management operational sc - mg id
DESCRIPTION
suport cursTRANSCRIPT
Specializarea: MANAGEMENT
MANAGEMENT
OPERATIONAL ANUL III Semestrul V
1
1. Informaţii generale despre curs
1.1. Informaţii despre curs:
Date de contact ale titularului de curs:
Nume: Conf.univ.dr. Roxana Stegerean
Birou: 212, Sediul Facultăţii de Ştiinţe
Economice şi Gestiunea Afacerilor, str.
Teodor Mihali 58-60
Telefon: 0264-418652, int. 5893
Fax: 0264-412570
E-mail: [email protected]
Consultaţii: Conform orarului afişat la sala
212 sau pe site-ul facultăţii:
http://econ.ubbcluj.ro/blackboard.php?id=281
Date de identificare curs şi contact
tutori:
Numele cursului: Management operational
Codul cursului: ELR0210
Anul, Semestrul: anul 3, sem.5
Tipul cursului: obligatoriu
Pagina web a cursului:
http://econ.ubbcluj.ro/details.php?id=281&
id_b=235
Tutore: Conf.univ.dr. Roxana Stegerean,
Lect.univ.dr. Catalin Afrasinei,
Prof.univ.dr. Razvan Nistor, Drd. Bud
Angelica
Adresa e-mail tutore:
1.1. Condiţionări şi cunoştinţe prerechizite:
Înscrierea la acest curs nu este condiţionată de parcurgerea şi promovarea altor
discipline, cunoştinţele dobândite prin aprofundarea disciplinelor Management,
Managementul producţiei, Managementul muncii, sporesc considerabil accesibilitatea
temelor acestui curs. În totalitatea lor, aceste prerechizite vor fi foarte utile în rezolvarea
lucrărilor de evaluare ce încheie fiecare modul şi respectiv în promovarea examenului
de evaluare finală.
1.2. Descrierea cursului:
Cursul vizează abordarea principalelor aspecte legate de managementul operaţional al
producţiei, componentă a conducerii activităţii economice a unităţii industriale.
2
Managementul operaţional cuprinde ansamblul deciziilor şi activităţilor care au ca scop
susţinerea planului de producţie principal, stabilirea sarcinilor de producţie la nivelul
unităţii pe perioade scurte de timp, lansarea şi controlul îndeplinirii programelor
operative de fabricaţie.
Scopul acestui curs este evidenţierea complexităţii lucrărilor managementului
operaţional şi propunerea unor soluţii prin intermediul unor metode şi tehnici specifice.
În condiţiile existenţei unei competiţii acerbe pe piaţă, înţelegerea şi îndeplinirea
obiectivului principal al managementul producţiei sunt esenţiale: asigurarea cu produse
şi servicii a clienţilor în ceea ce priveşte cantităţile, sortimentele şi termenele într-un
mod care minimizează costurile totale.
1.3. Organizarea temelor în cadrul cursului
Disciplina este structurată pe următoarele capitole:
1. Managementul operaţional al producţiei - componentǎ a conducerii activitǎţii
economice a unitǎţii industriale.
2. Metodologia managementului operaţional al producţiei
3. Managementul operaţional al producţiei de masă şi de serie mare organizată pe linii
în flux
4. Managementul operaţional al producţiei de serie cu fabricaţia organizatǎ pe bazǎ de
loturi
5. Managementul operaţional al producţiei individuale cu fabricaţia organizată pe
comenzi.
Modulul 1 cuprinde capitolele 1 şi 2, modulul doi prezintă aspectele teoretice aferente
capitolului trei de studiu, iar capitolele 3 şi 4 sunt cuprinse în modulul 3.
Utilitatea informaţiilor pe care le regăsiţi în fiecare modul va fi garantată dacă, în timpul
parcurgerii suportului de curs, veţi consulta sursele bibliografice recomandate
1.4. Formatul şi tipul activităţilor implicate de curs
Parcurgerea celor trei module va presupune atât întâlniri faţă în faţă, cât şi muncă
individuală. Astfel, metodele utilizate pe parcursul predării cursului sunt: expunerea
teoretică, prin mijloace auditive şi vizuale; explicaţia abordărilor conceptuale;
prezentarea de explicaţii alternative; răspunsuri directe la întrebările studenţilor. În ceea

3
ce priveşte activitatea cursanţilor, se va încuraja participarea activă a studenţilor prin
problematizarea informaţiilor prezentate, implicarea în activităţi de grup, realizarea
analizei unor situaţii concrete din domeniu pe baza discuţiilor libere de grup a
studenţilor; studii de caz.. Studentul are libertatea de a-şi gestiona singur, fără
constrângeri, modalitatea şi timpul de parcurgere a cursului. Este însă recomandată
parcurgerea succesivă a modulelor prezentate în cadrul suportului de curs, în ordinea
indicată şi rezolvarea sarcinilor sugerate la finalul fiecărui modul.
Pe scurt, având în vedere particularităţile învăţământului la distanţă dar şi
reglementările interne ale CFCID al UBB parcurgerea şi promovarea acestei discipline
presupune antrenarea studenţilor în următoarele tipuri de activităţi:
a. întâlniri de curs – pe parcursul semestrului vor fi organizate două întâlniri faţă în
faţă; prezenţa la aceste întâlniri este facultativă;
b. lucrări de evaluare care vor fi rezolvate şi respectiv trimise tutorilor în
conformitate cu precizările din calendarul disciplinei.
c. forumul de discuţii – acesta va fi monitorizat de echipa de tutori şi supervizat de
titularul disciplinei.
1.5. Materiale bibliografice obligatorii
1. Naghi, M., Gică, O., Managementul operaţional al producţiei, Editura Risoprint,
Cluj-Napoca, 2007;
2. Constantinescu, D., Managementul operaţional al producţiei, Editura Sitech,
Craiova, 2003;
3. Ionescu, Gh., Gh., Managementul producţiei industriale, Editura Universităţii de
Vest, Timişoara, 2003;
Lucrările menţionate la bibliografia obligatorie se regăsesc şi pot fi împrumutate de la
Biblioteca Facultăţii de Ştiinţe Economice şi Administrarea Afacerilor din cadrul
Bibliotecii Centrale „Lucian Blaga”.
1.6. Materiale şi instrumente necesare pentru curs
În vederea participării la un nivel optim la activităţile cursului, este recomandat ca
studenţii să aibă acces la următoarele resurse:
- calculator conectat la internet;
4
- acces la resursele bibliografice (abonament la Biblioteca Centrală Universitară);
- acces la echipamente de fotocopiere.
1.7. Calendar al cursului
Pe parcursul semestrului sunt programate 2 întâlniri faţă în faţă cu toţi studenţii. În
cadrul primei întâlniri se va parcurge prima jumătate a conţinutului suportului de curs
(modulele I-II), iar în cea de-a doua întâlnire se vor parcurge informaţiile
corespunzătoare celei de a doua jumătăţi a suportului de curs (modul III).
În vederea eficientizării acestor întâlniri faţă în faţă, pentru fiecare din acestea, se
recomandă parcurgerea de către student a suportului de curs pus la dispoziţie încă de la
începutul semestrului, iar ulterior întâlnirii, este indicată rezolvarea sarcinilor şi
exerciţiilor aferente fiecărui modul parcurs. De asemenea, anterior întâlnirilor
programate, studenţilor li se recomandă să parcurgă capitolele corespunzatoare temelor
abordate la fiecare întâlnire din cel puţin una din sursele bibliografice indicate.
Titularul de curs va anunţa datele de curs, care vor şi afişate la avizierul facultăţii, dar şi
datele exacte de predare a temelor şi sarcinilor date.
1.8. Politica de evaluare şi notare
Evaluarea se va realiza pe bază de examen final, la care se adaugă rezultatele la sarcinile
primite pe parcursul semestrului (lucrările de verificare). Nota finală se compune din
punctajul obţinut la examen (test grilă) şi cel obţinut în urma aprecierii lucrărilor de
evaluare pe parcurs.
Evaluarea pe parcurs cuprinde lucrări de verificare care vor fi transmise tutorelui la
termenele precizate în calendarul disciplinei. Aceste lucrări se regăsesc la sfârşitul
fiecărui modul. Instrucţiuni suplimentare privind modalităţile de elaborare, redactare,
dar şi criteriile de notare ale lucrărilor, vor fi furnizate de către titularul de curs sau
tutori în cadrul întâlnirilor faţă în faţă.
Pentru predarea temelor se vor respecta cerinţele titularului de curs, abaterile de la
acestea aducând după sine pierderea punctajului corespunzător acelei lucrări.
Evaluarea acestor lucrări se va face imediat după preluare, iar afişarea pe site a notelor
acordate se va realiza la cel mult 2 săptămâni de la data depunerii/primirii lucrării. Dacă
studentul consideră că activitatea sa a fost incorect apreciată de către evaluatori atunci
5
poate solicita feedback suplimentar prin contactarea titularului sau a tutorilor prin email.
1.9. Elemente de deontologie academică
Se vor avea în vedere următoarele detalii de natură organizatorică:
- Lucrările elaborate de către studenţii pe parcursul activităţilor vor avea în mod
obligatoriu caracter de originalitate. Studenţii ale căror lucrări se dovedesc a fi
plagiate nu vor fi primiţi în sesiunea de examene planificată;
- Orice tentativă de fraudă sau fraudă depistată va fi sancţionată cu anularea
sesiunii de examene pentru studentul în cauză;
- Rezultatele finale vor puse la dispoziţia studenţilor şi on-line, prin utilizarea site-
ului facultăţii;
- Contestaţiile se vor soluţiona în maxim 24 de ore de la afişarea rezultatelor;
1.10. Studenţi cu dizabilităţi
Titularul cursului este disponibil, în limita posibilităţilor, la adaptarea conţinutului şi
metodelor de transmitere a informaţiilor disciplinei în funcţie de tipul dizabilităţii care
sunt prezente la nivelul cursanţilor. Se vor lua toate măsurile necesare în vederea
facilitării accesului egal al tuturor cursanţilor la activităţile didactice.
1.11. Strategii de studiu recomandate
Se recomandă parcurgerea sistematică a modulelor cuprinse în cadrul cursului,
punându-se accent pe pregatirea individuală continuă a studenţilor şi pe evaluările
formative pe parcursul semestrului. Se recomandă cursanţilor alocarea unui număr de
cel puţin 48 de ore pentru parcurgerea şi însuşirea cunoştinţelor necesare promovării cu
succes a acestei discipline. Sunt necesare de asemenea aproximativ 24 de ore în vederea
documentării şi elaborării eseurilor şi proiectelor ce vor fi susţinute de către fiecare
student.
6
II. Suport de curs
Modulul 1
2.1. MANAGEMENTUL OPERAŢIONAL AL PRODUCŢIEI –
CONCEPT, METODOLOGIE
2.1.1 Scopul şi obiectivele modulului
Scopul acestui modul este familiarizarea cursantului cu conceptele de bază ce
caracterizează managementul operaţional, prezentându-se în acelaşi timp metodologia
managementului operaţional. Ca obiective, se vor atinge următoarele:
Cunoaşterea etapelor managementului operaţional al producţiei, luând în
considerare conţinutul, obiectivele şi factorii care determină particularităţile
managementului operaţional al producţiei, precum şi funcţiile şi principiile
programării managementului operaţional al producţiei;
Prezentarea metodelor şi tehnicilor folosite în managementului operaţional al
producţiei (continue şi discontinue) şi a regulilor de comandă folosite în
conducerea stocurilor.
2.1.2 Schema logică a modulului
Acest modul este compus din două subcapitole: primul subcapitol are ca scop
prezentarea conceptelor de bază vederea întelegerii organizării managementului
operaţional. Al doilea subcapitol are ca scop evidenţierea metodologiei managementului
operaţional al producţiei pentru a putea înţelege conceptele ce vor fi prezentate în
modulul 2.
Fig. 1.1 Structura modulului 1
Conceptul de
management
operaţional Metodologia
managementului
operaţional
7
2.1.3. Conţinutul informaţional detaliat
2.1.3.1. Conţinutul şi obiectivele managementului operaţional al producţiei
Sistemul de producţie este un ansamblu ordonat de elemente caracterizat prin
interconexiune şi interacţiune capabil să realizeze, sub acţiunea a diverşi stimuli, un
anumit obiectiv, cu anumite performanţe. Componentele sistemului sunt într-un anume
sens unite, organizate şi coordonate.
Ele contribuie la producerea, pe baza unui grup de intrări, a unui grup de ieşiri, acţiune
care poate fi sau nu optimă, în raport cu anumite criterii de eficienţă.
Managementul producţiei cuprinde ansamblul activităţilor şi deciziilor referitoare la
procesele de producţie, astfel încât bunurile sau serviciile rezultate să fie în concordanţă
cu cererea, să fie livrate în cantităţile şi la termenele cerute şi la un cost minim.
Pentru realizarea acestor obiective conducerea producţiei cuprinde două grupe mari de
activităţi şi decizii:
- proiectarea sistemului de producţie care include decizii cu implicaţii de lungă
durată, cum sunt: alegerea şi proiectarea produselor, alegerea echipamentelor şi a
metodelor de prelucrare, organizarea generală a unităţii industriale etc.;
- exploatarea şi controlul sistemului de producţie ce cuprinde decizii de scurtă
durată referitoare la proiectarea sistemelor de operare şi control, ca de exemplu:
controlul producţiei şi a stocurilor, întreţinerea şi siguranţa sistemului, controlul
calităţii, a cheltuielilor etc.
Funcţia de bază a conducerii producţiei o constituie planificarea care cuprinde legătura
de fond dintre incertitudinile şi posibilităţile viitoare şi extrapolarea realităţilor prezente,
cu scopul de a le pune de acord sau, în parte, de a determina condiţiile viitorului.
Obiectivul planificării producţiei este acela de a elabora planul de producţie principal al
întreprinderii care să cuprindă produsele şi serviciile ce vor fi cerute şi care să fie
executate la momentul oportun.
Conducerea operativă a producţiei cuprinde ansamblul deciziilor şi activităţilor care
au ca scop susţinerea planului de producţie principal, stabilirea sarcinilor de producţie la
nivelul unităţii şi al subunităţilor de producţie pe perioade scurte de timp, lansarea şi
controlul îndeplinirii programelor operative de fabricaţie.
Principalele subactivităţi ale managementului operaţional al producţiei sunt:
8
a) Programarea producţiei prin care are loc defalcarea în timp şi pe elementele
structurale ale structurii de producţie a obiectivelor cuprinse în planul de producţie
principal, coordonarea tuturor lucrărilor necesare îndeplinirii lui. Prin programarea
producţiei se racordează detaliile planului de producţie cu specificaţiile privind
echipamente, forţa de muncă şi materiale, în scopul îndeplinirii acestuia.
Principalele lucrări ce compun această subactivitate sunt:
- previziunea cererii pentru viitorul apropiat;
- stabilirea mărimilor parametrilor folosiţi în această subactivitate: stocuri de
producţie, lot de fabricaţie, durata ciclului de producţie etc.;
- elaborarea şi fundamentarea programelor operative de producţie la nivelul
unităţii şi al subunităţilor de producţie componente;
- elaborarea graficelor operative de programare în interiorul subunităţilor;
b) Lansarea programelor de producţie este subactivitatea prin care se
întocmesc şi se transmit conducătorilor direcţi ai producţiei documentaţiile referitoare
la materialele şi manopera necesară executării sarcinilor programate, precum şi
documentaţia tehnico-economică a proiectării (pregătirii) fabricaţiei produselor şi
serviciilor. În acest fel se asigură trecerea programului operativ de la programator la
execuţie. Prin lansare se asigură şi efectuarea corecturilor necesare programului de
producţie iniţial.
c) Execuţia programelor operative, grupează activităţi legate de realizarea
efectivă a sarcinilor de producţie operative, în conformitate cu cerinţele cuprinse în
documentaţia lansării. Lucrările principale ce au loc sunt:
- repartizarea lucrărilor pe maşini, utilaje şi locuri de muncă de către conducătorii direcţi
ai producţiei;
- pregătirea locurilor de muncă (maşini, utilaje, instalaţii) pentru executarea operaţiilor
tehnologice;
- înregistrarea aspectelor legate de folosirea forţei de muncă şi a utilajelor.
d) Controlul producţiei, este subactivitatea prin care se urmăreşte şi se
evidenţiază gradul de îndeplinire a programelor operative stabilite, se precizează
măsurile corective necesare în cazul neîncadrării în obiectivele programate.
Grupele principale de lucrări sunt: controlul cantitativ al fabricaţiei; controlul calităţii
producţiei şi produselor; controlul costurilor.

9
Obiectivul principal al managementului operaţional al producţiei îl constituie
asigurarea cu produse şi servicii a clienţilor în ceea ce priveşte cantităţile, sortimentele
şi termenele într-un mod care minimizează costurile totale.
Pornind de la acest obiectiv general se pot desprinde o serie de obiective specifice
conducerii operative a producţiei, astfel:
1) Estimarea cererilor pentru perioadele de programare.
2) Folosirea cât mai deplină şi uniformă a resurselor tehnice şi umane
existente în perioadele de programare.
3) Realizarea unui profit maxim la nivelul unităţii.
2.1.3.2. Funcţiile şi principiile programării managementului operaţional al
producţiei
Ansamblul acţiunilor omogene, complementare sau convergente orientate în direcţia
realizării programelor operative de fabricaţie formează funcţiile programării
producţiei:
a) Funcţia de informare, cuprinde activităţi ce au ca scop asigurarea informaţiilor
necesare elaborării şi fundamentării programelor de producţie cum sunt:
- evoluţia cererii în viitorul apropiat;
- condiţiile tehnice şi materiale necesare executării produselor cuprinse in programele
de fabricaţie;
- costurile produselor, comparativ cu preţurile de vânzare;
- cauzele ce generează abateri de la desfăşurarea normală a procesului de producţie;
- alte informaţii necesare ajustării programelor de fabricaţie pentru perioadele
următoare.
Realizarea acestei funcţii impune ca la elaborarea programelor de fabricaţie să participe
mai multe departamente funcţionale, cum sunt: vânzări, financiar, aprovizionare,
producţie etc.
b) Funcţia de fundamentare a parametrilor programării operative a producţiei,
grupează activităţi prin care se determină mărimea unor normative specifice, pe baza
cărora are loc desfăşurarea în timp şi spaţiu a sarcinilor de producţie, coordonarea
programelor de fabricaţie ale diferitelor subunităţi de producţie.
Aceste normative se referă la: mărimea lotului de materiale ce urmează a se

10
aproviziona; mărimea lotului de produse (piese) ce se vor lansa în fabricaţie; durata
ciclului de producţie a produselor şi părţilor componente, pe stadii ale procesului de
fabricaţie; mărimea stocurilor de semifabricate şi piese între subunităţile de producţie.
c) Funcţia de elaborare şi fundamentare a programelor operative, cuprinde
activităţile prin care se stabilesc sarcinile de producţie pe perioade relativ scurte, atât la
nivelul unităţii industriale cât şi al subunităţilor, până la nivel de loc de muncă.
Programarea operativă a producţiei are un grad mare de dependenţă faţă de condiţiile
concrete din fiecare unitate industrială. Indiferent, însă, de particularităţile pe care le
are, îndeplinirea funcţiilor acesteia impune respectarea a o serie de principii ce stau la
baza executării tuturor activităţilor componente:
1) Toate activităţile şi fenomenele economice din întreprindere trebuie să fie
exprimate în unităţi de timp calendaristice. În acest fel, aceste procese şi acţiuni
diferite ce au loc în întreprindere se pot aduce la acelaşi numitor comun, creând
condiţii pentru reglarea lor în timp, stabilirea unor termene calendaristice de
începere şi terminare a execuţiei unor activităţi.
Calculul duratei de execuţie a unor activităţi se face ţinând cont de natura lor şi de
modul de organizare a procesului de producţie, astfel:
- pentru o operaţie omogenă ce se execută la o verigă de producţie:
dsnsNu
NQT
i
Tijj
ij
Unde: Tij reprezintă durata execuţiei la veriga „i” a sarcinii de producţie”j”, exprimată
în zile calendaristice;
Qj – cantitatea de produse (piese) „j” programată a se executa;
NTij– norma de timp pentru executarea veriga „i” a sarcinii de producţie „j”;
Nui – numărul de utilaje ce compun veriga de producţie „i” ;
ns – numărul de schimburi pe zi;
ds – durata unui schimb de lucru.
- pentru o grupă de operaţii manuale executate de către o formaţie de lucru
m
i m
Tij
jdsnsN
NQjT
1
Unde: Nm – reprezintă numărul de muncitori ce compun formaţia de lucru
(1.1)
(1.2)
11
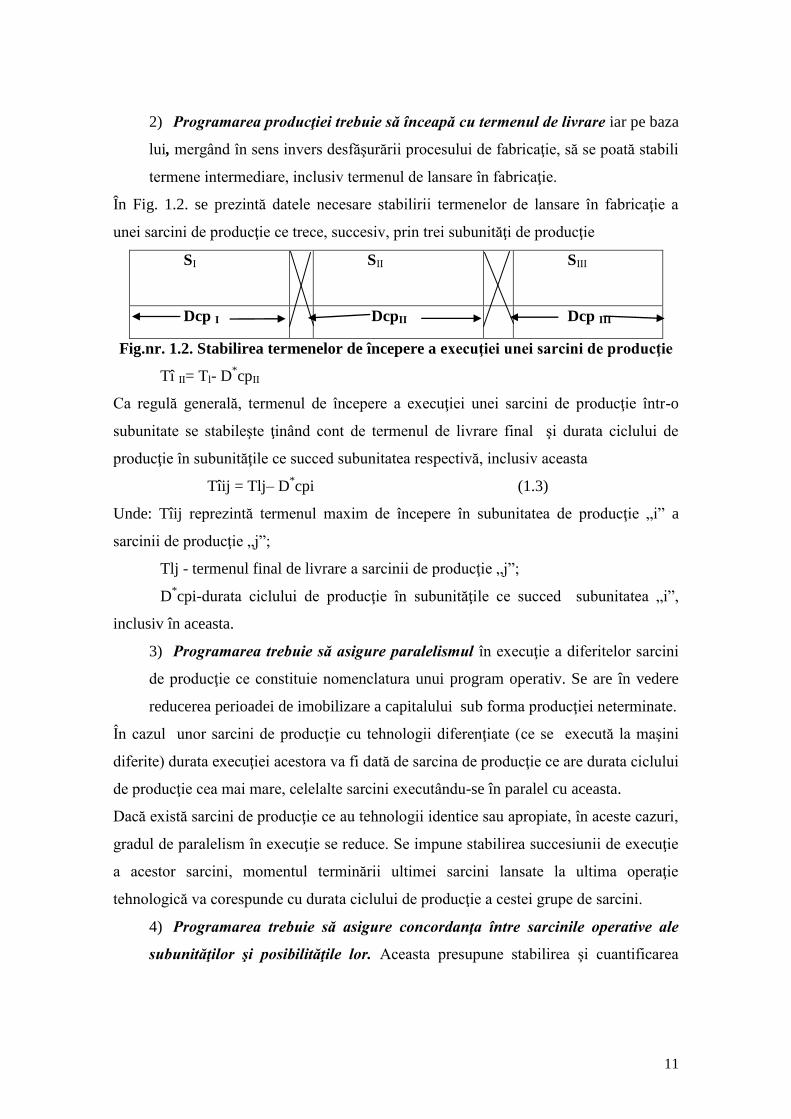
2) Programarea producţiei trebuie să înceapă cu termenul de livrare iar pe baza
lui, mergând în sens invers desfăşurării procesului de fabricaţie, să se poată stabili
termene intermediare, inclusiv termenul de lansare în fabricaţie.
În Fig. 1.2. se prezintă datele necesare stabilirii termenelor de lansare în fabricaţie a
unei sarcini de producţie ce trece, succesiv, prin trei subunităţi de producţie
SI SII
SIII
Dcp I DcpII Dcp III
Fig.nr. 1.2. Stabilirea termenelor de începere a execuţiei unei sarcini de producţie
Tî II= Tl- D*cpII
Ca regulă generală, termenul de începere a execuţiei unei sarcini de producţie într-o
subunitate se stabileşte ţinând cont de termenul de livrare final şi durata ciclului de
producţie în subunităţile ce succed subunitatea respectivă, inclusiv aceasta
Tîij = Tlj– D*cpi (1.3)
Unde: Tîij reprezintă termenul maxim de începere în subunitatea de producţie „i” a
sarcinii de producţie „j”;
Tlj - termenul final de livrare a sarcinii de producţie „j”;
D*cpi-durata ciclului de producţie în subunităţile ce succed subunitatea „i”,
inclusiv în aceasta.
3) Programarea trebuie să asigure paralelismul în execuţie a diferitelor sarcini
de producţie ce constituie nomenclatura unui program operativ. Se are în vedere
reducerea perioadei de imobilizare a capitalului sub forma producţiei neterminate.
În cazul unor sarcini de producţie cu tehnologii diferenţiate (ce se execută la maşini
diferite) durata execuţiei acestora va fi dată de sarcina de producţie ce are durata ciclului
de producţie cea mai mare, celelalte sarcini executându-se în paralel cu aceasta.
Dacă există sarcini de producţie ce au tehnologii identice sau apropiate, în aceste cazuri,
gradul de paralelism în execuţie se reduce. Se impune stabilirea succesiunii de execuţie
a acestor sarcini, momentul terminării ultimei sarcini lansate la ultima operaţie
tehnologică va corespunde cu durata ciclului de producţie a cestei grupe de sarcini.
4) Programarea trebuie să asigure concordanţa între sarcinile operative ale
subunităţilor şi posibilităţile lor. Aceasta presupune stabilirea şi cuantificarea
12
efortului sau contribuţiei fiecărei subunităţi de producţie la realizarea unei sarcini
operative. Gradul de participare la realizarea unui program operativ dat a unei
verigi de producţie se măsoară prin volumul de muncă necesar şi, pe această bază,
necesarul de forţă de muncă pentru respectarea unei durate de execuţie impusă.
Pe baza acestor informaţii se vor calcula:
Tijjij NOTtn (1.4)
8
ij
ij
ijD
TtnNm
Unde: Ttnij reprezintă timpul total necesar pentru executarea la veriga de producţie – i
– a sarcinii de producţie – j –;
Nmij – numărul de muncitori necesari;
Dij – durata execuţiei la veriga respectivă a sarcinii de producţie.
Corelarea posibilităţilor de producţie ale secţiilor, atelierelor şi grupelor de maşini pe
perioade scurte de timp cu necesităţile rezultate din programele operative s face prin
calcule de încărcare care, în final, se materializează în balanţe operative de corelare
capacitate – încărcare. Ele asigură compararea potenţialului fiecărei verigi exprimat, de
regulă, prin timpul disponibil (Tdi) cu necesarul de ore-maşină (ore-om) pentru
îndeplinirea programului operativ.
Tij
n
j
jiiiii NQdsnsNuDTtnTdTd 1 (1.6)
Prin aceste balanţe se creează cadrul informaţional necesar fundamentării măsurilor
tehnico-organizatorice necesare executării programelor operative .
5) Programarea trebuie să se conducă după criteriul optimalităţii, care
presupune ca în toate cazurile posibile să se elaboreze mai multe variante de
programe de producţie şi, pe această bază, alegerea variantei optime.
2.1.3.3. Dependenţa managementului operaţional al producţiei de condiţiile
concrete din unitatea industrială
Principalii factori care determină anumite particularităţi conducerii operative sunt:
1) Felul proceselor de producţie. Privite prin prisma influenţei pe care le au
asupra managementului operaţional al producţiei sistemele se pot grupa în funcţie de
(1.5)
13
două criterii :
a) continuitatea proceselor, după care distingem sisteme continue şi discontinue;
b) existenţa stocurilor, separând sisteme de fabricaţie pentru stoc şi pentru comandă.
Sistemele de producţie continue sunt acelea în care utilajele şi instalaţiile sunt
specializate în raport cu ordinea operaţiilor şi cu fluxul tehnologic (linii de producţie în
flux, procese chimice continue), intrările în sistem fiind tipizate. Esenţa „continuităţii”
constă în faptul că fluxul fizic de materiale în procesul de producţie este fie continuu
sau tinde către o mişcare continuă, succesiunea operaţiilor şi legăturile dintre ele sunt
determinate prin proiectarea sistemului fizic.
Sistemele de producţie discontinue sunt acelea în care utilajele execută o
varietate mare de produse lansate în loturi la diferite intervale de timp, neexistând o
organizare optimă a operaţiilor în timp şi spaţiu. Dacă la procesele de producţie
continue există o stabilitate a produselor ce se execută la procesele intermitente există o
stabilitate a operaţilor ce se fabrică la diferite verigi de producţie.
Conducerea operativă, în aceste cazuri, trebuie să precizeze programe operative de
producţie pentru fiecare verigă componentă a sistemului, precum şi termene
intermediare de execuţie .
Sistemele cu fabricaţia pe stoc se caracterizează printr-o producţie ce are rolul
de a crea stocuri care să satisfacă cererea ce poate fi diferită de la o perioadă la alta,
precum şi de a asigura un nivel constant de folosire a capacităţii de producţie.
Programul de producţie, în momentul fabricaţiei, cuprind produse la care nu se cunosc
beneficiarii, ciclul conducerii operative începând cu producătorul şi nu cu beneficiarul.
Fundamentarea lucrărilor conducerii operative a producţiei are la bază previziunea
cererii pentru viitorul apropiat iar tehnicile folosite sunt cele bazate pe teoria stocurilor.
Sistemele cu fabricaţia la comandă sunt specifice întreprinderilor cu producţie
individuală. Programele operative de producţie au la bază comenzile clienţilor
individuali ciclul conducerii operative începe odată cu momentul în care cumpărătorul
specifică produsul pe care îl doreşte. Caracteristica principală a programelor operative
de producţie este instabilitatea lor de la o perioadă la alta, accentul principal căzând pe
respectarea termenelor de livrare stabilite.
2) Tipul de producţie, este determinat de gradul de omogenitate a lucrărilor ce
se execută la fiecare loc de muncă. Cu cât gradul de încărcare a locurilor de muncă cu

14
execuţia aceleiaşi operaţii tehnologice va fi mai mare (producţia de masă), cu atât mai
mult se pot elabora programe operative şi grafice de producţie standard, analitic
fundamentate, valabile o perioadă mare timp (cazuri frecvent întâlnite în sistemele de
producţie continue).
În cazul producţiei de serie şi individuală, caracterizate printr-o nomenclatură largă a
produselor şi instabilă în timp, programarea trebuie să asigure încărcarea fiecărui loc de
muncă cu operaţii diferite ce se execută într-o ordine deosebită de la o sarcină de
producţie la alta. Elaborarea programelor operative de fabricaţie, în aceste cazuri,
impune folosirea unor parametrii specifici (lot de fabricaţie, stocuri ,etc. ), precum şi
metode şi tehnici diferite.
3) Complexitatea constructivă şi tehnologică a produselor, determină în mod
direct volumul şi dificultatea lucrărilor conducerii operative a producţiei.
Pentru unităţile industriale care execută produse complexe din puncte de vedere
constructiv programele operative cuprind o nomenclatură mare de fabricaţie, exprimate
în unităţi de măsură specifice activităţii fiecărei subunităţi. Coordonarea şi corelarea
acestor programe ridică probleme mult mai complexe, comparativ cu situaţia în care se
execută produse simple, obţinute prin prelucrarea succesivă a aceluiaşi material. În acest
ultim caz continuitatea procesului de producţie nu impune stocuri de piese, durata
montajului este relativ mică.
Volumul şi complexitatea lucrărilor conducerii operative a producţiei se accentuează în
măsură în care execuţia produselor are la bază o tehnologie tip implozie, în care caz
nomenclatura materialelor şi a operaţiilor tehnologice este mare. Complexitatea
tehnologiei de fabricaţie determină un număr mare de verigi de producţie fiind necesar,
în acest caz, efectuarea unor calcule de încărcare, de stabilire a ordinii de execuţie, de
determinare a unor termene intermediare de începere şi terminare a execuţiei.
3) Sistemul de organizare a producţiei, este în mare măsură dependent de tipul
de producţie, dar în practica întreprinderilor industriale ce au acelaşi tip de producţie se
pot găsi, în funcţie de condiţiile concrete, diferite sisteme de organizare. Pe de altă
parte, în unităţile industriale se pot întâlni (în anumite etape ale fluxului tehnologic
sisteme de organizare ce sunt proprii altor tipuri de producţie decât acela pe care îl are
întreprinderea.
În cazul organizării producţiei pe linii în flux sincronizarea operaţiilor tehnologice şi a

15
întregului proces de pe linie este asigurată prin proiectarea sistemului fizic. Graficele de
programare a liniilor în flux au o valabilitate mare în timp, accentul principal punându-
se pe controlul producţiei.
În cazul producţiei individuale, gradul de complexitate a conducerii operative este
determinată şi de faptul că o parte a pregătirii producţiei este suprapusă cu perioada de
execuţie a unor părţi componente.
2.1.3.4. Metodologia conducerii operative a producţiei: Baza informaţională şi
etapele conducerii operative a producţiei
Complexitatea lucrărilor conducerii operative a producţiei, diversitatea metodelor şi
tehnicilor folosite, necesită un volum mare de informaţii care, în majoritatea cazurilor,
se regăsesc în documentaţia tehnico-economică a pregătirii fabricaţiei (proiectării
produselor). Ele se pot grupa astfel:
a) Informaţii referitoare la produsele ce urmează să se execute;
b) Informaţii privind tehnologia de fabricaţie;
c) Informaţii privind condiţiile concrete şi sistemul de organizare a producţiei.
Lucrările ce compun conducerea operativă a producţiei necesită parcurgerea mai multor
etape după cum urmează:
În prima etapă are loc o desfăşurare în timp a sarcinilor de producţie rezultate din
contractele şi comenzile clienţilor. În acelaşi timp se au în vedere unele realizări în
avans sau nerealizări ale unor obligaţii ferme, precum şi diferenţele ce apar între cererea
prognozată şi cea efectivă, a perioadei de programare, pentru produsele cu fabricaţia pe
stoc. Rezultatul acestei etape se concretizează în elaborarea unor programe operative de
producţie pentru următoarele 2-4 luni de zile. Acestea vor constitui baza programării
operative a altor activităţi ca de exemplu: aprovizionare, auxiliare, vânzări etc.
În funcţie de tipul producţiei, de caracterul proceselor de producţie şi de termenele de
livrare a produselor, tot în această etapă, are loc şi o stabilire globală a succesiunii de
lansare în fabricaţie a produselor ce formează nomenclatura programului operativ al
primei luni de zile.
În etapa a doua obiectivele lunare ale unităţii industriale se desfăşoară pe subunităţi
(secţii de producţie) sub forma programelor operative prin care se precizează sarcinile
de producţie ale fiecărei secţii de producţie şi termenele de livrare internă.

16
În cazul întreprinderilor cu structură pe obiect această activitate constă în defalcarea
produselor din programul lunar al unităţii pe secţiile de producţie specializate pe
produse sau grupe de produse, precizându-se cantitatea şi a termenele de predare la
depozitul de produse finite.
În etapa a treia are loc o programare detaliată, în interiorul secţiilor de producţie, pe
ateliere, formaţii de lucru, grupe de maşini. Aceste lucrări vizează, în general, obiective
pe perioade mai scurte. Ele se concretizează în grafice de producţie cu termene de
livrare internă între verigile de producţie. Pentru asigurarea condiţiilor necesare trecerii
la fabricaţia propriu-zisă, în funcţie de ordinea de lansare stabilită în etapa a doua, este
necesar să se efectueze lucrările de pregătire materială şi organizatorică a producţiei.
Având asigurate condiţiile tehnice, materiale, umane şi organizatorice se trece la
fabricaţia propriu-zisă. Pe parcursul desfăşurării ei are loc activitatea de urmărire şi
control a îndeplinirii programelor operative de producţie. Informaţiile obţinute, corelate
cu cele privind cererea reală a perioadei precedente se folosesc pentru corectarea
programelor operative al perioadei următoare. În acest fel, lucrările celor trei etape ale
conducerii operative a producţiei au un caracter ciclic, informaţiile de ieşire ale etapei a
treia constituind surse de intrare pentru efectuarea lucrărilor din prima etapă.
2.1.3.5. Metode şi tehnici folosite în conducerea operativă a producţiei
A) Sistemele de organizare a proceselor continue sunt formate din linii în flux şi
procese chimice continue caracterizate printr-o succesiune liniară a operaţiilor
tehnologice şi o stabilitate a procesului de producţie. Procesul tehnologic este precis
proiectat astfel încât materia primă trece pe la punctele de lucru (prin diferite instalaţii)
într-o ordine bine precizată realizată prin proiectarea sistemului fizic. După ce s-a
stabilit nivelul producţiei, înlănţuirea şi secvenţa operaţiilor sunt deja fixate de proiectul
sistemului de producţie.
Unitatea de programare şi control a producţiei o constituie cantitatea de produse şi
semifabricate ce urmează a se executa într-un schimb sau zi:
CRoQs
6088
(1.7)
C
tirdsnsRotirdsnsQz
60)(
(1.8)

17
Unde: Qs , Qz reprezintă producţie pe schimb, respectiv zi;
Ro – randamentul orar al instalaţiei;
C – cadenţa liniei în flux;
ns – numărul de schimburi lucrătoare pe zi;
ds – durata unui schimb de lucru;
tîr – timpul de întrerupere pe zi în funcţionarea instalaţiei (liniei în flux).
Probleme principale ce trebuiesc rezolvate sunt:
- stabilirea sortimentului de produse, ţinând cont de limitarea capacităţii de producţie,
de cererea acestora şi de rentabilitatea diferită a lor;
- determinarea nivelelor diferitelor stocuri de produse (subproduse) şi semifabricate,
necesare asigurării continuităţii întregului flux de fabricaţie şi întâmpinării
variaţiilor în timp ale cererii în perioadele imediat următoare;
- stabilirea succesiunii de execuţie a diferitelor sortimente, urmărind folosirea câţ mai
deplină a capacităţii de producţie prin reducerea întreruperilor în funcţionare, când
se trece de la un sortiment la altul;
- controlul cantitativ al producţiei şi corectarea programelor operative ale perioadei
următoare.
B) Sistemele discontinue sunt acelea în care maşinile şi utilajele trebuie să fie suficient
de flexibile pentru a putea executa o mare varietate de produse în sortimente şi cantităţi
diferite, uneori unificate. În cazul lor nu există o succesiune unică a proceselor şi
operaţiilor tehnologice, amplasarea diferitelor verigi de producţie făcând, de fapt, un
compromis pentru toate produsele ce urmează a se executa. În funcţie de caracteristicile
acestor sisteme, a metodelor şi tehnicilor folosite distingem:
1) Conducerea operativă a producţiei pe bază de comandă, specifică unităţilor
industriale cu producţie de serie mică şi individuală. Programele operative au la
bază comenzile clienţilor care sunt cunoscute în momentul elaborării lor. Ciclul
conducerii operative începe în momentul în care clientul specifică produsul pe care
îl doreşte, în multe situaţii acesta este proiectat şi executat integral în funcţie de
specificaţiile beneficiarului.
Lucrările principale ale managementului operaţional al producţiei sunt:
- elaborarea programului lunar la nivelul unităţii, ţinând cont de faptul că
fiecare comandă a beneficiarilor trebuie separată şi tratată ca o entitate;

18
- întocmirea ciclogramelor fiecărei comenzi interne şi, pe această bază, a
termenelor maxime de lansare în fabricaţie în cadrul fiecărei subunităţi de producţie;
- stabilirea succesiunii execuţiei diferitelor comenzi la principalele verigi de
producţie din cadrul subunităţilor unităţii industriale;
- controlul execuţiei comenzilor beneficiarilor, cantitativ, calitativ şi din punct
de vedere al termenelor de livrare.
2) Conducerea operativă a producţiei pe bază de stoc, specifică unităţilor industriale
cu producţie de masă şi serie (mare şi mijlocie). Ciclul conducerii operative începe
cu producătorul care prin programele de producţie ce le elaborează stabileşte nivelul
stocurilor diferitelor produse care să vină în întâmpinarea cererii viitorilor
beneficiari.
În cadrul unităţilor industriale se pot întâlni următoarele tipuri de stocuri:
- Materii prime şi materiale, cuprind bunurile achiziţionate de întreprindere care
urmează să intre în procesul de fabricaţie. Ele asigură o independenţă relativă a
sectoarelor primare faţă de furnizori.
- Producţie neterminată, cuprinde toate materialele care au suferit o serie de
transformări, dar nu au ajuns într-un stadiu în care pot fi depozitate sau vândute.
- Piese şi subansamble executate, constituite din componente ale produselor finite ce au
parcurs anumite stadii al procesului de fabricaţie. Ele pot fi depozitate, fie în vederea
unor prelucrări ulterioare sau asamblării în produse finite, fie pentru vânzare ca piese de
schimb.
- Produse finite, formate din produse terminate, depozitate temporar în vederea
expedierii sau vânzării.
Orice stoc determină anumite cheltuieli (pierderi) pentru a-l menţine. Cheltuielile de
depozitare şi menţinere a diferitelor stocuri se exprimă, de regulă în procente faţă de
valoarea lor totală, ajungând până la 25% din această valoare.
Principalii factori care determină aceste cheltuieli (pierderi) de menţinere şi păstrare a
stocurilor sunt: uzura morală, dobânzile aferente, deteriorarea şi depozitarea.
Conducerea operativă a producţiei pe bază de stoc cuprinde trei subsisteme de bază:
programarea, controlul şi lansarea comenzilor.
a) Programarea comenzilor, are ca obiect stabilirea condiţiilor în care vor fi lansate
comenzile - cantităţi şi momente. Determinarea momentelor şi a cantităţilor ce urmează

19
a se lansa în fabricaţie are la bază compararea pierderilor determinate de neonorarea
unor eventuale comenzi (ratarea unor vânzări), ca urmare a inexistenţei acestor produse
în stoc, cu cheltuielile generate de menţinerea acestor stocuri.
b) Controlul comenzilor prin care condiţiile privind comenzile (stabilite prin sistemul
de programare) se compară cu stocurile efective pentru a se verifica dacă situaţia
existentă justifică lansarea unor noi loturi de fabricaţie. Dacă stocurile disponibile
acoperă necesităţile pentru perioada viitoare nu se ia nici o măsură. Dacă însă este
necesară lansarea unui nou lot de fabricaţie, prin controlul comenzilor, se face
verificarea cantităţii, dimensionată prin subsistemul de programare a comenzilor. Pentru
aceasta se impune existenţa unei evidenţe operative care să fie capabilă să furnizeze
informaţii rapide privind nivelul stocurilor existente în cadrul subunităţilor de producţie.
c) Lansarea comenzilor prin care se analizează cantitatea ce urmează a se lansa în
fabricaţie, ţinând cont de costurile generate de această activitate: cheltuieli de lansare,
costul menţinerii stocurilor, ritmul consumului intern (sau al vânzărilor) precum şi de
disponibilul de resurse în perioada respectivă. Se recomandă ca aceste cantităţi ce
urmează a se lansa în fabricaţie să fie recalculată o dată sau de două ori pe an.
2.1.3.6. Regulile de comandă folosite în conducerea operativă a producţiei pe bază
de stoc
O regulă de comandă stabileşte procedurile de fundamentare a momentelor în care
trebuie reîntregite stocurile şi în ce cantităţi, precum şi frecvenţa verificării lor, astfel
încât să se poată stabili dacă este necesar să se lanseze un nou lot de fabricaţie. De
exemplu: „Se lansează un nou lot de 1000 piese ori de câte ori cantitatea existentă în
stoc plus cea aferentă comenzilor la fiecare cantitate scoasă din magazie”.
Etapele elaborării şi utilizării regulilor de comandă sunt :
1.Determinarea celei mai convenabile metode de previziune a cererii. Fundamentarea
unor decizii privind cantităţile şi momentele lansării unui nou lot de produse impune
cunoaşterea cererii viitoare. Formele tipice, de bază, ale prognozei cererii sunt:
- prognoza independentă, folosită în cazul unor produsele sau piese noi, ce nu au
mai fost fabricate, ori când comenzile din perioadele precedente nu sunt relevante;
- prognoza necesarului viitor pe baza contractelor şi comenzilor existente, utilizată
în cazul în care acestea acoperă o bună parte din capacitatea de producţie a

20
întreprinderii pentru perioada viitoare;
- prognoza necesarului pe baza consumurilor înregistrate statistic în trecut, când
se prevede o variaţie a cererii similară celei din perioadele precedente;
- prognoza necesarului pe baza datelor statistice, ajustate potrivit tendinţelor şi
variaţiilor sezoniere ale cererii viitoare şi ale altor factori.
Scopul alegerii tipului de prognoză este acela de a echilibra avantajele materiale pe care
le oferă exactitatea sporită a previziunii şi cheltuielile pe care le pretinde elaborarea ei.
2. Determinarea intervalului de timp necesar pentru refacerea stocului. După ce s-a
stabilit modul în care se va estima necesarul în perioada viitoare, următoarea etapă
constă în a stabili cât durează refacerea stocului pentru fiecare sortiment. Această
perioadă se defineşte ca fiind intervalul dintre momentul în care apare semnalul privind
necesitatea lansării unui nou lot de fabricaţie şi momentul în care cantitatea comandată
intră efectiv în stoc şi poate fi utilizată. Acest interval se calculează ţinând seama de
următoarele elemente:
- intervalul dintre momentul în care produsele sunt scoase din magazie şi momentul în
care acest fenomen (tranzacţie) se concretizează în evidenţele privind stocurile;
- perioada dintre înregistrarea efectivă în evidenţe şi reexaminarea necesităţii de a se
lansa o nouă comandă;
- timpul necesar întocmirii documentaţiei de lansare în fabricaţie a unui nou lot;
- intervalul de timp de la lansarea în fabricaţie a unui nou lot şi până când noua
cantitate comandată intră efectiv în depozit şi produsele pot fi utilizate ( vândute).
3.Stabilirea cantităţilor ce urmează a se lansa în fabricaţie. Obiectivul fundamentării
deciziei privind cantitatea de comandat constituie minimizarea cheltuielilor totale
generate de factorii implicaţi în această activitate:
- cheltuieli de depozitare şi păstrare a stocurilor;
- cheltuieli administrative legate de lansarea comenzilor;
- cheltuieli de pregătire – încheiere a locurilor de muncă la care urmează a se executa
operaţiile tehnologice;
- riscurile privind pierderile prin uzură morală, degradare, scădere a preţurilor pe piaţă;
- cheltuieli aferente spaţiilor suplimentare de depozitare în cazurile când capacitatea
existentă este depăşită;
- economii ce se obţin prin aprovizionarea de la furnizori a unor cantităţi de materiale la
21
preţuri mai scăzute.
Decizia ce urmează a se lua trebuie să asigure echilibrul între aceşti factori
contradictorii.
4.Stabilirea criteriilor de decizie asupra momentului lansării unei noi comenzi. O
regulă de comandă trebuie să precizeze semnalul sau indicatorul de la a cărui apariţie
urmează să se lanseze un nou lot de fabricaţie, ţinând cont de mărimea intervalului de
timp pentru refacerea stocului. Un astfel de indicator poate fi exprimat în funcţie de
timp - se comandă cu două săptămâni înainte ca reperul să fie necesar – sau în cantităţi
fizice - se comandă un lot când stocul existent plus cantităţile de repere aflate în
execuţie sunt mai mici de 200 bucăţi. Când un astfel de semnal este exprimat în unităţi
fizice, se numeşte punct de comandă.
Principalele tipuri de reguli de comandă ce se pot folosi în conducerea operativă a
producţiei pe bază de stoc se pot grupa astfel:
I. Reguli în care cantităţile sunt fixe, prin care se stabileşte un nivel de comandă care
permite ca mărimea stocului să se reducă până la nivelul stocului de siguranţă, dacă în
această perioadă se înregistrează un consum mediu prognozat. Cantităţile ce se lansează
în fabricaţie sunt fixe, iar nivelul maxim al stocului este egal cu stocul de siguranţă plus
mărimea lotului de fabricaţie. Regulile cu cantitate fixă se folosesc, de obicei, pentru
reperele ce au valoare scăzută:
a) Puncte fixe de relansare a loturilor de fabricaţie
Conform acestei reguli momentul lansării se stabileşte prin punctul de comandă, adică
la atingerea acelui nivel al stocului care permite asigurarea necesarului maxim probabil
pentru intervalul de timp necesar pentru reîntregirea stocului .
Dacă stocul existent plus cantităţile de piese aflate în curs de execuţie se situează la, sau
sub punctul comenzii, se lansează în fabricaţie un nou lot de produse. Cantitatea ce se
lansează este, constantă, variind însă intervalele de timp dintre comenzi, în funcţie de
ritmul consumului.
b) Rezervarea
Conform acestei reguli cantităţile ce se lansează în fabricaţie se determină prin calcule
de fundamentare a loturilor economice. Momentul în care se lansează în fabricaţie un
nou lot se stabileşte în funcţie de necesarul pentru fiecare reper. În cazul în care
cantităţile din stoc plus cele aferente loturilor aflate în execuţie sunt în întregime
22
rezervate pentru utilizări viitoare se lansează un nou lot de fabricaţie.
Regula se foloseşte când fundamentarea consumului, a cantităţilor de rezervat se face cu
mult înaintea consumului efectiv pentru a asigura decalajul necesar refacerii stocului.
În caz contrar, lansarea noului lot de fabricaţie trebuie să se facă înainte ca soldul
nerezervat să ajungă la zero, stabilindu-se în acest sens un punct de comandă care să
semnalizeze necesitatea lansării unei noi comenzi.
c) Comanda de grup
Regula se caracterizează prin faptul că printr-o comandă se lansează în fabricaţie mai
multe repere ce fac parte dintr-o grupă. Gruparea reperelor se face în raport cu
asemănarea constructivă şi tehnologică, astfel încât lansarea lor simultană în fabricaţie
să nu creeze dificultăţi în execuţie.
Toate reperele dintr-o grupă sunt codificate astfel încât să simbolizeze grupul respectiv
de comandă. Fiecărui reper i se stabileşte un punct de comandă propriu şi o cantitate ce
urmează a se lansa în fabricaţie. În plus, se stabileşte şi o cantitate totală ce urmează a se
comanda pentru întregul grup de repere. Când stocul existent însumat cu cantităţile
lansate în fabricaţie, la oricare din reperele din grup, ajunge la, sau sub punctul de
comandă se lansează o nouă comandă. Ea va cuprinde reperul care a ajuns la punctul
său de comandă la care se va adăuga reperele din grupă în ordinea apropierii lor de
punctele proprii de comandă până când cantitatea totală a comenzii ajunge la cea
dinainte stabilită pentru întreaga grupă.
d) Controlul vizual al stocului
Regula se bazează pe controlul fizic şi vizual al stocurilor şi în mai mică măsură pe
evidenţele formale ale acestora.
Pentru fiecare reper, în magazie, există două containere (lăzi) aşezate în locuri diferite.
Unul dintre acestea este sigilat şi conţine o cantitate de piese egală cu cea
corespunzătoare punctului de relansare a comenzii. Ieşirile pentru consum se fac numai
din cel de-al doilea container. Semnalul de a lansa o nouă comandă apare când acest
container s-a golit şi trebuie să se rupă sigiliul primului, pentru a putea continua livrarea
pieselor. Când noua cantitate de piese intră în stoc se pune în cel de-al doilea container,
care se sigilează şi se continuă livrarea pieselor din primul. De regulă, în containerul
sigilat există şi documentaţia necesară lansării unui lot de fabricaţie.
II. Reguli de comandă cu perioade fixe de lansare a comenzilor prin care se

23
stabilesc intervalele de timp între două lansări, mărimea comenzilor fiind
diferită în funcţie de variaţia consumului. Cantităţile ce se lansează în
fabricaţie au în vedere necesitatea refacerii stocului maxim şi în acest fel
nivelarea variaţiei consumului.
Regulile creează cadrul informaţional necesar stabilirii unor perioade optime de lansare
în fabricaţie. În practică, acestea se stabilesc nu individual, ci pe grupe de repere
(produse).
a) Perioade fixe de revizuire
Când se foloseşte această regulă reperele sunt comandate periodic, de exemplu lunar.
Cantitatea ce se lansează în fabricaţie se stabileşte scăzând stocul existent plus
cantităţile aflate în execuţie din aşa numitul nivel de comandă orientativ sau de
referinţă. Rezultă, deci, că potrivit acestei reguli cantităţile ce se lansează în fabricaţie
sunt diferite dar intervalele de lansare a comenzilor sunt constante.
Nivelul orientativ de comandă se alege suficient de mare pentru a acoperi cererea
maximă probabilă în intervalul de timp pentru reîntregirea stocului.
b) Necesarul net
Conform acestei reguli pentru fiecare reper se determină necesarul brut, fie pe baza unor
previziuni sau în funcţie de comenzile efectiv primite pentru o anumită perioadă.
Dacă din necesarul brut se scad cantităţile existente în stoc şi cele în curs de execuţie se
obţine necesarul net. Lansarea comenzilor se face conform necesarului net, cea ce
înseamnă automat şi ajustarea previziunilor făcute pentru perioadele anterioare.
Reîntregirea stocului se face ori de câte ori apar necesare cantităţi suplimentare de
repere, de obicei la intervale fixe şi cantităţi diferite.
Lansările comenzilor pot să fie programate exact la termenul la care noilor cantităţi sunt
necesare, ceea ce permite ca nivelele medii ale stocurilor să fie foarte scăzute.
2.1.4 Sumar
În cadrul acestui modul s-a realizat o prezentare de ansamblu a conţinutului domeniului
managementului operaţional al producţiei şi a metodologiei sale. Managementul
operaţional cuprinde ansamblul deciziilor şi activităţilor care au ca scop susţinerea
planului de producţie principal, stabilirea sarcinilor de producţie la nivelul unităţii pe
perioade scurte de timp, lansarea şi controlul îndeplinirii programelor operative de
24
fabricaţie. De asemenea au fost prezentate metodele şi tehnicile folosite în
managementului operaţional al producţiei (continue şi discontinue) şi regulile de
comandă folosite în conducerea stocurilor.
2.1.5 Sarcini şi teme ce vor fi notate
În vederea eficientizării activităţii studenţilor la această disciplină, pentru facilitarea
învăţării, cursanţii vor avea de realizat următoarele sarcini individuale:
1. Discutaţi în maxim o pagină în ce constă controlul producţiei luânnd în
considerare un anumit sector de producţie.
2. Discutaţi în câteva paragrafe regula de comandă optimă ce se poate folosi în
managementul operaţional al producţiei pe bază de stoc, concretizând pe un
sector de producţie.
2.1.6. Bibliografie modul
1.Cazan, E., Managementul producţiei, Editura Universităţii de Vest, Timişoara, 2002;
2.Constantinescu, D., Managementul operaţional al producţiei, Editura Sitech, Craiova,
2003;
3. Naghi, M., Gică, O., Managementul operaţional al producţiei, Editura Risoprint,
Cluj-Napoca, 2007.
25
Modulul 2
2.2 MANAGEMENTUL OPERAŢIONAL AL PRODUCŢIEI DE MASĂ
ŞI DE SERIE MARE ORGANIZATĂ PE LINII ÎN FLUX
2.2.1. Scopul şi obiectivele modulului
Scopul acestui modul este prezentarea parametrilor managementului operaţional al
producţiei organizată pe linii în flux, rezultatele aşteptate din partea cursanţilor fiind:
1. Însuşirea modalităţilor de determinare a principalilor parametrii ai conducerii
operative a producţiei organizată pe linii în flux.
2. Însuşirea metodelor de programare a producţiei la liniile în flux monoobiect şi
multiobiect.
2.2.2. Scurtă recapitulare a conceptelor prezentate anterior
În cadrul primului modul au fost prezentate elementele definitorii (conţinut, obiective,
funcţii, principii, mod de organizare) şi metodologia managementului operaţional al
producţiei, urmând ca în acest modul să se prezinte aspecte legate de managementul
operaţional al producţiei de masă şi serie mare organizată pe linii în flux.
2.2.3. Schema logică a modulului
Fig.2.1. Schemă logică modul 2 integrată în cadrul cursului
Conceptul de
management
operaţional
Metodologia
managementului
operaţional
Managementul
operaţional al producţiei
de masă şi serie mare
organizată pe linii în
flux.
Modul 1
26
2.2.4. Conţinutul informaţional detaliat
2.2.4.1. Parametrii conducerii operative a producţiei organizată pe linii în flux
Producţia de masă se caracterizează printr-o nomenclatură de fabricaţie redusă ce se
execută în cantităţi mari, fapt ce asigură a anumită stabilitate sistemului de producţie
pentru o mare perioadă de timp .
Principalii parametrii pe baza cărora se realizează lucrările conducerii operative a
producţiei de masă sunt:
1. Programul zilnic de producţie
Nomenclatura de fabricaţie redusă care se execută pe liniile în flux într-o mare perioadă
de timp, precum şi desfăşurarea uniformă (constantă) a procesului de producţie fac
posibilă repartizarea în mod egal, în timp, a sarcinilor de producţie programate a se
executa.
Programul zilnic de producţie se stabileşte pe baza programului lunar, ajustat în funcţie
de variaţia cererii privind unele sortimente, folosind relaţia:
Zl
PlQz
; pentru liniile în flux monoobiect, (2.1)
respectiv:
Zl
echPlQz
)(
pentru liniile în flux multiobiect,
Unde: Qz reprezintă producţia zilnică ce urmează a se executa;
Pl - programul lunar de producţie;
Pl (ech) - idem, exprimat în unităţi de producţie echivalente;
Zl - zile lucrătoare în luna de programare.
2. Cadenţa liniei în flux, reprezintă intervalul de timp cuprins între executarea
a două produse succesive de acelaşi tip.
În cazul liniilor automate şi a liniilor în flux mono sau multiobiect cu ritm reglementat
cadenţa este stabilită prin proiectarea sistemului fizic, instalaţia sau mijloacele de
transport cu ajutorul cărora se efectuează deplasarea obiectelor muncii de la un loc de
muncă la altul îndeplinind şi funcţia de regulator al producţiei, în concordanţă cu acest
parametru.
Pentru liniile în flux cu ritm liber sau la cele la care viteza mijloacelor de transport se

27
poate modifica de la un sortiment la altul, în funcţie de programul zilnic de producţie,
cadenţa liniei se va stabili astfel:
zQ
KirdsnsC
601
, (2.2)
Unde: C reprezintă cadenţa liniei în flux;
ns - numărul de schimburi pe zi;
ds - durata unui schimb;
Kîr - coeficientul întreruperilor pentru reglarea liniei.
Pe baza cadenţei, la liniile în flux cu ritm liber, se va calcula numărul locurilor de
muncă necesare executării fiecărei operaţii tehnologice:
C
NNl Ti
i , (2.3)
Unde: Nli reprezintă numărul locurilor de muncă necesare executării operaţiei – i –;
NTi - norma de timp pentru executarea acestei operaţii
3. Numărul de ore de funcţionare, pe zi, a liniei în flux
În cazul liniilor cu ritm liber numărul de ore de funcţionare (pe zi) este impus de
regimul de lucru al subunităţii de producţie şi serveşte la calculul cadenţei.
Se impune calcularea în prima etapă a timpului de funcţionare a liniei în flux (Tf),
urmând ca eşalonarea funcţionării ei, pe perioada unei zile de lucru, să se facă prin
graficele de programare, ţinând cont de condiţiile concrete existente în unitatea
industrială.
60
COTf z
4. Stocurile de producţie neterminată. Pentru asigurarea desfăşurării
continue a procesului de producţie organizat pe linii în flux este necesar asigurarea
tuturor stadiilor fabricaţiei cu stocuri de producţie neterminată. În funcţie de locul unde
se formează şi rolul lor, acestea pot fi:
a) stocuri de producţie neterminată ale liniei, formate din obiectele muncii care
nu au parcurs în întregime în fluxul tehnologic, găsindu-se în prelucrare, aşteptare,
control sau transport interoperaţional.
În funcţie de rolul lor, acestea pot fi :
- stoc tehnologic, se creează la nivelul locurilor de muncă şi are rolul de a
(2.4)

28
asigura continuitatea funcţionării liniei în ansamblul ei, fiind format din
obiectele muncii aflate în lucru sau în aşteptare.
La liniile automate, datorită asigurării prelucrării şi transportului în mod automat, nu
este necesară constituirea acestui stoc.
Stocul tehnologic, în funcţie de forma de mişcare a obiectelor muncii de la o
operaţie la alta ( bucată cu bucată sau în pachete), se va calcula astfel:
m
i
iNlSt1 , (2.5)
respectiv:
m
i
iNlpaSt1 ,
Unde: St reprezintă stocul tehnologic la liniei;
pa – mărimea pachetului de piese.
În cazul liniilor în flux discontinuu se execută operaţii tehnologice ce nu au durate egale
sau multiple cu cadenţa liniei. Cadenţele de lucru nefiind egale între ele fac ca între
productivităţile orare ale muncitorilor ce execută operaţii învecinate să existe diferenţe
semnificative în decursul unei perioade de timp comună. Asigurarea continuităţii
execuţiei la fiecare operaţie tehnologică impune crearea la nivelul locurilor de muncă a
unor stocuri de producţie neterminată care variază de la un nivel minim (maxim la unul
maxim (minim). Acestea sunt constituite din piesele ce aşteaptă să fie prelucrate la
operaţia imediat următoare, stocul tehnologic la sfârşitul unui interval de timp comun –
T – , care trebuie să existe între locurile de muncă la care se execută două operaţii
învecinate se poate calcula cu ajutorul relaţiei:
1
1)(
Ti
i
Ti
ii
N
TNm
N
TNmTSt
, (2.6)
Unde: Sti(T) reprezintă stocul tehnologic la operaţia – i – la sfârşitul intervalului de timp
comun – T–
Nmi, Nmi+1 – numărul de muncitori la locurile de muncă la care se execută
operaţia tehnologică – i – , respectiv – i+1 –, în intervalul de timp caracteristic;
T – durata intervalului de timp caracteristic a celor două operaţii învecinate.
În funcţie de raportul ce se stabileşte între productivităţile muncitorilor ce execută două

29
operaţii învecinate într-un interval de timp caracteristic – T–, se pot întâlni cazurile:
Sti(T) > 0, când între cele două operaţii se acumulează treptat un stoc de producţie
neterminată care atinge o valoare maximă la sfârşitul intervalului de timp comun, după
care acest stoc se consumă până la nivelul minim, egal cu zero;
Sti(T) = 0, în care caz nu se acumulează producţia neterminată;
Sti(T) < 0, când locurile de muncă ce execută operaţia tehnologică – i – nu asigură
cantitatea de obiecte ale muncii necesară a se prelucra la operaţia – i+1, în perioada de
timp comună. Se impune astfel crearea unui stoc de producţie neterminată la operaţia – i
– care să existe la începutul intervalului de timp comun (caracteristic).
- stocuri de transport, este constituit din obiectele muncii ce se află în
transfer de la o operaţie la alta. Se creează în cadrul liniilor în flux care au în structura
lor mijloace de transport cu mişcare continuă:
1
1
m
i
iNlStr
, (2.7)
respectiv:
1
1
m
i
iNlpaStr
,
Unde: Str reprezintă stocul de transport al liniei;
Nli – numărul locurilor de muncă la care se execută operaţia tehnologică – i –;
Dacă instalaţia de transport are o mişcare pulsatorie stocul de transport nu mai este
necesar, durata transportului interoperaţional fiind neglijabilă. La liniile în flux
discontinuu rolul stocului de transport este îndeplinit de stocul tehnologic.
- stocul de siguranţă este destinat să asigure continuitatea funcţionării
liniei (a locurilor de muncă, ce execută operaţiile următoare) în situaţia
apariţiei unor întreruperi în funcţionarea unor locuri de muncă sau a
nerespectării cadenţei liniei de către unii muncitori. El se constituie la
nivelul fiecărei operaţii tehnologice, mărimea lui se stabileşte în funcţie
de durata medie a întreruperilor în funcţionarea locurilor de muncă,
perioade stabilite pe baza datelor statistice din perioadele anterioare:
1
1
m
i
i
C
TiSs
; (2.8)

30
Unde: Ss reprezintă stocul de siguranţă al liniei;
Tîi – timpul mediu de întrerupere în funcţionarea locurilor de muncă ce execută
operaţia – i –;
b) stocuri de producţie neterminată între linii sunt constituite din obiectele
muncii ce au parcurs o fază a fluxului tehnologic şi sunt în aşteptarea fazei
următoare, în magazia intermediară dintre sectorul furnizor şi linia în flux,
respectiv între linia în flux şi sectorul următor, beneficiar. Ele pot fi :
- stocul circulant, se creează ca urmare a diferenţei de productivitate a
verigilor de producţie la care se execută faze învecinate ale procesului de
producţie, când una dintre ele, datorită productivităţii mai reduse,
lucrează o perioadă mai mare de timp în cadrul unei zile de lucru.
Având în vedere că programele operative ale sectoarelor învecinate, furnizoare şi
beneficiare, sunt corelate cantitativ, mărimea acestui stoc se poate calcula cu ajutorul
relaţiei:
Tb
TfQzSc 1
; (2.9)
Unde: Sc reprezintă stocul circulant, între linii;
Tf, Tb – timpul de funcţionare a sectorului furnizor, respectiv beneficiar.
Dacă Sc > 0, rezultă că productivitatea sectorului de producţie furnizor este mai mare
(deci lucrează un numă de ore/zi mai mic) şi se va acumula treptat un stoc de producţie
neterminată care va avea mărimea maximă la sfârşitul perioadei Tf.
În cazul în care Sc < 0, raportul este invers, pentru a asigura continuitatea funcţionării
sectorului beneficiar este necesar ca la începutul zilei de lucru să existe un stoc de
semifabricate care va ajunge la nivelul minim, egal cu zero, la sfârşitul perioadei Tb.
Dacă Sc = 0, productivitatea, respectiv timpul de funcţionare a celor două sectoare de
producţie învecinate sunt egale şi, deci nu se impune crearea acestui stoc.
- stocul de transport între linii are rolul de a asigura satisfacerea
nevoilor de consum ale sectorului beneficiar pe perioada de timp dintre două
aprovizionări consecutive. Se constituie în situaţia în care stocul circulant este egal cu
zero sau când intervalul de timp dintre două aprovizionăriale sectorului beneficiar este
mare, acest stoc nesatisfăcând cerinţele acestei subunităţi de producţie.
31
WbTa
Cb
TaST
(2.10)
Unde: ST reprezintă stocul de transport între linii;
Ta – intervalul de timp între două aprovizionări interne;
Cb – cadenţa liniei în flux beneficiare;
Wb – productivitatea (consumul) orară a sectorului beneficiar.
- stocul de siguranţă are menirea de a asigura continuitatea funcţionării
sectorului beneficiar pe perioada în care apar întreruperi în funcţionarea sectorului
furnizor.
WbTifCb
TifSS
, (2.11)
Unde: SS reprezintă stocul de siguranţă între linii;
Tîf – timpul de întrerupere în funcţionarea sectorului beneficiar.
Acest stoc se creează pentru cazurile în care pot apărea întreruperi al nivelul întregii
linii în funcţionarea ultimului loc de muncă al sectorului furnizor.
2.2.4.2. Programarea producţiei la liniile în flux monoobiect
Graficul de programare a producţiei la liniile în flux continuu monoobiect
Linia în flux continuu se caracterizează prin sincronizarea întregului proces de producţie
tehnologic, a tuturor operaţiilor tehnologice ce se execută pe această instalaţie. Acest
lucru este realizat prin proiectarea tehnologică, prin divizarea procesului de fabricaţie în
operaţii egale sau multiple, ca durată, faţă de cadenţa liniei în flux. Graficul ce se
întocmeşte pentru aceste linii în flux este „Graficul alternant” al circulaţiei pieselor care
are în vedere necesitatea respectării riguroase a principiilor proporţionalităţii, care stau
la baza pe aceste linii în flux.
Graficul alternant împreună cu parametrii conducerii operative vor servi, atât pentru
programarea producţiei cât şi pentru controlul îndeplinirii programului operativ.
Graficul de programare a producţiei la liniile în flux discontinuu monoobiect
Aceste sisteme se caracterizează prin faptul că procesul tehnologic nu s-a putut
descompune în operaţii egale sau multiple ca durată, faţă de cadenţa liniei. În acest fel
procesul fiind nesincronizat, fie la toate operaţiile tehnologi sau la o parte din acestea.
Rezultă, deci, că la aceste linii în flux nu se poate asigura continuitatea funcţionării
32
tuturor locurilor de muncă, existând întreruperi al acele operaţii unde cadenţa de lucru
este mai mică decât cadenţa liniei.
Parametrii şi graficul de programare sunt aceiaşi ca şi la linia în flux continuu
monoobiect cu precizarea că la operaţiile nesincronizate între executarea a două piese
succesive vor exista întreruperi în funcţionarea locurilor de muncă. Acestea se pot
calcula cu ajutorul relaţiei:
iii NuClCdi
, (2.12)
Unde: dîi reprezintă durata întreruperii în funcţionarea locurilor de muncă la care se
execută operaţia – i –, între executarea a două piese succesive;
C – cadenţa liniei în flux;
Cli – cadenţa de lucru la operaţia – i –;
Nui – numărul locurilor de muncă la această operaţie.
În scopul eliminării întreruperilor în funcţionarea locurilor de muncă şi folosirii cât mai
depline a timpului de lucru al muncitorilor ce lucrează la aceste linii, în toate cazurile
posibile, prin graficele ce se întocmesc, acestor muncitori li se vor repartiza sarcini de
producţie în plus faţă de cele ce revin locului de muncă ce-l servesc.
Cumularea mai multor sarcini de producţie de către un muncitor este posibilă în măsura
în care:
- la nivelul liniei în flux există două sau mai multe operaţii tehnologice omogene ce
pot fi executate de acelaşi muncitor, necesitând aceeaşi pregătire profesională;
- execuţia operaţiilor omogene să asigure folosirea cât mai deplină a timpului de
lucru al fiecărui muncitor;
- existenţa unor spaţii de depozitare la nivelul locurilor de muncă ori caracteristicile
pieselor să facă posibil acest fapt .
În cazul muncitorilor ce execută mai multe operaţii omogene din linia în flux se impune
eşalonarea timpului de lucru pe durata unui schimb, având în vedere gradul de încărcare
a acestora. Instrumentul cu care se realizează această eşalonare este „Graficul standard”,
care constituie şi instrumentul de programare a liniei în flux discontinuu .
Pentru liniile în flux discontinuu monoobiect stocurile ciclice preiau toate funcţiile
stocurilor de producţie neterminată ale liniei în flux continuu (tehnologic, de transport,
de siguranţă).

33
Graficul standard este un instrument de programare a producţiei liniei în flux
discontinuu, conţinând diagrama funcţionării fiecărui loc de muncă la fiecare operaţie.
În acelaşi timp, el serveşte şi la urmărirea şi controlul producţiei, prin diagrama
stocurilor ciclice. Datorită repetabilităţii lui are un caracter de standard, el se poate
elabora în mai multe variante în funcţie de periodicitatea repetării lui.
2.2.5. Bibliografie modul
1.Cazan, E., Managementul producţiei, Editura Universităţii de Vest, Timişoara, 2002
2.Constantinescu, D., Managementul operaţional al producţiei, Editura Sitech, Craiova,
2003
3.Dilwarth, J., Operaţions Management, Mc Graw Hill Inc., USA 1992
4. Naghi, M., Gică, O., Managementul operaţional al producţiei, Editura Risoprint,
Cluj-Napoca, 2007.

34
Modulul 3
2.3. MANAGEMENTUL OPERAŢIONAL AL PRODUCŢIEI
DE SERIE ŞI INDIVIDUALĂ
2.3.1. Scopul şi obiectivele modulului
Scopul acestui modul este prezentarea principalelor elemente ce caracterizează
managementul operaţional al producţiei de serie cu fabricaţia organizatǎ pe bazǎ de
loturi, precum şi managementul operaţional al producţiei cu fabricaţia organizată pe
comenzi, obiectivele fiind:
1. Însuşirea conceptelor legate de conducerea operativă a producţiei de serie organizată
pe bază de loturi.
2. Cunoaşterea parametrilor conducerii operative a producţiei individuale cu fabricaţia
organizată pe bază de comenzi.
3. Însuşirea metodelor de elaborarea şi fundamentare a graficelor lunare de producţie.
2.3.2. Scurtă recapitulare a conceptelor prezentate anterior
În cadrul primului modul au fost prezentate elementele definitorii şi metodologia
managementului operaţional al producţiei, în modulul doi au fost prezentate aspecte
legate de managementul operaţional al producţiei de masă şi serie mare organizată pe
linii în flux, urmând ca în acest modul să fie prezentat managementul operaţional al
altor două tipuri de producţie: producţia de serie şi individuală.
2.3.3. Schema logică a modulului
Fig. 3.1. Schemă logică modul 3
Conceptul de
management
operaţional
Managementul
operaţional al
producţiei de masă şi
serie mare organizată
pe linii în flux.
Metodologia
managementului
operaţional
Managementul
operaţional al
producţiei de serie
şi individuală
Modul 1 şi 2
35
2.3.4. Conţinutul informaţional detaliat
2.3.4.1. Parametrii conducerii operative a producţiei de serie
Producţia de serie prezintă multe trăsături specifice, cum sunt: nomenclatura de
fabricaţie relativ redusă, repetarea executării aceleiaşi producţii în decursul unei
perioade de timp (an de zile), gradul relativ stabil al condiţiilor tehnice, materiale şi
organizatorice de fabricaţie etc. Aceste caracteristici de bază determină anumite forma
concrete de realizare a sistemelor de producţie: organizarea pe baza tehnologiei de grup,
organizarea celulară, după specializarea tehnologică etc.
Principalii parametrii ce caracterizează desfăşurarea în timp şi spaţiu a procesului de
producţie sunt: ciclul de producţie, lotul de fabricaţie, perioada de repetare a lansării
în fabricaţie a loturilor, stocurile de producţie neterminată.
1. Ciclul de producţie
Definirea şi structura ciclului de producţie
Succesiunea operaţiilor tehnologice, a activităţilor ce compun procesul de producţie,
necesare transformării obiectelor muncii în produse finite reprezintă ciclul de producţie.
Perioada de timp în decursul căreia materia primă, trecând prin toate operaţiile şi
activităţile ce compun procesul de producţie, se transformă în produse finite, formează
durata ciclului de producţie.
Durata ciclului de producţie constituie un parametru principal al conducerii operative a
producţiei, folosit la efectuarea unor lucrări specifice, astfel:
- stabilirea termenului maxim de începere a procesului de producţie când se cunoaşte
termenul de livrare a produselor;
- fundamentarea programelor ale secţiilor şi graficelor operative ale verigilor structurale
cu capacitatea de producţie;
- calculul imobilizărilor de capital aflat sub forma diferitelor categorii de stocuri de
producţie.
Durata ciclului de producţie este influenţată în mod direct de următorii factori:
mărimea consumului de muncă necesar efectuării operaţiilor tehnologice şi
activităţilor ce compun procesul de producţie;
cantitatea de produse ce formează unitatea de evidenţă a conducerii operative a

36
producţiei;
succesiunea de lansare în fabricaţie a sarcinilor de producţie ce compun
nomenclatura un program operativ dat;
nivelul organizării producţiei şi a muncii.
Componenta ciclului de producţie şi ponderea fiecărui element structural în durata totală
reprezintă structura ciclului de producţie.
Structura ciclului de producţie are la bază componentele normei de timp de muncă
pentru efectuarea operaţiilor tehnologice:
NT = Tpî +tb+ta+Tdl+Tîr, unde
NT – reprezintă norma de timp de muncă;
Tpî – timp de pregătire - încheiere;
tb – timp de bază
ta – timp auxiliar;
Tdl – timp de deservire a locului de muncă;
Tîr – timp de întreruperi reglementate.
Timpul în care obiectele muncii se află în procesul de producţie este format din două
părţi principale:
a) timpul în care au loc transformări ale obiectelor muncii;
b) perioada de întreruperi ale procesului de producţie.
a) Procesul de transformare a obiectelor muncii cuprinde activităţi ce au ca rezultat
modificări calitative, fizice sau chimice ale materiilor prime cu ajutorul unor maşini,
utilaje şi a forţei de muncă sau sub influenţa unor factori de mediu.
b) Întreruperile procesului de producţie cuprind activităţi în decursul cărora deşi
obiectele muncii se află în procesul de producţie, nu au loc modificări ale
proprietăţilor fizice sau chimice. Aceste întreruperi pot avea loc în cadrul perioadei
de regim sau în afara regimului de lucru.

37
CICLUL DE PRODUCŢIE
Pre
găt
irea
oper
aţii
lor
teh
nolo
gic
e
Transformarea obiectelor
muncii
Pro
cese
nat
ura
le
Tehnico-organizatorice
Op
eraţ
ii t
ehnolo
gic
e
pro
pri
u-z
ise
În timpul de neregim
Pentru pregătirea
procesului de producţie
În timpul de regim
Op
earţ
ii a
uxil
iare
Reg
lem
enta
te
De
lot
De
aşte
pta
re
De
com
ple
tare
Întreruperi ale procesului de producţie
Sch
imb
uri
nel
ucr
ătoar
e
Zil
e n
elu
crăt
oar
e
C I C L U L O P E R A T I V
38
b2) întreruperi în timpul de neregim, depind de durata zilei de lucru a subunităţilor de
producţie şi se compun din:
- schimburi nelucrătoare, în cazul în care întreprinderile sau subunităţile de
producţie lucrează în mai puţin de trei schimburi pe zi;
- zile nelucrătoare (zile libere, zile reparaţii).
Având în vedere că la calculul duratei ciclului de producţie se folosesc normele de timp
pentru executarea operaţiilor ce compun procesul de fabricaţie, operaţiile tehnologice
propriu - zise, activităţile de pregătire a acestora la nivelul locurilor de muncă,
întreruperile reglementate şi cele de lot formează ciclul operativ.
Durata ciclului de producţie este dată de suma duratelor componentelor, ţinând cont şi
de gradul de paralelism ce poate apărea în executarea acestora. În cadrul unei subunităţi
de producţie (secţie, atelier) durata ciclului de producţie va fi formată din: durata
ciclului operativ, a proceselor naturale şi durata întreruperilor de aşteptare la locurile de
muncă. Întreruperile de completare ca şi activităţile de transport între secţiile de
producţie se iau în calcul numai atunci când se determină durata ciclului de producţie la
nivelul întreprinderii.
Calculul duratei ciclului operativ
Timpul necesar executării unei operaţii tehnologice pentru o cantitate de piese (lot de
fabricaţie, set de piese), care formează unitatea de evidenţă a conducerii operative a
producţiei, se poate determina cu ajutorul relaţiei:
Ti
i
i NNu
nT
, (3.1)
Unde: Ti reprezintă timpul necesar execuţiei unei operaţii tehnologice – i –, exprimată
în ore calendaristice;
n – cantitatea de produse ce formează unitatea de evidenţă a conducerii
operative a producţiei;
NTi – norma de timp pentru executarea operaţiei tehnologice – i –;
Nui – numărul locurilor de muncă la care se execută operaţia – i –.
Dacă piesele circulă de la un loc de muncă la altul în pachete (cutii de transport,
container, palete etc.), timpul necesar executării unui pachet este dependent de sistemele
de organizare şi salarizare a muncii.

39
În cazul în care salarizarea muncitorilor ce execută operaţiile tehnologice este în acord
colectiv, vom avea:
Ti
i
i NNu
paTpa
; (3.2)
Unde: Tpai reprezintă durata execuţiei unui pachet de piese la operaţia – i –.;
pa – mărimea unui pachet de piese.
Numărul de pachete ce urmează a se executa la fiecare operaţie tehnologică (np) este
acelaşi şi se determină prin raportarea lotului de fabricaţie (setului de piese) la mărimea
unui pachet de produse. În practică cele două trebuie să fie un număr întreg. Durata
execuţiei unei operaţii tehnologice a întregii cantităţi programate, în acest caz va fi:
Ti
i
Ti
i
Ti
i
i NNu
nN
Nu
pa
pa
nN
Nu
panpT
(3.3.)
În cazul în care salarizarea muncitorilor se face în acord individual, vom avea:
Tii NpaTpa (3.4)
Durata execuţiei unei operaţii tehnologice este:
Ti= npi* pa*NTi (3.5)
Determinarea duratei ciclului operativ în cazul folosirii metodei succesive
Metoda succesivă se caracterizează prin faptul că fiecare operaţie de prelucrare începe
numai după ce întreaga cantitate (lot, set) s-a executat la operaţia tehnologică
precedentă, fiind specifică producţiei de serie mică şi individuală, când mărimea lotului
economic (setului ) este relativ mică.
Durata ciclului operativ în cazul folosirii metodei succesive corespunde cu momentul
terminării ultimei operaţii (Mtm), care se obţine prin însumarea duratelor execuţiei
tuturor operaţiilor tehnologice. Ţinând cont şi de relaţia (3.1), determinarea duratei
ciclului operativ se poate face astfel:
m
i
Ti
i
m
i
im NNu
nTMtD
11
cos
, (3.6)
Unde: Mti= Mti-1+Ti
Comparativ cu alte forme de mişcare a pieselor între locurile de muncă, metoda
40
succesivă, în ansamblul ei, prezintă o serie de avantaje, astfel:
- reducerea numărului de transporturi între locurile de muncă. Această activitate se
poate organiza astfel încât să se efectueze un singur transport interoperaţional;
- se asigură continuitatea funcţionării locurilor de muncă, pe perioada executării
sarcinii programate;
- simplifică activitatea de lansare şi control a îndeplinirii programelor operative de
producţie, fiind necesar, în acest caz, stabilirea unui singur termen de livrare internă
între verigile de producţie.
- întăreşte simţul de răspundere pentru cantitatea şi calitatea producţiei, la fiecare
verigă de producţie (echipă, formaţie de lucru sau persoană individuală).
Dezavantajul principal al acestei metode este determinat de duratele mari ale aşteptării
pieselor la locurile de muncă. Aceste aşteptări, proporţionale cu mărimea sarcinii de
producţie se datorează faptului că fiecare piesă aşteaptă până când toată cantitatea a fost
executată la operaţia respectivă. În acest fel, durata ciclului operativ este mare şi,
implicit, şi perioada de imobilizare a capitalului aflat sub forma producţiei neterminate.
Determinarea duratei ciclului operativ în cazul folosirii metodei paralele
Metoda paralelă este specifică formelor de organizare a producţiei în flux (mono sau
multiobiect), prelucrarea pieselor la fiecare operaţie făcându-se imediat ce piesa a
parcurs operaţia anterioară. În acest fel, are loc o desfăşurare în paralel, concomitentă, a
operaţiilor tehnologice. Acest fapt este posibil fiindcă, de regulă, liniile în flux au în
structura lor o instalaţie mecanizată de transport (cu mişcare continuă sau intermitentă)
a pieselor între locurile de muncă.
Funcţionarea continuă a locurilor de muncă presupune descompunerea procesului
tehnologic care se execută pe linia în flux în operaţii egale sau multiple faţă de cadenţa
linei (C). Această condiţie este asigurată dacă:
(3.7.)
Raportul i
i
Ti ClNu
N
reprezintă, de fapt, cadenţa de lucru la această operaţie tehnologică,
CNu
N
Nu
N
Nu
N
Nu
N
m
Tm
i
TiTT ...........................2
2
1
1

41
funcţionarea liniei în flux presupunând respectarea condiţiei:
)max( ii ClCCCl
(3.8)
La o operaţie tehnologică – i – durata întreruperii în funcţionarea locurilor de muncă
(dîi), între executarea a două piese succesive, va fi :
dîi= ii NuClC
(3.9)
Pentru o cantitate de piese – n –( lot de fabricaţie, set) durata ciclului operativ va fi:
(3.10)
Principalele avantaje ale transmiterii paralele sunt:
- se asigură continuitatea prelucrării fiecărui obiect al muncii. Execuţia fiecărei
operaţii se face fără a exista aşteptări ale pieselor la locurile de muncă;
- execuţia paralelă a pieselor la diferitele operaţii duce la scurtarea duratei ciclului
operativ şi, implicit a duratei cilului de producţie, asigurându-se, astfel, reducerea
perioadei de imobilizare a mijloacelor circulante aflate sub forma producţiei
neterminate;
- contribuie la simplificarea lucrărilor conducerii operative a producţiei. Continuitatea
prelucrării obiectelor muncii – asigurată prin lansarea în execuţie - nu mai impune
stabilirea unor termene de livrare internă, între verigile de producţie, accentul
principal căzând pe activitatea de control, ce are ca obiectiv principal respectarea
cadenţei de execuţie.
Principalele dezavantaje ale metodei sunt:
- sferă limitată de aplicare, fiind pretabilă sistemelor de organizare a producţiei pe
linii în flux;
- necesită un număr mare de transporturi între locurile de muncă, impunând existenţa
unei instalaţii mecanizate de transport interoperaţional;
- existenţa unor întreruperi în funcţionarea locurilor de muncă, în cazul unui
proceselor tehnologice nesincronizate;
- nerespectarea cadenţei la o operaţie tehnologică atrage după sine dereglarea
întregului proces tehnologic ce se execută pe linia în flux.
Ţinând cont de forma de organizare a salarizării (acord colectiv, când se poate considera
că numărul locurilor de muncă la fiecare operaţie este egal cu unu), relaţia (3.9) devine:
max
11
11 tnNCnNDcopm
i
Ti
m
i
Ti

42
dîpai=pa*(C-Cli)=pa(tmax–ti) (3.11)
Durata ciclului operativ, în această variantă a metodei paralele, se poate calcula cu
ajutorul relaţiei:
Dcop.pa=
patpa
ntpa
m
i
i
max11 (3.12)
Determinarea duratei ciclului operativ în cazul folosirii metodei mixte
Metoda mixtă îmbină avantajele metodelor succesivă şi paralelă şi, elimină, parţial,
dezavantajele lor. Conform acestei metode, piesele trec în procesul prelucrării de la o
operaţie la alta, în cantităţi diferite, neegale, denumite loturi de transport a căror
mărime este determinată de duratele operaţiilor tehnologice învecinate.
Acest mod de mişcare a pieselor se caracterizează prin următoarele:
- lotul (setul de piese) trece de la o operaţie la alta în cantităţi neegale;
- asupra pieselor din lot se execută în acelaşi timp operaţii tehnologice diferite;
- momentul începerii prelucrării pieselor la o operaţie tehnologică trebuie astfel
determinat încât să se asigure continuitatea funcţionării locurilor de muncă care
execută operaţia următoare.
Numărul de piese ce formează lotul de transport interoperaţional este determinat de
raportul ce există între duratele de execuţie a operaţiilor învecinate. În mod concret, în
practică, se pot întâlni cazurile:
- timpul necesar executării unei operaţii calculat cu ajutorul relaţiei (3.1), este egal
cu cel al operaţiei următoare (Ti-1= Ti);
- durata executării unei operaţii tehnologice este mai mică decât a operaţiei
următoare(Ti-1<Ti);
- timpul necesar executării unei operaţii este mai mare decât al operaţiei
următoare (Ti-1>Ti).
În funcţie de aceste situaţii, mărimea lotului de transport va fi:
a) dacă timpul de execuţie a unei operaţii este mai mic decât cel al operaţiei
următoare începerea prelucrării la această operaţie se poate face imediat ce prima piesă
s-a executat la operaţia precedentă. Pentru facilitatea elaborării graficelor operative de
programare a producţiei şi stabilirii termenelor de livrarea internă, se poate aproxima

43
că cele două operaţii tehnologice au acelaşi moment de începere a prelucrării;
b) dacă durata execuţiei la operaţia următoare este mai mică decât a operaţiei
precedente, cantitatea de piese ce trebuie prelucrată la această operaţie, în devans faţă de
momentul începerii prelucrării la operaţia următoare (lotul de transport – nti-1/i), va fi:
ti
TT
Nu
N
Nu
Nn
Nu
Nn
nt ii
i
Ti
i
Ti
i
Ti
ii
1
1
1
1
1
1
1
(3.13)
În această situaţie se poate aproxima că cele două operaţii au acelaşi moment de
terminare a execuţiei pieselor.
O relaţie de calcul mai exactă, pentru calculul duratei ciclului operativ, este:
m
i
i
m
i
i
m
i
i tstlntmDco111
1.
, (3.14)
Unde: Dco.m reprezintă durata ciclului operativ în cazul folosirii metodei mixte;
ti – timpul mediu de execuţie a unei piese la operaţia – i –;
tl – timpul mediu de execuţie a unei operaţii „lungi” (cuprinsă între două
operaţii ce au timpi mai mici);
ts – timpul mediu de execuţie a unei operaţii „scurte” (cuprinsă între două
operaţii ce au timpi mai mari).
Principalele avantaje ale metodei mixte sunt:
- se asigură continuitatea funcţionării locurilor de muncă pe perioada executării
cantităţii de piese programate;
- execuţia paralelă a operaţiilor tehnologice are ca rezultat reducerea duratei
ciclului operativ;
- se simplifică activitatea de lansare în fabricaţie fiind necesar stabilirea unui
singur tremen de începere (terminare) a operaţiilor tehnologice.
Dezavantajele metodei constau în:
- existenţa unor aşteptări ale pieselor la locurile de muncă;
- necesită un număr mare de transporturi între operaţii, în cantităţi neegale, fapt ce
determină o folosire incompletă a capacităţii mijloacelor folosite pentru transportul
interoperaţional.
În scopul eliminării acestui ultim neajuns se poate folosi o variantă a acestei metode, în

44
care circulaţia pieselor între locurile de muncă se face în pachete.
Dacă o operaţie tehnologică are o durată de execuţie egală sau mai mică decât a
operaţiei următoare (Ti ≤ Ti-1), începerea prelucrării la această operaţie se face numai
după ce la operaţia precedentă s-a executat un pachet de piese, aesta fiind şi unitatea de
transport interoperaţional.
În cazul în care Ti > Ti-1,momentul terminării operaţiei tehnologice – i – va fi mai mare
decât cel al operaţiei precedente cu rata necesară executării unui pachet de piese (Tpai).
Deşi metoda mixtă, în general, determină o durată mai mare a ciclului operativ decât în
cazul folosirii metodei paralele (dar mai mică faţă de metoda succesivă) ea se poate
folosi cu bune rezultate în producţie de serie, asigurând continuitatea funcţionării
locurilor de muncă pe perioada executării sarcinii de producţie programate.
Calculul duratei celorlalte componente ale ciclului de producţie
Având la bază structura ciclului de producţie şi conţinutul elementelor componente,
pentru calculul duratei totale se impune determinarea duratelor acestora.
Procesele naturale, cuprind transformări ale obiectelor muncii ce au loc frără
intervenţia directă a omului (răcirea pieselor turnate, uscarea, fermentaţia etc.).
Operaţiile auxiliare includ activităţile de control tehnic de calitate şi transport intern.
În cazul controlului de calitate interoperaţional bucată cu bucată acesta se poate asimila
cu o operaţie tehnologică, durata execuţiei acestei activităţi făcându-se o dată cu
determinarea duratei ciclului operativ. Dacă se folosesc alte forme de control aceste
activităţi măresc durata ciclului de producţie în măsura în care ele nu se suprapun cu
alte componente În practică durata lor se exprimă procentual faţă de durata ciclului
operativ. Activităţile legate de transportul intern pot afecta mărimea duratei ciclului de
producţie, în special cele ce privesc transportul semifabricatelor şi pieselor între secţiile
de producţie, transportul interoperaţional suprapunându-se , de regulă cu întreruperile
tehnico-organizatorice (de lot sau de aşteptare).
Determinarea duratei transportului între subunităţile de producţie se poate face folosind
relaţia:
tcNtDt , unde
Nt =
KuqNmt
Q
1
KuqNmt
Q
dacă raportul este număr întreg;
dacă raportul este număr zecimal;
(3.15)

45
Unde: Dt reprezintă durata activităţilor de transport intern;
Q - cantitatea ce urmează a se transporta;
Nmt - numărul mijloacelor de transport folosite;
q - capacitatea unui mijloc de transport;
Nt - numărul de transporturi ce urmează a se face;
Ku - coeficientul utilizării capacităţii mijlocului de transport;
tc- timpul necesar efectuării unui ciclu de transport
Întreruperile tehnico-organizatorice, necuprinse în ciclul operativ, sunt cele de
aşteptare şi de completare. Ele sunt dependente de succesiunea de lansare a sarcinilor
de producţie ce formează nomenclatura unui program operativ, de gradul de corelare a
acpacităţii şi de sistemul folosit în conducerea operativă a producţiei.
Întreruperile de aşteptare apar în cazul proceselor de producţie nesincronizate,
când obiectele muncii prelucrate la o operaţie tehnologică aşteaptă eliberarea locurilor
de muncăla care se execută operaţia următoare, ocupate cu execuţia unei late sarcini de
producţie lansate anterior.
Întreruperile de completare sunt specifice producţiei de serie şi individuale,
apărând înaintea începerii montajului produselor ce au o durată a ciclului de asamblare
relativ mică.
Durata întreruperilor tehnico-organizatorice se determină pe baza datelor statistice şi se
exprimă procentual faţă de durata ciclului operativ.
Întreruperile în timpul de neregim se calculează pentru exprimarea duratei
cilului de producţie în zile calendaristice. Ele cuprind schimburile şi zilele nelucrătoare.
Durata acestor întreruperi se determină prin corectarea duratei cilului de producţie
obţinută în funcţie de celelalte componente (exprimată în ore lucrătoare) cu un
coeficient al întreruperilor de neregim. Acest coeficient se calculează cu ajutorul
relaţiei:
Knr = dsnsZl
365
, (3.16)
Unde: Knr reprezintă coeficientul întreruperilor de neregim;
Zl - zile lucrătoare pe an;
ns - numărul schimburilor lucrătoare ale subunităţii de producţie;
ds - durata unui schimb.

46
Pentru o verigă structurală a sistemului de producţie (secţie, atelier), durata ciclului de
producţie, exprimată în zile calendaristice, se va calcula folosind relaţia:
DnDaKaDcoKnrDcp 24
11
, (3.17)
Unde: Dcp reprezintă durata ciclului de producţie;
Knr - coeficientul întreruperilor de neregim;
Dco - durata ciclului operativ
Ka- coeficientul întreruperilor de aşteptare şi completare;
Da - durata activităţilor auxiliare ( control de calitate şi transport intern);
Dn - durata proceselor naturale.
2. Lotul de fabricaţie
Definirea şi necesitatea folosirii lotului de fabricaţie
Lotul de fabricaţie reprezintă cantitatea de obiecte ale muncii identice (piese, produse),
ce formează unitatea de evidenţă a conducerii operative a producţiei, lansate simultan în
fabricaţie şi executate succesiv în procesul de producţie, pentru care la locurile de
muncă se consumă un singur timp (cheltuieli) de pregătire – încheiere .
Spre deosebire de mărimea seriei de fabricaţie, care reprezintă cantitatea de produse ce
urmează a se executa într-o anumită perioadă ( un an de zile), stabilită în concordanţă ce
cererea pentru acest produs, mărimea lotului de fabricaţie se determină de întreprindere
prin luarea în considerare a influenţei factorilor interni. Raportul care se stabileşte între
seria de fabricaţie şi mărimea lotului este:
n
NnL
nL= 1,2,3,. . . . . (3.18)
Unde: nL reprezintă numărul de lansări;
N - mărimea seriei de fabricaţie;
n - mărimea lotului ce urmează a se folosi.
Necesitatea lansării produselor în loturi de fabricaţie este determinată de o serie de
factori de natură internă şi externă întreprinderii industriale, dintre care cei mai
importanţi sunt:
- variaţia neuniformă a cererii (în decursul unui an de zile) pentru produsele ce
fac obiectul activităţii unităţii industriale.

47
- asigurarea unei activităţi eficiente la nivelul întreprinderilor producătoare;
- mărimea capacităţii de producţie (limitată pentru anumite perioade de timp) şi
cheltuieli suplimentare ce le generează creşterea acesteia.
Lotul de produse fiind o diviziune a seriei de fabricaţie, ca mărime, poate fi încadrat în
limitele acesteia, astfel: 1 nN (3.19)
Având la bază această restricţie generală care are în vedere cerinţele pieţei, mărimea
lotului de fabricaţie se stabileşte ţinând seama de influenţele factorilor de natură internă
a sistemului de producţie. Aceştia se pot grupa astfel :
- factori care determină mărirea lotului de fabricaţie;
- factori care determină micşorarea lotului de fabricaţie;
- factori care impun anumite limite mărimii lotului de fabricaţie.
Factori care determină mărirea lotului de fabricaţie
Principalul factor care influenţează, în sensul folosirii în conducerea operativă a
producţiei a unor loturi de fabricaţie cât mai mari, îl constituie cheltuielile de pregătire
– încheiere a locurilor de muncă ce urmează să execute operaţiile tehnologice. Aceste
cheltuieli au un caracter independent faţă de mărimea lotului de fabricaţie, dar volumul
lor pentru o cantitate de produse ce urmează a se executa este determinat de numărul de
lansări . Cu cât lotul de fabricaţie este mai mare cu atât şi numărul de lansărilor va fi
mai mic, determinând, astfel, reducerea cheltuielilor totale de pregătire-încheiere . În
această categorie se includ :
1. cheltuieli determinate de întocmirea documentaţiilor de lansare în fabricaţie a unui
nou lot de produse;
2. cheltuieli impuse de pregătirea locurilor de muncă pentru trecerea la execuţia unui
nou lot de fabricaţie (schimbarea S.D.V.- urilor, reglaje ale maşinilor, instruirea
muncitorilor etc.) precum şi cele referitoare la aducerea acestora la starea iniţială.
Calculul cheltuielilor de pregătire-încheiere ce au loc la nivelul locurilor de muncă le
care urmează a se executa o operaţie tehnologică, se poate face folosind relaţia:
iiii sNuTpinB *
, (3.20)
Unde: Bireprezintă cheltuielile de pregătire – încheiere a locurilor de muncă la care
urmează a se executa operaţia – i–;

48
n* – lotul de fabricaţie folosit în lucrările de normare a muncii;
Tpî i – timp de pregătire – încheiere a acestei operaţii tehnologice;
Nui – numărul locurilor de muncă la care urmează să se execute operaţia
tehnologică i;
si – salariul orar al personalului ce efectuează aceste lucrări de pregătire-
încheiere.
Pentru un stadiu al procesului tehnologic (secţie, atelier) cheltuielile totale de pregătire-
încheiere vor fi:
(3.21)
În cazul proceselor de producţie continue, a maşinilor automate şi semiautomate, timpul
de oprire a utilajelor şi instalaţiilor, când se trece la un nou lot de fabricaţie (sortiment),
are o mărime relativ mare. Pierderile aferente perioadei de nefuncţionare a acestor
echipamente se concretizează în profitul aferent producţiei ce s-ar fi putut obţine în
timpul de întrerupere a procesului de producţie, când au loc lucrările de pregătire-
încheiere.
Influenţa celui de-al doilea factor se poate calcula cu ajutorul relaţiei:
cpvqhTpicpvOsPs *
, (3.22)
Unde: Ps reprezintă profitul suplimentar ce s-ar putea obţine, aferent perioadei de
nefuncţionare a instalaţiilor;
Qs – producţia suplimentară;
pv – preţul de vânzare al produsului;
c – costul unitar;
Tpî* – timpul efectiv de staţionare a instalaţiilor pentru efectuarea lucrărilor de
pregătire- încheiere;
qh – randamentul orar al instalaţiei.
În acest fel, mai ales pentru unităţile industriale cu procese de producţie continue,
profitul suplimentar aferent producţiei ce s-ar putea obţine în perioadele de întreruperi,
când se trece de la un sortiment de produse la altul, trebuie să se ia în considerare la
determinarea mărimii cantităţii de produse ce se va lansa în fabricaţie.
m
i
iBB1
49
3. numărul de opriri ale utilajelor şi instalaţiilor , determinat de mărimea lotului de
fabricaţie, influenţează în mod direct gradul de folosire a capacităţii de producţie. Şi din
punct de vedere al acestui factor (al treilea) este preferabilă reducerea numărului de
opriri prin creşterea mărimii lotului de fabricaţie.
În unităţile industriale cu procese de producţie discontinue, unde se foloseşte cel mai
frecvent lotul de fabricaţie, ponderea principală o au cheltuielile de pregătire-încheiere a
locurilor de muncă. În cazul trecerii de la o mărime a lotului de fabricaţie (n0) la
alta(n1), modificarea cheltuielilor de pregătire-încheiere ce revine pe un obiect al muncii
va fi:
01 n
B
n
Bb
(3.23)
Dacă n1 > n0, rezultă că b < 0 şi ne va indica cu cât se reduc aceste cheltuieli de
pregătire – încheiere când urmează a se folosi un lot mai mare în activitatea de
conducere operativă a producţiei.
Aceste efecte vor trebui, însă, corelate cu cele ce se obţin datorită influenţei celei de-a
doua grupe de factori.
Factori de determină micşorarea lotului de fabricaţie
Principalii factori interni, care influenţează în sensul folosirii unor loturi de fabricaţie
mai mici sunt:
1) durata ciclului de producţie, în cadrul căreia ponderea cea mai mare o are durata
ciclului operativ, este dependentă de mărimea lotului de fabricaţie. Folosirea
unor loturi mari are ca rezultat o durată mare de imobilizare a capitalului (
mijloacelor circulante) sub forma producţiei neterminate. Acest fapt va avea
repercursiuni asupra activităţii întreprinderii, concretizate în scăderea vitezei de
rotaţie a mijloacelor circulante şi în asigurarea ritmicităţii procesului de
producţie.
2) volumul mijloacelor circulante imobilizate sub forma producţiei neterminate. Pe
perioada executării unui lot de produse (piese) mărimea capitalului imobilizat
este dependentă de:
- numărul de produse ce s-au lansat în fabricaţie;

50
- valoarea materialelor sau semifabricatelor ce se prelucrează. Acestea sunt
imobilizate pe toată durata prelucrării în stadiul respectiv, valoarea
mijloacelor circulante aferente lor rămânând constantă.
Valoarea materialelor se stabileşte în funcţie de norma de consum şi preţul materialului
folosit, conform relaţiei:
pmnccm , (3.24)
Unde: cm reprezintă costul materialelor aferente unei unităţi lansate în fabricaţie
(produs sau piesă);
nc – norma de consum de materiale necesare executării unei sarcini de producţie
lasate în fabricaţie;
pm – preţul materialului necesar executării unei sarcini de producţie.
- valoarea prelucrării în subunitatea unde se face calculul mărimii lotului de
fabricaţie. Ele vor cuprinde salariile directe aferente tuturor operaţiilor
tehnologice, la care se vor agăuga cheltuielile indirecte ale acestor subunităţi
de producţie.
Efectele negative (piederile) determinate de cei doi factori analizaţi se pot calcula cu
ajutorul relaţiei:
Dcpspn (3.25)
Unde: pnreprezintă pierderile datorită imobilizării capitalului sub forma producţiei
neterminate corespunzătoare unui lot de fabricaţie;
s - stocul mediu de producţie neterminată;
- pierderile ce revin unui leu mijloc circulant imobilizat sub forma producţiei
neterminate timp de un an de zile.
Analiza variaţiei stocului de producţie neterminată aferent unui lot de fabricaţie, soate în
evidenţă faptul că în perioada de timp egală cu durata ciclului de producţie, în oricare
din momentele sale, mărimea lui este:
i
r
ri cpncmns1 (3.26)
Pe perioada pregătirii, executării şi încheierii primei operaţii tehnologice, se poate
considera că valoarea stocului de producţie neterminată creşte liniar, ajungând la
sfârşitul perioadei t = D1, egal cu stocul iniţial (în momentul t=0), la care se adaugă

51
cheltuielile directe şi indirecte aferente acestor lucrări. În momentul D1 stocul de
producţie neterminată va fi:
1101 cpcmncpnss , (3.27)
Stocul mediu de producţie neterminată se poate exprima în funcţie de mărimea stocului
corespunzător momentului Dm, astfel:
K
cpn
cmnK
ss
m
i
i
m
1
(3.28)
Unde: sm reprezintă stocul de producţie neterminată după executarea ultimei operaţii
tehnologice;
K – coeficientul de neuniformitate a prelucrării lotului de fabricaţie pe perioada
ciclului de producţie.
Pentru calculul coeficientului de neuniformitate se va folosi relaţia:
m
i
m
i
iiimi
m
i
mi
DDcpDcp
Dcp
K
1 1
*
1
**
1
*
)(2
1
(3.29)
unde valorile lui Di, vor fi:
- în cazul folosirii metodei succesive:
(3.30)
- în cazul folosirii metodei mixte:
i
r
r
i
r
ri tstlD11
*
(3.31)
Ţinând cont de metoda de îmbinare în timp a operaţiilor tehnologice, pentru calculul
coeficientului de simultaneitate se va folosi una din relaţiile:
- în cazul folosirii metodei succesive:
T
KaDN
nT
KatnN
nT
NDcp
R
DcpKs m
m
i
i
1
1 *
1
(3.32)
i
1r r
Tr*
iNu
ND
52
- în cazul folosirii metodei mixte:
T
KaDN
T
KatstlN
Ks m
m
i
i
m
i
i)1(
)1(*
11
(3.33)
Pierderile medii datorate imobilizării mijloacelor circulante aflate sub forma producţiei
neterminate se pot calcula astfel:
- pentru un lot de fabricaţie:
KsN
n
K
cp
cn
m
i
i
m
1
(3.34)
- pentru întreg volumul de producţie:
n
NKs
N
n
K
cp
cn
m
i
i
m
1
(3.35)
- pe bucată:
N
KsK
cp
cn
m
i
i
m
1
(3.36)
Trecerea de la o mărime a lotului de fabricaţie la alta va determina modificarea acestor
efecte negative, astfel:
N
KsK
cp
cnn
p
m
i
i
m
1
01
(3.37)
3) Mărimea stocurilor de piese şi subansamble constituite la nivelul subunităţilor
de producţie. Lansarea produselor (pieselor) în loturi de fabricaţie poate avea ca

53
rezultat constituirea unor stocuri ce asigură consumul productiv în subunităţile
de producţie pentru o perioadă de timp. Cheltuielile de stocare cresc proporţional
cu mărimea lotului de fabricaţie şi cu ritmul consumului.
Metode de determinare a loturilor optime de fabricaţie
Lotul optim de fabricaţie reprezintă cantitatea de obiecte ale muncii identice, care
formează unitatea de evidenţă a conducerii operative a producţiei, lansate simultan în
fabricaţie şi executate succesiv în procesul de producţie şi care satisface în cel mai înalt
grad criteriul de optimizare stabilit, în condiţiile respectării unor restricţii impuse.
Calculul lotului optim în cazul în care timpul de livrare internă este neglijabil
Dacă durata ciclului de producţie, componenta principală a timpului de livrare intrenă,
are o pondere mică, principalele elemente de cheltuieli dependente de mărimea lotului
de fabricaţie sunt:cheltuielile totale de pregătire-încheiere: n
NB
;
- cheltuieli totale de stocaj: Tcs
n
2 .
-
Fig. 3.2. Variaţia stocului de piese din magazia secţiei beneficiare
În Fig. 3.2. se prezintă variaţia stocului de piese din magazia intermediară a secţiei
beneficiare.
Pentru construirea funcţiei obiectiv, care să stea la baza determinării lotului optim de
fabricaţie, vom presupune următoarele:
Lotul de
fabricaţie
t
n
Nivelul mediu
al stocului

54
- secţia furnizoare livrează secţiei beneficiare întregul lot în acelaşi moment;
- lansările în fabricaţie în secţia beneficiară se fac la intervale de timp egale;
- un lot de fabricaţie asigură consumul productiv al secţiei beneficiare pentru o
perioadă relativ mare de timp;
- cheltuielile totale de pregătire-încheiere şi de stocare sunt proporţionale cu mărimea
lotului de fabricaţie.
Cheltuielile totale variabile (care depind de mărimea lotului de fabricaţie) vor fi:
Tcs
n
n
NBnY
2 (3.38)
Determinarea lotului optim de fabricaţie se va face prin calculul minimului funcţiei
Y(n), ceea ce se obţine prin egalarea cu zero a primei derivate.
Mărimea optimă a lotului de fabricaţie va fi:
Tcs
NBn
20
, (3.39)
Unde: n0 reprezintă mărimea lotului de fabricaţie;
B – cheltuieli de pregătire-încheiere a locurilor de muncă (fixe, de organizare);
N – cererea, respectiv cantitatea programată a se executa;
cs – cheltuieli de stocare pe unitatea de piesă (produs) şi timp;
T – perioada de timp de programare (an de zile).
Fig. 3.3. Variaţia stocului de piese din magazia secţiei beneficiare
Formarea stocului de piese în magazia intermediară a secţiei beneficiare este
Perioada de
consum
Perioada de
producţie
s
t

55
reprezentată grafic în Fig. 3.3.
În multe situaţii, în fabricaţie, execuţia lotului se desfăşoară de-a lungul unei perioade
de timp a secţiei beneficiare în cantităţi mai mici, pe măsură ce procesul de producţie
continuă să se desfăşoare în secţia furnizoare. Această situaţie se poate întâlni în cazul
în care în secţia furnizoare circulaţia pieselor de la o operaţie la alta se face în pachete.
În acest caz nivelele maxime şi medii ale stocului de piese se reduc în raport cu ritmul
consumului şi al producţiei. Funcţia ce cumulează cheltuielile totale de producţie, ţinând
cont şi de relaţia (4.63), vor fi:
csRsn
n
NBnY
2 (3.40)
Rp
Rcrs 1
; RpRc ,
Unde: Rs reprezintă ritmul stocării în magazia secţiei beneficiare;
Rc – ritmul consumului secţiei beneficiare;
Rp – ritmul producţiei secţiei furnizoare.
Procedând similar ca în cazul precedent, lotul optim de fabricaţie, în acest caz, se va
calcula cu ajutorul relaţiei:
TRscs
NBn
20
(3.41)
În practică, pot exista situaţii în care costul pieselor executate de secţia furnizoare este
dependent de mărimea lotului de fabricaţie folosite de aceasta deoarece preţurile de
achiziţie a materialelor pot fi dependente de cantitatea comandată iar unele costuri de
producţie în secţia furnizoare se modifică în funcţie de mărimea lotului de fabricaţie.
În cazul în care costul pieselor este variabil în funcţie de mărimea lotului de fabricaţie,
şi anume: c1>c2 dacă n1<n2, cheltuielile totale vor fi:
Punctele de minim pentru Y1(n) şi Y2(n) sunt respectiv n01şi n02 date de relaţia:
(3.42) Y(n) =
,2
111 NcTcscn
n
NBnY pentru 0 < n < n1
,2
222 NcTcscn
n
NBnY
pentru n ≥ n1

56
Tccs
NBn
i
i
20
, i = 1,2 (3.43)
unde cs reprezintă cheltuieli de stocare pentru un leu şi unitatea de timp.
Dacă n02 >n1 atunci min Y(n) = Y2(n02) şi deci n0=n02 (3.44)
Dacă n02 < n1 atunci min Y(n) = min [Y2(n1); Y1(n01)] şi deci în acest caz avem:
Determinarea lotului optim în cazul în care cheltuielile de stocare sunt neglijabile
Pentru producţie de serie mijlocie şi individuală, în general, lansarea pieselor
(produselor) are la bază comenzile şi contractele beneficiarilor. Complexitatea
tehnologică şi constructivă a produselor determină o durată mare a ciclului de producţie,
comparativ cu perioada de consum.
Rezultă deci că la baza constituirii funcţiei obiectiv necesară optimizări lotului de
fabricaţie , stau două grupe principale de cheltuieli:
- cheltuieli de pregătire-încheiere, ce au loc la nivelul locurilor de muncă ce vor
executa operaţiile tehnologice;
- pierderile determinate de imobilizarea mijloacelor circulante, pe perioada când lotul
de fabricaţie se găseşte în prelucrare.
Ţinând cont de relaţiile (4.29) şi (4.42), funcţia ce cumulează cele două grupe de
cheltuieli este:
N
KsK
Cpcmn
n
BY
, (3.46)
Unde: B reprezintă cheltuielile de pregătire-încheiere a locurilor de muncă;
n – mărimea lotului de fabricaţie;
cm – cheltuieli materiale aferente pieselor lansate în fabricaţie;
Cp – cheltuieli de prelucrare, directe şi indirecte;
K – coeficientul neuniformităţii prelucrării;
no=
n1 dacă Y2(n1)< Y1(n01)
no1 dacă Y1(n01) ≤Y2(n1)
(3.45)
57
ε – pierderi datorate imobilizării mijloacelor circulante aflate sub forma
producţiei neterminate;
Ks – coeficientul de simultaneitate a execuţiei loturilor de fabricaţie;
N – sarcina de producţie programată a se executa.
Prin derivarea relaţiei (4.54) şi egalarea acesteia cu zero se obţine:
KsK
Cpcm
NBno
(3.47)
Relaţia (4.55) se poate folosi pentru determinarea lotului optim al reperelor principale,
componente ale unui produs cu complexitate constructivă redusă. Lotul reperului ce are
ponderea cea mai mare în costul produsului va determina lotul de fabricaţie al
celorlalte componente, respectiv al produsului finit.
În determinarea loturilor optime de fabricaţie ale reperelor componente, termenul de
comparaţie trebuie să-l constituie lotul optim la produsului finit care echilibrează, la
nivelul „secţiei conducătoare” (şi în mare măsură al întreprinderii), influenţele factorilor
ce intervin în calcularea mărimii loturilor. Lotul optim al produsului finit va constitui
lotul de lansare în secţia de montaj al produsului respectiv. Pentru celelalte secţii de
producţie, loturile reperelor componente vor putea diferi faţă de lotul produsului finit, în
măsura în care gradul de încorporare a acestora va fi diferit.
Pe baza acestor considerente, în prima etapă, urmează să se calculeze lotul optim pentru
produsul finit, ţinând cont de cheltuielile generate de reperele componente, iar, în etapa
a doua, se va stabili lotul de fabricaţie pentru fiecare element component, în funcţie de
lotul optim al produsului complex şi de gradul de încorporare al acestuia folosind
relaţia:
jooj gnn (3.48)
Unde: noj reprezintă lotul optim al elementului constructiv – j – ;
no – lotul optim al produsului finit;
gj – gradul de încorporare al elementului constructiv – j – în produsul finit.
Luând în calcul cheltuielile generate de reperele principale ale produsului complex,
ţinând cont şi de relaţia (4.54), vom avea:

58
p
j j
j
j
jjp
j j
j
N
KsK
Cpcmn
n
Bj
11
(3.49)
Făcând substituţiile:
ngn jj
şiNgN jj
(3.50)
Unde: nj reprezintă lotul de fabricaţie corespunzător elementului constructiv – j – ;
n – lotul de fabricaţie al produsului finit;
Nj – sarcina de producţie pentru elementul constructiv – j – ;
N - sarcina de producţie pentru produsul finit,
relaţia (4.57) devine:
(3.51)
Lotul optim pentru produsul finit va fi:
(3.52)
Întrucât mărimile loturilor de fabricaţie ale elementelor constructive sunt proporţionale
cu gradul de încorporare în produsul finit, se creează condiţiile necesare desfăşurării
unei activităţi ritmice în ultimul stadiu (secţia de montaj) al procesului de producţie. În
acelaşi timp, se elimină stagnările datorate inexistenţei unor repere (în cantităţi
corespunzătoare) ce formează setul de piese necesare unui lot de produse finite.
În cazul prelucrării unor repere (produse) la utilaje automate şi semiautomate ponderea
cea mai mare în totalul cheltuielilor de producţie, dependente de mărimea lotului de
fabricaţie, o constituie cheltuielile (timpul) de pregătire-încheiere (reglare, programare).
În aceste situaţii durata execuţiei este redusă, comparativ cu timpul de pregătire-
încheiere. Pentru aceste piese, cu timpul de livrare internă redus, minimizarea numărului
p
j j
j
j
j
jjp
j j
j
Ng
KsK
Cpcmgn
gn
BY
11
'
p
j
j
j
j
j
p
j j
j
o
KsK
Cpcm
Ng
B
n
1
1

59
de reglări ale acestor utilaje, agregate, etc., reprezintă criteriul principal ce stă la baza
determinării lotului de fabricaţie. Se are în vedere, în aceste cazuri, stabilirea unor
raporturi tehnico-economice între timpul de pregătire-încheiere şi durata efectivă de
funcţionare a utilajului, adică a perioadei în decursul căreia lotul de piese trece prin
operaţia respectivă.
Dacă prelucrarea unor repere cu complexitatea tehnologică redusă se face pe maşini şi
utilaje cu cheltuieli de pregătire-încheiere neglijabile, mărimea lotului de fabricaţie se
stabileşte pe bază selectivă, avându-se în vedere ca mărimea ce se adoptă să satisfacă
cumulativ condiţiile:
- mărimea lotului să fie un multiplu al normei de producţie pe schimb;
- numărul pieselor din lot să fie un submultiplu al programului lunar de producţie;
- intervalul de timp dintre două lansări succesive în fabricaţie a loturilor să se
stabilească astfel încât să se asigure uniformitatea procesului de producţie din secţia
montaj.
2.3.4.2. Elaborarea şi fundamentarea programelor de producţie lunare ale unităţii
industriale
Elaborarea şi fundamentarea programelor lunare la nivelul întreprinderii trebuie să
preceadă termenele de livrare ale produselor cu o perioadă de timp suficient de mare,
astfel încât conducerea producţiei să poată lua măsurile necesare în ceea ce priveşte
asigurarea cu materiale, forţă de muncă, echipamente, S.D.V-uri etc. Această activitate
trebuie să fie precedată de o previziune a cererii dacă există rezerve privind folosirea
potenţialului întreprinderii.
Optimizarea programelor lunare la nivelul întreprinderii industriale impune respectarea
următoarelor cerinţe:
a) Satisfacerea cerinţelor clienţilor privind produsele ce fac obiectul contractelor şi
comenzilor încheiate în cantităţile şi la termenele solicitate.
b) Folosirea cât mai deplină şi uniformă a resurselor interne ale unităţii industriale.
c) Asigurarea unei activităţi de producţie cât mai uniformă în perioadele de
programare.
d) Facilitarea lucrărilor conducerii operative a producţiei impune ca sarcinile de
producţie lunară să fie egală sau multiplă cu mărimea lotului de fabricaţie.

60
Orizontul de timp pentru care se elaborează programele de producţie lunare se stabileşte
în funcţie de durata ciclului de producţie, de volumul contractelor şi comenzile
încheiate, de perioada de timp necesară încheierii contractelor şi livrarea materiilor
prime necesare de către furnizori.
2.3.4.3. Corelarea cantitativă şi fundamentarea programelor operative ale secţiilor
de producţie
Având la bază programul de producţie lunar al întreprinderii lucrările ce au loc în etapa
a doua a conducerii operative a producţiei au ca scop elaborarea şi fundamentarea
programelor secţiilor de producţie.
Programul operativ al secţiei finale (montaj) corespunde, de regulă, cu programul lunar
al întreprinderii şi se exprimă în produse finite cuprinzând cantităţile de produse finite
ce trebuie executate şi termenele de livrare la beneficiar.
Pentru celelalte secţii, programele se vor exprima în unităţi de măsură specifice
activităţii acestora (piese prelucrate, semifabricate, etc.). Ele vor cuprinde necesarul
secţiei beneficiare, cantităţile de piese/ semifabricate livrate terţilor şi cele pentru
completarea stocurilor interne.
Nomenclatura programelor operative ale secţiilor este determinată de structura
constructivă a produselor şi gardul de integrare a fabricaţiei.
Pentru o componentă – j – a uni produs, cantităţile necesare a fi executate sunt:
jj
r
p
pjpj SLQgQ 1 (3.53)
Unde: Qj reprezintă cantitatea de piese – j – ce urmează a se executa;
gjp – gradul de încorporare a acestui reper într-un produs finit – p – ;
Lj – cantitatea ce urmează a fi livrată terţilor;
∆ Sj – necesarul pentru completarea unor stocuri de piese.
Ca regulă generală, programul unei secţii are ca obiectiv asigurarea condiţiilor materiale
necesare desfăşurării procesului de producţie în secţia beneficiară.
Pe baza cantităţilor stabilite pentru fiecare element constructiv ce formează
nomenclatura programului operativ al fiecărei secţii şi consumului de timp normat la
principalele verigi de producţie se va calcula timpul total necesar execuţiei fiecărei

61
sarcini:
ijTjij NQTtn (3.54)
n
j
Tj
n
j
iji ijNQTtnTtn
11 (3.55)
Compararea acestui necesar cu disponibilul existent permite evaluarea gradului de
acoperire cu potenţial tehnic al programului, evaluarea direcţiilor principale pentru
eliminarea locurilor înguste.
0 iii TtnTdTd
Direcţii de acţiune în scopul eliminării locurilor înguste: repartizarea unor lucrări la alte
verigi de producţie; reducerea numărului de zile programate pentru reparaţii;
prelungirea timpului de funcţionare a schimbului; luarea unor măsuri pentru lansarea în
fabricaţie a programului lunar înaintea începerii perioadei de programare a sarcinilor de
producţie.
Problemele cele mai dificile apar atunci când la unele maşini există excedente iar altele
constituie locuri înguste şi există posibilitatea rezultată din documentaţia de proiectare
ca unele operaţii să se poată executa pe mai multe maşini. În aceste situaţii mulţimea
tuturor operaţiilor tehnologice se va grupa astfel:
1.operaţii tehnologice ce nu au variante de execuţie şi deci nu pot fi executate pe alte
maşini;
2.operaţii cu mai multe variante de execuţie.
Pentru operaţiile ce se încadrează în prima submulţime, se va calcula, în prima etapă,
necesarul de capacitate pentru execuţia lor:
n
j
Tji ijNQTtn
1 i Є O1 (3.56)
Compararea acestui necesar cu timpul disponibil al verigii de producţie va indica
excedentul de capacitate ce se poate folosi pentru executarea reperelor-operaţii pentru
care s-au prevăzut, prin proiectarea tehnologică, variante de execuţie:
iii TtnTdTd 1 (3.57)
Pentru reperele care au mai multe variante de execuţie, fundamentare cu capacitatea de
producţie se face în două etape:
62
a) se calculează necesarul de capacitate pentru executarea acestor operaţii
tehnologice pe utilajul din varianta de bază care, de regulă, necesită şi cele mai
mici cheltuieli de execuţie (consumuri normate de timp).
*
12 iii TtnTdTd (3.58)
Dacă 02 iTd
programul de producţie are acoperire cu capacitatea de producţie iar
operaţiile ce au variante de execuţie se vor repartiza la maşinile prevăzute în varianta de
bază.
Dacă pentru unele verigi de producţie valorile lui iTd2 sunt negative iar pentru altele
sunt pozitive rezultă necesitatea executării acestor operaţii tehnologice şi pe alte utilaje
decât cele prevăzute în varianta tehnologică de bază.
b) Repartizarea sarcinilor de producţie se poate face folosind un model matematic ce va
avea următoarele restricţii:
- restricţii cantitative:
j
m
s
ijs QX 1 ; ms
nj
mi
,1
,1
,1
(3.59)
- restricţii de capacitate:
sijs
n
i
m
j
T TdXNij 1
1 1
i Є O2 (3.60)
Funcţia obiectiv:
m
1i 1 1
F(X)n
j
m
s
ijsijs XCp
minim (3.61)
Unde: Xijs - cantitatea de repere „j” care la operaţia „i” se va executa pe utilajul „s
Qj – cantitatea de repere –j – ce urmează a se executa în perioada de programare;
NTij – norma de timp pentru executarea operaţiei – i – a reperului – j – dacă
operaţia tehnologică urmează să se execute la utilajul – s – ;
Δ1Tds – timpul disponibil al grupei de utilaje „s” rămas după acoperirea cu
capacitate a reperelor ce nu au variante de execuţie;
Cpijs – costul prelucrării reperului – j – la operaţia – i – dacă aceasta urmează a
se executa la veriga de producţie – s – .

63
Rezolvarea modelului matematic poate conduce la două situaţii:
- reperele- operaţii au acoperire cu capacitatea de producţie şi fiecărei sarcini i se
cunoaşte itinerariul tehnologic;
- unele repere, la anumite operaţii, nu se pot executa la utilajele existente, programul
operativ necesitând o capacitate mai mare de producţie, impunându-se luarea unor
măsuri tehnico-organizatorice pentru creşterea potenţialului productiv al utilajelor ce
pot executa aceste repere- operaţii.
2.3.4.4. Stabilirea succesiunii de lansare în fabricaţie a sarcinilor de producţie
a) Stabilirea succesiunii de lansare la o maşină
În practică există puţine cazuri în care sarcinile de producţie se execută la o singură
operaţie (maşină). În aceste cazuri, succesiunea de lansare nu influenţează durata totală
de execuţie a uni program operativ.
În cazul existenţei unor maşini semiautomate, a unor agregate care execută mai multe
operaţii tehnologice, timpul necesar trecerii de la o sarcină la alta impune o serie de
lucrări în vederea reglării lor, acestea având o durată relativ mare. Criteriul ce trebuie
avut în vedere pentru stabilirea succesiunii de lansare îl constituie maximizarea timpului
util de funcţionare prin minimizarea timpilor de reglare. În acest fel, succesiunea de
lansare influenţează în mod direct timpul total de oprire al acestei maşini.
Maşinile automate şi semiautomate se comportă ca o linie în flux multiobiect şi în acest
fel stabilirea succesiunii de lansare se poate face folosind procedeul „comisvoiajorului”,
punctul de plecare constituindu-l matricea timpilor de pregătire-reglare.
b) Stabilirea succesiunii de lansare la două şi trei maşini
Dacă gama de operaţii tehnologice necesare executării sarcinilor de producţie ce
formează nomenclatura unui program operativ (sau a unei grupe de maşini), cuprinde
două operaţii în ordinea M1 M2, stabilirea succesiunii de lansare se face cu
ajutorul algoritmului lui Johnson. Acesta presupune parcurgerea etapelor:
1) se determină durata execuţiei fiecărei sarcini de producţie la cele două operaţii
tehnologice (maşini):
i
Tj
ijNu
NQT
ij
nj
i
,1
2,1
(3.62)

64
2) se alege sarcina de producţie (Rj) care are durata de execuţie (Tij) cea mai mică,
indiferent la care din cele două maşini :
- dacă minimul corespunde maşinii M1, sarcina de producţie respectivă se va lansa
prima în fabricaţie, primind numărul de ordine r=1, devenind Rj1;
- dacă minimul corespunde maşinii M2, sarcina de producţie respectivă se va lansa
ultima în fabricaţie, primind numărul de ordine r=n, devenind Rjn.
3) se şterge sarcina programată şi se continuă acelaşi raţionament pentru stabilirea
numărului de ordine ce se va ataşa fiecărei sarcini de producţie neprogramate, până
când şi ultima sarcină este ordonată în succesiune.
c)Modelul general de stabilire a succesiunii de lansare a „n” sarcini la „m” maşini
Stabilirea succesiunii de lansare în practică se face cu ajutorul unor procedee euristice,
căutându-se o soluţie bună, apropiată de cea optimă riscând deliberat de a nu o obţine.
Criteriul ce se are în vedere este reducerea duratei totale de execuţie a unui program
operativ. Aceasta corespunde momentului terminării ultimei operaţii la ultima sarcină
lansată în fabricaţie şi care se poate determina astfel:
n
r
n
r
rr
m
r
mjmk
jTiTMtDt
2 2
11
(3.63)
Analiza relaţiei (3.63) scoate în evidenţă următoarele:
- primul termen exprimă durata execuţiei primei sarcini lansate în fabricaţie.
Minimizarea lui are în vedere reducerea timpului de întrerupere în funcţionarea
locurilor de muncă (mai puţin cele de la prima operaţie), până când acestea pot
prelucra această sarcină de producţie;
- al doilea termen reprezintă suma duratelor execuţiei ultimei operaţii tehnologice
pentru celelalte sarcini de producţie; mărimea lui este o constantă, nefiind influenţată
de succesiunea de lansare;
- ultimul termen este influenţat în mod direct de succesiunea de lansare în fabricaţie a
sarcinilor de producţie şi de gradul de sincronizare a procesului tehnologic.
Pe baza acestor considerente, stabilirea succesiunii de lansare în fabricaţie necesită
parcurgerea următorilor paşi:
1.Se determină, în funcţie de metoda de îmbinare a operaţiilor, momentul terminării
ultimei operaţii pentru fiecare sarcină de producţie, considerând că fiecare s-ar lansa
65
prima în fabricaţie. Se alege sarcina de producţie care are momentul cel mai mic,
atribuindu-i numărul de ordine egal cu unu (r =1), aceasta urmând a se lansa prima în
fabricaţie.
2.Se calculează momentele terminării operaţiilor la fiecare din sarcinile de producţie
rămase, presupunând că acestea s-ar lansa după prima sarcină stabilită la pasul unu. Pe
baza acestor momente se determină întreruperile în funcţionarea locurilor de muncă la
ultima operaţie. Se alege sarcina de producţie care generează cea mai mică durată de
întrerupere. Aceasta se va lansa a doua în fabricaţie şi va primii numărul de ordine doi.
3.Pe baza momentelor terminării operaţiilor la sarcina aleasă se continuă calculele la
pasul doi, până ce se stabileşte sarcina ce se va lansa ultima în fabricaţie.
Folosirea algoritmului presupune analiza gamelor de operaţii ale sarcinilor de producţie
şi stabilirea gamei comune tuturor sarcinilor, sau a grupei de sarcini cu tehnologie
apropiată. Stabilirea gamei fictive care va sta la baza determinării succesiunii de lansare
trebuie să aibă în vedere necesitatea respectării principiilor folosite în practica
organizării după tehnologia de grup.
Analiza gamelor proprii fiecărei operaţii poate scoate în evidenţă combinarea
tehnologiilor diferenţiate cu tehnologia de grup astfel:
1). Începerea executării unor sarcini de producţie folosind tehnologii diferenţiate şi
prelucrarea în continuare pe baza tehnologiei de grup.
2). Execuţia începe folosind tehnologia de grup, după care sarcinile de producţie
urmează tehnologii diferenţiate;
3). Intercalarea tehnologiilor diferenţiate pe parcursul executării sarcinilor de producţie.
2.3.4.5. Corelarea calendaristică a programelor operative ale secţiilor de producţie
În întreprinderile ce execută produse complexe, cu durată mare a ciclului de producţie,
nomenclatura programelor de fabricaţie a unor secţii poate fi diferită de cea a pieselor şi
subansamblelor executate în alte secţii în aceeaşi perioadă de timp. Aceasta deoarece
secţiile primare trebuie să înceapă fabricaţia cu un avans faţă de termenul de livrare a
produselor.
Corelarea calendaristică se face mergând în sens invers fluxului de fabricaţie. Plecând
de la termenul de lansare a produselor şi cunoscând durata ciclului de producţie se
stabilesc termene de livrare internă astfel încât să se respecte termenul final.
66
Corelarea calendaristică se face ţinând cont de complexitatea constructivă şi tehnologică
a produselor şi componentelor şi în funcţie de metodele folosite în conducerea operativă
astfel:
1. corelarea de piese şi subansamble- folosită în întreprinderile ce execută
produse complexe în structura cărora există componente ce au o durată mare a ciclului
de producţie şi care condiţionează continuitatea şi ritmicitatea procesului de montaj.
În funcţie de durata ciclului de producţie se stabilesc termene maxime de începere a
fabricaţiei în diferitele stadii ale procesului de producţie. Dacă există mai multe sarcini
de producţie complexe ce au o durată a ciclului apropiată, pentru simplificarea lucrărilor
de urmărire a producţiei se vor stabili termene maxime pe grupe.
2. corelarea pe seturi de piese – se foloseşte în întreprinderile ce execută produse
relativ simple din punct de vedere constructiv şi care au o durată a montajului relativ
mică. Setul de piese cuprinde nomenclatura componentelor şi cantităţile necesare
executării unei anumite cantităţi de produse finite. Pentru tot setul de piese se stabileşte
un singur termen maxim de lansare în fabricaţie ţinând cont de succesiunea de lansare,
asemănarea gamelor de operaţii şi durata ciclului de producţie.
3. corelarea calendaristică a producţiei pe bază de stoc – este folosită pentru
componentele cu o destinaţie largă şi consum neuniform în timp. La baza termenului de
lansare în fabricaţie a unei noi comenzi pentru refacerea stocului stă intervalul de timp
cuprins între momentul în care apare semnalul privind necesitatea comandării reperului
şi momentul în care cantitatea comandată intră în stoc.
Corelarea se face ţinând cont de tipul de regulă folosind în conducerea stocurilor astfel:
a) puncte fixe de relansare a comenzii, momentul lansării unei noi comenzi se
stabileşte prin stocul la punctul comenzii, cantităţile sunt fixe, fundamentate;
b) regula necesarului net, reîntregirea stocului se face ori de câte ori apar necesare
cantităţi suplimentare. Intervalele dintre două comenzi succesive sunt egale,
cantităţile variind în funcţie de necesarul brut.
c) rezervarea, lansarea unei noi comenzi se stabileşte în momentul în care toate
cantităţile disponibile din stoc sunt rezervate pentru comenzi ce vor fi livrate în
perioada viitoare.

67
2.3.4.6. Elaborarea graficelor operative în interiorul secţiilor de producţie
Programele operative ale secţiilor, elaborate şi fundamentate din punctul de vedere al
capacităţii de producţie, pentru care s-a stabilit succesiunea de lansare în execuţie, sunt
transmise secţiilor, pe baza lor urmând a se stabili sarcini operative. Detalierea lor se
face atât în timp cât şi în spaţiu.
Elaborarea graficelor operative de programare a producţiei trebuie să aibă în vedere
îndeplinirea a trei obiective de bază:
- asigurarea lansării în fabricaţie a fiecărui element component al nomenclaturii
programului operativ lunar astfel încât să se respecte termenele de livrare, contractuale
ale produselor;
- realizarea unei cât mai depline concordanţe între sarcinile operative ale producţiei şi
potenţialul productiv, tehnic şi uman, al verigilor structurale, existent în perioadele
respective;
- crearea cadrului informaţional necesar urmăririi şi controlului îndeplinirii programelor
de producţie.
În funcţie de gradul de detaliere a programelor operative ale secţiilor de producţie
graficele ce se întocmesc pot fi: 1)grafice pe piese şi operaţii cu termene precise; 2)
grafice orientative, pe piese; 3) planuri de volum de lucrări.
1) Graficul pe piese şi operaţii cu termene precise
Se elaborează pentru sarcinile de producţie cu durată mare a ciclului de producţie, de a
căror execuţie depinde în mod hotărâtor respectarea termenului de livrare a produsului.
El reglementează în mod riguros execuţia fiecărei operaţii tehnologice stabilind termene
maxim admisibile de începere a prelucrării fiecărei operaţii.
Se întocmeşte mergând în sens invers fluxului tehnologic. Elaborarea lui nu ridică
probleme deosebite pentru sarcinile de producţie ce au tehnologii diferenţiate faţă de
celelalte sarcini ce se execută în aceeaşi perioadă, aceasta pentru că continuitatea
prelucrării este asigurată, locurile de muncă nefiind ocupate de execuţia altor sarcini.
Acelaşi lucru poate avea loc şi dacă sarcina de producţie este dependentă de alta, dar
odată lansată această sarcină celelalte se sistează.
Ţinând cont de metoda de îmbinare în timp a operaţiilor, folosită în cadrul secţiilor cu
producţia de serie, calculul termenelor necesare întocmirii graficului precis se face
astfel:

68
a) în cazul folosirii metodei succesive:
Termenul de începere, maxim admisibil, a ultimei operaţii tehnologice, va fi:
dsns
TmTlTi
j
jmj
(3.64)
Unde: Tîmj reprezintă termenul de începere, maxim admisibil, a ultimei operaţii la
reperul „j”
Tlj – termenul de livrare internă (dată calendaristică);
Tmj – durata execuţiei la ultima operaţie tehnologică – m – ;
ns – numărul de schimburi în care lucrează subunitatea de producţie;
ds – durata unui schimb.
Pentru celelalte operaţii tehnologice, termenele maxime de începere se vor stabili cu
ajutorul relaţiei:
dsns
TijTiTi jiij
1
(3.65)
b) în cazul folosirii metodei mixte:
Termenul de începere, maxim admisibil, a ultimei operaţii tehnologice se calculează cu
ajutorul relaţiei (4.98.). Pentru celelalte operaţii tehnologice, în scopul respectării
principiilor acestei metode, termenele maxime de începere sunt dependente de raportul
ce se stabileşte între duratele operaţiilor învecinate, astfel:
jiij TiTi 1 , dacă Ti+1j ≥ Tij (3.66)
sau:
dsns
TTijTiTi
ji
jiij
1
1
, dacă Tij≥ Ti+1j (3.67)
Dacă o sarcină de producţie este componenta unei grupe care are o tehnologie apropiată
şi pentru care s-a stabilit succesiunea de lansare trebuie să se aibă în vedere următoarele:
1. momentul terminării ultimei sarcini la ultima operaţie Mtmn care corespunde cu
termenul de livrare a setului de piese M0.
În cazul în care se elaborează grafic precis pentru o anumită sarcină din grupă va trebui
să se determine termenul de livrare a acestei sarcini astfel:
dsns
MtMtTlTl
mjmn
sj
(3.68)

69
2. pe baza termenelor de livrare internă, stabilite pentru fiecare reper, termenul de
începere a execuţiei ultimei operaţii tehnologice, maxim admisibil, va fi:
dsns
TTlTi
mj
jmj
(3.69)
3. pentru celelalte operaţii tehnologice, termenele maxime de începere se vor calcula
astfel:
dsns
TTMtMtTiTi
jiijijji
jiij
)()( 11
1
(3.70)
Elaborarea graficului precis necesită un volum mare de muncă, de aceea se întocmeşte
pentru sarcinile de producţie principale, cu durată mare a ciclului de producţie, şi care
determină continuitatea procesului de producţie la montaj mai ales. Elaborarea lui
presupune stabilirea succesiunii de lansare şi pe baza acesteia, calcularea momentelor
terminării fiecărei grupe. El va constitui şi un instrument pentru urmărirea producţiei.
2) Graficul orientativ
Graficul orientativ este mai puţin riguros, stabilind numai termenul maxim de începere a
primei operaţii.
Pentru o sarcină independentă termenul de începere se va determina astfel:
jjj DcpTlTi 1 , (3.71)
Unde: Tî1j reprezintă termenul de începere, maxim admisibil, a primei operaţii
tehnologice a sarcinii de producţie – j – ;
Tlj – termenul de livrare internă a acestei sarcini de producţie;
Dcpj durata ciclului de producţie necesară pentru executarea sarcinii de producţie.
În cazul în care reperul face parte dintr-o grupă sau set de piese, pentru care s-a stabilit
succesiunea de lansare în fabricaţie, termenul de livrare se stabileşte astfel:
dsns
MtMtTlTi
jmj
jj
11
1
(3.72)
Singura restricţie privind lansarea în fabricaţie a unei sarcini este termenul maxim de
începere a primei operaţii.
3) Planul de volum de lucrări
Este utilizat pentru reperele cu complexitate tehnică redusă şi cu durată mică a ciclului

70
de producţie. În cadrul secţiilor de producţie se determină volumul de muncă necesar
executării lor. Lucrările sunt asemănătoare cu cele efectuate pentru fundamentarea cu
capacitatea de producţie dar atunci ele sunt mult mai amănunţite şi se fac pentru fiecare
grupă de maşini. Timpul disponibil aferent execuţiei acestei sarcini va rezulta după
asigurarea potenţialului necesar execuţiei sarcinilor pentru care s-au întocmit grafice
precise sau orientative. Ele se pot executa în perioadele de întrerupere în funcţionarea
locurilor de muncă, respectiv în perioada rămasă după execuţia ultimei sarcini.
i
n
j
ijini NuTMtTd
)(1 (3.73)
dsnsNudsns
MtZlTdTd i
inii
)(*
(3.74)
Unde: ∆Tdi reprezintă timpul disponibil al verigii de producţie – i – pentru executarea
sarcinilor pentru care se elaborează un plan de volum de lucrări;
Mtin – momentul terminării la veriga de producţie – i – a ultimului reper lansat în
fabricaţie (în succesiunea stabilită), din grupa celor pentru care s-au elaborat grafice
precise sau orientative;
Tij – durata execuţiei la grupa de maşini –i – a sarcinii de producţie –j – ;
Nui – numărul locurilor de muncă ce compun veriga de producţie – i – ;
Td*i – timpul disponibil al verigii de producţie –i – pentru executarea reperelor la
care se elaborează plan de volum de lucrări;
Zl – numărul de zile lucrătoare ale perioadei de programare.
Precizând pentru fiecare sarcină de producţie volumul de lucrări necesar, la fiecare
verigă de producţie sarcina stabilirii începerii execuţiei fiecărei operaţii revine şefilor de
secţie.
2.3.4.7. Parametrii conducerii operative a producţiei individuale cu fabricaţia
organizată pe bază de comenzi
Unităţile industriale cu producţie individuală se caracterizează prin fabricarea unei
nomenclaturi largi de produse, fiecare produs executându-se în cantităţi reduse, uneori
chiar unicate.
Subunităţile de producţie sunt organizate după principiul specializării tehnologice

71
(centre de producţie), dotarea locurilor de muncă făcându-se cu utilaje şi echipamente
tehnologice cu un pronunţat caracter universal, pentru a permite fiecărui loc de muncă
executarea unei game variate de operaţii tehnologice, pentru diferite produse şi elemente
constructive componente.
Principalii parametrii folosiţi pentru realizarea în bune condiţii a lucrărilor componente
ale conducerii operative a producţiei sunt: comanda internă şi ciclograma comenzii.
1. Comanda internă reprezintă unitatea de evidenţă şi programare a sistemului de
producţie bazată pe o dispoziţie de lansare în fabricaţie, cuprinzând o cantitate de
produse omogene sau asemănătoare din punct de vedere constructiv şi tehnologic,
destinate unuia sau mai multor beneficiari. Comanda internă va fi pregătită, executată şi
urmărită ca o sarcină de producţie unitară, bine definită. Ea are rolul şi funcţiile similare
lotului de fabricaţie în producţia de serie, cu deosebire că aceasta o dată lansată
fabricarea ei, de regulă, nu se mai repetă.
La nivelul întreprinderii şi al secţiei de montaj unitatea de evidenţă şi programare a
producţiei o constituie comanda internă, exprimată în produse finite. Pentru celelalte
secţii de producţie unitatea de evidenţă şi programare este setul de piese. El cuprinde
nomenclatura reperelor şi cantităţile din fiecare piesă necesare unei cantităţi de produse
ce fac obiectul unei comenzi interne.
Cantitatea necesară din fiecare reper se poate stabili cu ajutorul relaţiei:
Unde : Qj reprezintă cantitatea de piese identice – j – ce urmează a se executa;
gj - gradul de încorporare a piesei în produsul complex;
Qc - cantitatea de produse omogene ce fac obiectul unei comenzi interne;
Qpsj - cantitatea din aceste piese destinate livrării unor clienţi sau pentru
completarea unor stocuri
În cazul în care în cadrul secţiilor de producţie se execută piese cu destinaţie largă,
folosite la mai multe comenzi interne, în cantităţi relativ mari, unitatea de evidenţă şi
programare a producţiei acestor piese o poate constitui lotul de fabricaţie.
Ciclograma comenzii interne.
Construcţia ciclogramei comenzii interne va cuprinde: ciclograma de montaj,
psjcjj QQgQ (3.75)
72
ciclograma prelucrării setului de piese în cadrul secţiilor de producţie şi durata pregătirii
fabricaţiei comenzii interne.
a) ciclograma de montaj reprezintă desfăşurarea în timp a lucrărilor de asamblare
având în vedere durata diferitelor faze: montaj general, ,montaj ansambluri şi
montaj subansamble, ţinând cont de suprapunerea în timp a acestor activităţi.
Durata unei faze de montaj se determină folosind relaţia:
m
i mi
Ti
N
N
dsnsDmf
1
1
(3.76)
Unde : Dmf reprezintă durata de montaj a unei faze, în zile;
ns – numărul de schimburi lucrătoare, pe zi;
ds – durata unui schimb, în ore;
NTi – norma de timp pentru executarea unei operaţii – i – componentă a
activităţii de montaj;
Nmi – numărul de muncitori ce execută această operaţie.
Prin stabilirea timpului cerut de montajul general se pot determina termenele maxime de
terminare a ansamblelor şi subansamblelor.La rândul lor duratele necesare obţinerii
subansamblelor determină datele de terminare a pieselor ce urmaeză a fi executate sau
procurate din afară. Ţinând cont că, în general, montajul produselor ce fac obiectul
activitătii întrerpinderilor cu producţie individuală este staţionar, durata totală de
montaj a unei comenzi interne va fi:
DmNcmDmc (3.77)
Unde : Dmc reprezintă durata de montaj a unei comenzi interne;
Ncm – numărul ciclurilor de montaj necesare realizării comenzii;
Dm – durata montajului unui produs complex .
Numărul ciclurilor de montaj ce se vor executa, în această fază a procesului de
producţie, este:
Npms
Qc
, dacă raportul este un număr întreg (3.78)
1
Npms
Qc
, dacă raportul este un număr fracţionar
Ncm =
73
Unde : Qc reprezintă cantitatea de produse ce fac obiectul comenzii interne;
Npms – numărul de produse ce se pot monta simultan.
Ţinând cont de suprafaţa de producţie a sectorului de montaj (Sp) şi de norma de
suprafaţă (sn) necesară activităţilor de montaj, numărul de produse ce se pot monta
simultan, va fi:
sn
SpNpms
(3.79)
b) durata prelucrării setului de piese. Pentru întocmirea ciclogramei interne trebuie
determinată durata de execuţie a setului de piese în secţiile de producţie. Calculul
setului de piese într-o subunitate de producţie trebuie să fie precedat de o analiză
a tehnologiilor de fabricaţie ale acestor componente.
În cazul în care fiecare reper din cadrul setului de piese se execută după o tehnologie
diferenţiată durata va depinde de timpul necesar execuţiei piesei „ conducătoare” – piesa
cu cel mai mare număr de operaţii. Dacă, însă, piesele din set, sau o parte din acestea, au
tehnologii de prelucrare comune se impune, în primul rând, gruparea reperelor în funcţie
de asemănarea tehnologică şi, apoi, calculul duratei de execuţie a fiecărei grupe de
repere. Calculul duratei de execuţie a unei grupe de piese va fi precedat de stabilirea
succesiunii de lansare a acestora, criteriul principal constituindu-l ordinea intrării lor la
montaj.
Pe baza duratei execuţiei pieselor sau grupelor de piese se vor putea stabili termenele de
lansare în fabricaţie.
c) Durata pregătirii fabricaţiei comenzii interne. Stabilirea ciclogramei de montaj
şi a prelucrării setului de piese are la bază documentaţia tehnico-economică ce se
elaborează în cadrul pregătirii fabricaţiei.
Instabilitatea nomenclaturii de fabricaţie, varietatea produselor, determinate de cererile
beneficiarilor, au determinat cuprinderea în cadrul conducerii operative a fabricaţiei
organizată pe comenzi şi a activităţilor ce privesc pregătirea fiecărui produs ce face
obiectul comenzii interne: proiectarea constructivă şi proiectarea tehnică.
Fundamentarea cât mai reală a termenelor de livrare a comenzilor impune determinarea,
în această etapă a duratelor diferitelor faze ale pregătirii fabricaţiei.
În prima etapă se aproximează ponderea pieselor originale ale produsului, pe grupe de
complexitate constructiv-tehnologică. Cunoscându-se sau apreciindu-se numărul total

74
de piese din structura constructivă a produsului şi ponderea pieselor originale pe grupe
de complexitate constructiv- tehnologică, volumul de muncă necesar diferitelor faze ale
pregătirii fabricaţiei se poate determina cu ajutorul relaţiei:
K
i
ii
ptpNpVp
1 100 (3.80), unde
Unde : Vp reprezintă volumul de muncă (om-ore) necesar efectuării unei faze a
proiectării produsului;
Np – numărul total de piese ale produsului;
K – grupele de complexitate constructiv- tehnologică a pieselor;
tpi – timpul necesar proiectării unei piese de complexitatea – i – ‚
pi – ponderea pieselor originale din fiecare grupă de complexitate constructiv-
tehnologică.
Pe baza volumului de muncă necesar efectuării diferitelor faze ale activităţii de
proiectare, în funcţie de personalul existent în compartimentele pregătirii fabricaţiei se
poate determina durata, în zile, a fiecărei faze. Durata totală a pregătirii fabricaţiei
comenzii interne se stabileşte în raport cu duratele fazelor componente, ţinând cont şi de
suprapunerile în timp ale acestora.
Ciclograma comenzii interne, formată din ciclograma de montaj a prelucrării setului de
piese şi a pregătirii comenzii se finalizează sub forma unei diagramei Gannt, cu scara
timpului în numărătoare inversă.
Fig. 3.4. Ciclograma unei comenzi interne
În ciclograma comenzii se înscriu principalele termene intermediare ale execuţiei şi
pregătirii fabricaţiei, care treanspune la scară calendaristică, în raport cu termenul de
livrare a comenzii, vor constitui termene maxime de începere a activităţilor respective.
Pentru ciclograma comenzii interne repezentată grafic în figură s-a considerat că
termenul de livrare este 30 aprilie, rezultând astfel, datele calendaristice de începere a
activităţilor componente (s-au avut în vedere numai zilele lucrătoare ale perioadei).
Proiectarea
Pregătirea
fabricaţiei
Secţia turnătorie
Obţinerea
semifabricate
Secţia
Prelucrări
mecanice
Prelucrarea pieselor
Secţia
Montaj
Asamblare
33 23 22 17 16 8 7 0 8.III 1.IV. 2. IV. 8.IV. 9.IV. 21.IV. 22.IV. 30. IV.

75
2.3.4.8. Elaborarea şi fundamentarea programelor lunare de producţie la nivelul
unităţii industriale şi al subunităţilor de producţie
Având la bază termenul de livrare al comenzilor interne, cilogramele vor fi transpuse în
grafice calendaristice prin calcule de devansări. Se stabileşte astfel data calendaristică
maxim admisibilă de lansare în fasbricaţie şi stadiul lor de realizare în luna de
programare. În acest fel programul lunar al întreprinderii poate să cuprindă comenzile
ce trebuie terminate în luna respectivă sau comenzile lansate în perioadele anterioare şi
stadiul pe care trebuie să-l atingă în luna de programare şi în al doilea rând, comenzi ce
se vor lansa în luna de programare şi stadiul realizării lor.
Fig. 3.5. Grafic calendaristic de realizarea comenzilor interne
Graficul poate servi şi ca instrument de control a respectării termenului de livrare.
Pentru comenzile ce au ca termen de livrare luna de programare se poate calcula rezerva
de timp disponibilă pentru fiecare comandă.
*DcpTlcRt (3.81)
Unde : Rt reprezintă rezerva de timp disponibilă;
Tlc – termenul de livrare calendaristic;
Dcp*– durata ciclului de producţie necesară executării comenzii corespunzătoare
Luna Martie Aprilie Mai
Ziua 10 20 10 20 10 20
Comanda
134
Comanda
135
Comanda
141
Comanda
142

76
stadiilor neexecutate la începutul lunii de programare.
Dacă rezerva de timp are o valoarea negativă înseamnă că această comandă este în
întârziere, fiind necesară luarea unor măsuri de urgentare a execuţiei:
- concentrarea eforturilor spre aceste comenzi;
- efectuarea unor ore / schimburi suplimentare.
În final se va stabili programul lunar al întreprinderii şi măsurile tehnico-organizatorice
necesare respectării termenelor de livrare.
Ordinea de execuţie a comenzilor trebuie să ţină cont de următoarele:
1. comenzile cu termene rigide se vor programa primele, iar cele care pot fi folosite ca
lucrări de compensare ultimele;
2. comenzile cu rezerve mici de timp se vor include în programul operativ la început;
3. cu cât o comandă are o rezervă mai mare de timp avem mai mult timp disponibil
pentru a lua măsuri corespunzătoare în cazul unor situaţii neprevăzute;
4. comenzile aflate în fabricaţie se vor trata primele în activitatea de programare;
5. piesele legate de comenzi ferme vor avea în programare o prioritate mai ridicată în
comparaţie cu cele ce au destinaţie largă, pentru stoc.
Dacă în urma comparării necesarului de capacitate cu disponibilul rezultă deficite, în
programul operativ lunar se pot face unele corecţii, astfel:
- se amână termenele de lansare în fabricaţie a unor comenzi prin deplasarea întregii
ciclograme spre dreapta. În acest caz există posibilitatea depăşirii termenului de livrare
contractual;
- se reduce cantitatea de piese unificate ce urmează a se lansa în fabricaţie. Se vor
avea în vedere numai cantităţile de piese necesare comenzilor ce sunt lansate în
fabricaţie şi care au rezerve mici de timp;
- se stabilesc măsuri tehnico-organizatorice în scopul reducerii încărcării acestor
verigi de producţie principale: repartizarea unor sarcini de producţie la late locuri de
muncă, cooperări cu alte universităţi în vederea execuţiei unor componente, ore
suplimentare etc.
Pe baza programului lunar de producţie al unităţii industriale, secţiile de producţie îşi
extrag sarcinile operative, care cuprind:
- produsele finite (pentru secţia finală) sau seturile de piese corespunzătoare
comenzilor interne ( pentru celelalte secţii);

77
- termenele de livrare internă, rezultate din ciclogramele comenzilor;
- volumul de lucrări la principalele verigi de producţie, exprimat în ore-maşină.
Corelarea calendaristică a sarcinilor de producţie ce compun programul operativ al
subunităţilor se face mergând în sens invers fluxului de fabricaţie având la bază durata
ciclului de producţie şi termenele de livrare internă ale seturilor de piese.
2.3.4.9. Elaborarea graficelor de programare a seturilor de piese în interiorul
secţiilor de producţie
La nivelul secţiilor de producţie evidenţele privind încărcarea maşinilor se ţin numai
pentru cele principale sau pentru cele generatoare de strangulări pentru aceste grupe de
maşini se elaborează grafice de programare prin care se stabileşte, pe de o parte timpul
disponibil, pe de altă parte timpul necesar execuţiei.
Graficele întocmite au la bază succesiunea de execuţie a diferitelor sarcini ţinând cont
de termenele intrării la montaj a componentelor produselor.
Pentru sarcinile de producţie ce au acelaşi termeni de livrare spre monatj sau termene
apropiate se pot folosi şi anumite reguli de decizie suplimentare astfel:
A. Reguli de decizie ce depind de piese:
- costul piesei;
- durata totală de execuţie a pieselor (programarea sarcinilor de producţie se face în
ordinea descrescătoare a acestor durate);
- termenul de livrare al comenzilor (seturile de piese se programează în ordinea
crescătoare a acestor termene);
- rezerva de timp disponibilă (piesele se execută în ordinea crescătoare a timpului
cuprins între termenul de livrare al comenzii şi perioada necesară execuţiei
operaţiilor tehnologice neexecutate).
B. Reguli de decizie ce depind de operaţiile tehnologice ce se execută la grupele
de maşini principale
- durata execuţiei operaţiei – lansarea sarcinilor de producţie se face în ordinea
descrescătoare a acestor durate.
- durata execuţiei operaţiilor tehnologice ce succed operaţia principală – execuţia
pieselor se face în ordinea descrescătoare a acestor durate.
- primul sosit- primul servit.

78
Etapele ce se parcurg sunt:
1. Se întocmeşte o listă a pieselor în ordine crescătoare a termenelor de livrarea la
montaj, obţinându-se o succesiune curentă;
2. Pe baza succesiunii curente se caută prima lucrare întârziată. În acest scop se
adună duratele de execuţie ale sarcinilor în ordinea stabilită, obţinâdu-se o durată
cumulată. Se compară durata cumulată cu termenele de livrare. Dacă termenele de
livrare sunt mai mari decât durata cumulată pentru toate piesele, succesiunea
curentă rămâne definitivă. Dacă durata cumulată corespunzătoare unei sarcini e
mai mare decât termenul de livrare la montaj înseamnă că această piesă este în
întârziere.
3. Se analizează succesiunea formată din piesele ce preced sarcina întârziată
inclusiv aceasta. Sarcina care are durata de execuţie cea mai mare se trece la
sfârşitul succesiunii curente.
2.3.5 Sumar
În cadrul acestui modul au fost prezentate elementele caracteristice managementului
operaţional al producţiei de serie cu fabricaţia organizată pe bază de loturi şi a
producţiei individuale cu fabricaţia organizată pe comenzi.
2.3.6. Bibliografie modul
1.Cazan, E., Managementul producţiei, Editura Universităţii de Vest, Timişoara, 2002
2.Constantinescu, D., Managementul operaţional al producţiei, Editura Sitech, Craiova,
2003
3.Dilwarth, J., Operaţions Management, Mc Graw Hill Inc., USA 1992
4. Dima, I., Nedelcu , M.,
5.Moldoveanu, Gh., Managementul operaţional al producţiei, Editura Economică
Bucureşti, 1996
6.Naghi, M., Conducerea operativă a producţiei, Litografia Universităţii „Babeş-
Bolyai”, Cluj-Napoca, 1993

79
III. Anexe
3.1 Bibliografia completă a cursului
1. Badea, F., Managementul producţiei, Editura ASE, Bucureşti, 2005;
2. Cazan, E., Managementul producţiei, Editura Universităţii de Vest, Timişoara,
2002;
3. Constantinescu, D., Managementul operaţional al producţiei, Editura Sitech,
Craiova, 2003;
4. Dilwarth, J., Operaţions Management, Mc Graw Hill Inc., USA 1992;
5. Everett, E., JR, Ronald, J.E., Mangementul producţiei şi al operaţiunilor,
Editura Teora, Bucureşti, 2001;
6. Ionescu, Gh., Gh., Managementul producţiei industriale, Editura Universităţii de
Vest, Timişoara, 2003;
7. Moldoveanu, Gh., Managementul operaţional al producţiei, Editura Economică
Bucureşti, 1996;
8. Naghi, M., Conducerea operativă a producţiei, Litografia Universităţii „Babeş-
Bolyai”, Cluj-Napoca, 1993;
9. Naghi, M., Gică, O., Managementul operaţional al producţiei, Editura Risoprint,
Cluj-Napoca, 2007.
3.2. Glosar
Cadenţa liniei în flux, reprezintă intervalul de timp cuprins între executarea a două
produse succesive de acelaşi tip
Ciclul de producţie reprezintă succesiunea operaţiilor tehnologice, a activităţilor ce
compun procesul de producţie, necesare transformării obiectelor muncii în produse
finite.
Linia automată reprezintă o instalaţie complexă compusă din maşini unelte legate prin
mijloace de transport automatizate, care asigură prelucrarea continuă a semifabricatelor
în succesiunea determinată de procesul tehnologic adoptat
Lotul de fabricaţie reprezintă cantitatea de obiecte ale muncii identice ce formează
unitatea de evidenţă a conducerii operative a producţiei, lansate simultan în fabricaţie şi
executate succesiv în procesul de producţie, pentru care la locurile de muncă se
80
consumă un singur timp de pregătire – încheiere .
Lotul optim de fabricaţie reprezintă cantitatea de obiecte ale muncii identice, care
formează unitatea de evidenţă a conducerii operative a producţiei, lansate simultan în
fabricaţie şi executate succesiv în procesul de producţie şi care satisface în cel mai înalt
grad criteriul de optimizare stabilit, în condiţiile respectării unor restricţii impuse.
Sistemele de producţie continue sunt acelea în care utilajele şi instalaţiile sunt
specializate în raport cu ordinea operaţiilor şi cu fluxul tehnologic (linii de producţie în
flux, procese chimice continue), intrările în sistem fiind tipizate.
Sistemele de producţie discontinue sunt acelea în care utilajele execută o varietate
mare de produse lansate în loturi la diferite intervale de timp, neexistând o organizare
optimă a operaţiilor în timp şi spaţiu.
3.3 Scurtă biografie a titularului de curs
Prof. dr MIHAI NAGHI este absolvent al Facultăţii de Ştiinţe Economice a Universităţii
„Babeş-Bolyai” din Cluj-Napoca. Domenii de competenţă: managementul producţiei,
management operaţional. Competenţele de cercetare ştiinţifică sunt demonstrate prin
publicarea a peste 70 de lucrări ştiinţifice în publicaţii recunoscute şi participarea activă
în diferite echipe de cercetare.
