mixed gas refrigeration technology
TRANSCRIPT

Mixed Gas Refrigeration TechnologyMixed Gas Refrigeration Technology
66thth Annual Annual Industrial Refrigeration ConsortiumIndustrial Refrigeration ConsortiumResearch and Technology ForumResearch and Technology Forum
January 20, 2006January 20, 2006
Gregory Nellis, Sanford Klein, John PfotenhauerGregory Nellis, Sanford Klein, John Pfotenhauer
FlorianFlorian KepplerKeppler, Cory Hughes, Kylie Fredrickson, and John , Cory Hughes, Kylie Fredrickson, and John PettittPettitt
University of WisconsinUniversity of WisconsinSolar Energy LaboratorySolar Energy Laboratory

Presentation OutlinePresentation Outline
• Overview of cryogenic cycles– Recuperative cryogenic cycles– Mixed gas Joule-Thomson cryogenic cycles
• Current UW Research Efforts in MGR– Optimization of gas mixture composition– Measurement of heat transfer coefficients
• Other MGR research projects at the UW– Cryosurgical probes (ASHRAE)– Cooling high temperature superconducting electronics (ONR)– MEMS cryosurgical devices (NIH/Univ. of Michigan)
• Industrial application potential
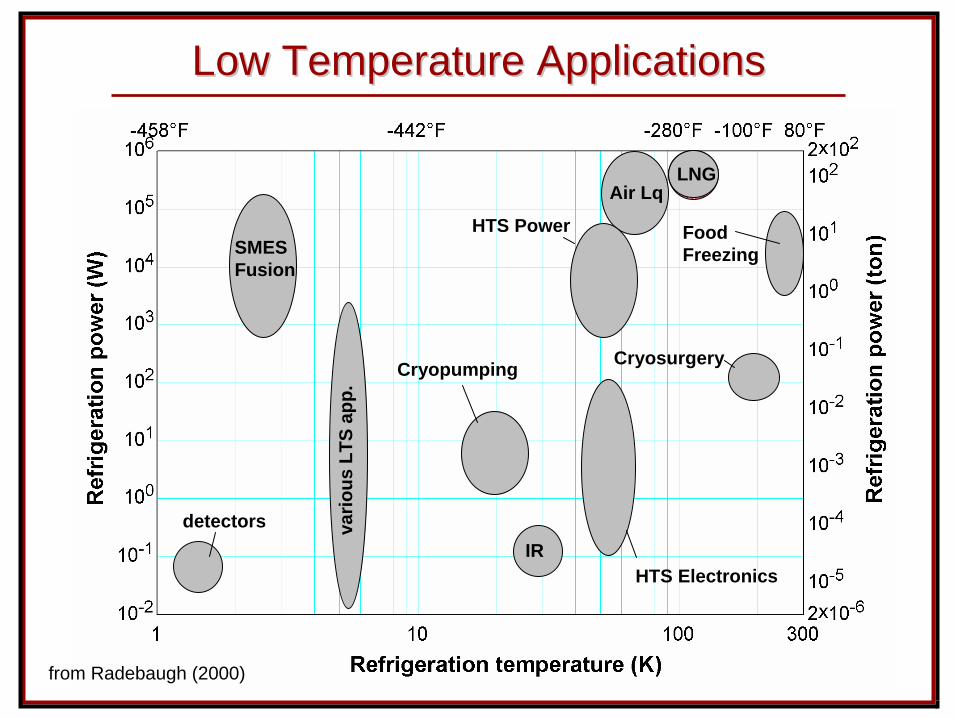
Low Temperature ApplicationsLow Temperature Applications
from Radebaugh (2000)
MGRLNGAir Lq
HTS Power
Cryopumping
Food Freezing
Cryosurgery
IR
vario
us L
TS a
pp.
HTS Electronics
SMESFusion
detectors
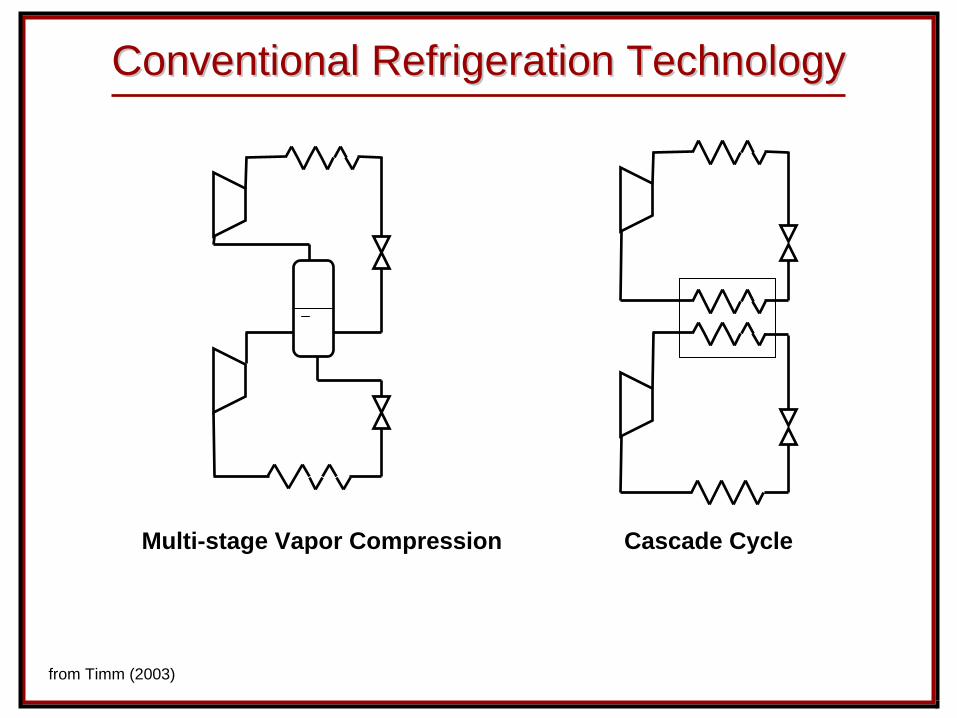
Conventional Refrigeration TechnologyConventional Refrigeration Technology
from Timm (2003)
Multi-stage Vapor Compression Cascade Cycle

Conventional Refrigeration TechnologyConventional Refrigeration Technology
from Radebaugh (2000)
MGRLNGAir Lq
HTS Power
Cryopumping
Food Freezing
Cryosurgery
IR
vario
us L
TS a
pp.
HTS Electronics
SMESFusion
detectors
Cas
cade
&
Mul
ti-st
age
VC
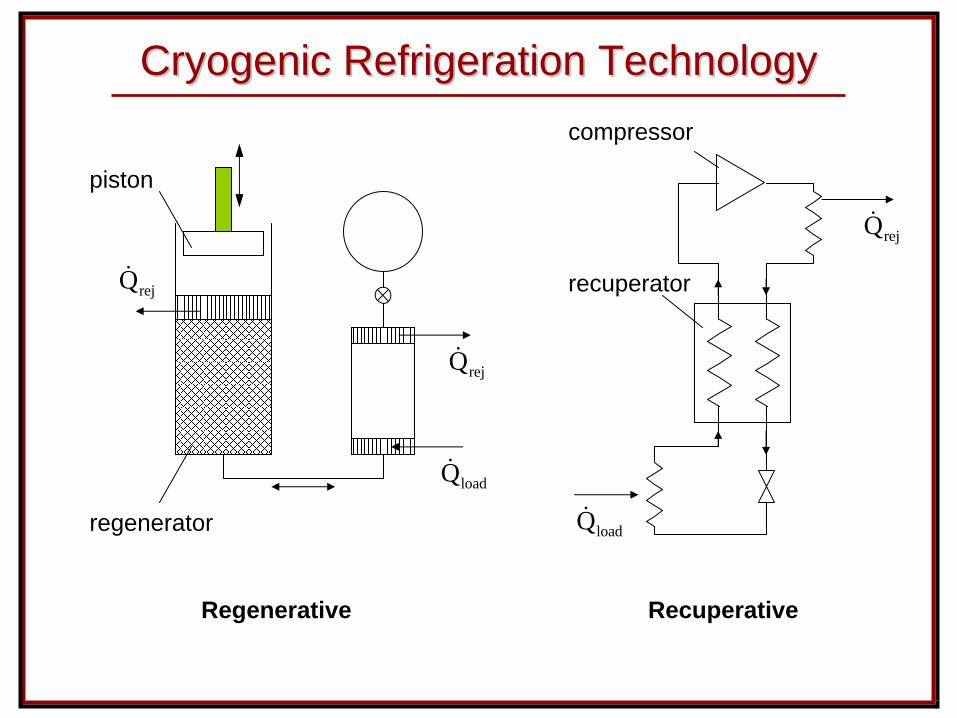
Cryogenic Refrigeration TechnologyCryogenic Refrigeration Technology
regenerator
piston
Regenerative
loadQ
rejQ
rejQ
compressor
recuperator
Recuperative
loadQ
rejQ

Regenerative CryocoolersRegenerative Cryocoolers

Regenerative Cryogenic RefrigeratorsRegenerative Cryogenic Refrigerators
from Radebaugh (2000)
MGRLNGAir Lq
HTS Power
Cryopumping
Food Freezing
Cryosurgery
IR
vario
us L
TS a
pp.
HTS Electronics
SMESFusion
detectors
Cas
cade
&
Mul
ti-st
age
VCSt
irlin
g
Stirling-typePulse tube
GM
GM-type Pulse tube

Recuperative CyclesRecuperative Cycles
work-extracting expander
Reverse-Brayton
loadQ
rejQ
isenthalpicvalve
Joule-Thomson
loadQ
rejQ

Recuperative Heat ExchangersRecuperative Heat Exchangers
PraxAir Air Separation Plant, from Timm (2003)
Chart Industries
Cryoprobe

Work Extracting DeviceWork Extracting Device
http://www.astec.ac.uk/Seminars/bobbatecryogenics.pdf
Creare’s NICMOS Cryocooler

ReverseReverse--BraytonBrayton RefrigeratorsRefrigerators
from Radebaugh (2000)
MGRLNGAir Lq
HTS Power
Cryopumping
Food Freezing
Cryosurgery
IR
vario
us L
TS a
pp.
HTS Electronics
SMESFusion
detectors
Cas
cade
&
Mul
ti-st
age
VC
Regenerative
Reverse-Brayton
Reverse-Brayton

JouleJoule--Thomson Thomson CryocoolersCryocoolers
from Timm (2003)
from Nova, Science Now, April 2005

Mixed Gas JMixed Gas J--T RefrigeratorsT Refrigerators
from Radebaugh (2000)
MGRLNGAir Lq
HTS Power
Cryopumping
Food Freezing
Cryosurgery
IR
vario
us L
TS a
pp.
HTS Electronics
SMESFusion
detectors
Cas
cade
&
Mul
ti-st
age
VC
Regenerative
Reverse-Brayton
Reverse-Brayton
MGR
MGR

loadQ
( )lowm h P ,T⋅
( )highm h P ,T T⋅ + ΔexpW
( ) ( )load exp low highQ W m h P ,T h P ,T T⎡ ⎤= + ⋅ − + Δ⎣ ⎦
energy transferredas expander work
enthalpy flux
ReverseReverse--BraytonBrayton CycleCycle

loadQ
( )lowm h P ,T⋅
( )highm h P ,T T⋅ + Δ
( ) ( )load low highQ m h P ,T h P ,T T⎡ ⎤= ⋅ − + Δ⎣ ⎦
energy transferredas enthalpy flux
JouleJoule--Thomson CycleThomson Cycle
Typical Working FluidsTypical Working Fluids
• Pure components– Nitrogen– Argon– Hydrocarbons
• Mixtures– Combinations of pure components
(hydrocarbons, halocarbons, inert gases)• Nitrogen+pentane+ethane+…

PP--h Diagram for Nitrogenh Diagram for Nitrogen

loadQ
( )lowm h P ,T⋅
( )highm h P ,T T⋅ + Δ
( ) ( )load low highQ m h P ,T h P ,T T⎡ ⎤= ⋅ − + Δ⎣ ⎦
( ) ( )loadlow high load rej
max
Q min h P ,T h P ,T for T T Tm
⎛ ⎞ ⎡ ⎤= − < <⎜ ⎟ ⎣ ⎦⎝ ⎠
• at pinch-point for perfect HX, ΔT = 0
Maximum Refrigeration PotentialMaximum Refrigeration Potential

Pres
sure
(kPa
)
Enthalpy (kJ/kg)
@ 80 K@ 100 K
@ 125 K @ 200 K
JouleJoule--Thomson Effect for Pure NitrogenThomson Effect for Pure Nitrogen

Typical Operating Temperature
Range
⎛ ⎞≈⎜ ⎟
⎝ ⎠load
max
Q W2 m g/s
Enth
alpy
Diff
eren
ce (k
J/kg
)
Temperature (K)
“Good” Temp. Range
JouleJoule--Thomson Effect for Pure NitrogenThomson Effect for Pure Nitrogen

JouleJoule--Thomson Effect for Pure SubstancesThomson Effect for Pure Substances

Pre
ssur
e (k
Pa)
Enthalpy (kJ/kg)14% Nitrogen, 8% Methane, 78% Ethane
JouleJoule--Thomson Effect for Mixed GasThomson Effect for Mixed Gas
@ 125 K @ 175 K @ 250 K

Ent
halp
y D
iffer
ence
(kJ/
kg)
Temperature (K)
Operating Temp. Range
⎛ ⎞≈⎜ ⎟
⎝ ⎠load
max
Q W12 m g/s
JouleJoule--Thomson Effect for Mixed GasThomson Effect for Mixed Gas

Importance of Careful Mixture OptimizationImportance of Careful Mixture Optimization
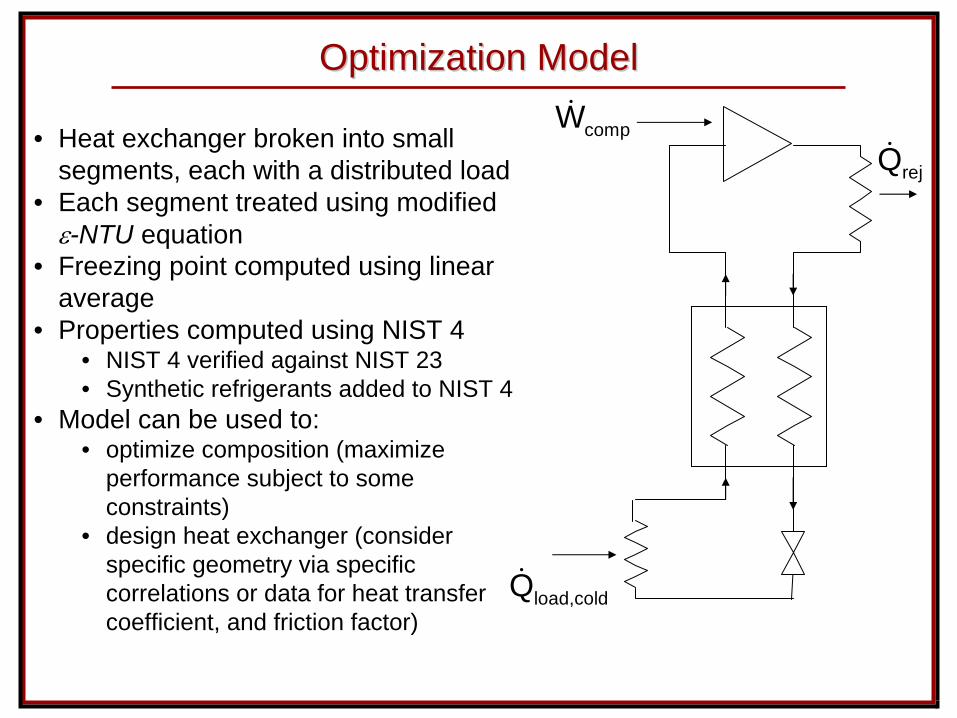
Optimization ModelOptimization Model
load,coldQ
rejQcompW
• Heat exchanger broken into small segments, each with a distributed load
• Each segment treated using modified ε-NTU equation
• Freezing point computed using linear average
• Properties computed using NIST 4 • NIST 4 verified against NIST 23• Synthetic refrigerants added to NIST 4
• Model can be used to:• optimize composition (maximize
performance subject to some constraints)
• design heat exchanger (consider specific geometry via specific correlations or data for heat transfer coefficient, and friction factor)
• Conventional optimization algorithms (e.g., Direct Search and Quadratic Approximation Techniques) were found to be unreliable
• tended to locate “local” maxima• would get “stuck” on sharp discontinuities• could not handle optimization constraints efficiently
• Genetic Algorithm• robust scheme designed to reliably find global optimal in “poorly”
behaved environment (local optima, discontinuities)• mimics biological evolution• entire variable space is populated• populations bred based on their “fitness”
Genetic Optimization AlgorithmGenetic Optimization Algorithm

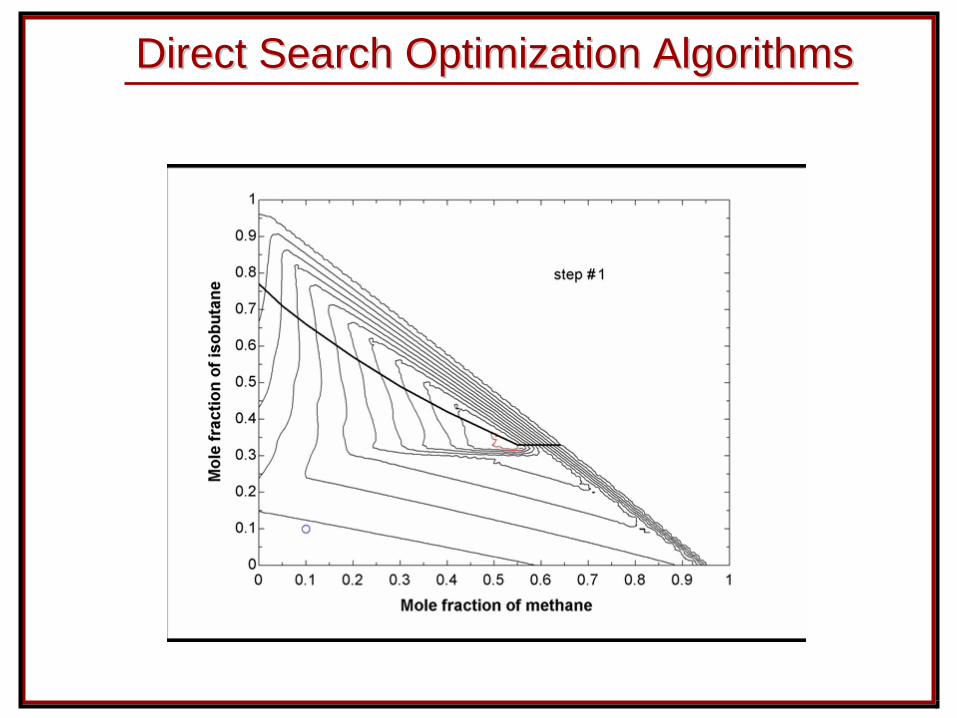
Mole fraction of methane
Mol
e fra
ctio
n of
isob
utan
e
Freezing Zone
true, constrained optimum
sharp discontinuitiescontours of loadQ
m
Optimization of 3Optimization of 3--Component MixtureComponent Mixture
* balance of mixture is N2

Direct Search Optimization AlgorithmsDirect Search Optimization Algorithms
Direct Search Optimization AlgorithmsDirect Search Optimization Algorithms

Genetic Optimization AlgorithmGenetic Optimization Algorithm

Optimization ResultsOptimization Results
300.6 KIsopentane, C5H12
263.0 KIsobutane, C4H10
231.2 KPropane, C3H8
184.5 KEthane, C2H6
169.1 KAcetylene, C2H4
145.0 KR14, CF4
111.7 KMethane, CH4
87.3 KArgon, Ar77.2 KNitrogen, N2
Normal Boiling Point
Component
Group I components (hydrocarbons*)
* except R14, N2, and Ar
246.8 KR134a, C2H2F4
224.7 KR125, C2HF5
221.2 KR32, CH2F2
194.7 KR116, C2F6
190.0 KR23, CHF3
145.0 KR14, CF4
87.3 KArgon, Ar77.2 KNitrogen, N2
Normal Boiling Point
Component
Group II components (halogenated hydrocarbons**)
** except N2, and Ar

Optimized Refrigeration CapacityOptimized Refrigeration CapacityCombinations from Group I at 90 K

Optimized Refrigeration CapacityOptimized Refrigeration CapacityCombinations from Group II at 90 K

Heat Transfer Coefficient MeasurementsHeat Transfer Coefficient Measurements
• Test section is fed with controlled mass flow rate, pressure, and temperature of a mixed gas with measured composition
• Heat addition and the inlet, exit, and surface temperatures are measured and used to infer the heat transfer coefficient.
s lmq htc A T= Δ ( ) ( )1 2
1
2
ln
w wlm
w
w
T T T TT
T TT T
− − −Δ =
⎛ ⎞−⎜ ⎟−⎝ ⎠
T1 T2Tw
q
G. F. Nellis, C. B. Hughes, and J. M. Pfotenhauer, "Heat transfer coefficient measurements for mixed gas working fluids at cryogenic temperatures", Cryogenics, Vol. 45, pp. 546-556, (2005).
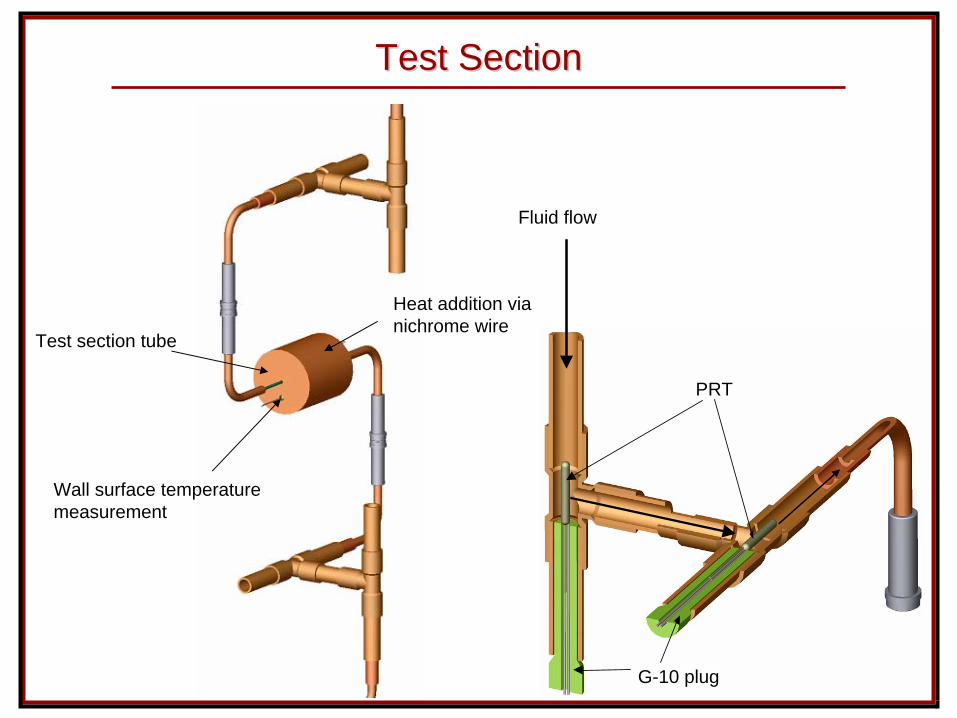
Heat addition via nichrome wire
Test section tube
Wall surface temperature measurement
Test SectionTest Section
G-10 Plug
PRT
G-10 plug
Fluid FlowFluid flow

Test FacilityTest Facility
Vacuum space
Test Section
Recuperator
GM cryocooler
T,PT
Gas control system
Gas chromatograph
T
T
Flow meter
q
ΔP
Regulator
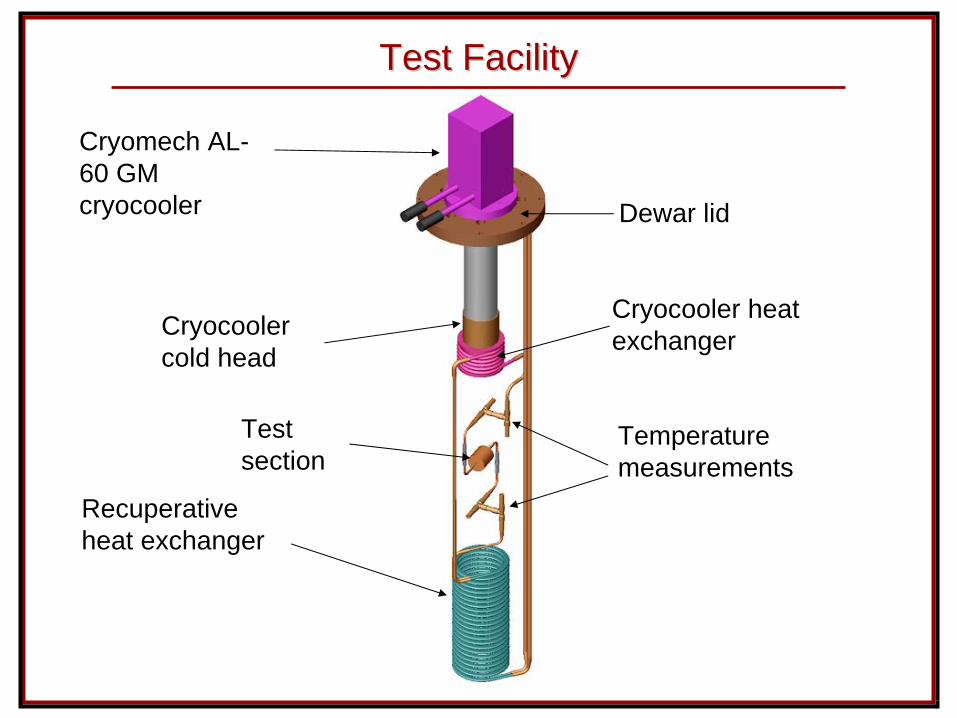
Cryomech AL-60 GM cryocooler
Cryocooler heat exchanger
Recuperative heat exchanger
Test section
Dewar lid
Cryocooler cold head
Temperature measurements
Test FacilityTest Facility

Experimental MeasurementsExperimental Measurements

Experimental MeasurementsExperimental Measurements
single-phase liquid
single-phase vapor

TwoTwo--Phase MeasurementsPhase Measurements
Run A

MGR Projects at the UWMGR Projects at the UW• Cryosurgery
– sponsored by ASHRAE– objective is to optimize cryoprobe design for cryosurgery– focus on choice of gas mixture composition
• Cooling for High Temperature Superconducting Electronics– primarily focused on cooling the signal and power leads– optimization for distributed load related to axial conduction and
ohmic dissipation– measurement of heat transfer coefficients
• MEMS Cooling– sponsored by NIH– objective is to evaluate MEMS techniques for cryosurgical probes

MGR in Food Processing?MGR in Food Processing?• Freeze drying or flash freezing applications
• Cascade cycles– Multiple refrigerant circuits– different working fluids in each circuit– Compressors required for each circuit– Can achieve very low temperature operation
• MGR– Uses a mixture of refrigerants in a single circuit– Can utilize a single compressor– Mixtures exhibit large glide from bubble point to dew point– Can achieve very low temperature operation

MGR MGR ““IssuesIssues””
• More complex than single component• Predicting flow regime in heat exchangers is important• Need property data over very wide temperature range,
including interaction parameters• Need to know when fluids and mixtures will freeze• Need to avoid unexpected pinch points within heat
exchangers• Need to avoid heat leaks at walls, valves, etc.• Can be important to dampen vibration induced by turbulent
flow or boiling (see Hill, Longsworth 1997)• Benefit: can fine tune mixture in the field to address
problems if they occur
Source: M. Timm 2003

ConclusionsConclusions
• MGR is a technology currently being used for low temperature refrigeration applications
• Opportunities exist for extending its application to food processing but requires– seeking mixtures that are not flammable– applications with low temperature demands– system designs are more complex
• MGR continues to be a rapidly developing technology
Source: M. Timm 2003