monografia 2 (1)
TRANSCRIPT

Indice
RESISTENCIA A LA FATIGA………………………………………………………………. (2)
ENSAYO DE CIZALLAMIENTO……………………………………………………………. (12)
ENSAYO DE FLEXION………………………………………………………………………. (16)
ENSAYO DE TORSION……………………………………………………………………… (19)
ENSAYO DE FLUENCIA LENTA…………………………………………………………… (29)
ENSAYO DE PLEGADO…………………………………………………………………….. (39)
ENSAYO DE EMBUTIDO…………………………………………………………………….. (41)
PROPIEDADES TERMICAS…………………………………………………………………. (48)
CAPACIDAD CALORIFICA………………………………………………………………… (49)
DILATACION TERMICA…………………………………………………………………….... (54)
CONDUCTIVIDAD TERMICA……………………………………………………………… (60)
CHOQUE TERMICO………………………………………………………………………… (75)
LINKFOGRAFIA………………………………………………………………………………. (78)
BIBLIOGRAFIA……………………………………………………………………………… (80)

1
Monografía N°2
Introducción
El fenómeno de la fatiga de los materiales es uno de los más estudiados en la ingeniería
mecánica. La fatiga, es la causa del ochenta por ciento de las fallas en maquinarias; los
elementos mecánicos trabajan, en su mayoría, bajo condiciones de fatiga, como ejemplo
pueden citarse: los peldaños de una escalera metálica, las estructuras de los parques donde
ejercitan los deportistas, los aparatos de un parque infantil, los ejes de diversas máquinas
industriales: moledoras, trituradoras, elevadoras, los aviones, los automóviles, los sistemas de
izado de carga en los puertos, entre otros.
Muchos de los elementos de máquinas, tales como cigüeñales, árboles, ejes, bielas y resortes,
son Sometidos a cargas variables. El comportamiento de los materiales bajo este tipo de carga
es diferente a aquel bajo cargas estáticas; mientras que una pieza soporta una gran carga
estática, la misma puede fallar con una carga mucho menor si ésta se repite un gran número de
veces.
Los esfuerzos variables en un elemento tienden a producir grietas que crecen a medida que
éstos se repiten, hasta que se produce la falla total; este fenómeno se denomina fatiga. Por lo
tanto, el diseño de elementos sometidos a cargas variables debe hacerse mediante una teoría
que tenga en cuenta los factores que influyen en la aparición y desarrollo de las grietas, las
cuales pueden producir la falla después de cierto número de repeticiones (ciclos) de esfuerzo.
La teoría que estudia el comportamiento de los materiales sometidos a cargas variables se
conoce como teoría de fatiga. En este libro se estudia el procedimiento de esfuerzo-vida, el
cual es uno de los tres modelos de falla por fatiga que existen actualmente y es el más utilizado
para elementos de maquinaria rotativos.
Cronología de los estudios sobre la fatiga
El fenómeno de la fatiga en los metales, comenzó a estudiarse en el siglo XIX. Es en el año
1839 cuando Poncelet acuña el término "fatiga" para describir las fallas por este tipo de
situación. Se pensaba que el material, cuando cristalizaba, se "cansaba" de modo semejante a
una persona y luego fallaba. Fue August Wöhler (1819-1914) quien en 1871 publicó los
resultados de sus investigaciones aplicadas al sistema de trenes y llegó a la conclusión de que
la falla en los ejes de los carros del ferrocarril se debía a la alternabilidad de las tensiones en
INGENIERIA MECANICA MECANICA DE MATERIALES

2
Monografía N°2
los mismos. Con el devenir del tiempo se fueron llevando a cabo estudios diversos acerca de la
fatiga, como puede observarse en la tabla numero 1:
Tabla: 1.1
1839 Poncelet Primero en utilizar el término "fatiga"
1864 Fairbairn
Informa sobre los primeros experimentos sobre
cargas repetidas
1871 Wöhler
Publica los resultados de sus 20 años de
investigación sobre las fallas de los ejes,
perfecciona el ensayo por flexión rotativa, las
curvas S-N y define el límite de resistencia a la
fatiga
1910 Basquin
Enuncia la ley exponencial de las pruebas de
resistencia a la fatiga (ecuación de Basquin)
1955 Coffin / Manson
Publican de manera independiente la ley de
fatiga de bajo ciclaje basada en la deformación
(ecuación de Coffin / Manson)
1980
1988
1990
Hertzberg / Manson
Newman
Suresh /
Nakamura /
Yeshurum /
Yang / Duffy
Investigan y recogen los efectos que producen
los materiales no metálicos y compuestos de los
cuales se ofrece el potencial de mejoramiento
mecánico, térmico y ambiental bajo cargas
cíclicas a fatiga
1991 Rosakis / Zehnder
Distribución de temperatura alrededor de
grietas, propagándose dinámicamente en un
acero 4340 utilizando la medición experimental
por medio de detectores infrarrojos de alta
velocidad
1995 Needlman / Tvergaard
Análisis de una transición dúctil-frágil bajo la
dinámica de carga cortante en materiales
sólidos y / o estructuras
INGENIERIA MECANICA MECANICA DE MATERIALES

3
Monografía N°2
2000 Rosakis / Ravichandran
Tópicos para investigación en la dinámica de
fallas mecánicas (introducción y aplicaciones)
2003 Dwivedi / Espinosa
Modelación dinámica de la propagación de
grieta en fibra reforzada de material compuesto
incluyendo los efectos friccionales
2004 Lin Z / Lincang
Modelo simplificado para la predicción de la
dinámica de daños y fractura de materiales
dúctiles
2005 Rusinek / Zaera
Análisis de inercia y efectos escalares en la
formación dinámica durante la tensión en una
lámina de acero
2006 Roy Xu / Wang
Análisis dinámico de la fractura mecánica del
modo de transición de falla a lo largo de
interfaces en sólidos elásticos
Definición de Fatiga:
La fatiga es el cambio estructural permanente, progresivo y localizado que ocurre en un
material sujeto a tensiones y deformaciones variables en algún punto o puntos que produce
grietas o la fractura completa tras un número suficiente de fluctuaciones (ASTM).
El 90% de las piezas que se rompen en servicio fallan debido a este fenómeno.
INGENIERIA MECANICA MECANICA DE MATERIALES

4
Monografía N°2
Figura 1.1 Figura 1.2
Fig. 1.1 y fig. 1. 2: Un cigüeñal roto por fatiga [transparencias_fatiga.ppt/javier gil and xabier
Iriarte]
La falla por fatiga:
La falla por fatiga requiere, básicamente, que se conjuguen dos factores a saber: la aplicación
de cargas repetidas o cíclicas, esto quiere decir que su valor cambia en el tiempo. La excepción
a esta condición está en el hecho de que, si el componente está trabajando en un ambiente
corrosivo, la falla por fatiga se produce bajo condiciones estáticas.
En la realidad, todas las cargas que actúan sobre un determinado sistema mecánico varían con
el tiempo, lo que sucede es que su frecuencia de repetición es tan baja que se pueden
considerar como estáticas.
El comportamiento de estas tensiones, que son las que se toman en cuenta en el estudio de la
fatiga en vez de considerar las cargas, puede modelarse mediante una senoide de la siguiente
forma:
INGENIERIA MECANICA MECANICA DE MATERIALES

5
Monografía N°2
Formula (1.1)
Tensión Media definida como:
Formula (1.2)
La Amplitud de las Tensiones:
Formula (1.3)
El Rango de las Tensiones:
Formula (1.4)
Relación de Tenciones, definida como se da entre la tensión mínima y la tensión máxima:
INGENIERIA MECANICA MECANICA DE MATERIALES

6
Monografía N°2
Formula (1.5)
La Relación de Amplitud, dada por la amplitud de tensiones y la tensión media:
Formula (1.6)
El segundo factor que debe estar presente para que se produzca la falla por fatiga es la
concentración de tensiones. Los rebajes en un eje hechos para incorporar elementos como
engranes, poleas, ruedas dentadas para cadenas, los alojamientos para las chavetas, cuñas,
etcétera, son elementos en los que las tensiones o esfuerzos se concentran debido a la
reducción del área resistente, así como también reducciones en la geometría local de otros
tipos de piezas. Estos concentradores de tensión favorecen la formación de grietas en la
estructura del material de la pieza sujeta a las condiciones de fatiga.
Etapa de nucleación o formación de la grieta:
Debido a la alternabilidad de las tensiones, cuyo valor es muy pequeño en comparación con el
del límite elástico del material, en los rebajes o reducciones de la geometría de la pieza se
produce fluencia plástica local. Se van creando bandas de deslizamiento en los bordes
cristalizados de la sección a medida que se van alternando los esfuerzos; esto va generando la
aparición de más y más grietas microscópica. Los desperfectos propios de la solidificación, los
llamados macrodefecto, actúan como elevadores de esfuerzo para el inicio de la grieta. Una
grieta se forma más rápido en un material frágil que en uno dúctil debido a que en el primero no
se produce fluencia plástica.
INGENIERIA MECANICA MECANICA DE MATERIALES

7
Monografía N°2
Etapa de propagación de la grieta:
Una vez formada la grieta, ésta comienza a propagarse según se explica mediante las teorías
de la mecánica de la fractura. El crecimiento de la misma queda expresado por la ecuación de
Paris.
Formula (1.7)
Dónde:
El valor de m normalmente está
comprendido entre 1
y 6.
Formula (1.8)
O bien
Formula (1.9)
Desarrollando estas expresiones a partir de graficas generales por ellas mismas, se puede
llegar a la siguiente ecuación:
INGENIERIA MECANICA MECANICA DE MATERIALES

8
Monografía N°2
Formula (1.10)
Dónde:
Formula (1.11)
Dónde: es la tenacidad de fractura de deformaciones planas.
Estas fórmulas fueron generadas por Paul C. Paris en 1961 realizando una gráfica logarítmica
log-log de la velocidad de crecimiento de grieta contra el factor de intensidad de tensiones
mostrando una relación lineal en la gráfica. Utilizando esta gráfica se pueden realizar
predicciones cuantitativas sobre la vida residual de una probeta dado un tamaño de grieta
particular. Se encuentra así el comienzo de la iniciación o iniciación rápida de grieta.
Factores que afectan la resistencia a la fatiga
Son diversos los factores que intervienen en un proceso de rotura por fatiga aparte de las
tensiones aplicadas. Así pues, el diseño, tratamiento superficial y endurecimiento superficial
pueden tener una importancia relativa.
.Diseño:
INGENIERIA MECANICA MECANICA DE MATERIALES

9
Monografía N°2
El diseño tiene una influencia grande en la rotura de fatiga. Cualquier discontinuidad
geométrica actúa como concentradora de tensiones y es por donde puede nuclear la grieta de
fatiga. Cuanto más aguda es la discontinuidad, más severa es la concentración de tensiones.
La probabilidad de rotura por fatiga puede ser reducida evitando estas irregularidades
estructurales, o sea, realizando modificaciones en el diseño, eliminando cambios bruscos en el
contorno que conduzcan a cantos vivos, por ejemplo, exigiendo superficies redondeadas con
radios de curvatura grandes.
Tratamientos superficiales:
En las operaciones de mecanizado, se producen pequeñas rayas y surcos en la superficie de la
pieza por acción del corte. Estas marcas limitan la vida a fatiga pues son pequeñas grietas las
cuales son mucho más fáciles de aumentar. Mejorando el acabado superficial mediante pulido
aumenta la vida a fatiga.
Uno de los métodos más efectivos de aumentar el rendimiento es mediante esfuerzos
residuales de compresión dentro de una capa delgada superficial. Cualquier tensión externa de
tracción es parcialmente contrarrestada y reducida en magnitud por el esfuerzo residual de
compresión. El efecto neto es que la probabilidad de nucleación de la grieta, y por tanto de
rotura por fatiga se reduce.
Este proceso se llama «granallado» o «perdigonado». Partículas pequeñas y duras con
diámetros del intervalo de 0,1 a 1,0 mm son proyectadas a altas velocidades sobre la superficie
a tratar. Esta deformación induce tensiones residuales de compresión.
Endurecimiento superficial:
Es una técnica por la cual se aumenta tanto la dureza superficial como la vida a fatiga de los
aceros aleados. Esto se lleva a cabo mediante procesos de carburación y nitruración, en los
cuales un componente es expuesto a una atmósfera rica en carbono o en nitrógeno a
temperaturas elevadas. Una capa superficial rica en carbono en nitrógeno es introducida por
difusión atómica a partir de la fase gaseosa. Esta capa es normalmente de 1mm de
profundidad y es más dura que el material del núcleo. La mejora en las propiedades de fatiga
proviene del aumento de dureza dentro de la capa, así como de las tensiones residuales de
compresión que se originan en el proceso de cementación y nitruración.
Influencia del medio:
INGENIERIA MECANICA MECANICA DE MATERIALES

10
Monografía N°2
El medio puede afectar el comportamiento a fatiga de los materiales. Hay dos tipos de fatiga
por el medio: fatiga térmica y fatiga con corrosión.
Fatiga térmica
La fatiga térmica se induce normalmente a temperaturas elevadas debido a tensiones térmicas
fluctuantes; no es necesario que estén presentes tensiones mecánicas de origen externo. La
causa de estas tensiones térmicas es la restricción a la dilatación y o contracción que
normalmente ocurren en piezas estructurales sometidas a variaciones de temperatura. La
magnitud de la tensión térmica resultante debido a un cambio de temperatura depende del
coeficiente de dilatación térmica y del módulo de elasticidad. Se rige por la siguiente expresión:
Formula (1.12)
Dónde:
Fatiga estática (corrosión-fatiga):
La fatiga con corrosión ocurre por acción de una tensión cíclica y ataque químico simultáneo.
Lógicamente los medios corrosivos tienen una influencia negativa y reducen la vida a fatiga,
incluso la atmósfera normal afecta a algunos materiales. A consecuencia pueden producirse
pequeñas fisuras o picaduras que se comportarán como concentradoras de tensiones
originando grietas. La de propagación también aumenta en el medio corrosivo puesto que el
medio corrosivo también corroerá el interior de la grieta produciendo nuevos concentradores de
tensión.
Ensayos
2.1 Ensayo de cizallamiento:
INGENIERIA MECANICA MECANICA DE MATERIALES

11
Monografía N°2
Se aplica esfuerzos crecientes y progresivos de forma transversal para llegar a la ruptura; se
utiliza para ensayar materiales que están expuestos a fuerzas de corte (espárragos, tornillos,
chaveta, pernos)
-Figura 2.1.1: Es una máquina para hacer el ensayo de cizallamiento de la marca Zwick; puede
realizarse a probetas o piezas unidas.
[http://www.zwick.es/es/aplicaciones/metales/sujeciones/ensayo-de-cizallamiento.html]
Esfuerzo cortante:
Formula (2.1.1)
F: tension aplicada
S0: sección inicial de la probeta
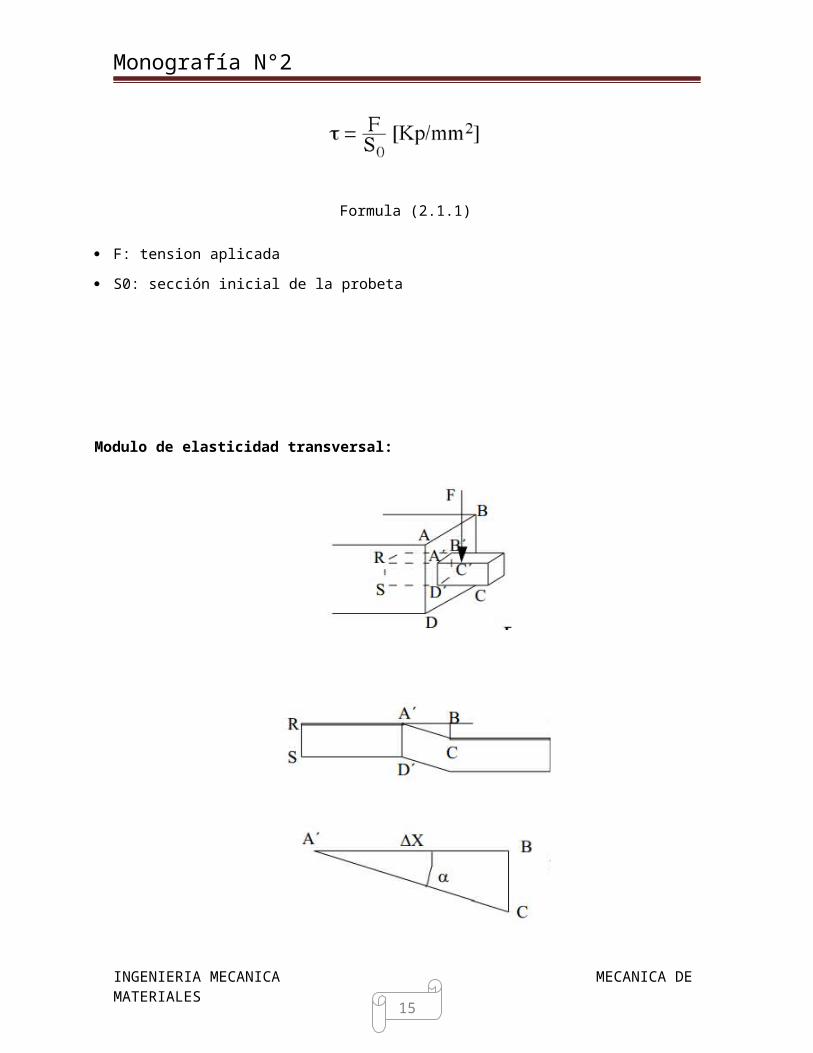
Modulo de elasticidad transversal:
INGENIERIA MECANICA MECANICA DE MATERIALES

12
Monografía N°2
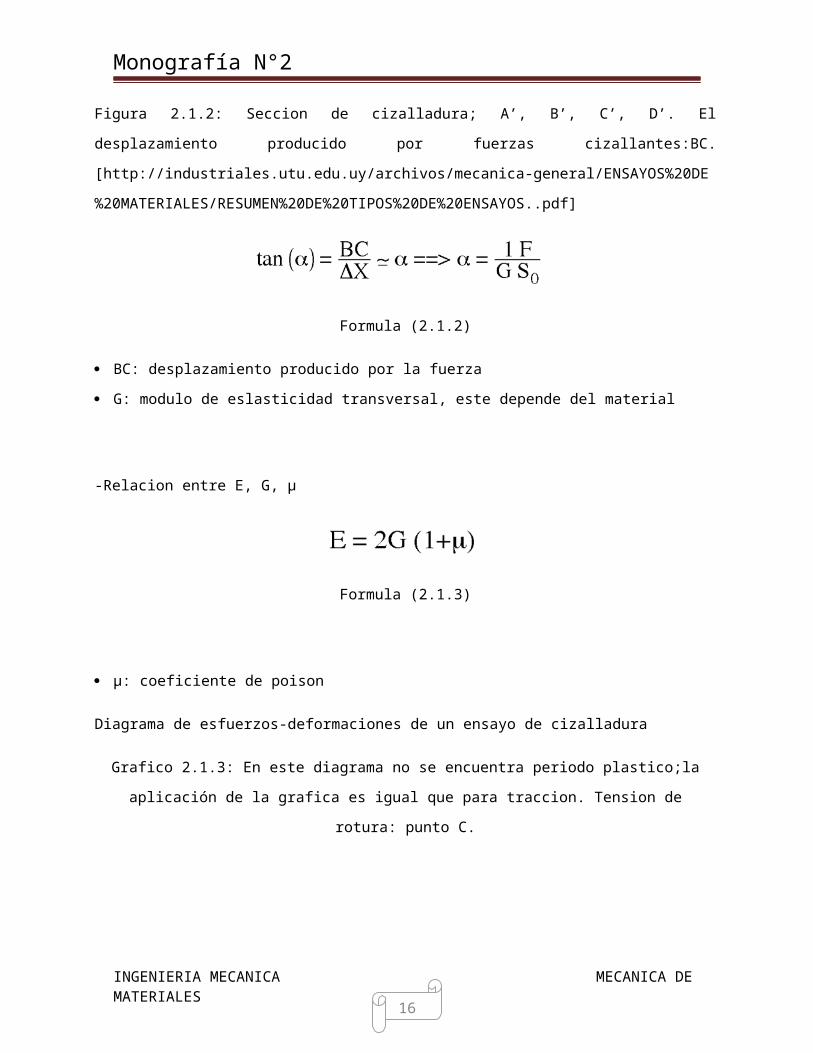
Figura 2.1.2: Seccion de cizalladura; A’, B’, C’, D’. El desplazamiento producido por fuerzas
cizallantes:BC.[http://industriales.utu.edu.uy/archivos/mecanica-general/ENSAYOS%20DE
%20MATERIALES/RESUMEN%20DE%20TIPOS%20DE%20ENSAYOS..pdf]
Formula (2.1.2)
BC: desplazamiento producido por la fuerza
G: modulo de eslasticidad transversal, este depende del material
-Relacion entre E, G, μ
INGENIERIA MECANICA MECANICA DE MATERIALES

13
Monografía N°2
Formula (2.1.3)
μ: coeficiente de poison
Diagrama de esfuerzos-deformaciones de un ensayo de cizalladura
Grafico 2.1.3: En este diagrama no se encuentra periodo plastico;la aplicación de la grafica es
igual que para traccion. Tension de rotura: punto C.
[http://industriales.utu.edu.uy/archivos/mecanica-general/ENSAYOS%20DE
%20MATERIALES/RESUMEN%20DE%20TIPOS%20DE%20ENSAYOS..pdf]
Tipos de cizalladura:
a)Simple:
Figura 2.2.4: Esta probeta es sujetada por un solo lado por eso es simple.
[http://industriales.utu.edu.uy/archivos/mecanica-general/ENSAYOS%20DE
%20MATERIALES/RESUMEN%20DE%20TIPOS%20DE%20ENSAYOS..pdf]
INGENIERIA MECANICA MECANICA DE MATERIALES

14
Monografía N°2
Formula(2.1.4)
b)Doble:
Figura 2.1.4: Esta probeta es sujetada por ambos lado por eso es doble.
[http://industriales.utu.edu.uy/archivos/mecanica-general/ENSAYOS%20DE
%20MATERIALES/RESUMEN%20DE%20TIPOS%20DE%20ENSAYOS..pdf]
Formula (2.1.5)
Relación de tracción y cizalladura:
Acero normal:
INGENIERIA MECANICA MECANICA DE MATERIALES
15
Monografía N°2
Formula (2.1.6)
Fundiciones:
Formula (2.1.7)
2.2 Ensayo de flexión:
Es la aplicación de una fuerza a una barra sujeta a sus extremos, para determinar la resistencia
a una carga estática o aplicada lentamente.
Este ensayo se hace normalmente a los materiales menos dúctiles o mejor dicho a los frágiles.
Ya que al ser puestos en un ensayo de tracción, puede que se rompan tan solo al colocarlos en
la mordaza; puesto que presentan muchos defectos superficiales.
INGENIERIA MECANICA MECANICA DE MATERIALES
16
Monografía N°2
-Figura 2.2.1: Ensayo de Fatiga a Flexión de Cementos de Resina Acrílica utilizados en
Ortodoncia. Consiste en un método casi estático de ensayo de doblado y fatiga a flexión.
[http://www.instron.com.es/wa/solutions/ISO-16402-Flexural-Testing-Acrylic-Resin-
Cement.aspx]
En los materiales frágiles la falla se presenta en la carga máxima, donde la resistencia a la
tensión y la resistencia de ruptura son la misma.
La resistencia a la flexión, módulo de ruptura: descripción de la resistencia del material
Formula (2.2.1)
F:carga de la fractura
L:distancia entre los puntos de apoyo
w:ancho de la probeta
h:altura de la probeta
A diferencia del ensayo de tensión la curva del ensayo de flexión es de esfuerzo-deflexión
INGENIERIA MECANICA MECANICA DE MATERIALES

17
Monografía N°2
-Figura 2.2.2: Muestra las curvas de fuerza versus deflexión obtenidas del ensayo realizado en
el laboratorio por Kaufmann (2010), junto a la curva de la simulación en ABAQUS.
[http://www.scielo.cl/scielo.php?pid=S0718-28132011000200002&script=sci_arttext]
El módulo de flexión: se calcula en la región elástica
Formula (2.2.2)
δ:deflexión al aplicar una fuerza F
Normalmente se diseñan las probetas para que solo actúen fuerzas de compresión, ya que
estas fuerzas tienden a cerrar las fisuras y defectos; es decir que los materiales frágiles fallan a
más altas cargas de compresión en vez de tensión.
-Figura 2.2.3: (a) Ensayo de flexión utilizado para medir la resistencia de materiales frágiles y
(b) deflexión δ obtenida durante la flexión de la probeta. [1998, Donad R. Askeland, Ciencia e
ingeniería de los materiales,3° edición]
2.3 Ensayo de Torsión:
INGENIERIA MECANICA MECANICA DE MATERIALES

18
Monografía N°2
Introducción
Método para determinar el comportamiento de materiales sometidos a cargas de giro. Los
datos del ensayo de torsión se usan para construir un diagrama esfuerzo-deformación y para
determinar el límite elástico del módulo elástico de torsión, el módulo de ruptura en torsión y la
resistencia a la torsión. Las propiedades de corte suelen determinarse en un ensayo de torsión
Consideremos una barra sujeta rígidamente en un extremo y sometida en el otro a un par T
(=Fd) aplicado en un plano perpendicular al eje. Se dice que esa barra está sometida a torsión.
El ensayo de torsión es un mecanismo en que se deforma una muestra aplicándole un par
torsor.
La deformación plástica alcanzable con este tipo de ensayos es mucho mayor que en los de
tracción (estricción) o en los de compresión (abarrilamiento, aumento de sección). La
información de su comportamiento a tracción se puede deducir fácilmente.
Los efectos de la aplicación de una carga de torsión a una barra son:
1) producir un desplazamiento angular de la sección de un extremo respecto al otro y
2) originar tensiones cortantes en cualquier sección de la barra perpendicular a su eje.
Definición de esfuerzo cortante y deformación angular:
Si una probeta cilíndrica de longitud L es sometida a un torque T, el ángulo de torsión φ está
dado por la siguiente ecuación:
φ= TLG I p
Formula (2.3.1)
G: módulo de corte del material
INGENIERIA MECANICA MECANICA DE MATERIALES

19
Monografía N°2
I p: Momento de inercia polar de la sección transversal de la probeta
Figura 2.3.1: Parámetros del ensayo de
Torsión[http://www.udistrital.edu.co:8080/documents/19625/239908/ENSAYO+DE+TORSIO
N.pdf?version=1.0]
Sobre la base de la ecuación anterior, se puede determinar experimentalmente el módulo de
corte G del material constituyente de la probeta.
G= TLφ I p
Formula (2.3.2)
Si los esfuerzos cortantes no sobrepasan el límite de proporcionalidad, dicho esfuerzo se
distribuye linealmente, es cero en el eje central de la probeta y tiene un valor máximo en la
periferia.
En la figura Siguiente se indica la distribución de esfuerzos cortantes, en una sección
transversal cualquiera, de una probeta de sección cilíndrica sometida a torsión. En este caso, el
valor del esfuerzo cortante τ es igual a:
τ= Twp
Formula (2.3.3)
INGENIERIA MECANICA MECANICA DE MATERIALES

20
Monografía N°2
Donde w p es el Modulo resistente a la torsión y está definido:
w p=1R
I p
Formula (2.3.4)
Figura 2.3.2: Par de Fuerzas en diferentes radios internos
[http://www.udistrital.edu.co:8080/documents/19625/239908/ENSAYO+DE+TORSION.pdf?
version=1.0]
Y el Momento Polar es: I p=12
π R4 Formula (2.3.3)
Donde R es el radio.
Reescribiendo las Formulas para el Módulo de Resistencia a la torsión y El Esfuerzo cortante
en la periferia:
w p=π R3
2 Y τ=
2T
π R3
Formula (2.3.4)
De la Primera figura, considerando la igualdad de arcos, según el radio R y la generatriz L, se
puede deduce lo siguiente:
INGENIERIA MECANICA MECANICA DE MATERIALES

21
Monografía N°2
φR=γ L
Formula (2.3.5)
Donde γ es La Distorsión Angular, y queda definida como:
γ= τG
Formula (2.3.6)
Descripción del ensayo de torsión
Máquina para el Ensayo de Torsión
La máquina consta de una barra (1), que soporta todas las partes de la misma. Las patas
ajustables (2), permiten la nivelación de la máquina.
Los mandriles (3, 4) son para fijar las probetas. Del lado derecho de la máquina, se tiene un
reductor de velocidad, de tornillo sinfín y rueda helicoidal, en cuya flecha de salida está
montado un mandril (3). La base del reductor, está fija en la barra (1) y fijarlo, si se desea, en
cualquier punto con la palanca (6) y la cuña (7).
El transportador (8) mide aproximadamente los ángulos totales de torsión de la probeta.
El volante (9) montado en la flecha de entrada del reductor, permite aplicar el par de torsión.
Del lado izquierdo de la máquina, se tiene el cabezal con el otro mandril (4) y
el sistema electrónico de registro. Este sistema de registro, emplea como transductor una celda
de carga (10) unida al mandril (4) mediante un eje (11), montado sobre baleros (12) para
reducir al mínimo la fricción.
La cubierta (13) contiene también las partes electrónicas del sistema de registro de la carga. En
el display (14) se puede leer el valor del par aplicado a la probeta en kg. - cm. En el lateral
derecho, se tiene un interruptor para encender/apagar la máquina (15). En la parte trasera, el
fusible de protección (16) y la clavija para conectar la máquina en 115 V. (17).
Finalmente, en el lateral derecho del cabezal, se encuentra el ajustador a cero del sistema (18).
INGENIERIA MECANICA MECANICA DE MATERIALES

22
Monografía N°2
Figura2.3.3: Maquina de Torsión clásica: Módulo de Leyva
[http://www.monografias.com/trabajos51/ensayo-torsion/ensayo-torsion2.shtml
Operación de la Máquina:
La probeta se coloca entre las mordazas. Se ajusta primero el mandril del lado del cabezal
de medición (4) y luego girando el volante (9) se alinean el mandril opuesto (3) y se aprieta.
Se hace girar el transportador (8) para ponerlo en la posición de cero.
INGENIERIA MECANICA MECANICA DE MATERIALES

23
Monografía N°2
Se enciende la maquina unos 15 minutos antes de empezar a usarla, para permitir que el
registrador electrónico entre en régimen.
Al encender la máquina, se verá iluminada la pantalla (14). La máquina está lista para aplicar
carga a la probeta, lo cual se hace girando el volante (9). Hay que tener en cuenta que una
vuelta del volante, corresponde a 6º de torsión de la probeta.
Es conveniente aplicar la carga de incrementos de torsión de la probeta de 0.2 a 1.0 grados,
por cada incremento, según el material de que se trate.
Tabla 2.3.1: Sugerencia para incremento de deformación para distintos materiales
Fuente: http://www.monografias.com/trabajos51/ensayo-torsion/ensayo-torsion2.shtml
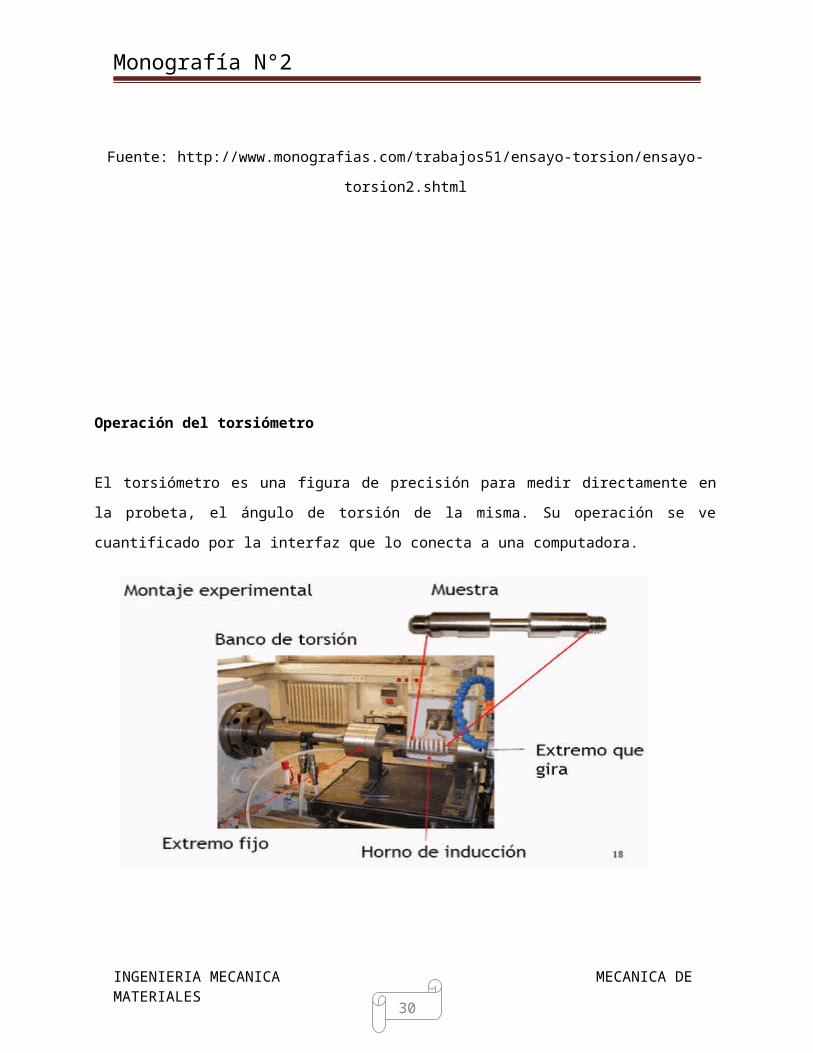
Operación del torsiómetro
INGENIERIA MECANICA MECANICA DE MATERIALES
MATERIALINCREMENTO
GRADOS
Acero al C. 0.15 %
Acero al C. 0.15 % Normalizado
Acero al C. 0.4 %
Acero al C. 0.4 % Normalizado
Hierro Vaciado
Latón
Aluminio
0.5
0.2
0.5
0.4
0.5
0.5
1.0

24
Monografía N°2
El torsiómetro es una figura de precisión para medir directamente en la probeta, el ángulo de
torsión de la misma. Su operación se ve cuantificado por la interfaz que lo conecta a una
computadora.
Figura 2.3.4: Maquina de ensayo de torsión y montaje experimental.
[http://www.udistrital.edu.co:8080/documents/19625/239908/ENSAYO+DE+TORSION.pdf?
version=1.0]
Procedimiento
a. Antes de comenzar a realizar los ensayos de torsión se deben tomar las respectivas
medidas dimensionales de las probetas (diámetro y longitud de la sección reducida). Este
procedimiento de medición es efectuado con un gran cuidado y debe implementarse la correcta
utilización del Calibrador "pie de rey” instrumento de medición de vital importancia para tomar el
valor de nuestros datos.
b. Trazar una línea recta con un marcador permanente de punta delgada a lo largo de la
sección cilíndrica en la sección reducida, esto con el fin de poder visualizar de manera más fácil
la deformación de la probeta de torsión.
INGENIERIA MECANICA MECANICA DE MATERIALES

25
Monografía N°2
Figura.2.3.5: La probeta con la marca de visualización
[http://www.udistrital.edu.co:8080/documents/19625/239908/ENSAYO+DE+TORSION.pdf?
version=1.0]
c. Fijar la probeta a las copas de la máquina de torsión, asegurarse de que la probeta quede
bien sujeta y así no tener problemas de deslizamiento de la misma.
Figura 2.3.6: Ubicación de la probeta en la máquina de tracción.
[http://www.monografias.com/trabajos51/ensayo-torsion/ensayo-torsion2.shtml]
d. Calibrar el tacómetro de revoluciones a cero y el medidor de torque, seleccionando en este
último las unidades sistema internacional (N-m)
INGENIERIA MECANICA MECANICA DE MATERIALES

26
Monografía N°2
Figura 2.3.7 Panel de control de la Maquina de Torsión
torque.[http://www.monografias.com/trabajos51/ensayo-torsion/ensayo-torsion2.shtml]
e. Para la toma de datos tenemos que realizar un tabla en la que se registraremos el valor del
Torque (Útil Para Calcular El Esfuerzo Cortante) ha cierto intervalo
de revoluciones (Útil Para Calcular La Deformación Angular). para
efectos de simplicidad a la hora de reguistrar los datos tomarenos
los intervalos de la siguiente manera:
De 10 en 10 revoluciones hasta 200 revoluciones.
De 25 en 25 revoluciones hasta 400 revoluciones.
De 50 en 50 revoluciones hasta 1200 revoluciones.
De 100 en 100 revoluciones hasta 2000 revoluciones
De 200 en 200 revoluciones hasta 4000 revoluciones
De 500 en 500 revoluciones hasta la fractura.
INGENIERIA MECANICA MECANICA DE MATERIALES

27
Monografía N°2
f. Girar lentamente la perilla para aumentar gradualmente el torque de manera que se puedan
tomar los datos de acuerdo a la tabla anterior. Se puede aumente la velocidad a medida que el
torque se vaya estabilizando de forma gradual, pero no se puede disminuir la velocidad durante
la prueba pues esto afecta la misma generando errores
Fig. 2.3.8 Comandos para la variación de velocidad de
torque.[http://www.monografias.com/trabajos51/ensayo-torsion/ensayo-torsion2.shtml]
g. Finalmente cuando en el ensayo se produzca fractura en la probeta (se reconoce porque el
torque disminuye bruscamente y se observa la falla En la probeta) retornamos la perilla que
controla la velocidad y el torque a la posición de apagado retiramos la probeta de las copas de
sujeción y con esto damos fin a la toma de datos.
INGENIERIA MECANICA MECANICA DE MATERIALES

28
Monografía N°2
Figura 2.3.8: Curva Torsión VS Deformación [http://www.monografias.com/trabajos51/ensayo-
torsion/ensayo-torsion2.shtml]
2.4 Ensayo de Fluencia Lenta (Creep)
Introducción
En muchas aplicaciones los componentes se ven obligados a soportar cargas constantes
durante lapsos prolongados, como por ejemplo álabes de rotor de turbina, filamento de tubos y
válvulas, cables de acero, etc. En tales circunstancias el material puede continuar
deformándose hasta que su utilidad se ve seriamente perjudicada. Tales tipos de
deformaciones dependientes del tiempo pueden ser casi imperceptibles, pero crecen durante
toda la vida útil de la pieza y llevan a la rotura, aún sin que la carga haya aumentado.
Con cargas aplicadas por corto tiempo, como en un ensayo de tracción estático, hay una
deformación inicial que aumenta simultáneamente con la carga. Si, bajo cualquier
circunstancia, la deformación continúa mientras la carga se mantiene constante, a esta
deformación adicional se la conoce como CREEP.
El fenómeno conocido como "creep", se define como: "la parte dependiente del tiempo de las
deformaciones provenientes de tensiones".
Debido a su estrecha conexión con altas temperaturas en aplicaciones importantes, se suele
asociar al creep con problemas vinculados con temperaturas elevadas. Esto es cierto
únicamente si las temperaturas elevadas se definen relativas al punto de fusión Tm, el plomo
muestra un creep significativo a temperatura ambiente y el asfalto, por ejemplo, a temperaturas
INGENIERIA MECANICA MECANICA DE MATERIALES

29
Monografía N°2
menores. En algunos materiales, como el concreto y la madera, la temperatura no es un factor
importante.
El ensayo de fluencia
La curva deformación vs tiempo
El ensayo de fluencia se realiza habitualmente con el objetivo de correlacionar las
deformaciones ∆ L, y los tiempos t, para una carga F y temperatura T constantes (CREEP).
Gráfico 2.4.1: Esfuerzo VS Deformación
[http://www.edibon.com/products/catalogues/fr/units/mechanicsmaterials/strengthmaterials/
EEFCR.pdf]
a) Creep Primario:
INGENIERIA MECANICA MECANICA DE MATERIALES
30
Monografía N°2
En esta etapa, la tasa de creep disminuye desde un valor grande hasta un valor constante.
Esta disminución es ocasionada principalmente por un aumento en la energía de activación
requerida, Ea (o una disminución en los mecanismos atómicos que pueden activarse). Para
una dada tensión, la variación de la tasa de creep con el tiempo puede ser expresada por:
ε̇ cr=C1∗t. n
Formula (2.4.1)
Donde C1 es una constante y n puede valer entre 0 y 1. ε̇ cr Es la tasa de Creep y t el tiempo.
Para n = 2/3, esta expresión puede integrarse para obtener la deformación, que estará
Dada por: ε cr=C2∗t1 /3
Formula (2.4.2)
Que es la ley de Andrade para el creep transitorio.
Timoshenko dedujo una expresión empírica diferente:
ε̇ cr=C3∗ea∗t
Formula (2.4.3)
De esta ecuación, la deformación por creep resulta:
ε cr=C4 (1−e−a∗t )
Formula (2.4.4)
De hecho, se sabe relativamente poco sobre el creep transitorio. No se ha estudiado tan
extensivamente como el creep viscoso porque no es ordinariamente un factor crítico en el
diseño.
b) Creep Secundario:
INGENIERIA MECANICA MECANICA DE MATERIALES

31
Monografía N°2
Al final de la primera etapa el creep transitorio es prácticamente nulo, y el remanente escasi
enteramente viscoso. En este caso, la ecuación para la segunda etapa responde a:
ε cr=e0+v0∗t
Formula (2.4.5)
Donde e0 es la intersección de la prolongación de la recta con el Eje y de la Fig. 1.1 y v0 es
la tasa de creep viscoso. De la curva puede deducirse que se trata de la tasa mínima de creep
(tmc) en 1/horas.
La tasa mínima de creep aumenta con el incremento de la tensión. Esta variación se expresa
comúnmente por:
v0=B∗σn
Formula (2.4.6)
Donde n (que es mayor que 1) y B son constantes. La tensión aplicada es σ .
c) Creep Terciario:
Se trata del incremento de la tasa que precede a la fractura. Hay dos razones para este
incremento:
i. Si el ensayo tiene lugar bajo carga constante, la disminución de la sección transversal
provoca el aumento de la tensión verdadera, lo cual a su vez incrementa la tasa de creep (ver
formula (2.4.6)). Este incremento pasa a menudo desapercibido hasta que se forma un cuello; a
partir de este instante la tasa de creep aumenta rápidamente produciendo el creep terciario.
Este tipo de creep terciario puede ser prevenido completamente manteniendo la tensión
constante (en vez de la carga); en principio esto puede hacerse disminuyendo la carga en
proporción directa a la reducción de área. En tal caso seguiría el creep secundario hasta la
fractura, como se señala en la curva A (a trazos) de la Fig. 2.
ii. La otra causa de creep terciario es la acción térmica ya mencionada, la deformación por
creep se acelera debido a la disminución de la capacidad del metal de producir "strain
hardening". No hay expresiones para el creep terciario
INGENIERIA MECANICA MECANICA DE MATERIALES

32
Monografía N°2
Métodos paramétricos
Como en otros procesos térmicos, la teoría básica se construye de la ecuación de Arrhenius,
entonces asumiendo que el creep es un proceso gobernado por esta ecuación como lo expresa
la ecuación:
Φ=A∗e−E a
kT
Formula (2.4.7)
El tiempo requerido para producir una deformación determinada, o rotura puede ser expresado
como:
t=G ¿e−E a
kT
Formula (2.4.8)
Tomando logaritmo para hacer lineal la ecuación, tenemos:
log t= logG+M∗Ea
kT con M=log(e)=0.4343
Formula (2.4.9)
Para el tiempo de ruptura, el tiempo es t r. Si asumimos que Ea y G son solo función de la
tensión, esta ecuación es lineal en log t y 1/T para cualquier tensión dada. La Figura 6.1
muestra estas curvas dibujadas
INGENIERIA MECANICA MECANICA DE MATERIALES

33
Monografía N°2
Gráfico 2.4.2 Curvas lineales, con variación de G
Fuente: http://www.aero.ing.unlp.edu.ar/catedras/archivos/Creep.pdf
Las Ecuaciones líneas son: y = b + m.x
Dónde: b= log G y m = M. Ea / k con abscisas x = 1/T
Consecuentemente G está relacionada con la intersección con el eje de abscisas, y Ea por la
pendiente de la recta. Las características de esta familia de rectas son determinadas por la
manera en la cual G y Ea varían con la tensión.
a. Si G es constante y sólo varía Ea con la tensión, las líneas interceptan al eje log t en un solo
punto. Fig.(6.2)
b. Si Ea es constante mientras G varía con la tensión, resulta una familia de rectas paralelas,
con una pendiente igual a M.Ea/k. Fig.(6.3)
c. Si G y Ea son variables con la tensión tenemos curvas no paralelas y que no convergen a un
punto común.
INGENIERIA MECANICA MECANICA DE MATERIALES

34
Monografía N°2
Fig. 2.4.2: G Constante Fig. 2.4.3: Ea. Constante
Fuente: http://www.aero.ing.unlp.edu.ar/catedras/archivos/Creep.pdf
a) Método paramétricos de Larson-Miller :
Este método está basado en la primera posibilidad (G constante). Estudiando datos
experimentales de rotura por creep, Larson y Miller concluyeron que las líneas que representan
la ecuación 6.9 convergen a un punto común sobre el eje log t. Esta evidencia indica que Ea
varía con la tensión, pero G no. Consecuentemente log G es considerado como constante. Si
consideramos:
Log G = -C y M. Ea/k = m (función de la tensión)
La ecuación 6.9 queda:
log t +C=m( 1T ) Formula (2.4.10)
Dado que m es función de la tensión, la ecuación (4) puede ser escrita por:
T (log t+C )=m O P1=f 1 ( σ )=m
El Parámetro de Larson-Miller:
INGENIERIA MECANICA MECANICA DE MATERIALES

35
Monografía N°2
P1=T ( log t+C)
Formula (2.4.11)
T: temperatura; t: tiempo; σ : esfuerzo o tensión; C: constante, (varía entre 15-25) igual a 20
en promedio.
Gráfica 2.4.4
Tensión frente al parámetro de
Larson-Miller para la Aleación
s590 de base hierro
Fuente: F.R. Larson y j. Miller,
Trans. ASME, 74, 765 (1952)
Con permiso de ASME
b) Método paramétrico de Sherby-Dorn :
Creado por Sherby y Dorn. Experimentalmente estos investigadores obtuvieron que Ea es
esencialmente constante para un dado material y que G varía con la tensión. Esta situación nos
coloca dentro de la segunda categoría, donde las curvas log t vs. 1/T son paralelas.
Si reemplazamos M.Ea/k = α y log G = ϕ (función deσ ) la ecuación (3) puede ser escrita:
log t−α1T
=ϕ
Formula (2.4.12)
El Parámetro Sherby-Dorn con P2=f 2 (σ )=ϕ
P1=T ( log t+C)
INGENIERIA MECANICA MECANICA DE MATERIALES
36
Monografía N°2
Formula (2.4.13)
c) Método paramétrico de Mason-Haferd
Estos investigadores observaron que los gráficos de log t vs. 1/T (Fig. 15) no son
perfectamente lineales. Por consiguiente ensayaron otros métodos, graficando t vs. T
encontraron que log t vs. T da una curva más lineal. Además, para el mismo material y distintas
tensiones esas líneas convergen a un punto común en el gráfico. La familia de rectas de este
tipo puede ser representada por la ecuación:
T−T a=s (t−t a )
Formula (2.4.14)
.Dónde: S es la pendiente (una función de la tensión), Ta y log ta son las coordenadas del
punto de convergencia.
Gráfica 2.4.5 Punto de convergencia de las Curvas Ta frente a log ta
INGENIERIA MECANICA MECANICA DE MATERIALES

37
Monografía N°2
Fuente: http://www.aero.ing.unlp.edu.ar/catedras/archivos/Creep.pdf
Para estas observaciones Mason y Haferd propusieron el siguiente parámetro, llamado
“Parámetro Lineal”:
P3=T−T a
logt−log t a
=f 3 ( σ )
Formula (2.4.14)
Haciendo un análisis estadístico de los datos para una determinada aleación, el parámetro
lineal de Manson-Haferd se encontró que da una predicción más precisa que los otros dos
métodos. Sin embargo, el método de Manson-Haferd posee cierta desventaja en la
determinación de las constantes log ta y Ta. A causa de la larga extrapolación de las líneas
casi paralelas que representan log t vs. T, la localización exacta del punto de convergencia es
incierta. Sin embargo, si se ensaya un gran número de probetas, el error por esta causa parece
ser pequeño.
INGENIERIA MECANICA MECANICA DE MATERIALES

38
Monografía N°2
2.5 Ensayo de plegado
El plegado a temperatura ambiente es un ensayo tecnológico derivado del de flexión, se realiza
sobre las probetas que fueron sometidas a flexión para determinar la ductilidad de los
materiales metálicos (de él no se obtiene ningún valor específico).
Figura 2.5.1 máquina para realizar ensayo de plegado [http://www.jba.es/es/category/por-tipo-
de-ensayo/flexion-plegado/ (07-11-2013)]
Este ensayo es solicitado por las especificaciones en la recepción de aceros en barras y
perfiles, para la comprobación de la tenacidad de los mismos y después de haber sido
sometido al tratamiento térmico de recocido. El material se coloca entre los soportes cilíndricos,
aplicando la carga lentamente hasta obtener el ángulo de plegado especificado para el mismo,
o bien cuando se observa la aparición de las primeras fisuras en la cara inferior o la sometida a
tracción.
INGENIERIA MECANICA MECANICA DE MATERIALES

39
Monografía N°2
Figura 2.5.1 esquema de ensayo de plegado [http://www.oni.escuelas.edu.ar/olimpi2000/santa-
fe sur/ensayodemateriales/Ensayos/plegado.htm (03-11-2013)]
La luz entre los bordes de los apoyos se toma aproximadamente igual al diámetro del elemento
transmisor del esfuerzo, más tres veces el espesor del material.
L = d + 3 D
Generalmente el plegado se obtiene en dos etapas y se realiza con un ángulo de 180º.
1º- Colocando el material en el dispositivo se efectúa el flexionamiento hasta un determinado
ángulo.
2º-Se termina la operación con los platos de compresión hasta lograr un ángulo de 180º.
El ensayo dará resultado satisfactorio o, en otras palabras, el material será aceptado si no
presenta sobre su parte estirada grietas o resquebrajaduras a simple vista.
En la máquina de ensayo Baldwin (figura) se realizó la primera etapa de plegado hasta un
ángulo superior a 90º y luego sometido a una prensa y se terminó en un plegado con forma de
“U”. Al observar ambas probetas vemos que no presenta en su parte estirada grietas y tampoco
resquebrajaduras a simple vista, o sea que ambos materiales (SAE 1015 y SAE 1045) son
aptos para hacer plegados.
INGENIERIA MECANICA MECANICA DE MATERIALES

40
Monografía N°2
Figura 2.5.2 a) Probeta sometida a plegado (Máquina Baldwin – Laboratorio EET 466-Rosario -
Santa Fe). b) probetas SAE 1015 y SAE 1045 plegadas en U.
[http://www.oni.escuelas.edu.ar/olimpi2000/santa-fe
sur/ensayodemateriales/Ensayos/plegado.htm (03-11-2013)]
2.6 Ensayo de embutido
El embutido (estampado profundo de chapas) es un proceso tecnológico de fabricación de
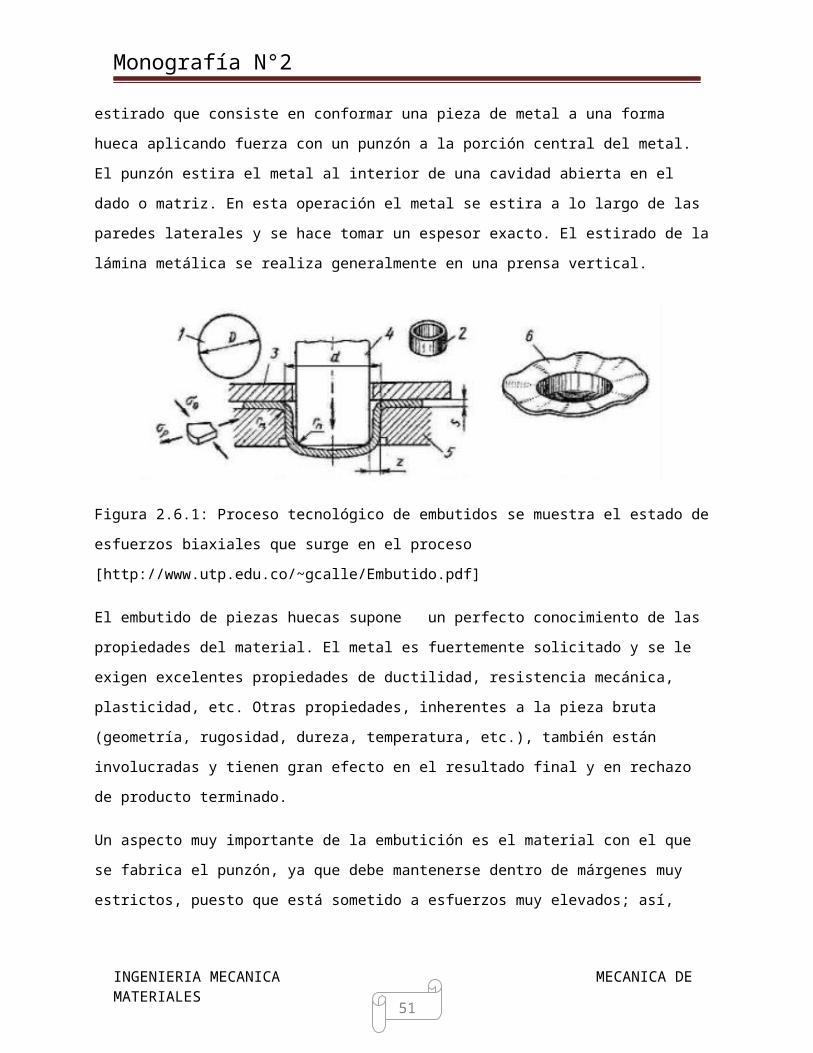
piezas en forma de recipiente, es un proceso de estirado que consiste en conformar una pieza
de metal a una forma hueca aplicando fuerza con un punzón a la porción central del metal. El
punzón estira el metal al interior de una cavidad abierta en el dado o matriz. En esta operación
el metal se estira a lo largo de las paredes laterales y se hace tomar un espesor exacto. El
estirado de la lámina metálica se realiza generalmente en una prensa vertical.
Figura 2.6.1: Proceso tecnológico de embutidos se muestra el estado de esfuerzos biaxiales
que surge en el proceso [http://www.utp.edu.co/~gcalle/Embutido.pdf]
El embutido de piezas huecas supone un perfecto conocimiento de las propiedades del
material. El metal es fuertemente solicitado y se le exigen excelentes propiedades de ductilidad,
resistencia mecánica, plasticidad, etc. Otras propiedades, inherentes a la pieza bruta
INGENIERIA MECANICA MECANICA DE MATERIALES

41
Monografía N°2
(geometría, rugosidad, dureza, temperatura, etc.), también están involucradas y tienen gran
efecto en el resultado final y en rechazo de producto terminado.
Un aspecto muy importante de la embutición es el material con el que se fabrica el punzón, ya
que debe mantenerse dentro de márgenes muy estrictos, puesto que está sometido a
esfuerzos muy elevados; así, debe poseer unas características bien definidas de resistencia a
la tracción, límite elástico, dureza y resistencia al desgaste.
Como consecuencia del esfuerzo de tracción el material embutido tiende a quedar pegado al
punzón y si no se prevé un sistema que facilite la extracción de la pieza del punzón puede
significar problemas posteriores.
Para realizar el ensayo se usa generalmente la máquina Erichsen.
El estándar ASTM E643-78 determina el significado de este ensayo para evaluar y
comparar la formabilidad de chapas metálicas. El estado de solicitación predominante
durante el ensayo es biaxial. Por esto los resultados se usan para comparar materiales que van
a ser conformados por medio de estiramiento. Una relación precisa entre la altura de la copa
determinada por medio de este ensayo y la formabilidad del material de chapa bajo las
condiciones de producción no ha sido establecida.
El ensayo se realiza bajo el esquema siguiente.
Figura 2.6.2: Operación de embutid en el ensayo erichsen.
[http://www.utp.edu.co/~gcalle/Embutido.pdf]
INGENIERIA MECANICA MECANICA DE MATERIALES

42
Monografía N°2
La probeta (a) se sujeta firmemente contra el dado (b) con ayuda de la tuerca de sujeción (c).
El punzón (d) ejerce una fuerza que aplicada a través de la esfera de diámetro (13) deforma
la probeta. Cuando en la copa formada se presente la primera grieta, el ensayo se
detiene. Se mide el índice de embutido (IE) como la altura máxima de embutido lograda
(14), en milímetros.
Los materiales comúnmente empleados en la embutición son de los siguientes tipos: aceros
laminados en frío aptos para embutición son los aceros inoxidables de los tipos AISI 304 o AISI
316 y aleaciones de aluminio. También se utilizan otras aleaciones cuyo comportamiento se
acerca mucho al del latón.
El material más comúnmente empleado en el proceso de embutición en la micro-escala, es el
latón que además de por sus buenas propiedades en la embutición tiene otras características
que lo describen debido a su buena conductividad térmica y eléctrica y buena maleabilidad.
Actualmente están siendo estudiados nuevos materiales para emplearlos en el micro-
conformado. Estos materiales deben cumplir requisitos como ductilidad, tensión de fluencia y
demás aspectos que faciliten la conformabilidad de la pieza deseada. Estas características
deben de cumplirse sin perder sus propiedades mecánicas para su posterior uso.
Herramientas de embutido
Herramienta de Embutido de Acción Simple:
En este tipo de herramienta el disco recortado a embutir se fija en su asiento, al actuar la placa
prensa disco, el punzón comienza a penetrar el material en la matriz en su totalidad.
INGENIERIA MECANICA MECANICA DE MATERIALES

43
Monografía N°2
Figura 2.6.3: Accion simple. [https://sites.google.com/site/ensayodeembuticion/]
Herramientas de Embutido de Doble Acción:
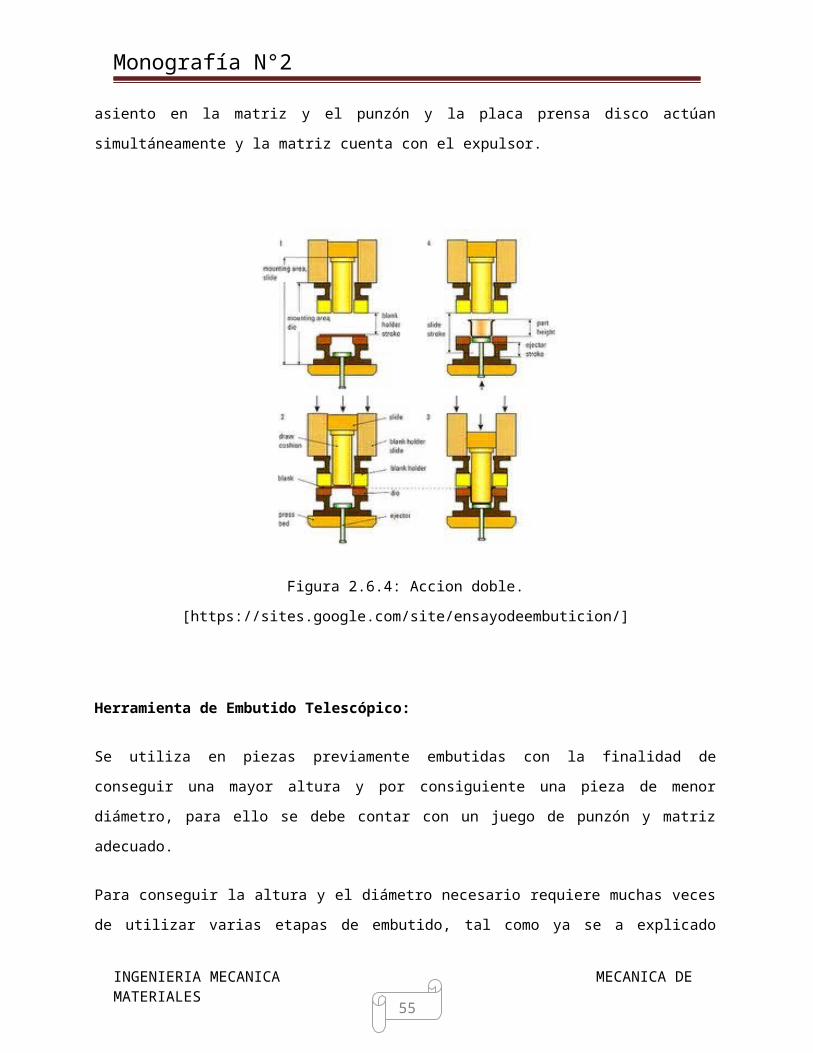
En este tipo de herramientas, el punzón se ubica en la parte superior de la corredera (prensa),
el disco recortado se ubica también en su asiento en la matriz y el punzón y la placa prensa
disco actúan simultáneamente y la matriz cuenta con el expulsor.
INGENIERIA MECANICA MECANICA DE MATERIALES

44
Monografía N°2
Figura 2.6.4: Accion doble. [https://sites.google.com/site/ensayodeembuticion/]
Herramienta de Embutido Telescópico:
Se utiliza en piezas previamente embutidas con la finalidad de conseguir una mayor altura y por
consiguiente una pieza de menor diámetro, para ello se debe contar con un juego de punzón y
matriz adecuado.
Para conseguir la altura y el diámetro necesario requiere muchas veces de utilizar varias
etapas de embutido, tal como ya se a explicado anteriormente, para lo cual es necesario, el uso
de de este tipo de herramientas.
INGENIERIA MECANICA MECANICA DE MATERIALES

45
Monografía N°2
Figura 2.6.5: Embutido con punzón telescópico.
[https://sites.google.com/site/ensayodeembuticion/]
Herramientas de Embutido Inverso:
Con estas herramientas se consigue también una mayor altura, para ello se debe de contar con
la herramienta, los materiales convenientemente dispuestos y acondicionados para tal fin.
La embutición invertida ofrece la posibilidad de ahorrar una o dos etapas de embutición. Con
éste tipo de embutición la pieza previamente embutida se dispone con la abertura hacia abajo
sobre una matriz negativa de embutir.
Figura 2.6.6: Embutido inverso. [https://sites.google.com/site/ensayodeembuticion/]
INGENIERIA MECANICA MECANICA DE MATERIALES

46
Monografía N°2
Fórmula para determinar la pieza a recortar requerida para el embutido
Formula (2.6.2)
Límites del Embutido
Dependiendo del tipo de material, del espesor del mismo, existe un límite en el diámetro a
embutir, entendiendo que es necesario en la mayoría de los casos, realizar varias operaciones
de estampación, seguidas de una serie de tratamientos térmicos con la finalidad de conseguir
el diámetro y altura adecuada.
El diámetro de la primera matriz de embutido se puede determinar a partir una relación entre
los diámetros del disco recortado y el diámetro de la primera matriz, considerando un factor en
función del material. Este factor es el siguiente:
Formula (2.6.3)
Para trabajos de mayor precisión se pueden hacer uso de tablas y gráficos en las que se
determinan los diámetros, las fases de embutidos que hay que realizar.
INGENIERIA MECANICA MECANICA DE MATERIALES
D= ( d2 + 4dh)1/2
d
h

47
Monografía N°2
Propiedades Térmicas
La temperatura es un factor externo de enorme importancia, ya que afecta prácticamente a
todas las características de los materiales. Las propiedades mecánicas, eléctricas o
magnéticas sufren importantes cambios cuando la temperatura varía.
Deben tenerse en cuenta los efectos térmicos a la hora de dimensionar o seleccionar el
material idóneo ya que algunas aplicaciones industriales requieren la utilización de materiales
con propiedades térmicas específicas.
Por "propiedad o característica térmica" se entiende la respuesta de un material al ser
calentado. A medida que un sólido absorbe energía en forma de calor, su temperatura y sus
dimensiones aumentan. Si existe un gradiente de temperatura, la energía puede transportarse
de las regiones calientes a las regiones más frías de la muestra y, finalmente la muestra puede
fundirse.
Tanto la capacidad calorífica como el calor específico indican la capacidad del material para
absorber calor. La energía aportada al material desde una fuente externa de calor produce un
incremento de la vibración térmica de los átomos del material. La mayoría de los materiales
aumentan ligeramente de tamaño al ser calentados. Esta dilatación térmica es el resultado
directo de la mayor distancia de separación entre los centros de los átomos adyacentes a
medida que aumenta la vibración térmica de los átomos individuales al aumentar la
temperatura.
Al describir el flujo de calor a través de un material, la constante de proporcionalidad entre la
velocidad de flujo de calor y el gradiente de temperatura es la conductividad térmica, análoga a
la difusividad, definida como la constante de proporcionalidad entre la velocidad de flujo de
masa y el gradiente de concentración.
El flujo de calor en un material puede producir consecuencias de tipo mecánico.
El choque térmico hace referencia a la rotura del material debida al cambio de temperatura,
normalmente un enfriamiento brusco.
INGENIERIA MECANICA MECANICA DE MATERIALES

48
Monografía N°2
Figura 3.1: tratamiento térmico realizado a piezas metálicas, en un horno industrial
[http://www.logismarket.com.mx/lobo-hornos-industriales/tratamiento-termico/1786424970-
1816780622-p.html (05-11-2013)]
3.1 Capacidad Calorífica
Cuando se calienta un material sólido, este experimenta un aumento de temperatura, indicando
con ello que absorbe energía. La capacidad calorífica es una propiedad que indica la capacidad
de un material de absorber calor de su entorno; representa la calidad de energía necesaria
para aumentar la temperatura en una unidad. En términos matemáticos, la capacidad calorífica
C puede expresarse como:
C=dQdT
Formula (3.1.1)
Donde dQ es la energía necesaria para producir un cambio dT en la temperatura.
Normalmente, la capacidad calorífica se expresa por mol de material (por ejemplo, J/molK,
cal/mol0K). A veces se utiliza el calor específico (a menudo representado por c); éste
representa la capacidad calorífica por unidad de masa y tiene varias unidades (J/kgK, cal/gK).
Existen dos métodos para medir esta propiedad, según cuales sean las condiciones del medio
en que se realiza la trasferencia de calor. Uno es medir la capacidad calorífica mientras se
INGENIERIA MECANICA MECANICA DE MATERIALES

49
Monografía N°2
mantiene la muestra en volumen constante, en este caso se representa por Cv; el otro es bajo
presión constante y se representa por Cp. la magnitud de Cp es siempre mayor que Cv; sin
embargo, esta diferencia es muy pequeña para la mayoría de los materiales sólidos a
temperatura ambiente e inferiores.
Se define la capacidad calorífica a volumen constante como:
C v=( dudT )
V
Formula (3.1.2)
Y la capacidad calorífica a presión constante:
C p=( dhdT )
P
Formula (3.1.3)
Para un sistema compuesto por una sustancia homogénea de composición constante, la
regla de fases de Gibbs indica que el sistema queda totalmente determinado al fijar los
valores de dos propiedades intensivas.
Es así, que la energía interna específica de una sustancia podemos expresarla como
función de dos variables intensivas:
u=u (T ,v ) du=( dudT )
v
. dT+( dudv )
T
. dv
Formula (3.1.4)
• De la definición de capacidad calorífica a volumen constante
INGENIERIA MECANICA MECANICA DE MATERIALES

50
Monografía N°2
du=C v . dT +( dudv )
T
. dv
Formula (3.1.5)
• El segundo término del lado derecho de la ecuación anterior puede hacerse cero o
despreciable bajo dos circunstancias:
1. Para cualquier proceso a volumen constante, sin importar la sustancia.
2. Cuando la energía interna es independiente del volumen específico. Esto es cierto
para fluidos incompresibles y gases ideales, y aproximadamente verdadero para gases a bajas
presiones.
Luego para estos casos:
du=C v . dT ∆ u=∫T 1
T 2
C v
Formula (3.1.6)
En forma similar, la entalpía específica puede expresarse como una función de la temperatura y
la presión:
h=h (T , P )
dh=( dhdT )
P
.dT +( dhdP )
T
. dP
Formula (3.1.7)
• De la definición de capacidad calorífica a presión constante:
INGENIERIA MECANICA MECANICA DE MATERIALES
51
Monografía N°2
dh=CP . dT+( dhdP )
T
. dP Formula (3.1.8)
• También en este caso existen dos circunstancias donde el último término de la ecuación
anterior puede hacerse cero o despreciarse:
1. Para cualquier proceso a presión constante, sin importar la sustancia.
2. Cada vez que la entalpía de la sustancia sea independiente de la presión sin importar el
tipo de proceso. Lo anterior es cierto para gases ideales. Es aproximadamente cierto para
gases a bajas presiones fuera de la región crítica, y para sólidos y líquidos.
Para estos casos tenemos:
dh=CP . dT ∆ h=∫T1
T2
CP . dT
Formula (3.1.9)
Capacidad calorífica vibracional
En la mayoría de los sólidos el modo principal con que se absorbe la energía térmica es
mediante el aumento en la energía vibracional de los átomos. Los átomos en los sólidos están
vibrando constantemente a frecuencias muy altas y con amplitudes relativamente pequeñas.
Las vibraciones no son independientes unas de otras, sino que las vibraciones de átomos
adyacentes están acopladas en virtud del enlace químico. Estas vibraciones están coordinadas
de tal manera que se producen ondas viajeras. Se puede imaginar que estas ondas son como
ondas elásticas o simplemente como ondas de sonido que se propagan a través del cristal a la
velocidad del sonido. La energía térmica vibracional de un intervalo de distribuciones y
frecuencias. Solamente ciertos valores de energía están permitidos (se dice que la energía
están cuantizada) y un cuanto de energía vibracional se denomina fonón. (Un fonón es análogo
al cuanto de radiación electromagnética, el fotón). Ocasionalmente, las propias ondas
vibracionales también se denominan fonones. La dispersión térmica de electrones libres
INGENIERIA MECANICA MECANICA DE MATERIALES

52
Monografía N°2
durante la conducción electrónica se deben a estas ondas vibracionales, y estas ondas
elásticas también participan en el transporte de energía durante la conducción térmica.
Dependencia de la capacidad calorífica respecto de la temperatura
La Cv es cero a 0 K, pero aumenta rápidamente con la temperatura. A bajas temperaturas la
relación entre Cp y la temperatura absoluta T es:
C v=A T 3
Formula (3.1.10)
Donde A es una constante independiente de la temperatura. Por encima de la denominada
temperatura de Debye θD, Cv se estabiliza haciéndose prácticamente independiente de la
temperatura y alcanza un valor igual a aproximadamente 3R, siendo R la constante de los
gases. Por consiguiente, aun cuando la energía total del material aumenta con la temperatura,
la cantidad necesaria para aumentar la temperatura en un grado permanece constante para
muchos materiales sólidos θD es inferior a la temperatura ambiente, siendo 25 J/mol K (6
cal/molK) una aproximación razonable para Cv a temperatura ambiente. En la tabla 20.1 se dan
los colores específicos experimentales para diversos materiales
Otras contribuciones a la capacidad calorífica
También existen otros mecanismos de absorción de energía que pueden contribuir a la
capacidad calorífica de un sólido. En muchos casos, sin embargo, esta contribución es mínima
comparada con la contribución vibracional. Existe una contribución electrónica puesto que los
electrones absorben energía aumentando su energía cinética. Sin embargo, esto solo es
posible en el caso de electrones libres, es decir: aquellos que han sido excitados desde los
estados ocupados a los estados vacíos por encima del nivel de Fermi. En los metales,
solamente los electrones en estados muy cercanos a la energía de Fermi pueden sufrir estas
INGENIERIA MECANICA MECANICA DE MATERIALES

53
Monografía N°2
transiciones, y esto representa únicamente una fracción muy pequeña del número total. Una
fracción aún menor de electrones experimenta excitaciones en los materiales aisladores o
semiconductores. Por tanto, esta contribución electrónica es generalmente insignificante,
excepto a temperaturas cercanas a 0 K Además, en algunos materiales ocurren otros procesos
de absorción de energía a temperatura especificas, por ejemplo, la aleatorización de los
espines en un material ferromagnético a medida que es calentado hasta su temperatura de
Curie.
3.2 Dilatación térmica
Las cargas externas no son las únicas fuentes de esfuerzos y deformaciones en una estructura,
sino también lo puede ser la temperatura.
Figura 3.2.1 Junta de expansión en un puente, evita el deterioro de los elementos
estructurales proyectándose el movimiento sobre estos.
[Extraído de Ihttp://p1.pkcdn.com/junta-de-dilatacion-puente-acero-puerta-de-europa-
barcelona_379744.jpg]
El saber las características de los materiales con respecto a su comportamiento bajo la
temperatura, es muy importante debido a que este tipo de propiedad lo podemos usar para
nuestro beneficio o para tomar medidas de precaución. No todos los materiales al ser
calentados se dilatan, hay algunos que se contraen y esto les ase muy útiles en ciertas áreas.
Hay algunas cosas a tomar en cuenta con respecto a la temperatura:
INGENIERIA MECANICA MECANICA DE MATERIALES

54
Monografía N°2
La temperatura no es una propiedad aditiva, esto quiere decir que por ejemplo, Si mezclamos
10g de agua a 20°C con otros 10g de agua a 20°C, la masa nueva es de 20g, o sea aumentó
(propiedad extensiva). Sin embargo, la temperatura sigue siendo 20°C, y no de 40° (propiedad
intensiva).
La temperatura es una variable macroscópica.
A continuación veremos los tipos de dilatación que se da en la mayoría de los materiales:
Como sabemos la mayoría de los de los materiales solidos se expanden cuando son
calentados y se contraen cuando son enfriados. El cambio de la longitud con la temperatura
para un material solido puede expresarse de la manera siguiente:
(lf −l0)l0
=∝l(t f −t 0) Formula (3.2.1)
Donde lf y l0 representan la longitud final e inicial respectivamente y t f y t0 las temperaturas. ∝l
Es una constante que depende del material y se le denomina coeficiente lineal de dilatación
térmica cuya unidad es [(°C)-1].
Fórmula que describe el cambio de área:
( A f−A0)
A0
=∝a(t f −t 0) Formula (3.2.2)
Ahora, la dilatación no solo se toma en cuenta con respecto a una línea, sino que también
cambiara todo el volumen, los cambios de volumen con la temperatura pueden calcularse a
partir de:
(v f −v0)v0
=∝v (t f−t 0) Formula (3.2.3)
Donde ∝ves el coeficiente volumétrico de dilatación térmica
En muchos materiales, el Valor de ∝v es anisotrópico; es decir, depende de la dirección
cristalográfica a lo largo de la cual es medido. Para muchos materiales en que la dilatación
térmica es isotrópica, ∝v, es aproximadamente igual a tres veces ∝l. Desde el punto de vista
INGENIERIA MECANICA MECANICA DE MATERIALES
55
Monografía N°2
atómico, la dilatación térmica se refleja en un aumento en la distancia media de separación
entre los átomos. Este fenómeno se entiende mejor consultando una curva de energía
potencial frente a la separación intereatómica para un material sólido. (Ver la figura 3.2.2)
Figura 3.2.2 Gráfico de la energía potencial frente a la distancia interatómica, mostrando el
aumento de la separación interatómica al aumentar la temperatura.
[Extraído de http://www.yumpu.com/pt/document/view/4279317/tema-10-001]
La curva tienen forma de un pozo de energía potencial, y la distancia interatómica de equilibrio
a 0 K, r0, corresponde la mínimo del pozo. Calentando sucesivamente a temperaturas más
altas (T1, T2, etc.) aumenta la energía vibraciones desde la E1 hasta la E2 y E3, y así
sucesivamente. La amplitud media de la energía vibracional de un átomo corresponde a la
anchura del pozo a cada temperatura y el espacio interatómico se presenta por la posición
media, la cual aumenta desde r0 a r1 y r2, y así sucesivamente.
Es importante aclarar que la dilatación térmica se debe realmente a la asimetría de la curva de
este pozo de energía potencial más que al aumento de las amplitudes de vibración con la
temperatura. Si la curva de energía potencial fuera simétrica (ver figura) no existiría un cambio
neto en la separación interatómica y, en consecuencia, no existiría dilatación térmica.
INGENIERIA MECANICA MECANICA DE MATERIALES

56
Monografía N°2
Figura 3.2.3 Para una curva simétrica energía potencial-separación interatómica, no hay
aumento en la separación interatómica al aumentar la temperatura.
[http://www.yumpu.com/pt/document/view/4279317/tema-10-001]
En el caso de los cerámicos es bueno tener en cuenta que deben tener coeficientes de
dilatación térmica relativamente bajos y, además, deben ser isotrópicos. En caso contrario,
estos materiales frágiles pueden experimentar fractura como consecuencia de los cambios de
tamaño no uniformes, lo cual se denomina choque térmico.
En el caso de los polímeros su dilatación térmica es muy elevada.
Ahora como se ha dicho al comienzo de este tema, no todos los materiales se dilatan al
aumentar la temperatura es por eso que en esta parte veremos
Anomalías de la expansión térmica:
Hay un material conocido que se contrae al calentarse. Es más, si no lo hiciera la vida en la
Tierra sería muy diferente, esta materia es el agua: El hielo flota en el agua, esto es debido a
que el hielo es menos denso que el agua. Si lo calentamos, no se dilata, sino todo lo contrario,
se contrae. A 0 °C el agua líquida ocupa un volumen 9% inferior al del hielo. Si el hielo no
flotara en el agua, los lagos que se cubren con una capa de hielo en invierno se helarían
completamente. Los peces morirían, a esto se le conoce como comportamiento anómalo del
agua.
Existen otros materiales que se dilatan cuando se enfrían por debajo de cierta
INGENIERIA MECANICA MECANICA DE MATERIALES

57
Monografía N°2
temperatura. En primer lugar, son el diamante, el óxido cuproso y la esmeralda. El diamante
comienza a dilatarse al ser enfriado considerablemente, a 42 °C bajo cero, mientras que el
óxido cuproso y la esmeralda presentan la misma particularidad con un frío moderado, de unos
4 °C bajo cero. Luego a 42 y 4 grados centígrados bajo cero, respectivamente, estos cuerpos
tienen la densidad máxima, lo mismo que el agua a + 4° C.
El yoduro de plata cristalino (el mineral llamado yodirita, yodargirita o yodargira) se dilata al ser
enfriado a temperatura ordinaria. Una varilla de goma extendida por una pesa presenta la
misma particularidad: se acorta al ser calentada.
Aplicaciones:
Los materiales tanto que se dilatan como los que se contraen la calentarlo, tienen muchas
utilidades.
Una de estas utilidades es:
El ajuste de interferencia eje-agujero, el cual es también conocido como un ajuste a presión, es
una unión que se realiza cuando el diámetro del eje es más grande que el diámetro del agujero
donde se va a introducir el eje y se logra mediante la fricción que se produce por el contacto
entre las dos piezas, para impedir el movimiento entre ambas.
Figura 3.2.4 Ejemplo esquemático de la interferencia entre eje y agujero.
[http://upload.wikimedia.org/wikipedia/commons/thumb/0/00/APRIETE_MAXIMOs2.jpg/350px-
APRIETE_MAXIMOs2.jpg]
INGENIERIA MECANICA MECANICA DE MATERIALES

58
Monografía N°2
La mayoría de los materiales se expanden cuando se calientan y se contraen cuando se
enfrían. Lo que se realiza en este caso es calentar el agujero de una forma homogénea para
que este se expanda o se dilate y posteriormente se realiza el montaje sobre el eje de una
forma rápida, antes de que el agujero se enfríe y se contraiga, esto realizara el ajuste entre el
agujero y el eje.
Otra aplicación, en el caso de los materiales que se contraen al calentarse es la del nitinol el
cual es una aleación de Níquel y Titanio. Este material tiene la propiedad de que al calentarse
se contrae, y al enfriarse retorna a su forma original. La contracción del nitinol cuando se
calienta es opuesta a la propiedad de dilatación térmica ordinaria. Aprovechando sus
propiedades conductoras, el calentamiento del material, se obtiene mediante la circulación de
una corriente eléctrica a través del mismo. De este modo el nitinol transforma el calor inducido
mediante una corriente eléctrica en movimiento mecánico.
El movimiento mecánico del nitinol es resultado de los cambios en su estructura cristalina.
Este tipo de material se usa mucho para darle movimiento al Robot Stiquito
Figura 3.2.5 Stiquito es un pequeño y económico robot de seis patas, su diseño se basa en la
utilización de las propiedades físicas de algunos
materiales.[http://behance.vo.llnwd.net/profiles11/1622707/projects/5687985/
a823bc04a62677ab940b10260d9d30a3.jpg]
INGENIERIA MECANICA MECANICA DE MATERIALES

59
Monografía N°2
Aquí los Cables de nitinol son los que están sujetos entre la dobles de las patas y el cuerpo
central, este material sirve para emular el comportamiento de un músculo, el cual proporciona
el mecanismo de propulsión al robot.
Como podemos ver la diferente naturaleza de los materiales bajo ciertas condiciones térmicas,
es lo que nos da gran cantidad de uso de los mismos, es por ellos que debemos utilizarlos de
manera correcta y bajo estrictas normas de seguridad. La mayoría de los materiales se dilatan
al aumentar la temperatura pero hay algunos que hacen lo contrario, es decir de contraen. En
la actualidad por ejemplo los científicos están intentando encontrar formas de mezclar el
tungstato de zirconio (cerámico) con otras sustancias para crear materiales que no se dilaten ni
contraigan con el cambio de temperatura.
3.3 Conductividad térmica
Definiciones y relaciones fundamentales
El valor de la conductividad térmica se caracteriza por la capacidad de un cuerpo físico en
transmitir la energía térmica de un punto a otro, si entre los mismo se crea una diferencia de
temperatura. Así por ejemplo:
Si tenemos un sólido (Fig. 01, dos planos paralelos alejados a una distancia “l” y de secciones
de áreas “S”. En una de las secciones se mantiene la temperatura T1 y en la otra T2 con la
particularidad de que T1>T2), el flujo del calor se trasladará en el sentido señalado por la
flecha. En el curso de intervalo de tiempo ô pasará mayor cantidad de calor “Q” cuanto menor
sea “l”, mayor el área S y la diferencia de temperatura (T1 - T2), así como cuanto mayor sea el
intervalo de tiempo ô.
Figura 3.3.1: Se muestra la diferencia de temperaturas (T1-T2).
[http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
INGENIERIA MECANICA MECANICA DE MATERIALES

60
Monografía N°2
Q=ls (T 1−T 2)
lt
Formula (3.3.1)
En la Formula (3.3.1) el coeficiente es una constante del material que depende de la naturaleza
del mismo.
Para hallar se despeja de la ecuación (1.1), haciendo “S” igual a 1 cm2 , la longitud “l” igual a 1
cm, la diferencia de temperatura (T1 – T2) igual a un 1°C y el tiempo (τ ) igual a 1 segundo. La
magnitud se llama conductividad térmica específica o con mayor frecuencia conductividad
térmica.
-La conductividad térmica depende de la temperatura.
-El coeficiente determinado por la ecuación (1.1) se refiere a la magnitud media en el intervalo
de temperatura (T1 – T2), ésta es la razón por la que la conductividad térmica a la temperatura
dada debe expresarse por una fórmula diferencial partiendo de las condiciones de que la
diferencial de temperatura llega a ser infinitesimal (dt) a una longitud infinitesimal (dl).
Entonces: Q=l St( dtdl
)
Formula (3.2.2)
Despejando: l=Q( dldt ) . 1s .
1t
Formula (3.3.3)
La conductividad térmica se mide en cal / (cm. º C .s) o bien W/(cm K ), al pasar de una unidad
a otra es necesario introducir el factor 0.24 por ejemplo para el hierro químicamente puro a 0 º
C la conductividad térmica es igual a 0.94 W/(cm K) o bien 0.94 * 0.24 cal/ (cm º C s).
En forma general, la variación de la conductividad térmica durante el calentamiento puede
expresarse por la fórmula:
INGENIERIA MECANICA MECANICA DE MATERIALES

61
Monografía N°2
λ=λ0 (1+αT ) Formula (3.3.4)
Donde α es el coeficiente de temperatura de la conductividad térmica y en muchos casos Esta
magnitud presenta signo negativo, ya que la conductividad térmica disminuye con el
calentamiento.
Esta técnica es importante la magnitud del coeficiente de conductividad de temperatura la que
se expresa de la siguiente manera:
α= λdc
Formula (3.3.5)
Donde λ es la conductividad térmica; d es la densidad y c es la capacidad calorífica.
El coeficiente de conductividad de la temperatura en los procesos térmicos caracteriza la
velocidad de variación de la temperatura. Cuanto más alto es tanto menor será la diferencia de
temperatura en distintos lugares del cuerpo para condiciones idénticas de calentamiento y
enfriamiento.
Una alta conductividad térmica, igual que la conductividad eléctrica, es un rasgo característico
de los metales. Los metales de baja valencia con carácter metálico más expresado, poseen
una conductividad térmica relativamente grande.
Desde el punto de vista físico el fenómeno de la conductividad térmica representa la
Transferencia de la energía cinética. En los cristales metálicos la transferencia de energía
térmica, en el caso general, se lleva a cabo mediante dos tipos de portadores: mediante los
electrones de conducción y mediante las oscilaciones de la red cristalina (fonones).
Respectivamente se distinguen las componentes electrónicas (λel) y reticular (λred) de la
conductividad térmica. El mecanismo prevaleciente de la conductividad térmica de los metales
es transportar el calor por los electrones de conducción, pues la conductividad térmica reticular
de los metales puros es por lo común pequeña (30 veces menor, aproximadamente) en
comparación a la electrónica. Precisamente en relación con ello una alta conductividad térmica,
INGENIERIA MECANICA MECANICA DE MATERIALES

62
Monografía N°2
al igual que la conductividad eléctrica, representa un rasgo característico del estado metálico.
Las representaciones microscópicas sobre la conductividad térmica electrónica tienen gran
parecido con las representaciones microscópicas sobre la conductividad eléctrica. Para la
conductividad térmica, no existe la transferencia total de los electrones, es decir no hay
corriente eléctrica.
El flujo del calor es distinto a cero debido a que en una dirección se mueven los electrones con
energía cinética más alta, mientras que en el sentido opuesto se dirigen los electrones cuya
energía cinética es más baja. En el proceso de la conducción del calor el electrón que se
desplaza al encuentro del gradiente de temperatura, hacia la zona más fría del cristal,
transporta un exceso de energía térmica. Esta energía la transmite a la red como resultado del
impacto con las oscilaciones de la red (dispersión de fonones). Al someter la conductividad
térmica electrónica al análisis teórico también se puede utilizar el concepto de la longitud de
recorrido libre del electrón entre dos actos consecutivos de dispersión.
Basándose en las mismas premisas tomadas para el cálculo de la conductividad eléctrica, para
la conductividad térmica electrónica se obtiene la siguiente expresión:
lel=NKblv2
Formula (3.3.6)
En la cual KB es la constante de Boltzmann y N es el número de electrones de conducción por
unidad de volumen. Para la conductividad térmica λel, teóricamente se ha obtenido la
expresión:
lel=aAq D 4
T2 Formula (3.3.7)
Esta relación que caracteriza la dispersión de los electrones en las oscilaciones de red es
válida para temperaturas bajas, o sea, para T << θD donde θD es la temperatura característica
de Debye, y A la masa atómica. Sin embargo, a diferencia de la dependencia de la resistencia
INGENIERIA MECANICA MECANICA DE MATERIALES

63
Monografía N°2
eléctrica respecto a la temperatura, la dependencia entre la magnitud 1 / λel (resistencia
térmica) y la temperatura no es una función monótona. Para T<< θD la magnitud 1 / λel se
define por una función de la forma.
1λel
= βT
+α T2 Formula (3.3.8)
Donde β y α son constantes.
El término β q T caracteriza la resistencia térmica debida a la dispersión de los electrones en las
impurezas y los defectos de la red, y el término αT 2 caracteriza la dispersión en las
oscilaciones de la red (en los fonones), en correspondencia con la ecuación (1.8) la acción
conjunta de estos sumandos implica la aparición del máximo de la curva que representa la
dependencia entre la conductividad térmica y la temperatura, en la Figura (3.2.2) se muestra
una curva típica para el cobre.
Figura 3.2.2: La conductividad térmica del cobre en función de la Temperatura.[
http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
Con el aumento de la pureza del metal el máximo de conductividad térmica se desplaza en el
sentido de la temperatura más alta. De acuerdo con las evaluaciones teóricas, a altas
temperaturas (T>>θD), λel disminuye con el incremento de la temperatura de una manera más
lenta que 1/T.
La variación de la conductividad térmica reticular en función de la temperatura pasa por un
INGENIERIA MECANICA MECANICA DE MATERIALES

64
Monografía N°2
máximo con semejanza de la correlación entre la conductividad electrónica y la temperatura. La
magnitud y la posición del máximo en la curva λred (τ), al igual que en el caso de λel (T) son
sumamente sensibles a la presencia de impurezas. En el caso general la conductividad térmica
de los metales representa la suma de la conductividad térmica reticular y electrónica, es decir:
λ=a λred+b λel Formula (3.3.9)
Una separación fiable de la conductividad térmica total de los metales en sus componentes
electrónicas y reticulares es la determinación de los valores de a y b solo es posible por vía
experimental.
al examinar la conductividad térmica de los metales puros llama la atención el hecho de que en
la serie de elementos metálicos la conductividad térmica es tanto mayor cuanto más alta es la
conductividad electrónica. De acuerdo con la reglas de Wiedemann – Franz a la temperatura
del medio ambiente, para diferentes metales se cumple que:
λγ=const Formula (3.3.10)
Donde λ es la conductividad térmica y γ la conductividad eléctrica. Lorenzt, al investigar esta
relación para diferentes temperaturas, ha encontrado que la misma dividida por la temperatura
absoluta del metal es una magnitud constante o sea
λγT
=L Formula (3.3.11)
Esta magnitud constante se denomina número de Lorenzt. Si λ se mide en W/ (cm K) y γ en
Ω−1cm−1 L 2.4*10−8 V2 / K 2, para los metales técnicamente puros a temperatura de
ambiente L oscila desde 2.1 hasta 2.8*10−8.
Los metales ferromagnéticos presentan el número de L anómalamente alto y en particular para
el hierro puro L = 3.0*10−8 .
Teóricamente la magnitud L se determina por la relación:
INGENIERIA MECANICA MECANICA DE MATERIALES

65
Monografía N°2
l¿=
P2K B2
3e2 Formula (3.3.12)
Donde “e” es la carga del electrón.
El segundo miembro de esta expresión lo forma tan sólo las constantes universales que
determinan la magnitud del número de Lorenzt y la constante se obtiene cuando λel >> λred.
Numerosos trabajos han demostrado que las relaciones de Widemann-Franz y de Lorentz son
válidas con aproximaciones, sólo para temperaturas relativamente altas por encima de 0ºC, no
obstante que incluso las relaciones aproximadas de Widemann – Franz y de Lorentz permiten
extender a las leyes generales
(Halladas para la conductividad eléctrica) a los fenómenos de la conductividad térmica, lo cual
concuerda cualitativamente con los datos experimentales y además ayuda a formar una idea
Acerca de la conductividad eléctrica. La importancia práctica de esta posibilidad es evidente
puesto que la medición de la conductividad térmica es mucho más complicada y menos fiable
que la medición de la conductividad eléctrica, lo que se explica por las dificultades del
aislamiento térmico del objeto.
A temperaturas muy bajas (K BT<<èD), como se ha indicado anteriormente, la ecuación (1.7),
λel de un metal absolutamente puro y sin defectos varía con la temperatura T 2 en este caso la
conductividad eléctrica varía con T 5 en relación con ello, a temperaturas bajas el número de
Lorentz de un metal puro.
λel /ã T = L no es constante y varía como T 2. La presencia de impurezas lleva a la aparición
del termino áT en la expresión para la correlación entre la conductividad térmica electrónica y la
temperatura, en correspondencia, la dependencia teórica entre el número de Lorentz y la
temperatura tiene un aspecto representado en la Figura 3.3.3
INGENIERIA MECANICA MECANICA DE MATERIALES

66
Monografía N°2
Figura 3.3.3: Esquema de variación del número de Lorentz L = l¿
en función de la temperatura
(L0 es el valor teórico): 1, corresponde al metal puro; 2 al metal con impureza; 3 al metal
todavía más impurificado.[ http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/
cap1.pdf]
En dicha figura se representa un valor teórico del número de Lorenzt de acuerdo con la
Formula (3.3.12). Las desviaciones respecto a la ley de Wiedemann – Franz y de Lorenzt a
altas temperaturas (la variación de L con la temperatura) que se observan en el experimento,
incluso para los metales sumamente.
Puros, pueden explicarse por el hecho de que a altas temperaturas en los metales, la
conductividad térmica reticular desempeña un sensible papel en la transferencia de calor.
Conductividad térmica de los metales
En la tabla 3.2.1 se dan los valores de la conductividad térmica para los metales puros a 0°C,
en la que se caracterizan por mayor conductividad térmica los metales con alta conductividad
eléctrica
(Al, Cu, Ag, Au).
INGENIERIA MECANICA MECANICA DE MATERIALES

67
Monografía N°2
Tabla 3.2.1
Figura (3.3.4): Se muestran conductividades del oro y del cadmio en función de la temperatura.
[http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
Que ilustran la influencia sobre la conductividad térmica de la pureza del metal, de los defectos
de la red y de la anisotropía cristalográfica. Las cifras junto a los símbolos químicos significan el
número
INGENIERIA MECANICA MECANICA DE MATERIALES

68
Monografía N°2
de la muestra. Las muestras Au1 y Au2 se han preparado de oro de 99.9% de pureza; la
muestra Au1 no está recocida y Au2 se ha sometido a recocido en el vacío a 700°C durante
tres horas, después de lo cual se ha enfriado hasta los 200°C en el transcurso de 6 horas. La
muestra Au3 se ha preparado de oro cuya pureza supera 99.999% por medio del trefilado en
una varilla de 3mm de diámetro para el diámetro de 1.5 mm. Dicha muestra, después de medir
su conductividad térmica, se ha sometido al recocido observando el mismo régimen que para la
muestra Au2, luego, de nuevo se ha medido su conductividad térmica (Au4 en la Fig. 4a), la
curva Au5 se refiere a la conductividad térmica de la muestra Au4 con 99.999% de pureza
después del trefilado complementario (tras el recocido) para el diámetro 1.3 mm. En el
fragmento insertado de la figura 4a se representa la marcha inicial de las curvas de
conductividad térmica de las muestras Au1 - Au5.
La comparación de las curvas en la Fig. 4a demuestran que el valor absoluto del máximo de la
conductividad térmica aumenta con el aumento de la pureza y la perfección de la red cristalina
del metal. La conductividad térmica máxima ha incrementado de 4.4 W/ (cm K) para Au1 a 28
W/ (cm K) para Au4 en este caso, la temperatura del máximo de la conductividad térmica se ha
disminuido desde 22 hasta 10 K además se advierte que por encima de 75 K la conductividad
térmica, en la práctica no depende de la temperatura y es aproximadamente igual para todas
las muestra. Con la elevación de la temperatura la aportación de las impurezas y de los
defectos de la red a la oposición, la traslación del calor disminuye rápidamente, hecho que
explica precisamente el que en el intervalo de 75 a 150 K la muestra de oro con distintas
cantidades de impurezas y defectos de la red tiene valores aproximadamente iguales de la
conductividad térmica.
Las curvas de la Fig. (4b) ilustran la variación de la conductividad térmica con la dirección del
cristal. Una muestra policristalina de Cd1 tenía una pureza de 99.9999%. La pureza del
monocristal de Cd2 era de 99.995 % y el eje hexagonal de la red (dirección con la máxima
conductividad térmica) formaba un ángulo de 7,9° con el eje de la muestra a cuyo largo se
efectuaba las mediciones de la conductividad térmica. La conductividad térmica máxima de la
muestra policristalina constituye 12 W/ (cm K), mientras que el monocristal con la mencionada
orientación, aunque contenía mayor cantidad de impurezas presentó el valor de 150 a 200
W/(cm K).
INGENIERIA MECANICA MECANICA DE MATERIALES

69
Monografía N°2
La relación extrema 1/ëred para la resistencia térmica total (1/λ) permite escribir una ecuación
semejante a la ecuación (1.8):
1l= B
T+aT2 , Formula (3.3.13)
Donde á y â tienen otros valores.
Después de haber sometido al análisis un amplio material experimental los experimentadores
llegaron a la conclusión de que la dependencia entre la temperatura y la conductividad térmica
definida por la ecuación (2,1) se cumple para la mayoría de los metales, si los valores de la
constante á y â que forman parte de la ecuación se eligen para cada muestra. En este caso
resulta ser muy útil representar la relación ë (T) En coordenadas reducidas como ë * = ë / ë
max y T * = T / T max, donde ë max es el valor máximo de la conductividad térmica y T max es
la temperatura correspondiente a este valor. Al derivar la ecuación (2.1) respecto a T e igualar
la derivada a cero se puede obtener:
T max=( B2a
)13 Formula (3.3.14)
Entonces en las coordenadas reducidas la dependencia entre la conductividad térmica y la
temperatura se describe mediante una relación que no contiene las constantes empíricas α y â
y no depende de la sustancia que se investiga, es decir se puede escribir:
l∗¿ 3
(T ¿)2−❑2T
Formula (3.3.15)
INGENIERIA MECANICA MECANICA DE MATERIALES
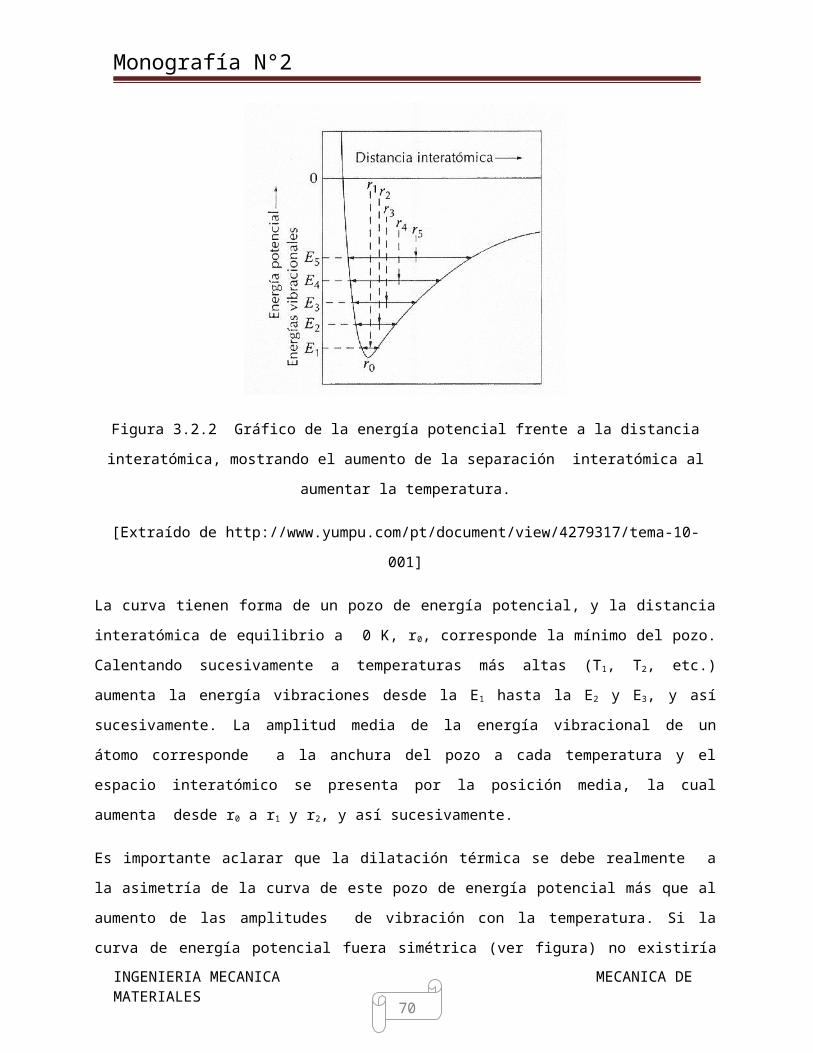
70
Monografía N°2
En la Figura 3.3.5: se representa ë * en función de T* esta correlación fue comprobada para 83
muestras de 22 metales resultó que coinciden bien los datos experimentales. Basándose en los
valores conocidos de la conductividad térmica máxima y temperatura máxima es posible
calcular usando la ecuación (2.3) la conductividad térmica de cualquier metal “puro” en el
intervalo de temperatura 0< T <1,5 T Max (T es la temperatura absoluta). En este caso, como
metal “puro” refiriéndose a la conductividad térmica se sobrentiende que es un metal que
contiene hasta 0,5 % de impurezas.
[http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
Para temperaturas elevadas se ha propuesto las siguientes relaciones empíricas:
ë=0,989ëèD exp[0,0117/( Ted
)2,5
], cuando 100<T<0,86 èD, y Formula (3.3.16)
ë=ëèD[1,05–0,05(T/èD)], cuando 0,86èD<T<3 èD Formula (3.3.16)
Donde èD es la temperatura de Debye y ëèD es el valor de la conductividad térmica a T = èD
Las relaciones empíricas 2.3, 2.4, 2.5 tienen una gran significación práctica. El valor absoluto
de la conductividad térmica es sumamente sensible a la macrotensiones, a los efectos de la red
de la muestra, al contenido de la misma de impurezas y poros, cavidades, microfisuras y otros
macrodefectos. Lo dicho dificulta la utilización de los valores tabulares de la conductividad
térmica para los cálculos ingenieriles. Además, la determinación de la conductividad térmica
INGENIERIA MECANICA MECANICA DE MATERIALES

71
Monografía N°2
particularmente, dentro de un amplio intervalo de temperatura, representa un experimento
complicado y muy costoso. Las relaciones señaladas permiten calcular con un buen grado de
certeza los valores de la conductividad térmica de los metales en un amplio intervalo de
temperatura.
Figura 3.3.6: Se dan las dependencias entre la temperatura y la conductividad.
[http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
Térmica para algunos metales importantes, desde el punto de vista técnico y a temperaturas
bajas hasta la temperatura de ambiente. En la Fig. (06.b) se representa al ë en función de la
temperatura para los metales con alto punto de fusión y alta temperatura El análisis de la
conductividad térmica de los metales con alto punto de fusión a altas temperaturas, que incluye
la separación del ë en componentes reticular y electrónico, así como, la determinación del
número de Lorentz permite hacer la conclusión acerca del gran aporte de la conductividad
térmica de la red a la conductividad térmica total de los metales con alto punto de fusión a altas
temperaturas hasta la temperatura de fusión. En este caso la conductividad térmica reticular
varía (disminuye), al igual que la conductividad térmica de los dieléctricos, proporcionalmente a
T−1.
INGENIERIA MECANICA MECANICA DE MATERIALES

72
Monografía N°2
La conductividad térmica de los metales, de la misma manera que su conductividad eléctrica,
varía bajo la acción del campo magnético externo. En este caso es posible tanto el incremento
como la disminución de la conductividad térmica. La Figura 3.3.7 ilustra la correlación entre la
conductividad térmica ë del aluminio de alto grado de pureza y la temperatura, medidas
tomadas en ausencia del campo magnético transversal (respecto a la dirección del flujo
térmico) de diferentes intensidades Se puede advertir que las mayores variaciones de la
conductividad térmica por efecto del campo transversal se observa en la región de máxima
temperatura de la conductividad térmica.
Figura 3.3.7. Las curvas de conductividad térmica del aluminio en función de la temperatura en
campos magnéticos transversales intensos: 1 es en ausencia de campo; 2 es cuando H = 280;
3 es cuando 400; 4 es cuando H = 800; 5 es cuando H = 1600; 6 es cuando H = 2,400; 7 es
cuando H = 3200; 8 es cuando. H=4000 kA/m.
[http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
Al aumentar el campo por encima de 16*10 5 A/m la conductividad térmica varía poco. En
algunos metales a bajas temperaturas tiene lugar el incremento de la conductividad térmica por
acción tanto del campo magnético transversal como del longitudinal. Habitualmente, en el
campo magnético transversal la conductividad térmica cambia más fuertemente. Para el
INGENIERIA MECANICA MECANICA DE MATERIALES

73
Monografía N°2
cadmio en el campo transversal de 3.2*10 5 A/m la conductividad térmica a 2.7 K aumenta 53
veces mientras que para la plata a 2.2 K en el campo transversal de la misma intensidad la
conductividad crece nada más que el uno por ciento.
Cambios bruscos de la conductividad térmica se producen al pasar el metal del estado normal
al de superconductividad.
Figura 3.3.8. La conductividad térmica del niobio a 2.1 K en función de la intensidad del campo
magnético. [http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf]
En la Figura 3.3.8 se muestra la conductividad térmica del niobio altamente puro al aumentar o
disminuir el campo magnético longitudinal a 2.10N K (es decir por debajo de la T que constituye
9.1cr K) en el fragmento insertado en la Figura 08 se destaca especialmente el comportamiento
de la conductividad térmica al aumentar o disminuir el campo magnético en las proximidades
de Hcrl Cuando el campo externo va en aumento desde cero la conductividad térmica se
mantiene constante, teniendo un valor bajo ya que la muestra se encuentra en estado de
superconductividad y el gas electrónico correspondiente, acusa un fuerte enlace con la red. Al
alcanzar el campo crítico inferior Hcr1 de 1.3*105A/m, la muestra pasa al mixto y su
conductividad térmica disminuye bruscamente.
INGENIERIA MECANICA MECANICA DE MATERIALES

74
Monografía N°2
Con una ulterior intensificación del campo magnético la conductividad térmica crece y el campo
igual a Hcr2 de 3.2*10 5 A/m, o sea el crítico superior, alcanza un valor que corresponde al
estado normal por encima de Hcr2. La conductividad térmica algo disminuye con el incremento
de la intensidad del campo. Estas variaciones tan bruscas de la conductividad térmica se toman
en consideración al diseñar dispositivos superconductores.
3.4 El choque térmico
También llamada colapso térmico, se refiere a la rotura de cualquier material solido al sufrir un
cambio drástico de temperatura. Este quiebre del material sucede cuando se le somete a un
aumento o descenso de la temperatura.
Objetos de vidrio o cerámica son vulnerables a este efecto debido a su bajo nivel de tenacidad,
a su baja conductividad térmica y a su alto coeficiente de expansión térmica. La variación de
temperatura causa que diferentes partes de un objeto se expandan más que otras, haciendo
que la tensión del objeto no sea lo suficientemente fuerte y entonces se quiebra. Un ejemplo
común es, en los laboratorios, al utilizar baño María.
La cerámica y los vidrios de borosílice, como el pyrex, están hechos para resistir a un colapso
térmico mejor que otros materiales, gracias a su combinación de un coeficiente de expansión
bajo y una alta dureza. En el caso de la cerámica, se cuenta con un coeficiente de expansión
negativo.
Figura 3.4.1:
INGENIERIA MECANICA MECANICA DE MATERIALES

75
Monografía N°2
Es un vaso de vidrio que al ser expuesto a un choque térmico término rompiéndose
bruscamente.
El carbono reforzado es extremadamente resistente a un colapso térmico debido a la tan
elevada conductividad térmica del grafito, a su bajo coeficiente de expansión y a la dureza de la
fibra de carbono (la cual es uno de los componentes del carbono reforzado).
Tabla 3.4.1
También en este ámbito, existen instrumentos muy sofisticados para realizar numerosos
ensayos de colapso térmico, como lo es por ejemplo, la cámara de choque térmico, la cual
detallaremos a continuación:
Las cámaras para la realización de ensayos de choque térmico someten a las muestras bajo
ensayo a cambios tremendamente bruscos de temperatura (decenas de grados en segundos),
de modo que los materiales reaccionan dilatándose o contrayéndose rápidamente.
INGENIERIA MECANICA MECANICA DE MATERIALES

76
Monografía N°2
Figura 3.4.2: Una máquina de la marca votsch para realizar choques térmicos.
[http://www.directindustry.es/prod/votsch-industrietechnik/camaras-choques-termicos-16219-
424369.html]
Dado que las respuestas de los distintos materiales son distintas a estos cambios, resulta el
método ideal para la comprobación de uniones entre distintos elementos, tales como las que se
encuentran en soldaduras de componentes electrónicos, o los productos con distintos tipos de
polímeros habituales en la industria del automóvil.
En algunas aplicaciones, como la aeronáutica o la defensa, no es tanto la unión de dos
materiales el objetivo del equipo, sino la reproducción de una situación real para el producto
INGENIERIA MECANICA MECANICA DE MATERIALES

77
Monografía N°2
(tierra-aire o aire-tierra suponen grandes saltos térmicos en segundos).Cámara Choque
Térmico
Dentro de las cámaras de choque térmico Alava Ingenieros y su socio tecnológico ACS
presenta varios tipos de soluciones para ofertar la más adecuada a cada cliente, entre las que
destacan:
CST: Cámara de dos habitáculos con movimiento vertical u horizontal (depende del tamaño) de
muestras mediante transmisión con cadena.
Spinner: Cámara de dos habitáculos con movimiento vertical de muestras mediante transmisión
por tornillo sin fin.
Flapper: Cámara de un habitáculo de ensayo y dos de atemperamiento, la muestra está
siempre quieta y se elimina el riesgo de rotura de piezas por vibración, aislando el objetivo
principal de la cámara.
Linkografia
-http://industriales.utu.edu.uy/archivos/mecanica-general/ENSAYOS%20DE%20MATERIALES/RESUMEN
%20DE%20TIPOS%20DE%20ENSAYOS..pdf
-http://www.zwick.es/es/aplicaciones/metales/sujeciones/ensayo-de-cizallamiento.html
-http://www.aero.ing.unlp.edu.ar/catedras/archivos/Creep.pdf
-http://www.oni.escuelas.edu.ar/olimpi2000/santa-fe
sur/ensayodemateriales/Ensayos/plegado.htm (03-11-2013)
- http://www.jba.es/es/category/por-tipo-de-ensayo/flexion-plegado/ (07-11-2013)
-http://www.logismarket.com.mx/lobo-hornos-industriales/tratamiento-termico/1786424970-
1816780622-p.html (05-11-2013)
- http://termodinamica.us.es/materiales/trans/Leccion1.pdf (03-11-2013)
-http://caaeii.cl/wp-content/uploads/2012/08/EIQ_301_01.pdf
-http://termodinamica.us.es/materiales/trans/Leccion1.pdf
INGENIERIA MECANICA MECANICA DE MATERIALES

78
Monografía N°2
-http://www.itescam.edu.mx/principal/sylabus/fpdb/recursos/r77131.PDF
-http://www.stiquito.com/whatisstiquito.htm
-http://www.led.uc.edu.py/micro1/tpante/stiqui/stiqui/index.htm
-http://www.librosmaravillosos.com/cienciaalucinante
-http://www.youtube.com/watch?v=XgfU9Jda3aA&list=WL8CC442F7077ED54B
-http://www.youtube.com/watch?v=QrAuUSRPP7U
-http://www.youtube.com/watch?v=0GYCR5QjdVk
-http://sisbib.unmsm.edu.pe/bibvirtualdata/Tesis/Basic/cardenas_lb/cap1.pdf
INGENIERIA MECANICA MECANICA DE MATERIALES

79
Monografía N°2
Bibliografía
- NORTON, Robert L.. Diseño de Máquinas. México: Ed. Prentice-Hall (Pearson), 1999.
- HAMROCK, B. J., JACOBSON, B. y SCHMID, S. R.. Elementos de Máquinas. México:
McGRAW-HILL, 2000
- SINES, G.. Failure of Materials under Combined Repeated Stresses Superimposed with
Static Stresses, Technical Note 3495, NACA, 1955.
- Piovan, D.I.M.T. Teorías de falla dinámica. Análisis de falla por fatiga. In UTN-FRBB,
ed2004).
- Smith, W. Ciencia e Ingeniería de Materiales. (Mc Graw-Hill Interamericana de España,
Madrid, 2004).
- Badiola, V. Cargas variables. In Navarra, U.d., ed. Diseño de Máquinas I (Departamento de
Ingeniería Mecánica, Energética y Materiales, 2004).
-Donad R. Askeland, Ciencia e ingeniería de los materiales, 3° edición, 1998.
- Shackelford, J., 2007, “Introducción a la Ciencia de Materiales para Ingenieros”, 6ta. Edición,
Pearson, España.
-Mechanics of Material, 7th Edition - James M. Gere y Barry J. Goodno
-Ciencia e Ingenería de los Materiales - 4ta Edición - Donald R. Askeland
-Introducción a la ciencia de materiales para ingenieros, 6ta. Edición - James F. Shackelford
INGENIERIA MECANICA MECANICA DE MATERIALES