 4.1.1 Hasil Pengujian Uji Tarik
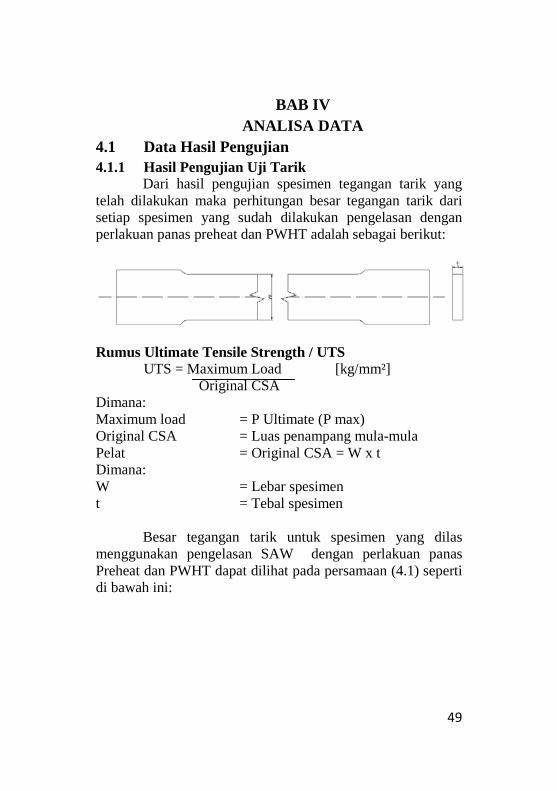
Dari hasil pengujian spesimen tegangan tarik yang telah dilakukan maka perhitungan besar tegangan tarik dari setiap spesimen yang sudah dilakukan pengelasan dengan perlakuan panas preheat dan PWHT adalah sebagai berikut:
Rumus Ultimate Tensile Strength / UTS
UTS = Maximum Load [kg/mm²] Original CSA
Dimana: Maximum load = P Ultimate (P max) Original CSA = Luas penampang mula-mula Pelat = Original CSA = W x t Dimana: W = Lebar spesimen t = Tebal spesimen
Besar tegangan tarik untuk spesimen yang dilas
menggunakan pengelasan SAW dengan perlakuan panas Preheat dan PWHT dapat dilihat pada persamaan (4.1) seperti di bawah ini:
50
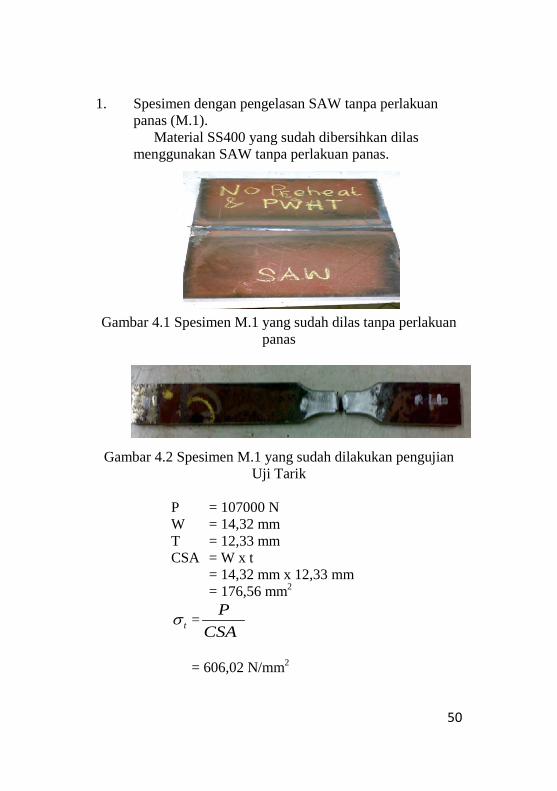
1. Spesimen dengan pengelasan SAW tanpa perlakuan panas (M.1).
Material SS400 yang sudah dibersihkan dilas menggunakan SAW tanpa perlakuan panas.
Gambar 4.1 Spesimen M.1 yang sudah dilas tanpa perlakuan
panas
Gambar 4.2 Spesimen M.1 yang sudah dilakukan pengujian Uji Tarik
P = 107000 N W = 14,32 mm T = 12,33 mm CSA = W x t = 14,32 mm x 12,33 mm = 176,56 mm2
tσ =CSA
P
= 606,02 N/mm2
51
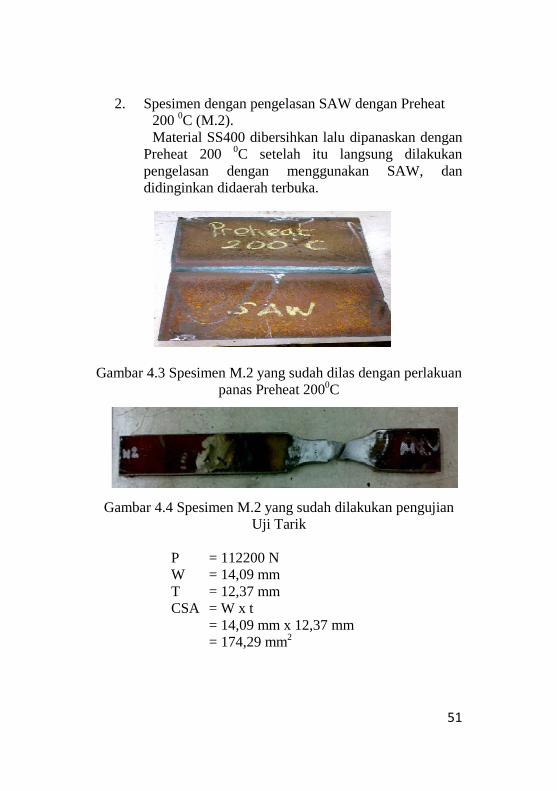
2. Spesimen dengan pengelasan SAW dengan Preheat 200 0C (M.2). Material SS400 dibersihkan lalu dipanaskan dengan
Preheat 200 0C setelah itu langsung dilakukan pengelasan dengan menggunakan SAW, dan didinginkan didaerah terbuka.
Gambar 4.3 Spesimen M.2 yang sudah dilas dengan perlakuan panas Preheat 2000C
Gambar 4.4 Spesimen M.2 yang sudah dilakukan pengujian
Uji Tarik
P = 112200 N W = 14,09 mm T = 12,37 mm CSA = W x t = 14,09 mm x 12,37 mm = 174,29 mm2
52
tσ =CSA
P
= 643,75 N/mm2
3. Spesimen dengan pengelasan SAW dengan PWHT 600 0C (M.3).
Material SS400 dibersihkan lalu dilas menggunakan pengelasan SAW, setelah itu dilakukan perlakuan panas dengan PWHT suhu 600 0C, kemudian didinginkan dengan cara Annealing, yaitu setiap satu jam sekali suhu dicheck dengan penurunan 100 ̊C setiap satu jam sekali sampai suhunya 0 ̊C.
Gambar 4.5 Spesimen M.3 yang sudah dilas dengan perlakuan panas PWHT 6000C
Gambar 4.6 Spesimen M.3 yang sudah dilakukan pengujian Uji Tarik
53
P = 109000 N W = 14,26 mm T = 12,39 mm CSA = W x t = 14,26 mm x 12,39 mm = 176,68 mm2
tσ =CSA
P
= 616,93 N/mm2
4. Spesimen dengan pengelasan SAW dengan Preheat 200 0C +PWHT 600 0C (M.4).
Material SS400 dibersihkan lalu dipanaskan dengan Preheat 200 0C setelah itu dilas menggunakan pengelasan SAW, kemudian dilakukan perlakuan panas dengan PWHT suhu 600 0C, kemudian didinginkan dengan cara Annealing, yaitu setiap satu jam sekali suhu dicheck dengan penurunan 100 ̊C setiap satu jam sekali sampai suhunya 0 ̊C.
Gambar 4.7 Spesimen M.4 yang sudah dilas dengan perlakuan panas Preheat 2000C + PWHT 6000C
54
Gambar 4.8 Spesimen M.4 yang sudah dilakukan pengujian Uji Tarik
P = 108200 N W = 14,18 mm T = 12,35 mm CSA = W x t = 14,18 mm x 12,35 mm = 175,12 mm2
tσ =CSA
P
= 617,86 N/mm2
Dari perhitungan hasil pengujian tarik di atas dapat dijelaskan lebih ringkas dalam Tabel 4.1 dibawah ini .
55
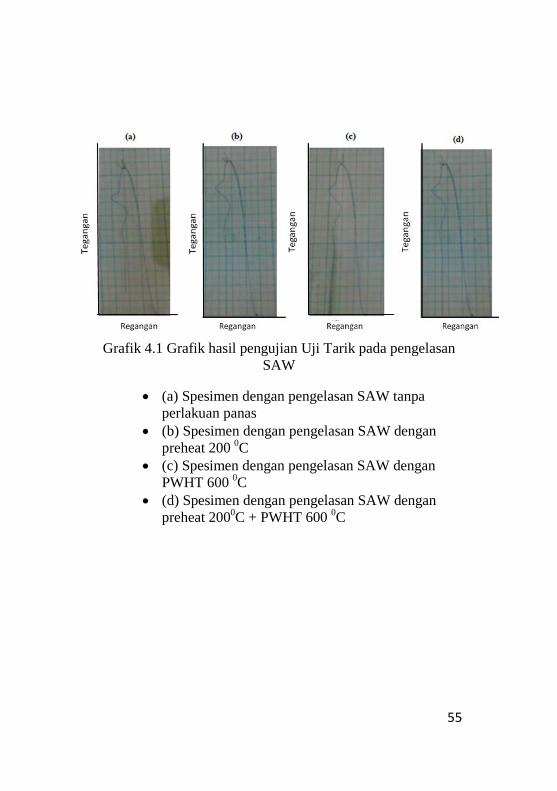
Grafik 4.1 Grafik hasil pengujian Uji Tarik pada pengelasan SAW
• (a) Spesimen dengan pengelasan SAW tanpa perlakuan panas
• (b) Spesimen dengan pengelasan SAW dengan preheat 200 0C
• (c) Spesimen dengan pengelasan SAW dengan PWHT 600 0C
• (d) Spesimen dengan pengelasan SAW dengan preheat 2000C + PWHT 600 0C
56
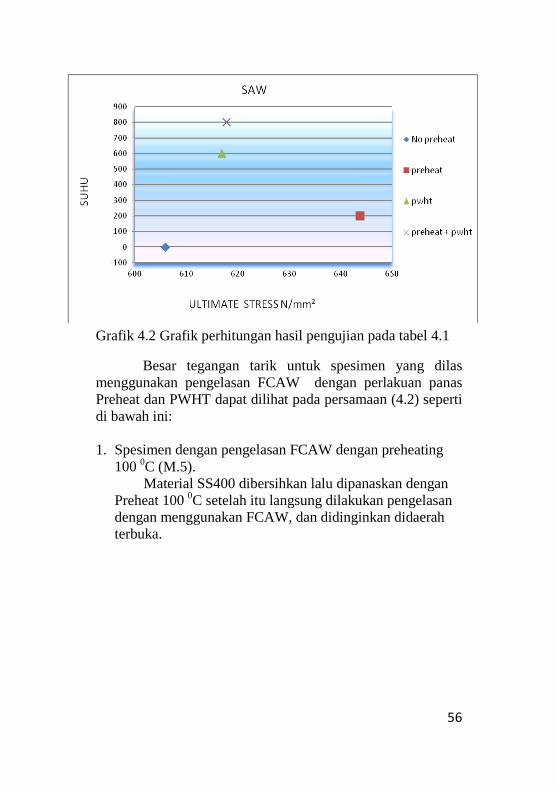
Grafik 4.2 Grafik perhitungan hasil pengujian pada tabel 4.1
Besar tegangan tarik untuk spesimen yang dilas menggunakan pengelasan FCAW dengan perlakuan panas Preheat dan PWHT dapat dilihat pada persamaan (4.2) seperti di bawah ini:
1. Spesimen dengan pengelasan FCAW dengan preheating
100 0C (M.5). Material SS400 dibersihkan lalu dipanaskan dengan
Preheat 100 0C setelah itu langsung dilakukan pengelasan dengan menggunakan FCAW, dan didinginkan didaerah terbuka.
57
Gambar 4.9 Spesimen M.5 yang sudah dilas dengan perlakuan panas Preheat 1000C
Gambar 4.10 Spesimen M.5 yang sudah dilakukan pengujian Uji Tarik
P = 108000 N W = 14,20 mm T = 12,12 mm CSA = W x t = 14,20 mm x 12,12 mm = 172,104 mm2
tσ =CSA
P
= 627,52 N/mm2
58
2. Spesimen dengan pengelasan FCAW dengan PWHT 500 0C (M.6).
Material SS400 dibersihkan lalu dilas menggunakan pengelasan FCAW, setelah itu dilakukan perlakuan panas dengan PWHT suhu 500 0C, kemudian didinginkan dengan cara Annealing, yaitu setiap satu jam sekali suhu dicheck dengan penurunan 100 ̊C setiap satu jam sekali sampai suhunya 0 ̊C.
Gambar 4.11 Spesimen M.6 yang sudah dilas dengan perlakuan panas PWHT 5000C
Gambar 4.12 Spesimen M.6 yang sudah dilakukan pengujian Uji Tarik
59
P = 106000 N W = 14,22 mm T = 12,42 mm CSA = W x t = 14,22 mm x 12,42 mm = 176,612 mm2
tσ =CSA
P
= 600,18 N/mm2
3. Spesimen dengan pengelas dengan FCAW Preheat 1000C+PWHT 500 0C (M.7).
Material SS400 dibersihkan lalu dipanaskan dengan Preheat 100 0C setelah itu dilas menggunakan pengelasan FCAW, kemudian dilakukan perlakuan panas dengan PWHT suhu 500 0C, kemudian didinginkan dengan cara Annealing, yaitu setiap satu jam sekali suhu dicheck dengan penurunan 100 ̊C setiap satu jam sekali sampai suhunya 0 ̊C.
Gambar 4.13 Spesimen M.7 yang sudah dilas dengan perlakuan panas Preheat 1000C + PWHT 5000C
60
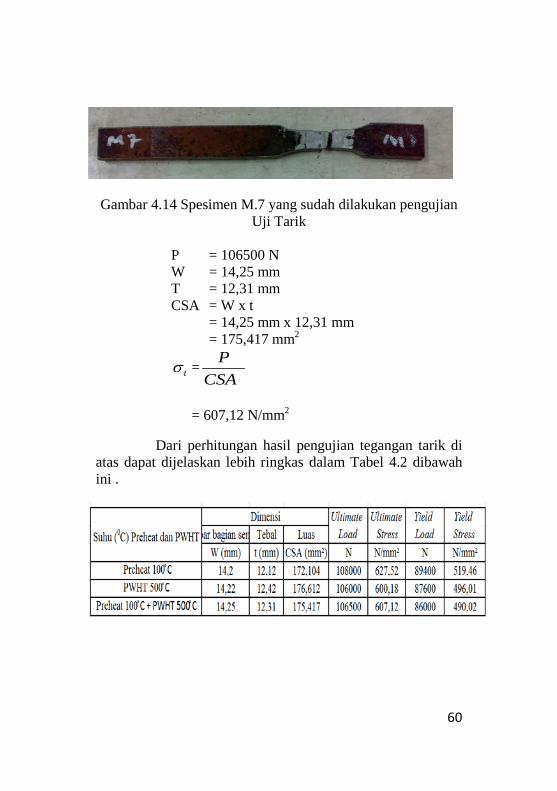
Gambar 4.14 Spesimen M.7 yang sudah dilakukan pengujian
Uji Tarik
P = 106500 N W = 14,25 mm T = 12,31 mm CSA = W x t = 14,25 mm x 12,31 mm = 175,417 mm2
tσ =CSA
P
= 607,12 N/mm2
Dari perhitungan hasil pengujian tegangan tarik di atas dapat dijelaskan lebih ringkas dalam Tabel 4.2 dibawah ini .
61
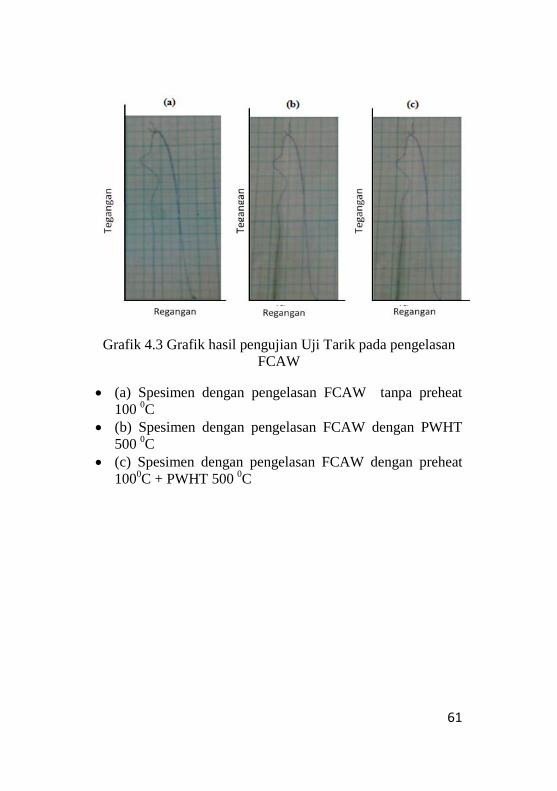
Grafik 4.3 Grafik hasil pengujian Uji Tarik pada pengelasan FCAW
• (a) Spesimen dengan pengelasan FCAW tanpa preheat 100 0C
• (b) Spesimen dengan pengelasan FCAW dengan PWHT 500 0C
• (c) Spesimen dengan pengelasan FCAW dengan preheat 1000C + PWHT 500 0C
62
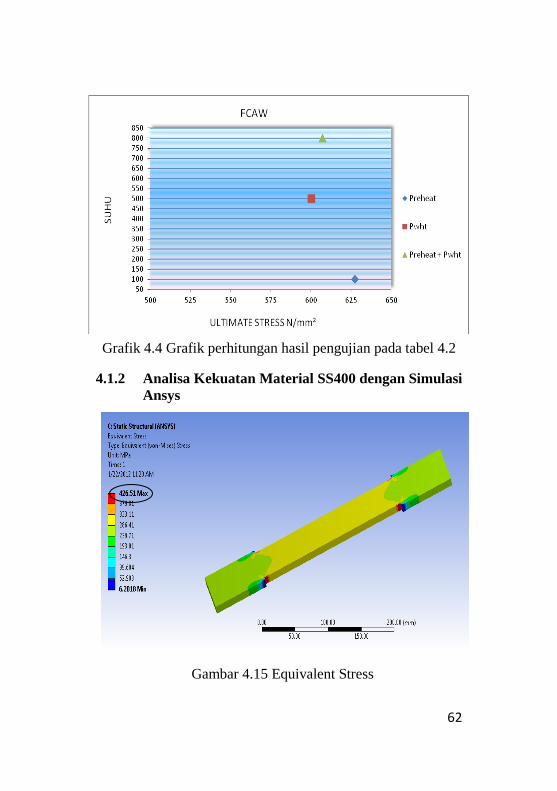
Grafik 4.4 Grafik perhitungan hasil pengujian pada tabel 4.2
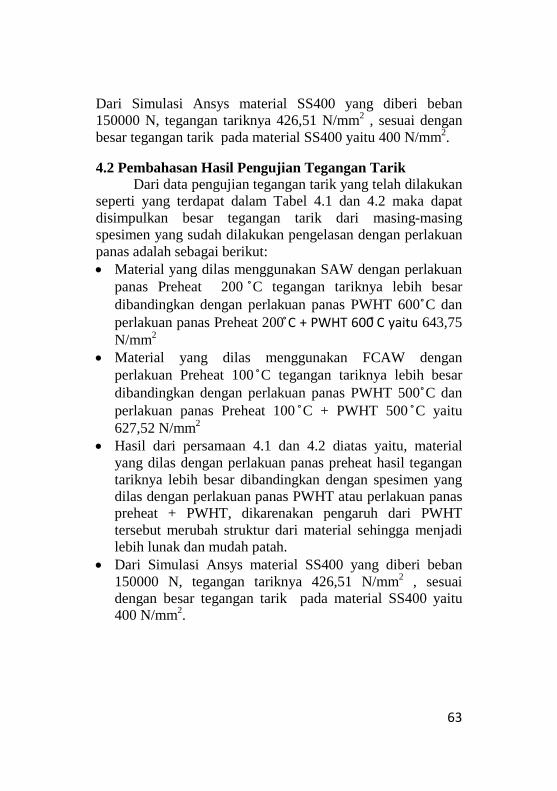
4.1.2 Analisa Kekuatan Material SS400 dengan Simulasi Ansys
Gambar 4.15 Equivalent Stress
63
Dari Simulasi Ansys material SS400 yang diberi beban 150000 N, tegangan tariknya 426,51 N/mm2 , sesuai dengan besar tegangan tarik pada material SS400 yaitu 400 N/mm2.
4.2 Pembahasan Hasil Pengujian Tegangan Tarik Dari data pengujian tegangan tarik yang telah dilakukan seperti yang terdapat dalam Tabel 4.1 dan 4.2 maka dapat disimpulkan besar tegangan tarik dari masing-masing spesimen yang sudah dilakukan pengelasan dengan perlakuan panas adalah sebagai berikut: • Material yang dilas menggunakan SAW dengan perlakuan
panas Preheat 200 ̊C tegangan tariknya lebih besar dibandingkan dengan perlakuan panas PWHT 600 ̊C dan perlakuan panas Preheat 200 ̊C + PWHT 600 ̊C yaitu 643,75 N/mm2
• Material yang dilas menggunakan FCAW dengan perlakuan Preheat 100 ̊C tegangan tariknya lebih besar dibandingkan dengan perlakuan panas PWHT 500 ̊C dan perlakuan panas Preheat 100 ̊C + PWHT 500 ̊C yaitu 627,52 N/mm2
• Hasil dari persamaan 4.1 dan 4.2 diatas yaitu, material yang dilas dengan perlakuan panas preheat hasil tegangan tariknya lebih besar dibandingkan dengan spesimen yang dilas dengan perlakuan panas PWHT atau perlakuan panas preheat + PWHT, dikarenakan pengaruh dari PWHT tersebut merubah struktur dari material sehingga menjadi lebih lunak dan mudah patah.
• Dari Simulasi Ansys material SS400 yang diberi beban 150000 N, tegangan tariknya 426,51 N/mm2 , sesuai dengan besar tegangan tarik pada material SS400 yaitu 400 N/mm2.
64
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari pengujian-pengujian yang telah dilakukan maka dapat diambil kesimpulan sebagai berikut: • Pada plat SS400 yang dilas menggunakan SAW
dengan perlakuan panas preheat dan PWHT didapatkan tegangan tarik yang lebih besar dibandingkan dengan pengelasan menggunakan FCAW dengan perlakuan panas preheat dan PWHT.
• Pengaruh preheat pada plat SS400 yang sudah dilas tegangan tariknya menjadi lebih tinggi dibandingkan dengan spesimen yang mendapatkan perlakuan panas PWHT, dikarenakan pengaruh dari PWHT merubah struktur material menjadi lebih lunak sehingga lebih cepat putus.
• Proses perlakuan panas berupa preheat dan PWHT dapat mengubah tegangan tarik didaerah pengelasan.
• Pada penelitian ini pengelasan pada plat SS400 dapat menghasilkan sambungan las yang cukup baik dengan menggunakan perlakuan panas preheat