(méthode d'optimisation de la maintenance es-sarhani med)
TRANSCRIPT

Université sidi Mohammed Ben Abdellah
Ecole Supérieure de Technologie
Département de la MMMMaintenance IIIIndustrielle
Rapport de Projet de Fin d’Etude
Rédigé par Encadré par ES-SARHANI Mohammed Mr B.HERROU

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 2 -
Mes remerciements à monsieur
IBRAHIM HERROU, qui nous a encadré pendant toute la durée de notre projet, il nous a guidé conseillé et critiqué notre travail nous le remercions pour tout. Mes remerciements au chef de département de la Maintenance Industrielle. Mes respects aux dames et monsieur Les professeurs. À tous les membres de Jury d’avoir accepté notre travail, et nous espérons que celui-ci aura bonne vaillance de leur part.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 3 -
INTRODUCTION……..………………....................……...5
PREMIERE PARTIE………………………...…….................6 Généralités sur la maintenance………………………..………7
Coûts directs de la Maintenance………………………………10 Coûts indirects de la Maintenance………….………………....12 DEUXIEME PARTIE ………………………………………...14 La Maintenance Basée sur la Fiabilité………………………..14 Généralités et objectifs …………………........................15 TROISIEME PARTIE…………………………… …………..29 Etude de cas…………………………………………………...29 Travail demandé………….……………………………..30
Matrice de criticité des 3 machines……………………..39 Etude AMDEC de Cercleuse……………………………41 Elaboration d'un plan de Maintenance …………………54 Résultats Escomptés…………….………………………56
CONCLUSION………………………………………………..59 BIBLIOGRAPHIE…………………………………………….60

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 4 -
Figure 1- Les différents aspects de la maintenance……………………………………8
Figure 2- illustration d'une dégradation………………………………………………19
Figure 3 – synthèse de l'étude MBF en cours…………………………………………21 Figure4 – Etape 1 : le choix des équipements à étudier…………………………….22 Figure5– Etape 2 : Analyse des défaillances fonctionnelles……………………….23 Figure 6- AMDEC des équipements……………………………..……………………24 Figure 7– Etape 3: décision des tâches de maintenance…………………………..25 Figure 8 – étape 4 : l'étape interactive de la MBF…………………………………26 Figure9- les 4 étapes principales de la démarche MBF……………………….…..27 Figure 10 – Logigramme de décision des tâches de maintenance……………….28 Figure 11- cercleuse vue globale…………………………………………………….31
Figure 12- Côté d'admission………………………………………………………….32
Figure 13- Côté d'évacuation…………………………………………………………32 Figure 14- La partie du cerclage…………………………………………………….33 Figure 15- l'Empileuse………………………………………………………………..34 Figure 16- la conditionneuse…………………………………………………………35 Figure 17- autre exemple de conditionneuse : MELANGEUSE DE PARFUMS (fromage)………………………………………………………………………………35 Figure 18- CONDITIONNEUSE POUR MISE EN CARTON………………….36
Figure 19- MELANGEUSE SEMI AUTOMATIQUE ……………………………36
Figure 20- conditionneuse…………………………………………………………...37 Figure 21- conditionneuse ………………………………………………………….37 Figure 22- conditionneuse de bois………………………………………………….38 Figure 23- tableau1- l'état des 3 machine pendant une semaine………………39 Figure 24- tableau 2- la matrice de criticité……………………………………...40 Figure 25- Schéma de fonctionnement……………………………………………42 Figure 26-Diagramme de fonctionnement………………………………………..43 Figure 27- Les principaux composants de la cercleuse………………………..45

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 5 -
Peu d’entreprises pensent encore aujourd’hui que " la maintenance est un mal
nécessaire ". Cependant, peu d’entre elles réalisent que le moindre accroc dans
l’efficacité ou la pertinence de la maintenance peut avoir des conséquences indirectes
extrêmement préjudiciables pour d’autres fonctions de l’entreprise. Un manque de
fiabilité d’une pompe peut générer : des retards de livraison, des pertes de clients, des
stocks de produits finis plus importants, des difficultés de trésorerie, des heures
supplémentaires, de la fatigue inutile voire même des problèmes de sécurité !
La connaissance du matériel, de ses faiblesses, dégradations et dérives,
complétées jour après jour, permet des corrections, des améliorations et, sur le plan
économique, des optimisations ayant pour objet de rendre minimal le ratio :
Dépenses de maintenance + coûts des arrêts fortuits
Service rendu
Nous aborderons dans ce rapport l'optimisation de la maintenance par la MBF
(Maintenance Basée sur la Fiabilité) puis nous détaillerons une étude de cas faite sur
trois machines.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 6 -

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 7 -
Généralités
La maintenance est l’ensemble de toutes les actions techniques, administratives et
de management effectuées durant le cycle de vie d’un bien et destinées à le maintenir ou
à le rétablir dans un état dans lequel il peut accomplir la fonction requise. La
maintenance a longtemps joué un rôle curatif dont l’unique objectif était de réduire la
durée d’immobilisation des machines. Cette maintenance curative était axée sur le
court terme et ne résolvait en rien les problèmes liés aux dégradations inévitables.
La concurrence effrénée et la course à la compétitivité incitent l’entreprise
rechercher la qualité totale et surtout la réduction des coûts. La maintenance est ainsi
devenue l’une des fonctions stratégiques de l’entreprise. Elle vise donc moins à remettre
en état l’outil de travail qu’à anticiper ses dysfonctionnements. L’arrêt ou le
fonctionnement anormal de l’outil de production, et le non-respect des délais qui s’en
suit, engendrent des surcoûts que les entreprises ne sont plus en état de supporter.
L’entreprise ne doit plus subir les événements, elle doit les prévoir et analyser leurs
effets sur le long terme. Autrefois curative, la maintenance devient préventive et
contribue à améliorer la fiabilité des équipements et la qualité des produits. Cette
maintenance préventive se traduit par la définition de plans d’actions et d’interventions
sur l’équipement, par le remplacement de certaines pièces en voie de dégradation afin
d’en limiter l’usure, par le graissage ou le nettoyage régulier de certains ensembles.
Ces actions préventives étaient dans un premier temps effectuées de façon
systématique selon des calendriers prédéfinis. Elles permettaient d’anticiper les pannes,
mais au prix d’un alourdissement importants des coûts de maintenance. Grâce à
l’évolution des méthodes de diagnostic et de contrôle, une nouvelle maintenance
commence à voir le jour. Elle utilise des techniques de prévisions de pannes comme
l’analyse des vibrations ou des huiles. Cette maintenance dite " préventive
conditionnelle " permet de remplacer des pièces juste avant leur rupture. Le choix entre
les différents aspects de la maintenance (figure 1) se fait principalement au regard des

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 8 -
coûts économiques, mais aussi des aptitudes et compétences du personnel de
maintenance, et de la position concurrentielle sur le marché.
Figure 1 - Les différents aspects de la maintenance
Donnons formellement une définition des différents termes intervenant sur ce schéma :
PREVENTIVE : maintenance exécutée à des intervalles prédéterminés ou selon des critères prescrits et destinés à réduire la probabilité de défaillance du fonctionnement d’un bien ;
CORRECTIVE : maintenance exécutée après détection d’une panne et destinée à remettre un bien dans un état dans lequel il peut accomplir une fonction requise ;
Celle-ci se décompose en deux sous-types :
1. LA MAINTENANCE PALLIATIVE qui représente les Activités de la maintenance corrective destinées à permettre à un bien d'accomplir provisoirement tout ou partie d'une fonction requise. Appelée couramment dépannage. Cette maintenance palliative est principalement constituée d'actions à caractère provisoire qui devront être suivies d'actions curatives.
Maintenance
Préventive Corrective
Palliative
Curative
Systématique Conditionnelle

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 9 -
2. LA MAINTENANCE CURATIVE qui représente les activités de maintenance corrective ayant pour objectif de rétablir un bien dans un état spécifié ou de lui permettre d'accomplir une fonction requise. Le résultat des activités réalisées doit présenter un caractère permanent. Ces activités peuvent être des réparations, des modifications ou aménagement ayant pour objet de supprimer les défaillances.
CONDITIONNELLE : maintenance préventive basée sur une surveillance du fonctionnement du bien et/ou des paramètres significatifs de ce fonctionnement intégrant les actions qui en découlent ;
SYSTEMATIQUE : maintenance préventive exécutée à des intervalles de temps préétablis ou selon un nombre défini d’unités d’usage mais sans contrôle préalable de l’état du bien.
La MAINTENANCE PREVENTIVE est la maintenance ayant pour objet de réduire la probabilité de défaillance ou de dégradation d'un bien ou d'un service rendu. Les activités correspondantes sont déclenchées selon un échéancier établi à partir d'un nombre prédéterminer d'unités d'usage (maintenance systématique), et / ou des critères prédéterminés significatifs de l'état de dégradation du bien ou du service (maintenance conditionnelle).
Les entreprises, aujourd’hui engagées dans des politiques de qualité, cherchent à obtenir des certifications de leur maintenance, en particulier de la norme EN 13306.
Les objectifs de la maintenance
Ces objectifs sont doubles : réduire les dépenses de maintenance et diminuer les capitaux immobilisés.
Le premier objectif se décline en :
- Dépenses du personnel interne : salaires, charges patronales, frais liés à la formation,... Elles dépendent du métier et du niveau hiérarchique mais ces coûts doivent être majorés de la perte de temps occasionnée par l’opération de maintenance (préparation, coordination, …). La distinction entre les activités à valeur ajoutée et celles à non-valeur ajoutée permet de définir des axes d’amélioration au cours de réunion avec les différents métiers concernés.
- Consommation de fournitures industrielles : les pièces de rechanges, ... Il faut :
• définir et prendre les mesures nécessaires pour réduire l’usure de ces pièces (type de fonctionnement, ...) ;
• vérifier le respect des conditions de stockage ; • limiter le nombre de fournisseurs ;

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 10 -
• recourir au service achat pour négocier les prix.
Le second objectif de la maintenance vise à :
- Diminuer des stocks de fournitures industrielles :
L’entreprise vise à garder les pièces nécessaires au bon fonctionnement de l’outil industriel, tout en minimisant la valeur ainsi immobiliser.
- Reporter des investissements :
L’entreprise qui souhaite augmenter sa production doit d’abord améliorer sa maintenance et la fiabilité de son outil de production avant d’investir dans de nouvelles installations.
coûts directs de la Maintenance
Les coûts directs de la maintenance regroupent les coûts correspondants :
− Aux frais de rémunération du personnel;
− Aux fournitures de machines, pièce de rechange;
− Aux outillages et équipements de maintenance;
− Aux frais divers de documentation, gestion, etc. ;
− Aux dépenses externes sous-traitées;
− Aux frais financiers correspondant à l'immobilisation des pièces de rechange.
Ils sont en général très nettement inférieurs aux dépenses résultant de la non maintenance. La classification suivante est recommandée pour facilité la préparation et la gestion du budget ;(voir le tableau)

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 11 -
PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 12 -
Coût indirect de la maintenance
Le coût indirect de la maintenance est un coût des conséquences de l’absence de
maintenance ; de son insuffisance ou de sa mauvaise application.
− Coûts des accidents
− Coûts des mesures palliatives
− Coûts de détériorations de l’environnement
− Les pertes de clients
− Les pertes d’image de marque
− Marge perdue suite aux arrêts de maintenance
− Pertes dues au chômage technique
− Frais fixes non couverts lors des pannes
− Non qualités dues aux équipements
− Pertes par ralentissement dû aux machines
− Litiges avec les clients
− Plus de consommation énergétique
− Pertes dues aux micros -arrêts, aux marches à vide, aux
démarrages
Incidence de la conception, de l’exploitation et de la
maintenance
Les conséquences de ses diverses sources de non efficacité peuvent entraîner :

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 13 -
- des dommages à l’entreprise , des défaillances critiques, pouvant entraîner
des dommages corporels, des dégâts matériels, tels que la destruction
partielle voire totale des équipements, et même mettre en évidence
éventuellement en jeu l’avenir de l’entreprise.
-une indisponibilité des équipements clé, avec le manque à gagner qui en
résulte.
- des coûts supplémentaires du fait des mesures prises pour pallier leurs
effets.
- éventuellement, le coût de pénalités
- un manque à gagner dû à la perte de rendement éventuelle des
équipements productifs un coût de possession et d’utilisation des
équipements accru compte tenu des pertes de rendement globale
-des coûts de stockage intermédiaire concernant les produits en cours de
fabrication et destinés à pallier les effets des pannes durables des
équipements.
-des coûts de non qualité dus aux équipements tels que coût de rebuts, des
retouches, déclassement, réclamation, ristournes…
-une incidence sur l’image de marque pouvant se traduire par une diminution
du chiffre d’affaire, cette dernière conséquence pouvant être liée aux
précédentes.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 14 -

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 15 -
Généralités et objectifs de la MBF La maintenance basée sur la fiabilité a pour but
• Elaborer un programme de maintenance préventive optimisé, ayant pour but
la sûreté de fonctionnement et la sécurité des moyens de production, en tenant compte des aspects économiques.
• L'amélioration de l’organisation de la maintenance, ceci malgré le manque
de ressources générales observées. C’est la marche initiale nécessaire pour aller vers la certification de l’entreprise.
• La conservation des données de maintenance et de production (base de
données pour le retour d’expérience) est également un objectif non négligeable de cette méthode.
Il est très important que le programme de maintenance préventives s’approche
d’un niveau optimal afin de minimiser les risques de défaillance, tout en conservant une
capacité de service maximale des moyens de production et en dégageant des facteurs de
gains dans les entreprises. Cette optimisation doit donc s’appuyer sur une optimisation
technique (obtention du plan de maintenance technique (PMT)) suivi d’une évolution
économique tenant compte des contraintes organisationnelles et conduisant du Plan de
Maintenance optimisé (PMO) ; la mise en œuvre de cette étape pourra conduire très
souvent à une diminution des coûts de maintenance à performance égale.
La modification des équipements dans le temps, le vieillissement des installations
et matériels, induisent un besoin complémentaire de définition des plans de
maintenance rendant caduques les préconisations des constructeurs.
Le but de chacun est l’obtention d’un outil de production sûr de fonctionnement à
un coût raisonnable. La MBF entre tout naturellement dans la partie « logistique de
maintenance » de la notion de la sûreté de fonctionnement. C’est pourquoi la MBF
s’appuie sur une méthodologie d’élaboration d’un programme de maintenance
préventive pour les équipements (en exploitation) au moyen d’une approche logique,
structurée, pragmatique et sûre.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 16 -
Un certain nombre d’apports de la démarche MBF peuvent être évoqués dès à
présent, ils sont souvent difficiles à quantifier et sont évidemment fonction du type
d’industrie et des moyens mis en œuvre pour mettre en place la MBF. La maintenance
peut être vue sous les trois aspects organisationnels, techniques et humains, les
bénéfices attendus se décomposent selon ces trois aspects.
La mise en place d’un plan de maintenance optimisé dans l’entreprise qui
s’appuie sur la démarche MBF provoque souvent une diminution du nombre de tâches
de maintenance préventives qui sont supprimées ou remplacées par de la maintenance
corrective ; la maintenance conditionnelles augmente ; le besoin en pièce détachées
diminue et le remplacement est mieux justifié. Une remise en cause de certaines
solutions de conception peut aussi être recommandée. La BF est un outil de justification
en conception et en exploitation.
Sur le plan technique la MBF conduit à : − La détermination des sites et équipements importants, − L'identification des sites à maintenir en priorité, − La définition des fonctions et des défaillances associées aux équipements, − L'identification des défaillances principales avec leurs modes et causes de
défaillances, − L'identification des causes de défaillances principales avec leurs effets et
fréquence, − La définition des modifications à réaliser au niveau du process, − L'identification des tâches de maintenance préventives. − La définition de la politique de maintenance, − La définition du planning des actions préventives, − Une meilleure utilisation des appareils de contrôle, − La création d'une documentation plus homogène et plus compréhensible par
tous, − Une augmentation de la durée de vie des équipements.
L'application de la MBF sous-tend une organisation mettant en œuvre divers
profils internes; par conséquent, les résultats obtenus font l'objet d'un consensus et
décrivent le cadre à respecter par l'ensemble des acteurs de l'entreprise. C'est une
démarche de certification de l'activité maintenance.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 17 -
Origine de la MBF
C'est principalement entre 1960 et 1980 que se sont développées les nouvelles philosophies de maintenance dans l'aviation. Dans les années 60 les programmes d'entretien étaient fondés sur des périodicités fixes de rebâtissage de composants calculées empiriquement. Pour rendre plus intelligent les programmes, le Maintenance Steering Group a été formé avec des experts opérateurs et concepteurs d'aéronefs. Il en a résulté la méthodologie MSG, laquelle est devenue MSG-2 après expérience. MSG-2 a comme philosophie : que peut-on faire pour empêcher un composant déposable de tomber en panne ?
En 1978, la Marine américaine a mandaté un groupe d'ingénieurs à étudier le comportement en fiabilité des composants d'avion. Depuis longtemps la théorie de la fiabilité utilise la courbe en forme de baignoire comme le modèle de référence. Or leur étude démontre que 4% des composants suivent cette règle, ce sont les composant qui usent tel que les roulements à bille. D'autres modes de comportement sont alors développés. Fait le plus remarquable, 68% des composants ont une courbe montrant des problèmes de jeunesse au début, mais par la suite un taux de défaillance stable, par exemple les composants électroniques, les logiciels. Une méthodologie d'établissement de programmes d'entretien appelée MBF (maintenance basée sur la fiabilité) a alors été mise au point.
L'augmentation importante des coûts de carburant et l'amélioration de la fiabilité des nouveaux composants a exercé une pression pour réviser encore l'approche pour donner plus d'importance aux réductions de coûts. C'est devenu MSG-3, laquelle a utilisé l'approche logique de la MBF.
La MBF dans l'industrie manufacturière ou de process Dans le domaine industriel, ces méthodes ont donné naissance à la RCM
(Reliability Centred Maintenance) ou MBF (Maintenance Basée sur la Fiabilité) dont la
définition générale pourrait être "stratégie de maintenance globale d'un système
technologique utilisant une méthode d'analyse structurée permettant d'assurer la fiabilité
inhérente à ce système".
Dans le domaine des PME, cette définition doit être modifiée : la disponibilité
des équipements est plus importante que leur fiabilité intrinsèque. On doit plutôt assurer
la sûreté de fonctionnement à un coût raisonnable. On a affaire à des systèmes quasi
uniques qui vont répondre à un éventail très large de besoins de production. La
démarche doit être participative, agents de maintenance et opérateurs doivent collaborer

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 18 -
pour apporter leur expertise complémentaire ou d'avoir un outil d'aide à la décision qui
lui permette de décider quelles sont les actions qu'il vaut mieux réaliser dans le cadre du
budget dont il dispose.
Les outils de la MBF Cette approche MBF utilise différents outils issus des méthodes déjà bien
connues tels que la matrice de criticité, les grilles d'analyse des modes de défaillances,
de leurs effets et de leur criticité (AMDEC) et le logigramme de décision;
− La matrice de criticité permet d'apprécier l'impact des défaillances des
équipements sur des critères tels que la sécurité, la disponibilité et la qualité,
− La grille AMDEC définit l'importance relative des défaillances, de leur causes
et de leurs effets,
− Le logigramme de décision sert en fonction du type de défaillance, à identifier
le type de conséquence sur les équipements et à définir le niveau des actions
de maintenance à mettre en œuvre.
L'application de la MBF nécessite une bonne connaissance des équipements ainsi
que de leurs défaillances, de même que l'impact de ces défaillances. C'est pourquoi
l'implication de l'ensemble des opérateurs, techniciens et experts de l'entreprise est
indispensable pour obtenir des résultats souhaités et souhaitables tant au niveau de la
sûreté de fonctionnement, de la sécurité que des coûts globaux.
Classification des défaillances
La notion de défaillance est étudiée dans la norme X60-010 (AFN88), celle-ci stipule que "c'est la cessation de l'aptitude d'un dispositif à accomplir une fonction requise". Toute défaillance qui se trouve sur un chemin critique ou sous-critique de sécurité, de production ou de qualité devra faire l'objet d'une action de maintenance. Le mode défaillance, dont dans nous parlerons dans ce qui suit, est "l'effet par lequel une défaillance est observée "(court-circuit, circuit ouvert ou modification d'un bien). On classe les défaillances en fonction :

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 19 -
− Des causes (mauvais emploi, faiblesse inhérente, usure), − De leur degré (partielle, complète, intermittente), − De leur vitesse d'apparition (défaillance soudaine, "défaillance qui n'aurait pas
pu être prévue par un examen ou une surveillance antérieurs", − De leur vitesse d'apparition et de leur de gré (catalectique ou soudaine et
complète, par dégradation).
Défaillance fonctionnelle
Une défaillance fonctionnelle est l'inhabilité d'un article (ou de l'équipement qui le contient) à rencontrer un niveau de performance spécifique.
Défaillance potentielle
Une défaillance potentielle est une condition physique identifiable indiquant qu'une
défaillance fonctionnelle est imminente. Le seuil de la défaillance potentielle est
fonction de l'intervalle entre les inspections.
Des inspection périodiques sont programmées afin de détecter des défaillances
potentielles : tâches suivant l'état ou contrôles de fonctionnement. Ces inspections
déclenchent le retrait ou la réparation des composants qui ne rencontrent pas la norme.
Ces tâches sont donc ciblées sur des modes de défaillance spécifiques et ne sont
applicables que si une évidence physique de dégradation peut être constatée. Le
graphique qui suit en illustre la logique :
Figure 2- illustration d'une dégradation

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 20 -
La démarche participative Un certain nombre de groupes vont être crées. On en distingue trois de durée de
vie très différente :
• «MBF groupe Management» : regroupe les responsables des services
maintenance, production et qualité. Il est animé par un pilote, le chef de projet
MBF, qui oriente les différentes réflexions. Il est le garant de respect de la
méthode. Les travaux de ce groupe conduisent, dans le cadre de la politique
interne définie en collaboration avec la direction, à la définition du cadre des
analyses, au choix des personnes impliquées dans les autres groupes et à la
validation des différents résultats obtenus par les autres acteurs.
• le «MBF groupe pilote» : consiste la cheville ouvrière de l'analyse. en suivant les
directives du groupe management.
• le «MBF groupe équipement» : est chargé du recueil des donnés sur le terrain. Il
comprend les personnes venant des services production et maintenance qui
consiste le mieux l'équipement étudié. Après analyse de l'équipement par le
groupe pilote, il valide et définit les actions de maintenance à entreprendre et
élabore les actions préventives à mettre en place ainsi que leur répartition entre la
production et la maintenance.
L'identification précise des participants des différents groupes (fiche 1) favorise
la responsabilisation de chacun et les discussions souhaitables pour l'élaboration de ce
programme qui concerne toute l'entreprise. Chaque partie de la "procédure MBF" est
conçue par le "MBF groupe pilote", soumise ensuite à discussion avec les "MBF groupe
équipement" et à validation finale par le "MBF groupe management". Le nombre des
participants par réunion doit être réduit (8 maximums) pour bien prendre en compte
tous les avis exprimés et favoriser une démarche constructive.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 21 -
Figure 3 – synthèse de l'étude MBF en cours
Les étapes de la méthode
La mise en place d'un programme de maintenance planifiée se fait en 4 étapes,
ces étapes utilisent bon nombre d'informations et de supports faisant référence à la
production, à la qualité et à la Maintenance. Au travers de ces différentes étapes les
groupes impliqués doivent en permanence déterminer les objectifs qui sont prioritaires
et valider les résultats à toutes les phases pour permettre de poursuivre sans une
dispersion excessive.
• La première étape correspond à l'étude de l'ensemble des différents équipements
de production de l'entreprise, elle a pour but de déterminer quels sont les sites à
prendre en compte et les équipements à privilégier pour l'étude.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 22 -
Figure4 – Etape 1 : le choix des équipements à étudier
• La seconde étape permet une analyse des défaillances des différents équipements
étudiés. Les défaillances fonctionnelles sont étudiées et reliées aux défaillances
des différents équipements qui les composent au point de vue mode de
défaillance, de ses causes possibles et de ses effets sur les différentes fonctions de
l'équipement.
Etape 1
Entreprise
Fiche 2 S-D-Q
Classement / limitation des moyens à étudier
Classement / limitation des sites à étudier (grandes fonctions de production)
Moyens de production de chaque site
Matrice de criticité (SDQ)
Décomposition topo fonctionnelle des grandes fonctions de productions de chaque site
Critères qualitatifs (direction, comptabilité connaissance globale de la production)
Décomposition de l'entreprise en différents sites fonctionnels et géographiques

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 23 -
Figure5– Etape 2 : Analyse des défaillances fonctionnelles
Etape 2
Matrice de criticité (GF)
Fonction des moyens de production
Méthode des interacteurs
Mode de défaillance fonctionnelle
Moyens de détection
Décomposition fonctionnelle des équipements
Classement / limitation des défaillances fonctionnelles Fiche 3
(E)

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 24 -
Figure 6- AMDEC des équipements
• La troisième étape permet de définir le type d'action qu'il faut mettre en place
pour améliorer la sûreté de fonctionnement des équipements, ceci conduit à
l'élaboration d'un planning et à la personnalisation des différentes tâches de
maintenance.
Etape 2 Suite
Fiche 4
Analyse AMDEC
Méthode des interacteurs
Décomposition organique des
fonctions
Organes impliqués dans les défaillances
fonctionnelles
Causes, modes, effets des défaillances des
équipements
Fiche 5 (M)

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 25 -
Figure 7– Etape 3: décision des tâches de maintenance
• Etape 4 Optimisation du plan de maintenance, retour d'expérience
Logigramme de décision
Planification des tâches
Intervenants, intervalles
Liste des tâches envisagées
Etape 3
PMT
Fiche 7
Fiche 6

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 26 -
Figure 8 – étape 4 : l'étape interactive de la MBF
Etape 4
Rapport d'intervention
Mise en place d'indicateurs
Etude de fiabilité
Analyse des données
Base de connaissance de l'entreprise
Mise en place d'une boucle méliorative

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 27 -
Figure9- les 4 étapes principales de la démarche MBF
Détermination des sites et équipements à étudier
Analyse des défaillances fonctionnelles
Etablissement du PMT
Optimisation et retour d'expérience
Mise à jour
Synthèse des relevés et rapports d'intervention
Validation du programme de Maintenance Préventive
Préparation des feuilles de tâches
Validation des feuilles AMDEC
Préparation des feuilles AMDEC

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 28 -
Le logigramme de décision
Figure 10 – Logigramme de décision des tâches de maintenance
La remise en état régulière du système prévient-il la défaillance ?
Une vérification visuelle régulière de l'état du système en fonctionnement prévient-elle la défaillance ?
Une action de lubrification et/ou entretien prévient-elle la défaillance ?
Le remplacement régulier de l'élément prévient-il la défaillance ?
Est-il possible et souhaitable d'éliminer la défaillance en modifiant le système ?
Est-il économiquement souhaitable d'attendre la défaillance ? (Maintenance corrective)
Existe-t-il une tâche de maintenance conditionnelle ou prévisionnelle applicable, efficace et économique ?
Existe-t-il une tâche de maintenance préventive applicable, efficace et économique ?
Reconception
Préparer la tâche
La mettre en place
La programmer
Remplacement régulier
Remise en état régulière
Vérification régulière de l'état
Lubrification et/ou nettoyage
Oui
Oui
Oui
Oui
Oui
Oui
Oui
Non
Non
Non
Non
Non
Non
Non

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 29 -

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 30 -
Travail demandé Optimisation de la maintenance de trois machine par application de la méthode MBF
(Maintenance Basée sur la Fiabilité)
Les trois machines sont :
1. Cercleuse : C’est une machine d'emballage qui exécute un cerclage rapide et
automatique avec un feuillard

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 31 -
Figure 11- cercleuse vue globale
Elle permet le centrage et le conditionnement en liasse entièrement automatisé de
paquets comptés de boîtes pliantes en carton plein et ondulé.
• Partie cerclage extractable
• EURO SPIRIT tête de fermeture pour feuillard 6 mm PP.
• Jusqu'à 26 paquets par minute
• Éjection automatique du feuillard à la fin du rouleau.
• Le dérouleur de feuillard avec bobine de feuillard à changement rapide est à entraînement électromotorisé et monté sur la machine.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 32 -
Figure 12- Côté d'admission
L'installation est réglable en hauteur afin d'assurer une adaptation optimale à la machine de pliage et de collage. Cette opération est réalisée par des tiges de levée électromotorisées dans une plage de 580 à 875 mm.
Figure 13- Côté d'évacuation
Les paquets centrés et cerclés sont évacués à une vitesse de 60 mètre/min.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 33 -
Figure 14- La partie du cerclage
La partie du cerclage est logée dans un module enfiché. Elle est ainsi facilement
extractable.
2. Empileuse : Un système d’éjecteurs /empileurs pourvoit à trier le produit qui arrive
du banc de triage et planar, après avoir été sélectionné. Avec rapidité et précision, les
plaques sont divisées en colonnes de différentes qualités, empilées, comptées et
transportées vers la conditionneuse.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 34 -
Figure 15- l'Empileuse
3. Conditionneuse : La conditionneuse reçoit le produit de l’empileuse, le compacte
ultérieurement, l'aligne, le conditionne selon la typologie de carton choisi auparavant
et imprime sur les cotés les informations nécessaires pour l’expédition. Le format de
l’emballage est programmable, le choix de la typologie d’impression est totalement
libre. Une fois emballé, le produit est envoyé au palettiseur qui pourvoit à subdiviser
le produit sur les différentes palettes selon le format présent.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 35 -
Figure 16- la conditionneuse
Figure 17- autre exemple de conditionneuse : MELANGEUSE DE PARFUMS (fromage)
Machine transfert automatique, 4 modules de déchargement motorisés, 4 robots Staubli, 1 transfert à motorisation Brushless, 1 poste de remplissage motorisé à cames, Dimensions 5000x11000x2000.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 36 -
Figure 18- CONDITIONNEUSE POUR MISE EN CARTON
Figure 19- MELANGEUSE SEMI AUTOMATIQUE

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 37 -
Figure 20- conditionneuse
Figure 21- conditionneuse

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 38 -
Figure 22- conditionneuse de bois
Constitution :
• Un convoyeur d'amenée de savonnettes.
• Une plate-forme de réalisation couches savonnettes.
• Un convoyeur de stockage boîtes.
• Un convoyeur de stockage couvercles.
• Un magasin d'intercalaires.
• Un bras motorisé de prise et dépose (savonnettes, intercalaires, couvercles).
• Un pupitre opérateur.
• Une structure avec enveloppe de protection.
PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 39 -
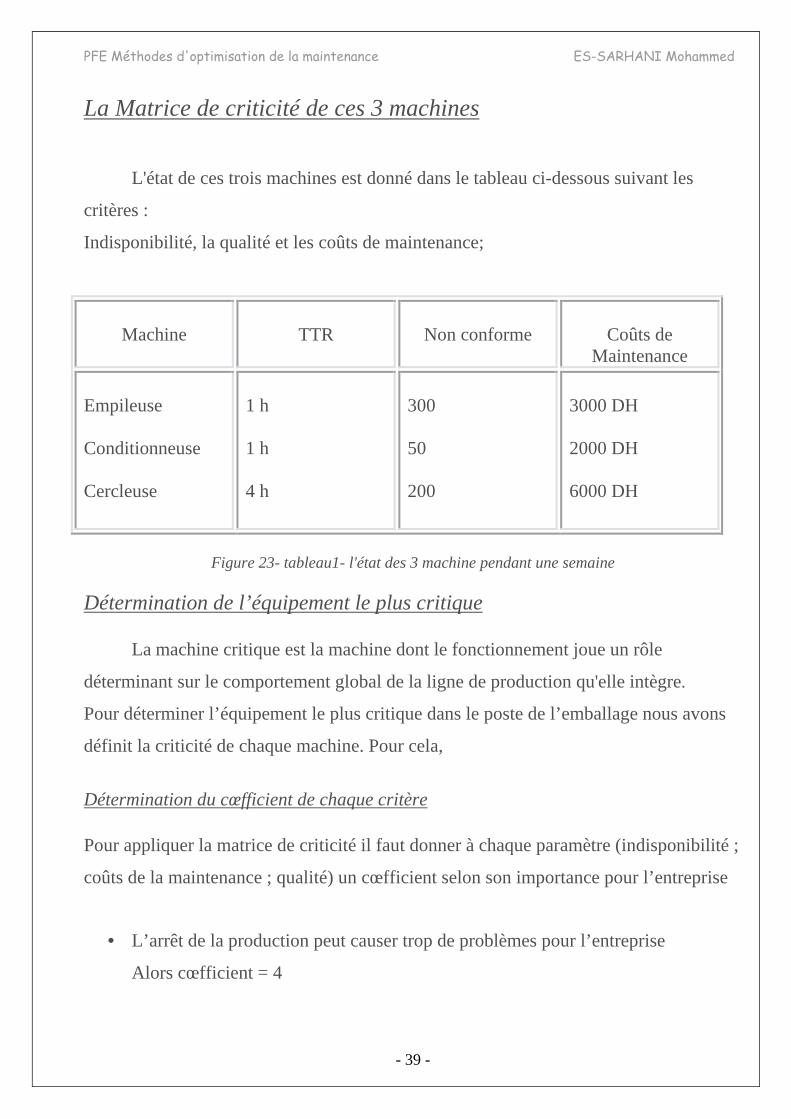
La Matrice de criticité de ces 3 machines
L'état de ces trois machines est donné dans le tableau ci-dessous suivant les
critères :
Indisponibilité, la qualité et les coûts de maintenance;
Machine
TTR
Non conforme
Coûts de
Maintenance
Empileuse Conditionneuse Cercleuse
1 h 1 h 4 h
300 50 200
3000 DH 2000 DH 6000 DH
Figure 23- tableau1- l'état des 3 machine pendant une semaine
Détermination de l’équipement le plus critique
La machine critique est la machine dont le fonctionnement joue un rôle
déterminant sur le comportement global de la ligne de production qu'elle intègre.
Pour déterminer l’équipement le plus critique dans le poste de l’emballage nous avons
définit la criticité de chaque machine. Pour cela,
Détermination du cœfficient de chaque critère Pour appliquer la matrice de criticité il faut donner à chaque paramètre (indisponibilité ;
coûts de la maintenance ; qualité) un cœfficient selon son importance pour l’entreprise
• L’arrêt de la production peut causer trop de problèmes pour l’entreprise
Alors cœfficient = 4

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 40 -
• La mauvaise qualité de l’emballage ne représente plus Un grand problème pour
l’entreprise Alors coefficient = 2
• Puisque nous avons travaillé avec le nombre des pannes Nous avons déterminé ce
coefficient selon trois critères
− L’entreprise n’accepte pas la succession des pannes et l’augmentation des
temps d’arrêt et à chaque fois la disposition des moyens humain et matériel
− La machine : le montage et le démontage de la machine peut agir sur le
réglage de la machine
− Consommation des PDR : une machine qui tombe souvent en panne
nécessite la disposition d’une quantité importante des PDR, et si ils ne sont
pas disponibles on se retrouve devant d’autres pertes
Alors coefficient = 8
Figure 24- tableau 2- la matrice de criticité
On peut dire alors que l’équipement le plus critique est LA CERCLEUSE
machine Q C C. Q D C D. C
CM En DH
C CM.C CR
Empileuse 300 2 600 1 h 4 4 3000 8 24000 26
Conditionneuse 50 2 100 1 h 4 4 2000 8 16000 22
Cercleuse 200 2 400 4 h 4 16 6000 8 48000 32

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 41 -
La grille AMDEC de la cercleuse Fonctionnement de la cercleuse
Généralement le fonctionnement de la Cercleuse est fait en 3 phases :
Phase de lancement
Moteur en avant in2 inséré jusqu’à ms1 actionné .fr1 inséré jusqu’à ms2 actionné.
fr2débranché.
Phase de récupération
Moteur en arrière. In2 inséré jusqu’à ms4 actionné. In1 inséré jusqu’à ms5 actionné. Fr2
débranché.
Phase de soudure
Moteur en arrière. Fr1 et in3 insérés, dans cette phase in3 se branche deux fois et fr2
s’insert deux fois à cause de ms6 jusqu’à ms2 libérée.
Pour détailler le fonctionnement de la Cercleuse nous avons étudié chaque phase
dans des étapes. Chaque étape correspond à l’excitation d’un capteur MS : MS1 : fin de course de fin de lancement
MS2 : fin de course du mouvement de l’arbre à came.
MS4 : fin de course de fin de récupération.
MS5 : fin de course de fin de tension.
MS6 : fin de course de soudage de collage de libération.
L’excitation de chaque capteur donne l’action où l’arrêt des embrayages et des freins.
IN1 : embrayage de récupération lent (groupe de tension).
IN6 : embrayage de lancement et de récupération rapide.
IN3 : embrayage de l’arbre à came.
FR1 : frein pour le lancement et la récupération et fin de tension.
FR2 : frein de l’arbre à came.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 42 -
Schéma de fonctionnement Excitation MS1 moteur Inverse -IN2 débrayé -IN3 actionné mouvement dans l’arbre - FR1 actionné à came jusqu’au - FR2 désactivé Action de MS2 -IN2 actionné -IN3 débrayé récupération de feuillard -FR1 désactivé jusqu’au -FR2actionné Action de MS4 -IN1 actionné actionne le groupe de -IN2 désactivé tension jusqu’au Action de MS5 -IN1 désactivé -IN3 actionné mouvement de l’arbre -FR1 actionné à cames et -FR2 désactivé Action deMS6 -IN3 désactivé temps de collage -FR2 actionné Temps -IN3 actionné mouvement de l’arbre -FR2 désactivé à came, sortie de la plaque de soudure et coupure du feuillard MS6 -IN3 désactivé temps de libération -FR2 actionné du paquet Temps -IN3 actionné mouvement de l’arbre -FR2 désactivé à came s, retour des cames à leur état initial MS2 -marche du moteur en avant -IN2 actionné -IN3 désactivé -FR1 désactivé -FR2 actionné.
Figure 25- Schéma de fonctionnement

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 43 -
Diagramme de fonctionnement :
Figure 26-Diagramme de fonctionnement
1 : phase de lancement 2 : premier mouvement de l’arbre à cames 3 : récupération rapide 4 : récupération lente et réglage de la tension 5 : mouvement de l’arbre à cames (soudage) 6 : temps de soudage 7 : mouvement de l’arbre à cames (sortie de la lame soudante et coupure du feuillard 8 : temps de libération de paquet 9 : l’arbre à cames retourne à l’état initial Le cycle recommence

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 44 -
Les principaux composants de la machine
Cercleuse :
Groupe réducteur avec frein, cames et roue dentée
Groupe réducteur et roue de commande
Groupe frein embrayage
Groupe tourillon excentre.
Groupe tendeur courroies automatique
Groupe de transmission
Groupe plaque mobile.
Groupe mouvement grand plaque.
Groupe pinces
Groupe de centrage.
Groupe de soudure
Groupe accès feuillard.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 45 -
Figure 27- Les principaux composants de la cercleuse
Analyse des défaillances Principe
L’analyse a commencé par la définition précise des fonctions de la machine et
l’identification de tous les modes de défaillances qui s’expriment par la manière dont un
équipement vient à ne plus remplir sa fonction. Puis on effectue une décomposition
organique des fonctions pour distinguer les éléments impliqués dans les défaillances
fonctionnelles. L’élaboration de la liste des causes est réalisée par une AMDEC
simplifiée (Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité).
La pratique de l’AMDEC (analyse des modes de défaillances de leurs effets et de
leur criticité) s’intensifie de jour tous les secteurs industriels. Méthodes
particulièrement efficace pour l’analyse prévisionnelle de la fiabilité des produits elle
progresse à grand pas dans l’industrie mécanique notamment pour l’optimisation de la
fiabilité des équipements de production, pour la prise en compte de leur maintenabilité
Groupe caniveau d’arrivée.
Groupe anti-brisement.
Groupe de tension de 3 à 120 Kg.
Groupe de lancement et de récupération.
Groupe caniveau de départ.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 46 -
dés la conception et pour la maîtrise de la disponibilité opérationnelle des machines en
exploitation.
Définition : AFNOR
L’analyse des modes de défaillance de leurs effets et de leur criticités est une
méthode inductive permettant pour chaque composant d’un système, de recenser son
mode de défaillance et son effet sur le fonctionnement ou sur la sécurité du système.
Les types d’AMDEC
Selon les objectifs visés plusieurs types de l’AMDEC sont utilisés lors de phases
successives de développement d’un produit :
� AMDEC produit
� AMDEC processus
� AMDEC machine
L’évaluation de la criticité
L’évaluation de la criticité de chaque combinaison cause, mode, effet se fait par des
critères de cotation :
♠ La fréquence d’apparition de la défaillance ;
♠ La gravité de la défaillance ;
♠ La probabilité de non-détection de la défaillance.
La valeur de la criticité est calculée par le produit des niveaux atteint par les critères de
cotation.
Types d’AMDEC OBJECTIFS
AMDEC produit Analyse de la conception d’un produit pour améliorer la qualité et la fiabilité de celui-ci
AMDEC processus Analyse des opérations de production pour améliorer la qualité de fabrication du produit
AMDEC machine Analyse de la conception et/ou l’exploitation d’un moyen ou équipement de production pour améliorer la fiabilité, la maintenabilité, la disponibilité et la sécurité de celui-ci

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 47 -
Les critères de cotation Fréquence d'occurrence
Gravité
Fréquence d’occurrence Définition Très faible 1 Défaillance rare : moins d’une défaillance par an
Faible 2 Défaillance possible : moins d’une défaillance par trimestre
Moyenne 3 Défaillance fréquente : moins d’une défaillance par mois Forte 4 Défaillance très fréquente : moins d’une défaillance par
semaine
Niveau de gravité Définition Mineure 1 Défaillance mineure : arrêt de production<2min
Aucune dégradation notable
Significative 2 Défaillance significative : arrêt de production de 2min à20min.remis en état de courte durée ou petite réparation ; déclenchement du produit
Moyenne 3 Défaillance moyenne : arrêt de production de 20min à 60min changement matériel défectueux nectaire
Majeure 4 Défaillance majeure : arrêt de production de 1hà2h intervention importante sur le sous-ensemble production des pièces non conformes non détectées
Catastrophique
5 Défaillance catastrophique : arrêt de production>à2h, intervention lourde nécessite des moyens coûteux problèmes de sécurité du personnel
C=F.G.N

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 48 -
Probabilité de non détection
Niveau de non détection Définition Détection évidente
1 Défaillance détectable à 100% Détection certaine de la défaillance Signe évident d’une dégradation Dispositif de détection automatique (alarme)
Détection possible
2 Défaillance détectable Signe de la défaillance facilement détectable mais nécessite une action particulière (visite…).
Détection improbable
3 Défaillance facilement détectable Signe de l défaillance Difficilement détectable peu exploitable ou nécessitant Une action ou des moyens complexes (démontage…)
Détection impossible
4 Défaillance indétectable Aucun signe de la défaillance

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 49 -
Etude AMDEC de la Cercleuse
criticité éléments fonctions Modes de défaillance
Causes de défaillance
Effets de défaillance
Modes de détection G D F C
Vitesse de lancement insuffisante et récupération et tension difficile
courroies relâchées
Mauvaise cerclage
Les actions de la machine ne sont pas synchronisées et récupération difficile
2 1 3 6 Groupe de transmission
Transmission du mouvement à tout l’arbre
Pré lancement court ou incomplet
courroies relâchées
Les actions de la machine ne sont pas synchronisées et récupération difficile
2 1 3 6
Groupe de tension Réglage de la tension du feuillard
Vitesse de lancement insuffisante et récupération et tension difficile
ressort d’augmentation n’est pas suffisamment chargé pour maintenir le rouleau de pressage en gomme appuyé contre le feuillard
Mauvaise cerclage
Vérification du groupe de tension
3 2 3 12

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 50 -
Groupe de tension : -ressorts de tension
Réglage de la tension du feuillard
Mal réglage de tension du feuillard
pendant la phase de récupération du feuillard dans le groupe de lancement peut exciter MS5, en interrompant le cycle à récupération incomplète en faisant quand même la soudure
Tension de cerclage inacceptable -
fin de course s’excite
2 2 2 8
Groupe de lancement et de récupération
Lancement du feuillard
Vitesse de lancement insuffisante et récupération et tension difficile
Mal réglage du jeu entre la plaque postérieure et le rouleau presseur
Mauvaise cerclage
Les actions de la machine ne sont pas synchronisées récupération difficile
2 2 4 16
Le rouleau de pressage glisse sur le feuillard
Tension de cerclage inaccep- -table
Observation de la tension du feuillard
2 2 3 12 Groupe de lancement et de récupération : rouleau de pressage
Lancement et récupération du feuillard
tension insuffisante par rapport au réglage fait
Usure du rouleau presseur
Mauvaise cerclage
Les actions de la machine ne sont pas synchronisées récupération
3 2 2 12

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 51 -
difficile Moteur électrique La source de la
puissance pour la cercleuse
moteur ne tourne pas et lancement n’a pas lieu
le relais thermique à fonctionner ou le fusible F2 est grillé
Pas de cerclage Arrêt du moteur 2 2 2 8
fusible du circuit d’alimentation embrayages frein et frictions est grillé.
Pas de cerclage Pas de courant dans le circuit d’alimentation embrayages frein et frictions
2 2 2 8 Groupe réducteur -Embrayage IN2
lancement n’a pas lieu
Embrayage cassé
friction IN2 est insérée, la roue de lancement est libre mais ne tourne pas
3 3 2 18
Fin de cours MS1 Cycle incomplet
MS1 n’a pas été excitée par le feuillard. Pour des problèmes d’efficacité ou de connexion
Pas de cerclage -Le cycle s’arrête à la fin du lancement - MS1 n’est pas connecté
1 2 3 6
Groupe plaques Supporte le Cycle problèmes Pas de cerclage Difficulté de 2 3 2 12

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 52 -
mobiles : - plaque porte micro
micro incomplet “mécaniques“ mouvement de la plaque
Groupe frein embrayage : -embrayage IN3
Cycle incomplet
Embrayage cassé
Pas de cerclage Cames s’arrêtent 4 3 2 24
fin course MS2 Cycle incomplet
problèmes d’efficacité ou de connexion
Pas de cerclage Cames ne tournent pas
1 2 3 6
fin course MS6 Cycle incomplet
problèmes d’efficacité ou de connexion
Pas de cerclage Cames ne tournent pas
1 2 3 6
fin de course MS4 récupération lente de feuillard
montage faux en fin de course
Tension de cerclage inaccep- -table
Fonctionnement anormale dans la phase de récupération
2 2 2 8
Soudure courte
un des bouts du feuillard semble avoir glissé sur l’autre pendant la soudure, à cause des impuretés dans les pinces et les plateaux
Pas de cerclage Soudure n’est pas efficace Tems de soudage court
2 1 3 6 Groupe des pinces : pinces et plateaux
Soudage du feuillard
La coupe du feuillard est
Existence d’un jeu latérale des pinces
Pas de cerclage Soudure n’est pas efficace
2 1 3 6

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 53 -
défectueuse Groupe de soudure : lame soudante
Soudage du feuillard
Soudure n’est pas complète
-lame soudante est cassée -couverte de dépôts - lame soudante trouve des obstacles quand elle entre dans le groupe de soudure
Pas de cerclage
Soudure n’est pas efficace Observation des impuretés
2 2 3 12
Groupe de soudure : thermorégulateur
Réglage de la température de la lame soudante
Soudure n’a pas lieu
le courant n’arrive pas
Pas de cerclage Lame froide Lampe du régulateur est éteinte
3 1 3 9
Groupe de soudure : Résistance soudante
Chauffage de la lame soudante
Soudure n’a pas lieu
résistance ne s’est chauffe pas
Pas de cerclage Lame froide Résistance ne marche pas
2 2 3 12

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 54 -
Conclusion : On peut dire que les organes critiques sont :
− Groupe frein embrayage -embrayage IN3 − Groupe réducteur -Embrayage IN2 − Groupe de lancement et de récupération − Groupe de tension − Groupe plaques mobiles - plaque porte micro − Groupe de soudure - lame soudante – thermorégulateur - Résistance
soudante
Elaboration d’un plan de maintenance
Cette étape conduit à déterminer les tâches de maintenance préventive. Il est à
noter que le choix de la périodicité se fait de manière empirique (la plupart du temps
aucune valeur de référence précise n’est connue). Néanmoins, pour la sélection des
tâches, trois critères sont pris en compte : le critère économique, l’efficacité et
l’applicabilité. Pour chaque tâche, il est indiqué la fréquence, le temps alloué, la
personne responsable et les pièces de rechange associées.
éléments Tâches proposées Intervalle Fait par Pièces de rechange
Groupe frein embrayage -embrayage IN3
-Vérification du montage de l’embrayage -Changement de l’embrayage
5 jours Usure remarquable Généralement 45 jours
Opérateur mécanicien
Embrayage V24, vis.
Groupe réducteur -Embrayage IN2
-Vérification du montage de l’embrayage -Changement de l’embrayage
3 jours Usure remarquable Généralement 30 jours
Opérateur mécanicien
Embrayage V24, vis.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 55 -
Groupe de lancement et de récupération
-Vérification du contact feuillard /rouleau presseur -Usure du rouleau presseur
-Apres chaque changement de bobine -Changement de rouleau presseur chaque 15 jours
opérateur mécanicien
Rouleau presseur
Groupe de tension
-Vérification du serrage d’écrou et contre écrou de réglage du ressort -remplacer les ressorts de tension
3 jours 45 jours
Mécanicien mécanicien
Ressort, amortisseur.
Groupe plaques mobiles - plaque porte micro
-vérifier s’il y a des problèmes “mécaniques“ à la complète sortie de la plaque -graissage de guide de plaque
3 jours 5 jours
Opérateur Opérateur
Nettoyer les deux surfaces de la lame soudante
Groupe de soudure - lame soudante – thermorégulateur - Résistance soudante
-Nettoyage de groupe de soudage par l’air comprimé -Nettoyer les deux surfaces de la lame soudante -lame soudante
-Chaque changement de bobine -Chaque jour -10 jours
opérateur Opérateur Mécanicien
Lame

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 56 -
doit être remplacée -remplacer le thermorégulateur
électricien
soudante thermorégulateur
Câblages
vérifier l’intégrité des câbles flexibles et des chaînes portes - câbles.
électricien
courroies
-Tendre les courroies et vérifier leur usure.
Opérateur
Résultats escomptés
L'approche simplifiée ou globale que propose la méthode MBF s'inscrit dans une
démarche à court ou long terme pour une étude rapide d'un équipement qui pose
problème ou pour une analyse sélective ou générale des équipements, des défaillances
et des causes de défaillances rencontrées dans l'entreprise.
Les résultats escomptés de l'analyse sont de quatre types :
− Connaître les fonctions utilisées,

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 57 -
− Avoir une meilleure connaissance des défaillances et des causes de
défaillances,
− Définir un programme de maintenance préventive pour chaque équipement,
− Responsabiliser le personnel.
Les bénéfices à retirer du programme de maintenance planifié sont :
− Une plus grande vigilance de la sécurité des hommes,
− une amélioration du fonctionnement des équipements,
− Une meilleure approche des coûts effectifs de maintenance,
− Une durée de vie allongée pour les équipements onéreux à l'achat,
− Faire participer la production au bon état de l'équipement,
− Obtenir la coopération production / maintenance et responsabiliser le
personnel.
Lors de l'utilisation de données d'historiques, une attention particulière doit être
portée sur le niveau de confiance de celles-ci et sur leur interprétation. En effet, une
utilisation erronée du retour d'expérience entraîne une dégradation de la MBF. Dans le
cas où les données n'existent pas, la méthode MBF peut être utilisée avec bénéfice, le
jugement d'expert y est plus important.
En effet, les historiques sont généralement obtenus à partir des rapports
d'intervention remplis par les intervenants. Ces données sont donc plus orientées vers la
réparation et il est difficile d'en extraire les causes, modes et effets de défaillances.
Le critère détection n'est pas souvent noté et les défaillances sont donc déduites des
historiques par l'interprétation d'une personne qui connaît donc plus les conditions
d'exploitation au moment de la défaillance.
La méthode MBF, par ses démarches participatives dans la conception du
programme de maintenance planifiée et avec l'implication du personnel de production et

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 58 -
de maintenance à la gestion de l'outil de travail, est le premier pas vers la TPM et vers
la certification, car elle permet en particulier :
− La définition des missions de chacun,
− Le développement du préventif par rapport au correctif,
− La création d'un plan de maintenance,
− La mise en place d'outils d'analyse AMDEC,
− Les bases de données pour une amélioration continue.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 59 -
La maintenance basée sur la fiabilité nous a permis de définir un plan de la
maintenance et les actions correctives pour l’équipement critique (cercleuse) et un plan
global de la maintenance pour toute la ligne d’emballage.
Ainsi, les résultats d'une analyse de MBF sont une meilleure connaissance des
fonctions, une compréhension de dysfonctionnement d'un équipement et quelles en sont
les causes premières pour converger sur une liste de tâches proposées qui soient
applicables et efficaces. L'effet global d'une telle approche est de développer un travail
d'équipe rigoureux et motivant.
Les bénéfices pour l'entreprise comprendront plusieurs des effets suivants :
• plus grande sécurité et intégrité environnementale;
• meilleure performance opérationnelle;
• plus grande efficacité économique de la maintenance;
• durée de vie prolongée d'équipements coûteux;
• plus grande motivation du personnel.

PFE Méthodes d'optimisation de la maintenance ES-SARHANI Mohammed
- 60 -
LA FONCTION MAINTENANCE, Formation à la gestion de la maintenance
industrielle, François Monchy
LA MAINTENANCE BASEE SUR LA FIABILIE, D. Richet, M. Gabriel, D.
Malon, G. Bleison, Masson
Yves Le Corre, PST-Métro, STCUM du chapitre d'introduction de : Reliability-
centered maintenance, F.S. Nowlan, et al. United Airlines, San Francisco,
California, December 1978.
Gilles Zwinelstein, La maintenance basée sur la fiabilité, HERMES Paris 1996.
Moubray, John, Reliability-Centered Maintenance, Industrial press, New York,
1992.
Association française des ingénieurs, responsables de maintenance
www.afim.asso.fr
LOGICIELS INDUSTRIE.com : le portail des logiciels pour les entreprises
industrielles
www.logicielsindustrie.com
Centre International de Maintenance Industrielle
www.cimi.tm.fr
Le portail de la maintenance
www.maintexpert.com