metodologia kaizen
DESCRIPTION
Apresentação sobre a aplicação da Metodologia Kaizen na indústriaTRANSCRIPT

1
ESTUDO DA METODOLOGIA KAIZEN EM DUAS EMPRESAS AUTOMOBILÍSTICAS
Marcelo Freire - RA3217525963
Paulo Cesar da Conceição Santos - RA 2242979086
Professor Orientador: Getúlio K. Akabane

2
1. INTRODUÇÃO
No decorrer da história, observa-se diversos meios alternativos de organizar a forma de trabalho, e em especial os meios produtivos:
• Foram condicionados por fatores culturais, econômicos, sociais e de ordem organizacional
• Influenciados também pela Globalização• Buscam manter a empresa competitiva
Sendo assim, novos conceitos, práticas e modelos surgem buscando a otimização dos processos para atender clientes cada vez mais exigentes em qualidade, preço e serviços. E as empresas almejando, é claro, maiores lucros em prazos longos.• Divisa entre empresas ótimas e seus clientes altamente satisfeitos• Relacionamento de parceria do tipo ganha-ganha

3
1. INTRODUÇÃO
Visualizando a linha de evolução, a Metodologia Kaizen usada em um sistema de manufatura:• Possui Abordagem estruturada e sistêmica• Visa garantir que os processos satisfaçam as necessidades e
expectativas dos clientes continuamente em longo prazo• É um caminho fundamental para o nível de competitividade da
empresa
O objetivo deste estudo:• Aumentar o nível de discussão sobre os modelos de produção que
utilizam a metodologia Kaizen • Apresentar e discutir esta metodologia sendo usada em uma
empresa de autopeças referenciando os diversos indicadores de desempenho como base de sustentação para a garantia de sucesso na metodologia e modelos apresentados.
OBS: O estudo de caso aqui apresentado é originário do modelo Toyota oriental e será chamado aqui de Sistema Operacional Kaizen (SOK).
4
2. DESENVOLVIMENTO
A partir da metodologia Kaizen é possível levantar uma série de alternativas direcionadas a resultados organizacionais para o mesmo foco: processos ótimos que garantam o atendimento às necessidade e expectativas dos clientes ao longo do tempo. Para isto tem-se os modelos de produção enxuta, mais conhecido como Lean Manufacturing, que nada mais é do que um conjunto de inovações organizacionais, desenvolvido na metade da década de 1940 pela empresa Japonesa Toyota.
Percebe-se que as bases da produção enxuta estão diretamente relacionadas com as bases da metodologia Kaizen e é partir do estabelecimento desta relação que apresentamos um breve histórico comparando produção em massa versus produção enxuta para estabelecer os parâmetros de melhorias

5
2.1 Produção em Massa versus Produção Enxuta
O sistema de produção enxuta é atualmente um dos indicadores principais do ganho das empresas manufatureiras em termos de otimização de processos operacionais. Sendo assim, vamos trazer as considerações sobre a origem do sistemas de produção.
No ínício do século XX, Ford iniciou o percurso em termos de processos produtivos nesta época, desenvolvendo a produção em massa através da intercambiabilidade das peças e a facilidade de ajustá-las entre si. Inovação da época que tornou a linha de montagem viável posteriormente. Este modelo de produção em massa iniciado por Ford está vinculado ao conceito de disponibilizar as peças certas em cada local de trabalho, fazendo os montadores permanecerem no mesmo local de trabalho o dia todo. Também temos a forte contribuição de Alfred Sloam na formação da produção em massa, quando em 1920 foi convidado para melhorar os processos produtivos da General Motors.
Em 1955, ocorre a maior visibilidade da produção em massa quando Ford, GM e Chrysler detém 95% do mercado de automóveis. Neste mesmo ano ocorre a queda deste modelo de produção com o aumento das importações.
6
2.1 Produção em Massa versus Produção Enxuta
Neste cenário, inicia-se a era do Toyotismo, que teve sua origem na necessidade particular que se encontrava o Japão de produzir pequenas quantidades de numerosos modelos de produtos, evoluindo em seguida para um verdadeiro sistema de produção. A filosofia Toyota estava baseada no pensar na pequena série e em sua variedade.
A produção enxuta se torna um exemplo concreto: a manufatura enxuta é uma metodologia que procura melhorar o fluxo produtivo, eliminando os desperdícios, em busca do ganho da produtividade, de qualidade e de espaço físico, retorno de custos operacionais, reduzindo lead time e reduzindo tempo de resposta ao cliente. Vale observar que a partir deste referencial a produção enxuta define uma trama de relacionamentos com a comunidade, quando busca a força de trabalho com a rede de fornecedores, com a cíclica demanda dos consumidores, entre outros.

7
2.1 Produção em Massa versus Produção Enxuta
Para estabelecer uma comparação entre a Produção em Massa e a Produção Enxuta tomam-se os estudos demonstrados na obra A Máquina que Mudou o Mundo, em que se apresenta o modelo de produção em massa clássica da GM S.C. Sul versus o modelo de produção enxuta clássica da Toyota Indaiatuba. A partir dos estudos foi possível visualizar um quadro comparativo (Quadro 1) em termos de resultados dos processos produtivos.
Indicadores GM S.C. Sul Toyota Indaiatuba
Horas Brutas de Montagem por Carro
40,7 18,0
Horas Ajustadas de Montagem por Carro
31,0 16,0
Defeitos de Montagem por 100 Carros
130 45
Espaço de Montagem por Carro (m2)
0,75 0,45
Estoques de Peças (média) 1 semana 2 dias
Quadro 1: A Planta da GM em S.C. Sul versus a Planta da Toyota em Indaiatuba

8
2.1 Produção em Massa versus Produção Enxuta
Contudo, pode-se observar claramente que o modelo de produção enxuta substitui efetivamente o modelo de produção em massa frente aos indicadores apresentados, quanto à otimização de processos produtivos, elevando a aplicação do modelo de produção enxuta e fazendo com que empresas ocidentais também migrem para este modelo. Diante do exposto é possível ressaltar que uma produção enxuta melhora substancialmente os indicadores de produtividade, qualidade e inventário de estoques, que são os indicadores relevantes para a garantia de melhorias nos processos produtivos de uma organização.
9
2.2 Metodologia Kaizen
O Kaizen significa a busca da melhoria contínua, da qual reflete diretamente junto à produtividade e à qualidade sem gasto ou com o mínimo investimento. De acordo com FERREIRA et al. (2000) A metodologia Kaizen é desenhada segundo as seguintes características: • Pessoas fazem suas atividades melhorando sempre (reduções de
custo, alternativas inovadoras de mudança)• O trabalho coletivo prevalece sobre o individual• O ser humano é visto como um dos bens mais valiosos da
organização e deve ser estimulado a direcionar seu trabalho para as metas compartilhadas da empresa, atendendo suas necessidades humanas;
• Satisfação e responsabilidade são valores coletivos.

10
2.2 Metodologia Kaizen
O conceito de Kaizen desenvolvido por IMAI (1994) engloba uma série de inovações da Gestão Japonesa: • Controle da qualidade total (TQC)• Just in Time (JIT); • Kanban; • Zero defeito;• Círculos de qualidade; • Sistemas de sugestões; • Manutenção preventiva total; • Orientação para o consumidor; • Automação; • Disciplina no local de trabalho; • Atividades em grupos pequenos; • Relações cooperativas entre administração e mão-de-obra;• Melhoria da produtividade e desenvolvimento de novos produtos.

11
2.2 Metodologia Kaizen
Ainda, de acordo com IMAI (1994) existem dez mandamentos que devem ser seguidos na metodologia Kaizen, como seguem:• O desperdício deve ser eliminado;• Melhorias graduais devem ser feitas continuamente;• Todos os colaboradores (em todos os níveis) devem estar
envolvidos, o Kaizen não é elitista;• Acredita que um aumento de produtividade pode ser obtido sem
investimentos significativos (estratégia barata);• Aplica-se em qualquer lugar e não somente na cultura japonesa;• Apóia-se em uma gestão visual com total transparência de
procedimentos e valores, tornando os problemas visíveis à todos;• Focaliza a atenção no chão de fábrica (onde se cria valor)

12
2.2 Metodologia Kaizen
• Orienta-se para os processos;• Dá prioridade às pessoas, acredita que o esforço principal de
melhoria deve vir de uma nova mentalidade e estilo de trabalho das pessoas
• O lema essencial é: “Aprender, fazendo”
Contudo, vale ressaltar que uma das principais discussões da metodologia Kaizen está relacionada com os processos de melhorias contínuas. Vale observar que o processo de melhoria contínua é um grande objetivo para as corporações industriais e organizações que desejam atingir uma posição sólida e reconhecida no mercado atual.

13
2.2 Metodologia Kaizen
O processo de melhoria contínua traz algumas importantes vertentes que traduzem os caminhos da metodologia Kaizen:
• A análise de valor• A eliminação de desperdícios• A padronização• A racionalização da força de trabalho• O sistema just in time, entre outros
Tem-se que a partir do uso destas vertentes efetivamente se pode afirmar que a organização está buscando um processo de melhoria contínua.

14
2.2 Metodologia Kaizen
Ainda, melhoria contínua significa o envolvimento de todas as pessoas da organização, buscando de forma constante e sistemática, o aperfeiçoamento dos produtos e processos. A melhoria contínua pressupõe mudanças com o hábito da organização e grandes mudanças com maior planejamento, e nesta evolução, os ganhos associados às mudanças, são mais rápidos e facilmente incorporados ao processo. (MORAES et al., 2003)
Aliado ao processo de melhoria contínua está o processo de mudança. A quebra de paradigmas é um grande obstáculo para muitas empresas. A primeira reação das pessoas é quanto à condição de permanecer exatamente como sempre esteve. Essa postura contribui negativamente para o desempenho da empresa. Uma reflexão sobre o processo de mudança é levantada por MORGAN (1996), quando afirma que a pessoa ou a organização pode influenciar em parte a mudança, mas este processo é sempre dependente dos padrões de conectividade recíproca que não podem ser previstos ou controlados, ou seja, a empresa e suas pessoas estão sendo arrastadas pela onda que as obrigam mudar para não morrer.
15
3. ESTUDO DE CASO
Diante da necessidade de se entender uma organização antes e depois da implantação de um sistema baseado na metodologia Kaizen, optou-se por desenvolver um estudo bibliográfico e qualitativo na modalidade Estudo de Caso.
O estudo de caso deste trabalho consiste na realização de entrevistas não estruturadas, visita in loco e avaliação da performance do processo de implementação da metodologia Kaizen realizado em uma empresa do setor de autopeças.
A partir das entrevistas, em que os indicadores de desempenho foram levantados, utilizou-se um método gráfico como instrumento para análise e apresentação dos resultados.
Quanto aos métodos utilizados no estudo, buscou-se mapear os indicadores de desempenho atrelados ao SOK. Os indicadores podem ser observados no Quadro 2.

16
3. ESTUDO DE CASO
INDICADORES FOCO MEDIDA
QUALIDADESistema
OperacionalDefeitos
(peças por milhão)
ÁREASistema
OperacionalMetro Quadrado
Membros Time(diretos)
Membros Time(diretos e indiretos)
Peças por Máquina(peças)
Tempo de Set-up(horas)
Material em Processamento(horas)
Componentes em Processo(horas)
Tamanho LoteMaterial em Processo
(dias)
Processo de Fabricação
Inventário
PRODUTIVIDADE
LEAD TIME
Processo de Montagem
Quadro 2: Indicadores de Desempenho

17
3.2 Empresa de Autopeças
• A empresa de autopeças em estudo é uma multinacional americana que possui 1100 funcionários e está localizada no Estado de São Paulo na região do Pólo Industrial de Campinas.
• O entrevistado é formado em Administração de Empresas, tendo a função de coordenar iniciativas de melhorias contínuas nesta unidade.
• O modelo proposto pela empresa, chamado de Sistema Operacional Kaizen (SOK) foi importado de uma unidade fabril desta mesma empresa situada em Portugal. A implantação parcial do sistema foi feita em um período de doze meses, incluindo o treinamento das pessoas, o planejamento das mudanças e o processo de implementação para três linhas de produtos.

18
3.2 Empresa de Autopeças
Observou-se que o SOK está focado nas seguintes premissas:• Oportunidades sustentadas pela estratégia lógica do Kaizen:
qualidade, volume e custos; • Desenvolvimento das melhores práticas (métodos e processos);• Melhoria dos custos divisionais por meio da manufatura enxuta e
melhoria das cadeias de valores (internos e externos).
A estrutura para o caminho da mudança do sistema operacional antigo pelo novo sistema foi baseada juntamente aos conceitos estruturados pela própria organização, originados do Sistema Toyota de Produção.
19
3.2 Empresa de Autopeças
Na Figura 1 é possível observar como o Sistema Operacional (SO) estava desenhado antes e depois da implantação do SOK. Têm-se dados apontados que a empresa não gerenciava ferramentas para a sustentação de melhorias, ou seja, no cenário do velho sistema operacional tinha-se uma manufatura inchada e instável, baseada apenas em controle de qualidade e controle de programação (estoque). Com a implantação da metodologia Kaizen, pode-se perceber um sistema operacional lean e estável. E as comprovações dos resultados são vistos a partir dos novos desempenhos de qualidade, volumes e custos. Estas medidas de desempenho são melhoradas efetivamente com a implantação do novo sistema operacional baseado na metodologia Kaizen, aqui chamado de SOK.

20
3.2 Empresa de Autopeças
Tempo
Sistemas de Engenharia; Qualidade; Produção;
Compras e ferramentas de qualidade
Novo SOD
esem
pen
ho
Qua
lid
ade
/ Vol
ume
/ Cus
to
INSTABILIDADE
(Sem melhoriaSustentável)
ESTABILIDADE
(Com melhoriaSustentável)
Sistemas de Engª.Qualidade; Prod.;
Compras• Controle da qualidade• Controle da programação
Re-confirmaçãodo SO
Mudança SO• Empurrar –> Puxar• Conectividade• Pequeno Lead Time
Velho SO
T 1+2+3T 1+2T 1
Medidasde Melhorias
esperadas
Velocidade Crítica
Implementação
Kaizen Para
Sempre
Tempo
Sistemas de Engenharia; Qualidade; Produção;
Compras e ferramentas de qualidade
Sistemas de Engenharia; Qualidade; Produção;
Compras e ferramentas de qualidade
Novo SOD
esem
pen
ho
Qua
lid
ade
/ Vol
ume
/ Cus
to
INSTABILIDADE
(Sem melhoriaSustentável)
ESTABILIDADE
(Com melhoriaSustentável)
Sistemas de Engª.Qualidade; Prod.;
Compras• Controle da qualidade• Controle da programação
Re-confirmaçãodo SO
Mudança SO• Empurrar –> Puxar• Conectividade• Pequeno Lead Time
Velho SO
T 1+2+3T 1+2T 1
Medidasde Melhorias
esperadas
Velocidade Crítica
Implementação
Kaizen Para
Sempre
Figura 1: Estrutura para o caminho Lean
21
3.2 Empresa de Autopeças
Um dos principais enfoques reforçados durante o processo de implementação do SOK foi a conscientização das pessoas frente à nova estrutura de produção pois o sistema operacional novo somente é funcional quando as pessoas trabalham de forma integrada e buscam atingir os mesmos objetivos. Um elemento importante observado durante as entrevistas e a visita in loco foi a indicação de que o sistema visual é essencial para a garantia de sucesso na implementação do novo sistema, ou seja, o novo sistema operacional apresenta diversos gráficos, figuras, fotos, fluxogramas que efetivamente auxiliam no processo operacional.

22
3.2 Empresa de Autopeças
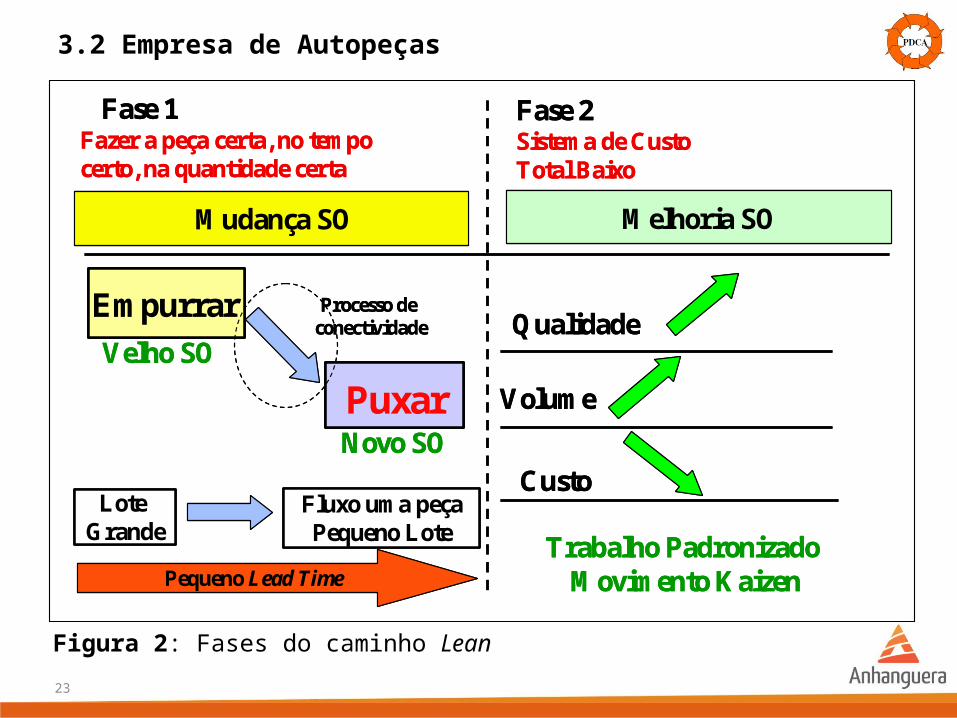
Na Figura 2 são apresentadas as duas fases do processo de implementação do SOK: mudança e melhoria do sistema operacional. Observa-se que na fase de mudança do sistema operacional a principal regra está nas condições de se fazer certo a primeira vez, no tempo e na quantidade certas. É o momento em que se passa do modelo antigo de empurrar, formação de lotes grandes, excesso de tempo para o modelo de puxar com lotes pequenos e tempos reduzidos. Este processo direciona para a formação da fase de melhoria do sistema operacional, que naturalmente é baseada em custo total reduzido. O custo total reduzido é um resultado das mudanças do sistema operacional traduzido pelas melhorias de qualidade e aumento de produtividade (novos volumes). De fato, este é o modelo SOK desenhado para a empresa em estudo.
23
3.2 Empresa de Autopeças
Fase 2Sistema de Custo Total Baixo
Qualidade
Volume
Custo
Empurrar
Puxar
Melhoria SOMudança SO
Trabalho Padronizado Movimento Kaizen
Fase 1Fazer a peça certa, no tempo certo, na quantidade certa
Lote Grande
Fluxo uma peçaPequeno Lote
Novo SO
Processo de conectividade
Pequeno Lead Time
Velho SO
Fase 2Sistema de Custo Total Baixo
Qualidade
Volume
Custo
Empurrar
PuxarPuxar
Melhoria SOMudança SO
Trabalho Padronizado Movimento Kaizen
Fase 1Fazer a peça certa, no tempo certo, na quantidade certa
Lote Grande
Fluxo uma peçaPequeno Lote
Novo SO
Processo de conectividade
Pequeno Lead Time
Velho SO
Figura 2: Fases do caminho Lean

24
3.3 Apresentação e análise de dados
Devido a empresa em estudo apresentar-se em fase transitória da implementação do SOK, pode-se levantar os dados de três linhas de negócios de um total de dez. Foi observado pelo entrevistado da empresa de Autopeças que os resultados obtidos foram comprobatórios em termos de melhorias do desempenho dos indicadores operacionais e o desfecho do trabalho nas linhas restantes teria desempenho similar ao que já foi observado.

25
3.3 Apresentação e análise de dados
QUALIDADEDefeitos
(peças por milhão)18.855 6.486 191
ÁREA M2 229,2 228,8 0,2
Membros Time(diretos)
11,5 13,5 17
Membros Time(diretos e indiretos)
9,7 11,6 20
Peças por Máquina(peças)
12,8 13,4 4
Tempo de Set-up(horas)
5,0 5,1 -2
Material em Processamento(horas)
7,8 4,0 95
Componentes em Processo(horas)
5,0 4,0 25
Tamanho Lote(dias)
5,2 4,6 12
PRODUTIVIDADE
LEAD TIME
Resultados(%)
INDICADORES MEDIDAS Antes SOK Depois SOK
100..
xTempoxHomem
Peças
100..
xTempoxMáquina
Peças
Quadro 3: Linha A

26
3.3 Apresentação e análise de dados
QUALIDADEDefeitos
(peças por milhão)1.068 526 103
ÁREA M2 189,6 182,4 3,9
Membros Time(diretos)
30,6 34,1 12
Membros Time(diretos e indiretos)
29,4 33,3 13
Peças por Máquina(peças)
12,8 13,4 4
Tempo de Set-up(horas)
5,0 4,7 6
Material em Processamento(horas)
7,8 4,0 95
Componentes em Processo(horas)
5,0 4,0 25
Tamanho Lote(dias)
5,2 4,6 12
LEAD TIME
Resultados(%)
PRODUTIVIDADE
INDICADORES MEDIDAS Antes SOK Depois SOK
100..
xTempoxHomem
Peças
100..
xTempoxMáquina
Peças
Quadro 4: Linha B

27
3.3 Apresentação e análise de dados
QUALIDADEDefeitos
(peças por milhão)29.448 13.234 123
ÁREA M2 419,4 310,6 35,0
Membros Time(diretos)
9,8 11,4 16
Membros Time(diretos e indiretos)
8,2 9,6 17
Peças por Máquina(peças)
12,8 13,4 4
Tempo de Set-up(horas)
5,0 4,8 5
Material em Processamento(horas)
7,8 4,0 95
Componentes em Processo(horas)
5,0 4,0 25
Tamanho Lote(dias)
5,2 4,6 12
LEAD TIME
Resultados(%)
PRODUTIVIDADE
INDICADORES MEDIDAS Antes SOK Depois SOK
100..
xTempoxHomem
Peças
100..
xTempoxMáquina
Peças
Quadro 5: Linha C

28
3.3 Apresentação e análise de dados
191
103
123
0,2
4
35
17
12
16
20
13
17
44
4 -2
65
95
95
95
25
25
25
12
12
12
% M
elho
ria
DP
PM M2
Mem
bro
s D
iret
os
Mem
bro
s D
iret
os e
Ind
iret
os
Peç
as /
Máq
uin
a
Set
-up
Peç
as P
roce
ssam
ento
Com
ps
Pro
cess
o
Tam
anh
o L
ote
Linha A Linha B Linha C
Gráfico 1: Resumo comparativo
29
3.3 Apresentação e análise de dados
Com base na discussão e apresentação dos dados, seguem algumas sugestões de melhorias para a empresa: • Manter o foco no projeto SOK e na metodologia de implementação
total das linhas com trabalho padronizado implementado;• Melhorar continuamente os padrões de fluxos contínuos; • Melhorar as ações de qualidade para atingir o DPPM com dois dígitos;• Proporcionar ganhos de área para o crescimento dos negócios;• Usar operadores multifuncionais para aumento no ganho de
produtividade;• Melhorar o set-up interno; • Manter padrões estáveis de melhorias do lead time para a gestão dos
materiais;
Contudo, é possível afirmar que após a implementação completa do SOK a empresa em estudo terá um panorama consistente para afirmar que a metodologia Kaizen é satisfatoriamente bem-vinda.

30
4. CONSIDERAÇÕES FINAIS
Este trabalho apresenta uma discussão e análise do processo de implementação do Sistema Operacional Kaizen (SOK) em uma empresa de autopeças de origem ocidental. Para tanto, buscou-se obter dados sustentáveis para discussão e análise, por meio da realização de entrevistas e visita in loco, para então se elaborar análises comparativas, por meio de indicadores de desempenho pré-estabelecidos.
A justificativa deste trabalho baseia-se na indicação de que novos conceitos e novas práticas surgem em formatos de modelos que buscam essencialmente a otimização dos processos, e isso se faz para atender clientes cada vez mais exigentes em termos de qualidade, preço e serviços. Neste caso, se buscou um modelo oriental (Toyota) para se atingir estas metas.

31
4. CONSIDERAÇÕES FINAIS
Os resultados apresentados juntamente às três linhas já implementadas, indicaram que a empresa está no caminho certo e representa estruturalmente um ganho que poderá levar a empresa a obter um salto substancial em termos de competitividade, confirmando o principal objetivo deste trabalho que é a melhoria dos indicadores de desempenho como bases de sustentação para a garantia de sucesso da metodologia Kaizen nas empresas ocidentais.
Supõe-se que o modelo baseado na metodologia Kaizen é efetivamente promissor, dependendo essencialmente das mudanças de hábitos e costumes das pessoas, ou seja, é importante que se reveja e institua uma transformação cultural unida à disciplina exigida junto à metodologia.
Segundo o presente estudo, as variáveis que influenciaram no processo de implantação da metodologia Kaizen na empresa estudada são: cultura e mudanças.

32
FIMOBRIGADO PELA
SUA ATENÇÃO!!