notas extrusión de láminas diseño de los dados algunas aplicaciones como por ejemplo para pvc,...
TRANSCRIPT

Página 15
Notas
Lección 2 - Guia de Estudio - Tecnología para la Extrusión de Láminas
Extrusión de LáminasDiseño de los Dados
Lección 2
I. Dados para la Extrusión de Láminas
Dados para la Extrusión de Láminas
El dado tiene como función darle al plástico caliente, muy viscoso,(como masilla) que sale de la extrusora, la forma de una láminarectangular plana de espesor uniforme para alimentarla a los rodillos deenfriamiento (calandria).
NOTA: El diseño de los dados depende del espesor requerido para lalámina, de las características de la lámina producida, del tipo deplástico usado y del costo deseado (acceptable).
A. Tamaño de los dados
1. Los dados típicos tienen una anchura de 2 a 6 pies, pero pueden llegaren algunos casos hasta unos 10 pies de ancho.

Lección 2 - Guia de Estudio - Tecnología para la Extrusión de Láminas
Notas
Página 16
II. Construcción Típica de un Dado
A. Las temperaturas típicas de operación son: 360 ºF a 600 ºF(182 ºC a 316 ºC)
B. Presiones a la entrada al dado : hasta 5,000 psi ( 345 bars)
C. Los dados generalmente estan hechos de acero para herramientas. Algunaveces cromados o niquelados.
1. Para algunas aplicaciones como por ejemplo para PVC, los dadospueden hacerse de acero inoxidable.
III. Partes de un Dado para Láminas
Partes de un Dado para Láminas
Los dados para láminas tienen dos mitades: una superior y una inferior.En cada mitad se cortan o tornean cavidades, las cuales al unir las dosmitades del dado forman un canal que permite el flujo o paso delplástico. Los canales de flujo son: un distribuidor primario, una ranura(faja) interior, el distribuidor secundario y la ranura o faja de los labiosdel dado. El interior del dado está pulido y generalmente se le ponecromo para formar una superficie muy lisa y resistente al desgaste.
Página 17
Notas
Lección 2 - Guia de Estudio - Tecnología para la Extrusión de Láminas
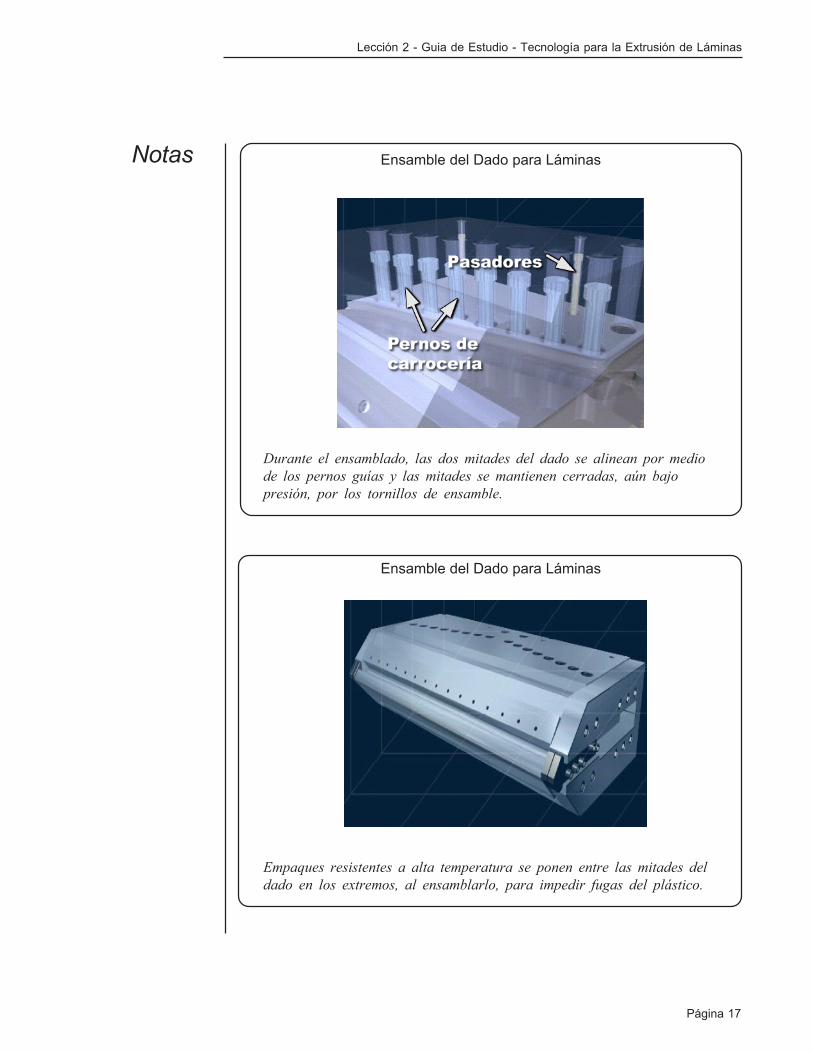
Ensamble del Dado para Láminas
Durante el ensamblado, las dos mitades del dado se alinean por mediode los pernos guías y las mitades se mantienen cerradas, aún bajopresión, por los tornillos de ensamble.
Ensamble del Dado para Láminas
Empaques resistentes a alta temperatura se ponen entre las mitades deldado en los extremos, al ensamblarlo, para impedir fugas del plástico.

Lección 2 - Guia de Estudio - Tecnología para la Extrusión de Láminas
Notas
Página 18
A. Brida de montaje y adaptador
1. La brida de montaje une el dado a la extrusora. Si la entrada al dadono encaja exactamente con la salida de la extrusora, se puede necesitarde un adaptador para permitir el flujo parejo del plástico hacia el dado.
B. Control de la temperatura del dado para láminas
1. La temperatura del cuerpo del dado se mide por:a. Termopares (termocuplas)b. RTDsc. Otros instrumentos sensores de temperatura
2. Tipos de calentadores para el cuerpo del dadoa. Cartuchos eléctricos
1. Colocados en agujeros hechos en el dadob. Calentadores en la superficiec. Tubos de transferencia de calor
3. Posición de los calentadoresa. Los dados generalmente se separan en zonas independientes de
calentamiento. Zonas en la parte superior y zonas en la parteinferior, a lo ancho del dado.
b. Las zonas pueden contener parte de arriba y de abajo.c. En algunos casos el dado puede tener zonas de enfriamiento por
medio de aire o líquidos refrigerantes.
NOTA: Cualquier variación en la temperatura a lo ancho del dadopuede producir variaciones en el espesor de la lámina. Las áreasmás calientes dan regiones más gruesas debido al mayor flujo ylas regions más frias dan espesores más delgados.Temperaturas muy elevadas pueden quemar el plástico odegradarlo.
C. Barras de retención (restricción)
1. Tornillos de ajuste de las barras retenedorasa. Los tornillos estan generalmente separados 3" (7,6 cm).b. Al ajustar los tornillos, éstos doblan la barra retenedora lo cual
reduce el flujo del plástico dentro del dado.
2. Las barras de retención son un sistema de ajuste: de sube y baja.a. Si se baja el tornillo (se cierra), se empuja la barra hacia abajo,
lo cual restringe el flujo.